Sehr geehrter Kunde, -...
72
Transcript of Sehr geehrter Kunde, -...

Sehr geehrter Kunde,
auch diesen 13. Katalog/Preislisten-Ausgabe haben wir wieder so transparent wie möglich für Ihre
Konstruktion und Kalkulation gestaltet. Die Aufteilung wie immer in 4 Kategorien.
Die 15 von uns angebotenen Werkzeugstähle decken über 85% des Werkzeugstahlbedarfes ab.
In jeder Werkzeugstahlkategorie bieten wir nur den gebräuchlichsten Stahl mit der jeweiligen DIN - ISO
und Euronorm Bezeichnung an. Alle unsere Werkstoffe sind in diesem Katalog ausführlich beschrieben.
Jeder Stabstahl ist mit Farbcodes markiert und mit Aufklebern auf der Rostschutzverpackung versehen.
Alle Preise in diesem Katalog sind
> Verpackung wird nicht berechnet.
> Legierungszuschläge werden nicht berechnet.
> Schrottzuschläge werden nicht berechnet.
Nur mit einem Endpreis-Angebot können Sie die Kosten für Ihr Werkzeug kalkulieren.
Bei einem Warenwert von über liefern wir Frei Haus. Darunter berechnen wir die Fracht
zum Selbstkostenpreis. (Siehe Frachtkostenliste)
Mindestbestellwert für Lager-Standardabmessungen
Mindestbestellwert für Säge- und Sonderzuschnitte
Zahlungsbedingungen: 10 Tage -2% Skonto, 30 Tage netto.
Als führender Hersteller unterhalten wir gut
sortierte Läger mit über 800.000 Stück bearbeiteter Stähle in Deutschland und über 1.000.000 Stück
weltweit. Wir unterhalten 5 Läger in Deutschland und je 1 Lager in England, Holland, Österreich,
Frankreich, Italien, Rumänien, Südafrika, Singapur und Shanghai.
“ PRÄZISIONSGESCHLIFFENER WERKZEUGSTÄHLE”
Europreise abzügl. der geltenden Rabatte
Euro 250,00
Euro 30,00
Euro 120,00
Herstellung bearbeiteter Werkzeugstähle seit 1976
Seite 3 - 10 Allgemeine Informationen
Seite 11 - 58 Preisinformationen
Seite 59 - 67 Nützliche Informationen
Extra Katalog: Warmgewalzter Werkzeugstahl
Der in der üblichen Buchform gedruckte Katalog liegt auf unserer Internetseite ( / Willkommensseite) und kann als FlipBook angesehen oder als FlipBook www.am-belz.desowie als PDF-Katalog auf Ihren PC runtergeladen werden.Im FlipBook oder PDF-Katalog sind die verschiedenen Werkstoffe als Lesezeichen und/oder imInhaltsverzeichnis verlinkt, so dass Sie direkt zum gewünschten Werkstoff gelangen.Eine Bestellscheinvorlage gibt es auf Seite 10 des Kataloges oder kann auch auf unsererWillkommenseite im Internet durch Anklicken des BESTELLFORMULAR Button aufgerufen werden.Für eine ausführliche Beschreibung bitte den Button AKTUELLE KUNDENMITTEILUNGEN anklicken.
Präzisionsflachstahl
Mit 0,2mm Aufmaß Oversized 0,2mm
Ground Flat Stock
a.m. - b. Werkzeugstahl, Frauenlob Str. 29b, 55118 Mainz
LIEFERBARE
WERKSTOFFE
Ab Lager
AVAILABLE
GRADES
Ex Stock
WERKZEUGSTAHL seit 1976
TOOL STEEL since 1976
Herstellungsübersicht
Production ProgramÜber 1.000.000 Stäbe in 10.000 verschiedenen Abmessungen sofort ab Lager lieferbar
Over 1.000.000 Pieces in 10.000 different sizes EX STOCK
1.2842/1.2510
1.2343 H 11
1.2343 ESU H 11 ESR
1.2083
1.2085
420
1.2767 6F7
1.1730 SAE 1045
1.2162 5120
1.3343
1.3247
M 2
M 42
420 FM
B-PM23 B-PM23
1.2312 P 20+S
ST52-3 EN 1025
1.2210 L 2
1.2379 B D2
B 01
Sonderanfertigungen Custom MadeSonderzuschnitte
Präzisionsschleifen
Sawn Bar and Plate
Precision Grinding
Walzen Stabstahl Herstellung Rolled Bar Production
3
Tel. 004952 (0) 6131-2773750 Fax 0049 (0) 6131-2773752
E-Mail: [email protected] www.am-belz.de


5
Ein Wort über uns..........
Herstellung bearbeiteter Werkzeugstähle seit 1976.
Fertigungsbetriebe: 4 ( 2840m² )
Lager und Bürogebäude: 4 ( 4260m² )
Maschinenpark: 78 Schleif-, Fräs-, Sägemaschinen.
Vertriebsvertretungen: 6 Inland. 12 Ausland.
Kundenzahl: 3463 14 Händler (Stand 01.01.2015)
Exporte: Alle EU Länder, sowie Russland, USA, Asien, Afrika, Mittel- und Südamerika.
Auslieferungslager: 5 in Deutschland. Je 1 Lager in England, Holland, Frankreich, Italien, Schweiz, Österreich,
Rumänien, Südafrika, Singapur, Shanghai.
Kundenzielgruppe: Werkzeug-, Formen-, Vorrichtungs-, Apparatebau. Stanz- und Umformtechnik. Kunststoffindustrie.
Metall-be und verarbeitende Industrie. Edelstahlhandel, Stanzwerkzeuge, Plastikwerke, Anlagenbau,
Maschinenbau, Gummi-Industrie, Normalien, Erodierbetriebe, Metalldrückereien, Prägestempel, usw.
15 verschiedene Werkzeugstahlgüten. Kalt- und Warmarbeitsstähle.
Lagervorrat: (01.01.15) 789.231 Stück. Über 7000 verschiedene Abmessungen bearbeiteter Stäbe und Platten in
Ein Wort über Präzisionsflachstahl .........
Als PRÄZISIONSFLACHSTAHL oder PRÄZISIONSVIERKANTSTAHL bezeichnet man einen Stab mit scharfkantig, recht-
eckigem bzw. quadratischem Querschnitt aus Werkzeugstahl mit feingeschliffenen, entkohlungsfreien Längsflächen.
Toleranzen Dicke: +0,05/0 mm Breite: 0,2/0 mm = DIN 59350.
Als PRÄZISIONFLACHSTAHL mit Aufmaß bezeichnet man einen Stab mit ebenso, vorgeschliffenen/feinstgefrästen
entkohlungsfreien Längsflächen, jedoch mit einem Bearbeitungsaufmaß von 0,2 mm in der Dicke und 0,4 mm in der Breite.
Stäbe mit größeren Toleranzen sind einfache Sägezuschnitte aus grob vorgefrästen Platten. Diese haben dann in der Regel
eine größere Toleranz und sind in der Breite nur gesägt. Diese Stäbe sind nicht vergleichbar und kein Präzisonsflachstahl.
Beide Ausführungen, sowie die von uns gefertigten P-PLATTEN, ERODIERKLÖTZE, UNIVERSALPLATTEN werden als
HALBZEUGE bezeichnet, welche für den Weiterverwender eine enorme KOSTENEINSPARUNG bedeuten. Nicht nur bei
der weiteren spanabhebenden Bearbeitung werden kostenintensive Arbeitsgänge eingespart, es wird auch Ihrer AV
die Konstruktion erleichtert. Unsere ABMESSUNGSVIELFALT in Verbindung mit unseren NETTO-PREISEN garantiert
Ihrem Einkauf größtmögliche Transparenz für die Kalkulation.
6 von 62 Schwerlastregalen auf 4.260m².
Standard,- Lagerabmessungen bis 30 Kg liefern wir in der Regel sofort ab Lager per DPD Paketdienst.
Über 30 Kg verteilt auf mehrere Pakete per DPD oder per Spedition.

INHALTSVERZEICHNIS
Werkstoff DIN Beschreibung
Euronorm EN/DIN
AISI
AFNOR
Farbcode
Herstellungsübersicht 03
Über uns und Präzisionsflachstahl 04
Produktbeschreibung 05
Inhaltsverzeichnis 06 + 07
Herstellungsübersicht 08 + 09
Bestellung / Anfrage Formular 10
1.2510 / 1.2842 Werkstoffbeschreibung 11
95MnWCr5 Präzisionsflachstahl 500 mm + 1000 mm 12 + 13
01 / 02 Vorbearbeitet mit Aufmaß 1030 mm 14
95 M CWV5 Universalzuschnitte 2-3-4-600 mm 15
Rundstäbe h8 geschl. u. überdreht 1000 mm 16
Härteanleitung 17
1.2379 Werkstoffbeschreibung 19
X160CrMoV 12-1 Präzisionsflachstahl 500 mm 20
D2 Vorbearbeitet mit Aufmaß 1030 mm 21
Z160CDV Universalzuschnitte 2-3-4-600 mm 22
Rundstäbe h8 geschl. u. überdreht 1000 mm 23
Erodierplatten und Klötze verschiedene 24
25Härteanleitung
Härteanleitung1.1730 27
1.1730 Werkstoffbeschreibung 26
C 45 W
C 45 W
Vorbearbeitet mit Aufmaß
Ungebohrte P-Platten
1030 mm 28
C45 / En8 Universalzuschnitte 2-3-4-600 mm 29Formaufbauten Beschreibung
P-Preisliste
30
31
ST52 - 3 Vorbearbeitet mit Aufmaß 1030 mm 32
1.2312 Werkstoffbeschreibung 33
40CrMnMoS8-6 Vorbearbeitet mit Aufmaß 1030 mm 34
P20+S / 40 CMD 8+S Universalzuschnitte 2-3-4-600 mm 35
- 6 -
Alle Wst. Rundstäbe 1000 mm 36
1.2767 Werkstoffbeschreibung + Härteanleitung 37
X 45 Ni Cr Mo 4 Vorbearbeitet mit Aufmaß 1030 mm 38
EN30B / 45 NCD 16 Universalzuschnitte 2-3-4-600 mm 39
Rundstäbe h8 geschl. u. überdreht 1000 mm 40

INHALTSVERZEICHNIS
1.2343 Werkstoffbeschreibung 41
X37CrMoV5-1 Vorbearbeitet mit Aufmaß 1030 mm 42
1.2343 ESU Vorbearbeitet mit Aufmaß ESU 500 mm 43
H11/X 36 CrMoV5 Rundstäbe h8 geschl. u. überdreht 1000 mm 44
Härteanleitung 45
1.2162 Werkstoffbeschreibung + Härteanleitung 46
21MnCr5 Vorbearbeitet mit Aufmaß 1030 mm 47
1.2083
HSS Alle
1.2085
Werkstoffbeschreibung
Werkstoffbeschreibung HSS 1.3343 * 1.3247 * B-PM23
Werkstoffbeschreibung
48
54
52
420
1.3343 (M2)
1.3247 (M42)
B-PM23 (PM23)
420 FM
Vorbearbeitet Flach, Vierkant, Universalplatten
Vorbearbeitet Flach, Vierkant, (Z85WDCV6.5.4.2.)
Vorbearbeitet Flach, Vierkant, (Z110DKCWV9.8.4.2.1)
SONDERANFERTIGUNGEN gesägt oder bearbeitet.
Vorbearbeitet Flach, Vierkant, Universalplatten
1030 mm
505 mm
505 mm
505 mm
1030 mm
49
55
56
57
53
Z40C14
Z 35 CD 17 + S
Härteanleitung 50
Alle Wst. SONDERANFERTIGUNGEN Beschreibung 51
Alle Wst. UNIVERSALPLATTEN für SONDERANFERTIGUNGEN 1030 mm 58
Alle Wst. Stahlgüten Analysen i 60 + 61
Alle Wst. Härten von Werkzeugstahl i 62
Alle Wst. Härteprobleme Härtevergleichstabelle i 63
Alle Wst. Werkstoffbezeichnungen i 64
Alle Wst. Legierungselemente i
i
65
66
Alle Wst. Gewichtstabelle i 67
Kennzeichnung und Identifizierung i 59
Verkaufs- und Lieferbedingungen
a.m.b. Warmgewalze Werkzeugstähle für Handel und Industrie
i
i
68
69
-7
-
Frachtkosten Kennzeichnung

A
B C
B
HERSTELLUNGSÜBERSICHTBEARBEITUNGSKATEGORIEN
8
SÄGEZUSCHNITTE
D= vorgeschliffen (N8)B= gesägt (N25)L= gesägt (N25)
ToleranzenD= +0,2 / 0mmB= ±2mmL= ±2mm
Diese Sägezuschnitte werden aus in der Dicke bereits vorgeschliffenen Platten auf Kundenwunsch gesägt.
Variable Breiten: 32 bis 508 mm gesägtStandardlängen : 508 und 1030 mm gesägt
Dicken: 8,2 * 10,4 * 12,4 * 15,4 * 20,4 * 25,4 * 30,4 * 40,4 * 50,4 * 60,4 * 70,4 * 80,4 * 100,4 mm + Sonderanfertigungen
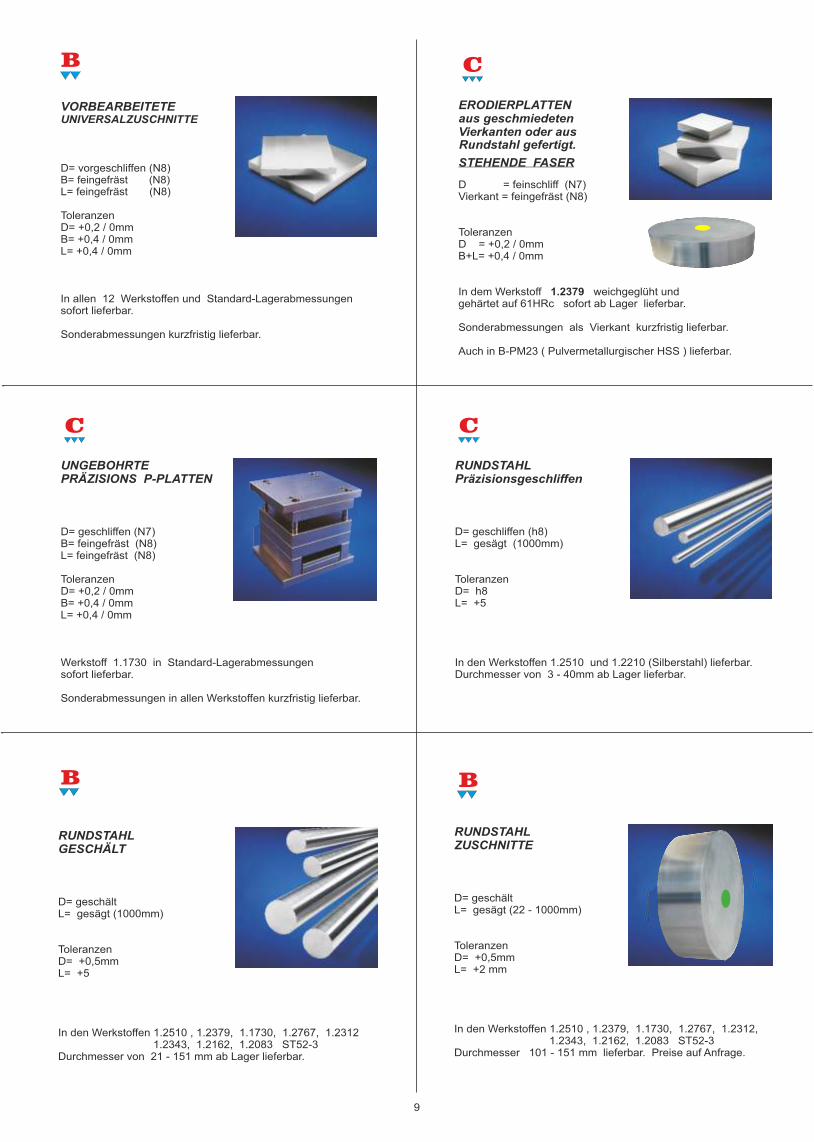
VORBEARBEITET
D= vorgeschliffen (N8)B= vorgeschliffen (N8)L= gesägt (N25)
ToleranzenD= +0,2 / 0mmB= +0,4 / 0mmL = + 5 / 0mm
In allen 12 Werkstoffen und Standard-Lagerabmessungensofort lieferbar.
Sonderabmessungen kurzfristig lieferbar.
PRÄZISIONS-FLACHSTAHLnach DIN 59 350
D= feinschliff (N7)B= vorgeschliffen (N8)L = gesägt (N25)
ToleranzenD= +0,05/ 0mmB= +0,2 / 0mmL = + 5 / 0mm
In den Werkstoffen 1.2510 und 1.2379 Standard-Lagerabmessungen sofort lieferbar.
Sonderabmessungen kurzfristig lieferbar.
~~
C
C
C
A
A
A
B
B
A-B
B
S
KategorieKategorie
Rohmaterial vorbearbeitet geschliffen DIN 59350
Kategorie
ROHMATERIAL gewalzt und geschmiedet (Nur Händler) (Distrubitors only)
SÄGEZUSCHNITTE Dicke: vorgeschliffen (Tol: +0,2 / 0 mm). Rundum feingesägt
VORBEARBEITETER Stabstahl und Platten, Universalzuschnitte
PRÄZISIONSFLACHSTAHL nach DIN 59 350
SONDERANFERTIGUNGEN Einsätze, Platten in allen beschriebenen Werkstoffen
GEWALZTE PLATTENund STABSTÄHLE
Verkauf in Herstellungschargen auf Anfrage
Platten 505 x 1030 mm Dicke: von 2-105 mmoder Herstellungslängen
Stabstahl:Breite 25 - 150 mmDicke 3 - 30 mmHerstellungslängen
Bei bearbeiteten Stählen garantieren wir symmetrischeZerspanung der gewalzten Oberflächen, wodurch Rissbildung und Entkohlung vermieden wird. ( Siehe Extra Katalog für Bleche und Stabstahl S. 69 )
B
B B
C
C
C
VORBEARBEITETEUNIVERSALZUSCHNITTE
D= vorgeschliffen (N8)B= feingefräst (N8)L= feingefräst (N8)
ToleranzenD= +0,2 / 0mmB= +0,4 / 0mmL= +0,4 / 0mm
In allen 12 Werkstoffen und Standard-Lagerabmessungensofort lieferbar.
Sonderabmessungen kurzfristig lieferbar.
UNGEBOHRTEPRÄZISIONS P-PLATTEN
D= geschliffen (N7)B= feingefräst (N8)L= feingefräst (N8)
ToleranzenD= +0,2 / 0mmB= +0,4 / 0mmL= +0,4 / 0mm
Werkstoff 1.1730 in Standard-Lagerabmessungensofort lieferbar.
Sonderabmessungen in allen Werkstoffen kurzfristig lieferbar.
RUNDSTAHLPräzisionsgeschliffen
D= geschliffen (h8)L= gesägt (1000mm)
ToleranzenD= h8L= +5
In den Werkstoffen 1.2510 und 1.2210 (Silberstahl) lieferbar.Durchmesser von 3 - 40mm ab Lager lieferbar.
RUNDSTAHLGESCHÄLT
D= geschältL= gesägt (1000mm)
ToleranzenD= +0,5mmL= +5
In den Werkstoffen 1.2510 , 1.2379, 1.1730, 1.2767, 1.2312 1.2343, 1.2162, 1.2083 ST52-3Durchmesser von 21 - 151 mm ab Lager lieferbar.
RUNDSTAHLZUSCHNITTE
D= geschältL= gesägt (22 - 1000mm)
ToleranzenD= +0,5mmL= +2 mm
In den Werkstoffen 1.2510 , 1.2379, 1.1730, 1.2767, 1.2312, 1.2343, 1.2162, 1.2083 ST52-3 Durchmesser 101 - 151 mm lieferbar. Preise auf Anfrage.
ERODIERPLATTENaus geschmiedetenVierkanten oder ausRundstahl gefertigt.
STEHENDE FASER
D = feinschliff (N7)Vierkant = feingefräst (N8)
ToleranzenD = +0,2 / 0mmB+L= +0,4 / 0mm
In dem Werkstoff 1.2379 weichgeglüht und gehärtet auf 61HRc sofort ab Lager lieferbar.
Sonderabmessungen als Vierkant kurzfristig lieferbar.
Auch in B-PM23 ( Pulvermetallurgischer HSS ) lieferbar.
9
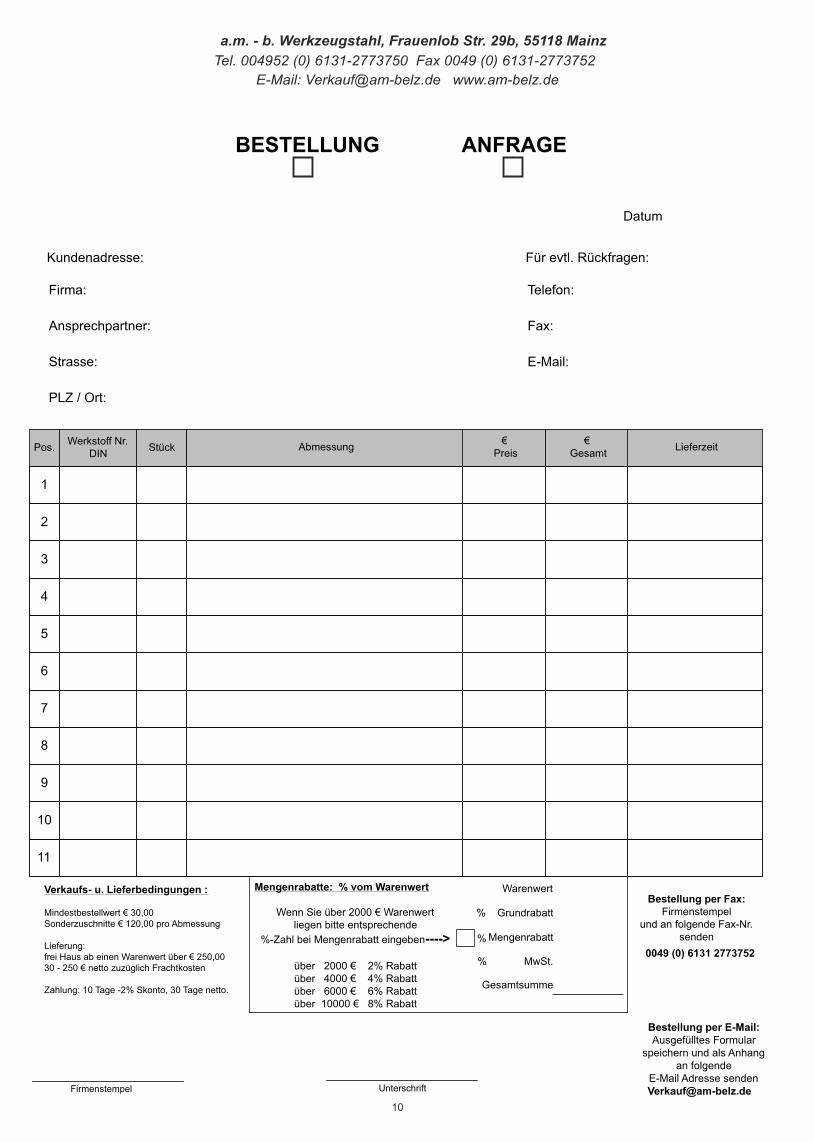
Datum
Kundenadresse:
Firma:
Ansprechpartner:
Strasse:
PLZ / Ort:
Für evtl. Rückfragen:
Telefon:
Fax:
E-Mail:
Verkaufs- u. Lieferbedingungen : Mindestbestellwert € 30,00 Sonderzuschnitte € 120,00 pro Abmessung
Lieferung: frei Haus ab einen Warenwert über € 250,00 30 - 250 € netto zuzüglich Frachtkosten
Zahlung: 10 Tage -2% Skonto, 30 Tage netto.
Pos.Werkstoff Nr.
DINStück Abmessung
€ Preis
€ Gesamt
Lieferzeit
1
2
3
4
5
6
7
8
9
10
11
Warenwert
% MwSt.
Gesamtsumme
Mengenrabatte: % vom Warenwert
Wenn Sie über 2000 € Warenwert
liegen bitte entsprechende
%-Zahl bei Mengenrabatt eingeben---->
über 2000 € 2% Rabatt über 4000 € 4% Rabatt über 6000 € 6% Rabatt über 10000 € 8% Rabatt
% Grundrabatt
% Mengenrabatt
BESTELLUNG ANFRAGE
Bestellung per Fax: Firmenstempel
und an folgende Fax-Nr. senden
0049 (0) 6131 2773752
Firmenstempel Unterschrift
Bestellung per E-Mail: Ausgefülltes Formular
speichern und als Anhang an folgende
E-Mail Adresse senden [email protected]
10
a.m. - b. Werkzeugstahl, Frauenlob Str. 29b, 55118 Mainz
Tel. 004952 (0) 6131-2773750 Fax 0049 (0) 6131-2773752
E-Mail: [email protected] www.am-belz.de

VERWENDUNG HRC
Schneid- und Gewindewerkzeuge Vorrichtungen, Schablonen, Führungsleisten,Matrizen, Lehren und Stempel Holzbearbeitungswerkzeuge Kunststoffformen, Meßzeuge Schnitt-, Stanz-, und SchneidewerkzeugeMaschinenmesserIndustriemesser für Metall, Holz, Papier Einsätze, Formen für die KunststoffindustrieKonstruktionsteileEinsätze im FormenbauStanzereitechnik RollenscherenmesserPrägewerkzeuge klein
60 - 62
59 - 6257 - 5958 - 6260 - 6257 - 6257 - 6158 - 62
56 - 6057 - 6057 - 59
EIGENSCHAFTEN
Vielseitig einsetzbarer MnCrW-legierter ÖlhärterAnlieferzustand 220 HB (740N/mm )Zerspanbarkeit -1- -3- -4- -5- -6- Gute Maßhaltig- und ZähigkeitÄußerst verschleißfest und verzugsarmGute Schneidhaltigkeit, gute Härtbarkeit mit hoher Oberflächenhärte. Gute DurchhärtungMäßiges Härtevermögen bei größeren Querschnitten.Sehr gutes Preis-Leistungsverhältnis.
Zerspanungsempfehlung: HM Sorte P25-40HSS (Vc) m/Min. 20-25VHM Schaftfräser (Vc) m/Min. 48-58HM-Wendeplatten P30 (Vc) m/Min. 120 Beschichtung: ca. 30% Standzeiterhöhung undca. 15% Vc Erhöhung
-2-
2
Der Werkstoff 1.2510 (in D 1.2842) ist weltweit der gebräuchlichste Werkzeugstahl. Beide Werkstoffe sind hinsichtlich
ihrer Eigenschaften als gleichwertig anzusehen. Bearbeitungsunterschiede und, oder Maßänderungen nach der Wärme-
behandlung sind nicht gegeben. Das härtbarkeitssteigernde Element Mn beim 1.2842 ist beim 1.2510 durch erhöhten
Cr-Gehalt ausgeglichen worden. Das belegen auch die Zeit-Temperatur-Schaubilder. Der Wst. 1.2510 weist mit Wolfram
einen zusätzlichen Carbidbildner auf. Dies ist jedoch positiv, da eine höhere Verschleiß- und Anlaßbeständigkeit erreicht
wird. Der Werkstoff 1.2842, welcher aus Wolfram und Chrommangel entwickelt wurde, ist im Ausland weitgehendst un-
bekannt. Im Zuge der Europäisierung, wird sich der Werkstoff 1.2510 ( 01 ) durchsetzen. 1.2510 kann daher als 1.2842
geliefert werden, jedoch nicht umgekehrt.
SCHLEIFEN: Nur gut abgezogene, weiche Schleifscheiben verwenden. Mittlere U/min und ausreichend Kühlmittel verwenden.
ERODIEREN: Im gehärteten Zustand, danach nochmals unter der letzten Anlasstemperatur entspannen.
TIEFENTEMPERATURBEHANDLUNG: erhöht die Härte um ~2HRc. Nach dem Abschrecken auf ~80°C abkühlen. Haltezeit ~3 Std.
SCHWEISSEN: (möglichst vermeiden) Gehärtet: 2 x anlassen. Weichgeglüht: Nach dem Schweißen nochmals spannungsarm glühen.
HARTVERCHROMEN: Nach dem Hartverchromen Werkstück bei ~ 185°C anlassen.
L %
1.2842
1.2510
C Si Mn Cr Ni Mo W V S
0,20 1,90 0,40 0,10
0,95
0,90
0,20 1,20 0,03
0,03
0,100,600,60
KALTARBEITSSTAHL DIN 17350 EN-ISO4957
1.2510 / 1.2842
11
100MnCrW4 / 90MnCrV8
Werkstoffbeschreibung
Extra reines und gleichmäßiges Kerngefüge.
Anlieferzustand: weichgeglüht 775N/mm² (230HB max.) Farbcode für 1.2510 GRÜN Erzielbare Härte: Hrc 61-63
Physikalische Richtwerte
bei Raumtemperatur:
Wärmeleitfähigkeit : ca. 30 W/ (m*K), Spezifische Wärme : ca. 460 J/ (Kg*K)
Spezifischer el. Widerstand: ca.0,66 (O *mm²/m) Elastizitätsmodul : ca. 200 (kN/mm²)
Streckgrenze : 400 N/mm² Reparaturschweißen: Datenblatt D/01S
Wärmeausdehnung : 100°C=11,0 300°C=11,5, 600°C=12,5 (m/M*K)
Druckfestigkeit : RmMPa..: 56HRc=2500, 60HRc=2800, 62HRc=3000
geschliffen nach DIN 59 350
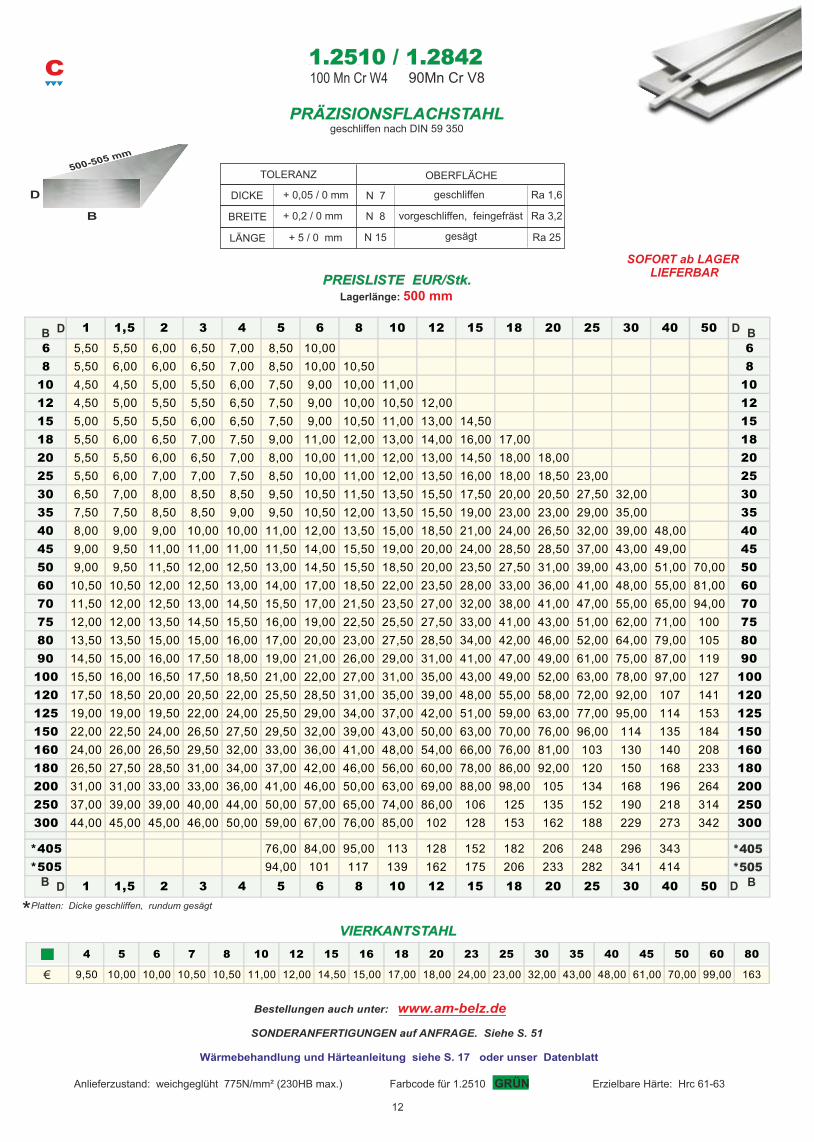
Lagerlänge: 500 mm
SOFORT ab LAGER LIEFERBAR
PRÄZISIONSFLACHSTAHL
PREISLISTE EUR/Stk.
1.2510 / 1.2842100 Mn Cr W4 90Mn Cr V8
C
500-505 mm
Anlieferzustand: weichgeglüht 775N/mm² (230HB max.) Farbcode für 1.2510 GRÜN Erzielbare Härte: Hrc 61-63
12
B
D DICKE
BREITE
LÄNGE
+ 0,05 / 0 mm
+ 0,2 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 7
N 8
N 15
Ra 3,2
Ra 25
Ra 1,6geschliffen
vorgeschliffen, feingefräst
gesägt
SONDERANFERTIGUNGEN auf ANFRAGE. Siehe S. 51
Bestellungen auch unter: www.am-belz.de
Wärmebehandlung und Härteanleitung siehe S. 17 oder unser Datenblatt
4 5 6 7 8 10 12 15 16 18 20 23 25 30 35 40 45 50 60 80
9,50 10,00 10,00 10,50 10,50 11,00 12,00 14,50 15,00 17,00 18,00 24,00 23,00 32,00 43,00 48,00 61,00 70,00 99,00 163
1 1,5 2 3 4 5 6 8 10 12 15 18 20 25 30 40 50
6 5,50 5,50 6,00 6,50 7,00 8,50 10,00 6
8 5,50 6,00 6,00 6,50 7,00 8,50 10,00 10,50 8
10 4,50 4,50 5,00 5,50 6,00 7,50 9,00 10,00 11,00 10
12 4,50 5,00 5,50 5,50 6,50 7,50 9,00 10,00 10,50 12,00 12
15 5,00 5,50 5,50 6,00 6,50 7,50 9,00 10,50 11,00 13,00 14,50 15
18 5,50 6,00 6,50 7,00 7,50 9,00 11,00 12,00 13,00 14,00 16,00 17,00 18
20 5,50 5,50 6,00 6,50 7,00 8,00 10,00 11,00 12,00 13,00 14,50 18,00 18,00 20
25 5,50 6,00 7,00 7,00 7,50 8,50 10,00 11,00 12,00 13,50 16,00 18,00 18,50 23,00 25
30 6,50 7,00 8,00 8,50 8,50 9,50 10,50 11,50 13,50 15,50 17,50 20,00 20,50 27,50 32,00 30
35 7,50 7,50 8,50 8,50 9,00 9,50 10,50 12,00 13,50 15,50 19,00 23,00 23,00 29,00 35,00 35
40 8,00 9,00 9,00 10,00 10,00 11,00 12,00 13,50 15,00 18,50 21,00 24,00 26,50 32,00 39,00 48,00 40
45 9,00 9,50 11,00 11,00 11,00 11,50 14,00 15,50 19,00 20,00 24,00 28,50 28,50 37,00 43,00 49,00 45
50 9,00 9,50 11,50 12,00 12,50 13,00 14,50 15,50 18,50 20,00 23,50 27,50 31,00 39,00 43,00 51,00 70,00 50
60 10,50 10,50 12,00 12,50 13,00 14,00 17,00 18,50 22,00 23,50 28,00 33,00 36,00 41,00 48,00 55,00 81,00 60
70 11,50 12,00 12,50 13,00 14,50 15,50 17,00 21,50 23,50 27,00 32,00 38,00 41,00 47,00 55,00 65,00 94,00 70
75 12,00 12,00 13,50 14,50 15,50 16,00 19,00 22,50 25,50 27,50 33,00 41,00 43,00 51,00 62,00 71,00 100 75
80 13,50 13,50 15,00 15,00 16,00 17,00 20,00 23,00 27,50 28,50 34,00 42,00 46,00 52,00 64,00 79,00 105 80
90 14,50 15,00 16,00 17,50 18,00 19,00 21,00 26,00 29,00 31,00 41,00 47,00 49,00 61,00 75,00 87,00 119 90
100 15,50 16,00 16,50 17,50 18,50 21,00 22,00 27,00 31,00 35,00 43,00 49,00 52,00 63,00 78,00 97,00 127 100
120 17,50 18,50 20,00 20,50 22,00 25,50 28,50 31,00 35,00 39,00 48,00 55,00 58,00 72,00 92,00 107 141 120
125 19,00 19,00 19,50 22,00 24,00 25,50 29,00 34,00 37,00 42,00 51,00 59,00 63,00 77,00 95,00 114 153 125
150 22,00 22,50 24,00 26,50 27,50 29,50 32,00 39,00 43,00 50,00 63,00 70,00 76,00 96,00 114 135 184 150
160 24,00 26,00 26,50 29,50 32,00 33,00 36,00 41,00 48,00 54,00 66,00 76,00 81,00 103 130 140 208 160
180 26,50 27,50 28,50 31,00 34,00 37,00 42,00 46,00 56,00 60,00 78,00 86,00 92,00 120 150 168 233 180
200 31,00 31,00 33,00 33,00 36,00 41,00 46,00 50,00 63,00 69,00 88,00 98,00 105 134 168 196 264 200
250 37,00 39,00 39,00 40,00 44,00 50,00 57,00 65,00 74,00 86,00 106 125 135 152 190 218 314 250
300 44,00 45,00 45,00 46,00 50,00 59,00 67,00 76,00 85,00 102 128 153 162 188 229 273 342 300
*405 76,00 84,00 95,00 113 128 152 182 206 248 296 343
*505 94,00 101 117 139 162 175 206 233 282 341 414
1 1,5 2 3 4 5 6 8 10 12 15 18 20 25 30 40 50
VIERKANTSTAHL
€
B D
Platten: Dicke geschliffen, rundum gesägt
B D
*
*405
*505
BD
BD
geschliffen nach DIN 59 350
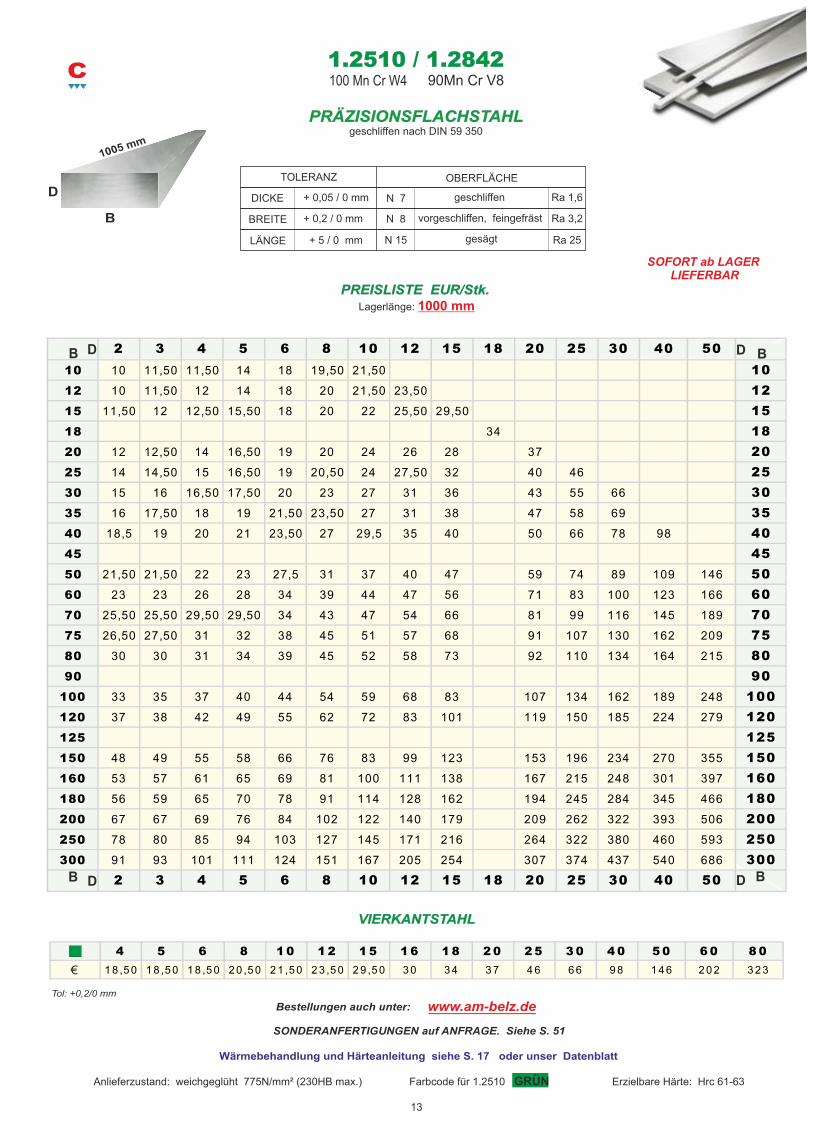
Lagerlänge: 1000 mm
SOFORT ab LAGER LIEFERBAR
PRÄZISIONSFLACHSTAHL
PREISLISTE EUR/Stk.
1.2510 / 1.2842100 Mn Cr W4 90Mn Cr V8
C
1005 mm
VIERKANTSTAHL
Tol: +0,2/0 mm
Anlieferzustand: weichgeglüht 775N/mm² (230HB max.) Farbcode für 1.2510 GRÜN Erzielbare Härte: Hrc 61-63
13
B
DDICKE
BREITE
LÄNGE
+ 0,05 / 0 mm
+ 0,2 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 7
N 8
N 15
Ra 3,2
Ra 25
Ra 1,6geschliffen
vorgeschliffen, feingefräst
gesägt
SONDERANFERTIGUNGEN auf ANFRAGE. Siehe S. 51
Bestellungen auch unter:
Wärmebehandlung und Härteanleitung siehe S. 17 oder unser Datenblatt
€
B D BD
2 3 4 5 6 8 10 12 15 18 20 25 30 40 50
10 10 11,50 11,50 14 18 19,50 21,50 10
12 10 11,50 12 14 18 20 21,50 23,50 12
15 11,50 12 12,50 15,50 18 20 22 25,50 29,50 15
18 34 18
20 12 12,50 14 16,50 19 20 24 26 28 37 20
25 14 14,50 15 16,50 19 20,50 24 27,50 32 40 46 25
30 15 16 16,50 17,50 20 23 27 31 36 43 55 66 30
35 16 17,50 18 19 21,50 23,50 27 31 38 47 58 69 35
40 18,5 19 20 21 23,50 27 29,5 35 40 50 66 78 98 40
45 45
50 21,50 21,50 22 23 27,5 31 37 40 47 59 74 89 109 146 50
60 23 23 26 28 34 39 44 47 56 71 83 100 123 166 60
70 25,50 25,50 29,50 29,50 34 43 47 54 66 81 99 116 145 189 70
75 26,50 27,50 31 32 38 45 51 57 68 91 107 130 162 209 75
80 30 30 31 34 39 45 52 58 73 92 110 134 164 215 80
90 90
100 33 35 37 40 44 54 59 68 83 107 134 162 189 248 100
120 37 38 42 49 55 62 72 83 101 119 150 185 224 279 120
125 125
150 48 49 55 58 66 76 83 99 123 153 196 234 270 355 150
160 53 57 61 65 69 81 100 111 138 167 215 248 301 397 160
180 56 59 65 70 78 91 114 128 162 194 245 284 345 466 180
200 67 67 69 76 84 102 122 140 179 209 262 322 393 506 200
250 78 80 85 94 103 127 145 171 216 264 322 380 460 593 250
300 91 93 101 111 124 151 167 205 254 307 374 437 540 686 300
2 3 4 5 6 8 10 12 15 18 20 25 30 40 50
4 5 6 8 1 0 1 2 1 5 1 6 1 8 2 0 2 5 3 0 4 0 5 0 6 0 8 0
1 8 ,5 0 1 8 ,5 0 1 8 ,5 0 2 0 ,5 0 2 1 ,5 0 2 3 ,5 0 2 9 ,5 0 3 0 3 4 3 7 4 6 6 6 9 8 1 4 6 2 0 2 3 2 3
BDB D
www.am-belz.de
VIERKANTSTAHL
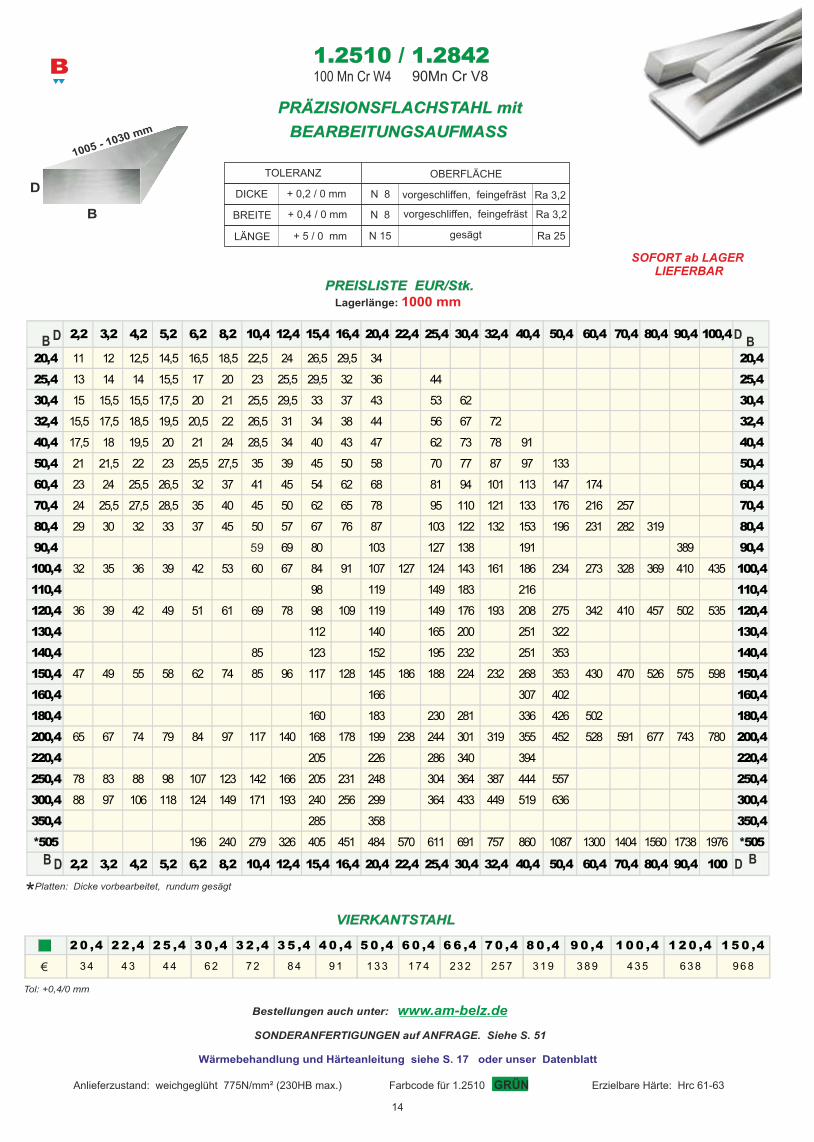
Tol: +0,4/0 mm
Platten: Dicke vorbearbeitet, rundum gesägt*
€
BDB D
B D BD
Lagerlänge: 1000 mm
SOFORT ab LAGER LIEFERBAR
PRÄZISIONSFLACHSTAHL mit
BEARBEITUNGSAUFMASS
PREISLISTE EUR/Stk.
1.2510 / 1.2842100 Mn Cr W4 90Mn Cr V8
B
1005 - 1030 mm
Anlieferzustand: weichgeglüht 775N/mm² (230HB max.) Farbcode für 1.2510 GRÜN Erzielbare Härte: Hrc 61-63
14
B
DDICKE
BREITE
LÄNGE
+ 0,4 / 0 mm
+ 0,2 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 15
Ra 3,2
Ra 3,2
Ra 25
vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
gesägt
SONDERANFERTIGUNGEN auf ANFRAGE. Siehe S. 51
Bestellungen auch unter: www.am-belz.de
Wärmebehandlung und Härteanleitung siehe S. 17 oder unser Datenblatt
2 0 ,4 2 2 ,4 2 5 ,4 3 0 ,4 3 2 ,4 3 5 ,4 4 0 ,4 5 0 ,4 6 0 ,4 6 6 ,4 7 0 ,4 8 0 ,4 9 0 ,4 1 0 0 ,4 1 2 0 ,4 1 5 0 ,4
3 4 4 3 4 4 6 2 7 2 8 4 9 1 1 3 3 1 7 4 2 3 2 2 5 7 3 1 9 3 8 9 4 3 5 6 3 8 9 6 8
2,2 3,2 4,2 5,2 6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 30,4 32,4 40,4 50,4 60,4 70,4 80,4 90,4 100,4
20,4 11 12 12,5 14,5 16,5 18,5 22,5 24 26,5 29,5 34 20,4
25,4 13 14 14 15,5 17 20 23 25,5 29,5 32 36 44 25,4
30,4 15 15,5 15,5 17,5 20 21 25,5 29,5 33 37 43 53 62 30,4
32,4 15,5 17,5 18,5 19,5 20,5 22 26,5 31 34 38 44 56 67 72 32,4
40,4 17,5 18 19,5 20 21 24 28,5 34 40 43 47 62 73 78 91 40,4
50,4 21 21,5 22 23 25,5 27,5 35 39 45 50 58 70 77 87 97 133 50,4
60,4 23 24 25,5 26,5 32 37 41 45 54 62 68 81 94 101 113 147 174 60,4
70,4 24 25,5 27,5 28,5 35 40 45 50 62 65 78 95 110 121 133 176 216 257 70,4
80,4 29 30 32 33 37 45 50 57 67 76 87 103 122 132 153 196 231 282 319 80,4
90,4 69 80 103 127 138 191 389 90,4
100,4 32 35 36 39 42 53 60 67 84 91 107 127 124 143 161 186 234 273 328 369 410 435 100,4
110,4 98 119 149 183 216 110,4
120,4 36 39 42 49 51 61 69 78 98 109 119 149 176 193 208 275 342 410 457 502 535 120,4
130,4 112 140 165 200 251 322 130,4
140,4 85 123 152 195 232 251 353 140,4
150,4 47 49 55 58 62 74 85 96 117 128 145 186 188 224 232 268 353 430 470 526 575 598 150,4
160,4 166 307 402 160,4
180,4 160 183 230 281 336 426 502 180,4
200,4 65 67 74 79 84 97 117 140 168 178 199 238 244 301 319 355 452 528 591 677 743 780 200,4
220,4 205 226 286 340 394 220,4
250,4 78 83 88 98 107 123 142 166 205 231 248 304 364 387 444 557 250,4
300,4 88 97 106 118 124 149 171 193 240 256 299 364 433 449 519 636 300,4
350,4 285 358 350,4
*505 196 240 279 326 405 451 484 570 611 691 757 860 1087 1300 1404 1560 1738 1976 *505
2,2 3,2 4,2 5,2 6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 30,4 32,4 40,4 50,4 60,4 70,4 80,4 90,4 100
59
L
B
D
SOFORT ab LAGER LIEFERBAR
B
200,4*300,4*4
00,4*600,4
MINDESTAUFTRAGSWERT
B
B
B
B
D
D
D
D
für
und
pro Abmessung.
SONDERANFERTIGUNGEN
SÄGEZUSCHNITTE
Euro 120,--
Selbst RESTABSCHNITTE
sind immer noch an 5 Flächen
WINKELIG bearbeitet und
können mit einem Minimum
an Aufwand weiter oder
umgearbeitet werden.
B
L D
B L
D
= +0,2/0mm = +0,4/0mm = +0,4/0mm
10
10
66
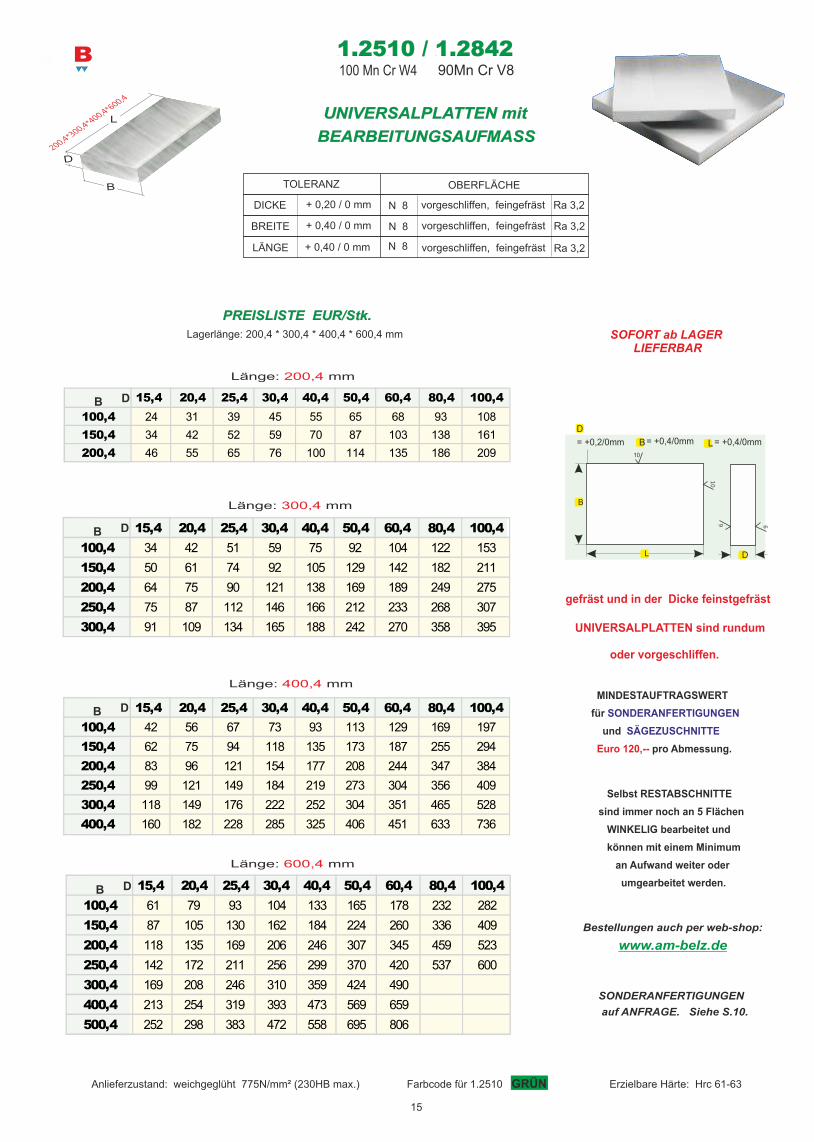
Lagerlänge: 200,4 * 300,4 * 400,4 * 600,4 mm
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 0,40 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 8
Ra 3,2
Ra 3,2
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
UNIVERSALPLATTEN sind rundum
gefräst und in der Dicke feinstgefräst
oder vorgeschliffen.
15
Bestellungen auch per web-shop:
www.am-belz.de
SONDERANFERTIGUNGEN
auf ANFRAGE. Siehe S.10.
UNIVERSALPLATTEN mit
BEARBEITUNGSAUFMASS
PREISLISTE EUR/Stk.
1.2510 / 1.2842100 Mn Cr W4 90Mn Cr V8
Anlieferzustand: weichgeglüht 775N/mm² (230HB max.) Farbcode für 1.2510 GRÜN Erzielbare Härte: Hrc 61-63
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 24 31 39 45 55 65 68 93 108
150,4 34 42 52 59 70 87 103 138 161
200,4 46 55 65 76 100 114 135 186 209
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 34 42 51 59 75 92 104 122 153
150,4 50 61 74 92 105 129 142 182 211
200,4 64 75 90 121 138 169 189 249 275
250,4 75 87 112 146 166 212 233 268 307
300,4 91 109 134 165 188 242 270 358 395
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 42 56 67 73 93 113 129 169 197
150,4 62 75 94 118 135 173 187 255 294
200,4 83 96 121 154 177 208 244 347 384
250,4 99 121 149 184 219 273 304 356 409
300,4 118 149 176 222 252 304 351 465 528
400,4 160 182 228 285 325 406 451 633 736
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 61 79 93 104 133 165 178 232 282
150,4 87 105 130 162 184 224 260 336 409
200,4 118 135 169 206 246 307 345 459 523
250,4 142 172 211 256 299 370 420 537 600
300,4 169 208 246 310 359 424 490
400,4 213 254 319 393 473 569 659
500,4 252 298 383 472 558 695 806
Länge: mm200,4
Länge: mm300,4
Länge: mm400,4
Länge: mm600,4

