Labor für Werkstofftechnik · m Zugfestigkeit ((Ultimate) Tensile Strength, UTS) R eH obere...
24
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck ____________________________________________________________________________________________________________________ Lehrunterlage zum internen Gebrauch - Z1 - Vorlesungsbegleitendes Laborpraktikum zu WSTG Unterlagen für den Laborversuch Zugversuch Teil 1: Einige Praxisaspekte 1.1 Ziel des Zugversuches 1.2 Normen (Auswahl) 1.3 Proben 1.4 Prüfmaschinen und Messaufnehmer 1.5 Versuchsablauf 1.6 Auswertung und Kenngrößenbestimmung Teil 2: Hinweise zum Praktikumsablauf Die Ausarbeitung dient zur praxisnahen Ergänzung eines Vorlesungsmanuskriptes oder werkstoffkundlicher Grundlagen-Bücher. Sie soll und kann die Bearbeitung der zutreffenden Kapitel in o.g. Werken nicht ersetzen. Zur Vorbereitung des Labortermins wird deshalb empfohlen, sowohl diese Unterlage als auch eines der o.g. Werke zu diesem Thema durchzuarbeiten.
Transcript of Labor für Werkstofftechnik · m Zugfestigkeit ((Ultimate) Tensile Strength, UTS) R eH obere...
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z1 -
Vorlesungsbegleitendes Laborpraktikum zu WSTG Unterlagen für den Laborversuch
Zugversuch Teil 1: Einige Praxisaspekte 1.1 Ziel des Zugversuches
1.2 Normen (Auswahl) 1.3 Proben 1.4 Prüfmaschinen und Messaufnehmer 1.5 Versuchsablauf 1.6 Auswertung und Kenngrößenbestimmung
Teil 2: Hinweise zum Praktikumsablauf Die Ausarbeitung dient zur praxisnahen Ergänzung eines Vorlesungsmanuskriptes oder werkstoffkundlicher Grundlagen-Bücher. Sie soll und kann die Bearbeitung der zutreffenden Kapitel in o.g. Werken nicht ersetzen. Zur Vorbereitung des Labortermins wird deshalb empfohlen, sowohl diese Unterlage als auch eines der o.g. Werke zu diesem Thema durchzuarbeiten.
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z2 -
1.1 Ziel des Zugversuches
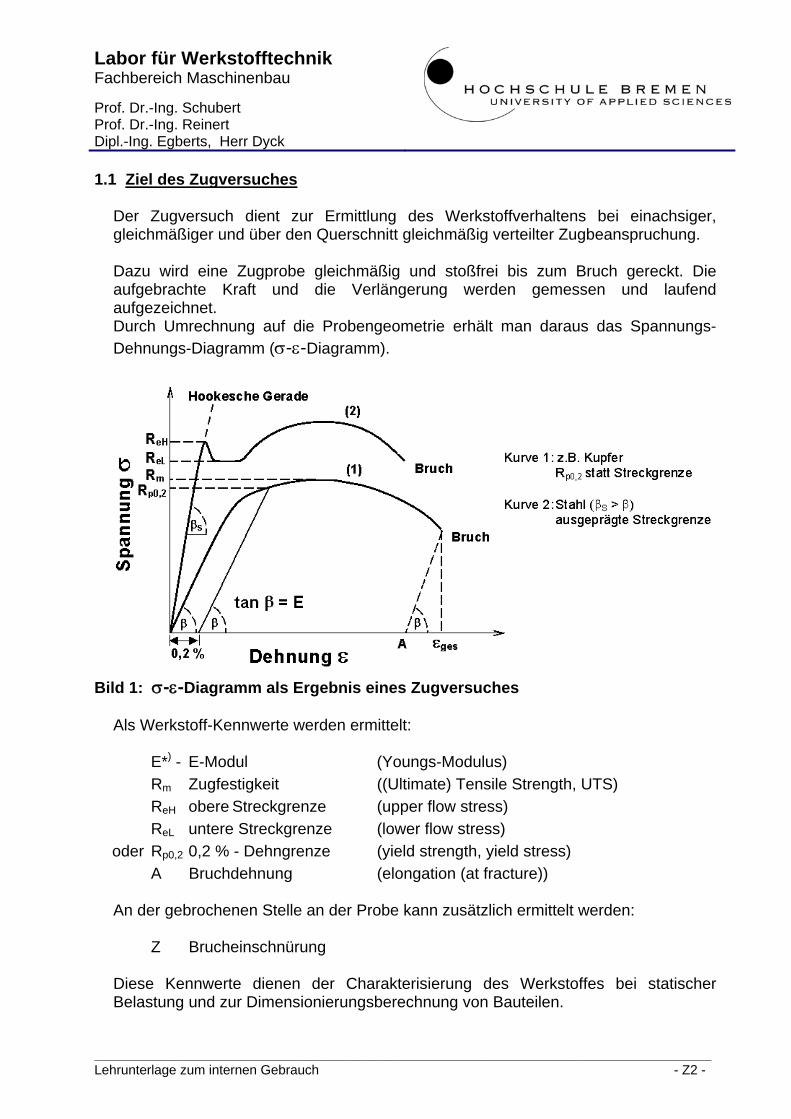
Der Zugversuch dient zur Ermittlung des Werkstoffverhaltens bei einachsiger, gleichmäßiger und über den Querschnitt gleichmäßig verteilter Zugbeanspruchung. Dazu wird eine Zugprobe gleichmäßig und stoßfrei bis zum Bruch gereckt. Die aufgebrachte Kraft und die Verlängerung werden gemessen und laufend aufgezeichnet. Durch Umrechnung auf die Probengeometrie erhält man daraus das Spannungs-Dehnungs-Diagramm (σ-ε-Diagramm).
Bild 1: σ-ε-Diagramm als Ergebnis eines Zugversuches
Als Werkstoff-Kennwerte werden ermittelt:
E*) - E-Modul (Youngs-Modulus) Rm Zugfestigkeit ((Ultimate) Tensile Strength, UTS) ReH obere Streckgrenze (upper flow stress) ReL untere Streckgrenze (lower flow stress) oder Rp0,2 0,2 % - Dehngrenze (yield strength, yield stress) A Bruchdehnung (elongation (at fracture))
An der gebrochenen Stelle an der Probe kann zusätzlich ermittelt werden:
Z Brucheinschnürung
Diese Kennwerte dienen der Charakterisierung des Werkstoffes bei statischer Belastung und zur Dimensionierungsberechnung von Bauteilen.
