
SONDERDRUCK Universelle phosphatgebundene Einbettmassen · ren und Sol, einem Synonym von Kolloid,...
12
10 B 2129 E Oktober 2012 · 60. Jahrgang www.dlonline.de Die ganze Welt der Zahntechnik SONDERDRUCK Universelle phosphatgebundene Einbettmassen c Wirtschaftliche und qualitative Entscheidungskriterien von Bernhard Egger, Füssen
Transcript of SONDERDRUCK Universelle phosphatgebundene Einbettmassen · ren und Sol, einem Synonym von Kolloid,...

10
B 2129 E
Oktober 2012 · 60. Jahrgang www.dlonline.de
Die ganze Welt der Zahntechnik
SONDERDRUCKUniverselle phosphatgebundeneEinbettmassenc Wirtschaftliche und qualitative Entscheidungskriterien
von Bernhard Egger, Füssen
SD_10_12_Egger_TL_A4 09.01.13 09:22 Seite 1
Der hohe Kostendruck und der da-mit verbundene enge finanziel-le Spielraum zahntechnischer
Labore führt zu einer stärkeren Beach-tung qualitativer Kriterien beim Wa-reneinkauf und der Produktion. Dane-ben gibt es den Faktor Zeit, der indirektüber die damit verbundenen Lohnkos-ten Einfluss auf die Herstellungskostennimmt. Dies erfordert Technologien, diezuverlässige, vorhersagbare und qua-litativ hochwertige Ergebnisse garan-tieren.
Presstechnik
Die Verarbeitung von Presskeramik istim Portfolio der meisten zahntechni-schen Betriebe etabliert und hat sich
dabei als eine sichere technologischeVariante herausgestellt (Abb. 2 bis 6).Insbesondere die Einführung der press-fähigen Lithiumdisilikat-Keramik (e.max)durch das Unternehmen Ivoclar hat die-se Entwicklung nachhaltig beeinflusst.Eine große Bedeutung bei der Verar-beitung dieses Materials kommt dendabei verwendeten Brennöfen und denEinbettmassen zu.
Speed-Einbettmassen
Die Entwicklung der so genanntenSpeed-Einbettmassen hat den bis da-hin bekannten zeitintensiven Arbeits-ablauf nachhaltig verändert. Dauerteder Vorwärmprozess bei konventionel-len Einbettmassen vom Einbetten bis
Produkte Wirtschaftliche und qualitative Entscheidungskriterien
das dental labor · LX · 10/2012 · www.dlonline.de
Universelle phosphatgebundene Einbettmassen
Wirtschaftliche und qualitativeEntscheidungskriterien
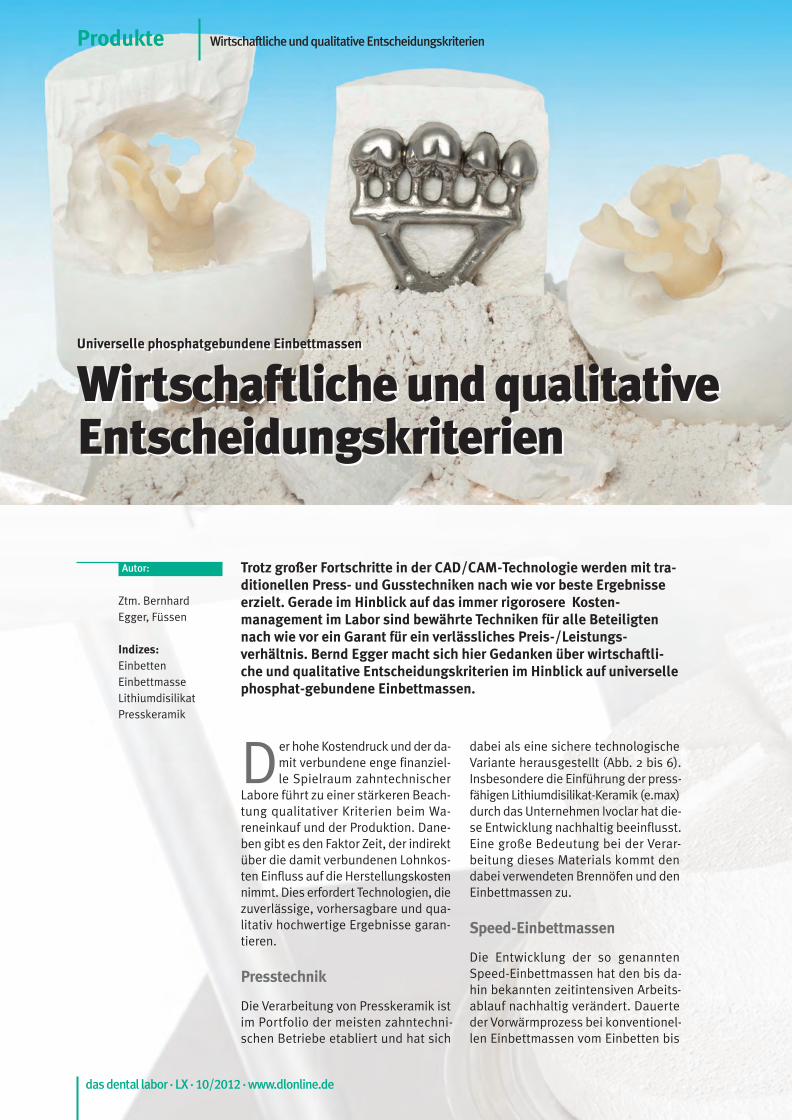
Trotz großer Fortschritte in der CAD/CAM-Technologie werden mit tra-ditionellen Press- und Gusstechniken nach wie vor beste Ergebnisseerzielt. Gerade im Hinblick auf das immer rigorosere Kosten -management im Labor sind bewährte Techniken für alle Beteiligtennach wie vor ein Garant für ein verlässliches Preis-/Leistungs -verhältnis. Bernd Egger macht sich hier Gedanken über wirtschaftli-che und qualitative Entscheidungskriterien im Hinblick auf universellephosphat-gebundene Einbettmassen.
