PT-4.5 Produktreihe - Powertilt AG · 2017. 10. 31. · PT-4.5. Vollständige Produktinformationen,...
12
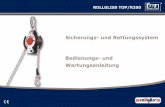
POWERTILT-SCHWENKVORRICHTUNG HG PT-4.5SM/10.17 Bedienungs-, Wartungs- und Reparaturhandbuch PT-4.5 Produktreihe
Transcript of PT-4.5 Produktreihe - Powertilt AG · 2017. 10. 31. · PT-4.5. Vollständige Produktinformationen,...
-
POWERTILT-SCHW
ENKVORRICHTUNG
HG PT-4.5SM/10.17
Bedienungs-, Wartungs- und Reparaturhandbuch
PT-4.5 Produktreihe
-
2
EINFÜHRUNGProdukteinführung
Dieses Handbuch umfasst Anweisungen für die Reparatur, den Auseinander- und den Zusammenbau des PowerTilt-Modells PT-4.5. Vollständige Produktinformationen, Installations- und Wartungsanweisungen sowie Sicherheitshinweise finden Sie im PowerTilt-Bedienungs-, Wartungs- und Reparaturhandbuch
für die PT-, PTA- und PTB-Produktreihen.Zusätzliche Informationen zur Wartung und Reparatur des PT-4.5 erhalten Sie auch bei der PowerTilt AG:
Telefon: ++41 71 740 0505Fax: ++41 71 740 0593E-Mail: [email protected]: www.powertilt.ch
PT-4.5-Spezifikationen
Gewicht desBaggers
Gewicht des PowerTilt*
Schwenkwinkel Insgesamt
Antriebsmoment Haltemoment Erforderliche Ölemenge
Druckbereich
kg kg Nm bei 210 bar Nm bei 210 bar l/min
1800 35 180˚ ** 930 2470 2-4 150-250 bar
* Durchschnittsgewicht der PTS-Produktreihe.** Der tatsächliche Winkel kann sich von den hier gemachten Angaben leicht unterscheiden.
-
3
ZEICHNUNGENPT-4.5 Schnittzeichnung
2X .50 13 8.50 215.9
R1.72 43.82X
1.50 38.0
2X 1.1861.18230.1330.02
THRU, IN LINE
4.65 118.0
2X 1.1861.18230.1330.02
THRU, IN LINE
5.53 140.5
4.09 104.02X
6.12 155.5
6.1 6.2
2X 3.9 98
7.20±.06 183.0±1.5
.50 12.72X
.35 THRU9.02X
2.48 63.04X
.07 1.74X
7.60±.06 192.9±1.52
4.69- .00+.04 119.0 0.0
+1.0
90°1
2.01 51.04X
4.69- .00+.04 119.0 0.0
+1.0
.24 6.04X
7.60±.06 192.9±1.5
6X ASSEMBLY FEATURESTHIS END, 2X SHAFT END
ORIENTATION IS RANDOM113
BOLT & IDLER FOOTNOT SHOWN FOR CLARITY
109113
AA
106
111
111
112
107112
107
(2X PORT ISO 1179-1 - G1/8AUXILIARY PORT P1)
(2X PORT ISO 1179-1 - G1/4PORT V1 THIS SIDEPORT V2 OPPOSITE)
(AUXILIARY PORT P2)
SECTION A-A
409
114
115
421
412
02
304
206 208 205 302 200 202 03 302 205 208206
304
410 411
421
04
01
204 207
401NOTE: UNLESS OTHERWISE SPECIFIED
ACTUATOR IS SHOWN AND SHIPPED IN MID POSITION. AS PRESSURE IS APPLIED TO PORT V1, THE SHAFT WILL ROTATE IN DIRECTION INDICATED BY ARROW. SHAFT IS TIMED WITHIN 2 OF POSITION SHOWN AND SHOULD ROTATE 180 2
ACTUATOR IS ASSEMBLED AND TIMED PER ESP-045.