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z3 -
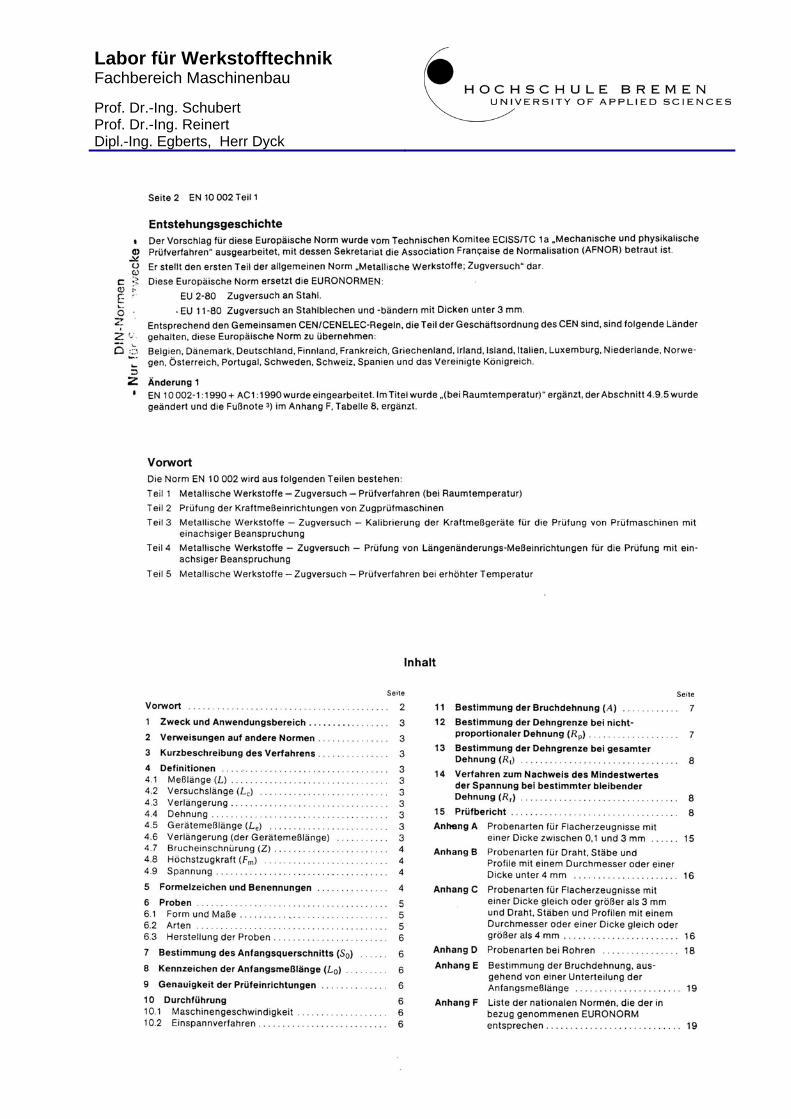
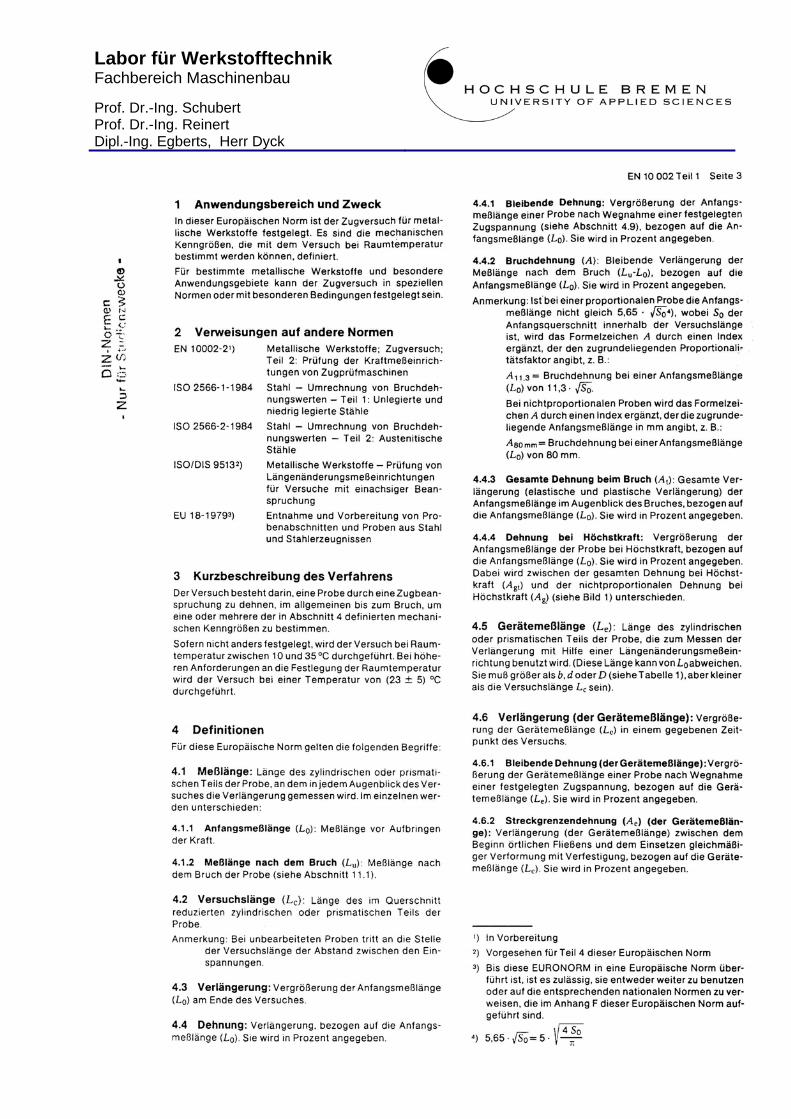
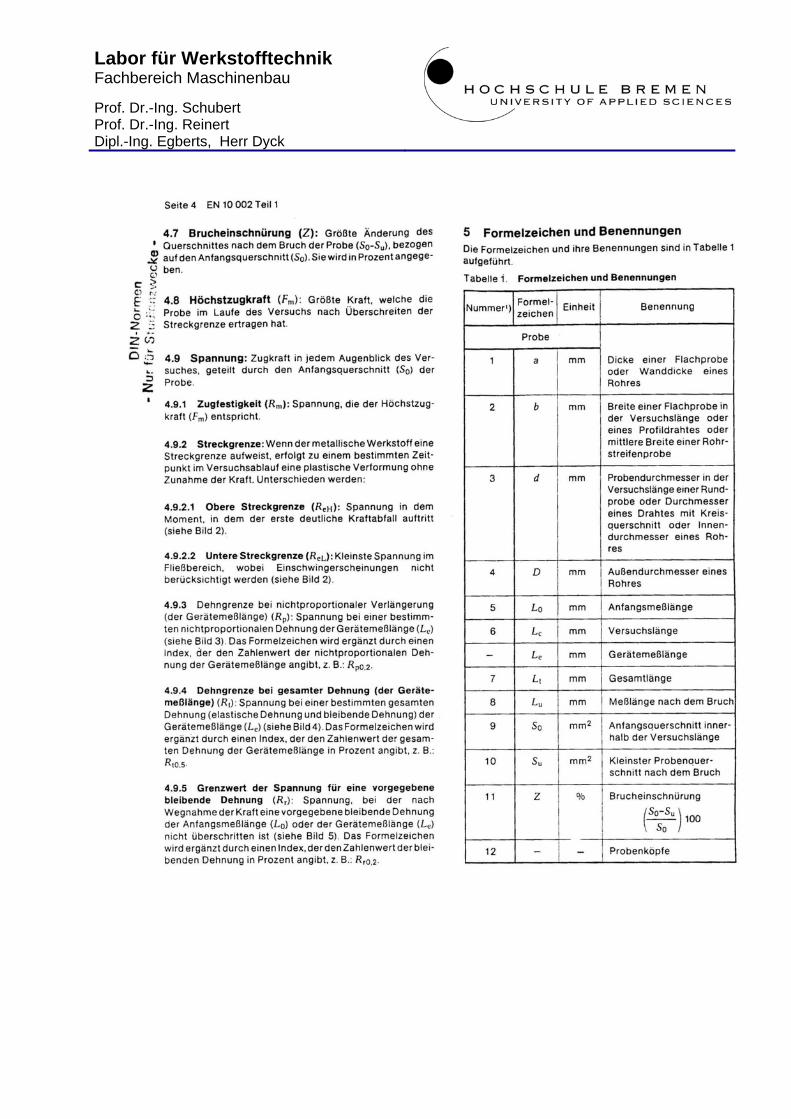
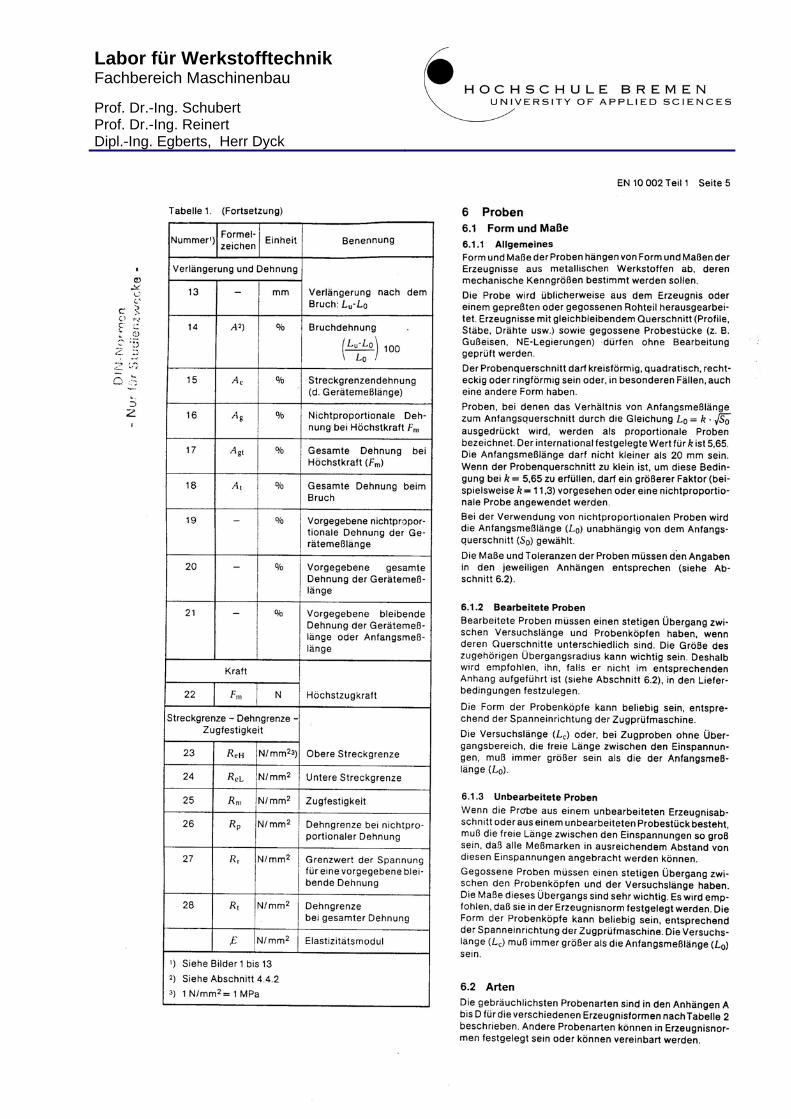
*) In der Regel wird E heutzutage über andere Methoden ermittelt (z.B. mit Hilfe von Ultraschall) 1.2. Normen zum Zugversuch (Auswahl):
EN 10002 Zugversuch, Metallische Werkstoffe
Teil 1 Prüfverfahren (bei Raumtemperatur), Probenformen Die anderen Teile dieser Norm beschreiben die Prüfung bei erhöhter Temperatur, vor allem aber die Überwachung von Maschinen und Messeinrichtungen im Sinne von Kalibrierung und Reproduzierbarkeit der Messung (Qualitätssicherung).