Autor:
Ztm. BernhardEgger, Füssen
Indizes:EinbettenEinbettmasseLithiumdisilikatPresskeramik
Universelle phosphatgebundene Einbettmassen
Wirtschaftliche und qualitativeEntscheidungskriterien
SD_10_12_Egger_TL_A4 09.01.13 09:22 Seite 2
zum Press- oder Gießvorgang drei bisvier Stunden, so wurde die benötigteZeit bei modernen Speed-Einbettmas-sen bis auf etwa 90 Minuten reduziert. Rechnet man noch hinzu, dass bei kon-ventionellen Einbettmassen idealer-weise ein Start des Vorwärmprozessesbei Zimmertemperatur vorausgesetztwird, bedeutete dies in der Praxis, dassgerade bei kleinen Laboren häufig nureinmal pro Tag gegossen oder gepresstwerden konnte. Dies war eine deutlicheEinschränkung der täglichen Produkti-on und setzte häufig strategische Pla-nung voraus, verbunden mit signifikantlängeren Herstellungszeiten undschlechten Reaktionsmöglichkeiten imFalle eines Misserfolges.
ZusammensetzungIm Fokus dieser Untersuchung stehendie Eigenschaften der Speed-Einbett-massen, die einer genaueren Betrach-tung unterzogen werden sollen.
Die Speed-Einbettmassen bestehen ausdem Binder Magnesiumoxid und Ammo-nium-Dihydrogen-Phosphat sowie aus Si-liciumdioxid-Modifikationen (SiO2) Quarzund Cristobalit als Füllstoff. Sie werdenmit einer Anmischflüssigkeit, im Wesent-lichen bestehend aus wässrigem Kiesel-sol, angerührt (Wikipedia: Kieselsol ist ei-ne wässrige kolloidale Suspension vonamorphem Siliciumdioxid (SiO2). DasWort setzt sich aus Kiesel für Kieselsäu-ren und Sol, einem Synonym von Kolloid,zusammen). Nach dem Anmischen erfolgtdurch den Kristallisationsprozess des Am-monium-Magnesium-Phosphates beiRaumtemperatur die Verfestigung der Ein-bettmasse. Beim anschließenden Vor-wärmprozess im Ofen kommt es zur Ab-spaltung von Wasser und Ammoniak undes bildet sich Magnesium-Pyrophosphat.Dieser Prozess stellt einen kritischen Mo-ment im Ablauf dar, der im Kapitel: „Pro-bleme bei der Verarbeitung“ genauer be-leuchtet wird.
Wirtschaftliche und qualitative Entscheidungskriterien Presskeramik
www.dlonline.de · das dental labor · LX ·10/2012
e Abb. 3 und 4 Frontal- und Lingual-Wachs:Die dimensionsgenaueUmsetzung der Wachs -modellation ist für eine effiziente Produktion uner-lässlich
d Abb. 2 Die Ausgangs -situation war aufgrund derVerfärbung der devitalenZähne 11 und 21 aus ästhetischer Sicht eineHerausforderung für diegeplante vollkeramischeVersorgung
Abb. 2
Abb. 3 Abb. 4
Universelle phosphatgebundene Einbettmassen
Wirtschaftliche und qualitativeEntscheidungskriterien
Universelle phosphatgebundene Einbettmassen
Wirtschaftliche und qualitativeEntscheidungskriterien
SD_10_12_Egger_TL_A4 09.01.13 09:22 Seite 3

DimensionsverhaltenDie Expansion setzt sich aus der Ab-bindeexpansion und der thermischenExpansion zusammen. Es gilt:
Gesamtexpansion = Abbindeexpansion+ thermische Expansion
Die Abbindeexpansion und die thermi-sche Expansion werden dabei durch dieKonzentration der Anmischflüssigkeitgesteuert. Je weniger destilliertes Was-ser zur Verdünnung eingesetzt wird, al-so je höher konzentriert die Anmisch-flüssigkeit ist, desto größer ist im All-gemeinen die Abbindeexpansion undum so kleiner wird das Press- oderGussobjekt. Beim Vorwärmprozess derEinbettmasse findet eine Schwindungzwischen den sich berührenden Kör-nern des Füllstoffes statt, so dass, mi-kroskopisch betrachtet, ein poröser Ein-bettmassekörper entsteht. Diese Po-rositäten sind später notwendig, umbeim Guss- oder Pressvorgang das Ent-weichen der Gase innerhalb der Muffelzu ermöglichen.
Die Expansion wird wesentlich durchdas Füllmaterial bestimmt. Weiter führt ein hoher Gehalt an Kieselsol zu einer größeren thermischen Expan-sion.