L
L
D
D
SOFORT ab LAGER LIEFERBAR
SOFORT ab LAGER LIEFERBAR
Tol: h8 in µ bis 3mm 0/-14µ, 3- 6mm 0/-18µ, 6 -10mm 0/-22µ, 10-18mm 0/-27µ, 18-30mm 0/-33µ, 30-50mm 0/-39µ
RUNDSTAHL
PRÄZISIONSGESCHLIFFEN
B
C
1000
mm
1000
mm
nach DIN 7154 (ISO h8)
Lagerlänge: 1000 mm
Lagerlänge: 1005 mm
PREISLISTE EUR/Stk.
mit Bearbeitungsaufmaß
Gesägte Ronden ab D 121 mm
als SONDERANFERTIGUNGEN
GEDREHT oder GESCHÄLT
1.2510100 MN CR W4
DICKE
DICKE
LÄNGE
LÄNGE
+ 0,40 / 0 mm
h 8
+ 5 / 0 mm
+ 5 / 0 mm
TOLERANZ
TOLERANZ
OBERFLÄCHE
OBERFLÄCHE
N 8
N 7
N 15
N 15
Ra 25
Ra 25
Ra 3,2
Ra 1,6
fein geschält, gedreht
geschliffen
gesägt
gesägt
Bestellungen auch per web-shop: www.am-belz.de
16
Anlieferzustand: weichgeglüht 775N/mm² (230HB max.) Farbcode für 1.2510 GRÜN Erzielbare Härte: Hrc 61-63
€
€
€
1,5
20,5
2,0
25,5
2,5
30,8
3,0
40,8
4,0
50,8 61
5,0
71
6,0
81
7,0
91
8,0
101
9,0
121
10,0
131
30,018,0 20,014,0
11,0
141
35,019,0 22,015,0
12,0
151 181
40,024,016,0
13,0
202
25,017,0
mm
76,0015,00 10123,00 136 42431,00 185 49247,00 207 564266 820384
7,502,50 10,00
15,00 26,00 37,00 57,00 97,00
3,00 3,50 4,00 5,50 7,00 8,50 13,00
14,50 15,50 20,00 21,50 22,00 31,00 34,00 77,00
L %
1.2842
1.2510
C Si Mn Cr Ni Mo W V S
0,20 1,90 0,40 0,10
0,95
0,90
0,20 1,20 0,03
0,03
0,100,600,60
KALTARBEITSSTAHL DIN 17350 EN-ISO4957
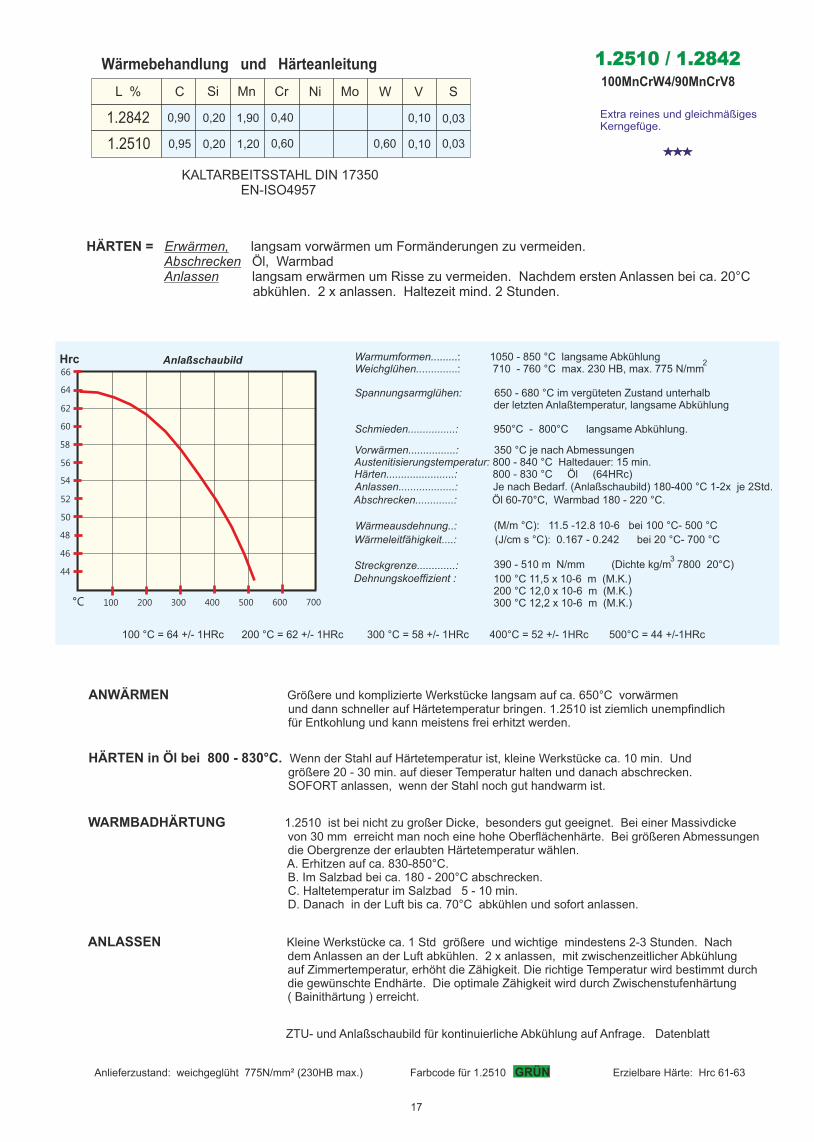
HÄRTEN in Öl bei 800 - 830°C. Wenn der Stahl auf Härtetemperatur ist, kleine Werkstücke ca. 10 min. Und größere 20 - 30 min. auf dieser Temperatur halten und danach abschrecken. SOFORT anlassen, wenn der Stahl noch gut handwarm ist.
ANWÄRMEN Größere und komplizierte Werkstücke langsam auf ca. 650°C vorwärmen und dann schneller auf Härtetemperatur bringen. 1.2510 ist ziemlich unempfindlich für Entkohlung und kann meistens frei erhitzt werden.
WARMBADHÄRTUNG 1.2510 ist bei nicht zu großer Dicke, besonders gut geeignet. Bei einer Massivdicke von 30 mm erreicht man noch eine hohe Oberflächenhärte. Bei größeren Abmessungen die Obergrenze der erlaubten Härtetemperatur wählen. A. Erhitzen auf ca. 830-850°C. B. Im Salzbad bei ca. 180 - 200°C abschrecken. C. Haltetemperatur im Salzbad 5 - 10 min. D. Danach in der Luft bis ca. 70°C abkühlen und sofort anlassen.
ANLASSEN Kleine Werkstücke ca. 1 Std größere und wichtige mindestens 2-3 Stunden. Nach dem Anlassen an der Luft abkühlen. 2 x anlassen, mit zwischenzeitlicher Abkühlung auf Zimmertemperatur, erhöht die Zähigkeit. Die richtige Temperatur wird bestimmt durch die gewünschte Endhärte. Die optimale Zähigkeit wird durch Zwischenstufenhärtung ( Bainithärtung ) erreicht.
HÄRTEN = Erwärmen, langsam vorwärmen um Formänderungen zu vermeiden. Abschrecken Öl, Warmbad Anlassen langsam erwärmen um Risse zu vermeiden. Nachdem ersten Anlassen bei ca. 20°C abkühlen. 2 x anlassen. Haltezeit mind. 2 Stunden.
1.2510 / 1.2842
17
100MnCrW4/90MnCrV8Wärmebehandlung und Härteanleitung
Extra reines und gleichmäßiges Kerngefüge.
Anlieferzustand: weichgeglüht 775N/mm² (230HB max.) Farbcode für 1.2510 GRÜN Erzielbare Härte: Hrc 61-63
ZTU- und Anlaßschaubild für kontinuierliche Abkühlung auf Anfrage. Datenblatt
2
3
Warmumformen.........: 1050 - 850 °C langsame AbkühlungWeichglühen..............: 710 - 760 °C max. 230 HB, max. 775 N/mm Spannungsarmglühen: 650 - 680 °C im vergüteten Zustand unterhalb der letzten Anlaßtemperatur, langsame Abkühlung
Schmieden................: 950°C - 800°C langsame Abkühlung.
Vorwärmen................: 350 °C je nach AbmessungenAustenitisierungstemperatur: 800 - 840 °C Haltedauer: 15 min.Härten.......................: 800 - 830 °C Öl (64HRc) Anlassen...................: Je nach Bedarf. (Anlaßschaubild) 180-400 °C 1-2x je 2Std.Abschrecken.............: Öl 60-70°C, Warmbad 180 - 220 °C.
Wärmeausdehnung..: (M/m °C): 11.5 -12.8 10-6 bei 100 °C- 500 °C
Wärmeleitfähigkeit....: (J/cm s °C): 0.167 - 0.242 bei 20 °C- 700 °C
Streckgrenze.............: 390 - 510 m N/mm (Dichte kg/m 7800 20°C)
Dehnungskoeffizient :
100 °C = 64 +/- 1HRc 200 °C = 62 +/- 1HRc 300 °C = 58 +/- 1HRc 400°C = 52 +/- 1HRc 500°C = 44 +/-1HRc
100 °C 11,5 x 10-6 m (M.K.) 200 °C 12,0 x 10-6 m (M.K.) 300 °C 12,2 x 10-6 m (M.K.)
AnlaßschaubildHrc
°C 100
44
46
48
50
52
54
56
58
60
62
64
66
200 300 400 500 600 700

18
HSS 1.3247 (68 Hrc) Verschleißplatten
1.2379
1.2379
1.2510
1.2083
1.2312
1.2379
1.1730
1.2767
VERWENDUNG
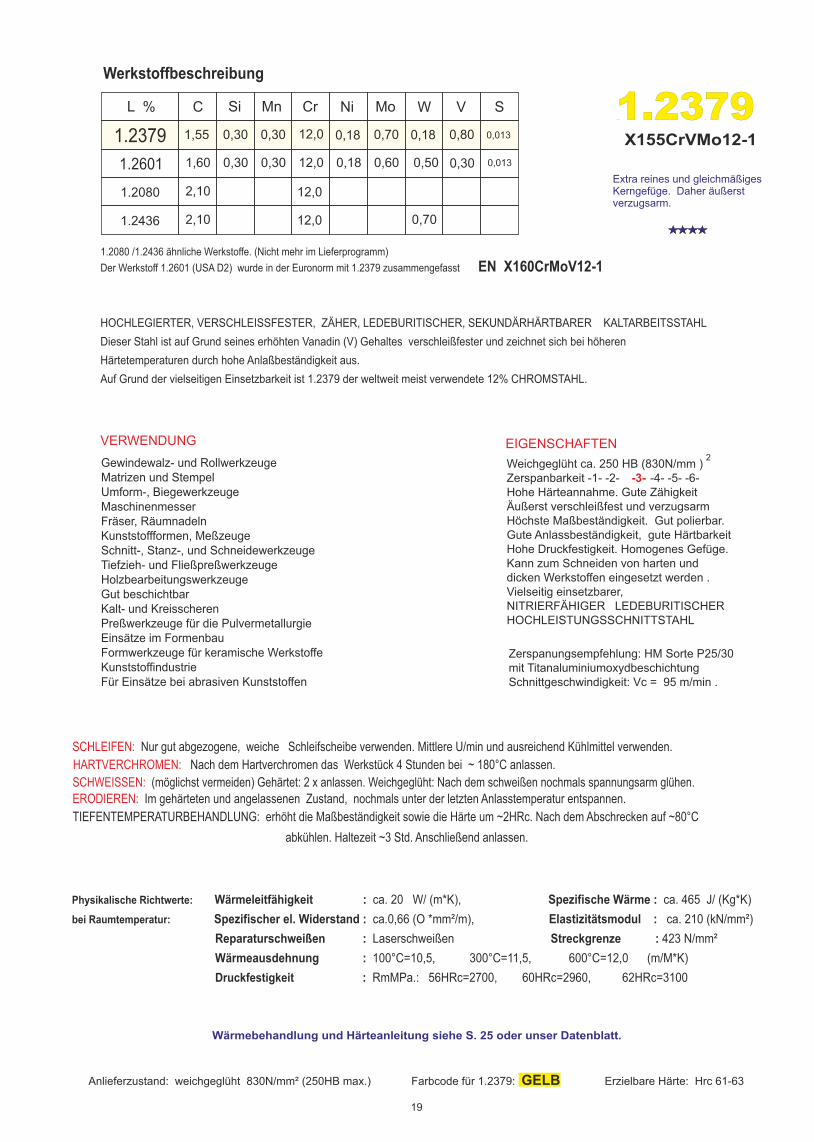
Gewindewalz- und RollwerkzeugeMatrizen und StempelUmform-, BiegewerkzeugeMaschinenmesserFräser, RäumnadelnKunststoffformen, Meßzeuge Schnitt-, Stanz-, und SchneidewerkzeugeTiefzieh- und FließpreßwerkzeugeHolzbearbeitungswerkzeugeGut beschichtbarKalt- und KreisscherenPreßwerkzeuge für die PulvermetallurgieEinsätze im FormenbauFormwerkzeuge für keramische WerkstoffeKunststoffindustrieFür Einsätze bei abrasiven Kunststoffen
EIGENSCHAFTEN
Weichgeglüht ca. 250 HB (830N/mm )Zerspanbarkeit -1- -2- -4- -5- -6- Hohe Härteannahme. Gute ZähigkeitÄußerst verschleißfest und verzugsarm Höchste Maßbeständigkeit. Gut polierbar.Gute Anlassbeständigkeit, gute HärtbarkeitHohe Druckfestigkeit. Homogenes Gefüge.Kann zum Schneiden von harten unddicken Werkstoffen eingesetzt werden .Vielseitig einsetzbarer,NITRIERFÄHIGER LEDEBURITISCHERHOCHLEISTUNGSSCHNITTSTAHL
-3-
Zerspanungsempfehlung: HM Sorte P25/30mit TitanaluminiumoxydbeschichtungSchnittgeschwindigkeit: Vc = 95 m/min .
2
SCHLEIFEN: Nur gut abgezogene, weiche Schleifscheibe verwenden. Mittlere U/min und ausreichend Kühlmittel verwenden.
19
HOCHLEGIERTER, VERSCHLEISSFESTER, ZÄHER, LEDEBURITISCHER, SEKUNDÄRHÄRTBARER KALTARBEITSSTAHL
Dieser Stahl ist auf Grund seines erhöhten Vanadin (V) Gehaltes verschleißfester und zeichnet sich bei höheren
Härtetemperaturen durch hohe Anlaßbeständigkeit aus.
Auf Grund der vielseitigen Einsetzbarkeit ist 1.2379 der weltweit meist verwendete 12% CHROMSTAHL.
ERODIEREN: Im gehärteten und angelassenen Zustand, nochmals unter der letzten Anlasstemperatur entspannen.
TIEFENTEMPERATURBEHANDLUNG: erhöht die Maßbeständigkeit sowie die Härte um ~2HRc. Nach dem Abschrecken auf ~80°C
abkühlen. Haltezeit ~3 Std. Anschließend anlassen.
SCHWEISSEN: (möglichst vermeiden) Gehärtet: 2 x anlassen. Weichgeglüht: Nach dem schweißen nochmals spannungsarm glühen.
HARTVERCHROMEN: Nach dem Hartverchromen das Werkstück 4 Stunden bei ~ 180°C anlassen.
L %
1.2379 X155CrVMo12-1
Werkstoffbeschreibung
1.2601
1.2080
1.2436
C Si Mn Cr Ni Mo W V S
0,30 0,30 0,18 0,013
0,0130,18
0,1812,0 0,70 0,80
1,60
1,55
0,30 0,30 12,0 0,60 0,50 0,30
2,10
2,10
12,0
12,0 0,70
Extra reines und gleichmäßiges Kerngefüge. Daher äußerstverzugsarm.
1.2080 /1.2436 ähnliche Werkstoffe. (Nicht mehr im Lieferprogramm)
Der Werkstoff 1.2601 (USA D2) wurde in der Euronorm mit 1.2379 zusammengefasst EN X160CrMoV12-1
Anlieferzustand: weichgeglüht 830N/mm² (250HB max.) Farbcode für 1.2379: GELB Erzielbare Härte: Hrc 61-63
Physikalische Richtwerte: Wärmeleitfähigkeit : ca. 20 W/ (m*K), Spezifische Wärme : ca. 465 J/ (Kg*K)
bei Raumtemperatur: Spezifischer el. Widerstand : ca.0,66 (O *mm²/m), Elastizitätsmodul : ca. 210 (kN/mm²)
Reparaturschweißen : Laserschweißen Streckgrenze : 423 N/mm²
Wärmeausdehnung : 100°C=10,5, 300°C=11,5, 600°C=12,0 (m/M*K)
Druckfestigkeit : RmMPa.: 56HRc=2700, 60HRc=2960, 62HRc=3100
Wärmebehandlung und Härteanleitung siehe S. 25 oder unser Datenblatt.
1.2379
Lagerlänge: 500 mm
SOFORT ab LAGER LIEFERBARPREISLISTE EUR/Stk.
C
505 mm
B
D
SONDERANFERTIGUNGEN auf ANFRAGE. Siehe S. 51
Bestellungen auch unter: www.am-belz.de
Geschliffen nach DIN 59 350
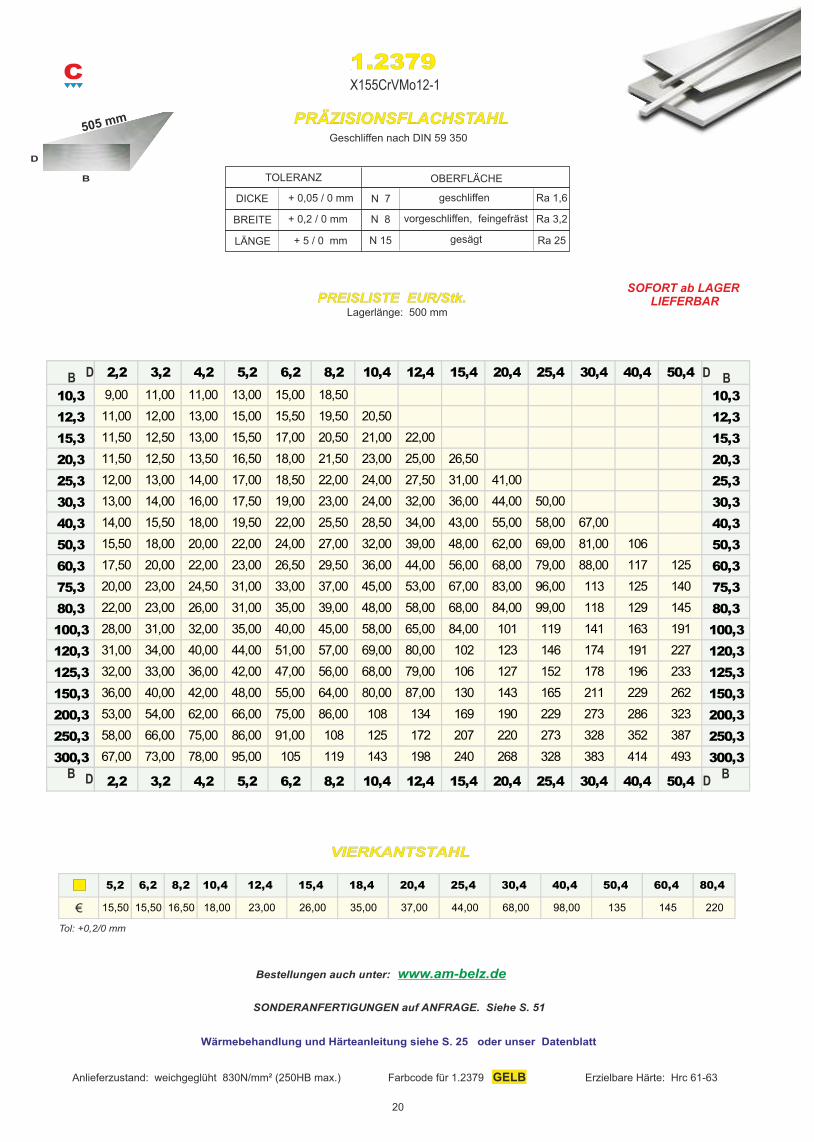
PRÄZISIONSFLACHSTAHL
1.2379X155CrVMo12-1
Wärmebehandlung und Härteanleitung siehe S. 25 oder unser Datenblatt
Anlieferzustand: weichgeglüht 830N/mm² (250HB max.) Farbcode für 1.2379 GELB Erzielbare Härte: Hrc 61-63
20
DICKE
BREITE
LÄNGE
+ 0,05 / 0 mm
+ 0,2 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 7
N 8
N 15
Ra 3,2
Ra 25
Ra 1,6geschliffen
vorgeschliffen, feingefräst
gesägt
Tol: +0,2/0 mm
VIERKANTSTAHL
€
5,2 6,2 8,2 10,4 12,4 15,4 18,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4
15,50 15,50 16,50 18,00 23,00 26,00 35,00 37,00 44,00 68,00 98,00 135 145 220
2,2 3,2 4,2 5,2 6,2 8,2 10,4 12,4 15,4 20,4 25,4 30,4 40,4 50,4
10,3 9,00 11,00 11,00 13,00 15,00 18,50 10,3
12,3 11,00 12,00 13,00 15,00 15,50 19,50 20,50 12,3
15,3 11,50 12,50 13,00 15,50 17,00 20,50 21,00 22,00 15,3
20,3 11,50 12,50 13,50 16,50 18,00 21,50 23,00 25,00 26,50 20,3
25,3 12,00 13,00 14,00 17,00 18,50 22,00 24,00 27,50 31,00 41,00 25,3
30,3 13,00 14,00 16,00 17,50 19,00 23,00 24,00 32,00 36,00 44,00 50,00 30,3
40,3 14,00 15,50 18,00 19,50 22,00 25,50 28,50 34,00 43,00 55,00 58,00 67,00 40,3
50,3 15,50 18,00 20,00 22,00 24,00 27,00 32,00 39,00 48,00 62,00 69,00 81,00 106 50,3
60,3 17,50 20,00 22,00 23,00 26,50 29,50 36,00 44,00 56,00 68,00 79,00 88,00 117 125 60,3
75,3 20,00 23,00 24,50 31,00 33,00 37,00 45,00 53,00 67,00 83,00 96,00 113 125 140 75,3
80,3 22,00 23,00 26,00 31,00 35,00 39,00 48,00 58,00 68,00 84,00 99,00 118 129 145 80,3
100,3 28,00 31,00 32,00 35,00 40,00 45,00 58,00 65,00 84,00 101 119 141 163 191 100,3
120,3 31,00 34,00 40,00 44,00 51,00 57,00 69,00 80,00 102 123 146 174 191 227 120,3
125,3 32,00 33,00 36,00 42,00 47,00 56,00 68,00 79,00 106 127 152 178 196 233 125,3
150,3 36,00 40,00 42,00 48,00 55,00 64,00 80,00 87,00 130 143 165 211 229 262 150,3
200,3 53,00 54,00 62,00 66,00 75,00 86,00 108 134 169 190 229 273 286 323 200,3
250,3 58,00 66,00 75,00 86,00 91,00 108 125 172 207 220 273 328 352 387 250,3
300,3 67,00 73,00 78,00 95,00 105 119 143 198 240 268 328 383 414 493 300,3
2,2 3,2 4,2 5,2 6,2 8,2 10,4 12,4 15,4 20,4 25,4 30,4 40,4 50,4
B
B
B
B
D
D
D
D

Lagerlänge: 1005-1030 mm
PREISLISTE EUR/Stk.
B
1005-1030 mm
B
B B
BB
D
D D
DD
* Platten: B=505 mm Dicke vorbearbeitet, rundum gesägt
VIERKANTSTAHL
ÜBERGRÖSSEN
€
Tol: +0,4/0 mm
PRÄZISIONSFLACHSTAHL mit
BEARBEITUNGSAUFMASS
1.2379X155CrVMo12-1
Anlieferzustand: weichgeglüht 830N/mm² (250HB max.) Farbcode für 1.2379 GELB Erzielbare Härte: Hrc 61 - 63
21
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 15
Ra 3,2
Ra 25
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
gesägt
SOFORT ab Lager LIEFERBAR
€
Breite und Dicke Tol: +0,4/0 mm Lagerlänge: 1005 - 1030 mm
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4
20,4 26,50 30,00 33,00 38,00 41,00 45,00 51,00 20,4
25,4 29,00 32,00 35,00 41,00 43,00 47,00 54,00 80,00 25,4
30,4 34,00 38,00 39,00 49,00 59,00 61,00 71,00 86,00 91,00 99,00 30,4
32,4 38,00 41,00 52,00 62,00 63,00 73,00 87,00 92,00 100 107 32,4
40,4 37,00 42,00 46,00 55,00 69,00 71,00 77,00 92,00 104 114 123 131 40,4
50,4 41,00 47,00 56,00 58,00 77,00 82,00 99,00 112 114 124 132 165 190 50,4
60,4 49,00 54,00 60,00 71,00 88,00 104 109 124 125 140 161 182 209 240 60,4
63,4 67,00 76,00 95,00 96 110 128 128 149 172 185 220 256 63,4
70,4 60,00 68,00 75,00 82,00 102 109 123 145 145 168 177 198 235 267 345 70,4
80,4 68,00 73,00 82,00 93,00 107 113 132 150 150 177 184 220 245 292 372 420 80,4
90,4 85,00 85,00 95,00 120 145 168 204 224 253 286 365 421 470 537 90,4
100,4 82,00 92,00 101 112 135 126 157 174 186 207 217 227 262 283 315 339 378 394 461 508 530 574 614 100,4
110,4 186 219 273 284 350 411 482 110,4
120,4 133 138 158 170 197 228 279 287 348 355 420 491 579 629 659 790 120,4
130,4 186 184 220 253 305 315 398 477 728 130,4
140,4 155 168 187 241 276 322 345 411 486 569 663 756 140,4
150,4 119 151 155 168 187 198 241 274 276 322 322 345 405 411 486 495 549 585 675 735 783 868 908 150,4
156,4 310 341 424 515 592 761 156,4
160,4 229 254 311 359 458 549 160,4
180,4 266 318 362 408 424 504 597 724 810 933 180,4
196,4 370 416 504 616 737 957 196,4
200,4 145 179 207 233 277 300 345 373 398 427 460 491 537 549 640 680 783 801 981 1063 1179 200,4
220,4 384 436 493 519 619 746 220,4
246,4 422 502 627 748 871 1132 246,4
250,4 174 213 251 306 386 406 416 486 548 581 670 834 979 1175 1538 250,4
296,4 546 768 878 1098 1478 296,4
300,4 196 233 311 345 433 447 482 570 651 673 801 994 1186 1525 1868 300,4
350,4 546 614 768 799 988 350,4
396,4 796 1263 1478 1890 396,4
*505 353 480 546 647 673 779 812 944 988 1098 1162 1263 1388 1560 1648 1736 1848 2220 2823 *505
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4
10,4 12,4 15,4 20,4 25,4 30,4 32,4 40,4 50,4 60,4 63,4 70,4 80,4 90,4 100,4 120,4 150,4 200,4 250,4 300,4
32,00 39,00 43,00 51,00 80,00 99,00 107 131 190 240 277 345 420 537 614 878 1173 2187 3256 4379
150.4 x 120.4 200.4 x 120.4 200.4 x 150.4 250.4 x 120.4 250.4 x 150.4 250.4 x 200.4 300.4 x 120.4 300.4 x 150.4 300.4 x 200.4 300.4 x 250.4
1098 1537 1861 1868 2372 3170 2297 2848 3753 4248
202
1971
217