DIN 50125 Zugproben, durch EN 10002 ersetzt, doch dazu kompatibel und hilfreich wegen genauerer Vorgabe von Probenmaßen.
DIN 50123 NE-Metalle, Zugversuch an Schweißverbindungen EN 895 Querzugversuch an Schweißverbindungen
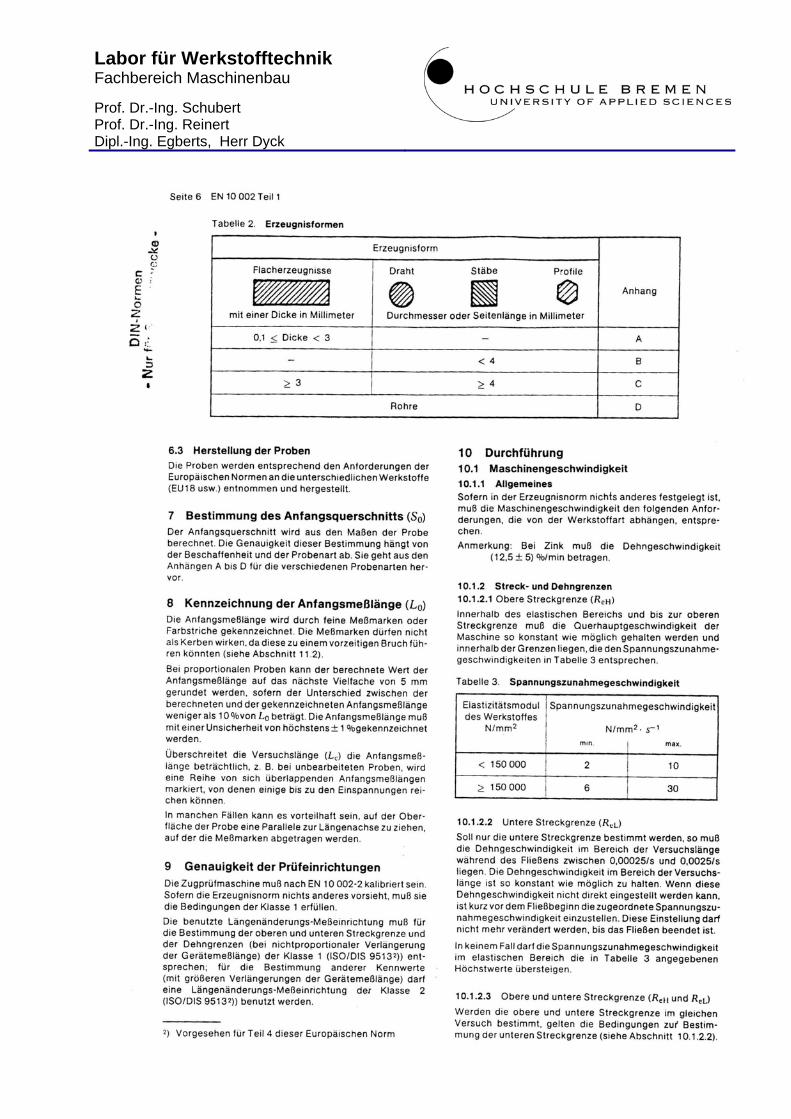
1.3 Proben für den Zugversuch: Zur Vergleichbarkeit der ermittelten Kennwerte sind die Probenformen genormt, da gewisse Geometrieeinflüsse nicht grundsätzlich auszuschließen sind.
- Generell gelten Probenformen nach EN 10002
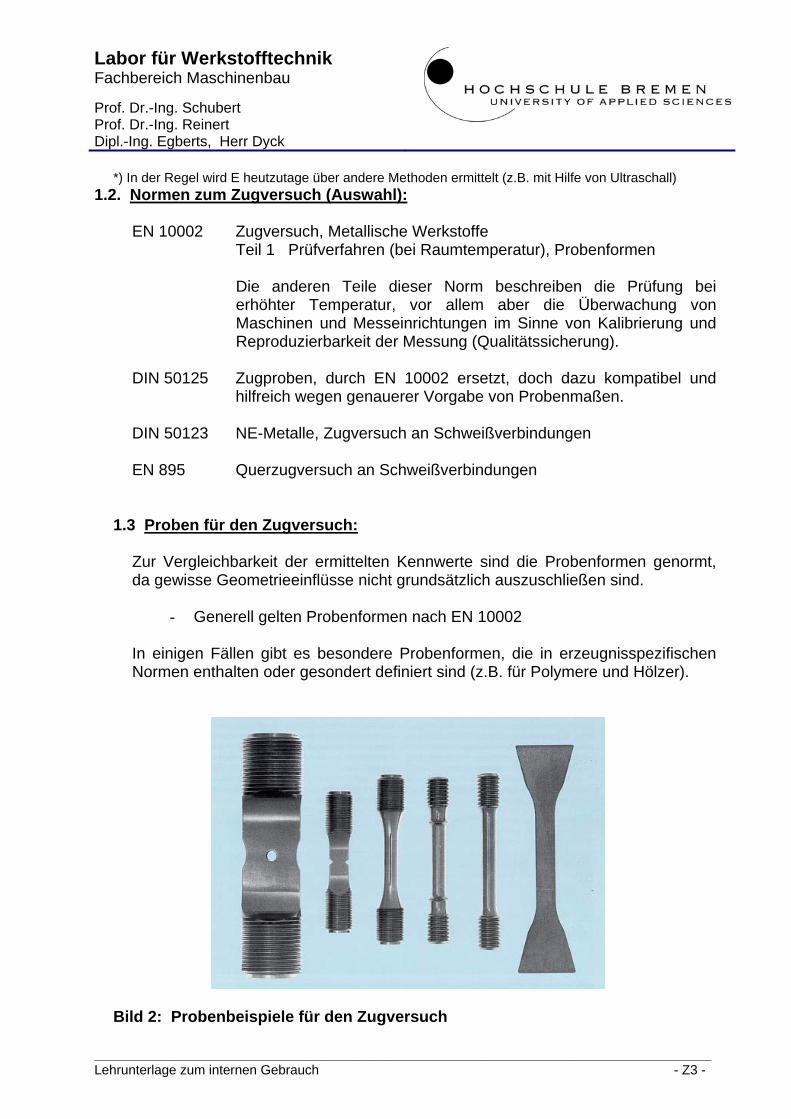
In einigen Fällen gibt es besondere Probenformen, die in erzeugnisspezifischen Normen enthalten oder gesondert definiert sind (z.B. für Polymere und Hölzer).