OberflächenglätteWie bereits geschildert, ist die Ober-flächenstruktur der Einbettmasse durchPorositäten gekennzeichnet, derenGrad abhängig vom Gehalt an Kieselsolin der Anmischflüssigkeit ist. Die aus dem Kieselsol entstehendenamorphem Silikat-Partikel dichten die-se Poren teilweise ab. Vereinfacht gilt:Je höher der Kieselsolgehalt der An-mischflüssigkeit, desto glatter die Ober-fläche des Objektes.
Merkmale von Einbettmassen
Wesentliche Merkmale einer „idealen“Einbettmasse sind: n große Indikationsbreiten einfaches Anmischen, gutes Füllver-mögen, kurze Härtungszeit
n lange Verarbeitungszeit
Produkte Wirtschaftliche und qualitative Entscheidungskriterien
das dental labor · LX · 10/2012 · www.dlonline.de
c Abb. 5 Randschluss-Wachs: Der Wunsch desAnwenders sind Press- undGussergebnisse, die ohneNachbearbeitung passge-nau sind
c Abb. 6 Anstiften: Die Platzierung desPressobjektes ist entschei-dend für die Stärke derReaktionsschicht beiLithiumdisilikat-Keramik
c Abb. 7 Die SHOFU Ceravety Press & Cast Einbett -masse setzt neue Maßstäbe in der Einbettmassen-Technologie. Sie ist für die Press-/Press-Over-undGusstechnik im Speed-Verfahren anwendbar und kannauch konventionell aufgeheizt werden. Die ausgezeich-nete Steuerung der Expansion bewirkt eine idealeAbstimmung zu den Press- und Gussobjekten. Dabei werden sehr glatte Oberflächen mit einer herausragendgleichbleibenden Passung erzeugt.
Abb. 6
Abb. 7
Abb. 5
SD_10_12_Egger_TL_A4 09.01.13 09:23 Seite 4

n Expansionsfähigkeit: gut steuerbaresDimensionsverhalten
n glatte Oberflächen, gute Detailnach-bildung, wie etwa Ränder der Objekte
n niedrige Oberflächenrauhigkeit undPorosität
n hohe mechanische Festigkeit bei nied-rigen und hohen Temperaturen
n keine oder geringe Oberflächenreak-tion mit Legierungen
n gute Trennung von Guss- oder Press-objekten.
Diese Eigenschaften werden durch dieverwendeten Mischungsverhältnisseder einzelnen Komponenten der Ein-bettmasse, den verarbeiteten Rohstof-fen und der Reproduzierbarkeit der Her-stellung beim Produzenten bestimmt. In der Praxis resultieren daraus die gro-ßen qualitativen Unterschiede der an-gebotenen Einbettmassen. Häufig stellen sich bei einem Produktdeutliche Unterschiede der einzelnenChargen heraus, die ein verlässlichesArbeiten erschweren. Diese Problema-tik macht es für viele Anwender nahezuunmöglich, eigene Verfahrensfehler zuerfassen und zu korrigieren. Abhilfeschaffen können hier nur sorgfältige, re-produzierbare Arbeitsschritte im Laboreinerseits sowie das Verständnis für diebeeinflussenden Faktoren andererseits,um das Ziel zu erreichen: ein zuverläs-siges, geeignetes und qualitativ stabi-les Produkt zu verwenden (Abb. 7).
Probleme bei der Verarbeitung
Gefüge der Einbettmassen –Zwischenräume, KorngrößenDurch die Körnigkeit des Pulverskommt es beim Anmischen zum Ein-schluss von Wasser. Die einzelnen Kör-ner des Pulvers werden durch das Bin-demittel verbunden. Je nach Korngrö-ße des Pulvers und der spezifischenBeimengungen sind unterschiedlichgroße Zwischenräume möglich.
Entstehung von Druck Der Einschluss des Wassers führt wäh-rend des Vorwärmprozesses zu Form-Instabilitäten. Dies lässt sich folgen-dermaßen erklären:Wasser geht bei 100 °C in den gasför-migen Zustand über. Das Volumen von
www.dlonline.de · das dental labor · LX ·10/2012
d Abb. 8 press-i-dent: Der Austromat 654 press-i-dent ist ab SoftwareVersion 03.00 mit einer neuen, revolutionären Presszeitautomatik ausge-stattet. Sie verkürzt Presszeiten für Presskeramiken auf ein Minimumund reduziert damit Reaktionsschichten bei perfektem Pressergebnis.Anwendungen mit dem trixpress-Muffelsystem sind damit nochmalswesentlich prozess-stabiler. Auch der Austromat 354 press-i-dent kannmit der neuen Presszeitautomatik nachgerüstet werden. Dazu wird einHardware-Update-Kit benötigt, um die Software V 03.00 anzuwenden.
e Abb. 9 Presstisch: Der optimierte Presstisch des Dekema-Brennofensträgt den neuesten Erkenntnissen der Temperaturverteilung in derBrennkammer keramischer Brennöfen Rechnung und erlaubt aufgrundseiner speziellen punktuellen Auflagefläche eine Zirkulation derStrahlungswärme in der Brennkammer. Dies führt zu einer gleichmäßige-ren Temperaturverteilung innerhalb der Muffel und trägt zu qualitativbesseren Ergebnissen bei.