L
B
D
SOFORT ab LAGER LIEFERBAR
B
200,4*300,4*4
00,4*600,4
MINDESTAUFTRAGSWERT
für
und
pro Abmessung.
SONDERANFERTIGUNGEN
SÄGEZUSCHNITTE
Euro 120,--
Selbst RESTABSCHNITTE
sind immer noch an 5 Flächen
WINKELIG bearbeitet und
können mit einem Minimum
an Aufwand weiter oder
umgearbeitet werden.
B
L D
B LD = +0,2/0mm = +0,4/0mm = +0,4/0mm
10
10
66
Lagerlänge: 200,4 * 300,4 * 400,4 * 600,4 mm
PREISLISTE EUR/Stk.
UNIVERSALPLATTEN mit
BEARBEITUNGSAUFMASS
1.2379X155CrVMo12-1
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 0,40 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 8
Ra 3,2
Ra 3,2
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
UNIVERSALPLATTEN sind rundumgefräst und in der Dicke feinstgefräst oder vorgeschliffen.
Anlieferzustand: weichgeglüht 830N/mm² (250HB max.) Farbcode für 1.2379 GELB Erzielbare Härte: Hrc 61-63
22
Bestellungen auch unter:
www.am-belz.de
SONDERANFERTIGUNGEN
auf ANFRAGE siehe S. 10
Länge: mm200,4
Länge: mm300,4
Länge: mm400,4
Länge: mm600,4
B
B
B
B
D
D
D
D
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 31 37 48 58 69 83 96 129 150
150,4 44 58 67 78 100 120 143 191 223
200,4 69 85 98 112 133 165 196 260 290
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 43 51 59 70 90 109 127 171 198
150,4 61 77 88 103 132 160 189 253 295
200,4 89 110 128 147 176 219 259 345 383
250,4 123 133 154 176 215 270 317 374 427
300,4 139 155 183 209 259 321 385 497 549
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 42 69 81 95 124 149 175 237 274
150,4 62 108 123 143 185 224 263 355 409
200,4 83 154 178 207 245 306 361 482 534
250,4 99 186 218 273 301 376 441 495 570
300,4 118 218 259 317 361 450 537 647 735
400,4 160 310 354 414 495 607 685 879 1023
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 81 100 120 139 174 213 244 323 414
150,4 119 143 176 202 255 312 365 466 570
200,4 169 198 240 273 341 420 484 638 726
250,4 198 251 288 343 438 528 629 746 834
300,4 229 288 339 392 493 603 702 900 979
400,4 318 383 449 513 658 790 937 1146 1318
500,4 383 471 548 645 805 1091 1179 1507 1639
59
85
103
172
196
251
L
L
D
D
SOFORT ab LAGER LIEFERBAR
SOFORT ab LAGER LIEFERBAR
Tol: h8 in µ bis 3mm 0/-14µ, 3- 6mm 0/-18µ, 6 -10mm 0/-22µ, 10-18mm 0/-27µ, 18-30mm 0/-33µ, 30-50mm 0/-39µ
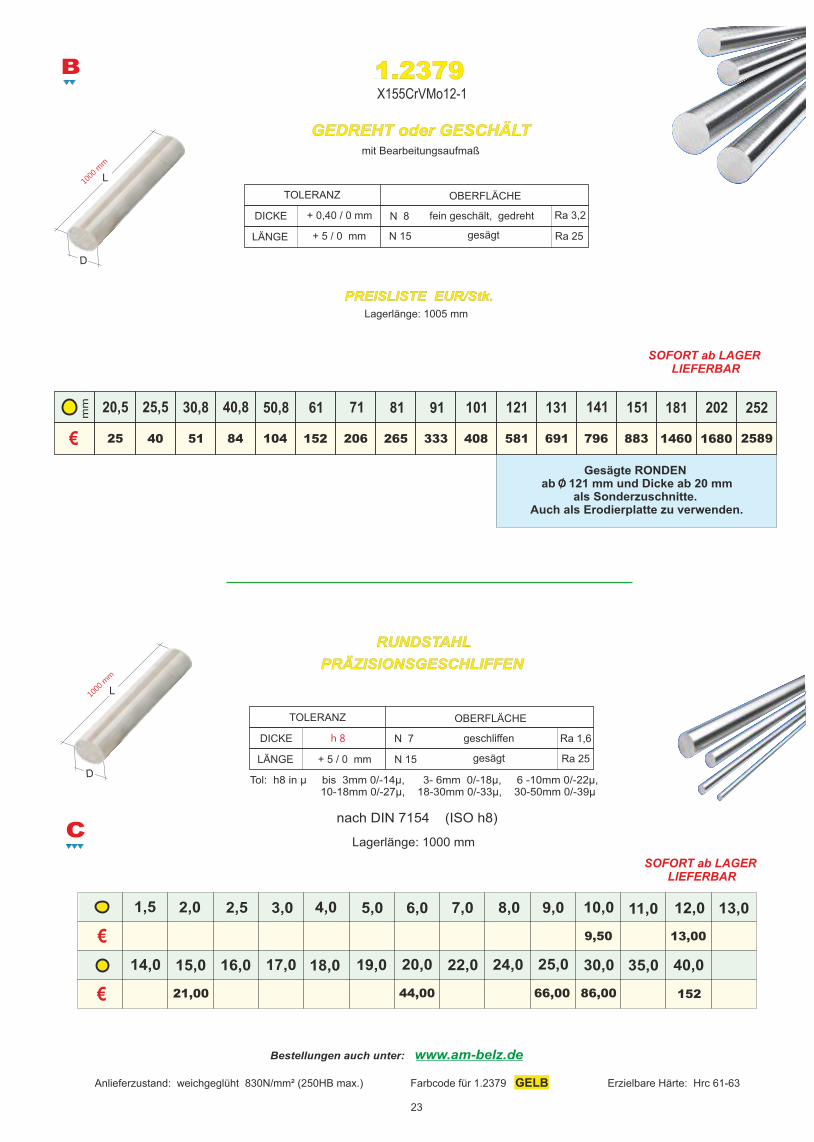
RUNDSTAHL
PRÄZISIONSGESCHLIFFEN
B
C
1000
mm
1000
mm
€
€
€
1,5
20,5
2,0
25,5
2,5
30,8
3,0
40,8
4,0
50,8 61
5,0
71
6,0
81
7,0
91
8,0
101
9,0
121
10,0
131
30,018,0 20,014,0
11,0
141
35,019,0 22,015,0
12,0
151 181
40,024,016,0
13,0
202 252
25,017,0
nach DIN 7154 (ISO h8)
mm
Lagerlänge: 1000 mm
Lagerlänge: 1005 mm
PREISLISTE EUR/Stk.
mit Bearbeitungsaufmaß
GEDREHT oder GESCHÄLT
1.2379X155CrVMo12-1
DICKE
DICKE
LÄNGE
LÄNGE
+ 0,40 / 0 mm
h 8
+ 5 / 0 mm
+ 5 / 0 mm
TOLERANZ
TOLERANZ
OBERFLÄCHE
OBERFLÄCHE
N 8
N 7
N 15
N 15
Ra 25
Ra 25
Ra 3,2
Ra 1,6
fein geschält, gedreht
geschliffen
gesägt
gesägt
Bestellungen auch unter: www.am-belz.de
Anlieferzustand: weichgeglüht 830N/mm² (250HB max.) Farbcode für 1.2379 GELB Erzielbare Härte: Hrc 61-63
23
25 40 51 84 104 152 206 265 333 408 581 691 796 883 1460 1680 2589
9,50 13,00
21,00 44,00 66,00 86,00 152
Gesägte RONDEN ab 121 mm und Dicke ab 20 mm
als Sonderzuschnitte. Auch als Erodierplatte zu verwenden.
O/
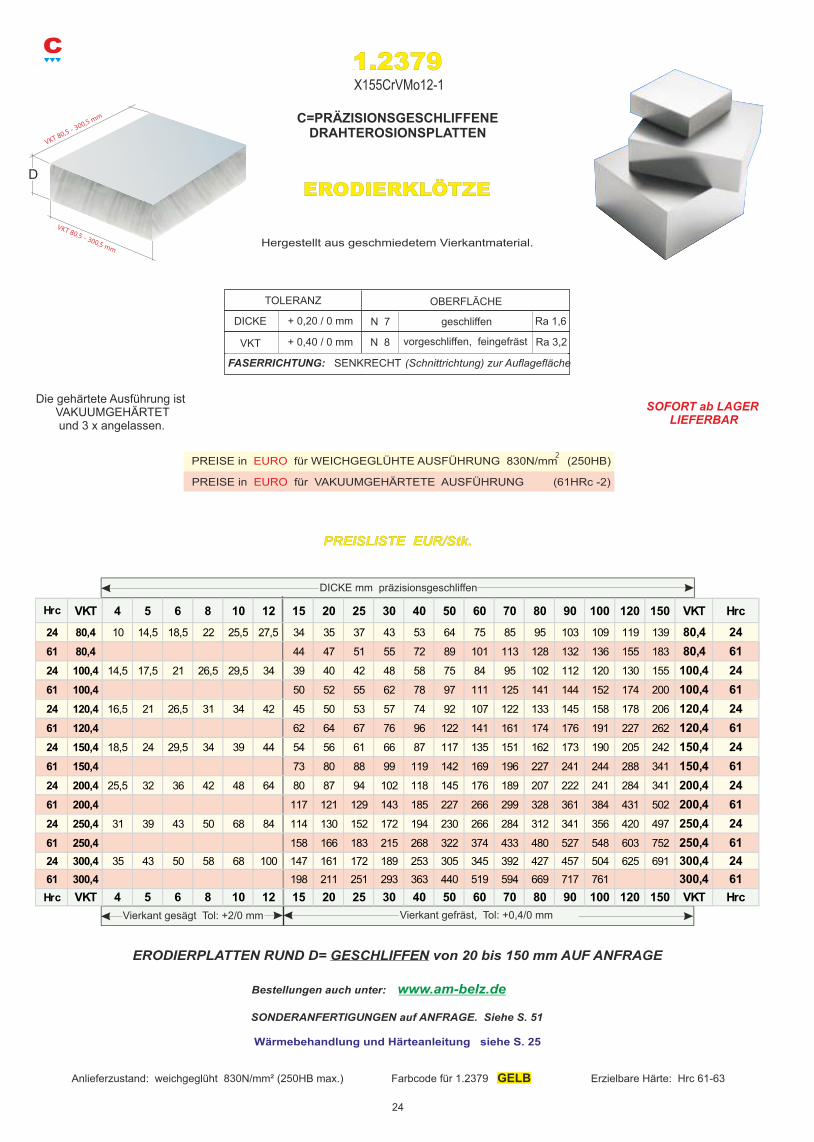
ERODIERKLÖTZE
PREISLISTE EUR/Stk.
C
24
Anlieferzustand: weichgeglüht 830N/mm² (250HB max.) Farbcode für 1.2379 GELB Erzielbare Härte: Hrc 61-63
1.2379X155CrVMo12-1
Hergestellt aus geschmiedetem Vierkantmaterial.
C=PRÄZISIONSGESCHLIFFENE DRAHTEROSIONSPLATTEN
D
VKT 80,5 - 300,5 mm
VKT 80,5 - 300,5 mm
SOFORT ab LAGER LIEFERBAR
Die gehärtete Ausführung ist VAKUUMGEHÄRTET und 3 x angelassen.
PREISE in für WEICHGEGLÜHTE AUSFÜHRUNG 830N/mm (250HB)EURO
PREISE in für VAKUUMGEHÄRTETE AUSFÜHRUNG (61HRc -2)EURO
2
DICKE
VKT
+ 0,20 / 0 mm
+ 0,40 / 0 mm
TOLERANZ OBERFLÄCHE
N 7
N 8 Ra 3,2
Ra 1,6geschliffen
vorgeschliffen, feingefräst
SONDERANFERTIGUNGEN auf ANFRAGE. Siehe S. 51
ERODIERPLATTEN RUND D= GESCHLIFFEN von 20 bis 150 mm AUF ANFRAGE
Bestellungen auch unter: www.am-belz.de
Wärmebehandlung und Härteanleitung siehe S. 25
FASERRICHTUNG: SENKRECHT (Schnittrichtung) zur Auflagefläche
DICKE mm präzisionsgeschliffen
Vierkant gefräst, Tol: +0,4/0 mmVierkant gesägt Tol: +2/0 mm
Hrc VKT 4 5 6 8 10 12 15 20 25 30 40 50 60 70 80 90 100 120 150 VKT Hrc
24 80,4 10 14,5 18,5 22 25,5 27,5 34 35 37 43 53 64 75 85 95 103 109 119 139 80,4 24
61 80,4 44 47 51 55 72 89 101 113 128 132 136 155 183 80,4 61
24 100,4 14,5 17,5 21 26,5 29,5 34 39 40 42 48 58 75 84 95 102 112 120 130 155 100,4 24
61 100,4 50 52 55 62 78 97 111 125 141 144 152 174 200 100,4 61
24 120,4 16,5 21 26,5 31 34 42 45 50 53 57 74 92 107 122 133 145 158 178 206 120,4 24
61 120,4 62 64 67 76 96 122 141 161 174 176 191 227 262 120,4 61
24 150,4 18,5 24 29,5 34 39 44 54 56 61 66 87 117 135 151 162 173 190 205 242 150,4 24
61 150,4 73 80 88 99 119 142 169 196 227 241 244 288 341 150,4 61
24 200,4 25,5 32 36 42 48 64 80 87 94 102 118 145 176 189 207 222 241 284 341 200,4 24
61 200,4 117 121 129 143 185 227 266 299 328 361 384 431 502 200,4 61
24 250,4 31 39 43 50 68 84 114 130 152 172 194 230 266 284 312 341 356 420 497 250,4 24
61 250,4 158 166 183 215 268 322 374 433 480 527 548 603 752 250,4 61
24 300,4 35 43 50 58 68 100 147 161 172 189 253 305 345 392 427 457 504 625 691 300,4 24
61 300,4 198 211 251 293 363 440 519 594 669 717 761 300,4 61
Hrc VKT 4 5 6 8 10 12 15 20 25 30 40 50 60 70 80 90 100 120 150 VKT Hrc
KALTARBEITSSTAHL DIN 17350 EN-ISO4957
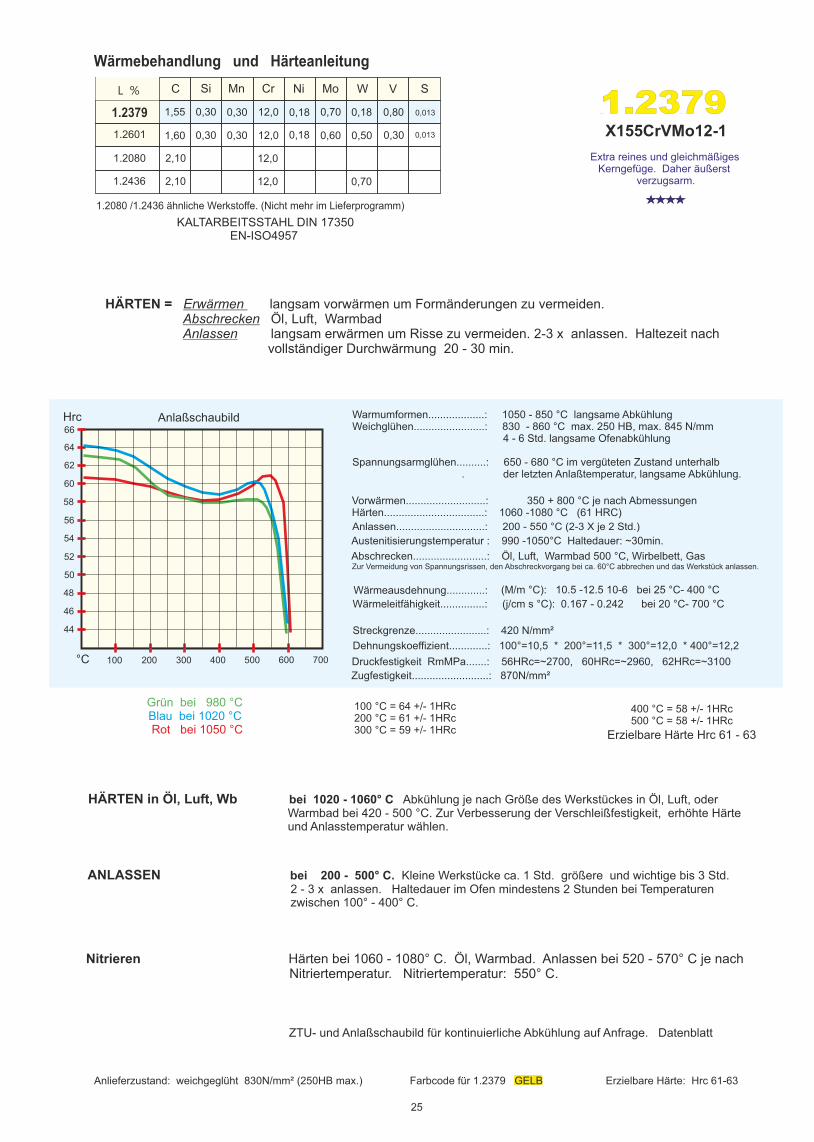
HÄRTEN in Öl, Luft, Wb bei 1020 - 1060° C Abkühlung je nach Größe des Werkstückes in Öl, Luft, oder Warmbad bei 420 - 500 °C. Zur Verbesserung der Verschleißfestigkeit, erhöhte Härte und Anlasstemperatur wählen. ANLASSEN bei 200 - 500° C. Kleine Werkstücke ca. 1 Std. größere und wichtige bis 3 Std. 2 - 3 x anlassen. Haltedauer im Ofen mindestens 2 Stunden bei Temperaturen zwischen 100° - 400° C.
Nitrieren Härten bei 1060 - 1080° C. Öl, Warmbad. Anlassen bei 520 - 570° C je nach Nitriertemperatur. Nitriertemperatur: 550° C.
HÄRTEN = Erwärmen langsam vorwärmen um Formänderungen zu vermeiden. Abschrecken Öl, Luft, Warmbad Anlassen langsam erwärmen um Risse zu vermeiden. 2-3 x anlassen. Haltezeit nach vollständiger Durchwärmung 20 - 30 min.
25
Wärmebehandlung und Härteanleitung
Anlieferzustand: weichgeglüht 830N/mm² (250HB max.) Farbcode für 1.2379 GELB Erzielbare Härte: Hrc 61-63
ZTU- und Anlaßschaubild für kontinuierliche Abkühlung auf Anfrage. Datenblatt
L %
1.2379
1.2080
1.2601
1.2436
C Si Mn Cr Ni Mo W V S
0,30 0,30 0,18 0,013
0,0130,18
0,1812,0 0,70 0,80
1,60
1,55
0,30 0,30 12,0 0,60 0,50 0,30
2,10
2,10
12,0
12,0 0,70
1.2080 /1.2436 ähnliche Werkstoffe. (Nicht mehr im Lieferprogramm)
Warmumformen...................: 1050 - 850 °C langsame AbkühlungWeichglühen........................: 830 - 860 °C max. 250 HB, max. 845 N/mm 4 - 6 Std. langsame Ofenabkühlung
Spannungsarmglühen..........: 650 - 680 °C im vergüteten Zustand unterhalb . der letzten Anlaßtemperatur, langsame Abkühlung.
Vorwärmen...........................: 350 + 800 °C je nach AbmessungenHärten..................................: 1060 -1080 °C (61 HRC)
Anlassen..............................: 200 - 550 °C (2-3 X je 2 Std.)
Abschrecken.........................: Öl, Luft, Warmbad 500 °C, Wirbelbett, Gas
Wärmeausdehnung.............: (M/m °C): 10.5 -12.5 10-6 bei 25 °C- 400 °C
Wärmeleitfähigkeit...............: (j/cm s °C): 0.167 - 0.242 bei 20 °C- 700 °C
Streckgrenze........................: 420 N/mm²
Druckfestigkeit RmMPa.......: 56HRc=~2700, 60HRc=~2960, 62HRc=~3100
Zugfestigkeit..........................: 870N/mm²
Austenitisierungstemperatur : 990 -1050°C Haltedauer: ~30min.
Dehnungskoeffizient.............: 100°=10,5 * 200°=11,5 * 300°=12,0 * 400°=12,2
100 °C = 64 +/- 1HRc200 °C = 61 +/- 1HRc300 °C = 59 +/- 1HRc
400 °C = 58 +/- 1HRc500 °C = 58 +/- 1HRc
Grün bei 980 °CBlau bei 1020 °CRot bei 1050 °C Erzielbare Härte Hrc 61 - 63
AnlaßschaubildHrc
°C
Zur Vermeidung von Spannungsrissen, den Abschreckvorgang bei ca. 60°C abbrechen und das Werkstück anlassen.
100
44
46
48
50
52
54
56
58
60
62
64
66
200 300 400 500 600 700
X155CrVMo12-1
Extra reines und gleichmäßiges Kerngefüge. Daher äußerst
verzugsarm.
1.2379

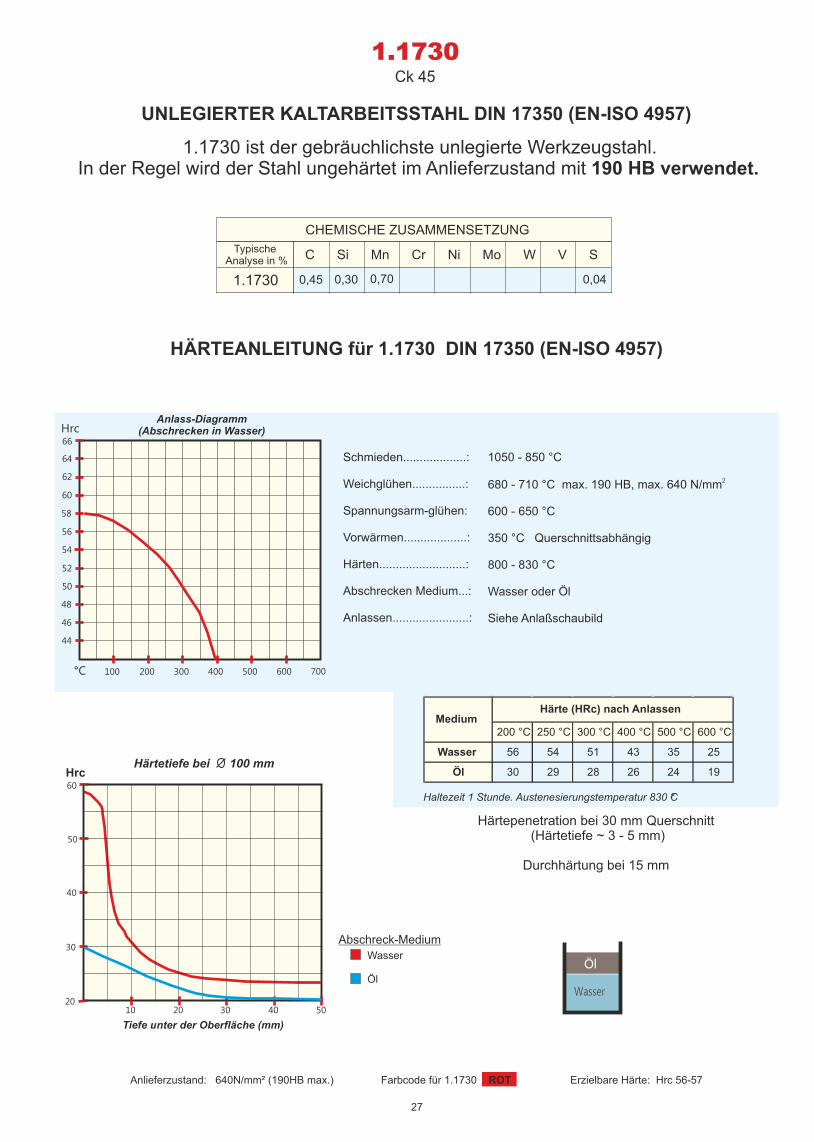
Der Werkstoff 1.1730 (C 45 ) ist der gebräuchlichste, unlegierte Werkzeugstahl. Bei unlegierten Stählen ist der C-Gehalt( 0,45% Kohlenstoff ) entscheidend. Die Arbeitstemperatur liegt bei maximal 200°C. Der Stahl wird auf Grund seines guten Preis - Leistungsverhältnisses für weniger beanspruchte Aufbauteile und Werkzeuge verwendet. Auf Grund des Preisunterschiedes zu legierten Werkzeugstählen, sollte genau geprüft werden, ob für die Applikation ein unlegierter Stahlausreicht oder ob besser ein legierter Stahl verwendet werden sollte. Universell einsetzbarer Vergütungsstahl. WÄRMEBEHANDLUNG: Ab einer bestimmten Härte nimmt die Sprödigkeit ab, sodass der Stahl angelassen werden muß.Die Härtetemperatur sollte bei 750° - 850°C gewählt werden. Danach sollte mit 200° - 350°C angelassen werden.
UNLEGIERTER KALTARBEITSSTAHL DIN 17350 EN-ISO4957
1.1730
26
Ck 45
Werkstoffbeschreibung
Anlieferzustand: 640N/mm² (190HB max.) Farbcode für 1.1730 ROT Erzielbare Härte: Hrc 56-57
Unser Lieferangebot und Preise für Werkstoff 1.1730 ist in 2 Bereiche unterteilt
1. Vorbearbeiteter Flachstahl, Platten, Universalplatten, Universalsägezuschnitte und überdrehte Rundstäbe.
2. Ungebohrte Präzisionsplatten und Einsätze für FORMAUFBAUTEN.
L %
1.1730
1.1183
1.1241
1.1545
C Si Mn Cr Ni Mo W V S
0,300,45 0,70
0,70
0,80
0,36 0,30
0,30
0,20
0,70
0,04
0,50
1,00
VERWENDUNG
Aufbaumaterial für Kunststoff- und Stanznormalien. Grundplatten und Rahmen für den Vorrichtungsbau.Handwerkzeuge aller Art Hämmer, Schraubenschlüs-sel, Meißel, Zangen, landwirtschaftliche Werkzeuge. Spannvorrichtungen, Konstruktionsteile.Schaftmaterial für HSS und Hartmetallwerkzeuge.Aufnahmehülsen, Spannzangen, Spannzapfen.
1.1730 wird meist im Anlieferzustand verwendet.
Um Rissbildung beim Schweißen zu vermeiden,mußdas Werkstück auf 120-320 °C vorgewärmt werden.
EIGENSCHAFTEN
k= rein an P und S.
Naturhart ca. 190 HB ( 640N/mm² )Gute Zähig- und Festigkeit. Gute Schlagzähigkeit bei ausreichender Oberflächenhärte.Ölhärtbarkeit bei dünnen Querschnitten.Vielseitig einsetzbar in allen Metall,- Werkzeug,- Maschinenbereichen.Schalenhärter, harte Oberflächen, zäher Kern.Geeignet für Flamm- und Induktionshärten.
Zerspanbarkeit - 2 - 3 - 4 - 5 - 6Zerspanungsempfehlung: HM Sorte P30/40Schnittgeschwindigkeit: Vc = 140 m/min.
1
P2P3
P3P2
P1
P1
P1
P1
P1
P1
C Si Mn Cr Ni Mo W V S
Anlass-Diagramm (Abschrecken in Wasser)
UNLEGIERTER KALTARBEITSSTAHL DIN 17350 (EN-ISO 4957)
HÄRTEANLEITUNG für 1.1730 DIN 17350 (EN-ISO 4957)
Typische Analyse in %
Schmieden...................:
Weichglühen................: Spannungsarm-glühen:
Vorwärmen...................:
Härten..........................:
Abschrecken Medium...:
Anlassen.......................:
1050 - 850 °C
2680 - 710 °C max. 190 HB, max. 640 N/mm
600 - 650 °C
350 °C Querschnittsabhängig
800 - 830 °C
Wasser oder Öl
Siehe Anlaßschaubild
1.1730Ck 45
0,300,45 0,70 0,041.1730
1.1730 ist der gebräuchlichste unlegierte Werkzeugstahl. In der Regel wird der Stahl ungehärtet im Anlieferzustand mit 190 HB verwendet.
Hrc
°C 100
44
46
48
50
52
54
56
58
60
62
64
66
200 300 400 500 600 700
CHEMISCHE ZUSAMMENSETZUNG
Hrc
1020
30
40
50
60
20 30 40 50
Tiefe unter der Oberfläche (mm)
Tempering temperature °C
27
Härtetiefe bei 100 mm
200 °C 250 °C 300 °C 400 °C 500 °C 600 °C
Wasser 56 54 51 43 35 25
Öl 30 29 28 26 24 19
Härte (HRc) nach AnlassenMedium
Haltezeit 1 Stunde. Austenesierungstemperatur 830 C°
Härtepenetration bei 30 mm Querschnitt (Härtetiefe ~ 3 - 5 mm)
Durchhärtung bei 15 mm
Wasser
Öl
Abschreck-Medium
Öl
Wasser
Anlieferzustand: 640N/mm² (190HB max.) Farbcode für 1.1730 ROT Erzielbare Härte: Hrc 56-57

Lagerlänge: 1005-1030 mm
SOFORT ab LAGER LIEFERBARPREISLISTE EUR/Stk.
B
1005-1030 mm
B
B B
BB
D
D D
DD* Platten: B=505 mm Dicke vorbearbeitet, rundum gesägt
SONDERANFERTIGUNGEN auf ANFRAGE. Siehe S. 51 Rundstahl S. 36
Bestellungen auch unter: www.am-belz.de
VIERKANTSTAHL
€
Tol: +0,4/0 mm
PRÄZISIONSFLACHSTAHL mit
BEARBEITUNGSAUFMASS
1.1730Ck 45
Anlieferzustand: 640N/mm² (190HB max.) Farbcode für 1.1730 ROT Erzielbare Härte: Hrc 56-57
28
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 15
Ra 3,2
Ra 25
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
gesägt
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4
20,4 13 13 14,5 16,5 17,5 23 20,4
25,4 14,5 14,5 15,5 18,5 20 25,5 34 25,4
30,4 16,5 17,5 20 21 25,5 29,5 35 44 30,4
32,4 31 35 41 52 32,4
40,4 17,5 18,5 20 23 26,5 35 39 45 53 56 40,4
50,4 22 23 27,5 31 34 39 43 57 62 63 78 50,4
60,4 28,5 33 35 39 44 50 63 68 69 84 106 60,4
63,4 39 44 46 53 59 70 78 97 63,4
70,4 34 36 39 42 50 56 66 78 96 112 125 70,4
80,4 39 41 50 53 54 62 75 86 107 123 139 164 80,4
90,4 44 54 58 61 68 97 118 135 156 180 197 90,4
100,4 43 46 48 62 63 72 68 77 77 94 94 96 105 109 127 131 142 151 167 185 195 221 243 100,4
110,4 78 84 89 106 117 124 142 110,4
120,4 53 59 69 76 85 91 107 125 147 175 195 227 251 287 120,4
130,4 77 84 101 107 123 141 162 130,4
140,4 70 75 85 91 106 112 130 141 145 172 197 227 262 289 322 140,4
150,4 63 73 78 88 96 107 120 132 147 151 180 210 240 272 307 343 150,4
156,4 101 118 139 151 175 213 268 156,4
160,4 102 112 122 142 163 160,4
180,4 84 87 101 108 119 128 150 176 210 243 278 322 180,4
196,4 113 149 169 185 212 248 326 196,4
200,4 91 99 108 117 122 132 143 171 176 198 237 271 312 359 437 200,4
220,4 134 144 169 189 219 253 220,4
246,4 140 180 204 244 264 318 414 246,4
250,4 121 121 134 143 155 173 201 215 240 289 332 426 539 250,4
296,4 161 212 237 262 309 367 549 296,4
300,4 140 140 153 169 180 206 238 286 338 395 440 502 631 300,4
350,4 226 237 250 276 321 407 350,4
396,4 272 277 314 395 471 627 396,4
*405 *405
*505 156 178 207 218 255 273 297 314 356 370 402 454 503 556 598 642 734 815 1032 *505
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4
10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4 120,4 150,4
14,5 15,5 17,5 23 34 44 52 56 78 106 125 164 197 243 328 517
81

L
B
D
SOFORT ab LAGER LIEFERBAR
B
200,4*300,4*4
00,4*600,4
MINDESTAUFTRAGSWERT
für
und
pro Abmessung.
SONDERANFERTIGUNGEN
SÄGEZUSCHNITTE
Euro 120,--
Selbst RESTABSCHNITTE
sind immer noch an 5 Flächen
WINKELLIG bearbeitet und
können mit einem Minimum
an Aufwand weiter oder
umgearbeitet werden.
B
L D
B LD = +0,2/0mm = +0,4/0mm = +0,4/0mm
10
10
66
Lagerlänge: 200,4 * 300,4 * 400,4 * 600,4 mm
PREISLISTE EUR/Stk.
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 0,40 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 8
Ra 3,2
Ra 3,2
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
UNIVERSALPLATTEN sind rundumgefräst und in der Dicke feinstgefräst oder vorgeschliffen.
29
Bestellungen auch per web-shop:
www.am-belz.de
SONDERANFERTIGUNGEN
auf ANFRAGE.
RUNDSTAHL geschält
1.1730
siehe Seite 55
Länge: mm
B
B
B
B
D
D
D
D
200,4
Länge: mm300,4
Länge: mm400,4
Länge: mm600,4
UNIVERSALPLATTEN mit
BEARBEITUNGSAUFMASS
1.1730Ck 45
Anlieferzustand: 640N/mm² (190HB max.) Farbcode für 1.1730 ROT Erzielbare Härte: Hrc 56-57
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 19 21 26,5 28,5 35 44 48 64 73
150,4 27,5 29,5 32 36 44 61 66 84 98
200,4 35 37 40 46 57 73 81 101 121
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 26,5 29,5 32 35 44 55 61 80 98
150,4 34 35 40 47 58 79 86 106 128
200,4 47 51 58 62 75 92 106 135 163
250,4 55 58 65 72 90 112 128 164 198
300,4 62 65 72 80 103 129 143 188 228
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 47 55 59 65 77 87 101 133 164
150,4 59 74 86 96 113 129 140 180 227
200,4 77 95 110 123 146 165 179 229 285
250,4 92 113 132 147 176 198 227 283 354
300,4 101 124 145 162 189 220 262 329 411
400,4 119 136 173 179 237 283 328 424 538
500,4 153 178 206 219 279 347 403 508 648
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 35 40 42 46 57 61 74 99 121
150,4 50 57 59 62 73 95 103 132 161
200,4 64 75 77 85 88 114 131 163 205
250,4 72 77 81 90 112 139 155 200 250
300,4 78 81 85 97 130 158 188 234 292
400,4 90 102 116 132 166 202 231 298 375
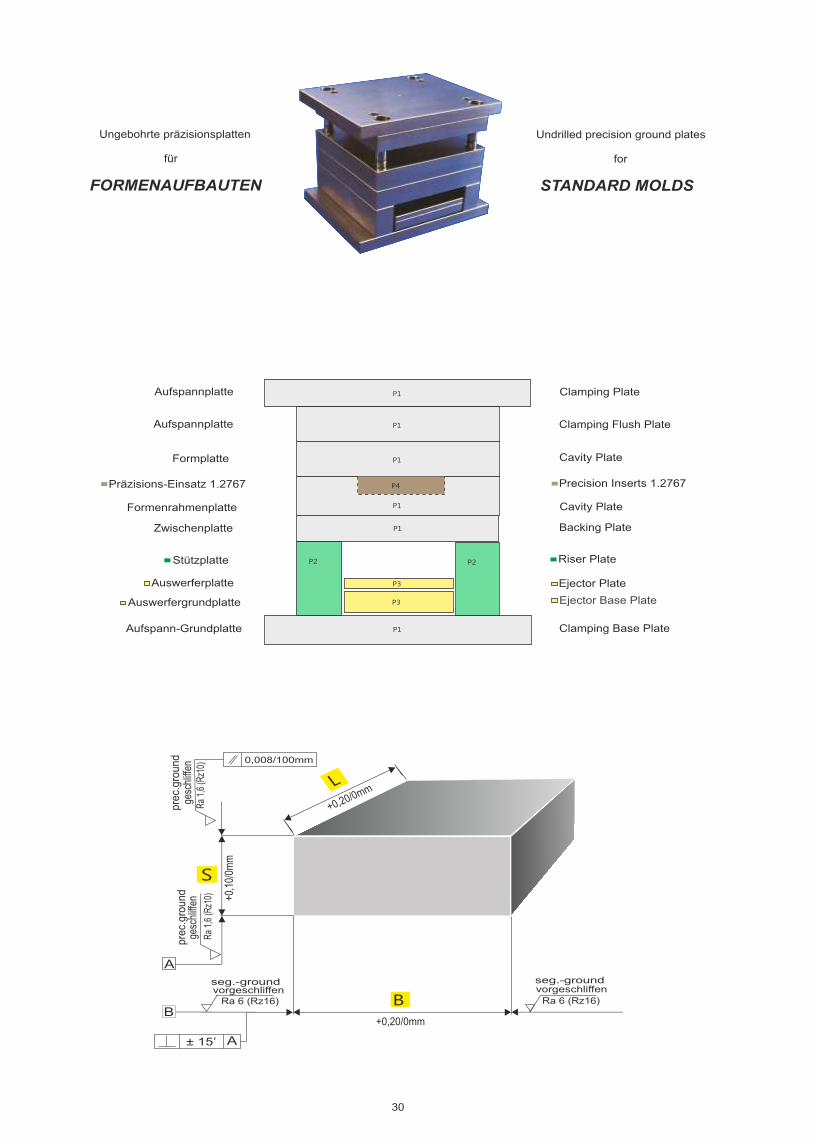
Undrilled precision ground plates
for
STANDARD MOLDS
Ungebohrte präzisionsplatten
für
FORMENAUFBAUTEN
P1
P1
P1
P1
P1
P1
P2 P2
P3
P3
Clamping Plate
Clamping Flush Plate
Cavity Plate
Cavity Plate
Backing Plate
Riser Plate
Ejector Base Plate
Ejector Plate
Clamping Base Plate
Aufspannplatte
Aufspannplatte
Formplatte
Präzisions-Einsatz 1.2767 Precision Inserts 1.2767
Formenrahmenplatte
Zwischenplatte
Stützplatte
Auswerfergrundplatte
Auswerferplatte
Aufspann-Grundplatte
P4
30
B
S
L
gesc
hliff
enge
schl
iffen
Ra
1,6
(Rz1
0)R
a 1,
6 (R
z10)
0,008/100mm
± 15’
A
B
A
vorgeschliffen
pre
c.gro
und
pre
c.gro
und
vorgeschliffenseg.-groundseg.-ground
Ra 6 (Rz16) Ra 6 (Rz16)
+0,1
0/0m
m
+0,20/0mm
+0,20/0mm

SONDERANFERTIGUNGEN auf ANFRAGE P-PLATTEN aus anderen Werkstoffen 1.2312 AUF ANFRAGE
EUR/Stk. EUR/pc.Dicke>>>>
P2P3
P3P2
A
A
A
P1
P1
P1
P1
P1
P1
P1
1.1730 CK 45P1 P-Platten Press Plates
Anlieferzustand: 640N/mm² (190HB max.)
Delivery condition: 640N/mm² (190HB max.)
S: Ra 1,6 +0,2 / 0 mm
B: Ra 3,2 +0,4 / 0 mm
L: Ra 3,2 +0,4 / 0 mm
31
B X L 10 12 17 20 22 25 27 32 36 40 46 50 56 76 96 116 136
100 X 100 15,50 21,50 25 25 27
X 126 18,50 20,50 20 25,50 27,50
X 156 20 21,50 28,50
150 X 150 20,50 23,50 25,50 29 34
X 156 21,50 22,50 26 36 39 43 61
X 196 26 27,50 32 36 45 54 72
X 246 28,50 35 40 48 54 65 87
X 296 48 53 62 76 99
196 X 196 30 35 40 47 54 65 86 109
X 246 36 39 46 52 68 78 103 131
X 296 43 47 54 62 77 91 121 154
X 346 45 50 60 70 88 105 141 176
X 396 64 78 99 118 156 198
200 X 200 30 37 40 53 57 60
X 246 43 51 57 64 80 94 125 158
X 296 52 63 74 94 110 145 186
X 346 70 87 107 127 167 215 286
X 396 76 96 120 142 189 235 319
X 446 86 108 134 158 210 270 352
X 496 100 120 147 175 232 297
250 X 250 43 51 56 63 74 83
X 296 58 72 89 108 129 172 219
X 346 70 80 103 125 147 197 252 298
X 396 78 86 114 141 166 222 285
X 446 101 127 156 186 248 318 383
X 496 116 140 173 205 273 351 414
X 546 127 150 189 224 299 355 450
X 596 136 163 206 243 325 383 526
X 696 187 238 282 375 437
300 X 300 54 65 72 89 100 122
300 X 400 68 84 90 107 133 156
X 346 79 91 114 143 169 227 290 385
X 396 85 111 129 162 191 256 329 398
X 446 114 145 180 213 285
X 496 134 156 199 237 316 373 546
X 596 187 237 281 374 439 596 673
X 696 216 274 325 430 546
X 396 117 145 184 218 290 350 453
X 446 129 163 206 243 325 376 498
X 496 141 180 228 270 359 438 636
X 546 167 197 249 295 393 495
X 596 177 213 271 320 427 491
X 696 314 371 494 592
400 X 400 97 102 116 140 172 206
400 X 600 117 142 173 193 248 301
X 446 149 191 230 272 363 438 546
X 496 165 200 254 300 400 476
X 546 219 278 329 439 530
X 596 238 300 358 477
X 696 350 415 549 658
X 496 281 332 442 561
X 546 307 364 485
X 596 334 396 526 476
X 696 387 459 612 769
500 X 500 117 144 182 200 256 311
X 546 337 398 528
X 596 367 435 572 726 695
X 696 424 505 601 827 755
D>> 10 12 17 20 22 25 27 32 36 40 46 50 56 76 96 116 136
126
496
546
156
246
296
346
396
446
23
24 25,80
25
30
37
38
42
52
55
64
71
64
75
84
91
85
94
104
113
129
141
105
117
56
57
586
974
915