1
2.
UNLESS OTHERWISE SPECIFIED, DIMENSIONS ARE INCHES, [mm]. TOLERANCES ARE:
ANGLES2°
[mm] [X.XX] = [ .25][X.X] = [ 1][X] = [ 2]
INCHES .XXX = .010.XX = .030 .X = .060
12345678
F
E
D
C
B
A
12345678
F
E
D
C
B
A
THIS DRAWING IS THE PROPERTY OF HELAC CORPORATION. THE RECIPIENT AGREES BY ACCEPTING IT NOT TO DISCLOSE ANY INFORMATION REGARDING IT TO ANY UNAUTHORIZED PERSON. ALL DESIGN, MANUFACTURING, AND SALES RIGHTS REGARDING THIS DRAWING ARE HEREBY EXPRESSLY RESERVED BY HELAC CORPORATION.
HELAC PROPRIETARY NOTICE DATEECO #REV DESCRIPTIONREVISIONS RESP
THIRD ANGLE PROJECTION
DO NOT SCALE DRAWING
PERFORMANCE SPECIFICATIONS
REV.
SHEET:
DATE
SIZE
SCALE: CAD FILE:
DRAWING NUMBER
APPROVALSDRAWN
MFG ENGR
RESP ENG
SIMILAR TO
ENGR MGR
ESTIMATED WEIGHT (lb) [kg]
RATED PRESSURE (psi) [bar]
DISPLACEMENT (in³) [cc]
ROTATION (Degrees)
TEST PRESSURE (psi) [bar]
N/A
N/A
(70) [32]
(1)
(250-600) [17.3-41.4]
(0/+160) [-17/+71]
(4,500) [310]
(14.6) [239]
(8,200) [930]
(3,000) [210]
(180)
J. WALSTON
M. HULL
D. LECKMAN
J. WALSTON
01/09/13
01/09/13
01/09/13
01/09/13
1 of 172422.SLDDRW1:1.5
72422 0BPTS-4.5-PB-HITZX18-180-N-TI-N
ASSEMBLYPOWERTILT
INITIAL RELEASE PER ET#33090 9112 01/09/13 M. HULL
CANTILEVER MOMENT RATING (in-lb) [N-m]
DIMENSIONING AND TOLERANCING PERASME Y14.5M-1994
HELAC CORPORATION225 BATTERSBY AVE.
ENUMCLAW, WASHINGTON 98022
RATED DRIVING TORQUE (in-lb) [N-m]
TEMPERATURE RANGE (°F) [°C]
BREAK AWAY PRESSURE (psi) [bar]
MAXIMUM BACKLASH (Degrees)
STRADDLE MOMENT RATING (in-lb) [N-m]
71322
-
4
4X
410
2X302
2X
304409
114 115 412 6.1 113
421 02 208 206
208
205 106 401 01
200 03 204 207 302 205 304 206
04
8X
113
112
421
411
109
2X
202
2X
107
2X
6.2
2X
111
EINZELTEILENr. Beschreibung Anzahl
01..........Gehäuse..........................................................102..........Welle ...............................................................103..........Kolbenrohr.......................................................104..........Endkappe ........................................................16.1.........Antriebswellenseitiger Basisblock ...................16.2.........Endkappenseitiger Basisblock ........................1106........Verschlussstopfen (BSPP 1/8) ........................2107........Fettmengenregler-Abdeckung.........................2109........Bolzen .............................................................2111 ........Schmiernippel .................................................2112 ........Fettmengenregler ............................................2113 ........Schraube .........................................................6114 ........Schraube .........................................................8115 ........Unterlegscheibe ..............................................8401........Ventil ...............................................................1409........Schraube .........................................................1410........Abstandsstück .................................................1411 ........Mutter ..............................................................1412........Abstandsstück .................................................1421........Laufbuchse......................................................2
TeilelisteDichtungssatz Nur als „Kit“ erhältlich.