Abb. 8
Abb. 9
Wirtschaftliche und qualitative Entscheidungskriterien Presskeramik
SD_10_12_Egger_TL_A4 09.01.13 09:23 Seite 5

Wasser vergrößert sich dabei auf das1700fache. Diese Gasexpansion erzeugtin den Zwischenräumen des Ein bett -massen-Gefüges durch das Verdamp-fen des Wassers Druck, der Wasser-dampf wird durch die Zwischenräumeherausgedrückt. Bei zu schneller Zufuhrder Wärme platzt das Material und esbilden sich feinste Risse (siehe Tabelle).
Entstehung von SpannungungsrissenImmer dann, wenn auf ein Material Zugoder Druck einwirken und es aufgrundseiner Formstabilität nicht zu Formän-derungen kommen kann, entstehenSpannungen. Der beschriebene Dampf-druck und die unterschiedlichen Ex-pansionen sind somit Ursache für diemechanischen Spannungen in Innerenvon Muffeln. Insbesondere bei Press-keramiken mit niedrigeren Festigkeits-werten kann dies zu Sprungbildungnach dem Abkühlprozess führen. BeiLegierungen kann dies zu Spannungeninnerhalb des Gußobjektes führen.
Lithiumdisilikat-Keramik
Lithiumdisilikat-Keramik zeichnet sichdurch eine hohe Festigkeit aus undkann auch im Pressverfahren verarbei-tet werden.In Abhängigkeit von Ofentyp und Ein-bettmasse treten erhebliche qualitati-
Produkte Wirtschaftliche und qualitative Entscheidungskriterien
das dental labor · LX · 10/2012 · www.dlonline.de
e Abb. 10 Brenntisch: Konventionelle Brenntische erlauben keineZirkulation der Strahlungswärme am Muffelboden. Dies führt zu einerungünstigen Temperaturverteilung innerhalb der Muffel und kannsomit einen negativen Einfluss auf das Pressergebnis nehmen.
e Abb. 11 Heizelement alt: Ein verbrauchtes Heizelement ist zurErzielung qualitativ hochwertiger Ergebnisse kontraproduktiv. Eineexakte Temperatursteuerung ist unabhängig vom verwendetenOfentyp/Hersteller nicht gewährleistet.
e Abb. 12 Heizelement neu: Ein intaktes Heizelement ist zur Erzielungqualitativ hochwertiger Brenn-/Pressergebnisse ein unerlässlicherBaustein innerhalb der Produktionskette
p * V = n * R *T
Dabei istp: Druck in Pa (1 Pa = 1 N/m2)V: Volumen in m3
n: Stoffmenge in molT: Temperatur in KR: universelle Gaskonstante = 8,314 J/(K * mol)
Gleichung zur Berechnung des Volumens idealer Gase
Um massebezogen rechnen zu können, wird dieStoffmenge n ersetzt durch die Masse, dividiert durch die Molmasse M: n = m / M, und man erhält:
p * V = m / M * R * T
Für 1,000 l Wasser von 4 °C und Dampf von 100 °C und 1013 mbar ergibt bei Anwendung der idealen Gas -gleichung ein (theor.) Dampfvolumen von 1,700 m3.
Abb. 12Abb. 11Abb. 10
SD_10_12_Egger_TL_A4 09.01.13 09:23 Seite 6

ve Unterschiede auf, basierend auf ei-ner Sensibilität von Lithiumdisilikat ge-gen Temperaturen oberhalb 900 Grad,der Haltezeit und dem Kontakt mitphosphat-gebundenen Einbettmassen.(Abb. 8). Die Wärme, die im Inneren derMuffel ankommt, weicht nicht uner-heblich von der Raumtemperatur derBrennofenkammer des Ofens ab. Da dieEinbettmasse wie ein thermischer Wi-derstand wirkt, wird auch bei verlän-gerter Haltezeit zu keinem Zeitpunkt ei-ne gleichmäßige Temperaturverteilungin der Muffel anzutreffen sein. Es findet also, gemessen von der Aus-senhülle zum Zentrum der Muffel, einEnergieverlust statt mit der Folge, dassbei konstanter Brennraumtemperaturzu keinem Zeitpunkt im Inneren derMuffel eine homogene Temperaturver-teilung besteht. Um dem Anwender trotzdem vollstän-dige Pressungen zu ermöglichen, be-gegnen viele Hersteller von Brennöfendieser Problematik durch eine Erhö-hung der Endtemperatur. Nachteil die-ses Verfahrens bleibt jedoch der Tem-peraturanstieg innerhalb der Press-muffel von Innen nach Außen; dasbedeutet, die Keramik wird systembe-
dingt grundsätzlich von einem kälterenKern in den wärmeren Randbereich ge-presst. Somit wird also die Keramik vor-sätzlich überhitzt und dadurch die zurPressung notwendige Viskosität der Ke-ramik gewährleistet.Dieser Umstand wirkt sich vor allem beisensiblen Materialien wie Lithium-Dis-ilikat-Keramik negativ auf dessen Qua-lität aus, da hohe Temperaturen unddie Verweildauer dort zur verstärktenBildung der Reaktionsschicht an derOberfläche führen. Eine stärkere Reaktionsschicht wie-derum bedeutet in der weiteren Verar-beitung neben einer schlechteren Pas-sung eine Volumenänderung des Press-objektes, die zu nicht tolerierbarenErgebnissen führen kann. Neben derWahl eines geeigneten Brennofenskommt daher der Einbettmasse für dieStärke der Reaktionsschicht eine ent-scheidende Bedeutung zu (Abb. 9 bis12).