Lagerlänge: 1005-1030 mm
SOFORT ab LAGER LIEFERBAR
PREISLISTE EUR/Stk.
B
1005-1030 mm
B
D
SONDERANFERTIGUNGEN auf ANFRAGE. Siehe S.51 Rundstahl S. 36
Bestellungen auch unter: www.am-belz.de
VIERKANTSTAHL
€Tol: +0,4/0 mm
mit BearbeitungsaufmaßVORBEARBEITET
ST 52-3S355 J2G3 C
Anlieferzustand: 520N/mm Farbcode für ST 52 -3 WEIß Einsatzhärtbar
32
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 15
Ra 3,2
Ra 25
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
gesägt
BB
BB
DD
DD
* Platten: B=505 mm Dicke vorbearbeitet, rundum gesägt
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4
20,4 13 13 14,50 16,50 17,50 23 20,4
25,4 14,50 14,50 15,50 18,50 20 25,50 34 25,4
30,4 16,50 17,50 20 21 25,50 29,50 35 44 30,4
32,4 31 35 41 52 32,4
40,4 17,50 18,50 20 23 26,50 35 39 45 53 56 40,4
50,4 22 23 27,50 31 34 39 43 57 62 63 78 50,4
60,4 28,50 33 35 39 44 50 63 68 69 84 106 60,4
63,4 39 44 46 53 59 70 78 97 63,4
70,4 34 36 39 42 50 56 66 78 96 112 125 70,4
80,4 39 41 50 53 54 62 75 86 107 123 139 164 80,4
90,4 44 54 58 61 68 81 97 118 135 156 180 197 90,4
100,4 43 46 48 62 63 72 75 77 77 94 94 96 105 109 127 131 142 151 167 185 195 221 243 100,4
110,4 78 84 89 106 117 124 142 110,4
120,4 53 59 69 76 85 91 107 125 147 175 195 227 251 287 120,4
130,4 77 84 101 107 123 141 162 130,4
140,4 70 75 85 91 106 112 130 141 145 172 197 227 262 289 322 140,4
150,4 63 73 78 88 96 107 120 132 147 151 180 210 240 272 307 343 150,4
156,4 101 118 139 151 175 213 268 156,4
160,4 102 112 122 142 163 160,4
180,4 84 87 101 108 119 128 150 176 210 243 278 322 180,4
196,4 113 149 169 185 212 248 326 196,4
200,4 91 99 108 117 122 132 143 171 176 198 237 271 312 359 437 200,4
220,4 134 144 169 189 219 253 220,4
246,4 140 180 204 244 264 318 414 246,4
250,4 121 121 134 143 155 173 201 215 240 289 332 426 539 250,4
296,4 161 212 237 262 309 367 483 296,4
300,4 140 140 153 169 180 206 238 286 338 395 440 502 631 300,4
350,4 226 237 250 276 321 407 350,4
396,4 272 277 314 395 471 627 396,4
*405 *405
*505 156 178 207 218 255 273 297 314 356 370 402 454 503 556 598 642 734 815 1032 *505
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4
10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4 120,4 150,4
14,50 15,50 17,50 23 34 40 47 56 78 71 106 125 164 197 243 328 51744 52
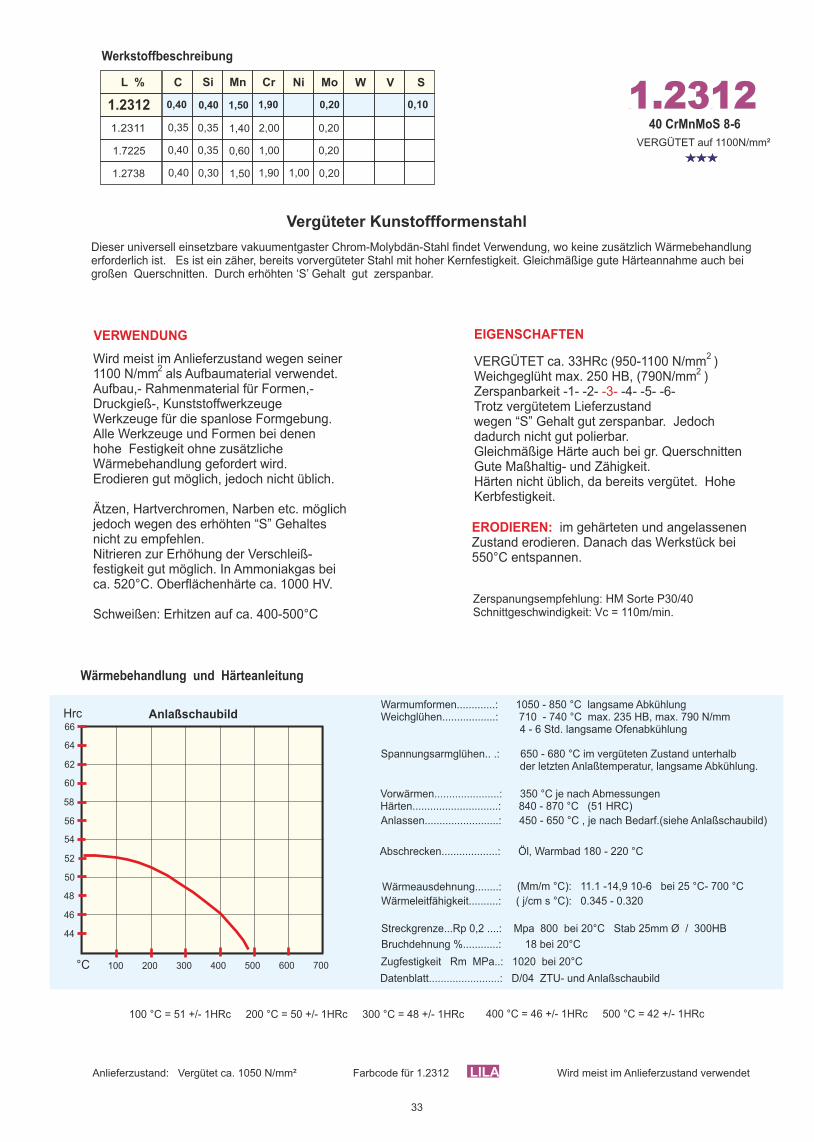
Vergüteter Kunstoffformenstahl
1.2312
33
40 CrMnMoS 8-6
Werkstoffbeschreibung
Wärmebehandlung und Härteanleitung
Anlieferzustand: Vergütet ca. 1050 N/mm² Farbcode für 1.2312 Wird meist im Anlieferzustand verwendetLILA
L %
1.2312
1.2311
1.7225
1.2738
C Si Mn Cr Ni Mo W V S
0,400,40 1,50 1,90
0,35
0,40
0,40
0,35
0,35
0,30
0,20
0,20
0,20
0,201,00
1,40
0,60
1,50
2,00
1,00
1,90
0,10
VERGÜTET auf 1100N/mm²
VERWENDUNG EIGENSCHAFTEN
ERODIEREN: im gehärteten und angelassenenZustand erodieren. Danach das Werkstück bei 550°C entspannen.
VERGÜTET ca. 33HRc (950-1100 N/mm ) Weichgeglüht max. 250 HB, (790N/mm )Zerspanbarkeit -1- -2- -4- -5- -6- Trotz vergütetem Lieferzustandwegen “S” Gehalt gut zerspanbar. Jedoch dadurch nicht gut polierbar. Gleichmäßige Härte auch bei gr. QuerschnittenGute Maßhaltig- und Zähigkeit. Härten nicht üblich, da bereits vergütet. HoheKerbfestigkeit.
-3-
Zerspanungsempfehlung: HM Sorte P30/40 Schnittgeschwindigkeit: Vc = 110m/min.
2
22
Warmumformen.............: 1050 - 850 °C langsame AbkühlungWeichglühen..................: 710 - 740 °C max. 235 HB, max. 790 N/mm 4 - 6 Std. langsame Ofenabkühlung
Spannungsarmglühen.. .: 650 - 680 °C im vergüteten Zustand unterhalb der letzten Anlaßtemperatur, langsame Abkühlung.
Vorwärmen......................: 350 °C je nach AbmessungenHärten.............................: 840 - 870 °C (51 HRC)
Anlassen.........................: 450 - 650 °C , je nach Bedarf.(siehe Anlaßschaubild)
Abschrecken...................: Öl, Warmbad 180 - 220 °C
Wärmeausdehnung........: (Mm/m °C): 11.1 -14,9 10-6 bei 25 °C- 700 °C
Wärmeleitfähigkeit..........: ( j/cm s °C): 0.345 - 0.320
Streckgrenze...Rp 0,2 ....: Mpa 800 bei 20°C Stab 25mm Ø / 300HB
Zugfestigkeit Rm MPa..: 1020 bei 20°C
Datenblatt........................: D/04 ZTU- und Anlaßschaubild
Bruchdehnung %............: 18 bei 20°C
100 °C = 51 +/- 1HRc 200 °C = 50 +/- 1HRc 300 °C = 48 +/- 1HRc 400 °C = 46 +/- 1HRc 500 °C = 42 +/- 1HRc
AnlaßschaubildHrc
°C 100
44
46
48
50
52
54
56
58
60
62
64
66
200 300 400 500 600 700
Dieser universell einsetzbare vakuumentgaster Chrom-Molybdän-Stahl findet Verwendung, wo keine zusätzlich Wärmebehandlung erforderlich ist. Es ist ein zäher, bereits vorvergüteter Stahl mit hoher Kernfestigkeit. Gleichmäßige gute Härteannahme auch beigroßen Querschnitten. Durch erhöhten ‘S’ Gehalt gut zerspanbar.
Wird meist im Anlieferzustand wegen seiner1100 N/mm als Aufbaumaterial verwendet.Aufbau,- Rahmenmaterial für Formen,-Druckgieß-, Kunststoffwerkzeuge Werkzeuge für die spanlose Formgebung.Alle Werkzeuge und Formen bei denen hohe Festigkeit ohne zusätzlicheWärmebehandlung gefordert wird.Erodieren gut möglich, jedoch nicht üblich.
Ätzen, Hartverchromen, Narben etc. möglichjedoch wegen des erhöhten “S” Gehaltesnicht zu empfehlen.Nitrieren zur Erhöhung der Verschleiß-festigkeit gut möglich. In Ammoniakgas beica. 520°C. Oberflächenhärte ca. 1000 HV.
Schweißen: Erhitzen auf ca. 400-500°C
Lagerlänge: 1005-1030 mm
SOFORT ab LAGER LIEFERBAR
PREISLISTE EUR/Stk.
B
1005-1030 mm
B
B
B
B
B
D
D
D
D
D* Platten: B=505 mm Dicke vorbearbeitet, rundum gesägt
SONDERANFERTIGUNGEN auf ANFRAGE. Siehe S. 51 RUNDSTAHL siehe Seite 36
Bestellungen auch unter: www.am-belz.de
VIERKANTSTAHL
€
Tol: +0,4/0 mm
PRÄZISIONSFLACHSTAHL mit
BEARBEITUNGSAUFMASS
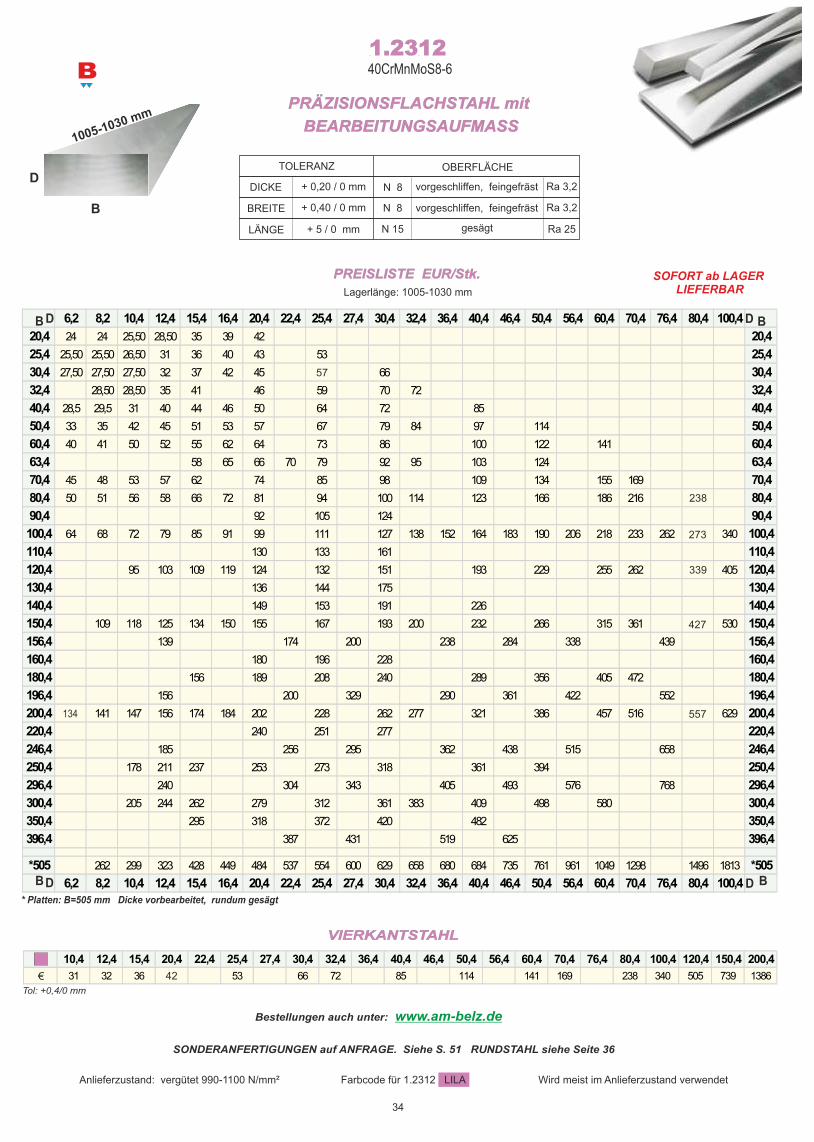
1.231240CrMnMoS8-6
Anlieferzustand: vergütet 990-1100 N/mm² Farbcode für 1.2312 LILA Wird meist im Anlieferzustand verwendet
34
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 15
Ra 3,2
Ra 25
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
gesägt
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 100,4
20,4 24 24 25,50 28,50 35 39 42 20,4
25,4 25,50 25,50 26,50 31 36 40 43 53 25,4
30,4 27,50 27,50 27,50 32 37 42 45 53 66 30,4
32,4 28,50 28,50 35 41 46 59 70 72 32,4
40,4 28,5 29,5 31 40 44 46 50 64 72 85 40,4
50,4 33 35 42 45 51 53 57 67 79 84 97 114 50,4
60,4 40 41 50 52 55 62 64 73 86 100 122 141 60,4
63,4 58 65 66 70 79 92 95 103 124 63,4
70,4 45 48 53 57 62 74 85 98 109 134 155 169 70,4
80,4 50 51 56 58 66 72 81 94 100 114 123 166 186 216 210 80,4
90,4 92 105 124 90,4
100,4 64 68 72 79 85 91 99 111 127 138 152 164 183 190 206 218 233 262 219 340 100,4
110,4 130 133 161 110,4
120,4 134 95 103 109 119 124 132 151 193 229 255 262 289 405 120,4
130,4 136 144 175 130,4
140,4 149 153 191 226 140,4
150,4 109 118 125 134 150 155 167 193 200 232 266 315 361 311 530 150,4
156,4 139 174 200 238 284 338 439 156,4
160,4 180 196 228 160,4
180,4 156 189 208 240 289 356 405 472 180,4
196,4 156 200 329 290 361 422 552 196,4
200,4 141 147 156 174 184 202 228 262 277 321 386 457 516 377 629 200,4
220,4 240 251 277 220,4
246,4 185 256 295 362 438 515 658 246,4
250,4 178 211 237 253 273 318 361 394 250,4
296,4 240 304 343 405 493 576 768 296,4
300,4 205 244 262 279 312 361 383 409 498 580 300,4
350,4 295 318 372 420 482 350,4
396,4 387 431 519 625 396,4
*505 262 299 323 428 449 484 537 554 600 629 658 680 684 735 761 961 1049 1298 1496 1813 *505
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 100,4
10,4 12,4 15,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 100,4 120,4 150,4 200,4
31 32 36 38 53 66 72 85 114 141 169 238 340 505 739 1386
134
57
238
273
339
427
557
42
L
B
D
SOFORT ab LAGER LIEFERBAR
B
200,4*300,4*4
00,4*600,4
MINDESTAUFTRAGSWERT
für
und
pro Abmessung.
SONDERANFERTIGUNGEN
SÄGEZUSCHNITTE
Euro 120,--
Selbst RESTABSCHNITTE
sind immer noch an 5 Flächen
WINKELIG bearbeitet und
können mit einem Minimum
an Aufwand weiter oder
umgearbeitet werden.
B
L D
B LD = +0,2/0mm = +0,4/0mm = +0,4/0mm
10
10
66
Lagerlänge: 200,4 * 300,4 * 400,4 * 600,4 mm
PREISLISTE EUR/Stk.
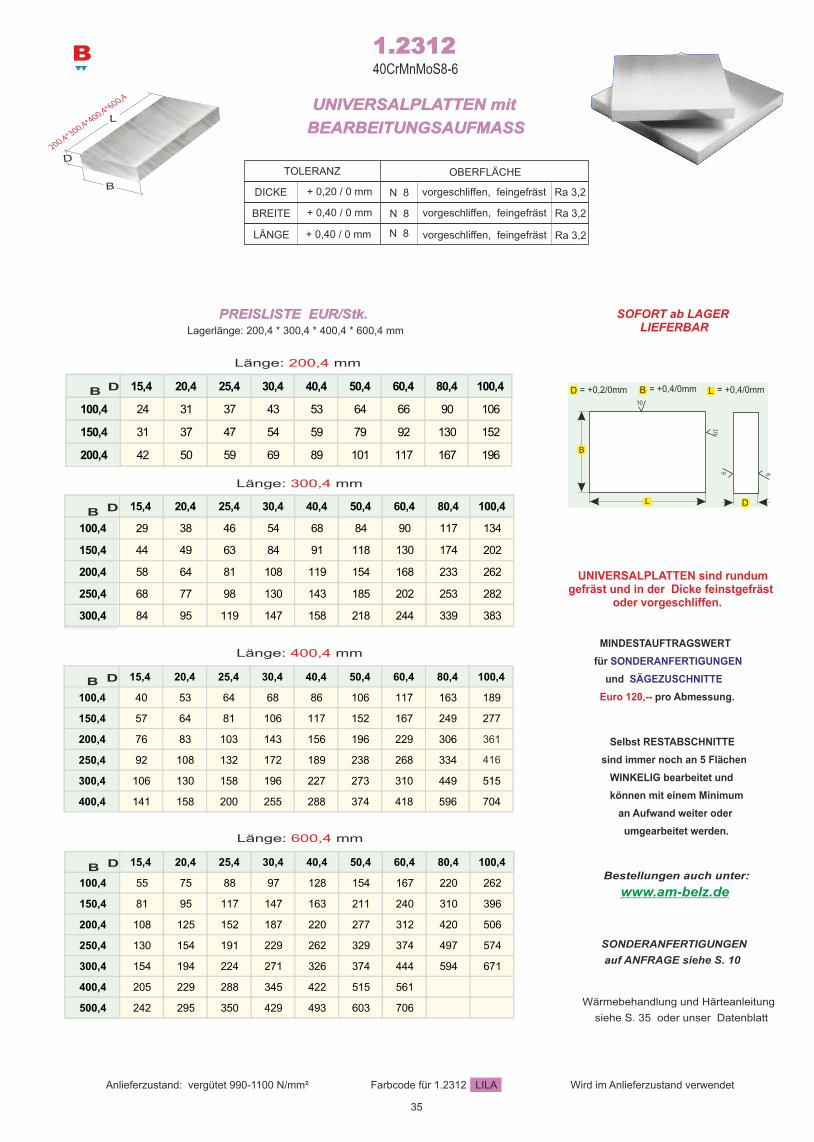
UNIVERSALPLATTEN mit
BEARBEITUNGSAUFMASS
1.231240CrMnMoS8-6
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 0,40 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 8
Ra 3,2
Ra 3,2
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
UNIVERSALPLATTEN sind rundumgefräst und in der Dicke feinstgefräst oder vorgeschliffen.
35
Bestellungen auch unter:
www.am-belz.de
SONDERANFERTIGUNGEN
auf ANFRAGE siehe S. 10
Länge:
B
B
B
B
D
D
D
D
mm200,4
Länge: mm300,4
Länge: mm400,4
Länge: mm600,4
Wärmebehandlung und Härteanleitung
siehe S. 35 oder unser Datenblatt
Anlieferzustand: vergütet 990-1100 N/mm² Farbcode für 1.2312 LILA Wird im Anlieferzustand verwendet
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 24 31 37 43 53 64 66 90 106
150,4 31 37 47 54 59 79 92 130 152
200,4 42 50 59 69 89 101 117 167 196
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 29 38 46 54 68 84 90 117 134
150,4 44 49 63 84 91 118 130 174 202
200,4 58 64 81 108 119 154 168 233 262
250,4 68 77 98 130 143 185 202 253 282
300,4 84 95 119 147 158 218 244 339 383
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 40 53 64 68 86 106 117 163 189
150,4 57 64 81 106 117 152 167 249 277
200,4 76 83 103 143 156 196 229 306 383
250,4 92 108 132 172 189 238 268 334 383
300,4 106 130 158 196 227 273 310 449 515
400,4 141 158 200 255 288 374 418 596 704
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 55 75 88 97 128 154 167 220 262
150,4 81 95 117 147 163 211 240 310 396
200,4 108 125 152 187 220 277 312 420 506
250,4 130 154 191 229 262 329 374 497 574
300,4 154 194 224 271 326 374 444 594 671
400,4 205 229 288 345 422 515 561
500,4 242 295 350 429 493 603 706
361
416
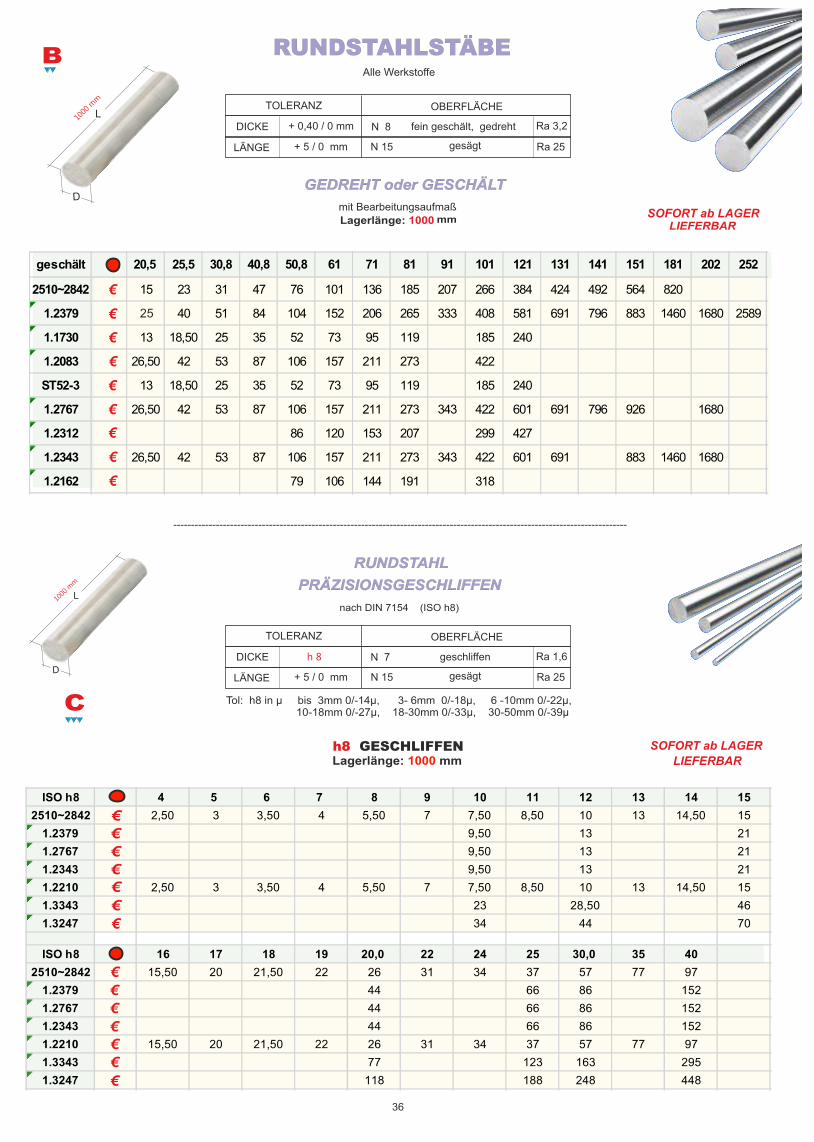
mit Bearbeitungsaufmaß
Alle Werkstoffe
SOFORT ab LAGER LIEFERBAR
SOFORT ab LAGER
LIEFERBARh8 GESCHLIFFEN
36
GEDREHT oder GESCHÄLT
RUNDSTAHL
PRÄZISIONSGESCHLIFFEN
RUNDSTAHLSTÄBEB
C
€
nach DIN 7154 (ISO h8)
Lagerlänge: mm1000
Lagerlänge: mm1000
--------------------------------------------------------------------------------------------------------------------------------
L
D
1000
mm
L
D
Tol: h8 in µ bis 3mm 0/-14µ, 3- 6mm 0/-18µ, 6 -10mm 0/-22µ, 10-18mm 0/-27µ, 18-30mm 0/-33µ, 30-50mm 0/-39µ
1000
mm
DICKE
DICKE
LÄNGE
LÄNGE
+ 0,40 / 0 mm
h 8
+ 5 / 0 mm
+ 5 / 0 mm
TOLERANZ
TOLERANZ
OBERFLÄCHE
OBERFLÄCHE
N 8
N 7
N 15
N 15
Ra 25
Ra 25
Ra 3,2
Ra 1,6
fein geschält, gedreht
geschliffen
gesägt
gesägt
€
€
€
€
€
€
€
€
€
€
€
€
€
€
€
€
€
€
€
€
€
€
geschält 20,5 25,5 30,8 40,8 50,8 61 71 81 91 101 121 131 141 151 181 202 252
2510~2842 15 23 31 47 76 101 136 185 207 266 384 424 492 564 820
1.2379 25,00 40 51 84 104 152 206 265 333 408 581 691 796 883 1460 1680 2589
1.1730 13 18,50 25 35 52 73 95 119 185 240
1.2083 26,50 42 53 87 106 157 211 273 343 422
ST52-3 13 18,50 25 35 52 73 95 119 185 240
1.2767 26,50 42 53 87 106 157 211 273 343 422 601 691 796 926 1680
1.2312 86 120 153 207 299 427
1.2343 26,50 42 53 87 106 157 211 273 343 422 601 691 883 1460 1680
1.2162 79 106 144 191 318
ISO h8 4 5 6 7 8 9 10 11 12 13 14 15
2510~2842 2,50 3 3,50 4 5,50 7 7,50 8,50 10 13 14,50 15
1.2379 9,50 13 21
1.2767 9,50 13 21
1.2343 9,50 13 21
1.2210 2,50 3 3,50 4 5,50 7 7,50 8,50 10 13 14,50 15
1.3343 23 28,50 46
1.3247 34 44 70
ISO h8 16 17 18 19 20,0 22 24 25 30,0 35 40
2510~2842 15,50 20 21,50 22 26 31 34 37 57 77 97
1.2379 44 66 86 152
1.2767 44 66 86 152
1.2343 44 66 86 152
1.2210 15,50 20 21,50 22 26 31 34 37 57 77 97
1.3343 77 123 163 295
1.3247 118 188 248 448
25

KALTARBEITSSTAHL DIN 17350 EN-ISO4957
Weichgeglüht ca. 260 HB (870N/mm² ) Zerspanbarkeit -1- -2- -4- -5- -6- Hohe Druck- und Biegefestigkeit Äußerst verschleißfest und verzugsarm Gute Durchhärtung auch bei großen QUERSCHNITTEN Höchste Zähigkeit. Maßbeständiger Öl-Lufthärter. Vielseitig einsetzbarer KUNSTSTOFFFORMEN WERKZEUGSTAHL
-3-
Warmumformen....................: 1050 - 850 °C langsame AbkühlungWeichglühen.........................: 620 - 660 °C max. 250 HB, max. 800 N/mm² Sehr langsame Ofenabkühlung, anschl. Luft
Spannungsarmglühen...........: 650 - 680 °C im vergüteten Zustand unterhalb der letzten Anlaßtemperatur, langsame Abkühlung.
Vorwärmen...........................: 600 °C je nach AbmessungenHärten...................................: 840 -870 °C nach dem Abschrecken 56 HRC
Anlassen...............................: 200 - 260 °C (2-3 X je 2 Std.) Je nach Härtewunsch.
Abschrecken.........................: Öl, Luft, Warmbad 180-220 °C,
Wärmeausdehnungskoeffiz .: (10 /K) 20-100°C 20-200°C 20-600°C 11,7 12,5 13,7
Wärmeleitfähigkeit bei 20°C..: 30 W/mK
Austenitisierungstemperatur : 830 -1860°C
100 °C = 56 +/- 1HRc, 200 °C = 54 +/- 1HRc, 300 °C = 50 +/- 1HRc,400 °C = 46 +/- 1HRc, 500 °C = 42 +/- 1HRc
Datenblatt: ZTU und Anlaßschaubild
AnlaßschaubildHrc
°C 100
44
40
46
42
48
50
52
54
56
58
60
62
200 300 400 500 600 700
Kunststoffformen, Formplatten, Formeneinsätze für Spritzwerkzeuge “HOCHGLANZPOLIERBAR” Präge-, Umform-, Biegewerkzeuge für besonders hohe Druck- und Biegefestigkeit. Kaltscherenmesser. Für große Werkzeuge. Erodieren ist sehr gut möglich. Sehr gut geeignet zum Narben und Ätzen Nitrieren: nicht üblich (Temperatur beachten) Werkzeuge für schwere Kaltverformung Werkzeuge welche höchste Zähigkeit benötigen Einbauzustand: gehärtet und angelassen.
Der Werkstoff 1.2767 ist wegen seiner Homogenität, seinem hohen “Ni” Gehalt und seiner
Hochglanzpolierbarkeit ein universell verwendeter Luft,- Ölhärter von hoher Zähigkeit.
Aus diesem Werkstoff lassen sich besonders gut PRÄZISIONSEINSÄTZE fertigen.
Umformwerkzeuge weisen wegen der guten Zähigkeit lange Standzeiten auf.
VERWENDUNG EIGENSCHAFTEN
SCHLEIFEN: Nur gut abgezogene, weiche Schleifscheibe verwenden. Mittlere U/min und ausreichend Kühlmittel verwenden.
37
ERODIEREN: Im gehärteten und angelassenen Zustand, nochmals unter der letzten Anlasstemperatur entspannen.SCHWEISSEN: Möglichst wegen Rissbildung vermeiden. Im weichgeglühten Zustand schweißen. Danach spannungsarm glühen.
HARTVERCHROMEN: Nach dem Hartverchromen das Werkstück 4 Stunden bei ~ 180°C anlassen.
L %
1.2767 X45NiCrMo4
Werkstoffbeschreibung und Härteanleitung
1.2764
1.2718
1.2721
C Si Mn Cr Ni Mo W V
0,25
0,25
0,30
0,30
0,40
0,30
0,50
0,50
4,00
4,00
3,00
3,10
1,40
1,30
1,00
1,00
0,30
0,20
0,30
0,20
0,45
0,22
0,55
0,52
Extra reines und gleichmäßiges Kerngefüge. Daher äußerstverzugsarm.
1.2764, 1.2718, 1.2721 sind ähnliche Werkstoffe. (Nicht im Lieferprogramm)
Anlieferzustand: weichgeglüht 830N/mm² (250HB max.) Farbcode für 1.2767 Erzielbare Härte: Hrc 54 - 58 BRAUN
Lieferangebot und Preise für 1.2767
Vorbearbeitet 1030mm Länge, Universalplatten L= 200,4 * 300,4 * 400,4 * 600,4 mm RUNDSTÄHLE S. 36
1.2767
-6
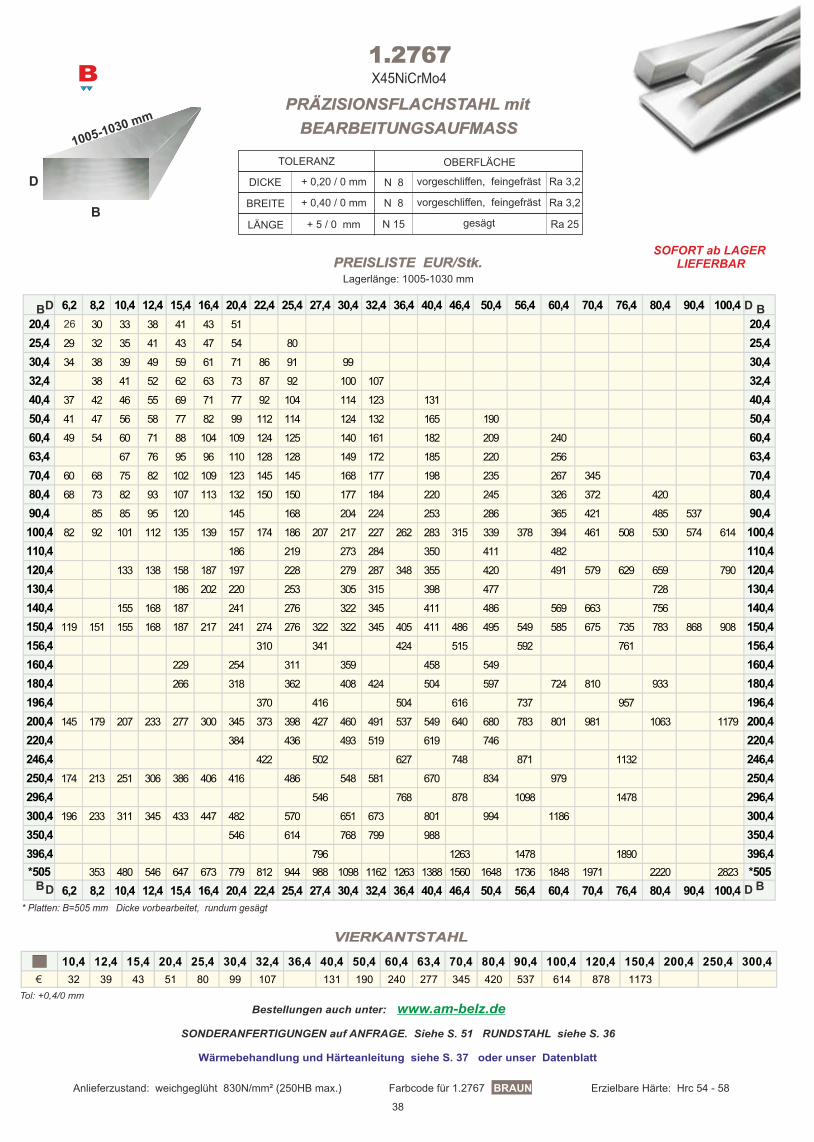
Lagerlänge: 1005-1030 mm
SOFORT ab LAGER LIEFERBARPREISLISTE EUR/Stk.
B
1005-1030 mm
B
B
B B
B
D
D
D D
D
* Platten: B=505 mm Dicke vorbearbeitet, rundum gesägt
SONDERANFERTIGUNGEN auf ANFRAGE. Siehe S. 51 RUNDSTAHL siehe S. 36
Bestellungen auch unter: www.am-belz.de
VIERKANTSTAHL
€
Tol: +0,4/0 mm
PRÄZISIONSFLACHSTAHL mit
BEARBEITUNGSAUFMASS
1.2767X45NiCrMo4
Wärmebehandlung und Härteanleitung siehe S. 37 oder unser Datenblatt
Anlieferzustand: weichgeglüht 830N/mm² (250HB max.) Farbcode für 1.2767 Erzielbare Härte: Hrc 54 - 58BRAUN
38
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 15
Ra 3,2
Ra 25
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
gesägt
10,4 12,4 15,4 20,4 25,4 30,4 32,4 36,4 40,4 50,4 60,4 63,4 70,4 80,4 90,4 100,4 120,4 150,4 200,4 250,4 300,4
32 39 43 51 80 99 107 131 190 240 277 345 420 537 614 878 1173
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4
20,4 26,50 30 33 38 41 43 51 20,4
25,4 29 32 35 41 43 47 54 80 25,4
30,4 34 38 39 49 59 61 71 86 91 99 30,4
32,4 38 41 52 62 63 73 87 92 100 107 32,4
40,4 37 42 46 55 69 71 77 92 104 114 123 131 40,4
50,4 41 47 56 58 77 82 99 112 114 124 132 165 190 50,4
60,4 49 54 60 71 88 104 109 124 125 140 161 182 209 240 60,4
63,4 67 76 95 96 110 128 128 149 172 185 220 256 63,4
70,4 60 68 75 82 102 109 123 145 145 168 177 198 235 267 345 70,4
80,4 68 73 82 93 107 113 132 150 150 177 184 220 245 326 372 420 80,4
90,4 85 85 95 120 145 168 204 224 253 286 365 421 485 537 90,4
100,4 82 92 101 112 135 139 157 174 186 207 217 227 262 283 315 339 378 394 461 508 530 574 614 100,4
110,4 186 219 273 284 350 411 482 110,4
120,4 133 138 158 187 197 228 279 287 348 355 420 491 579 629 659 790 120,4
130,4 186 202 220 253 305 315 398 477 728 130,4
140,4 155 168 187 241 276 322 345 411 486 569 663 756 140,4
150,4 119 151 155 168 187 217 241 274 276 322 322 345 405 411 486 495 549 585 675 735 783 868 908 150,4
156,4 310 341 424 515 592 761 156,4
160,4 229 254 311 359 458 549 160,4
180,4 266 318 362 408 424 504 597 724 810 933 180,4
196,4 370 416 504 616 737 957 196,4
200,4 145 179 207 233 277 300 345 373 398 427 460 491 537 549 640 680 783 801 981 1063 1179 200,4
220,4 384 436 493 519 619 746 220,4
246,4 422 502 627 748 871 1132 246,4
250,4 174 213 251 306 386 406 416 486 548 581 670 834 979 250,4
296,4 546 768 878 1098 1478 296,4
300,4 196 233 311 345 433 447 482 570 651 673 801 994 1186 300,4
350,4 546 614 768 799 988 350,4
396,4 796 1263 1478 1890 396,4
*505 353 480 546 647 673 779 812 944 988 1098 1162 1263 1388 1560 1648 1736 1848 1971 2220 2823 *505
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4
26