Nr. Beschreibung Anzahl
200........T-Ring ............................................................. 1202........T-Ring ............................................................. 1204........O-Ring ............................................................ 1205........Dichtung ......................................................... 2206........O-Ring ............................................................ 2207........Zusatzring ...................................................... 1208........O-Ring ............................................................ 2
LagersatzNur als „Kit“ erhältlich.
Nr. Beschreibung Anzahl
302........Lager .............................................................. 2304........Druckscheibe ................................................. 2
ZEICHNUNGENPT-4.5 Explosionsdarstellung
-
5
EntlastungsventilEINFÜHRUNG
Nr. Beschreibung Anzahl
1............Ventilblock (Anschlüsse G1/8 BSPP) ..............12............O-Ring .............................................................23............Entlastungsventil .............................................14............Sperrventil. ......................................................1
AuseinanderbauAUSEINANDERBAU
Alle in den folgenden Abschnitten in Klammern gefasste Nummern beziehen sich auf Angaben auf Seite 3.
1. Entfernen Sie zuerst die Verbindungsstange, die Unterlegscheibe und die Mutter (409, 410, 411, 412), die Kopfschrauben (114) und die Unterlegscheiben (115), um die untere Kupplung, den Löffel, das Zubehör und/oder weitere Teile freizulegen.
2. Entfernen Sie nun die Anschlussstopfen (106) und lassen Sie das Öl ab. Prüfen Sie das Öl in Bezug auf Anzeichen einer Kontamination (d.h. Wasser) und Metallabrieb.
3. Beim Ausbau der Endkappe entfernen Sie zuerst die Stellschrauben (113) auf den Sicherungsstiften (109). Bohren Sie mit einem 4-mm-Bohrer ein 9,5 mm tiefes Loch in die Mitte aller Sicherungsstifte. Ziehen Sie die Sicherungsstifte mit einem entsprechenden Werkzeug ab. Führen Sie zwei richtig dimensionierte Schrauben und Wartungsstifte in die Schmieranschlüsse ein. Lockern Sie die Endkappe (4), indem Sie sie mit einer Brechstange entgegen dem Uhrzeigersinn drehen. Entfernen Sie die Endkappe und legen Sie sie zur Prüfung zur Seite.
HINWEIS
3 4
2
1
SECTION A-ASCALE 1 : 1
PARTS LISTPART NUMBERVENDORDESCRIPTIONQTYITEM
C3773AHPSMANIFOLD (ALUMINUM)11DC08-40-0-N-25HYDRAFORCEDUAL PO CHECK12RVBD-08-N-S-0-50 @ 3250 PSICOMMAND CONTROLSDUAL RELIEF132-012 VPARKERO-RING24
AA
===== PROPRIETARY NOTICE =====
C 2012HYDRA-POWER SYSTEMS, INC.
HYDRA-POWER SYSTEMS, INC.
THIS DRAWING, SKETCH OR TEXT CONTAINSCONCEPTS, DESIGNS, PRODUCTS AND INFORMATIONTHAT IS PROPRIETARY TO HYDRA-POWER SYSTEMS,INC. AND MAY NOT BE REPRODUCED OR GIVEN TO A THIRD PARTY WITHOUT THE WRITTEN CONSENT OF
HYDRA-POWER SYSTEMS, INC.
CHK
Portland, Oregon
BY
SCALE
DATE OF
SHT
CURRENT JOB #
PREVIOUS JOB #'s
REFERENCE DWG's
CUSTOMER
REV
4C36781
110/16/12
1:1
VEST
PO CHECKMANIFOLD ASSY
HELAC
C3773A (MACH)
M24684
"C"ASSEMBLY
REVISION HISTORYREV DESCRIPTION DATE APPROVED1 RELEASE FOR APPROVAL 10/16/2012 ETS2 REDUCED BLOCK HEIGHT TO 1.500" 10/17/2012 ETS3 CHANGED P/N OF ITEM 3 10/17/2012 ETS
4CHANGED BLOCK SIZE, MOVED V1 & V2
PORTS PER CUST REQUEST 10/23/2012 ETS
3.50
5.09
3.00
1.50
23
2
32
3
2.11
1.06
2.11
1.06
4
4
4 4
4
.25
.50 .05
.33.68.70.70.68
2.75
1.50
4
-
6
bis sie sich aus dem Kolbenrohr (3) löst und abgenommen werden kann. Bei Bedarf klopfen Sie dazu mit einem Kunststoff- oder Gummihammer leicht auf die Welle.