Bild 2: Probenbeispiele für den Zugversuch
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z4 -
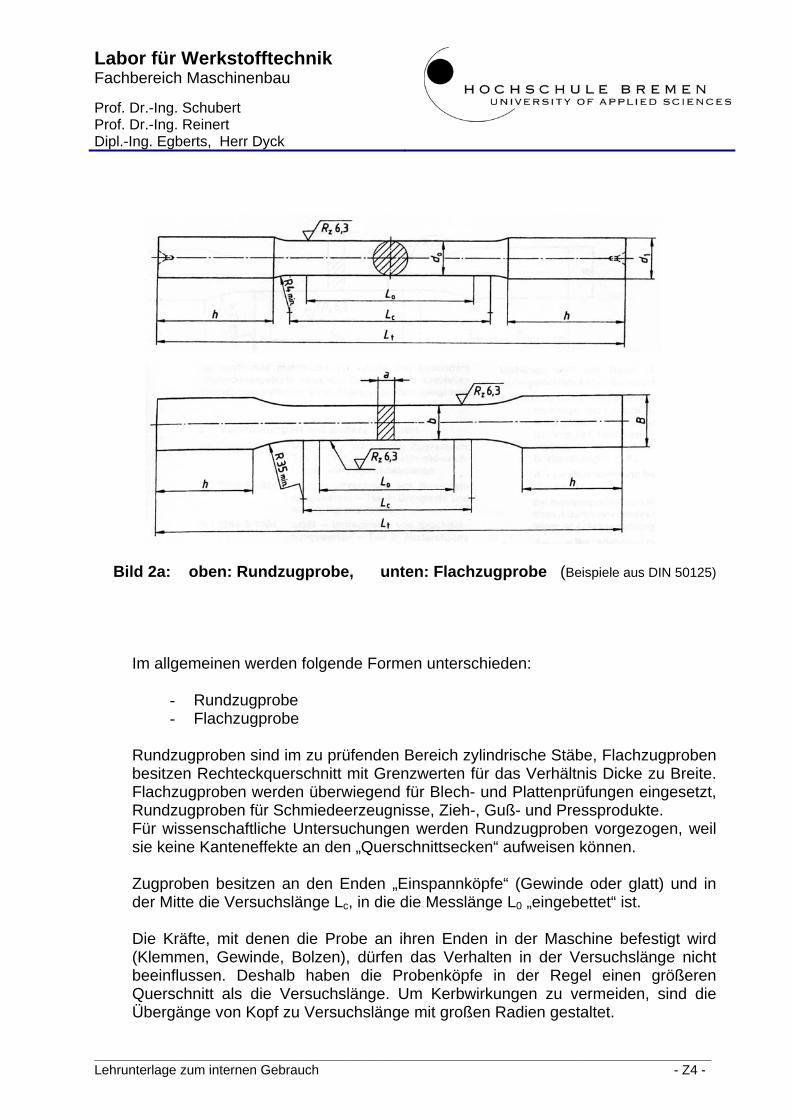
Bild 2a: oben: Rundzugprobe, unten: Flachzugprobe (Beispiele aus DIN 50125) Im allgemeinen werden folgende Formen unterschieden:
- Rundzugprobe - Flachzugprobe
Rundzugproben sind im zu prüfenden Bereich zylindrische Stäbe, Flachzugproben besitzen Rechteckquerschnitt mit Grenzwerten für das Verhältnis Dicke zu Breite. Flachzugproben werden überwiegend für Blech- und Plattenprüfungen eingesetzt, Rundzugproben für Schmiedeerzeugnisse, Zieh-, Guß- und Pressprodukte. Für wissenschaftliche Untersuchungen werden Rundzugproben vorgezogen, weil sie keine Kanteneffekte an den „Querschnittsecken“ aufweisen können. Zugproben besitzen an den Enden „Einspannköpfe“ (Gewinde oder glatt) und in der Mitte die Versuchslänge Lc, in die die Messlänge L0 „eingebettet“ ist. Die Kräfte, mit denen die Probe an ihren Enden in der Maschine befestigt wird (Klemmen, Gewinde, Bolzen), dürfen das Verhalten in der Versuchslänge nicht beeinflussen. Deshalb haben die Probenköpfe in der Regel einen größeren Querschnitt als die Versuchslänge. Um Kerbwirkungen zu vermeiden, sind die Übergänge von Kopf zu Versuchslänge mit großen Radien gestaltet.
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z5 -
Die Norm unterscheidet u.a. kurze und lange Proportionalstäbe:
Kurzer Proportionalitätsstab: lo= 5 x do do= Durchmesser der Messlänge
Langer Proportionalitätsstab: lo= 10 x do
Für Flachzugproben gilt eine vergleichbare Festlegung. Der Sinn liegt in der vergleichbaren Erfassung der messlängenabhängigen Einflussnahme („Verfälschung“) der Probeneinschnürung auf die Dehnungs-ermittlung (Konzentration der restlichen Verlängerung nur auf den Einschnürbereich).
1.4. Prüfmaschinen und Messaufnehmer:
Prüfmaschinen für Zugversuche gibt es als
- Zugprüfmaschinen - Universalprüfmaschinen
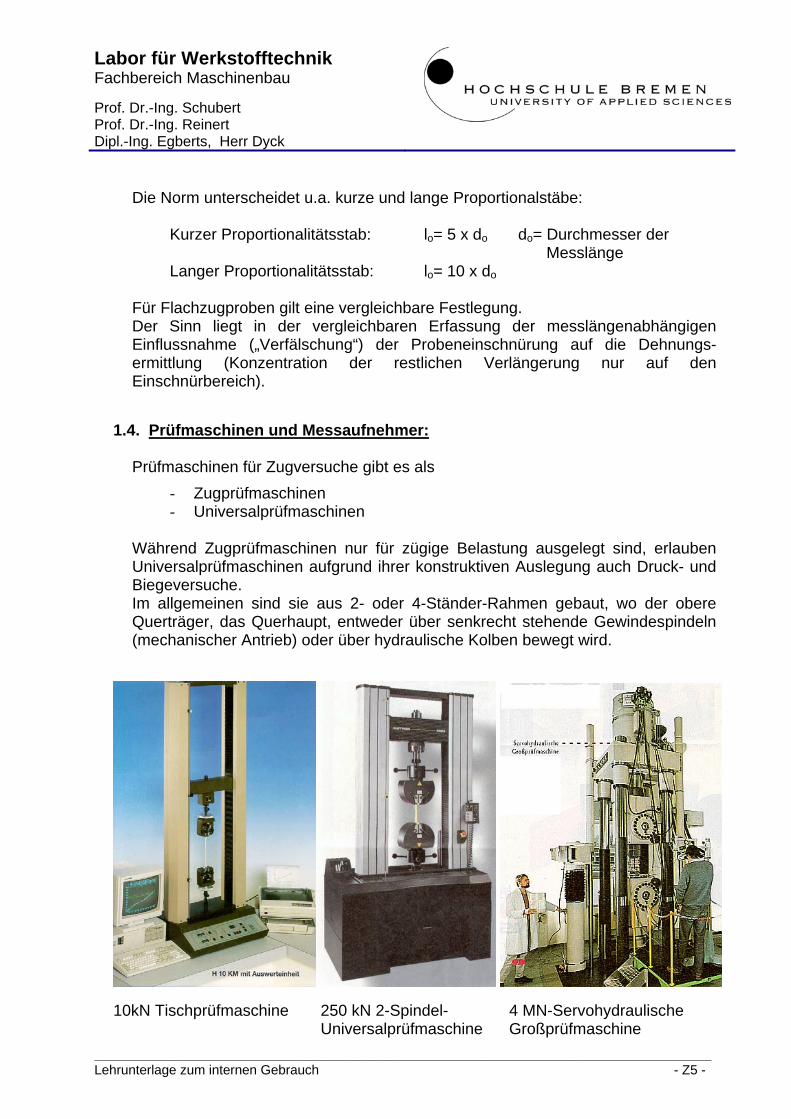
Während Zugprüfmaschinen nur für zügige Belastung ausgelegt sind, erlauben Universalprüfmaschinen aufgrund ihrer konstruktiven Auslegung auch Druck- und Biegeversuche. Im allgemeinen sind sie aus 2- oder 4-Ständer-Rahmen gebaut, wo der obere Querträger, das Querhaupt, entweder über senkrecht stehende Gewindespindeln (mechanischer Antrieb) oder über hydraulische Kolben bewegt wird.