L
B
D
SOFORT ab LAGER LIEFERBAR
B
200,4*300,4*4
00,4*600,4
MINDESTAUFTRAGSWERT
für
und
pro Abmessung.
SONDERANFERTIGUNGEN
SÄGEZUSCHNITTE
Euro 120,--
Selbst RESTABSCHNITTE
sind immer noch an 5 Flächen
WINKELIG bearbeitet und
können mit einem Minimum
an Aufwand weiter oder
umgearbeitet werden.
B
L D
B LD = +0,2/0mm = +0,4/0mm = +0,4/0mm
10
10
66
UNVIVERSALPLATTEN mit
BEARBEITUNGSAUFMASS
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 0,40 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 8
Ra 3,2
Ra 3,2
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
UNIVERSALPLATTEN sind rundumgefräst und in der Dicke feinstgefräst oder vorgeschliffen.
Anlieferzustand: weichgeglüht 830N/mm² (250HB max.) Farbcode für 1.2767 Erzielbare Härte: Hrc 54 - 58BRAUN
39
Bestellungen auch per web-shop:
www.am-belz.de
SONDERANFERTIGUNGEN
auf ANFRAGE siehe S. 36
1.2767X45NiCrMo4
Lagerlänge: 200,4 * 300,4 * 400,4 * 600,4 mm
PREISLISTE EUR/Stk.
Länge: mm200,4
Länge: mm300,4
Länge: mm400,4
Länge: mm600,4
B
B
B
B
D
D
D
D
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 31 37 48 58 69 83 96 129 150
150,4 44 58 67 78 100 120 143 191 223
200,4 69 85 98 112 133 165 196 260 290
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 43 51 59 70 90 109 127 171 198
150,4 61 77 88 103 132 160 189 253 295
200,4 89 110 128 147 176 219 259 345 383
250,4 123 133 154 176 215 270 317 374 427
300,4 139 155 183 209 259 321 385 497 549
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 42 69 81 95 124 149 175 237 274
150,4 62 108 123 143 185 224 263 355 409
200,4 83 154 178 207 245 306 361 482 534
250,4 99 186 218 273 301 376 441 495 570
300,4 118 218 259 317 361 450 537 647 735
400,4 160 310 354 414 495 607 685 879 1023
15,4 20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100,4 81 100 120 139 174 213 244 323 414
150,4 119 143 176 202 255 312 365 466 570
200,4 169 198 240 273 341 420 484 638 726
250,4 198 251 288 343 438 528 629 746 834
300,4 229 288 339 392 493 603 702 900 979
400,4 318 383 449 513 658 790 937 1146 1318
500,4 383 471 548 645 805 1091 1179 1507 1639
59
85
123
172
196
251
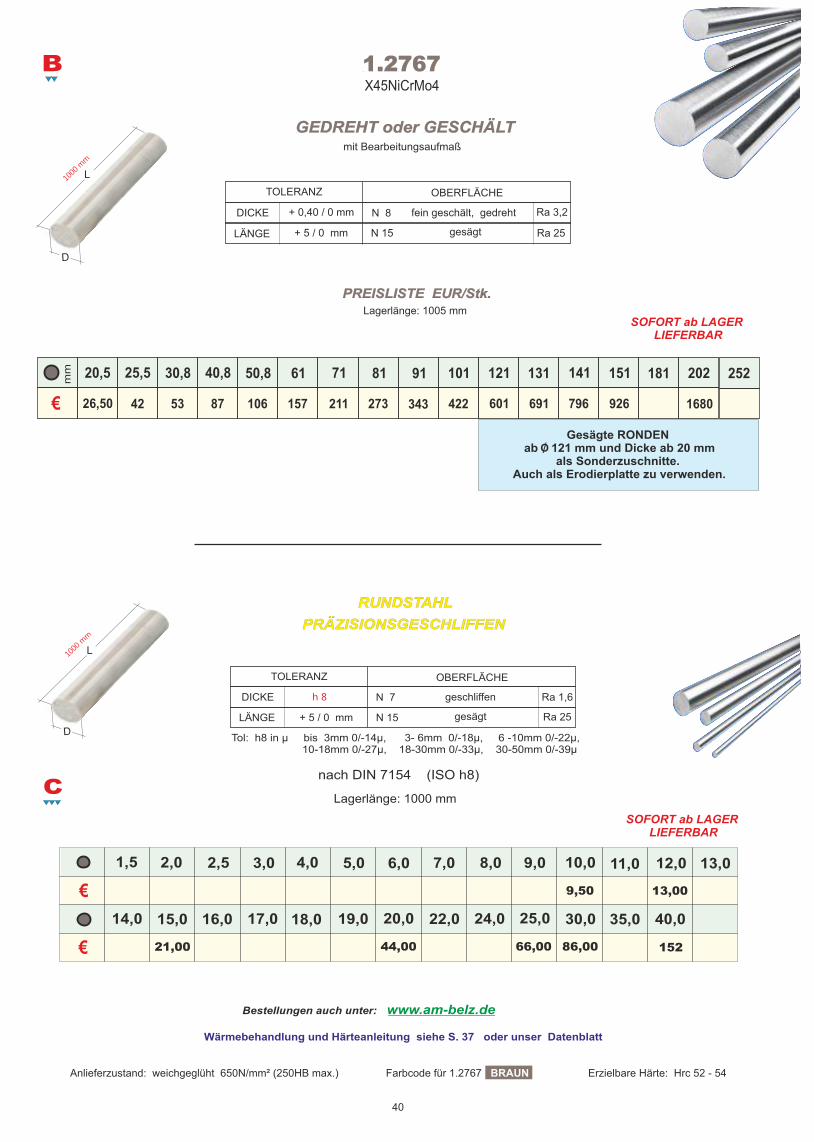
L
D
B
1000
mm
Lagerlänge: 1005 mm
DICKE
LÄNGE
+ 0,40 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 15 Ra 25
Ra 3,2fein geschält, gedreht
gesägt
40
PREISLISTE EUR/Stk.
mit Bearbeitungsaufmaß
GEDREHT oder GESCHÄLT
1.2767X45NiCrMo4
Wärmebehandlung und Härteanleitung siehe S. 37 oder unser Datenblatt
Anlieferzustand: weichgeglüht 650N/mm² (250HB max.) Farbcode für 1.2767 Erzielbare Härte: Hrc 52 - 54BRAUN
L
D
SOFORT ab LAGER LIEFERBAR
SOFORT ab LAGER LIEFERBAR
Tol: h8 in µ bis 3mm 0/-14µ, 3- 6mm 0/-18µ, 6 -10mm 0/-22µ, 10-18mm 0/-27µ, 18-30mm 0/-33µ, 30-50mm 0/-39µ
RUNDSTAHL
PRÄZISIONSGESCHLIFFEN
C
1000
mm
€
€
€
1,5
20,5
26,50 42 53 87 106 157 211 273 343 422 601 691 1680796 926
2,0
25,5
2,5
30,8
3,0
40,8
4,0
50,8 61
5,0
71
6,0
81
7,0
91
8,0
101
9,0
121
10,0
131
30,018,0 20,014,0
11,0
141
35,019,0 22,015,0
12,0
151 181
40,024,016,0
13,0
202 252
25,017,0
nach DIN 7154 (ISO h8)
mm
Lagerlänge: 1000 mm
DICKE
LÄNGE
h 8
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 7
N 15 Ra 25
Ra 1,6geschliffen
gesägt
Bestellungen auch unter: www.am-belz.de
9,50 13,00
21,00 44,00 66,00 86,00 152
Gesägte RONDEN ab 121 mm und Dicke ab 20 mm
als Sonderzuschnitte. Auch als Erodierplatte zu verwenden.
O/
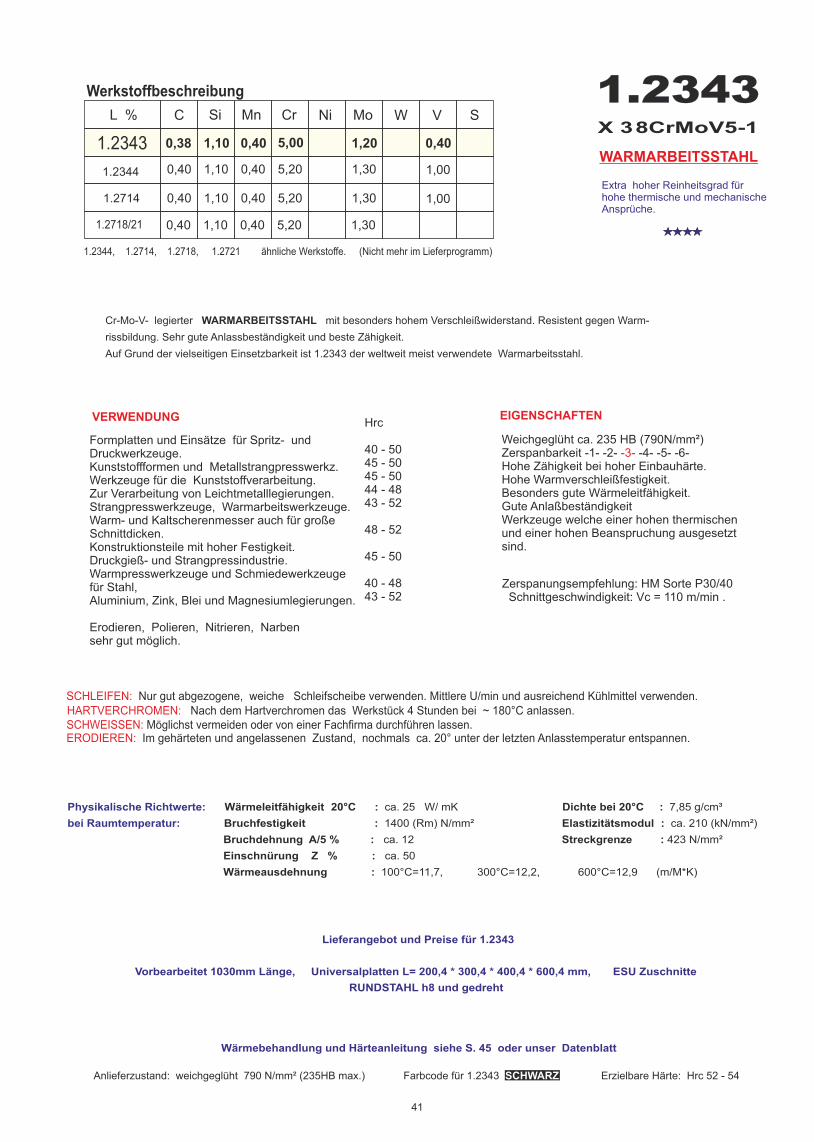
VERWENDUNG EIGENSCHAFTEN
WARMARBEITSSTAHL
SCHLEIFEN: Nur gut abgezogene, weiche Schleifscheibe verwenden. Mittlere U/min und ausreichend Kühlmittel verwenden.
41
Cr-Mo-V- legierter WARMARBEITSSTAHL mit besonders hohem Verschleißwiderstand. Resistent gegen Warm-
rissbildung. Sehr gute Anlassbeständigkeit und beste Zähigkeit.
Auf Grund der vielseitigen Einsetzbarkeit ist 1.2343 der weltweit meist verwendete Warmarbeitsstahl.
ERODIEREN: Im gehärteten und angelassenen Zustand, nochmals ca. 20° unter der letzten Anlasstemperatur entspannen.SCHWEISSEN: Möglichst vermeiden oder von einer Fachfirma durchführen lassen.HARTVERCHROMEN: Nach dem Hartverchromen das Werkstück 4 Stunden bei ~ 180°C anlassen.
L %
1.2343X 38CrMoV5-1
Werkstoffbeschreibung
1.2344
1.2714
1.2718/21
C Si Mn Cr Ni Mo W V S
1,10 0,40 5,00 1,20 0,40
0,40
0,40
0,40
0,38
1,10
1,10
1,10
0,40
0,40
0,40
5,20
5,20
5,20
1,30
1,30
1,30
1,00
1,00Extra hoher Reinheitsgrad fürhohe thermische und mechanische Ansprüche.
1.2344, 1.2714, 1.2718, 1.2721 ähnliche Werkstoffe. (Nicht mehr im Lieferprogramm)
Anlieferzustand: weichgeglüht 790 N/mm² (235HB max.) Farbcode für 1.2343 Erzielbare Härte: Hrc 52 - 54SCHWARZ
Physikalische Richtwerte:
bei Raumtemperatur:
Wärmeleitfähigkeit 20°C : ca. 25 W/ mK Dichte bei 20°C : 7,85 g/cm³
Bruchfestigkeit : 1400 (Rm) N/mm² Elastizitätsmodul : ca. 210 (kN/mm²)
Bruchdehnung A/5 % : ca. 12 Streckgrenze : 423 N/mm²
Einschnürung Z % : ca. 50
Wärmeausdehnung : 100°C=11,7, 300°C=12,2, 600°C=12,9 (m/M*K)
Wärmebehandlung und Härteanleitung siehe S. 45 oder unser Datenblatt
1.2343
Weichgeglüht ca. 235 HB (790N/mm²)Zerspanbarkeit -1- -2- -4- -5- -6- Hohe Zähigkeit bei hoher Einbauhärte.Hohe Warmverschleißfestigkeit.Besonders gute Wärmeleitfähigkeit. Gute AnlaßbeständigkeitWerkzeuge welche einer hohen thermischenund einer hohen Beanspruchung ausgesetztsind.
-3-
Zerspanungsempfehlung: HM Sorte P30/40 Schnittgeschwindigkeit: Vc = 110 m/min .
Formplatten und Einsätze für Spritz- undDruckwerkzeuge. Kunststoffformen und Metallstrangpresswerkz. Werkzeuge für die Kunststoffverarbeitung. Zur Verarbeitung von Leichtmetalllegierungen. Strangpresswerkzeuge, Warmarbeitswerkzeuge. Warm- und Kaltscherenmesser auch für große Schnittdicken. Konstruktionsteile mit hoher Festigkeit.Druckgieß- und Strangpressindustrie. Warmpresswerkzeuge und Schmiedewerkzeuge für Stahl, Aluminium, Zink, Blei und Magnesiumlegierungen.
Erodieren, Polieren, Nitrieren, Narbensehr gut möglich.
Hrc
40 - 50 45 - 5045 - 5044 - 4843 - 52
48 - 52
45 - 50
40 - 4843 - 52
Lieferangebot und Preise für 1.2343
Vorbearbeitet 1030mm Länge, Universalplatten L= 200,4 * 300,4 * 400,4 * 600,4 mm, ESU Zuschnitte
RUNDSTAHL h8 und gedreht
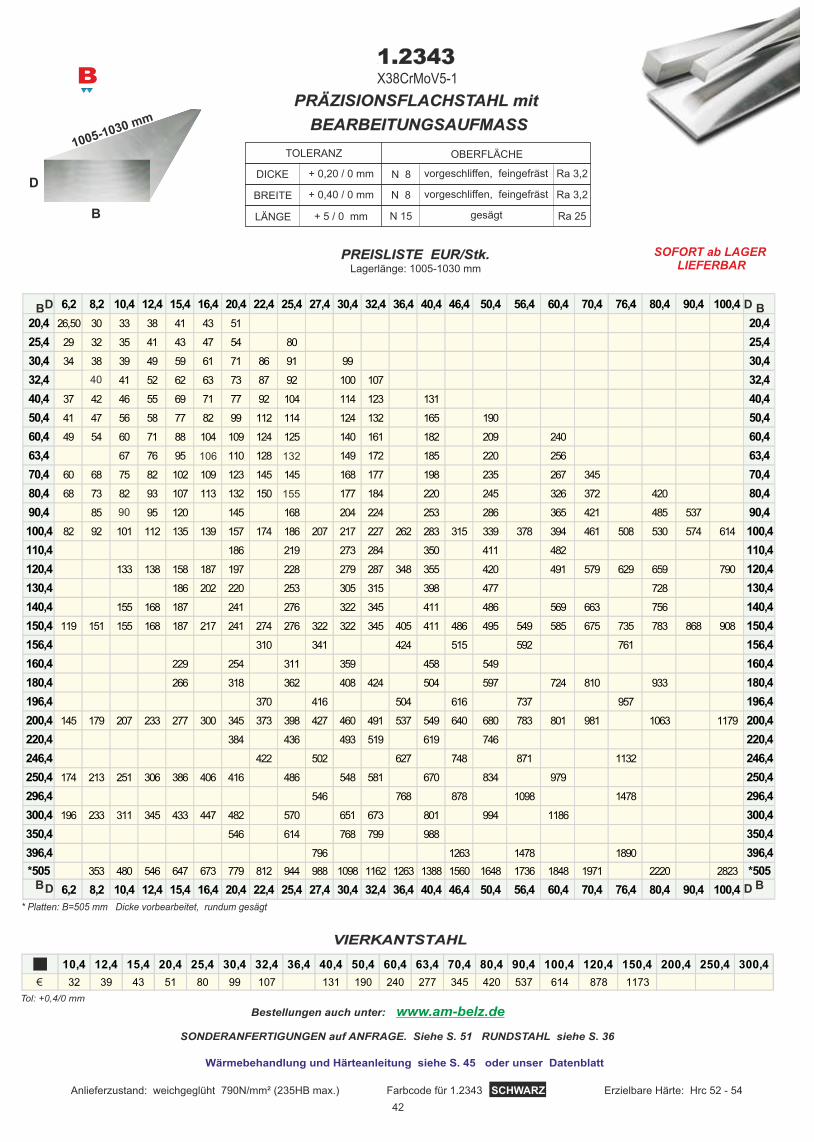
Lagerlänge: 1005-1030 mm
SOFORT ab LAGER LIEFERBAR
PREISLISTE EUR/Stk.
B
1005-1030 mm
B
D
PRÄZISIONSFLACHSTAHL mit
BEARBEITUNGSAUFMASS
1.2343X38CrMoV5-1
Wärmebehandlung und Härteanleitung siehe S. 45 oder unser Datenblatt
Anlieferzustand: weichgeglüht 790N/mm² (235HB max.) Farbcode für 1.2343 Erzielbare Härte: Hrc 52 - 54SCHWARZ
42
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 15
Ra 3,2
Ra 25
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
gesägt
B
B B
B D
D D
D
* Platten: B=505 mm Dicke vorbearbeitet, rundum gesägt
SONDERANFERTIGUNGEN auf ANFRAGE. Siehe S. 51 RUNDSTAHL siehe S. 36
Bestellungen auch unter: www.am-belz.de
VIERKANTSTAHL
€
Tol: +0,4/0 mm
10,4 12,4 15,4 20,4 25,4 30,4 32,4 36,4 40,4 50,4 60,4 63,4 70,4 80,4 90,4 100,4 120,4 150,4 200,4 250,4 300,4
32 39 43 51 80 99 107 131 190 240 277 345 420 537 614 878 1173
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4
20,4 26,50 30 33 38 41 43 51 20,4
25,4 29 32 35 41 43 47 54 80 25,4
30,4 34 38 39 49 59 61 71 86 91 99 30,4
32,4 38 41 52 62 63 73 87 92 100 107 32,4
40,4 37 42 46 55 69 71 77 92 104 114 123 131 40,4
50,4 41 47 56 58 77 82 99 112 114 124 132 165 190 50,4
60,4 49 54 60 71 88 104 109 124 125 140 161 182 209 240 60,4
63,4 67 76 95 96 110 128 128 149 172 185 220 256 63,4
70,4 60 68 75 82 102 109 123 145 145 168 177 198 235 267 345 70,4
80,4 68 73 82 93 107 113 132 150 150 177 184 220 245 326 372 420 80,4
90,4 85 85 95 120 145 168 204 224 253 286 365 421 485 537 90,4
100,4 82 92 101 112 135 139 157 174 186 207 217 227 262 283 315 339 378 394 461 508 530 574 614 100,4
110,4 186 219 273 284 350 411 482 110,4
120,4 133 138 158 187 197 228 279 287 348 355 420 491 579 629 659 790 120,4
130,4 186 202 220 253 305 315 398 477 728 130,4
140,4 155 168 187 241 276 322 345 411 486 569 663 756 140,4
150,4 119 151 155 168 187 217 241 274 276 322 322 345 405 411 486 495 549 585 675 735 783 868 908 150,4
156,4 310 341 424 515 592 761 156,4
160,4 229 254 311 359 458 549 160,4
180,4 266 318 362 408 424 504 597 724 810 933 180,4
196,4 370 416 504 616 737 957 196,4
200,4 145 179 207 233 277 300 345 373 398 427 460 491 537 549 640 680 783 801 981 1063 1179 200,4
220,4 384 436 493 519 619 746 220,4
246,4 422 502 627 748 871 1132 246,4
250,4 174 213 251 306 386 406 416 486 548 581 670 834 979 250,4
296,4 546 768 878 1098 1478 296,4
300,4 196 233 311 345 433 447 482 570 651 673 801 994 1186 300,4
350,4 546 614 768 799 988 350,4
396,4 796 1263 1478 1890 396,4
*505 353 480 546 647 673 779 812 944 988 1098 1162 1263 1388 1560 1648 1736 1848 1971 2220 2823 *505
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4
40
90
155
132106
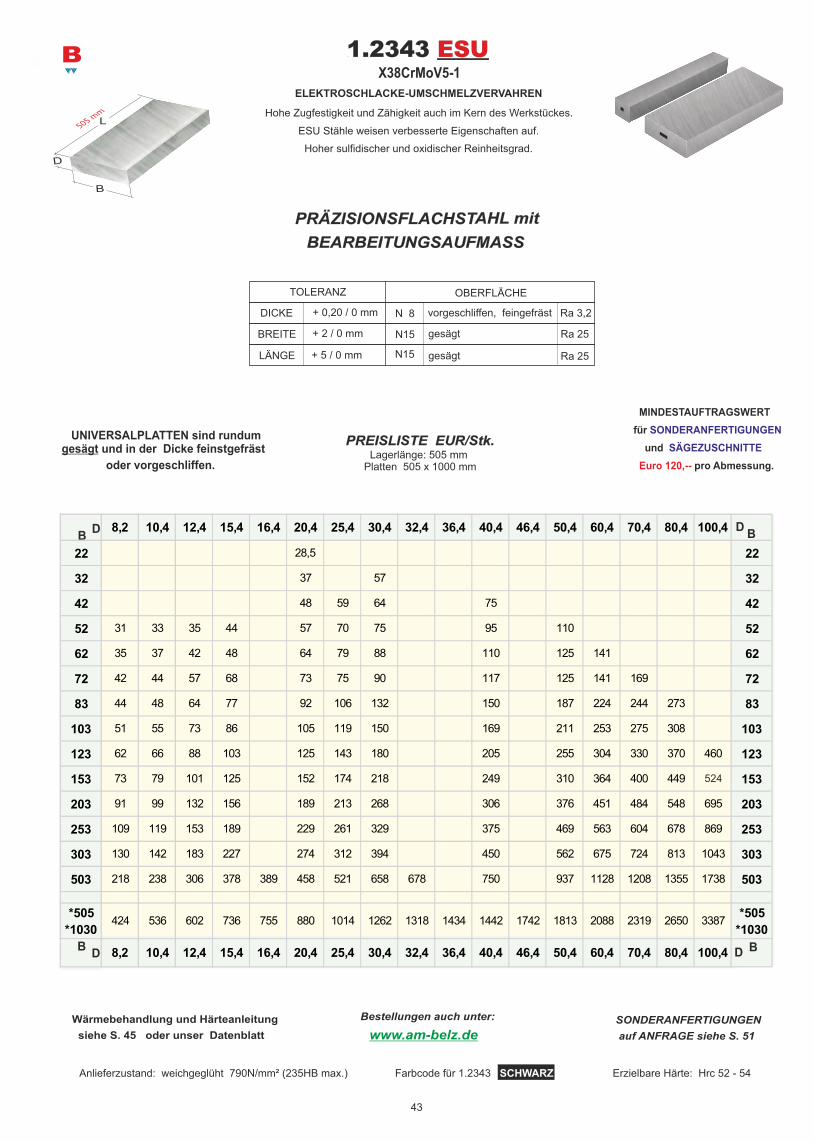
L
B
D
B
505 mm
MINDESTAUFTRAGSWERT
für
und
pro Abmessung.
SONDERANFERTIGUNGEN
SÄGEZUSCHNITTE
Euro 120,-- Lagerlänge: 505 mmPlatten 505 x 1000 mm
PREISLISTE EUR/Stk.
PRÄZISIONSFLACHSTAHL mit
BEARBEITUNGSAUFMASS
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 2 / 0 mm
+ 5 / 0 mm
TOLERANZ
ELEKTROSCHLACKE-UMSCHMELZVERVAHREN
Hoher sulfidischer und oxidischer Reinheitsgrad.
ESU Stähle weisen verbesserte Eigenschaften auf.
Hohe Zugfestigkeit und Zähigkeit auch im Kern des Werkstückes.
OBERFLÄCHE
N 8
N15
N15
Ra 25
Ra 25
Ra 3,2vorgeschliffen, feingefräst
gesägt
gesägt
UNIVERSALPLATTEN sind rundumgesägt und in der Dicke feinstgefräst
oder vorgeschliffen.
43
Bestellungen auch unter:
www.am-belz.deSONDERANFERTIGUNGEN
auf ANFRAGE siehe S. 51
1.2343 ESUX38CrMoV5-1
Wärmebehandlung und Härteanleitung
siehe S. 45 oder unser Datenblatt
Anlieferzustand: weichgeglüht 790N/mm² (235HB max.) Farbcode für 1.2343 Erzielbare Härte: Hrc 52 - 54SCHWARZ
BB
BB
DD
DD 8,2 10,4 12,4 15,4 16,4 20,4 25,4 30,4 32,4 36,4 40,4 46,4 50,4 60,4 70,4 80,4 100,4
22 28,5 22
32 37 57 32
42 48 59 64 75 42
52 31 33 35 44 57 70 75 95 110 52
62 35 37 42 48 64 79 88 110 125 141 62
72 42 44 57 68 73 75 90 117 125 141 169 72
83 44 48 64 77 92 106 132 150 187 224 244 273 83
103 51 55 73 86 105 119 150 169 211 253 275 308 103
123 62 66 88 103 125 143 180 205 255 304 330 370 460 123
153 73 79 101 125 152 174 218 249 310 364 400 449 904 153
203 91 99 132 156 189 213 268 306 376 451 484 548 695 203
253 109 119 153 189 229 261 329 375 469 563 604 678 869 253
303 130 142 183 227 274 312 394 450 562 675 724 813 1043 303
503 218 238 306 378 389 458 521 658 678 750 937 1128 1208 1355 1738 503
*505
*1030424 536 602 736 755 880 1014 1262 1318 1434 1442 1742 1813 2088 2319 2650 3387
*505
*1030
8,2 10,4 12,4 15,4 16,4 20,4 25,4 30,4 32,4 36,4 40,4 46,4 50,4 60,4 70,4 80,4 100,4
524
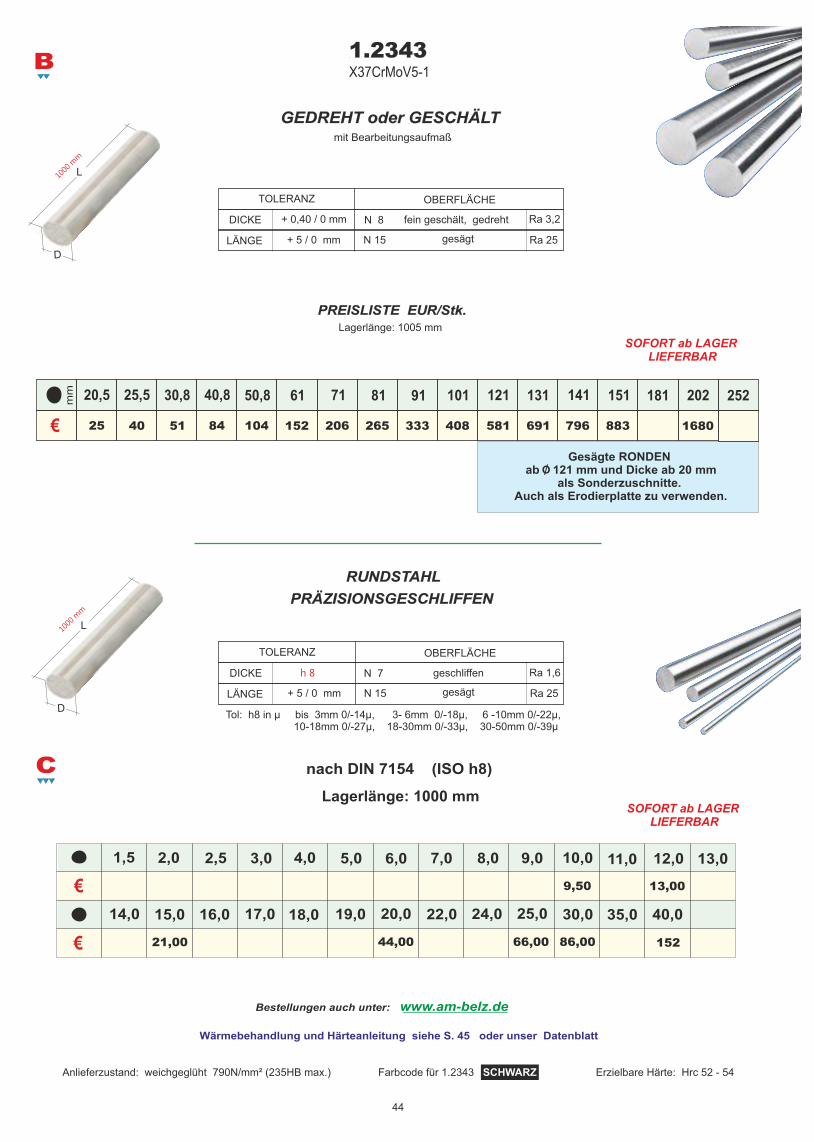
L
L
D
D
SOFORT ab LAGER LIEFERBAR
SOFORT ab LAGER LIEFERBAR
Tol: h8 in µ bis 3mm 0/-14µ, 3- 6mm 0/-18µ, 6 -10mm 0/-22µ, 10-18mm 0/-27µ, 18-30mm 0/-33µ, 30-50mm 0/-39µ
RUNDSTAHL
PRÄZISIONSGESCHLIFFEN
B
C
1000
mm
1000
mm
nach DIN 7154 (ISO h8)
Lagerlänge: 1000 mm
Lagerlänge: 1005 mm
DICKE
DICKE
LÄNGE
LÄNGE
+ 0,40 / 0 mm
h 8
+ 5 / 0 mm
+ 5 / 0 mm
TOLERANZ
TOLERANZ
OBERFLÄCHE
OBERFLÄCHE
N 8
N 7
N 15
N 15
Ra 25
Ra 25
Ra 3,2
Ra 1,6
fein geschält, gedreht
geschliffen
gesägt
gesägt
44
PREISLISTE EUR/Stk.
mit Bearbeitungsaufmaß
GEDREHT oder GESCHÄLT
1.2343X37CrMoV5-1
Wärmebehandlung und Härteanleitung siehe S. 45 oder unser Datenblatt
Anlieferzustand: weichgeglüht 790N/mm² (235HB max.) Farbcode für 1.2343 Erzielbare Härte: Hrc 52 - 54SCHWARZ
€
1,5
20,5
2,0
25,5
2,5
30,8
3,0
40,8
4,0
50,8 61
5,0
71
6,0
81
7,0
91
8,0
101
9,0
121
10,0
131
30,018,0 20,014,0
11,0
141
35,019,0 22,015,0
12,0
151 181
40,024,016,0
13,0
202 252
25,017,0
mm
Bestellungen auch unter: www.am-belz.de
25 40 51 84 104 152 206 265 333 408 581 691 796 883 1680
Gesägte RONDEN ab 121 mm und Dicke ab 20 mm
als Sonderzuschnitte. Auch als Erodierplatte zu verwenden.
9,50 13,00
21,00 44,00 66,00 86,00 152€
€
O/