7. Wie in Schritt 6 oben beschrieben, markieren Sie die Position des Gehäusezahnkranzes (1) in Bezug auf das Außengewinde des Kolbenrohrs vor Ausbau des Kolbenrohrs (3) mit einem Permanentmarker (siehe Foto unten).
Das Kolbenrohr (3) muss dann vorsichtig aus dem Gehäuse (1) geschoben werden,
bis sich die Verzahnung aus dem Zahnkranz des Gehäuses löst. Bauen Sie nun das Kolbenrohr aus (3). Bei Bedarf kann dazu ein Kunststoff- oder Gummihammer verwendet werden. Kratzer und Kerben in der Gehäusebohrung sind zu vermeiden.
8. Entfernen Sie alle Dichtungen, Lager und Druckscheiben an der Endkappe (4), am Kolbenrohr (3), an der Welle (2) und am Gehäuse (1). Notieren Sie die Reihenfolge dieser Komponenten für den Wiedereinbau.
AuseinanderbauAUSEINANDERBAU
4. Drehen Sie die Welle (2) und das Kolbenrohr (3), damit beide Komponenten mit dem Zahnkranz im Gehäuse ausgerichtet sind (1).
Entfernen Sie die Welle nicht. Sie muss im Gehäuse bleiben, damit die Totpunktmarken in Schritt 5 ermittelt werden können.
5. Ermitteln Sie die Totpunktmarken auf dem Getriebe und an der Welle (2) des Kolbenrohrs (3). Jede PowerTilt-Schwenkvorrichtung verfügt über zwei Gruppen kleiner gestanzter Totpunktmarken, die auf die Synchronisierung der Getriebesätze hinweisen. Eine Gruppe verweist auf die Synchronisierung von Welle (2) und Kolbenrohr (3) (siehe Foto oben) (die Totpunktmarken befinden sich u.U. im Fuß des Getriebes). Die zweite Gruppe verweist auf die Synchronisierung des Kolbenrohrs und des Gehäuses (1) (siehe Foto unten).
6. Vor Ausbau der Welle (2) markieren Sie die gestanzten Totpunktmarken zwischen der Welle und dem Kolbenrohr (3) mit einem Permanentmarker (siehe Foto unten), um die Synchronisierung beim erneuten Zusammenbau der PowerTilt-Schwenkvorrichtung zu vereinfachen. Drehen Sie die Welle (2) entgegen dem Uhrzeigersinn,
Der Ventilblock und die Kartusche müssen nur bei Verdacht auf ein Ölleck ausgebaut werden.
HINWEIS
-
7
5. Führen Sie die Welle (2) nun in das Kolbenrohr (3) ein. Achten Sie auf die richtige Ausrichtung der Totpunktmarken auf der Welle und dem Kolbenrohr. Nach Überprüfung der Totpunktmarken wird die Welle nach innen gedreht, bis die Druckdichtung (205) das Gehäuse (1) berührt. Klopfen Sie die Dichtung leicht fest und drehen Sie die Welle in das Gehäuse.
6. Nun wird die Endkappe (4) auf die Welle (2) gedreht. Ziehen Sie die Endkappe mit einer Brechstange fest, bis die Öffnungen für die Sicherungsstifte (109) ausgerichtet sind. Schieben Sie nun die Sicherungsstifte (109) in die Öffnungen, wobei die Kerbe nach oben zeigt. Klopfen Sie die Sicherungsstifte bis zum Anschlag fest. Drehen Sie nun die Stellschrauben (113) über den Sicherungsstiften auf 2,8 Nm fest. Bringen Sie die Anschlussstopfen (106) wieder an.