Wärmeleitfähigkeit
Phosphatgebundene Einbettmassenbestehen aus zwei Komponenten, ei-nem Pulvergemisch und der Anmisch-
Wirtschaftliche und qualitative Entscheidungskriterien Presskeramik
www.dlonline.de · das dental labor · LX ·10/2012
e Abb. 14 Trixpress-Lieferformen: Die drei Größen umspan-nen das gesamte Feld der Press- als auch der Überpress-Techniken, von der einzelnen Krone bis hin zur 14-gliedrigenBrücke. Aufgrund der individuell platzierbaren Einweg-Platzhalter ist es möglich, bis zu 30 g Keramik und/oder fünfunterschiedliche Farben während eines Pressvorgangs zuverarbeiten. Durch die Verteilung der Keramik auf mehrereStempel ist eine optimale Ausnutzung der Press-Pelletsgegeben.
e Abb. 13 trixpress-Formen: Insbeson -dere überpresste Suprakonstruktionenbei Implantatversorgungen verlangenhäufig eine größere Muffelform. Die tradi-tionelle 200-g-Muffel findet hier ihreGrenzen. Das Dekema trixpress-Systemumfasst die Muffelgrößen 100 g, 200 gund 380 g, welche speziell an die Funktio -nalität des Austromat 3001 press-i-dentsowie des Austromat 354 press-i-dentangepasst wurden, aber auch in anderenBrennöfen verwendet werden können.
Abb. 13
Abb. 14
SD_10_12_Egger_TL_A4 09.01.13 09:24 Seite 7
flüssigkeit. Die Anmischflüssigkeit be-steht aus Wasser und Kieselsol, in derRegel in einem Mischungsverhältnisvon 70 Prozent : 30 Prozent. Weitere Zu-sätze können beispielsweise Alkali(Na2O) sein, die dazu dienen, einer Al-genbildung (bei längerer Lagerung) vor-zubeugen. Die Anmischflüssigkeit übernimmt le-diglich die Aufgabe der Expansions-steuerung, bewirkt aber bei phosphat-gebundenen Einbettmassen keine un-mittelbare Steigerung der Qualitätaufgrund etwaiger spezieller Zusätze.Die eigentlichen Eigenschaften der Ein-bettmasse werden somit durch die Be-standteile des Pulvers bestimmt: Korngrößen und Mischungsverhältnis-se der Pulverrezeptur sind dabei dieentscheidenden Parameter. Besonde-re Bedeutung kommt dabei wie be-schrieben der spezifischen Wärmeleit-fähigkeit der Einbettmasse zu.