HÄRTEN in Öl, Luft, Gas bei 1010 - 1050° C Abkühlung je nach Größe des Werkstückes in Öl, Luft, oder Salzbad. Der Stahl härtet beim Öl- und Warmbadhärten in allen gebräuchlichen Querschnitten durch. Beim Lufthärten, Durchhärtung nur bis ca. 80mm Dicke. Komplizierte Werkstücke nur bei ca. 1020°C härten.
Anwärmen Den Stahl in Härteschutzfolie geschützt erhitzen. Es können auch Härtekästen, gefüllt mit neutraler Glühkohle genutzt werden.
ANLASSEN bei 540 - 630° C. Mindestens 2 x 2 Std. anlassen. Dazwischen bis auf ca. 20°C abkühlen. Die Härte wird etwas abnehmen falls die gleiche Temperatur beim zweiten Anlassen gewählt wird. Sollte das Werkstück für Kaltarbeit gebraucht werden, sollte die Temperatur bei ca. 250°C gewählt werden.
NITRIEREN in Ammoniakgas ist das Werkstück erst ca. 20°C über der anzuwendenden Nitriertemperatur anzulassen. Durch Nitrieren sind Oberflächenhärten bis 69Hrc. (1000 Vickers) zu erreichen. Die Kernhärte liegt bei ca. 54 Hrc. Werkstücke welche keinem hohen Oberflächendruck unterliegen, können im weichgeglühtem Zustand nitriert werden. Die Härte und Tiefe der Randschicht wird dabei etwas geringer.
HÄRTEN = Erwärmen langsam vorwärmen um Formänderungen zu vermeiden. Abschrecken Öl, Luft, Warmbad, Gas Anlassen langsam erwärmen um Risse zu vermeiden. 2-3 x anlassen je 2 Std.
1.2343Wärmebehandlung und Härteanleitung
X38CrMoV5-1
ZTU- und Anlaßschaubild für kontinuierliche Abkühlung auf Anfrage.
Warmumformen.............: 1100 - 900 °C langsame AbkühlungWeichglühen..................: 780 - 820 °C max. 235 HB, max. 790 N/mm 2 - 5 Std. langsame Ofenabkühlung bis ca.530 °C dann Luftabkühlung.
Spannungsarmglühen....: 650 - 680 °C im vergüteten Zustand unterhalb der letzten Anlaßtemperatur, langsame Abkühlung.
Vorwärmen.....................: 350 + 600 + 850 °C je nach AbmessungenHärten............................: 1010 -1050 °C (53 HRC 1.2343) (55 HRC 1.2344)
Anlassen........................: 540 - 630 °C (3 X je 2 Std.) 48-52 Hrc
Abschrecken..................: Öl, Luft, Warmbad 500 °C, Wirbelbett, Gas
Wärmeausdehnung.......: 100°C=11,7 300°C=12,2 600°C=12,9 (m/M+K)
Wärmeleitfähigkeit.........: 25 bei ca. 20°C (W/mK)
Streckgrenze.................: 423 N/mm²
200 °C = 53 +/- 1HRc 300 °C = 53 +/- 1HRc 400 °C = 53 +/- 1HRc 500 °C = 54 +/- 1HRc 600 °C = 46 +/- 1HRc
AnlaßschaubildHrc
°C 100
44
46
48
50
52
54
56
58
60
62
64
66
200 300 400 500 600 700
WARMARBEITSSTAHL
45
L %
1.2343
1.2344
1.2714
1.2718/21
C Si Mn Cr Ni Mo W V S
1,10 0,40 5,00 1,20 0,40
0,40
0,40
0,40
0,38
1,10
1,10
1,10
0,40
0,40
0,40
5,20
5,20
5,20
1,30
1,30
1,30
1,00
1,00Extra hoher Reinheitsgrad fürhohe thermische und mechanische Ansprüche.
1.2344, 1.2714, 1.2718, 1.2721 ähnliche Werkstoffe. (Nicht mehr im Lieferprogramm)
Anlieferzustand: weichgeglüht 790 N/mm² (235HB max.) Farbcode für 1.2343 Erzielbare Härte: Hrc 52 - 54SCHWARZ
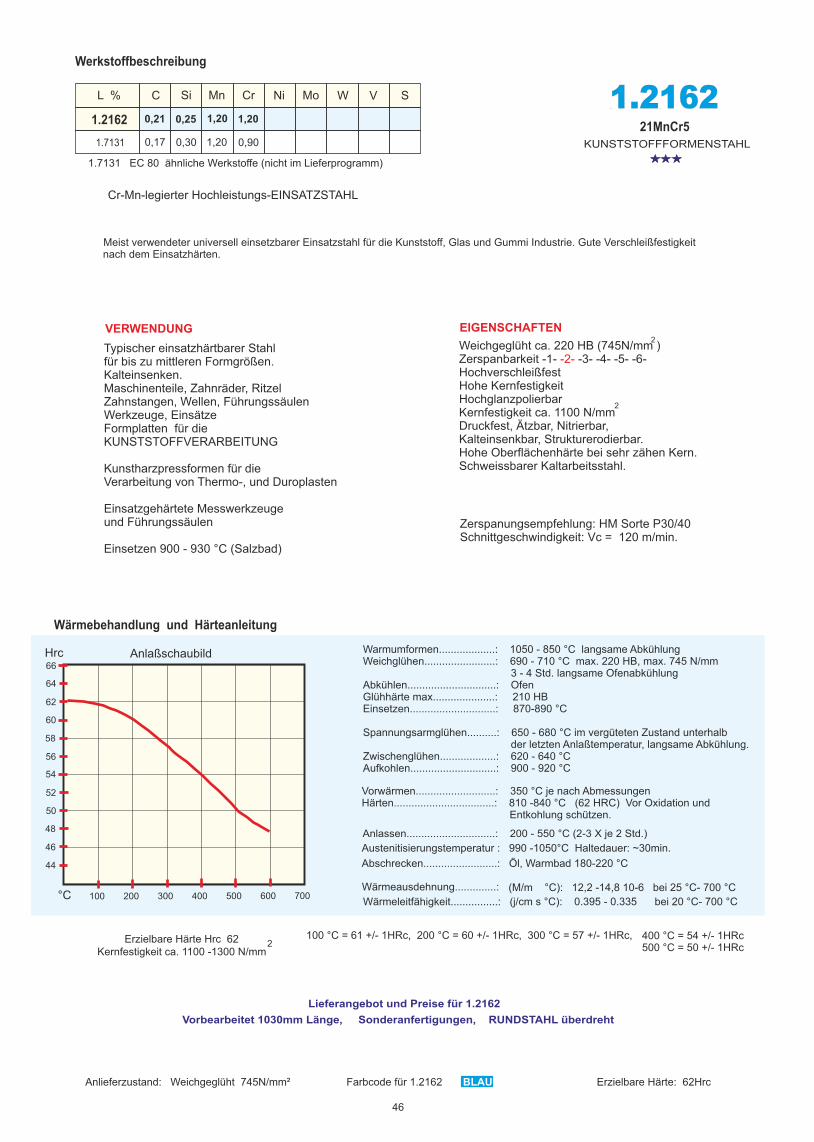
1.2162
46
21MnCr5
Werkstoffbeschreibung
Wärmebehandlung und Härteanleitung
Anlieferzustand: Weichgeglüht 745N/mm² Farbcode für 1.2162 Erzielbare Härte: 62HrcBLAU
KUNSTSTOFFFORMENSTAHL
VERWENDUNG EIGENSCHAFTEN
2
2
Meist verwendeter universell einsetzbarer Einsatzstahl für die Kunststoff, Glas und Gummi Industrie. Gute Verschleißfestigkeitnach dem Einsatzhärten.
L % C Si Mn Cr Ni Mo W V S
1.7131 EC 80 ähnliche Werkstoffe (nicht im Lieferprogramm)
Cr-Mn-legierter Hochleistungs-EINSATZSTAHL
Weichgeglüht ca. 220 HB (745N/mm )Zerspanbarkeit -1- -3- -4- -5- -6- HochverschleißfestHohe KernfestigkeitHochglanzpolierbarKernfestigkeit ca. 1100 N/mmDruckfest, Ätzbar, Nitrierbar, Kalteinsenkbar, Strukturerodierbar.Hohe Oberflächenhärte bei sehr zähen Kern.Schweissbarer Kaltarbeitsstahl.
-2-
Zerspanungsempfehlung: HM Sorte P30/40 Schnittgeschwindigkeit: Vc = 120 m/min.
Warmumformen...................: 1050 - 850 °C langsame AbkühlungWeichglühen........................: 690 - 710 °C max. 220 HB, max. 745 N/mm 3 - 4 Std. langsame Ofenabkühlung Abkühlen..............................: OfenGlühhärte max.....................: 210 HBEinsetzen.............................: 870-890 °C
Spannungsarmglühen..........: 650 - 680 °C im vergüteten Zustand unterhalb der letzten Anlaßtemperatur, langsame Abkühlung.Zwischenglühen...................: 620 - 640 °CAufkohlen.............................: 900 - 920 °C
Vorwärmen...........................: 350 °C je nach AbmessungenHärten..................................: 810 -840 °C (62 HRC) Vor Oxidation und Entkohlung schützen.
Anlassen..............................: 200 - 550 °C (2-3 X je 2 Std.)
Abschrecken.........................: Öl, Warmbad 180-220 °C
Wärmeausdehnung..............: (M/m °C): 12,2 -14,8 10-6 bei 25 °C- 700 °C
Wärmeleitfähigkeit................: (j/cm s °C): 0.395 - 0.335 bei 20 °C- 700 °C
Austenitisierungstemperatur : 990 -1050°C Haltedauer: ~30min.
100 °C = 61 +/- 1HRc, 200 °C = 60 +/- 1HRc, 300 °C = 57 +/- 1HRc, 400 °C = 54 +/- 1HRc500 °C = 50 +/- 1HRc
Erzielbare Härte Hrc 62Kernfestigkeit ca. 1100 -1300 N/mm
AnlaßschaubildHrc
°C 100
44
46
48
50
52
54
56
58
60
62
64
66
200 300 400 500 600 700
2
Typischer einsatzhärtbarer Stahlfür bis zu mittleren Formgrößen.Kalteinsenken.Maschinenteile, Zahnräder, RitzelZahnstangen, Wellen, FührungssäulenWerkzeuge, EinsätzeFormplatten für die KUNSTSTOFFVERARBEITUNG
Kunstharzpressformen für die Verarbeitung von Thermo-, und Duroplasten
Einsatzgehärtete Messwerkzeugeund Führungssäulen
Einsetzen 900 - 930 °C (Salzbad)
1.2162
1.7131
0,25 1,20
0,900,17
0,21
0,30 1,20
1,20
Lieferangebot und Preise für 1.2162
Vorbearbeitet 1030mm Länge, Sonderanfertigungen, RUNDSTAHL überdreht
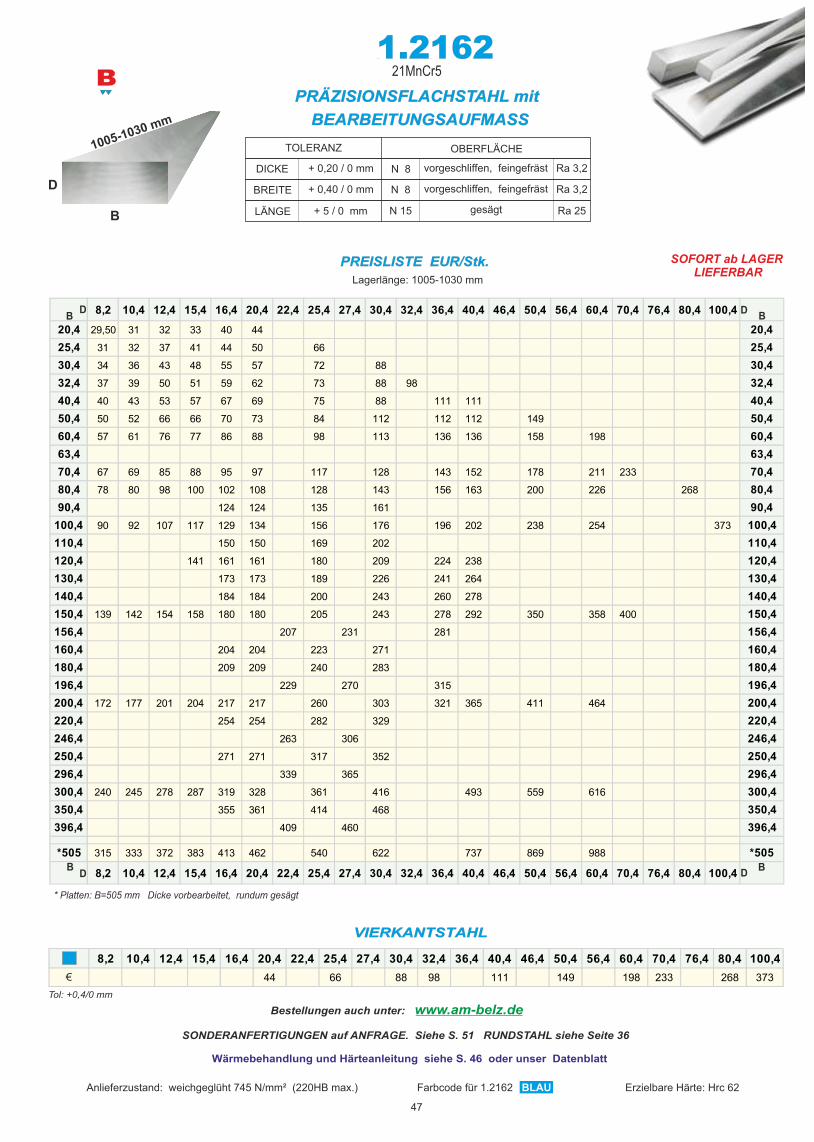
Lagerlänge: 1005-1030 mm
SOFORT ab LAGER LIEFERBAR
PREISLISTE EUR/Stk.
B
1005-1030 mm
B
D
SONDERANFERTIGUNGEN auf ANFRAGE. Siehe S. 51 RUNDSTAHL siehe Seite 36
Bestellungen auch unter: www.am-belz.de
PRÄZISIONSFLACHSTAHL mit
BEARBEITUNGSAUFMASS
1.216221MnCr5
Wärmebehandlung und Härteanleitung siehe S. 46 oder unser Datenblatt
Anlieferzustand: weichgeglüht 745 N/mm² (220HB max.) Farbcode für 1.2162 Erzielbare Härte: Hrc 62BLAU
47
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 15
Ra 3,2
Ra 25
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
gesägt
8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 100,4
20,4 29,50 31 32 33 40 44 20,4
25,4 31 32 37 41 44 50 66 25,4
30,4 34 36 43 48 55 57 72 88 30,4
32,4 37 39 50 51 59 62 73 88 98 32,4
40,4 40 43 53 57 67 69 75 88 111 111 40,4
50,4 50 52 66 66 70 73 84 112 112 112 149 50,4
60,4 57 61 76 77 86 88 98 113 136 136 158 198 60,4
63,4 63,4
70,4 67 69 85 88 95 97 117 128 143 152 178 211 233 70,4
80,4 78 80 98 100 102 108 128 143 156 163 200 226 268 80,4
90,4 124 124 135 161 90,4
100,4 90 92 107 117 129 134 156 176 196 202 238 254 373 100,4
110,4 150 150 169 202 110,4
120,4 141 161 161 180 209 224 238 120,4
130,4 173 173 189 226 241 264 130,4
140,4 184 184 200 243 260 278 140,4
150,4 139 142 154 158 180 180 205 243 278 292 350 358 400 150,4
156,4 207 231 281 156,4
160,4 204 204 223 271 160,4
180,4 209 209 240 283 180,4
196,4 229 270 315 196,4
200,4 172 177 201 204 217 217 260 303 321 365 411 464 200,4
220,4 254 254 282 329 220,4
246,4 263 306 246,4
250,4 271 271 317 352 250,4
296,4 339 365 296,4
300,4 240 245 278 287 319 328 361 416 493 559 616 300,4
350,4 355 361 414 468 350,4
396,4 409 460 396,4
*505 315 333 372 383 413 462 540 622 737 869 988 *505
8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 100,4
8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 100,4
44 66 88 98 111 149 198 233 268 373
B
B B
BD
D D
D
Tol: +0,4/0 mm
€
* Platten: B=505 mm Dicke vorbearbeitet, rundum gesägt
VIERKANTSTAHL
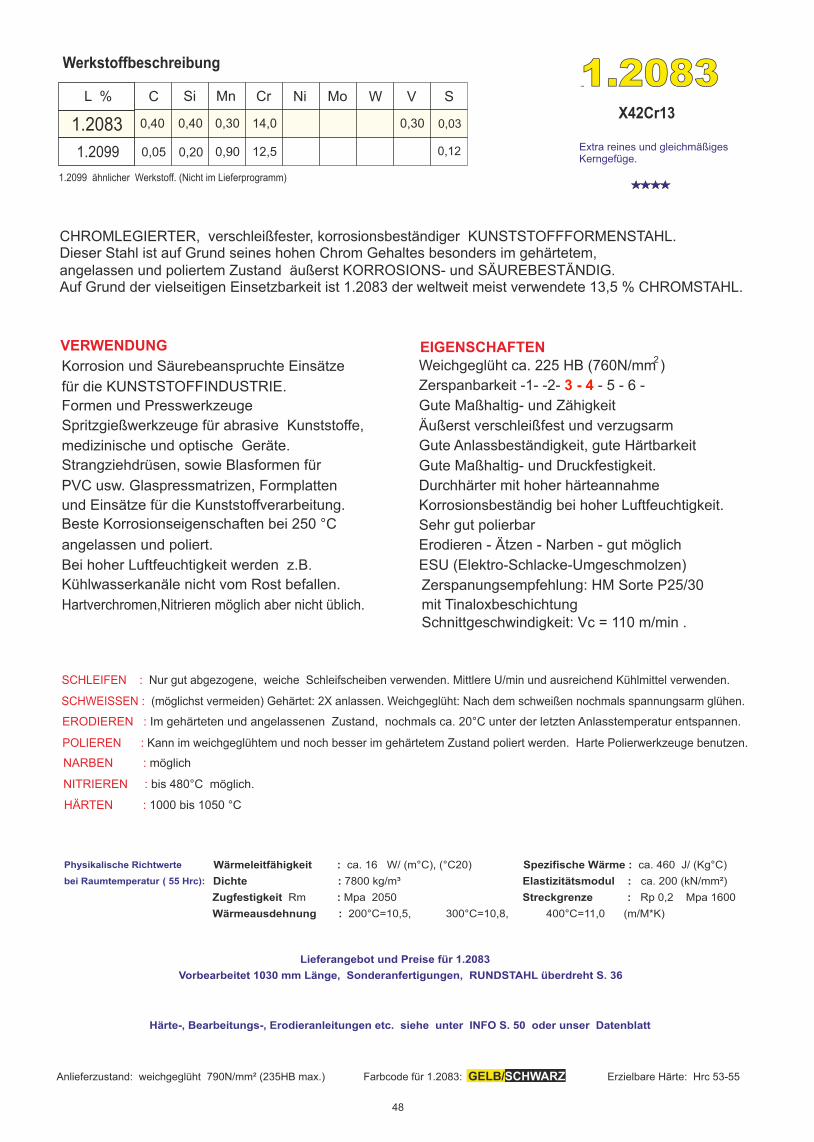
VERWENDUNG EIGENSCHAFTEN
SCHLEIFEN : Nur gut abgezogene, weiche Schleifscheiben verwenden. Mittlere U/min und ausreichend Kühlmittel verwenden.
48
CHROMLEGIERTER, verschleißfester, korrosionsbeständiger KUNSTSTOFFFORMENSTAHL.Dieser Stahl ist auf Grund seines hohen Chrom Gehaltes besonders im gehärtetem,angelassen und poliertem Zustand äußerst KORROSIONS- und SÄUREBESTÄNDIG.Auf Grund der vielseitigen Einsetzbarkeit ist 1.2083 der weltweit meist verwendete 13,5 % CHROMSTAHL.
ERODIEREN : Im gehärteten und angelassenen Zustand, nochmals ca. 20°C unter der letzten Anlasstemperatur entspannen.
POLIEREN : Kann im weichgeglühtem und noch besser im gehärtetem Zustand poliert werden. Harte Polierwerkzeuge benutzen.
NARBEN : möglich
NITRIEREN : bis 480°C möglich.
HÄRTEN : 1000 bis 1050 °C
SCHWEISSEN : (möglichst vermeiden) Gehärtet: 2X anlassen. Weichgeglüht: Nach dem schweißen nochmals spannungsarm glühen.
L %
1.2083X42Cr13
Werkstoffbeschreibung
1.2099
C Si Mn Cr Ni Mo W V S
0,40 0,30 0,03
0,12
14,0 0,30
0,05 0,900,20
0,40
12,5 Extra reines und gleichmäßiges Kerngefüge.
1.2099 ähnlicher Werkstoff. (Nicht im Lieferprogramm)
Anlieferzustand: weichgeglüht 790N/mm² (235HB max.) Farbcode für 1.2083: GELB/ Erzielbare Härte: Hrc 53-55SCHWARZ
Physikalische Richtwerte
bei Raumtemperatur ( 55 Hrc):
Wärmeleitfähigkeit : ca. 16 W/ (m°C), (°C20) Spezifische Wärme : ca. 460 J/ (Kg°C)
Dichte : 7800 kg/m³ Elastizitätsmodul : ca. 200 (kN/mm²)
Zugfestigkeit Rm : Mpa 2050 Streckgrenze : Rp 0,2 Mpa 1600
Wärmeausdehnung : 200°C=10,5, 300°C=10,8, 400°C=11,0 (m/M*K)
Lieferangebot und Preise für 1.2083
Vorbearbeitet 1030 mm Länge, Sonderanfertigungen, RUNDSTAHL überdreht S. 36
Härte-, Bearbeitungs-, Erodieranleitungen etc. siehe unter INFO S. 50 oder unser Datenblatt
1.20831.20831.2083
Weichgeglüht ca. 225 HB (760N/mm )
Zerspanbarkeit -1- -2- - 5 - 6 -3 - 4
Gute Maßhaltig- und Zähigkeit
Äußerst verschleißfest und verzugsarm
Gute Anlassbeständigkeit, gute Härtbarkeit
Gute Maßhaltig- und Druckfestigkeit.
Durchhärter mit hoher härteannahme
Korrosionsbeständig bei hoher Luftfeuchtigkeit.
Sehr gut polierbar
Erodieren - Ätzen - Narben - gut möglich
ESU (Elektro-Schlacke-Umgeschmolzen)
Zerspanungsempfehlung: HM Sorte P25/30
mit Tinaloxbeschichtung Schnittgeschwindigkeit: Vc = 110 m/min .
2Korrosion und Säurebeanspruchte Einsätze
für die KUNSTSTOFFINDUSTRIE.
Formen und Presswerkzeuge
Spritzgießwerkzeuge für abrasive Kunststoffe,
medizinische und optische Geräte.
Strangziehdrüsen, sowie Blasformen für
PVC usw. Glaspressmatrizen, Formplatten
und Einsätze für die Kunststoffverarbeitung.
Beste Korrosionseigenschaften bei 250 °C
angelassen und poliert.
Bei hoher Luftfeuchtigkeit werden z.B.
Kühlwasserkanäle nicht vom Rost befallen.
Hartverchromen,Nitrieren möglich aber nicht üblich.
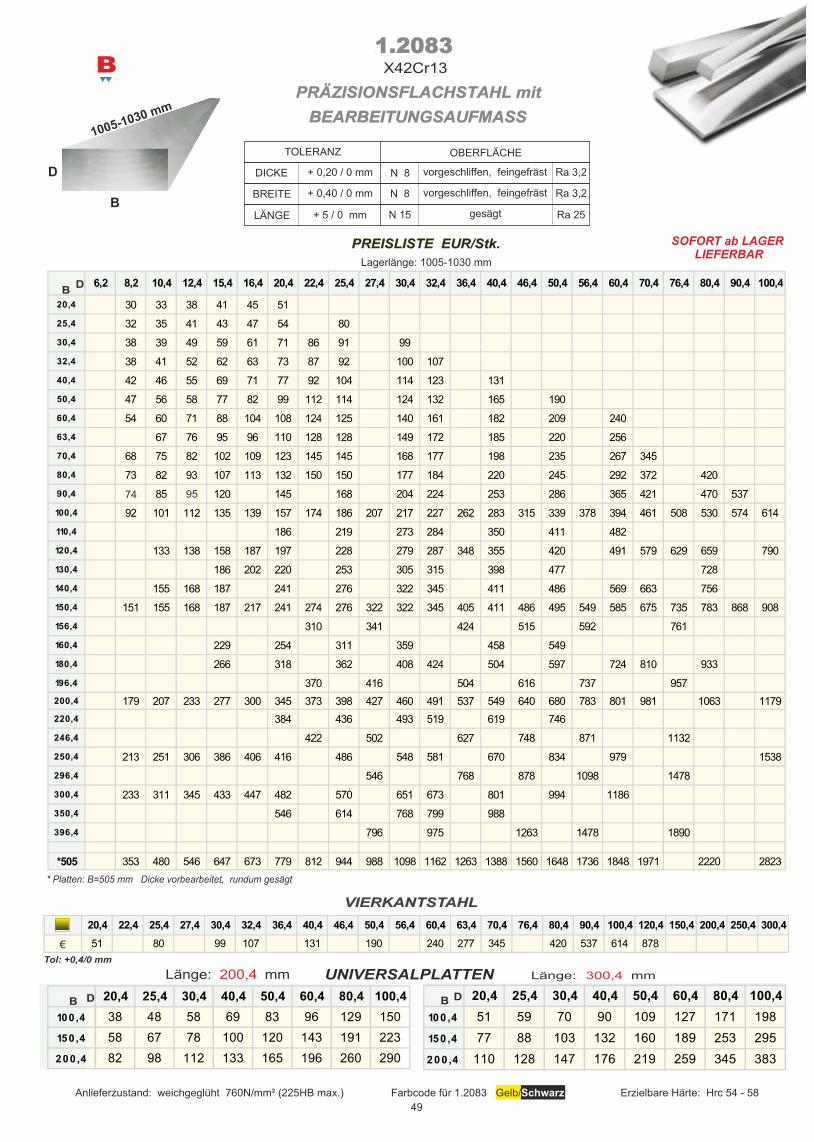
Lagerlänge: 1005-1030 mm
SOFORT ab LAGER LIEFERBAR
PREISLISTE EUR/Stk.PREISLISTE EUR/Stk.PREISLISTE EUR/Stk.
B
1005-1030 mm
B
D
PRÄZISIONSFLACHSTAHL mit
BEARBEITUNGSAUFMASS
1.2083X42Cr13
Anlieferzustand: weichgeglüht 760N/mm² (225HB max.) Farbcode für 1.2083 Gelb/ Erzielbare Härte: Hrc 54 - 58Schwarz
49
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 15
Ra 3,2
Ra 25
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
gesägt
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4
20,4 30 33 38 41 45 51
25,4 32 35 41 43 47 54 80
30,4 38 39 49 59 61 71 86 91 99
32,4 38 41 52 62 63 73 87 92 100 107
40,4 42 46 55 69 71 77 92 104 114 123 131
50,4 47 56 58 77 82 99 112 114 124 132 165 190
60,4 54 60 71 88 104 108 124 125 140 161 182 209 240
63,4 67 76 95 96 110 128 128 149 172 185 220 256
70,4 68 75 82 102 109 123 145 145 168 177 198 235 267 345
80,4 73 82 93 107 113 132 150 150 177 184 220 245 292 372 420
90,4 0 85 0 120 145 168 204 224 253 286 365 421 470 537
100,4 92 101 112 135 139 157 174 186 207 217 227 262 283 315 339 378 394 461 508 530 574 614
110,4 186 219 273 284 350 411 482
120,4 133 138 158 187 197 228 279 287 348 355 420 491 579 629 659 790
130,4 186 202 220 253 305 315 398 477 728
140,4 155 168 187 241 276 322 345 411 486 569 663 756
150,4 151 155 168 187 217 241 274 276 322 322 345 405 411 486 495 549 585 675 735 783 868 908
156,4 310 341 424 515 592 761
160,4 229 254 311 359 458 549
180,4 266 318 362 408 424 504 597 724 810 933
196,4 370 416 504 616 737 957
200,4 179 207 233 277 300 345 373 398 427 460 491 537 549 640 680 783 801 981 1063 1179
220,4 384 436 493 519 619 746
246,4 422 502 627 748 871 1132
250,4 213 251 306 386 406 416 486 548 581 670 834 979 1538
296,4 546 768 878 1098 1478
300,4 233 311 345 433 447 482 570 651 673 801 994 1186
350,4 546 614 768 799 988
396,4 796 975 1263 1478 1890
*505 353 480 546 647 673 779 812 944 988 1098 1162 1263 1388 1560 1648 1736 1848 1971 2220 2823
20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 63,4 70,4 76,4 80,4 90,4 100,4 120,4 150,4 200,4 250,4 300,4
51 80 99 107 131 190 240 277 345 420 537 614 878
20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100 ,4 38 48 58 69 83 96 129 150
150 ,4 58 67 78 100 120 143 191 223
200 ,4 82 98 112 133 165 196 260 290
20,4 25,4 30,4 40,4 50,4 60,4 80,4 100,4
100 ,4 51 59 70 90 109 127 171 198
150 ,4 77 88 103 132 160 189 253 295
200 ,4 110 128 147 176 219 259 345 383
Länge: UNIVERSALPLATTEN mm200,4 Länge: mm300,4
VIERKANTSTAHL
Tol: +0,4/0 mm
€
B
B
BD
D
D
* Platten: B=505 mm Dicke vorbearbeitet, rundum gesägt
74 95
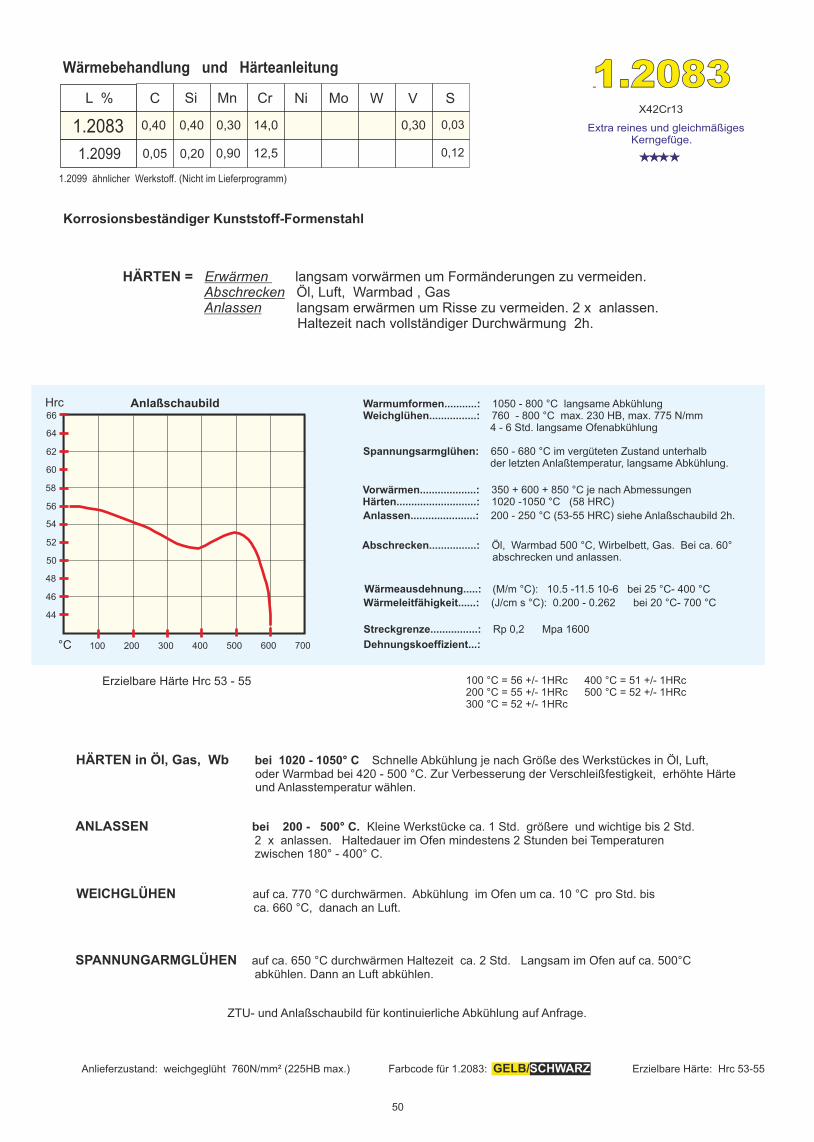
Korrosionsbeständiger Kunststoff-Formenstahl
HÄRTEN in Öl, Gas, Wb bei 1020 - 1050° C Schnelle Abkühlung je nach Größe des Werkstückes in Öl, Luft, oder Warmbad bei 420 - 500 °C. Zur Verbesserung der Verschleißfestigkeit, erhöhte Härte und Anlasstemperatur wählen.
WEICHGLÜHEN auf ca. 770 °C durchwärmen. Abkühlung im Ofen um ca. 10 °C pro Std. bis ca. 660 °C, danach an Luft.
ANLASSEN bei 200 - 500° C. Kleine Werkstücke ca. 1 Std. größere und wichtige bis 2 Std. 2 x anlassen. Haltedauer im Ofen mindestens 2 Stunden bei Temperaturen zwischen 180° - 400° C.
SPANNUNGARMGLÜHEN auf ca. 650 °C durchwärmen Haltezeit ca. 2 Std. Langsam im Ofen auf ca. 500°C abkühlen. Dann an Luft abkühlen.
HÄRTEN = Erwärmen langsam vorwärmen um Formänderungen zu vermeiden. Abschrecken Öl, Luft, Warmbad , Gas Anlassen langsam erwärmen um Risse zu vermeiden. 2 x anlassen. Haltezeit nach vollständiger Durchwärmung 2h.
50
Wärmebehandlung und Härteanleitung
Extra reines und gleichmäßiges Kerngefüge.
X42Cr13
ZTU- und Anlaßschaubild für kontinuierliche Abkühlung auf Anfrage.
Warmumformen...........: 1050 - 800 °C langsame AbkühlungWeichglühen................: 760 - 800 °C max. 230 HB, max. 775 N/mm 4 - 6 Std. langsame Ofenabkühlung
Spannungsarmglühen: 650 - 680 °C im vergüteten Zustand unterhalb der letzten Anlaßtemperatur, langsame Abkühlung.
Vorwärmen...................: 350 + 600 + 850 °C je nach AbmessungenHärten...........................: 1020 -1050 °C (58 HRC)
Anlassen......................: 200 - 250 °C (53-55 HRC) siehe Anlaßschaubild 2h.
Abschrecken................: Öl, Warmbad 500 °C, Wirbelbett, Gas. Bei ca. 60° abschrecken und anlassen.
Wärmeausdehnung.....: (M/m °C): 10.5 -11.5 10-6 bei 25 °C- 400 °C
Wärmeleitfähigkeit......: (J/cm s °C): 0.200 - 0.262 bei 20 °C- 700 °C
Streckgrenze................: Rp 0,2 Mpa 1600
Dehnungskoeffizient...:
100 °C = 56 +/- 1HRc200 °C = 55 +/- 1HRc300 °C = 52 +/- 1HRc
400 °C = 51 +/- 1HRc500 °C = 52 +/- 1HRc
Erzielbare Härte Hrc 53 - 55
AnlaßschaubildHrc
°C 100
44
46
48
50
52
54
56
58
60
62
64
66
200 300 400 500 600 700
L %
1.2083
C Si Mn Cr Ni Mo W V S
0,40 0,30 0,0314,0 0,300,40
1.2099 ähnlicher Werkstoff. (Nicht im Lieferprogramm)
Anlieferzustand: weichgeglüht 760N/mm² (225HB max.) Farbcode für 1.2083: GELB/ Erzielbare Härte: Hrc 53-55SCHWARZ
1.20831.20831.2083
1.2099 0,120,05 0,900,20 12,5

SONDERANFERTIGUNGENwerden von uns aus allen angebotenen Werkstoffen hergestellt.
Wir lagern hierfür vorgeschliffene UNIVERSALPLATTEN in Dicken
Alle Platten und Preise siehe Seite 58
51
1030 mm
505 mm
S
UNIVERSALPLATTEN
80,470,460,450,4 56,446,440,436,430,427,425,420,416,415,412,410,48,26,2 32,4 100,4 mm
LIEFERANGEBOT:
Wir fertigen nach Kundenwunsch jede Größe zwischen 50 x 10 x 200 und 500 x 100 x 1000 mm.
Als Sägezuschnitt, gefräst oder präzisionsgeschliffen.
Bitte schicken Sie Ihre Anfrage:
a.m.-b. Werkzeugstahl, Frauenlob Str. 29b, 55118 MainzTel. 0049 (0) 6131-2773750, Fax 0049 (0) 6131 2773752
E-Mail: [email protected] www.am-belz.de

VERWENDUNG EIGENSCHAFTEN
SCHLEIFEN : Nur gut abgezogene, weiche Schleifscheiben verwenden. Mittlere U/min und ausreichend Kühlmittel verwenden.
52
HOCH-CHROMLEGIERTER, VORVERGÜTETER verschleißfester, korrosionsbeständiger
KUNSTSTOFFFORMENSTAHL
gegenüber dem 1.2316 offerieren wir zukünftig nur 1.2085.Auf Grund der vielseitigen Einsetzbarkeit ist 1.2085, sowie der besseren Zerspaneigenschaften
POLIEREN : möglich
NARBEN : möglich, aber nicht üblich
NITRIEREN : möglich, aber nicht üblich.
SPANNUNGS-
ARMGLÜHEN : Durch Grobzerspanung entstehende Oberfächenspannungen oder Restspannungen können gurch Zwischenglühen bei ca. 550° C beseitigt werden. Langsame Ofenabkühlung.
L %
1.2085
1.2316
1.2316 nicht mehr im Lieferprogramm.
X33 CrS 16
Werkstoffbeschreibung
C Si Mn Cr Ni Mo W V S
0,30 0,500,90
1,0
0,09
0,09
16,0
16,0
0,35
0,35 Extra reines und gleichmäßiges Kerngefüge.
Anlieferzustand: vorvergütet, 1000 N/mm² (300 HB max.) Farbcode für 1.2085: ORANGE
Physikalische Richtwerte Wärmeleitfähigkeit : ca. 17,3 W/ (m°C), (°C20)
Wärmeausdehnung : 200°C=11 300°C=11 400°C=12 (m/M*K)
Lieferangebot für 1.2085
Vorbearbeitet 1030 mm Länge, Sonderanfertigungen, 1.2085 wird weiter ausgebaut.
1.20831.20831.2085
vergütet ac 300HB ( 1000 N/mm )abhängig vom Querschnitt
Zerspanbarkeit -1- -2- - 5 - 6 -3 - 4
Gute Maßhaltig- und Zähigkeit
Äußerst verschleißfest und verzugsarm
Gute Anlassbeständigkeit, gute Härtbarkeit
Gute Maßhaltig- und Druckfestigkeit.
Durchhärter mit hoher härteannahme
Korrosionsbeständig bei hoher Luftfeuchtigkeit.
Sehr gut polierbar
Erodieren - Ätzen - Narben - gut möglich
ESU (Elektro-Schlacke-Umgeschmolzen)
Zerspanungsempfehlung: HM Sorte P25/30
mit Tinaloxbeschichtung Schnittgeschwindigkeit: Vc = 110 m/min .
2
Korrosion und Säurebeanspruchte Einsätze
Wird mit 1000N/mm im Anlieferzustand verwendet.
für die KUNSTSTOFFINDUSTRIE.
Formen und Presswerkzeuge
Spritzgießwerkzeuge für abrasive Kunststoffe,
medizinische und optische Geräte.
Strangziehdrüsen, sowie Blasformen für
PVC usw. Glaspressmatrizen, Formplatten
und Einsätze für die Kunststoffverarbeitung.
Beste Korrosionseigenschaften bei 250 °C
angelassen und poliert.
Bei hoher Luftfeuchtigkeit werden z.B.
Kühlwasserkanäle nicht vom Rost befallen.
Hartverchromen,Nitrieren möglich aber nicht üblich.

Lagerlänge: 1005-1030 mm
PREISLISTE EUR/Stk.
B
1005-1030 mm
B
B B
BB
D
D D
DD
VIERKANTSTAHL
PRÄZISIONSFLACHSTAHL mit
BEARBEITUNGSAUFMASS
1.2085X33CrS 16
Anlieferzustand: vorvergütet 1000N/mm² (300HB max.) Farbcode für 1.2085 ORANGE
* Platten: B=505 mm Dicke vorbearbeitet, rundum gesägt
Tol: +0,4/0 mm
53
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 8
N 8
N 15
Ra 3,2
Ra 25
Ra 3,2vorgeschliffen, feingefräst
vorgeschliffen, feingefräst
gesägt
SOFORT ab Lager LIEFERBAR
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4
20,4 34 43 50 59 69 77 20,4
25,4 37 49 59 64 72 80 97 25,4
30,4 41 50 62 75 81 93 98 107 30,4
32,4 42 52 63 77 82 96 103 124 137 32,4
40,4 47 58 72 86 94 111 120 141 153 170 40,4
50,4 51 66 74 99 126 141 167 201 236 50,4
60,4 62 77 92 113 121 140 165 165 185 225 277 347 60,4
63,4 63,4
70,4 75 92 113 130 161 192 227 268 339 384 398 70,4
80,4 77 99 114 138 170 201 237 278 348 395 439 494 80,4
90,4 90,4
100,4 91 115 134 168 215 216 246 266 285 299 313 331 374 413 439 467 513 556 578 772 100,4
110,4 110,4
120,4 134 173 212 226 248 293 341 352 365 366 460 526 596 695 782 980 120,4
130,4 219 247 257 303 350 368 378 472 130,4
140,4 154 204 252 289 334 431 453 476 595 681 768 898 140,4
150,4 129 160 206 257 270 296 316 341 390 435 449 473 484 547 609 645 683 790 877 973 1088 1142 150,4
156,4 156,4
160,4 160,4
180,4 180,4
196,4 196,4
200,4 170 209 269 341 351 363 404 455 512 564 593 621 641 691 726 825 896 1152 1274 200,4
220,4 452 538 611 593 898 220,4
246,4 246,4
250,4 199 244 313 412 424 435 550 647 666 714 813 250,4
296,4 296,4
300,4 242 287 368 486 538 653 753 825 935 1159 300,4
350,4 665 756 893 1135 350,4
396,4 396,4
*505 408 596 680 808 845 963 1169 1223 1369 1558 1730 1943 2060 2168 2309 2469 2780 3509 *505
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 76,4 80,4 90,4 100,4
10,4 12,4 15,4 20,4 25,4 30,4 32,4 40,4 50,4 60,4 63,4 70,4 80,4 90,4 100,4 120,4 150,4 200,4 250,4 300,4
77 97 107 137 170 236 347 398 494 772
SONDERANFERTIGUNGEN auf ANFRAGE. Siehe S. 51
Bestellungen auch unter: www.am-belz.de
798

AnlaßschaubildHrc
°C 100
57
58
59
60
61
62
63
64
65
66
67
68
200 300 400 500 600 700
HOCHLEISTUNGSSCHNELLSTAHL
1.3343 1.3247 B-PM23HS6-5-2 (M2) HS6-5-2 (M42) S6-5-2
CC CSiSi SiMnMn Mn
CrCr CrCoCo CoMoMo Mo
WW WVV V
4,204,20 4,2010,05,0 4,801,506,4 6,01,201,80 4,20
1,100,90 1,330,45 0,35
0,40 0,308,0
54
°C
ROT bei 1180 °C BLAU bei 1100 °C
100 200 300 400 500 600
Anlaßschaubild AnlaßschaubildHrc Hrc
°C
57 57
58 58
59 59
60 60
61 61
62 62
63 63
64 64
65 65
66 66
67 67
68 68
300 400 500 600 700
VERSCHLEISSFESTIGKEIT
EIGENSCHAFTEN im VERGLEICH
WARMHÄRTE ZÄHIGKEIT BEARBEITBARKEIT
Gebräuchlichster konventionellhergestellter, mittellegierterSchnellarbeitsstahl. Universelleinsetzbar für Werkzeuge allerArt.Anlieferzustand: 270 HBErzielbare Härte: 65 Hrc.
Gebräuchlichster pulvermetallurgischhergestellter, hochlegierterSchnellarbeitsstahl. Universelleinsetzbar für Werkzeuge aller Art.Einsätze im Formenbau.Maschinenmesser. Ect.Anlieferzustand: 270 HBErzielbare Härte: 65 Hrc.
Hoch-Kobaltlegierter Schnellarbeitsstahl. Sehr verschleißfest. Bester konventionellhergestellter HS -Stahl. Bestensfür ein- und mehrschneidige Werkzeuge und Verschleiß-platten geeignet. Anlieferzustand: 280 HBErzielbare Härte: 68 Hrc.
Wie bei unseren Kalt-und Warmarbeitswerkzeugstählen, bieten wir in HSS es auch nur die gebräuchlichsten und sinnvollsten Stähle an. Keine Substitute. Ihr Werkzeugbau kann vergleiche der verschiedenen Werkzeugstähle anhand der Legierungsbestandteile anstellen und entscheiden, welcher Stahl zum Einsatz kommen soll. Bei SS-Stählen ist es noch wichtiger diese vergleiche anzustellen, da aufgrund der unterschiedlichen Legierungsbestandteile und der unterschiedlichen Herstellungsmethoden enorme Preisunterschiede festzustellen sind. Diese lassen sich meist nicht mit erhöhten Standzeiten rechtfertigen.
Auf den Seiten 55 und 56 bieten wir nur unsere HSS Stähle nur in den Dimensionen an, welche wir auf einer Hochumformungsanlage (Schmiedewalzanlage GFM) herstellen können.PM Stähle lassen wir im Block herstellen und liefern wie auf Seite 57 beschrieben, als Sonderanfertigung. Auf Ihr Wunschmaß gesägt oder bearbeitet.
1.3343
1.3247
B-PM23
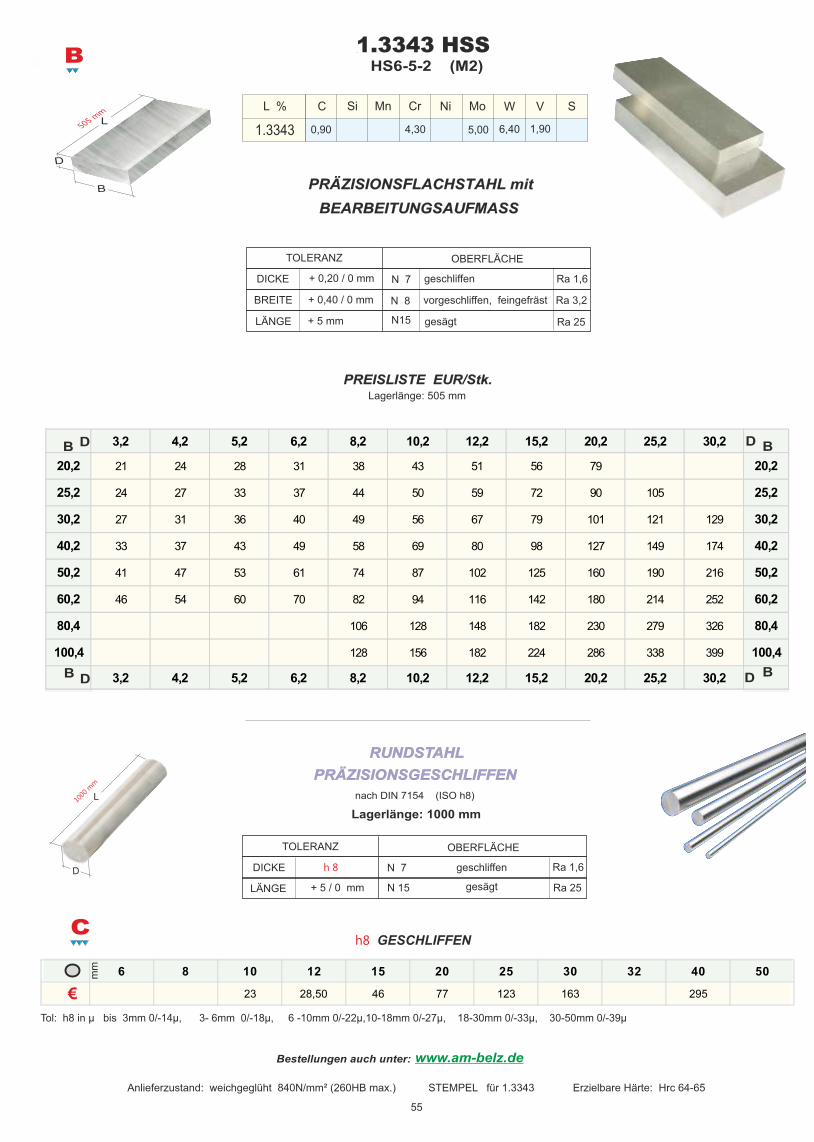
L
B
D
B
505 mm
Lagerlänge: 505 mm
PREISLISTE EUR/Stk.
PRÄZISIONSFLACHSTAHL mit
BEARBEITUNGSAUFMASS
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 5 mm
TOLERANZ OBERFLÄCHE
N 7
N 8
N15 Ra 25
Ra 1,6
Ra 3,2
geschliffen
vorgeschliffen, feingefräst
gesägt
55
Bestellungen auch unter: www.am-belz.de
1.3343 HSSHS6-5-2 (M2)
Anlieferzustand: weichgeglüht 840N/mm² (260HB max.) STEMPEL für 1.3343 Erzielbare Härte: Hrc 64-65
h8 GESCHLIFFEN
RUNDSTAHL
PRÄZISIONSGESCHLIFFEN
C
nach DIN 7154 (ISO h8)
Lagerlänge: 1000 mm
L
D
Tol: h8 in µ bis 3mm 0/-14µ, 3- 6mm 0/-18µ, 6 -10mm 0/-22µ,10-18mm 0/-27µ, 18-30mm 0/-33µ, 30-50mm 0/-39µ
1000
mm
DICKE
LÄNGE
h 8
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 7
N 15 Ra 25
Ra 1,6geschliffen
gesägt
L %
1.3343
C Si Mn Cr Ni Mo W V S
4,30 5,00 6,40 1,900,90
€
mm
D D
DD
B B
BB
6 8 10 12 15 20 25 30 32 40 50
23 28,50 46 77 123 163 295
3,2 4,2 5,2 6,2 8,2 10,2 12,2 15,2 20,2 25,2 30,2
20,2 21 24 28 31 38 43 51 56 79 20,2
25,2 24 27 33 37 44 50 59 72 90 105 25,2
30,2 27 31 36 40 49 56 67 79 101 121 129 30,2
40,2 33 37 43 49 58 69 80 98 127 149 174 40,2
50,2 41 47 53 61 74 87 102 125 160 190 216 50,2
60,2 46 54 60 70 82 94 116 142 180 214 252 60,2
80,4 106 128 148 182 230 279 326 80,4
100,4 128 156 182 224 286 338 399 100,4
3,2 4,2 5,2 6,2 8,2 10,2 12,2 15,2 20,2 25,2 30,2
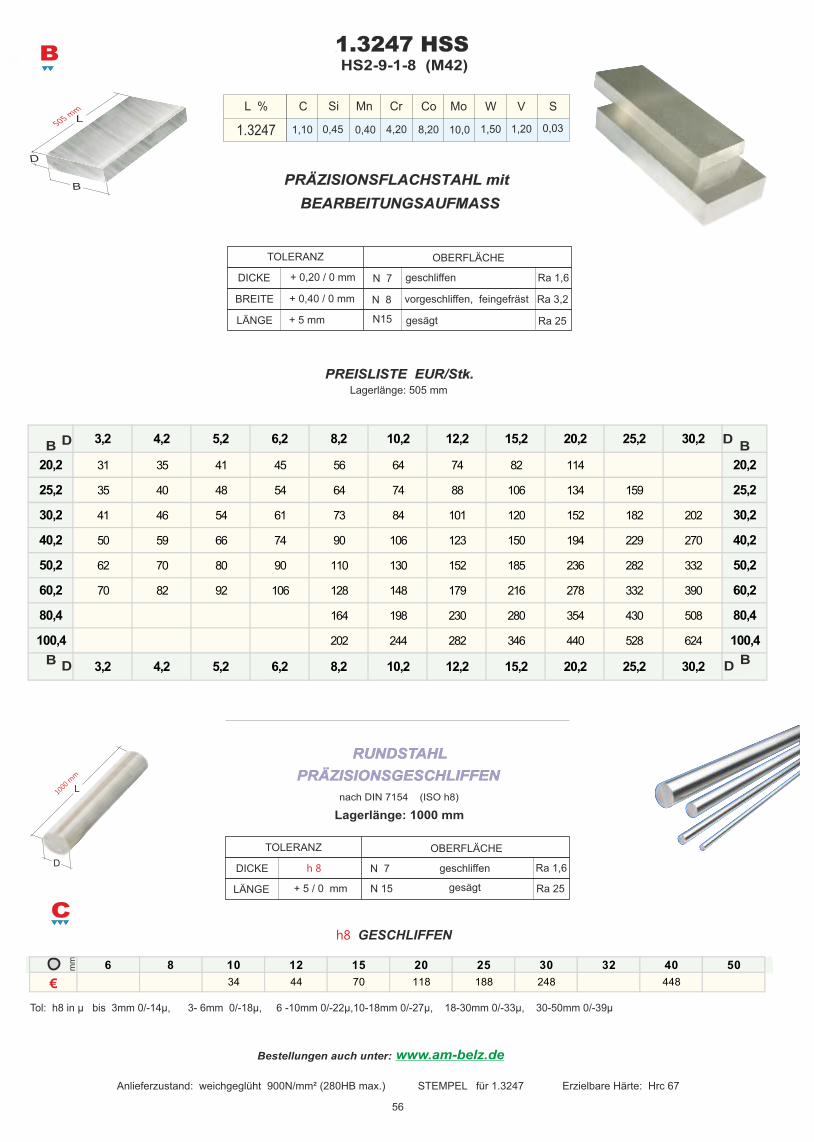
L
B
D
B
505 mm
Lagerlänge: 505 mm
PREISLISTE EUR/Stk.
PRÄZISIONSFLACHSTAHL mit
BEARBEITUNGSAUFMASS
DICKE
BREITE
LÄNGE
+ 0,20 / 0 mm
+ 0,40 / 0 mm
+ 5 mm
TOLERANZ OBERFLÄCHE
N 7
N 8
N15 Ra 25
Ra 1,6
Ra 3,2
geschliffen
vorgeschliffen, feingefräst
gesägt
56
Bestellungen auch unter: www.am-belz.de
1.3247 HSSHS2-9-1-8 (M42)
Anlieferzustand: weichgeglüht 900N/mm² (280HB max.) STEMPEL für 1.3247 Erzielbare Härte: Hrc 67
h8 GESCHLIFFEN
RUNDSTAHL
PRÄZISIONSGESCHLIFFEN
C
nach DIN 7154 (ISO h8)
Lagerlänge: 1000 mm
L
D
Tol: h8 in µ bis 3mm 0/-14µ, 3- 6mm 0/-18µ, 6 -10mm 0/-22µ,10-18mm 0/-27µ, 18-30mm 0/-33µ, 30-50mm 0/-39µ
1000
mm
DICKE
LÄNGE
h 8
+ 5 / 0 mm
TOLERANZ OBERFLÄCHE
N 7
N 15 Ra 25
Ra 1,6geschliffen
gesägt
L %
1.3247
C Si Mn Cr Co Mo W V S
4,20 10,0 1,50 1,201,10 0,45 0,40 0,038,20
€
mm
D D
DD
B B
BB
3,2 4,2 5,2 6,2 8,2 10,2 12,2 15,2 20,2 25,2 30,2
20,2 31 35 41 45 56 64 74 82 114 20,2
25,2 35 40 48 54 64 74 88 106 134 159 25,2
30,2 41 46 54 61 73 84 101 120 152 182 202 30,2
40,2 50 59 66 74 90 106 123 150 194 229 270 40,2
50,2 62 70 80 90 110 130 152 185 236 282 332 50,2
60,2 70 82 92 106 128 148 179 216 278 332 390 60,2
80,4 164 198 230 280 354 430 508 80,4
100,4 202 244 282 346 440 528 624 100,4
3,2 4,2 5,2 6,2 8,2 10,2 12,2 15,2 20,2 25,2 30,2
6 8 10 12 15 20 25 30 32 40 50
34 44 70 118 188 248 448

57
Mindestauftragswert: € 120
1.3344.9 (S6-5-3)
Werkstoffbeschreibung
Anlieferzustand: Weichgeglüht 870N/mm² Farbcode für B-PM23 Erzielbare Härte: 64HrcSilber
PM HSS
VERWENDUNG EIGENSCHAFTEN
Meist verwendeter universell einsetzbarer PM Stahl. Dieser Werkstoff wird auf Grund seiner guten Strukturbeschaffenheit überalldort eingesetzt, wo SS oder 12 prozentige Chromstähle nicht die geforderten Standzeiten erreicht werden.
L % C Si Mn Cr Ni Mo W V Co
Pulvermetallurgisch hergestellter Hochleistungs-Schnellstahl ( HSS)
B-PM23 0,35 4,20 0,13 4,20 5,90 4,201,33 0,30
Weichgeglüht ca. 260 HB (870N/mm )Zerspanbarkeit -1- -2- -4- -5- -6- Höchste VerschleißfestigkeitBeste Schnitthaltig- und ZähigkeitHomogene Gefügestruktur Gute Maßhaltig- und DruckfestigkeitBesonders hohe StandzeitenSehr gut beschichtbar. Gute Schleifbarkeit. Besonders geeignet für Werkzeuge bei deneneine hohe Schneidkantenstabilität verlangt wird.Geeignet für Bad-, Plasma-, Gasnitrierung.
-3-
Durch HIP hergestellter Schnellstahl (HIP=Heißisostatisch gepresst)
Zerspanungsempfehlung: HM Sorte P30mit Tinalox Beschichtung Vc = 120 m/min .
DRAHTEROSIONSPLATTEN (ERODIERKLÖTZE) Auf Grund der gleichmäßigen Verteilung der verschiedenen Karbide lässt sich PM sehr gut funkenerosiv bearbeiten.
Weichglühen................: 790 - 870 °C max. 260 HB 4 - 6 Std. langsame Ofenabkühlung
Spannungsarmglühen .: 630 - 670 °C im vergüteten Zustand unterhalb der letzten Anlaßtemperatur, langsame Abkühlung.
Vorwärmen...................: 450 + 550 °C je nach AbmessungenHärten..........................: 1030 -1080 °C Warmbad 500-550°C Öl, Luft
Anlassen......................: 540 - 580 °C (3 x je 1 Std.)
Abschrecken................: Öl, Luft, Warmbad 500 °C, Wirbelbett, Gas
Wärmeausdehnung.....: (M/m °C): 11,7 -11.9 10-6 bei 25 °C- 600 °C
Wärmeleitfähigkeit.......: (J/cm s °C): 0.218 - 0.234 bei 20 °C- 350 °C
300 °C = 63 +/- 1HRc400 °C = 63 +/- 1HRc500 °C = 65 +/- 1HRc
550 °C = 66 +/- 1HRc600 °C = 60 +/- 1HRc
Erzielbare Härte Hrc 64 - 66
AnlaßschaubildHrc
°C
ROT bei 1180 °C BLAU bei 1100 °C
100
57
58
59
60
61
62
63
64
65
66
67
68
200 300 400 500 600 700
Erodierklötze, Drahterosionsplatten,Spangebende Werkzeuge aller Art,Matrizen und Stempel, Bohrer, Fräser,Kunststoffformen, Meßzeuge, Reibahlen,Schnitt-,Stanz- und Prägewerkzeuge,Kaltarbeitswerkzeuge aller Art,Maschinenmesser, Industriemesser für Metall-,Holz-, Papier Preßwerkzeuge für die PulvermetallurgieEinsätze im FormenbauScher- und RollwerkzeugeLochstempel, Stanzwerkzeuge für Elektrobleche
PULVER KAPSEL-HERSTELLUNG
HIPPENNachbehandlung
SCHMIEDEN WALZEN
HALBZEUGvorbearb. StahlKorngröße 14my
B-PM23
LIEFERANGEBOT:
Wir fertigen nach Kundenwunsch jede Größe zwischen 50 x 10 x 200 und 500 x 100 x 500 mm. Als Sägezuschnitt, gefräst oder präzisionsgeschliffen.
Bitte schicken Sie Ihre Anfrage an uns oder an unsere Händler.