ZusammenbauZUSAMMENBAU
1. Die Dichtungen und bearbeiteten Flächen müssen vor Einbau mit einem hochwertigen Hydrauliköl beschichtet werden.
2. Geben Sie Lithium-Schmiermittel auf das Gewinde der Endkappe (4) und auf beide Seiten der Druckscheibe (304).
3. Bringen Sie alle Dichtungen, Lager und Druckscheiben an der Endkappe (4), am Kolbenrohr (3), an der Welle (2) und am Gehäuse (1) an. Hinweise auf die Anbringungsstellen und Informationen zur richtigen Ausrichtung entnehmen Sie der Montagezeichnung auf Seite 2 und der PT-4.5-Explosionsdarstellung auf Seite 3.
4. Schieben Sie das Kolbenrohr (3) vorsichtig in das Gehäuse (1), bis es den Zahnkranz berührt. Drehen Sie das Kolbenrohr, bis die während des Auseinanderbaus eingetragenen Totpunktmarken auf dem Kolben und dem Gehäuse ausgerichtet sind. Bringen Sie die Verzahnung des Kolbens nun mithilfe eines Kunststoff- oder Gummihammers in den Zahnkranz.
Ersetzen Sie alle nötigen Dichtungen, Lager und Druckscheiben (304).
HINWEIS
Bei Einbau der Welle darf das Kolbenrohr nicht von der Gehäuse-Verzahnung getrennt werden.
HINWEIS
Drehmomentvorgaben für Verbindungselemente
Drehmomentvorgaben für Anschlussstopfen
Drehmomentvorgaben für metrische Verbindungselemente
StopfengrößeDrehmoment –
VerschlussstopfenNm
Drehmoment – Anschlussstopfen
Nm
BSPP G1/8 14 +/- 1 14 +/- 1
BSPP G1/4 31 +/- 1 31 +/- 1
BSPP G3/8 65 +/- 4 65 +/- 4
Größe des VerbindungselementsInnensechskantschraube
(Güte 12.9)Nm
Außensechskantschraube (Güte 10.9)
Nm
Gegenmutter (Güte 12.9)
Nm
M10 x 1,50 60 +/- 3 44 +/- 3 27 +/- .2
M12 x 1,75 103 +/- 5 75 +/- 4 41 +/- .3
M16 x 2,00 258 +/- 7 187 +/- 5 54 +/- .5
M20 x 2,50 502 +/- 20 365 +/- 14 61 +/- 1
M24 x 3,00 868 +/- 27 630 +/- 20 68 +/- 2
M30 x 3,50 1 723 +/- 41 1 253 +/- 34
-
8
NACH DEM ZUSAMMENBAUTests und Schmierung
Schmierung
Tests
Nach Möglichkeit sollte die PowerTilt-Schwenkvorrichtung an einem Hydraulikprüfstand getestet werden. Der Ansprechdruck, d.h. der Druck, der eine Wellebewegung auslöst, sollte bei ca. 28 bar liegen. Der Antrieb sollte mindestens 25-mal bei 210 bar ein- und wieder ausgeschaltet werden.
Interne LeckageSchließen Sie nun Hydraulikleitungen an die Gehäuseanschlüsse an. Lassen Sie die gesamte Luft aus der PowerTilt-Schwenkvorrichtung. Drehen Sie die Welle mit 210 bar ganz durch und halten Sie diesen Druck aufrecht. Nun wird die Hydraulikleitung vom druckfreien Ende entfernt.
Ein kontinuierlicher Ölaustritt am offenen Anschlussende weist auf ein internes Leck am Kolben hin. Tauschen Sie die Leitung aus und drehen Sie die Welle in der entgegengesetzten Richtung ganz durch. Wiederholen Sie diese Testschritte mit dem anderen Anschluss. Bei internen Lecks muss das System auseinandergebaut, geprüft und repariert werden.