Definition Die Wärmeleitfähigkeit, auch Wärme -leitzahl (λ, l, k oder κ) eines Fest -körpers, einer Flüssigkeit oder einesGases ist sein Vermögen, thermischeEnergie („Wärme“) mittels Wärme -leitung zu transportieren.Die (spezifische) Wärmeleitfähigkeit inWatt je Kelvin und Meter ist eine tem-peraturabhängige Materialkonstante.
(Wikipedia)
In der Praxis bedeutet dies, dass dieEinbettmasse wie ein Isolator wirkt:Das Verständnis des Anwenders ist üb-licherweise, dass eine Muffel nach et-wa einer Stunde Verweildauer im Vor-wärmofen bei Endtemperatur eine
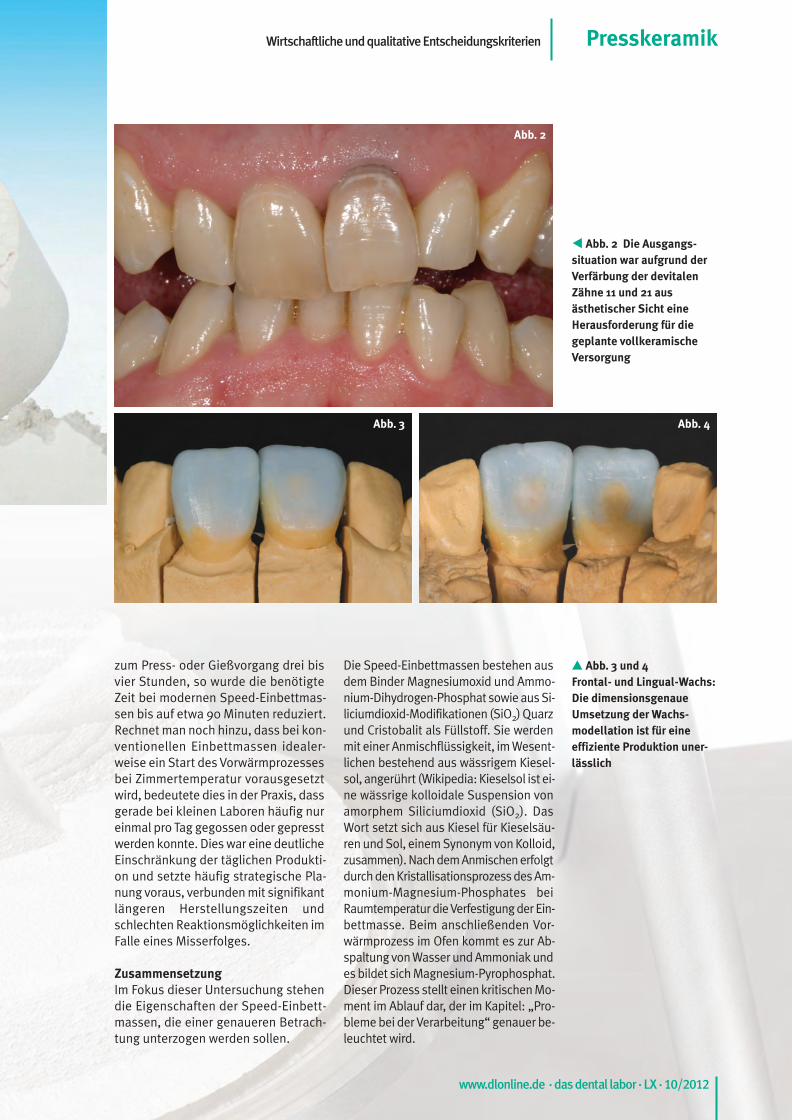
gleichmäßige Erwärmung erfahren hat.Danach gibt es keine Temperatur-Diffe-renz zwischen der Außenwand der Muf-fel und dem Kern. Diese Annahme ist je-doch nicht richtig, vielmehr besteht einsignifikanter Temperaturunterschied.Die heißere Außenwand erreicht tat-sächlich die angestrebte Endtempera-tur, während der Kern in Abhängigkeitder spezifischen Wärmeleitfähigkeit derjeweiligen Einbettmasse bis zu 80 GradCelsius kälter ist (Abb. 15). Insbeson-dere für den Pressvorgang bedeutetdies, dass die Stärke der Reaktions-schicht bei der Verarbeitung von Lithi-umdisilikat in Abhängigkeit der Positi-on des Pressobjektes innerhalb der Muffel variieren kann (Abb. 16 ). In Ver-bindung mit geeigneten Brenn-pro-grammen, einem optimierten Brenn-kammerdesign und einer Einbettmassemit einer optimierten Wärmeleitfähig-keit kann diesem Umstand so begegnetwerden, dass nahezu keine Reaktions-schicht entsteht (Abb. 17 und 20). Un-verständlicherweise wird diese wichti-ge Eigenschaft aber von den Herstellernin den Verarbeitungsanleitungen nichtgenannt. Oder wie bei der Recherche zudiesem Artikel zutage trat, ist sie vielenHerstellern in ihrer Bedeutung nicht be-kannt.