10kN Tischprüfmaschine 250 kN 2-Spindel- 4 MN-Servohydraulische Universalprüfmaschine Großprüfmaschine

Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z6 -
Bild 3: Zugprüfmaschinen Je steifer dieser Rahmen gebaut ist, desto weniger beeinflusst die elastische Deformation der Prüfmaschine unter Last das Messergebnis. Bei hydraulischen Universalprüfmaschinen gibt es ein obenliegendes festes Querhaupt und ein bewegliches mittleres Oberhaupt. Je nach Belastung wird die Probe ober- oder unterhalb des Querhauptes eingebaut, da der lastaufbringende Antrieb meist nur für eine Richtung ausgelegt ist. Die Last wird elektromechanisch über Gewindespindeln oder hydraulisch über Kolben erzeugt. Gesteuert bzw. gemessen wird sie über piezoelektrische Kraftmessdosen, die im Kraftfluß der Versuchsanordnung eingebaut sind. Deren analoges Signal wird verstärkt und kann (direkt oder nach Digitalwandlung) beliebig verarbeitet werden.
Bild 4: Kraftmessdosen für Zug- und Druckkräfte Die Messung der Verlängerung geschieht auf zwei unterschiedlichen Weisen: a) Der Verfahrensweg des Querhauptes wird gemessen.
Im allgemeinen geschieht das über induktive Wegaufnehmer, wo ein beweglicher, am Querhaupt befestigter Spulenkern die Induktivität einer feststehenden, am unteren Maschinenrahmen befestigten elektromagnetischen Spule verändert durch unterschiedlich tiefes „Eintauchen“ in die Spule. Das resultierende elektrische Signal ist proportional der veränderten Eintauchtiefe.
⇔ beweglicher Tauchanker
Messwege nach Baugröße von 0 – 20 mm bis 0 – 500 mm
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z7 -
Bild 5 : Induktive Standard-Wegaufnehmer (Tauchanker)
b) Die Verlängerung wird direkt an der Probe als Verlängerung der Messstrecke lo gemessen. Diese Messung wird als Feindehnungsmessung bezeichnet. Sie ist möglich
- berührungslos mit Hilfe von Markierungen auf der Probe und Abtastung mit sichtbarem Licht oder Laserlicht
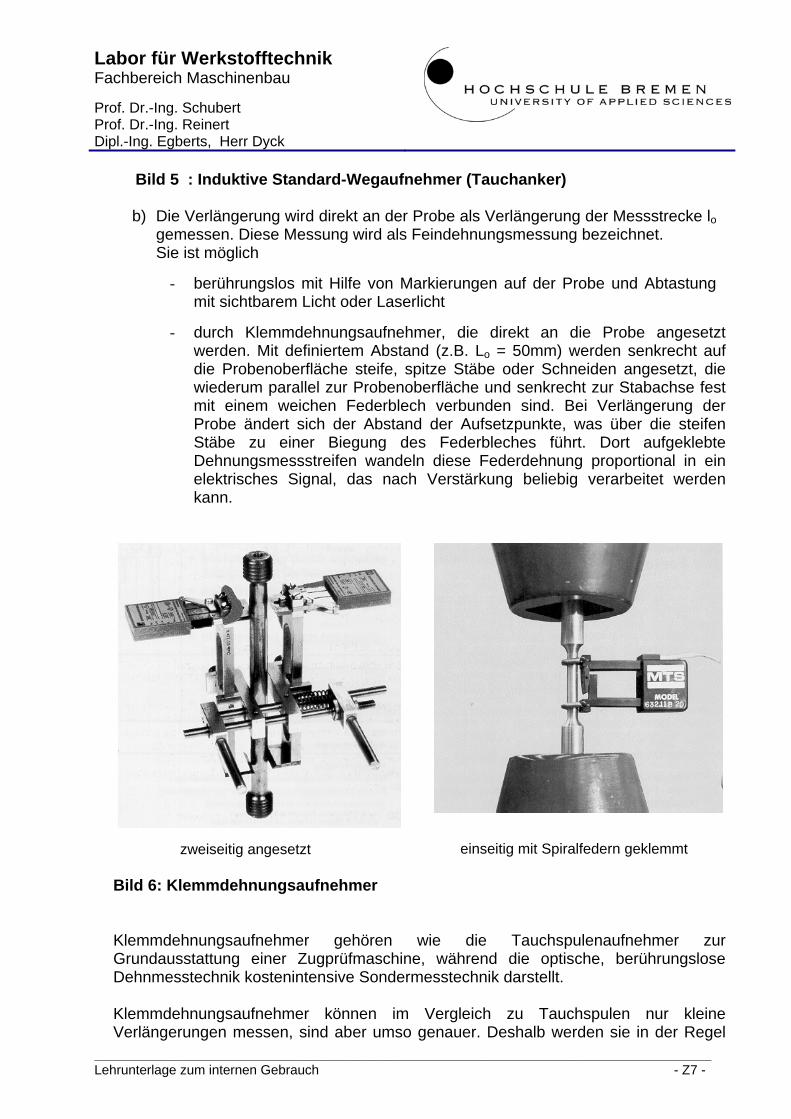
- durch Klemmdehnungsaufnehmer, die direkt an die Probe angesetzt
werden. Mit definiertem Abstand (z.B. Lo = 50mm) werden senkrecht auf die Probenoberfläche steife, spitze Stäbe oder Schneiden angesetzt, die wiederum parallel zur Probenoberfläche und senkrecht zur Stabachse fest mit einem weichen Federblech verbunden sind. Bei Verlängerung der Probe ändert sich der Abstand der Aufsetzpunkte, was über die steifen Stäbe zu einer Biegung des Federbleches führt. Dort aufgeklebte Dehnungsmessstreifen wandeln diese Federdehnung proportional in ein elektrisches Signal, das nach Verstärkung beliebig verarbeitet werden kann.
zweiseitig angesetzt
einseitig mit Spiralfedern geklemmt
Bild 6: Klemmdehnungsaufnehmer Klemmdehnungsaufnehmer gehören wie die Tauchspulenaufnehmer zur Grundausstattung einer Zugprüfmaschine, während die optische, berührungslose Dehnmesstechnik kostenintensive Sondermesstechnik darstellt.
Klemmdehnungsaufnehmer können im Vergleich zu Tauchspulen nur kleine Verlängerungen messen, sind aber umso genauer. Deshalb werden sie in der Regel
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z8 -
nicht eingesetzt, um die Dehnung bis zum Bruch zu messen (- beim Zerreißen rutschen sie auch ab und können beschädigt werden -), sondern insbesondere um Streck- und Dehngrenzen zu bestimmen, d.h. bis zu Dehnungswerten von max. 10 % oder ca. 2 mm Verlängerung. Größere Dehnungen müssen mit Tauchspulentechnik oder optisch gemessen werden.