1. Es gibt zwei Schmieranschlüsse: auf dem Wellenflansch und auf dem Abschlussflansch. Sie sind entweder mit Kopfschrauben (113) oder Stellschrauben versehen. Schrauben der Schmieranschlüsse vom Wellenflansch und Abschlussflansch entfernen (siehe Explosionsdarstellung auf Seite 4).
Wenn kein Hydraulikprüfstand zur Verfügung steht, kann der Antrieb auch mit der Hand gedreht, die Druckanschlüsse geöffnet und ein Hebeleisen verwendet werden, um die Welle in die gewünschte Richtung zu drehen. Die Kopfschrauben befinden sich dabei im Wellenflansch.
2. Spitze der Schmierpistole in einen Anschluss einführen und Schmiermittel auf den Wellenflansch aufbringen. Schmierfett solange auftragen, bis es aus dem anderen Anschluss austritt. Antrieb fünfmal ein- und wieder ausschalten und erneut Schmierfett auftragen. Diese Schritte am Abschlussflansch wiederholen. Kopfschrauben in den Schmieranschluss drehen und auf 2,8 Nm festziehen.
Nach Zusammenbau des Antriebs und vor der Inbetriebnahme ist der Bereich der Druckscheiben mit Lithium-Schmiermittel zu beschichten.
HINWEIS
-
9
Installation des SchnellwechslersINSTALLATION DES SCHNELLWECHSLERS
1. Installieren Sie den Schnellwechsler an den Powertilt. Montieren Sie die 8 Stück ISK-Schrauben (114) mit Unterlagscheiben (115) durch das Sicherungsblech (412) und den Antriebsflansch. Ziehen Sie die Schrauben mit einem Anzugsmoment von 68Nm an der Welle fest
.
2. Montieren Sie die 1 Zoll Zentralschraube (409) von der Antriebsflansch-Seite durch den Powertilt. Installieren Sie die Unterlagscheibe (410) sowie die Sicherungsmutter (411) und ziehen Sie diese mit einem Anzugsmoment von 920Nm fest.
.
-
10
WartungWARTUNG
Täglich
1. Die Druckscheiben über den beiden Schmiernippeln werden mit einem hochwertigen Lithium-Schmiermittel geschmiert. Tragen Sie Schmiermittel auf, bis sauberes Schmiermittel aus dem entsprechenden Entlüftungshahn des Schmiersystems austritt. Bei widrigen Betriebsbedingungen (z.B. in der Umgebung von Schleifstaub oder nach längerem Eintauchen in Wasser) sind u.U. kürzere Schmierintervalle erforderlich.
2. Achten Sie darauf, dass die Fett-Entlastungsventile des Schmiersystems ordnungsgemäß funktionieren. Fehlerhafte Fett-Entlastungsventile sind umgehend zu öffnen oder auszutauschen.
HINWEIS Die Fett-Entlastungsventile des Schmiersystems dürfen nicht durch Schmiernippel oder -stopfen ersetzt werden.
HINWEIS Die PowerTilt-Schwenkvorrichtung darf bei nicht ordnungsgemäß funktionierenden Fett-Entlastungsventilen nicht in Betrieb genommen werden.
Monatlich
1. Prüfen Sie das Axialspiel der Welle. Wenn das Axialspiel den Grenzwert von 0,38 mm überschreitet, muss der Abschlussdeckel fester angezogen werden.
2. Kontrollieren Sie das Anzugsmoment der 8 Stück ISK-Schrauben (114) (68Nm) am Antriebsflansch sowie der Zentralschraube (411) (920Nm).