Produkte Wirtschaftliche und qualitative Entscheidungskriterien
das dental labor · LX · 10/2012 · www.dlonline.de
e Abb. 16 Querschnitt Muffel:Vereinfacht gilt: Je heißer die Einbett -masse, desto stärker die Reaktions -schicht. Da eine Muffel im Kern stets kälter ist als an der Außenwand, ist die Ausbildung der Reaktionsschichtdort geringer.
e Abb. 15 Die Oberflächeder Muffel bei Einsatz einesSilikon-Muffelformerserzeugt eine vergrößerteOberfläche. In der Theoriegeht man davon aus, dassdie Wärmestrahlung derHeizspirale so besser dieMuffel aufheizen kann. Inder Praxis stellt sich dieserFaktor in seinem Einfluss alsgering heraus, die Wärme -leitfähigkeit der Einbett -masse ist bedeutsamer fürdas Gesamtergebnis.
Abb. 16Abb. 15
SD_10_12_Egger_TL_A4 09.01.13 09:24 Seite 8
Wirtschaftliche und qualitative Entscheidungskriterien Presskeramik
www.dlonline.de · das dental labor · LX ·10/2012
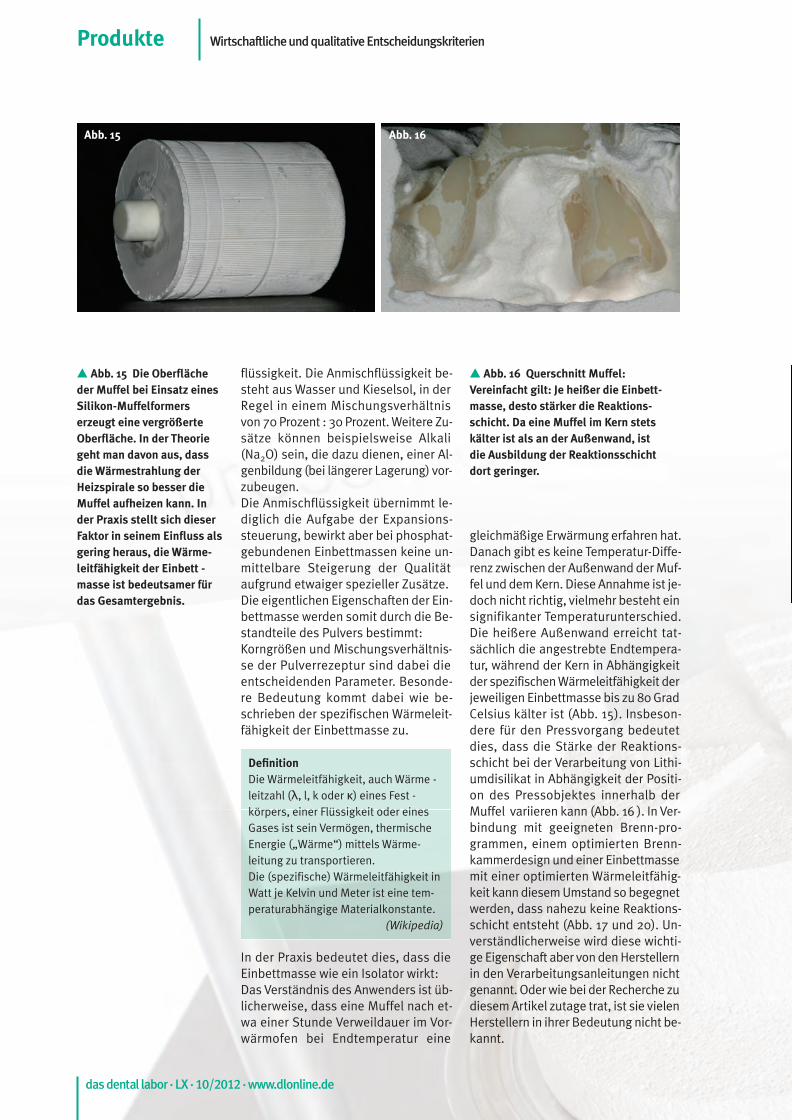
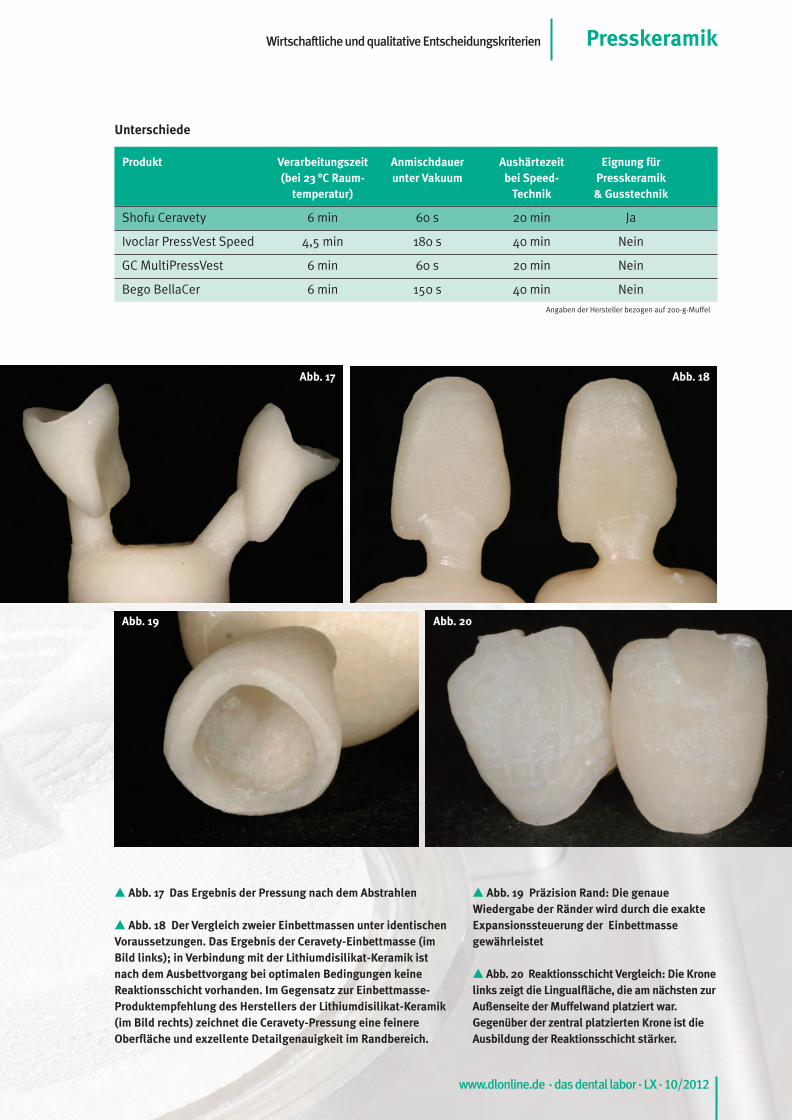
e Abb. 19 Präzision Rand: Die genaueWiedergabe der Ränder wird durch die exakteExpansionssteuerung der Einbettmassegewährleistet
e Abb. 20 Reaktionsschicht Vergleich: Die Kronelinks zeigt die Lingualfläche, die am nächsten zurAußenseite der Muffelwand platziert war.Gegenüber der zentral platzierten Krone ist dieAusbildung der Reaktionsschicht stärker.
e Abb. 17 Das Ergebnis der Pressung nach dem Abstrahlen
e Abb. 18 Der Vergleich zweier Einbettmassen unter identischenVoraussetzungen. Das Ergebnis der Ceravety-Einbettmasse (imBild links); in Verbindung mit der Lithiumdisilikat-Keramik istnach dem Ausbettvorgang bei optimalen Bedingungen keineReaktionsschicht vorhanden. Im Gegensatz zur Einbettmasse-Produktempfehlung des Herstellers der Lithiumdisilikat-Keramik(im Bild rechts) zeichnet die Ceravety-Pressung eine feinereOberfläche und exzellente Detailgenauigkeit im Randbereich.