1.5. Versuchs- / Prüfungsablauf
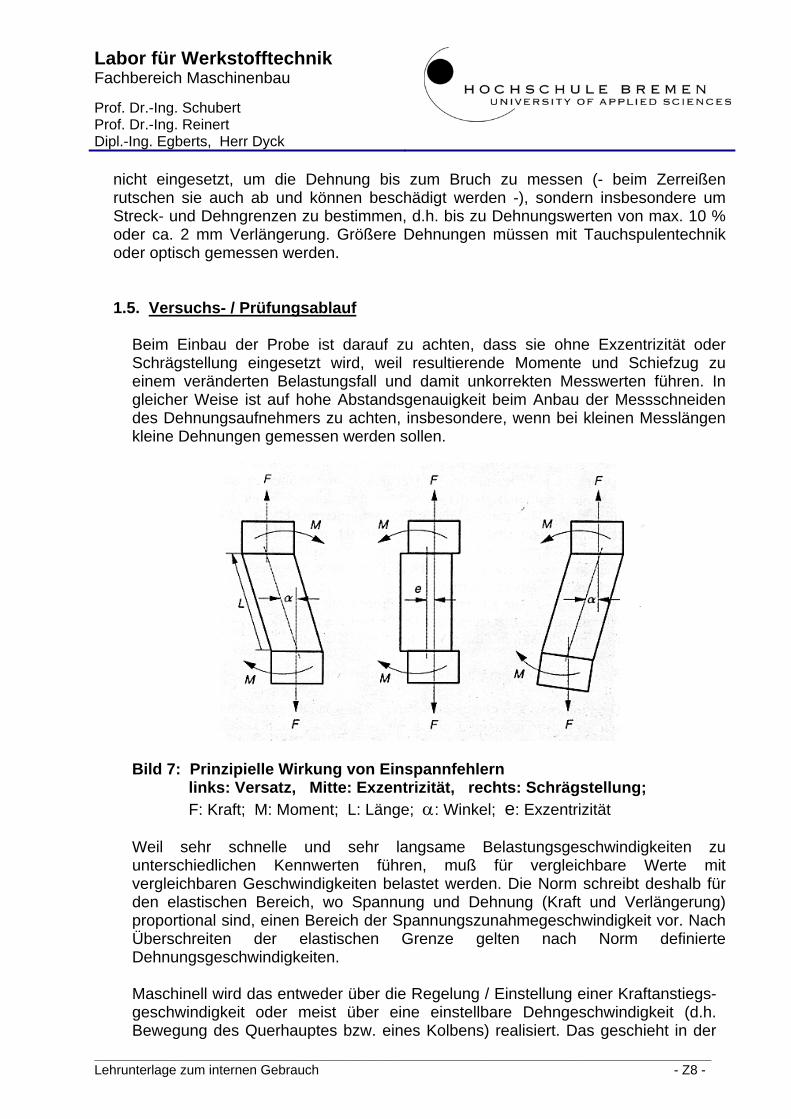
Beim Einbau der Probe ist darauf zu achten, dass sie ohne Exzentrizität oder Schrägstellung eingesetzt wird, weil resultierende Momente und Schiefzug zu einem veränderten Belastungsfall und damit unkorrekten Messwerten führen. In gleicher Weise ist auf hohe Abstandsgenauigkeit beim Anbau der Messschneiden des Dehnungsaufnehmers zu achten, insbesondere, wenn bei kleinen Messlängen kleine Dehnungen gemessen werden sollen.
Bild 7: Prinzipielle Wirkung von Einspannfehlern links: Versatz, Mitte: Exzentrizität, rechts: Schrägstellung; F: Kraft; M: Moment; L: Länge; α: Winkel; e: Exzentrizität Weil sehr schnelle und sehr langsame Belastungsgeschwindigkeiten zu unterschiedlichen Kennwerten führen, muß für vergleichbare Werte mit vergleichbaren Geschwindigkeiten belastet werden. Die Norm schreibt deshalb für den elastischen Bereich, wo Spannung und Dehnung (Kraft und Verlängerung) proportional sind, einen Bereich der Spannungszunahmegeschwindigkeit vor. Nach Überschreiten der elastischen Grenze gelten nach Norm definierte Dehnungsgeschwindigkeiten. Maschinell wird das entweder über die Regelung / Einstellung einer Kraftanstiegs-geschwindigkeit oder meist über eine einstellbare Dehngeschwindigkeit (d.h. Bewegung des Querhauptes bzw. eines Kolbens) realisiert. Das geschieht in der
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z9 -
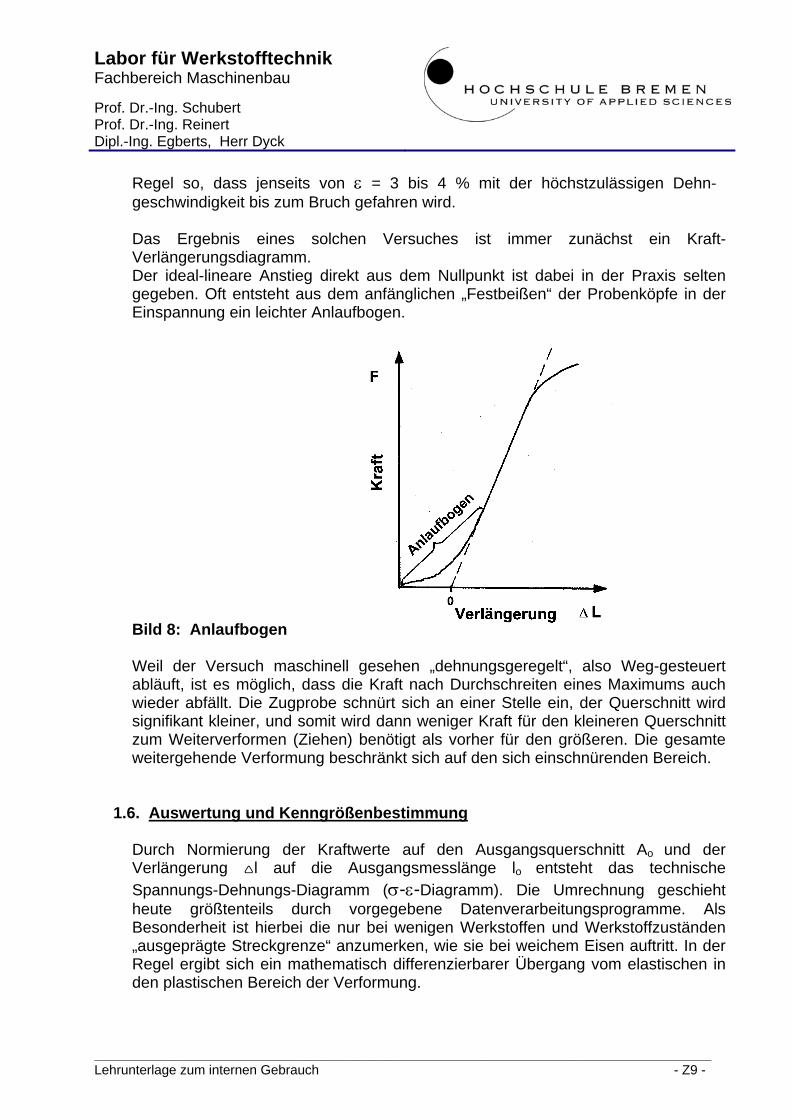
Regel so, dass jenseits von ε = 3 bis 4 % mit der höchstzulässigen Dehn-geschwindigkeit bis zum Bruch gefahren wird. Das Ergebnis eines solchen Versuches ist immer zunächst ein Kraft-Verlängerungsdiagramm. Der ideal-lineare Anstieg direkt aus dem Nullpunkt ist dabei in der Praxis selten gegeben. Oft entsteht aus dem anfänglichen „Festbeißen“ der Probenköpfe in der Einspannung ein leichter Anlaufbogen.
Bild 8: Anlaufbogen Weil der Versuch maschinell gesehen „dehnungsgeregelt“, also Weg-gesteuert abläuft, ist es möglich, dass die Kraft nach Durchschreiten eines Maximums auch wieder abfällt. Die Zugprobe schnürt sich an einer Stelle ein, der Querschnitt wird signifikant kleiner, und somit wird dann weniger Kraft für den kleineren Querschnitt zum Weiterverformen (Ziehen) benötigt als vorher für den größeren. Die gesamte weitergehende Verformung beschränkt sich auf den sich einschnürenden Bereich.