58
Available in METRIC and IMPERIAL SIZES
UNIVERSALPLATTEN UNIVERSAL PLATESENTKOHLUNGSFREI VORGESCHLIFFEN DECARB FREE
505 x 1030 x D
PREISLISTE EUR/1
PRICE LIST EUR/1
SOFORT ab LAGER LIEFERBAR
FÜR SÄGEZUSCHNITTE
Available EX STOCK
SONDERANFERTIGUNGEN auf ANFRAGE
NONE STANDARD SIZES upon REQUEST
Dicke: + 0,2/0 mm N8 vorgeschliffen
Thickn.: + 0,2/0 mm N8 Seg. Ground
Toleranz Oberfläche
Standard Lagermaßefür Handel und Industrie
Standard Stock Sizesfor Merchants and Industry
Tolerance Surface
Breite: ± 2 mm N11 gesägt
Width : ± 2 mm N11 Sawn
Länge: - 10/0 mm N11 gesägt
Length : - 10/0 mm N11 Sawn
1030 mm
505 mm
S
B
6,2 8,2 10,4 12,4 15,4 16,4 20,4 22,4 25,4 27,4 30,4 32,4 36,4 40,4 46,4 50,4 56,4 60,4 70,4 80,4 100,4
2842/2510 196 240 279 326 405 451 484 570 611 644 691 757 812 860 968 1087 1223 1300 1404 1560 1976
1.2379 353 480 546 647 673 779 812 944 988 1098 1162 1263 1388 1560 1648 1736 1848 1971 2220 2823
1.1730 156 178 207 218 255 273 297 314 356 370 402 454 503 556 598 642 734 815 1032
ST52-3 156 178 207 218 255 273 297 314 356 370 402 454 503 556 598 642 734 815 1032
1.2312 262 299 323 428 449 484 537 554 600 629 658 680 684 735 761 961 1049 1298 1496 1813
1.2767 353 480 546 647 673 779 812 944 988 1098 1162 1263 1388 1560 1648 1736 1848 1971 2220 2823
1.2343 353 480 546 647 673 779 812 944 988 1098 1162 1263 1388 1560 1648 1736 1848 1971 2220 2823
2343 ESU 424 536 602 736 755 880 1014 1262 1318 1434 1442 1742 1813 2088 2319 2650 3387
1.2162 315 333 372 383 413 462 540 622 737 869 988
1.2083 353 480 546 647 673 779 812 944 988 1098 1162 1263 1388 1560 1648 1736 1848 1971 2220 2823
1.2085 408 596 680 808 845 963 1169 1223 1369 1558 1730 1943 2060 2168 2309 2469 2780 3509
Kg/1>> 25,4 33,6 42,6 50,8 63,1 67,2 83,6 91,8 104 112 126 132 149 165 190 206 231 247 288 393 411
DWERKSTOFF
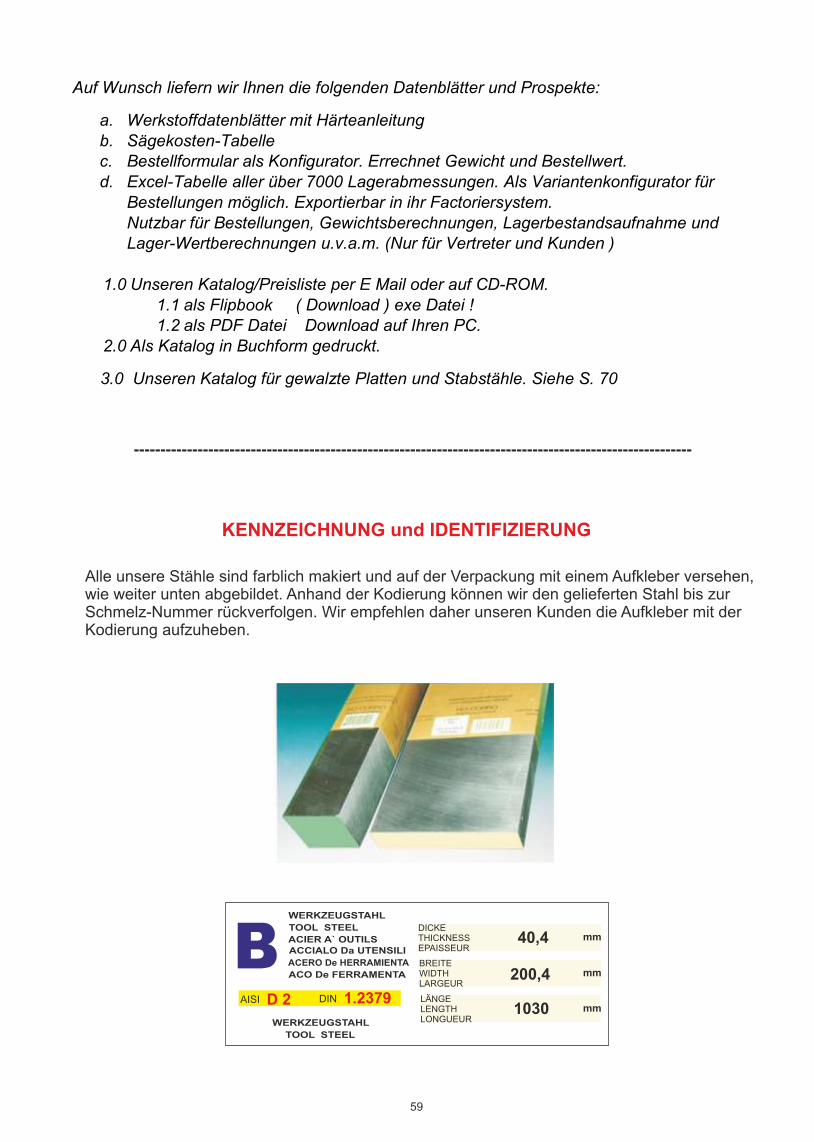
59
BWERKZEUGSTAHL
WERKZEUGSTAHL
TOOL STEEL
TOOL STEEL
ACIER A` OUTILSACCIALO Da UTENSILI
ACO De FERRAMENTA
ACERO De HERRAMIENTA
LÄNGELENGTHLONGUEUR
DICKETHICKNESSEPAISSEUR
BREITEWIDTHLARGEUR
mm
mm
mmAISI DIND 2 1.2379
40,4
200,4
1030
KENNZEICHNUNG und IDENTIFIZIERUNG
Auf Wunsch liefern wir Ihnen die folgenden Datenblätter und Prospekte:
a. Werkstoffdatenblätter mit Härteanleitung b. Sägekosten-Tabelle c. Bestellformular als Konfigurator. Errechnet Gewicht und Bestellwert. d. Excel-Tabelle aller über 7000 Lagerabmessungen. Als Variantenkonfigurator für
Bestellungen möglich. Exportierbar in ihr Factoriersystem. Nutzbar für Bestellungen, Gewichtsberechnungen, Lagerbestandsaufnahme und Lager-Wertberechnungen u.v.a.m. (Nur für Vertreter und Kunden )
1.0 Unseren Katalog/Preisliste per E Mail oder auf CD-ROM. 1.1 als Flipbook ( Download ) exe Datei ! 1.2 als PDF Datei Download auf Ihren PC.
2.0 Als Katalog in Buchform gedruckt.
3.0 Unseren Katalog für gewalzte Platten und Stabstähle. Siehe S. 70
---------------------------------------------------------------------------------------------------------
Alle unsere Stähle sind farblich makiert und auf der Verpackung mit einem Aufkleber versehen, wie weiter unten abgebildet. Anhand der Kodierung können wir den gelieferten Stahl bis zur Schmelz-Nummer rückverfolgen. Wir empfehlen daher unseren Kunden die Aufkleber mit derKodierung aufzuheben.
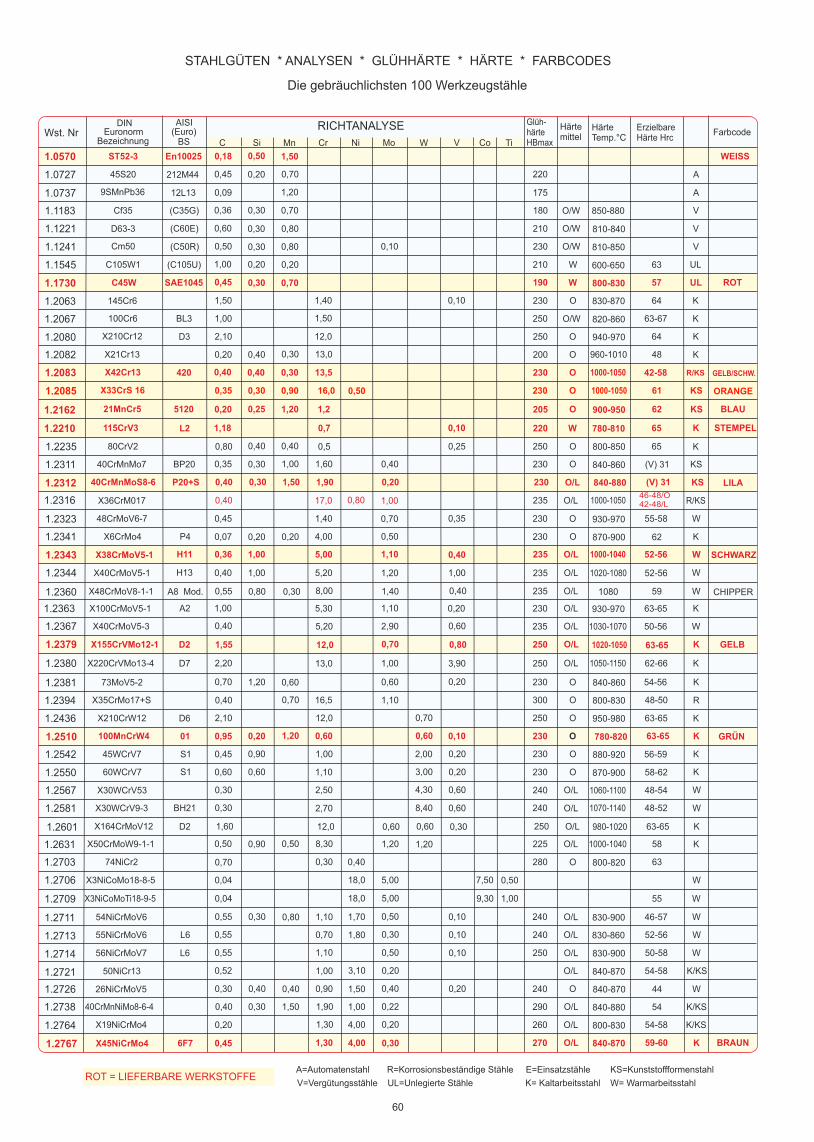
STAHLGÜTEN * ANALYSEN * GLÜHHÄRTE * HÄRTE * FARBCODES
Die gebräuchlichsten 100 Werkzeugstähle
1.0570
1.0727
1.0737
1.1221
1.1241
1.1545
1.1730
1.2063
1.2067
1.2080
1.2082
1.2083
1.2085
1.2162
1.2210
1.2235
1.2311
1.2312
1.2316
1.2323
1.2341
1.2343
1.2344
1.2360
1.2363
1.2367
1.2379
1.2380
1.2381
1.2394
1.2436
1.2510
1.2542
1.2550
1.2567
1.2581
1.2601
1.2631
1.2703
1.2706
1.2709
1.2711
1.2713
1.2714
1.2721
1.2726
1.2738
1.2764
1.2767
1.1183
Wst. NrDIN
EuronormBezeichnung
AISI
C(Euro)
BS
RICHTANALYSE
SiFarbcode
ErzielbareHärte Hrc
HärteTemp.°C
Glüh-härteHBmax
Härtemittel
O/W
O/W
O/W
W
W
W
O
O
O
O
O
O
O
O
O
O
O
A
A
V
V
V
UL
UL
R/KS
K
K
K
K
220
175
180
210
230
210
190
230
250
250
200
230
230
205
220
250
230
230
235
230
230
235
235
235
230
235
250
250
230
300
250
230
230
230
240
240
250
225
280
240
240
290
260
270
240
250
SCHWARZ
CHIPPER
LILA40CrMnMoS8-6
SAE1045
En10025
212M44
12L13
(C35G)
(C60E)
(C50R)
(C105U)
46-48/O42-48/L1000-1050
GELB
GRÜN
BRAUN
BLAU
STEMPEL
ORANGE
GELB/SCHW.
ROT
WEISS
40CrMnNiMo8-6-4
0,18
0,45
0,09
0,36
0,60
0,50
1,00
0,45
1,50
1,00
2,10
0,20
0,40 0,40 0,30 13,5
0,35
0,20
1,18
0,80
0,35
0,40
0,40
0,45
0,07
0,36
0,40
0,55
1,00
0,40
1,55
2,20
0,70
0,40
2,10
0,95
0,45
0,60
0,30
0,30
1,60
0,50
0,70
0,04
0,04
0,55
0,55
0,55
0,52
0,30
0,40
0,20
0,45
ST52-3
BL3
D3
420
5120
L2
BP20
P20+S
P4
H11
H13
A2
A8 Mod.
D2
D7
D6
01
S1
S1
BH21
D2
6F7
L6
L6
45S20
9SMnPb36
Cf35
D63-3
Cm50
C105W1
C45W
145Cr6
100Cr6
X210Cr12
X21Cr13
X42Cr13
X33CrS 16
21MnCr5
115CrV3
80CrV2
40CrMnMo7
X36CrM017
48CrMoV6-7
X6CrMo4
X38CrMoV5-1
X40CrMoV5-1
X48CrMoV8-1-1
X100CrMoV5-1
X40CrMoV5-3
X155CrVMo12-1
X220CrVMo13-4
73MoV5-2
X35CrMo17+S
X210CrW12
100MnCrW4
45WCrV7
60WCrV7
X30WCrV53
X30WCrV9-3
X164CrMoV12
X50CrMoW9-1-1
74NiCr2
X3NiCoMo18-8-5
X3NiCoMoTi18-9-5
54NiCrMoV6
55NiCrMoV6
56NiCrMoV7
50NiCr13
26NiCrMoV5
X19NiCrMo4
X45NiCrMo4
ROT = LIEFERBARE WERKSTOFFE
0,50 1,50
0,20 0,70
1,20
0,700,30
0,30 0,80
0,30 0,80
0,20 0,20
0,30 0,70
0,10
1,40 0,10
1,50
12,0
0,40 0,30 13,0
0,30 0,90 16,0 0,50
0,25 1,20 1,2
0,7 0,10
0,40 0,40 0,5 0,25
0,30 1,00 1,60 0,40
0,30 1,50 1,90 0,20
17,0 0,80 1,00
1,40 0,70 0,35
0,20 0,20 4,00 0,50
1,00 5,00 1,10 0,40
1,00 5,20 1,20 1,00
8,000,80 0,30 1,40 0,40
5,30 1,10 0,20
5,20 2,90 0,60
12,0 0,70 0,80
13,0 1,00 3,90
1,20 0,60 0,60 0,20
0,70 16,5 1,10
12,0 0,70
0,20 1,20 0,60 0,60 0,10
0,90 1,00 2,00 0,20
0,60 1,10 3,00 0,20
2,50 4,30 0,60
2,70 8,40 0,60
12,0 0,60 0,60 0,30
0,90 0,50 8,30 1,20 1,20
0,30 0,40
18,0 5,00 7,50 0,50
18,0 5,00 9,30 1,00
0,30 0,80 1,10 1,70 0,50 0,10
0,70 1,80 0,30 0,10
1,10 0,50 0,10
1,00 3,10 0,20
0,40 0,40 0,90 1,50 0,40 0,20
0,30 1,50 1,90 1,00 0,22
1,30 0,20
1,30 4,00 0,30
4,00
O/W
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O
O
O
O
O
O
O
850-880
810-840
810-850
600-650
800-830
830-870
820-860
960-1010
940-970
1000-1050
1000-1050
900-950
780-810
800-850
840-860
840-880
930-970
870-900
1000-1040
1020-1080
1080
930-970
1030-1070
1020-1050
1050-1150
840-860
800-830
950-980
780-820
880-920
870-900
1060-1100
1070-1140
980-1020
1000-1040
800-820
830-900
830-860
830-900
840-870
840-870
840-880
800-830
840-870
63
57
64
63-67
64
48
42-58
61
62
65
65
(V) 31
(V) 31
55-58
62
52-56
52-56
59
63-65
63-65
50-56
62-66
54-56
48-50
63-65
63-65
56-59
58-62
48-54
48-52
63-65
58
63
55
46-57
52-56
50-58
54-58
44
54
54-58
59-60
KS
KS
K
K
KS
KS
R/KS
W
K
W
W
W
K
W
K
K
K
R
K
K
K
K
W
W
K
K
K
W
W
W
W
W
W
K/KS
K/KS
K/KS
60
Mn Cr Ni Mo W V Co Ti
A=Automatenstahl R=Korrosionsbeständige Stähle E=Einsatzstähle KS=Kunststoffformenstahl
V=Vergütungsstähle UL=Unlegierte Stähle K= Kaltarbeitsstahl W= Warmarbeitsstahl
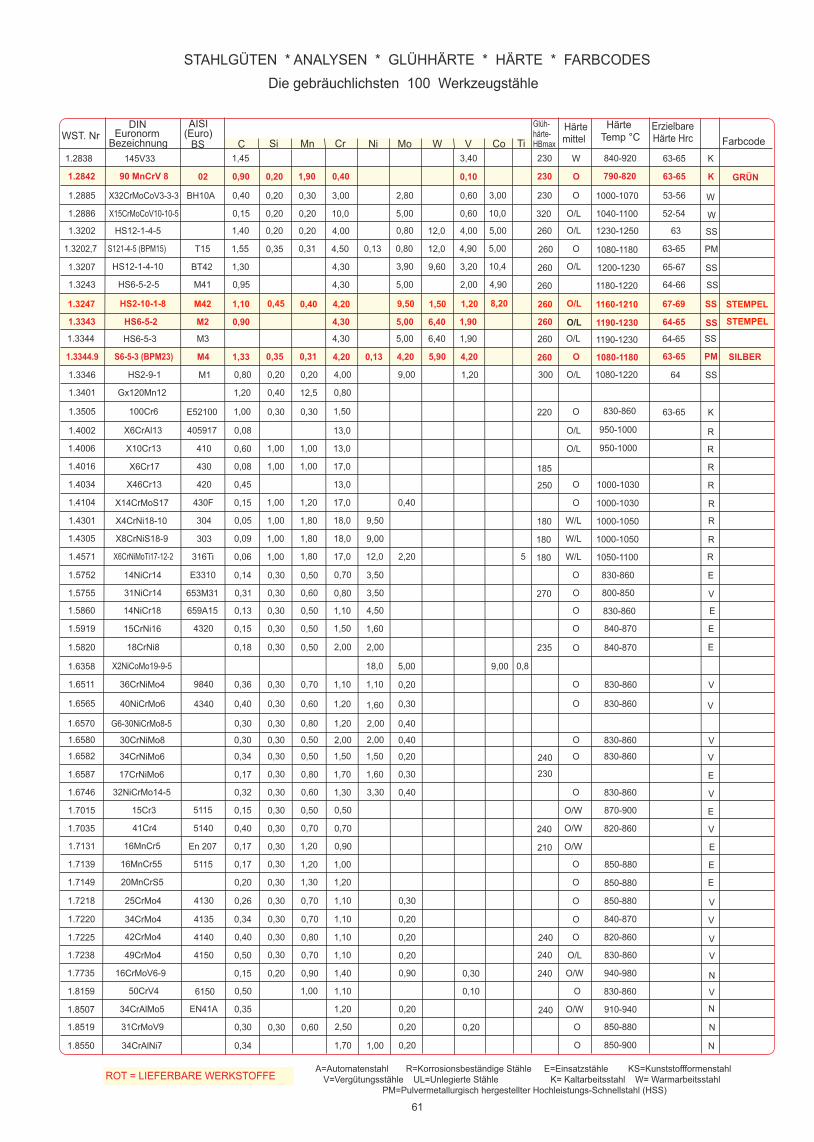
61
STAHLGÜTEN * ANALYSEN * GLÜHHÄRTE * HÄRTE * FARBCODES
Die gebräuchlichsten 100 Werkzeugstähle
WST. NrDIN
EuronormBezeichnung
AISI(Euro)
BS C Si Mn Cr Ni Mo W V Co Ti Farbcode
1.2838
1.2842
1.2886
1.2885
1.3202
1.3202,7
1.3207
1.3243
1.3343
1.3344
1.3344.9
1.3346
1.3401
1.3505
1.4002
1.4006
1.4016
1.4034
1.3247
1.4104
1.4301
1.4305
1.4571
1.5752
1.5755
1.5860
1.5919
1.5820
1.6358
1.6511
1.6565
1.6570
1.6580
1.6582
1.6587
1.6746
1.7015
1.7035
1.7131
1.7139
1.7149
1.7218
1.7220
1.7225
1.7238
1.7735
1.8159
1.8507
1.8519
1.8550
X6CrNiMoTi17-12-2
S6-5-3 (BPM23)
E52100
1,55
0,35 0,31
0,31
4,20 0,13
0,13
4,20 5,90 4,20
8,20
5
230
230
230
Glüh-härte-HBmax
ErzielbareHärte Hrc
Härtemittel
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
O/L
1080-1180
HärteTemp °C
145V33
90 MnCrV 8
X32CrMoCoV3-3-3
X15CrMoCoV10-10-5
HS12-1-4-5
HS12-1-4-10
S121-4-5 (BPM15)
HS2-10-1-8
HS6-5-2-5
HS6-5-2
HS6-5-3
HS2-9-1
Gx120Mn12
100Cr6
X6CrAl13
X10Cr13
X6Cr17
X46Cr13
X14CrMoS17
X4CrNi18-10
X8CrNiS18-9
14NiCr14
31NiCr14
14NiCr18
15CrNi16
18CrNi8
X2NiCoMo19-9-5
36CrNiMo4
40NiCrMo6
G6-30NiCrMo8-5
30CrNiMo8
34CrNiMo6
17CrNiMo6
32NiCrMo14-5
15Cr3
41Cr4
16MnCr5
16MnCr55
20MnCrS5
25CrMo4
34CrMo4
42CrMo4
49CrMo4
16CrMoV6-9
50CrV4
34CrAlMo5
31CrMoV9
34CrAlNi7
02
BH10A
T15
BT42
M41
M42
M2
M3
M4
M1
405917
410
430
420
430F
304
303
316Ti
E3310
653M31
659A15
4320
9840
4340
5115
5140
En 207
5115
4130
4135
4140
4150
6150
EN41A
1,45
0,90
0,40
0,15
1,40
1,30
0,95
1,10 0,45 0,40
0,90
1,33
0,80
0,801,20
1,00
0,08
0,60
0,08
0,45
0,15
0,05
0,09
0,06
0,14
0,31
0,13
0,15
0,18
0,36
0,40
0,30
0,30
0,34
0,17
0,32
0,15
0,40
0,17
0,17
0,20
0,26
0,34
0,40
0,50
0,15
0,50
0,35
0,30
0,34
0,20 1,90 0,40 0,10
3,40
0,60
0,60
4,00
4,00
5,00
5,00
10,0
3,002,80
5,00
0,80 12,04,00
3,00
10,0
0,200,20
0,200,20
0,20
4,9012,00,804,500,35
4,30
4,30
4,20
4,30
4,30
3,90 9,60 3,20 10,4
0,30
0,20 0,20
0,40
0,30
1,00
1,00
1,00
1,00
1,00
1,00
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,30
0,20
12,5
0,30
1,00
1,00
1,20
1,80
1,80
1,80
0,50
0,60
0,50
0,50
0,50
0,70
0,60
0,80
0,50
0,50
0,80
0,60
0,50
0,70
1,20
1,20
1,30
0,70
0,70
0,80
0,70
0,90
1,00
0,60
1,50
13,0
13,0
17,0
13,0
17,0
18,0
18,0
17,0
0,70
0,80
1,10
1,50
2,00
1,10
1,20
1,20
2,00
1,50
1,70
1,30
0,50
0,70
0,90
1,00
1,20
1,10
1,10
1,10
1,10
1,40
1,10
1,20
2,50
1,70
9,50
9,00
12,0
3,50
3,50
4,50
1,60
2,00
9,00 0,818,0
1,10
1,60
2,00
2,00
0,30
0,20
0,20
0,20
0,90
0,20
0,20
0,20
5,00
9,50
5,00
5,00
9,00
6,40
6,40
0,40
2,20
5,00
0,20
0,30
0,40
0,40
1,00
0,20
0,30
0,40
1,50
1,60
3,30
1,50
1,20
1,90
1,90
1,20
2,00 4,90
0,30
0,10
0,20
W
O
O
O
O
O
O
O
W/L
W/L
W/L
O
O
O
O
O
O
O
O
O/W
O/W
O/W
O/W
O
O/W
O/L
O
O
O
O
O
O
O
O
O
PM
GRÜN
SS
K
K
W
W
SS
SS
SS
SS
SS
SS
SILBERPM
K
R
R
R
R
R
R
R
R
V
V
V
V
E
V
E
E
V
V
N
N
N
V
N
V
V
E
V
E
E
E
E
V
E
STEMPEL
STEMPEL
840-920
790-820
1000-1070
1040-1100
1230-1250
1200-1230
1180-1220
1160-1210
1190-1230
1190-1230
1080-1220
830-860
1080-1180
950-1000
950-1000
1000-1030
1000-1030
1000-1050
1000-1050
1050-1100
830-860
830-860
840-870
840-870
830-860
830-860
800-850
830-860
830-860
830-860
870-900
820-860
850-880
850-880
850-880
840-870
820-860
830-860
940-980
830-860
910-940
850-880
850-900
320
260
260
260
260
260
260
260
260
300
220
185
250
180
180
180
270
235
240
230
240
210
240
240
240
240
63-65
63-65
53-56
52-54
63
63-65
65-67
64-66
67-69
64-65
64-65
63-65
64
63-65
ROT = LIEFERBARE WERKSTOFFEA=Automatenstahl R=Korrosionsbeständige Stähle E=Einsatzstähle KS=Kunststoffformenstahl
V=Vergütungsstähle UL=Unlegierte Stähle K= Kaltarbeitsstahl W= WarmarbeitsstahlPM=Pulvermetallurgisch hergestellter Hochleistungs-Schnellstahl (HSS)
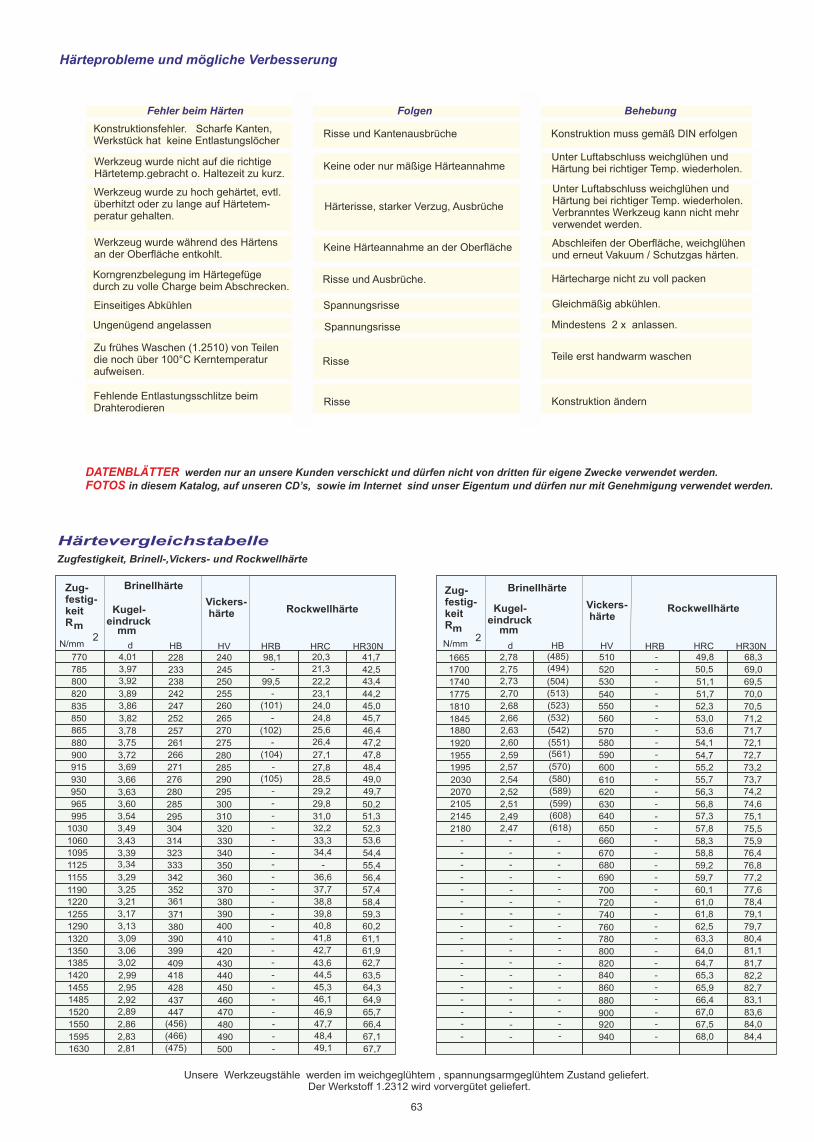
63
Härteprobleme und mögliche Verbesserung
Härtevergleichstabelle
Zugfestigkeit, Brinell-,Vickers- und Rockwellhärte
DATENBLÄTTER
FOTOS werden nur an unsere Kunden verschickt und dürfen nicht von dritten für eigene Zwecke verwendet werden.
in diesem Katalog, auf unseren CD’s, sowie im Internet sind unser Eigentum und dürfen nur mit Genehmigung verwendet werden.
Zug-festig-keitR
Zug-festig-keitRm
N/mm N/mm2 2
770
785
800
820
835
850
865
880
900
915
930
950
965
995
1030
1060
1095
1125
1155
1190
1220
1255
1290
1320
1350
1385
1420
1455
1485
1520
1550
1595
1630
Brinellhärte Brinellhärte
Kugel-eindruck
Kugel-eindruck
mm mm
d d HB HB HV HV
Vickers- härte
Vickers- härte
Rockwellhärte Rockwellhärte
HRB HRBHRC HRCHR30N HR30N4,01
3,97
3,92
3,89
3,86
3,82
3,78
3,75
3,72
3,69
3,66
3,63
3,60
3,54
3,49
3,43
3,393,34
3,29
3,25
3,21
3,17
3,13
3,09
3,06
3,02
2,99
2,95
2,92
2,89
2,86
2,83
2,81
228
233
238
242
247
252
257
261
266
271
276
280
285
295
304
314
323
333
342
352
361
371
380
390
399
409
418
428
437
447
(456)
(466)
(475)
240
245
250
255
260
265
270
275
280
285
290
295
300
310
320
330
340
350
360
370
380
390
400
410
420
430
440
450
460
470
480
490
500
98,1
99,5
-
(101)
-
(102)
-
(104)
-
(105)
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
20,3
21,3
22,2
23,1
24,0
24,8
25,6
26,4
27,1
27,8
28,5
29,2
29,8
31,0
32,2
33,3
34,4
-
36,6
37,7
38,8
39,8
40,8
41,8
42,7
43,6
44,5
45,3
46,1
46,9
47,7
48,4
49,1
41,7
42,5
43,4
44,2
45,0
45,7
46,4
47,2
47,8
48,4
49,0
49,7
50,2
51,3
52,3
53,6
54,4
55,4
56,4
57,4
58,4
59,3
60,2
61,1
61,9
62,7
63,5
64,3
64,9
65,7
66,4
67,1
67,7
-
1665
1700
1740
1775
1810
1845
1880
1920
1955
1995
2030
2070
2105
2145
2180
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
2,78
2,75
2,73
2,70
2,68
2,66
2,63
2,60
2,59
2,57
2,54
2,52
2,51
2,49
2,47
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
(485)
(494)
(504)
(513)
(523)
(532)
(542)
(551)
(561)
(570)
(580)
(589)
(599)
(608)
(618)
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
510
520
530
540
550
560
570
580
590
600
610
620
630
640
650
660
670
680
690
700
720
740
760
780
800
820
840
860
880
900
920
940
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
49,8 68,3
69,0
69,5
70,0
70,5
50,5
51,1
51,7
52,3
53,0 71,2
53,6 71,7
54,1 72,1
54,7 72,7
55,2 73,2
55,7 73,7
56,3 74,2
56,8 74,6
57,3 75,1
57,8 75,5
58,3 75,9
58,8 76,4
59,2 76,8
59,7 77,2
60,1 77,6
61,0 78,4
61,8 79,1
62,5 79,7
63,3 80,4
64,0 81,1
64,7 81,7
65,3 82,2
65,9 82,7
66,4 83,1
67,0 83,6
67,5 84,0
68,0 84,4
-
m
Unsere Werkzeugstähle werden im weichgeglühtem , spannungsarmgeglühtem Zustand geliefert. Der Werkstoff 1.2312 wird vorvergütet geliefert.
Fehler beim Härten Folgen Behebung
Konstruktionsfehler. Scharfe Kanten, Werkstück hat keine Entlastungslöcher
Risse und Kantenausbrüche Konstruktion muss gemäß DIN erfolgen
Werkzeug wurde nicht auf die richtigeHärtetemp.gebracht o. Haltezeit zu kurz.
Keine oder nur mäßige HärteannahmeUnter Luftabschluss weichglühen undHärtung bei richtiger Temp. wiederholen.
Unter Luftabschluss weichglühen undHärtung bei richtiger Temp. wiederholen.Verbranntes Werkzeug kann nicht mehrverwendet werden.
Werkzeug wurde zu hoch gehärtet, evtl.überhitzt oder zu lange auf Härtetem-peratur gehalten.
Härterisse, starker Verzug, Ausbrüche
Werkzeug wurde während des Härtens an der Oberfläche entkohlt.
Keine Härteannahme an der Oberfläche Abschleifen der Oberfläche, weichglühenund erneut Vakuum / Schutzgas härten.
Korngrenzbelegung im Härtegefüge durch zu volle Charge beim Abschrecken.
Risse und Ausbrüche. Härtecharge nicht zu voll packen
Einseitiges Abkühlen Spannungsrisse Gleichmäßig abkühlen.
Ungenügend angelassen Spannungsrisse Mindestens 2 x anlassen.
Zu frühes Waschen (1.2510) von Teilendie noch über 100°C Kerntemperatur aufweisen.
Risse Teile erst handwarm waschen
Fehlende Entlastungsschlitze beimDrahterodieren
Risse Konstruktion ändern