Unterschiede
Produkt Verarbeitungszeit Anmischdauer Aushärtezeit Eignung für (bei 23 °C Raum- unter Vakuum bei Speed- Presskeramik
temperatur) Technik & Gusstechnik
Shofu Ceravety 6 min 60 s 20 min Ja
Ivoclar PressVest Speed 4,5 min 180 s 40 min Nein
GC MultiPressVest 6 min 60 s 20 min Nein
Bego BellaCer 6 min 150 s 40 min NeinAngaben der Hersteller bezogen auf 200-g-Muffel
Abb. 19 Abb. 20
Abb. 17 Abb. 18
SD_10_12_Egger_TL_A4 09.01.13 09:24 Seite 9

Der Vergleich der Materialeigenschaf-ten zeigt deutliche Unterschiede bei derVerarbeitung und der Indikation auf.Die kürzesten Aushärtezeiten, gerech-net ab Anmischbeginn, weisen die Produkte von Shofu (Ceravety) und GC (MultiPressVest) mit nur 20 Minu-ten auf. Die Empfehlungen der Her-steller Ivoclar (PressVest Speed) undBego (BellaCer) für eine 200 g Muffelsind am oberen Rand der Verarbei-tungsbreite (30-40 min) angesiedeltund damit doppelt so lange wie SHOFU oder GC. Rechnet man zu die-sen Zeiten noch die Dauer der jeweili-gen Brennprogramme der unter-schiedlichen Pressöfen dazu,könnenGesamt-Zeitunterschiede von bis zu 40Minuten entstehen.
Die schnellsten Zeiten liegen bei 120Minuten bis zum Ende des Presszyklus,die längsten Zeiten bei 160 Minuten.
Ein wesentliches Unterscheidungs-merkmal ist der Aspekt der Indikati-onsbreite. Ceravety ist als einzigste deruntersuchten Speed-Einbettmassenmulti-indikativ, das heißt sie kann so-wohl für die die Press-/Press-Over-, alsauch für die traditionelle Gusstechnikverwendet werden.
AusbettenNeben der Indikationsbreite und derVerarbeitung ist der Vorgang des Aus-bettens ebenfalls ein weiterer wichti-ger Aspekt. Die Härte der Einbettmas-se nach dem Press-/Gießvorgang unddie Stärke der Reaktionsschicht mitdem Press-/Gussobjekt ausschlagge-bend für den zeitlichen Aufwand beimAusbettvorgang. In Abhängigkeit derverwendeten Einbettmasse kann diesbei einer 200-g-Muffel bis zu 15 Minu-ten bezogen auf den Werkstoff Lithium-disilikat betragen.
Produkte Wirtschaftliche und qualitative Entscheidungskriterien
das dental labor · LX · 10/2012 · www.dlonline.de
e Abb. 21 und 22 Frontal und lingual: Die Passung der Ceravety-Einbettmasse unmittelbar nach demAusbetten, ohne eine Bearbeitung mitrotierenden Instrumenten
c Abb. 23 Randschluss: Die Passungerlaubt ein sehr effizientes Arbeiten, da in Abhängigkeit der Präparationsform nahezu keine Korrekturen am Press -objekt notwendig sind
Abb. 22
Abb. 23
Abb. 21
SD_10_12_Egger_TL_A4 09.01.13 09:25 Seite 10

Die Ceravety-Einbettmasse schnitt auchin diesem Vergleich als das Produkt mitden besten Ergebnissen ab. Der nied-rige notwendige Strahldruck bewirktdadurch einen geringen Stress für ge-presste Objekte mit dünnen Wandstär-ken. Bei der Überpresstechnik könnenObjekte aus Metall oder Keramik miteingebettet werden (Abb. 21 bis 23).
Zusammengefasst bietet die getesteteKombination: Shofu Ceravety-Einbett-masse/Dekema-Brennofen bei der Ver-arbeitung von Lithiumdisilikat-Keramikhervorragende Ergebnisse (Abb. 24):n geringste Reaktionsschicht aller ge-testeten Produkte
n sehr kurze Abbindezeitn hervorragende Zeichnungsgenauig-keit
n kurze Ausbettzeiten bei geringemStrahldruck
n optimale Wärmeleitfähigkeit für Li-thiumd isilikat-Keramik. n
Wirtschaftliche und qualitative Entscheidungskriterien Presskeramik
www.dlonline.de · das dental labor · LX ·10/2012
e Abb. 24 Endergebnis: Die Summe der einzelnen Komponenten der Produk tions kette führt bei optimaler Abstim mung zu reproduzierbaren, ästhetischen Ender geb nissen. Zuverlässigkeit, Effizienz und Präzision der Ceravety-Einbettmasse setzen dabei neue Maßstäbe.
Abb. 24
Korrespondenzadresse:
Ztm. Bernhard Egger Wachsbleiche 15 87629 FüssenTelefon (0 83 62) 92 12 23 E-Mail [email protected]
Nähere Infos zum Autor finden Sie unterwww.dlonline.de/autoren.
Literatur
[1] Hilburg, A. Dipl.-Ing.: Das Verhaltencristobalithaltiger Einbettmassen beimVorwärmen. 2000
[2] Wöllmer H.: Untersuchung zumPräzisionsgießen metallischer Mikro -teile. Forschungszentrum KarlsruheTechnik und Umwelt. WissenschaftlicheBerichte Karlsruhe. 2000 FZKA 6502
http://bit.ly/Q0sQMN
SD_10_12_Egger_TL_A4 09.01.13 09:25 Seite 11
DEKEMA Dental-Keramikoefen GmbHIndustriestr. 2283395 Freilassing
SHOFU DENTAL GMBHAm Brüll 1740878 Ratingen
SD_10_12_Egger_TL_A4 09.01.13 09:25 Seite 12


