1.6. Auswertung und Kenngrößenbestimmung
Durch Normierung der Kraftwerte auf den Ausgangsquerschnitt Ao und der Verlängerung l auf die Ausgangsmesslänge lo entsteht das technische Spannungs-Dehnungs-Diagramm (σ-ε-Diagramm). Die Umrechnung geschieht heute größtenteils durch vorgegebene Datenverarbeitungsprogramme. Als Besonderheit ist hierbei die nur bei wenigen Werkstoffen und Werkstoffzuständen „ausgeprägte Streckgrenze“ anzumerken, wie sie bei weichem Eisen auftritt. In der Regel ergibt sich ein mathematisch differenzierbarer Übergang vom elastischen in den plastischen Bereich der Verformung.
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z10 -
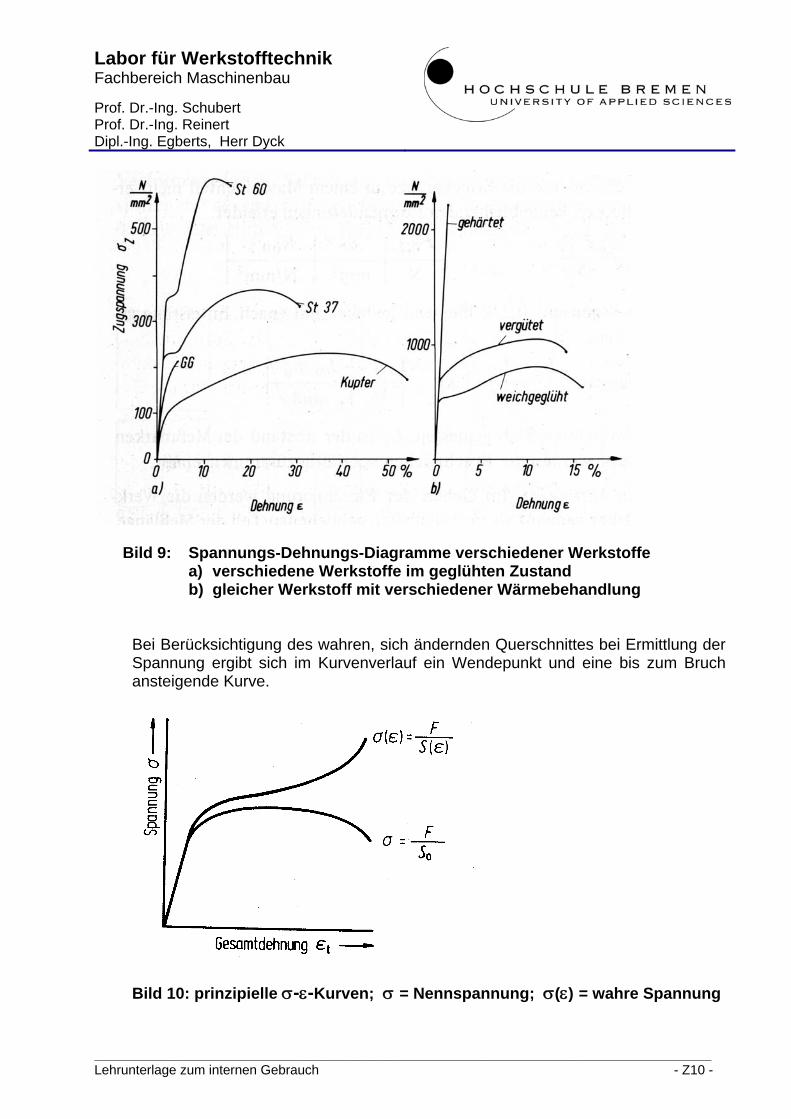
Bild 9: Spannungs-Dehnungs-Diagramme verschiedener Werkstoffe a) verschiedene Werkstoffe im geglühten Zustand b) gleicher Werkstoff mit verschiedener Wärmebehandlung
Bei Berücksichtigung des wahren, sich ändernden Querschnittes bei Ermittlung der Spannung ergibt sich im Kurvenverlauf ein Wendepunkt und eine bis zum Bruch ansteigende Kurve.
Bild 10: prinzipielle σ-ε-Kurven; σ = Nennspannung; σ(ε) = wahre Spannung
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z11 -
Berücksichtigt man bei Einschnürbeginn auch die wahre, lokale Dehnung, so erhält man die wahre Spannungs-Dehnungs-Kurve, die das wirkliche Werkstoffverhalten charakterisiert und den Fließkurven für das Umformverhalten des Werkstoffes entspricht. Aus dem techn. σ-ε-Diagramm werden folgende Kennwerte ermittelt:
E-Modul E = Δσ ⁄ Δε = tan α
Der E-Modul entspricht der Geradensteigung der Hookeschen Geraden und kann als eine Art Federkonstante betrachtet werden. Die Ermittlung aus dem σ-ε-Diagramm reicht aus verschiedenen Gründen in ihrer Genauigkeit nur für eine überschlägige Ermittlung. Eine datentechnische Auswerteschwierigkeit liegt dabei auch darin, dass manche Programme den Anlaufbogen des Kurvenverlaufs nicht ausreichend ausblenden können oder dass die „Gerade“ eine leichte, reale Krümmung besitzt, deren Steigung dann abhängig vom ausgewerteten Kurvenabschnitt ist.
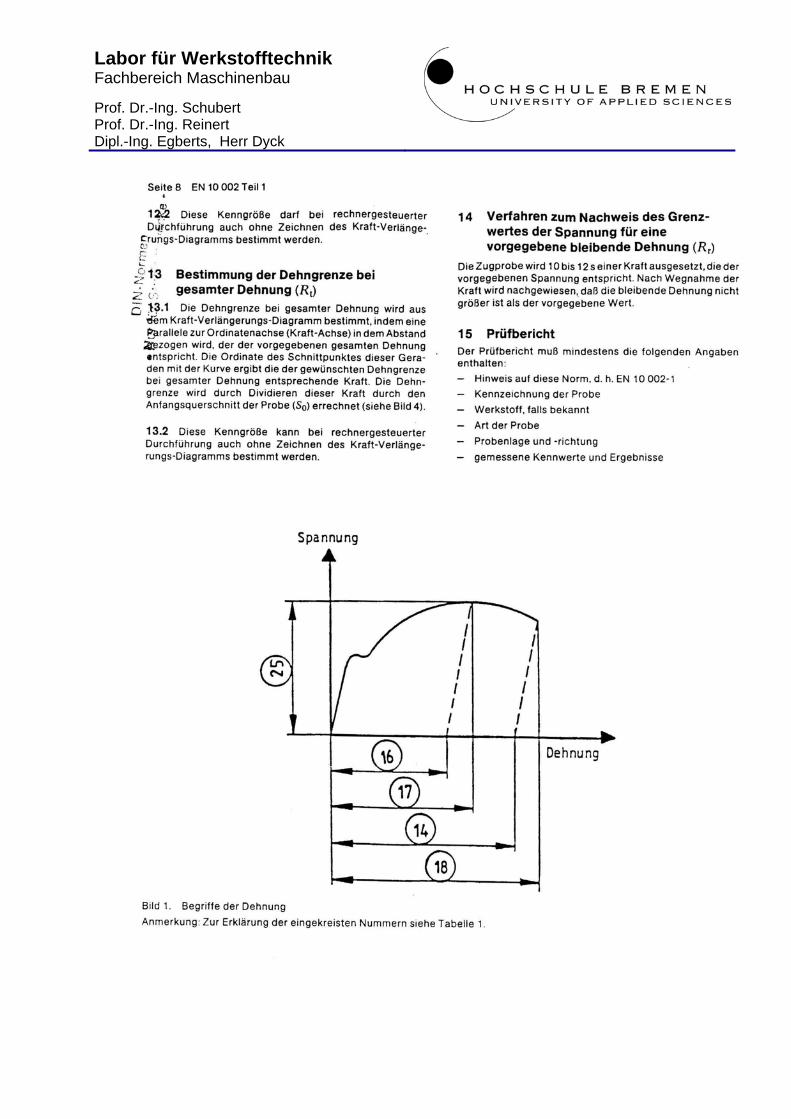
Für die folgenden Werte vergleiche Bild 1:
Zugfestigkeit Rm = Fmax / So mit F = Kraft So =Ausgangsquerschnittsfläche
obere Streckgrenze ReH = FeH / So
(Spannung in dem Moment, wo der erste deutliche Kraftabfall auftritt; bis hierher gibt es nur elastische Verformung)
untere Streckgrenze ReL = FeL / So
(kleinste Spannung im Fließbereich ohne Berücksichtigung der Einschwingerscheinung (vergl. EN 10002))
0,2 % Dehngrenze Rp0,2 (alternativ zu Re)
(Spannung, die 0,2 % nichtproportionale (vereinfacht: plastische) Dehnung der Anfangsmesslänge lo nach Entlastung hinterlässt; sie wird als technische Grenze zwischen elastischem und plastischem Bereich definiert, wenn eine Streckgrenze nicht auftritt. Eine mehr realistische Elastizitätsgrenze ist allerdings der Rp00,1- Wert, der versuchstechnisch sehr viel aufwendiger zu ermitteln ist.)