-
11
Die Helac Corporation gewährleistet für die Dauer von zwei (2) Jahren oder 2.000 Betriebsstunden, je nachdem was davon zuerst eintritt, die Freiheit ihrer Erzeugnisse frei von Material- und Verarbeitungsfehlern bei als mittlere Belastung definiertem Einsatz auf der Trägermaschine, für welche das Anbaugerät von Helac (PowerTilt® oder PowerGrip®) ursprünglich entwickelt worden ist, sowie mit entsprechend den Empfehlungen der Helac Corporation eingebauten anschlussübergreifenden oder auf den jeweils in Betrieb befindlichen Anschluss bezogenen Überlastventilen.Der Gewährleistungszeitraum beginnt mit der auf der Garantiekarte festgehaltenen Erstinbetriebnahme des Helac-Anbaugerätes. Ersatzteil- und Arbeitskosten sind während der ersten 12 Monate oder 1.000 Betriebsstunden nach Beginn des Gewährleistungszeitraumes mit abgedeckt.Im Verlauf des restlichen Gewährleistungszeitraumes sind lediglich die Ersatzteilkosten gedeckt.
Diese Gewährleistung erlischt hinsichtlich aller von durch die Helac Corporation nicht dazu befugten Personen reparierten, bearbeiteten oder modifizierten Erzeugnisse sowie solcher, die Gegenstand von Missbrauch, unsachgemäßer Verwendung, Nachlässigkeit, Unfällen, Überbeanspruchung, Veränderungen des Einsatzbereiches, hartem Einsatz oder von betrieblichen Anwendungen geworden sind, die über diejenigen hinausgehen, für deren Bewältigung das Anbaugerät von Helac entwickelt worden ist. In keinem Fall haftet die Helac Corporation für Neben- und Folgekosten oder -forderungen, unter anderem nicht für die Anwendung, bei der das Erzeugnis zum Einsatz gekommen ist, die Verlagerung des Einsatzgebietes, die Frachtkosten, Ölproben, Ausfallzeiten usw. Probleme in Bezug auf mit der Gewährleistung verbundene Reparaturen und / oder Austauschvorgänge werden zu den Bedingungen beigelegt, unter denen das Erzeugnis ursprünglich gekauft worden ist:
Die Helac Corporation behält sich das Recht vor, jederzeit Änderungen in der Auslegung und Bauweise ihrer Erzeugnisse vorzunehmen, ohne dass daraus die Verpflichtung erwächst, an bereits verkauften Erzeugnissen Änderungen oder Anpassungen vorzunehmen. Die Helac Corporation behält es sich ebenfalls vor, die hier vorliegende Gewährleistung und / oder ihre Laufzeit jederzeit zu ändern. Diese Gewährleistung tritt an die Stelle aller sonstigen und / oder früheren Gewährleistungen gleich, ob ausdrücklicher oder stillschweigender Natur, und weder ein anderes Unternehmen noch eine andere Person sind befugt, im Namen oder für die Helac Corporation in Verbindung mit dem Verkauf von Erzeugnissen der Helac Corporation eine andere als die hier dargelegte Haftung zu übernehmen oder zuzusichern.
Hinweise zur Gewährleistung
-
Industriestrasse 3b CH-9434 AUPhone ++41 71 740 0505 www.powertilt.ch
225 Battersby Avenue, Enumclaw, WA 98022 Phone +1 360 825 1601 www.helac.com
PowerTilt - Patentnummern: USA – 4906161; Europa – 356738; Japan – 2614922© 2017 Parker-Helac. Alle Rechte vorbehalten. Änderungen der Spezifikationen vorbehalten.





![[wp] - Technische Universität Braunschweig Web viewDIN. Abstand zum vorherigen Absatz. 24 pt. 24 pt. 24 pt. 24 pt. Abstand zum nachfolgenden Absatz. 12 pt. 9 pt. 9 pt. 9 pt. Abstand](https://static.fdokument.com/doc/165x107/5a792ed67f8b9ae93a8b8f3e/wp-technische-universitt-braunschweig-viewdin-abstand-zum-vorherigen-absatz.jpg)