62
HÄRTUNGSTIEFE
NITRIEREN
ANLASSEN
Hängt von der Legierung und den Abmessungen eines Werkstückes ab.Die Verwendung eines Werkstückes entscheidet, ob es bis in den Kernoder nur bis zu einer bestimmten Tiefe gehärtet wird.
Die Stahloberfläche diffundiert während des Glühprozesses. ( 550°C )Die Randschicht wird mit Stickstoff angereichert, wodurch nach trägerAbkühlung eine dünne verschleißfeste, gehärtete Oberfläche entsteht.Je nach Applikation werden verschiedene Nitriervarianten angewendet.Karbonitrieren, Nitrokarbonieren, Plasmanitrieren und Reingasnitrieren.
Durch das Härten werden starke innere Spannungen erzeugt. Diesemüssen abgebaut werden. Das Werkstück wird nochmals auf ca. 200bis 300°C erhitzt. 1-2 Stunden Anlassdauer. 2-3 Stunden bei größerenWerkstücken und bei Warmarbeitsstählen. Ein Teil des Restaustenitwandelt sich in Martensit um. Da sich Restaustenit nur sehr schwerumwandelt muss der Vorgang mindestens 2 oder auch 3x wiederholt werden. Bewirkt ferner höhere Maßbeständigkeit und Zähigkeit
ALTERN
Bereits gehärteten Stahl ca. 50 bis 100 Stunden bei ca. 120°C halten.Dadurch verliert das Werkstück innere Spannungen. Die Teile, wieMesswerkzeuge bleiben auch nach langer Zeit noch stabil. Bis zu einemJahr dauert der natürliche Alterungsprozess. Einen noch besseren Effekt,erzielt man durch Tiefkühlen in flüssigem Stickstoff bei -70°C.
ENTKOHLUNG
Im rotheißem Zustand ist die Stahloberfläche sehr empfindlich gegen Anfressung aus der umgebenden Luft. Durch Verbrennen des Kohlen-stoffes entsteht an der Oberfläche eine zu niedrige Härte. (Weichhaut)Es muss aufgekohlt werden. D.h. der Randschicht des Werkstückes muß wieder Kohlenstoff zugeführt werden. (Pulver, Gas, Salzbad)
ABSCHRECKEN
Abkühlen des Werkstückes mit größerer Geschwindigkeit als an Luft.Die Abkühlgeschwindigkeit in Verbindung mit der Werkstückgröße istwichtig, um die optimale Härte zu erreichen.
SALZBADHÄRTEN
Nach dem Vorwärmen in einem Heißluftofen (ca.500°C) wird derin einem Tiegel mit flüssigen Spezialsalzen gehängt und auf dieerwünschte Endtemperatur gebracht. Die Erhitzung ist besonders gleichmäßig, durchgreifend und temperaturgenau auf Grund des intensiven Kontaktes des flüssigen Mediums mit der gesamtenWerkstückoberfläche. Der Prozess ist sehr wirtschaftlich, wo ingroßem Umfang Härtearbeiten durchgeführt werden müssen. DasSalzbadhärten ist dem Härten im Muffelofen weit überlegen. DasWerkstück kommt während des Härteprozesses nicht mit Sauer-stoff in Kontakt und bleibt daher blank und entkohlungsfrei.
SULFINIEREN
Mittels eines Salzbades findet, neben der Stickstoffaufnahme, aucheine Schwefeldiffusion statt. Es werden dadurch sehr gute Lauf-eigenschaften erreicht.
SPANNUNGSARM GLÜHEN
Werkstoffeigene Spannungen im Stahl werden durch Erhitzen ab-gebaut. Der Stahl wird auf ca. 650°C geglüht und danach langsam im Ofen abgekühlt. Dieser Prozess wird durchgeführt um Form-veränderungen des Stahles zu vermeiden.
AUFKOHLEN
Auch Zementieren, Einsetzten oder Verstählen genannt. Pulver, Gas,Salzbadaufkohlen. Anreichern der Randschicht des Werkstückes mitKohlenstoff. Harte Schichten bis 3 mm sind zu erzielen.
INDUKTIONSHÄRTEN
Eine Stromspule induziert mittels eines magnetischen Wechselfeldeseinen kräftigen elektrischen Strom in die Stahlhaut. Durch den Wider-stand des Stahls verursacht dieser Strom eine Wärmeentwicklung.Der Stahl wird bis zu einer bestimmten Tiefe (1-5 mm) rotheiß.Dieser Prozess wird hauptsächlich im Maschinenbau angewendet.(Kantmesser, Leitungsbahnen etc.) Die Tiefe der gehärteten Schichtist abhängig von der angewandten Frequenz und der Zeit.Mit Hochfrequenz-Induktionshärten können auch sehr kleine Tiefen realisiert werden. Härtungstiefen ab 0,01 mm sind möglich.
WARMBADHÄRTEN
Warmbadhärtbar sind grundsätzlich alle öl- und lufthärtbaren Stähle.Niedriglegierte Stähle erreichen bei kleineren bis mittleren Abmes-sungen noch ca. 60Hrc. Hochlegierte Stähle können auch ingrößeren Abmessungen gehärtet werden. Geringe Temperatur-schwankungen des Bades sind ohne wesentlichen Einfluss auf die Härte. Dies ist wichtig, weil die Temperatur beim Einbringen des heißen Härtegutes etwas steigt. Nach dem Eintauchen des Werk-stückes, sollte dieses kurz hin und her bewegt werden. Eine Kühl-anlage ist notwendig, weil sich das Warmbad bei zu geringem Salz-inhalt oder bei Serienhärtungen stark erwärmt. Die Bäder könnenauch mit einem sog. Wasserkühlmantel ausgestattet werden.
WEICHGLÜHEN
Den Stahl auf 700 - 900°C durchwärmen und danach langsam im Ofenabkühlen lassen. Der Anlieferzustand unserer Stähle ist weichgeglüht.Außer: 1.2312, 1.2082, Toolox33, Toolox44. Sind bereits vergütet.
VAKUUMHÄRTEN
Hierbei wird der Stahl in Spezialöfen in einer Vakuumretorte erhitzt. DieOberfläche bleibt durch das Fehlen von Sauerstoff blank .Die Oxydationalso Entkohlung ist von Druck unabhängig.Für Werkzeuge von denen eine hohe Oberflächenqualität gefordert wird,findet diese umweltfreundliche Methode immer mehr Anwendung.
SCHUTZGASHÄRTEN
Um den Kontakt des Werkstückes mit Sauerstoff zu vermeiden, wirdes entweder eingepackt, oder im Muffelofen mit Schutzgas gehärtet.In Spezialöfen, die innen mit einer hitzebeständigen runden oder recht-winkligen Retorte ausgestattet sind, wird Gas eingebracht, welches sichgegen den Stahl neutral verhält. Auf Rotglühhitze bleibt der Stahl dannvor Anfressungen bewahrt. Oft werden auch Aktivgase zugeführt, welcheeine aufkohlende oder nitrierende Wirkung auf die Oberfläche ausüben.
Härten von Werkzeugstahl
Härten bedeutet, Werkzeugstähle einer Wärmebehandlung zuzuführen. D.h. den Stahl auf eine Temperatur von über 780°C zu erhitzen, wodurchsich die Struktur in Austenit umwandelt. Nach mehr oder weniger schneller Abschreckung wird der Stahl dann hart. Dies geschieht um die Eigen-schaften durch Umwandlung zu verbessern. Erst dann können die Eigenschaften eines Werkzeugstahls optimal genutzt werden.
Das Härten selbst ist ein relativ komplizierter und langwieriger Prozess. Wir empfehlen daher die einschlägige Literatur und das Internet unter Härterei Ratgeber.
Die richtige KONSTRUKTION und die richtige WÄRMEBEHANDLUNG sind von entscheidender Bedeutung für die Wirtschaftlichkeit und Funktion eines Werkzeuges. Um die Eigenschaften eines Werkzeugstahls und sein Verhalten bei der Wärmebehandlung besser zu verstehen, ist es wichtigseine Legierungsbestandteile zu kennen und einige Fachbegriffe zu verstehen.
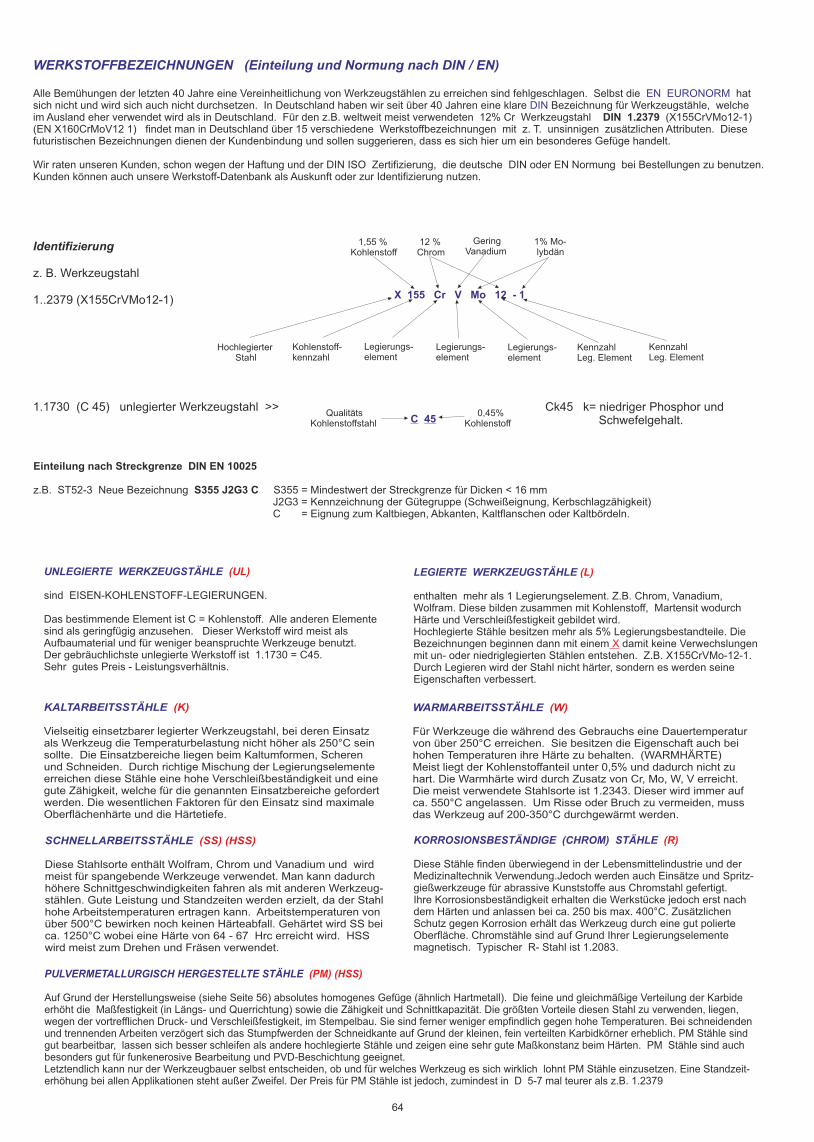
64
UNLEGIERTE WERKZEUGSTÄHLE (UL)
sind EISEN-KOHLENSTOFF-LEGIERUNGEN.
Das bestimmende Element ist C = Kohlenstoff. Alle anderen Elemente sind als geringfügig anzusehen. Dieser Werkstoff wird meist alsAufbaumaterial und für weniger beanspruchte Werkzeuge benutzt.Der gebräuchlichste unlegierte Werkstoff ist 1.1730 = C45.Sehr gutes Preis - Leistungsverhältnis.
KALTARBEITSSTÄHLE (K)
Vielseitig einsetzbarer legierter Werkzeugstahl, bei deren Einsatzals Werkzeug die Temperaturbelastung nicht höher als 250°C seinsollte. Die Einsatzbereiche liegen beim Kaltumformen, Scherenund Schneiden. Durch richtige Mischung der Legierungselementeerreichen diese Stähle eine hohe Verschleißbeständigkeit und einegute Zähigkeit, welche für die genannten Einsatzbereiche gefordertwerden. Die wesentlichen Faktoren für den Einsatz sind maximaleOberflächenhärte und die Härtetiefe.
WARMARBEITSSTÄHLE (W)
Für Werkzeuge die während des Gebrauchs eine Dauertemperatur von über 250°C erreichen. Sie besitzen die Eigenschaft auch bei hohen Temperaturen ihre Härte zu behalten. (WARMHÄRTE)Meist liegt der Kohlenstoffanteil unter 0,5% und dadurch nicht zuhart. Die Warmhärte wird durch Zusatz von Cr, Mo, W, V erreicht.Die meist verwendete Stahlsorte ist 1.2343. Dieser wird immer aufca. 550°C angelassen. Um Risse oder Bruch zu vermeiden, mussdas Werkzeug auf 200-350°C durchgewärmt werden.
SCHNELLARBEITSSTÄHLE (SS) (HSS)
Diese Stahlsorte enthält Wolfram, Chrom und Vanadium und wirdmeist für spangebende Werkzeuge verwendet. Man kann dadurch höhere Schnittgeschwindigkeiten fahren als mit anderen Werkzeug-stählen. Gute Leistung und Standzeiten werden erzielt, da der Stahlhohe Arbeitstemperaturen ertragen kann. Arbeitstemperaturen vonüber 500°C bewirken noch keinen Härteabfall. Gehärtet wird SS beica. 1250°C wobei eine Härte von 64 - 67 Hrc erreicht wird. HSS wird meist zum Drehen und Fräsen verwendet.
PULVERMETALLURGISCH HERGESTELLTE STÄHLE (PM) (HSS)
Auf Grund der Herstellungsweise (siehe Seite 56) absolutes homogenes Gefüge (ähnlich Hartmetall). Die feine und gleichmäßige Verteilung der Karbideerhöht die Maßfestigkeit (in Längs- und Querrichtung) sowie die Zähigkeit und Schnittkapazität. Die größten Vorteile diesen Stahl zu verwenden, liegen,wegen der vortrefflichen Druck- und Verschleißfestigkeit, im Stempelbau. Sie sind ferner weniger empfindlich gegen hohe Temperaturen. Bei schneidendenund trennenden Arbeiten verzögert sich das Stumpfwerden der Schneidkante auf Grund der kleinen, fein verteilten Karbidkörner erheblich. PM Stähle sindgut bearbeitbar, lassen sich besser schleifen als andere hochlegierte Stähle und zeigen eine sehr gute Maßkonstanz beim Härten. PM Stähle sind auchbesonders gut für funkenerosive Bearbeitung und PVD-Beschichtung geeignet. Letztendlich kann nur der Werkzeugbauer selbst entscheiden, ob und für welches Werkzeug es sich wirklich lohnt PM Stähle einzusetzen. Eine Standzeit-erhöhung bei allen Applikationen steht außer Zweifel. Der Preis für PM Stähle ist jedoch, zumindest in D 5-7 mal teurer als z.B. 1.2379
LEGIERTE WERKZEUGSTÄHLE (L)
enthalten mehr als 1 Legierungselement. Z.B. Chrom, Vanadium,Wolfram. Diese bilden zusammen mit Kohlenstoff, Martensit wodurchHärte und Verschleißfestigkeit gebildet wird. Hochlegierte Stähle besitzen mehr als 5% Legierungsbestandteile. Die Bezeichnungen beginnen dann mit einem damit keine Verwechslungenmit un- oder niedriglegierten Stählen entstehen. Z.B. X155CrVMo-12-1.Durch Legieren wird der Stahl nicht härter, sondern es werden seineEigenschaften verbessert.
X
KORROSIONSBESTÄNDIGE (CHROM) STÄHLE (R)
Diese Stähle finden überwiegend in der Lebensmittelindustrie und der Medizinaltechnik Verwendung.Jedoch werden auch Einsätze und Spritz-gießwerkzeuge für abrassive Kunststoffe aus Chromstahl gefertigt.Ihre Korrosionsbeständigkeit erhalten die Werkstücke jedoch erst nach dem Härten und anlassen bei ca. 250 bis max. 400°C. ZusätzlichenSchutz gegen Korrosion erhält das Werkzeug durch eine gut polierteOberfläche. Chromstähle sind auf Grund Ihrer Legierungselemente magnetisch. Typischer R- Stahl ist 1.2083.
WERKSTOFFBEZEICHNUNGEN (Einteilung und Normung nach DIN / EN)
EN EURONORM DIN
Alle Bemühungen der letzten 40 Jahre eine Vereinheitlichung von Werkzeugstählen zu erreichen sind fehlgeschlagen. Selbst die hat sich nicht und wird sich auch nicht durchsetzen. In Deutschland haben wir seit über 40 Jahren eine klare Bezeichnung für Werkzeugstähle, welche im Ausland eher verwendet wird als in Deutschland. Für den z.B. weltweit meist verwendeten 12% Cr Werkzeugstahl DIN 1.2379 (X155CrVMo12-1) (EN X160CrMoV12 1) findet man in Deutschland über 15 verschiedene Werkstoffbezeichnungen mit z. T. unsinnigen zusätzlichen Attributen. Diese futuristischen Bezeichnungen dienen der Kundenbindung und sollen suggerieren, dass es sich hier um ein besonderes Gefüge handelt.
Wir raten unseren Kunden, schon wegen der Haftung und der DIN ISO Zertifizierung, die deutsche DIN oder EN Normung bei Bestellungen zu benutzen.Kunden können auch unsere Werkstoff-Datenbank als Auskunft oder zur Identifizierung nutzen.
Identifizierung
z. B. Werkzeugstahl
1..2379 (X155CrVMo12-1)
1.1730 (C 45) unlegierter Werkzeugstahl >> Ck45 k= niedriger Phosphor und Schwefelgehalt.
Hochlegierter Stahl
Kohlenstoff-kennzahl
12 % Chrom
QualitätsKohlenstoffstahl
Einteilung nach Streckgrenze DIN EN 10025
z.B. ST52-3 Neue Bezeichnung S355 J2G3 C S355 = Mindestwert der Streckgrenze für Dicken < 16 mm J2G3 = Kennzeichnung der Gütegruppe (Schweißeignung, Kerbschlagzähigkeit) C = Eignung zum Kaltbiegen, Abkanten, Kaltflanschen oder Kaltbördeln.
1% Mo- lybdän
GeringVanadium
1,55 % Kohlenstoff
0,45% Kohlenstoff
Legierungs-element
Legierungs-element
Legierungs-element
Kennzahl Leg. Element
Kennzahl Leg. Element
X 155 Cr V Mo 12 - 1
C 45

65
KOHLENSTOFF
(C) Schmelzpunkt 3540°C
das wichtigste, unentbehrliche Legierungselement im Stahl.Wirkung des C-Gehaltes:
+ Härte Härtbarkeit Zugfestigkeit Streckgrenze Verschleißwiderstand
Neben Kohlenstoff enthält jeder unlegierte Stahl Silizium, Mangan,Phosphor und Schwefel welcher bei der Stahlherstellung unbeabsichtigthinzukommt. Durch bewussten Zusatz von weiteren Legierungs-elementen wie Mangan und Silizium wird die besondere Wirkung erzielt. Erst dann wird der Stahl zu einem LEGIERTEN WERKZEUGSTAHL.Der Korrosionswiderstand gegenüber Wasser und Säuren wird durchKohlenstoff nicht beeinflusst.
CHROM
(Cr) Schmelzpunkt 1920°C
Bildet harte Karbide, wodurch die Verschleißfestigkeit und Schnitt-haltigkeit erheblich vergrößert wird. Gleichzeitig stimuliert es in hohem Maße die Durchhärtung. Durch Chrom wird Stahl Öl- bzw. Lufthärtbar. Die Zugfestigkeit steigt pro 1% C um 80-100 N/mm². Die elektrischeLeitfähigkeit und Wärmeleitfähigkeit werden verringert. Ab einem Mindestgehalt von 13% wird Stahl KORROSIONSBESTÄNDIG.Cr ist ferner notwendig um größere Abmessungen bis zum Kern vergüten zu können.
WOLFRAM
(W) Schmelzpunkt 3380°C
Bildet sehr schneidkräftige, harte Karbide und verursacht zugleich einehohe Warmhärte. Die Zugfestigkeit, Streckgrenze, Verschleißfestigkeitund Zähigkeit werden durch Wolfram erhöht. Wird daher oft bei Warmarbeitsstählen und Schnellarbeitsstählen verwendet. Bei wolf-ramlegiertem Stahl vermag Molybdän bis zu einem gewissen GradWolfram ersetzen. Die Wärmeleitfähigkeit wird dadurch größer, was eine geringere Empfindlichkeit für starke Temperaturschwankungenbewirkt. (Sog. thermische Ermüdung)
VANADIUM (V) Schmelzpunkt 1726°C
Ist ebenfalls ein starker Karbidbilder. Vanadium bindet Stickstoff und hat einen verfeinernden Einfluss auf die Kristalle. Stahl hat dadurcheine feinkörnige Gussstruktur. Durch die harten Karbide erhöht sich die Warmfestigkeit, der Verschleißwiderstand und die Anlassbeständigkeit.Vanadium wird daher Warmarbeitsstahl, Schnellarbeitsstählen undhochwarmfesten Stählen hinzulegiert. Bei Federstählen erhöht sich dieElastizitätsgrenze . Vanadium macht den Stahl unempfindlich gegen Schläge und Überhitzung.
MANGAN (Mn) Schmelzpunkt 1221°C
Mn desoxydiert. Es bindet Schwefel als Mangan-Sulfide und verringertdadurch den ungünstigen Einfluss des Eisen-Sulfides. In geringenMengen ist es in allen Stahlsorten vorhanden um das Gießen, Walzenund Schmieden zu erleichtern. Zum Legierungselement wird es erst beiüber 0,5%. Dann erhöht es die Durchhärtung, die Festigkeit und dieStreckgrenze. Es wirkt sich ferner günstig auf die Schweißbarkeit aus.Bei bereits geringen Mengen Mn wird die Abkühlgeschwindigkeit vermindert. Ab 1% Mn können Stähle in Öl gehärtet werden.
Silicium (Si) Schmelzpunkt 1414°C
SI ist ebenfalls in allen Stahlsorten vorhanden, um das Verarbeiten im Stahlwerk zu erleichtern. Ebenso wie Mangan gilt es erst bei über 0,5%als Legierungselement. Es hat einen günstigen Einfluss auf die Elastizität,die Dichte und auf die Biegefestigkeit. Ebenso wird die Verschleißfestig-keit, die Zunderbeständigkeit sowie die Säurebeständigkeit erhöht. Es erhöht die Streckgrenze und verbessert die Durchhärteigenschaften.Als Baustahlqualitäten werden derartige Legierungen auf ca. 45Hrcvergütet und als Blattfederstähle verwendet.
MOLYBDÄN (Mo) Schmelzpunkt 2622°C
Wird meist zusammen mit anderen Legierungselementen verwendet.Wirkt wie Chrom, jedoch intensiver. In Verbindung mit Chrom entstehteine höhere Warmhärte. Z.B 1.2343 und 1.2344. Mo verbessert durchherabsetzen der Abkühlgeschwindigkeit die Härtbarkeit. Es fordert dieFeinkornbildung und verringert die Anlasssprödigkeit bei Chrom-,Nickel Stählen. In Verbindung mit Chrom und Nickel erhöht sich die Zugfestigkeit. Mo erhöht die Korrosionsbeständigkeit und senkt dieLochfrassanfälligkeit.
NICKEL (Ni) Schmelzpunkt 1453°C
Macht Kaltarbeitsstahlsorten zäher und ist in Maschinenbaustählen inVerbindung mit Chrom und Molybdän enthalten um die Festigkeits-eigenschaften zu verbessern. Es erhöht die Kerbzähigkeit und dieStreckgrenze. Wird auch in Einsatz- und Vergütungsstählen verwendet.Stähle mit hohem Nickelgehalt sind austenitisch und setzen die Temperatur der Gamma-Alpha-Umwandlung stark herab. NickellegierteStähle werden wegen Ihrer guten Festigkeitseigenschaften meist alsBaustähle verwendet.
KOBALT (Co) Schmelzpunkt 1492°C
Wird als Legierungselement nur in Verbindung mit anderen Elementen wie Chrom und Wolfram verwendet. Es erhöht die Warmhärte unddie Verschleißfestigkeit bei Schnellarbeitsstählen. Kobalt bildet keineKarbide und hemmt das Kornwachstum bei höheren Temperaturen.Es wird als Legierungsbasis für hochwertige Dauermagnetstähle und in Hartmetall benutzt. Kobalt ist im festem Zustand in allen Verhältnissenin Eisen löslich und bildet ebenso wie Nickel keine Karbide. Bei 12%Chromstählen wird durch Kobalt eine Leistungssteigerung erreicht.
-SchweißeignungTiefziehfähigkeitBearbeitbarkeitZähigkeitDehnung
LEGIERUNGSELEMENTE
Bei Legierungselementen ist grundsätzlich zu unterscheiden, ob sie Karbid-, Austenit- oder Ferritbildner sind. Zu welchemZweck werden sie also dem Stahl zugeführt. Jedes einzelne Legierungselement verleiht dem Stahl je nach Anteil in %bestimmte spezifische Eigenschaften. Einige Legierungselemente wirken gegensätzlich. Um daher die optimale Wirkung zu erzielen ist die RICHTIGE MISCHUNG entscheidend.
Die Legierungselemente im Stahl bringen nur die Voraussetzungen für die vom Werkzeugmacher gewünschten Eigen-schaften. Erst die weitere VERARBEITUNG und WÄRMEBEHANDLUNG garantiert den Erfolg.
Die nachfolgende Beschreibung der Legierungselemente haben wir nach Wichtigkeit geordnet.
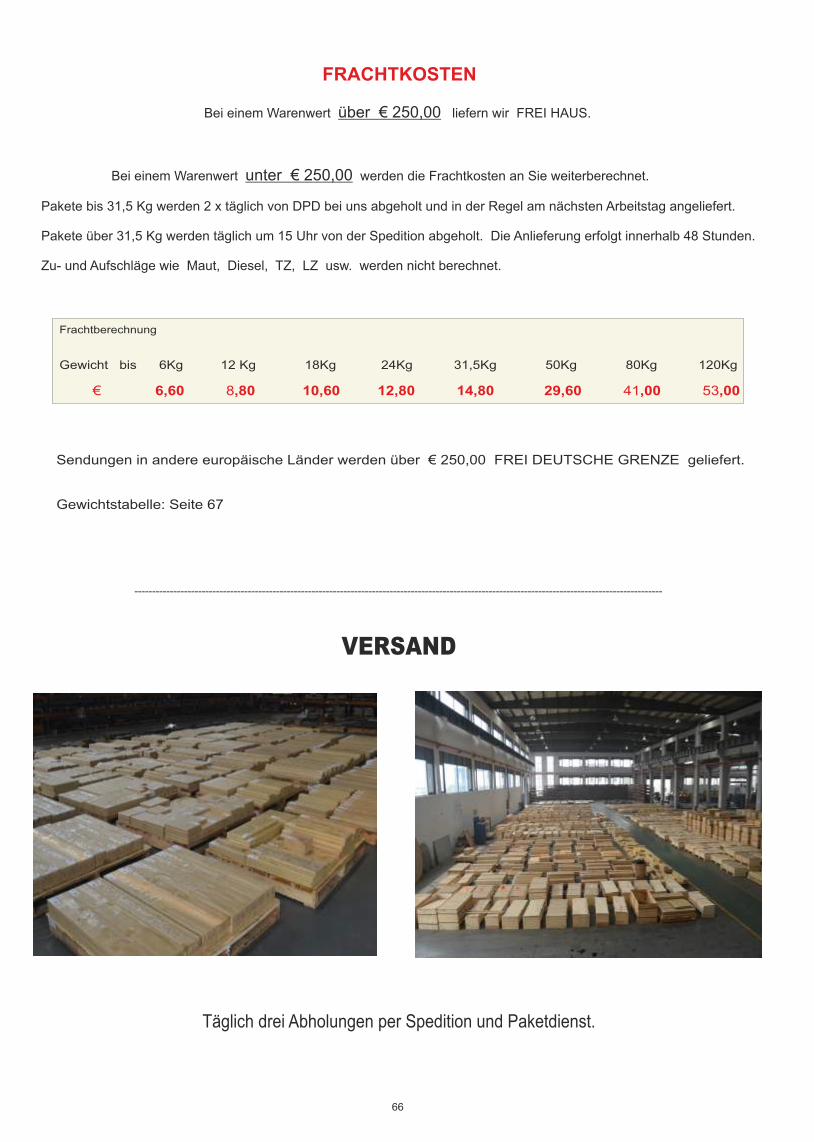
FRACHTKOSTEN
66
Bei einem Warenwert unter € 250,00 werden die Frachtkosten an Sie weiterberechnet.
Pakete bis 31,5 Kg werden 2 x täglich von DPD bei uns abgeholt und in der Regel am nächsten Arbeitstag angeliefert.
Pakete über 31,5 Kg werden täglich um 15 Uhr von der Spedition abgeholt. Die Anlieferung erfolgt innerhalb 48 Stunden.
Zu- und Aufschläge wie Maut, Diesel, TZ, LZ usw. werden nicht berechnet.
Bei einem Warenwert über € 250,00 liefern wir FREI HAUS.
Sendungen in andere europäische Länder werden über € 250,00 FREI DEUTSCHE GRENZE geliefert.
Gewichtstabelle: Seite 67
Frachtberechnung
Gewicht bis 6Kg 12 Kg 18Kg 24Kg 31,5Kg 50Kg 80Kg 120Kg
€ 6,60 8,80 10,60 12,80 14,80 29,60 41,00 53,00
-----------------------------------------------------------------------------------------------------------------------------------------------------
VERSAND
Täglich drei Abholungen per Spedition und Paketdienst.

B
B
D
D
L1005-30mm
67
70
35
40
45
50
60
63
65
70
75
80
100
90
110
120
130
150
160
180
200
250
300
350
400
500
60
32
50
30
40
25
30
18
20
3220 25
15
181512
10
10
8
86
6
54 3 2 1,51 16
12
56 12010080
KG
Flach-,und Vierkantstahl
Gewichtstabelle für vorbearbeiteten
0,06 0,07 0,10 0,14 0,19 0,24 0,28
0,08 0,10 0,14 0,19 0,25 0,32 0,38 0,50
0,08 0,12 0,16 0,24 0,32 0,40 0,48 0,62 0,80
0,10 0,13 0,19 0,29 0,38 0,48 0,58 0,75 0,95 1,14
0,12 0,18 0,24 0,36 0,48 0,58 0,70 0,96 1,18 1,42 1,78
0,15 0,24 0,29 0,43 0,56 0,70 0,84 1,14 1,43 1,70 2,12 2,26 2,54
0,16 0,27 0,32 0,48 0,62 0,78 0,94 1,26 1,58 1,88 2,36 2,54 2,94 3,34
0,20 0,30 0,40 0,58 0,78 0,98 1,18 1,58 1,96 2,36 2,94 3,14 3,54 3,92 4,90
0,24 0,36 0,48 0,70 0,94 1,20 1,42 1,88 2,36 2,82 3,54 3,78 4,26 4,72 5,88 7,06
0,25 0,32 0,50 0,75 1,01 1,26 1,51 2,01 2,51 3,01 3,77 4,02 4,52 5,02 5,28 7,54
0,27 0,40 0,54 0,82 1,10 1,36 1,64 2,20 2,74 3,30 4,12 4,39 4,93 5,48 6,86 8,24 8,78
0,31 0,46 0,62 0,94 1,26 1,58 1,88 2,52 3,14 3,66 4,72 5,03 5,65 6,28 7,84 9,42 10,0 12,6
0,35 0,52 0,70 1,05 1,41 1,77 2,12 2,83 3,53 4,24 5,30 5,65 6,36 7,07 8,83 10,6 11,3 14,1
0,39 0,58 0,78 1,20 1,60 2,00 2,36 3,14 3,92 4,72 5,92 6,28 7,07 7,86 9,80 11,6 12,3 15,7 19,6
0,47 0,70 0,92 1,42 1,88 2,36 2,82 3,66 4,72 5,66 7,06 7,54 8,48 9,42 11,6 14,1 15,3 18,9 23,3 28,2
0,50 0,75 1,00 1,50 1,98 2,47 2,97 3,96 4,95 5,94 7,42 7,91 8,90 9,89 12,3 14,8 15,8 19,7 24,7 27,6 29,6
0,51 0,76 1,02 1,27 2,04 2,55 3,06 4,08 5,10 6,12 7,65 8,16 9,19 10,2 12,7 15,3 16,0 20,4 25,5 30,6
0,55 0,83 1,10 1,64 2,20 2,74 3,30 4,40 5,50 6,60 8,24 8,79 9,89 11,0 13,7 16,5 17,6 22,0 27,4 30,7 32,9
0,60 0,90 1,20 1,76 2,36 2,94 3,54 4,72 5,88 7,06 8,84 9,42 10,6 11,8 14,7 17,7 18,9 23,7 29,4 35,3
0,64 0,94 1,26 1,88 2,52 3,14 3,76 5,02 6,28 7,54 9,42 10,0 11,3 12,6 15,7 18,8 20,2 25,2 31,4 35,2 37,6 44,0 50,2
0,70 1,05 1,41 2,11 2,83 3,53 4,24 5,65 7,07 9,48 10,6 11,3 12,7 14,1 17,6 21,2 22,6 28,3 35,3 42,4 49,5 56,5
0,80 1,10 1,60 2,36 3,14 3,90 4,72 6,28 7,86 9,42 11,8 12,6 14,1 15,7 19,7 23,5 25,6 31,4 39,2 43,9 47,1 55,0 62,8 78,5
0,86 1,20 1,73 2,59 3,45 4,32 5,18 6,91 8,64 10,4 13,0 13,8 15,5 17,3 21,6 25,9 27,7 34,5 43,2 51,8 60,4 69,1 86,3
0,94 1,41 1,88 2,82 3,80 4,72 5,68 7,52 9,44 11,3 14,1 15,1 17,0 18,8 23,5 28,3 30,2 37,7 47,1 56,5 65,9 75,4 94,2
1,02 1,53 2,04 3,06 4,08 5,10 6,12 8,16 10,2 12,2 15,3 16,3 18,4 20,4 25,5 30,6 32,7 40,8 51,0 61,2 71,4 81,6 102
115
1,18 1,77 2,36 3,54 4,72 5,88 7,06 9,42 11,8 14,1 17,7 18,8 21,2 23,6 29,4 35,3 37,6 47,1 58,9 66,0 70,6 82,4 94,2 118
1,26 1,90 2,52 3,76 5,02 6,28 7,54 10,0 12,6 15,3 18,8 20,1 22,6 25,1 31,8 37,7 40,2 50,2 62,8 75,4 87,9 100 125
1,41 2,10 2,82 4,22 5,60 7,08 8,48 11,4 14,1 17,3 21,7 22,6 25,4 28,8 35,5 42,4 45,3 57,6 70,6 84,7 98,9 113 141
1,57 2,35 3,14 4,72 6,28 7,86 9,42 12,6 15,7 18,8 23,5 25,1 28,7 31,4 39,2 47,1 50,2 62,8 78,5 87,9 94,2 109 125 157
1,92 2,88 3,94 5,88 7,86 9,82 11,8 15,7 19,6 23,6 29,4 31,4 35,3 39,3 49,0 59,0 63,0 78,5 98,1 117 137 157 196
2,36 3,54 4,72 7,26 9,42 11,8 14,1 18,8 23,7 28,3 35,3 37,7 42,4 47,1 58,7 70,6 75,3 94,2 118 132 141 165 188 235
23,0 27,5 33,0 41,2 44,0 49,7 55,0 68,5 82,4 87,8 110 138 165 193
25,2 31,4 37,6 47,0 50,2 57,4 62,8 78,4 94,2 100 125 157 188 218 250 314
17,0 21,0 25,0 33,0 41,0 48,0 61,0 65,0 73,0 81,0 100 120 128 160 200 224 240 280 320 400
Für 1030mm Länge
=pmV__
p=Dichte (g / cm³)
(7,85g/cm³)
V=Volumen (cm³)
m=Masse (g o. Kg)
Auch als Excelliste für unsere Händler und Vertreter mit Masse und Kg Angaben für Ihre Kalkulation verfügbar.
68
Verkaufs- und Lieferbedingungen
Unsere Preise gelten als Nettopreise ab Werk.Es werden die am Liefertag gültigen Preise be-rechnet. Verpackung wird nicht berechnet und auch von uns nicht zurückgenommen. Bestellungen über EURO 250,-- Warenwertliefern wir FREI HAUS..
Es gelten ausschließlich unsere Zahlungs- undLieferbedingungen.
10 Tage -2% Skonto, 30 Tage netto.
Der Lieferer behält sich das Eigentum an dem Liefergegenstand bis zum Eingang aller Zahl-ungen aus dem Liefervertrag vor. Der Bestellerdarf den Liefergegenstand weder verpfändennoch zur Sicherung übereignen.Bei vertragswidrigem Verhalten des Besteller,insbesondere bei Zahlungsverzug, ist der Lieferer zur Rücknahme nach Mahnung be-rechtigt und der Besteller zur Herausgabe verpflichtet.
Es gilt die gesetzliche Regelung. Bei berechtigten Beanstandungen haften wirlediglich bis zur Höhe des Lieferwertes der vonuns gelieferten Ware.
Sollten Stähle nicht der Norm entsprechen,werden diese von uns kostenlos umgetauscht.Die Rückholung und Neulieferung erfolgt überunseren Spediteur. Die Rücknahme unserer Waren erfolgt nur, wenn sich diese in demvon uns gelieferten URZUSTAND befinden.Wie alle Halbzeuge, müssen unsere Stähle vorder Weiterverarbeitung vom Käufer gemessen und auf Verwendbarkeit geprüft werden.
Beschädigte Paketsendungen dürfen nur an-genommen werden, wenn der Spediteur (Fahrer) die eventuelle Fehlmenge quittiert.
Erfüllungsort und Gerichtsstand ist der Lieferort
1. PREISE
3. EIGENTUMSVORBEHALT
2. ZAHLUNGSBEDINGUNGEN
4. MANGELHAFTUNG und ERSATZ

69
GEWALZTE STABSTÄHLE( geglüht * entzundert * gerichtet * Herstellungslängen )
HOCHLEISTUNGS - WERKZEUGSTAHL
FÜR DIE INDUSTRIEMESSER HERSTELLUNG
BESTELLFORMULAR auf ANFRAGE
GESÄGTE ZUSCHNITTE auf ANFRAGE
ANDERE WERKSTOFFE auf ANFRAGE
GEFRÄST/GESCHLIFFEN auf ANFRAGE
STABSTAHL bis max. 150 mm BREITE
Werkstoff Min. HL ca. Werkstoff Min. HL ca.
DIN Artikel- Best. Breite Dicke Länge Stk. Preis DIN Artikel- Best. Breite Dicke Länge Stk. Preis
Nr. Kg mm mm mm Kg Kg Nr. Kg mm mm mm Kg Kg
1.2379 20L08212 500 82,0 12,0 3000 23,17 1.2360 M0L06612 500 66,0 12,0 3000 18,65
1.2379 20L05814 500 58,0 13,5 3000 18,44 1.2360 M0L07312 500 73,0 12,0 3000 20,63
1.2379 20L07317 500 73,0 16,5 3000 28,36 1.2360 M0L08312 500 83,0 12,0 3000 23,45
1.2379 20L06217 500 62,0 17,0 3000 24,82 1.2360 M0L09012 500 90,0 12,0 3000 25,43
1.2379 20L10722 500 107,0 21,5 3000 54,17 1.2360 M0L09612 500 96,0 12,0 3000 27,13
1.2379 20L06222 500 62,0 22,0 3000 32,12 1.2360 M0L10512 500 105,0 12,0 3000 29,67
1.2379 20L08322 500 82,5 22,0 3000 42,74 1.2360 M0L13012 500 130,0 12,0 3000 36,73
1.2379 20L06323 500 63,0 23,0 3000 34,12 1.2360 M0L13114 500 131,0 14,0 3000 43,19
1.2379 20L07323 500 73,0 23,0 3000 39,54 1.2360 M0L10015 500 100,0 15,0 3000 35,32
1.2379 20L10223 500 102,0 23,0 3000 55,24 1.2360 M0L10515 500 105,0 15,0 3000 37,09
1.2379 20L10323 500 103,0 23,0 3000 55,78 1.2360 M0L10815 500 108,0 15,0 3000 38,15
1.2379 20L12523 500 125,0 23,0 3000 67,70 1.2360 M0L11015 500 110,0 15,0 3000 38,85
1.2379 20L12024 500 120,0 23,5 3000 66,41 1.2360 M0L11515 500 115,0 15,0 3000 40,62
1.2379 20L10224 500 102,0 24,0 3000 57,65 1.2360 M0L13215 500 132,0 15,0 3000 46,62
1.2379 20L10324 500 103,0 24,0 3000 58,21 1.2360 M0L05218 500 52,0 18,0 3000 22,04
1.2379 20L10424 500 104,0 24,0 3000 58,78 1.2360 M0L10518 500 105,0 18,0 3000 44,51
1.2379 20L10325 500 103,0 25,0 3000 60,64 1.2360 M0L09320 500 93,0 20,0 3000 43,80
1.2379 20L10525 500 105,0 25,0 3000 61,81 1.2360 M0L07721 500 77,0 21,0 3000 38,08
1.2379 20L10527 500 105,0 27,0 3000 66,76 1.2360 M0L06522 500 65,0 22,0 3000 33,67
1.2379 20L07228 500 72,0 28,0 3000 47,47 1.2360 M0L10522 500 105,0 22,0 3000 54,40
1.2379 20L07828 500 78,0 28,0 3000 51,43 1.2360 M0L07524 500 75,0 24,0 3000 42,39
1.2379 20L10828 500 108,0 28,0 3000 71,21 1.2360 M0L08025 500 80,0 25,0 3000 47,10
1.2379 20L05829 500 58,0 29,0 3000 39,61 1.2360 M0L08525 500 85,0 25,0 3000 50,04
1.2379 20L05929 500 59,0 29,0 3000 40,29 1.2360 M0L08527 500 85,0 27,0 3000 54,04
1.2379 20L14129 500 141,0 29,0 3000 96,29 1.2360 M0L05030 500 50,0 30,0 3000 35,32
1.2379 20L05930 500 59,0 30,0 3000 41,68 1.2360 M0L10532 500 105,0 32,0 3000 79,12
1.2379 20L06030 500 60,0 30,0 3000 42,39 1.2360 M0L05535 500 55,0 35,0 3000 45,33
1.2379 20L08030 500 80,0 30,0 3000 56,51 1.2360 M0L11535 500 115,0 35,0 3000 94,78
1.2379 20L08030 500 80,0 30,0 3000 56,51
1.2379 20L10030 500 100,0 30,0 3000 70,64
1.2379 20L12030 500 120,0 30,0 3000 84,77
1.2379 20L12430 500 124,0 30,0 3000 87,60
1.2379 20L13030 500 130,0 30,0 3000 91,84
1.2379 20L06232 500 62,0 31,5 3000 45,99
1.2379 20L10232 500 102,0 31,5 3000 75,66
1.2379 20L06232 500 62,0 32,0 3000 46,72
LEDEBURITISCHER CHROMSTAHL 1.2379 MESSERSTAHL 1.2360 ( A8 Mod.)
Minimum Bestellmenge 500 Kg
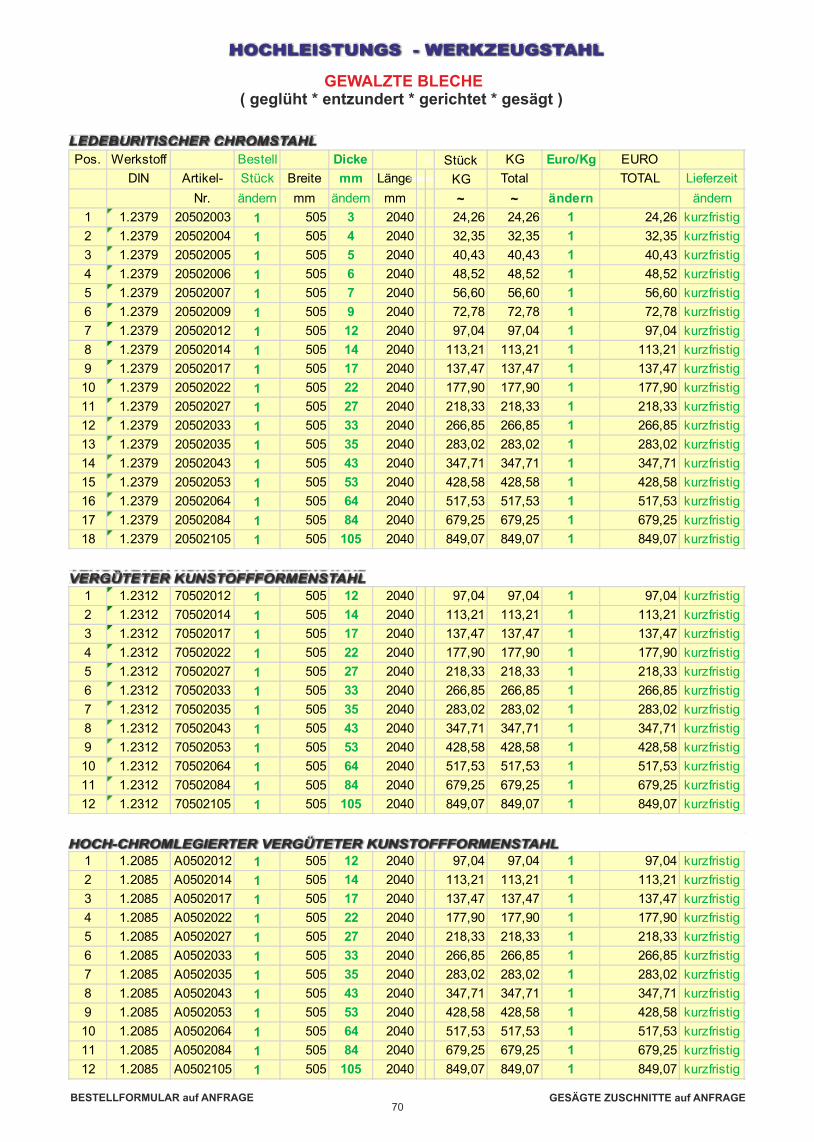
70
Pos. Werkstoff Bestell Dicke KG Stück KG Euro/Kg EURO
DIN Artikel- Stück Breite mm LängeFaktorFaktor KG Total TOTAL Lieferzeit
Nr. ändern mm ändern mm ~ ~ ändern ändern
1 1.2379 20502003 1 505 3 2040 24,26 24,26 1 24,26 kurzfristig
2 1.2379 20502004 1 505 4 2040 32,35 32,35 1 32,35 kurzfristig
3 1.2379 20502005 1 505 5 2040 40,43 40,43 1 40,43 kurzfristig
4 1.2379 20502006 1 505 6 2040 48,52 48,52 1 48,52 kurzfristig
5 1.2379 20502007 1 505 7 2040 56,60 56,60 1 56,60 kurzfristig
6 1.2379 20502009 1 505 9 2040 72,78 72,78 1 72,78 kurzfristig
7 1.2379 20502012 1 505 12 2040 97,04 97,04 1 97,04 kurzfristig
8 1.2379 20502014 1 505 14 2040 113,21 113,21 1 113,21 kurzfristig
9 1.2379 20502017 1 505 17 2040 137,47 137,47 1 137,47 kurzfristig
10 1.2379 20502022 1 505 22 2040 177,90 177,90 1 177,90 kurzfristig
11 1.2379 20502027 1 505 27 2040 218,33 218,33 1 218,33 kurzfristig
12 1.2379 20502033 1 505 33 2040 266,85 266,85 1 266,85 kurzfristig
13 1.2379 20502035 1 505 35 2040 283,02 283,02 1 283,02 kurzfristig
14 1.2379 20502043 1 505 43 2040 347,71 347,71 1 347,71 kurzfristig
15 1.2379 20502053 1 505 53 2040 428,58 428,58 1 428,58 kurzfristig
16 1.2379 20502064 1 505 64 2040 517,53 517,53 1 517,53 kurzfristig
17 1.2379 20502084 1 505 84 2040 679,25 679,25 1 679,25 kurzfristig
18 1.2379 20502105 1 505 105 2040 849,07 849,07 1 849,07 kurzfristig
1 1.2312 70502012 1 505 12 2040 97,04 97,04 1 97,04 kurzfristig
2 1.2312 70502014 1 505 14 2040 113,21 113,21 1 113,21 kurzfristig
3 1.2312 70502017 1 505 17 2040 137,47 137,47 1 137,47 kurzfristig
4 1.2312 70502022 1 505 22 2040 177,90 177,90 1 177,90 kurzfristig
5 1.2312 70502027 1 505 27 2040 218,33 218,33 1 218,33 kurzfristig
6 1.2312 70502033 1 505 33 2040 266,85 266,85 1 266,85 kurzfristig
7 1.2312 70502035 1 505 35 2040 283,02 283,02 1 283,02 kurzfristig
8 1.2312 70502043 1 505 43 2040 347,71 347,71 1 347,71 kurzfristig
9 1.2312 70502053 1 505 53 2040 428,58 428,58 1 428,58 kurzfristig
10 1.2312 70502064 1 505 64 2040 517,53 517,53 1 517,53 kurzfristig
11 1.2312 70502084 1 505 84 2040 679,25 679,25 1 679,25 kurzfristig
12 1.2312 70502105 1 505 105 2040 849,07 849,07 1 849,07 kurzfristig
1 1.2085 A0502012 1 505 12 2040 97,04 97,04 1 97,04 kurzfristig
2 1.2085 A0502014 1 505 14 2040 113,21 113,21 1 113,21 kurzfristig
3 1.2085 A0502017 1 505 17 2040 137,47 137,47 1 137,47 kurzfristig
4 1.2085 A0502022 1 505 22 2040 177,90 177,90 1 177,90 kurzfristig
5 1.2085 A0502027 1 505 27 2040 218,33 218,33 1 218,33 kurzfristig
6 1.2085 A0502033 1 505 33 2040 266,85 266,85 1 266,85 kurzfristig
7 1.2085 A0502035 1 505 35 2040 283,02 283,02 1 283,02 kurzfristig
8 1.2085 A0502043 1 505 43 2040 347,71 347,71 1 347,71 kurzfristig
9 1.2085 A0502053 1 505 53 2040 428,58 428,58 1 428,58 kurzfristig
10 1.2085 A0502064 1 505 64 2040 517,53 517,53 1 517,53 kurzfristig
11 1.2085 A0502084 1 505 84 2040 679,25 679,25 1 679,25 kurzfristig
12 1.2085 A0502105 1 505 105 2040 849,07 849,07 1 849,07 kurzfristig
GEWALZTE BLECHE( geglüht * entzundert * gerichtet * gesägt )
LEDEBURITISCHER CHROMSTAHL
HOCHLEISTUNGS - WERKZEUGSTAHL
VERGÜTETER KUNSTOFFFORMENSTAHL
HOCH-CHROMLEGIERTER VERGÜTETER KUNSTOFFFORMENSTAHL
BESTELLFORMULAR auf ANFRAGE GESÄGTE ZUSCHNITTE auf ANFRAGE