Versuchstechnisch wird die Rp0,2-Grenze wie folgt ermittelt: Mit Hilfe der „online“ mitverfolgten Feindehnung wird bis etwas über die erwartete Dehngrenze hinaus belastet, dann fast auf F = 0 entlastet und erneut weiter bis etwa 3 % gedehnt. Es ergibt sich im Kraft-Verlängerungs-Verlauf eine Entlastungs-hysteresis, deren unterer Umkehrpunkt und oberer Kurvenschnittpunkt durch eine
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z12 -
Gerade verbunden werden. Diese Gerade wird parallel nach links bis zu ε = 0,2 % verschoben. Ihr oberer Schnittpunkt mit der Kraft-Verlängerungs-Kurve ergibt die Kraft Fp0,2, die durch Normierung auf den Ausgangsquerschnitt die 0,2 % Dehngrenze Rp0,2 ergibt. Auch die Rp0,2 –Ermittlung ist nicht in allen Datenverarbeitungsprogrammen sauber gelöst und deshalb mit Ungenauigkeiten behaftet. Einige Programme ermitteln die parallele Gerade direkt aus der beinahe linearen Anfangsgeraden mit den oben erwähnten Unsicherheiten (siehe E-Modul). Dehnungskennwerte aus dem σ-ε-Diagramm:
Bruchdehnung A = (lBruch – lo) / lo
(Dieser Wert wird entweder durch Zusammenlegen der Probenhälften und Messen der Verlängerung der markierten Ausgangsmesslänge gemessen oder im Diagramm bestimmt. Da eine elastische Verlängerung nach dem Bruch nicht mehr vorhanden ist, wird eine Parallele zur Hookeschen Geraden oder zur Hysteresis-Geraden durch das Ende der aufgezeichneten Kurve gelegt. Ihr Schnittpunkt mit der Dehnungsachse zeigt die Bruchdehnung A. Je nach Länge der Meßstrecke wird A bei Proportionalstäben mit A5 oder A10 bezeichnet, sonst z.B. bei lo = 50mm mit A50mm. Im allgemeinen bedeutet A = A5.
Gleichmaßdehnung Ag
In ähnlicher Weise wie A, wird auch Ag im Diagramm bestimmt. Die Parallele schneidet die F- l-Kurve hierfür bei Fmax. Ag bedeutet die größte, gleichmäßig auf die Meßstrecke verteilte irreversible (d.h.„plastische“) Dehnung. Danach beginnt der Einschnür-vorgang, wo sich weitere Dehnung auf den Einschnürbereich beschränkt.
Weitere Dehnungsgrößen sind in EN 10002 definiert. Grundsätzlich muß jedoch immer unterschieden werden, dass sich unter Last eine Gesamtdehnung εt immer aus einem elastischen Anteil εe und, wo vorhanden, aus einem nichtproportionalen (vereinfacht: plastischen) Anteil εp zusammensetzt. εe ist reversibel und proportional zu σ . Es gilt: Gesamtdehnung εt = εe + εp = σ / E + εp
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z13 -
2. Hinweise zum Praktikumsablauf „Zugversuch“ Es werden praktische Zugversuche an verschiedenen Werkstoffen und Werkstoffzuständen durchgeführt. Es wird die gleiche Probenform benutzt. Eine Probe besitzt eine umlaufende Kerbe und hat im Kerbgrund die gleiche Querschnittsfläche wie die anderen Proben. Angaben zur Versuchsprobe: d0 = Probenform:........................................
S0 = nach Norm:..........................................
L0 = L0/ d0 = Proportionalstab: ja/nein lang/kurz Ablauf 1.1 Ermittlung der Längenänderung einer Zugprobe bei vorgegebener Kraft
1.2 Zeichnerische Darstellung des Spannungs-Dehnungs-Diagrammes über
Umrechnung der Kraft-Verlängerungs-Werte
2. Bestimmung des E-Modules mit Hilfe der Feindehnungsmessung
3. Ermittlung der mechanischen Kennwerte der vorliegenden Proben aus dem Zugversuch nach EN 10002
4. Vergleich der ermittelten Kurven Werkstoffe: Probe 1:................ 5. Einfluss der Kerbe Probe 2:................
Probe 3:................ Probe 4:................
Anlagen: 1. Vorbereitete Messblätter 2. Auszug aus EN 10002 zur „Studieninfo“
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z14 -
Mess-und Auswertungsprotokoll zur Ermittlung der mechanischen Gütewerte Probe: St 37
Symbol Einheit Ergebnis
Strecklast FeH N
Streckgrenze ReH N/mm2
Kraft bei 0,2 % Dehnung F0,2 N
0,2 % -Grenze Rp0,2 N/mm2
Maximale Kraft Fm N
Zugfestigkeit Rm N/mm2
Meßlänge nach Bruch Lu mm
Bruchdehnung A5 %
Bruchdurchmesser mm
Bruchquerschnitt Su mm2
Einschnürung Z %
Probe: St 37/ mit Kerb
Symbol Einheit Ergebnis
Strecklast FeH N
Streckgrenze ReH N/mm2
Kraft bei 0,2 % Dehnung F0,2 N
0,2 % -Grenze Rp0,2 N/mm2
Maximale Kraft Fm N
Zugfestigkeit Rm N/mm2
Meßlänge nach Bruch Lu mm
Bruchdehnung A5 %
Bruchdurchmesser mm
Bruchquerschnitt Su mm2
Einschnürung Z %
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z15 -
Mess-und Auswertungsprotokoll zur Ermittlung der mechanischen Gütewerte Probe: St 70
Symbol Einheit Ergebnis
Strecklast FeH N
Streckgrenze ReH N/mm2
Kraft bei 0,2 % Dehnung F0,2 N
0,2 % -Grenze Rp0,2 N/mm2
Maximale Kraft Fm N
Zugfestigkeit Rm N/mm2
Meßlänge nach Bruch Lu mm
Bruchdehnung A5 %
Bruchdurchmesser mm
Bruchquerschnitt Su mm2
Einschnürung Z %
Probe: AlMg 3
Symbol Einheit Ergebnis
Strecklast FeH N
Streckgrenze ReH N/mm2
Kraft bei 0,2 % Dehnung F0,2 N
0,2 % -Grenze Rp0,2 N/mm2
Maximale Kraft Fm N
Zugfestigkeit Rm N/mm2
Meßlänge nach Bruch Lu mm
Bruchdehnung A5 %
Bruchdurchmesser mm
Bruchquerschnitt Su mm2
Einschnürung Z %
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z16 -
Mess-und Auswertungsprotokoll zu den Aufgaben Punkten 2-4 Nr. Kraft (kN)
Längenänderung (μm)„Aufwert“
Längenänderung (μm) „Abwert“
Mittelwert der Längenänderung (μm)
Vorkraft __________________ ____________________ ____________________
1
2
3
4
5
6
7
8
9
10
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z17 -
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z18 -
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z19 -
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z20 -
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z21 -
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z22 -
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z23 -
Labor für Werkstofftechnik Fachbereich Maschinenbau Prof. Dr.-Ing. Schubert Prof. Dr.-Ing. Reinert Dipl.-Ing. Egberts, Herr Dyck
____________________________________________________________________________________________________________________Lehrunterlage zum internen Gebrauch - Z24 -