
technica 04/2014
84
CHF 12.– 4.2014 www.technica-online.ch www.marktspiegel.ch fachzeitschrift für die fertigungstechnik und automation Der Faktor Werkzeugspannung Das richtige System für den jeweiligen Einsatzfall Prüfsysteme für Fehlerfrüherkennung Dank neuem Differenzdruck-Messmodul in einem Durchflussregler profitiert die Prozesstechnik von präzisen und tempe- raturkompensierten Messsignalen. Exakt gemessen Cooler Drill Höhere Produktivität, bessere Oberflächen- güte. Blaser Swisslube zeigt, wie man für einen Präzisionswerkzeughersteller den optimalen Kühlschmierstoff fand. Oft reicht ein Schraubendreh! Mit einer optimal eingestellten pneumatischen Endlagendämpfung kann man Zyklus- zeiten um bis zu 40 Prozent verkürzen. Dämpfung einstellen 21 50 58 technica Messeführer
-
Upload
az-fachverlage-ag -
Category
Documents
-
view
403 -
download
36
description
Fachzeitschrift für die Maschinen-, Elektro- und Metallindustrie
Transcript of technica 04/2014

CHF 12.– 4.2014www.technica-online.ch
www.marktspiegel.ch
fachzeitschrift für die fertigungstechnik und automation
Der Faktor WerkzeugspannungDas richtige System für den jeweiligen Einsatzfall
Prüfsysteme für Fehlerfrüherkennung
Dank neuem Differenzdruck-Messmodulin einem Durchflussregler profitiert dieProzesstechnik von präzisen und tempe-raturkompensierten Messsignalen.
Exakt gemessenCooler DrillHöhere Produktivität, bessere Oberflächen-güte. Blaser Swisslube zeigt, wie man füreinen Präzisionswerkzeughersteller denoptimalen Kühlschmierstoff fand.
Oft reicht ein Schraubendreh! Mit eineroptimal eingestellten pneumatischenEndlagendämpfung kann man Zyklus-zeiten um bis zu 40 Prozent verkürzen.
Dämpfung einstellen21 50 58
technica Messeführer

Ihr Bearbeitungszentrum.Es ist Zeit, Potenziale zu nutzen.www.ch.schunk.com/Potenziale-nutzen
Hydro-Dehnspannfutter
60 % Rüstzeit-Ersparnis
-SVL Werkzeugverlängerung
2.000 Nm Drehmoment
Hydro-Dehnspannfutter
Jens Lehmann, Markenbotschaft er des Familienunternehmens SCHUNK
1 bei Werkzeughaltern mit über 35 Jahren ErfahrungNr.
bis zu
© 2
014
SCH
UNK
Gm
bH &
Co.
KG
Die Technik ist immer nur so gut wieder Mensch, der sie bedient – heisst es.Gerade in der Automobilindustrie hatsich in den letzten Jahren einiges getan.Die Fahrzeuge sind vollbespickt mit Elek-tronik, sie werden dadurch sicherer undnatürlich auch komfortabler, und dasHandbuch – welches früher gut ver-wahrt im Handschuhfach vor sich hinvegetierte – gewinnt immer mehr anBedeutung. Von ABS über ESP, Airbags,... und natürlich das Navigationssystem.
Wer kennt sie nicht, die nette Stimme im Auto,gelenkt via GPS. Früher noch Luxus, zu teuer undauch zu ungenau, heute erschwinglich, punkt-genau und ein netter Zusatznutzen, wenn manviel mit dem Auto unterwegs ist.
Doch was tun, wenn die nette Stimme aus demRadio bzw. Smartphone nicht weiss, wann eineStrasse gesperrt ist? So geschehen Ende Februareiner belgischen Familie auf ihrem Weg nach Ischgl.Mit wenigen Tastendrücken war das Gerät mühelosmit der schnellsten Route programmiert, und abging es in Richtung Berge. An der Grenze zu Öster-reich das erste Hinweisschild – Silvretta Hochalpen-strasse gesperrt –, gelenkt von der freundlichenStimme fuhr man weiter, in Bludenz das zweite undin Partenen dann das letzte. Dann eine Schrankequer über die Strasse: gesperrt! Kein Hindernis fürihren mit Sommerreifen ausgestatteten 4WD-Ge-ländewagen. Eine kurze Fahrt über die Wiese unddie Schranke wurde elegant umfahren. Jetzt konn-te eigentlich nichts mehr passieren, dachten siesich. Doch allmählich wurde es immer unwegsa-mer, auf der Fahrbahn lag immer mehr Schnee undes kam, wie es kommen musste: sie blieben ste-cken. Mit dem Handy rief man um Hilfe, die Polizeikam – auch mit Geländewagen, jedoch mit Winter-
«Sie haben ihr Ziel erreicht!»
reifen und Ketten – und nahm die «Tagestouristen»sicher hinunter ins Tal.
Auch im Maschinen- und Anlagenbau kommenmobile Endgeräte wie Smartphones und Tabletsimmer mehr zum Einsatz und erobern die Produkti-onshallen. Wurden früher dem Bediener «nur» um-fangreiche technische Daten – wie Produktblätter,3D-Modelle, Geräteschaltpläne, Handbücher undvieles mehr – via App online zur Verfügung gestellt,so kann man sich heute die komplette Oberflächedes Standardbedienpults auf dem Touchscreen desiPads anzeigen lassen und die Maschinen damitnicht nur überwachen, sondern auch bedienen undsteuern – und dies ortsunabhängig. Verfügt dieMaschine über eine Kamera, kann man natürlichauch den gesamten Produktionsprozess live aufdem iPad mitverfolgen. Die Software-Intelligenzvon Produktionsanlagen und der Einsatz von web-basierten Technologien werden für die Gestaltungvon Mensch-Maschine-Schnittstellen immer mehran Bedeutung gewinnen.
Und wir stehen hier erst am Anfang, denn dieseTechnologie eröffnet den Maschinenbauern faszi-nierende Möglichkeiten. Ich für meinen Teil freuemich schon und bin gespannt, wie lange es dauert,bis die «nette Stimme» im Smartphone nacherfolgreicher Abarbeitung des Auftrages bzw.«der Route» dem Bediener der Maschine sagt:«Sie haben ihr Ziel erreicht!»Ach ja, der netten Stimme im Radio wollte ichnatürlich nichts Schlechtes nachsagen, denn ihrkann man keinen Vorwurf machen, es ist nun maldie schnellste Route nach Ischgl und man bezahlt«sie» ja nicht fürs Denken, das muss immer nochder Fahrzeuglenker tun.
Christof Lampert, Redaktor «technica»
«Den Sinn des Lebens muss
man suchen, den Unsinn findet
man auch so.»
(Ernst Ferstl, österreichischer Schriftsteller)
t e c h n i c a 4 . 2 0 1 4 EDITORIAL 1

Mit der Entwicklung der NC-gesteuertenHochgeschwindigkeitsbearbeitung ist die Werk-zeugspannung besonders in der Präzisionsbear-beitung zu einem Schlüsselfaktor geworden. Wirzeigen eine Auswahl an optimalen Spannsyste-men für den jeweiligen Einsatzfall.
Faktor Werkzeugspannung15
Im «technica»-Interview mit Chefredak-tor Eugen Albisser erläutert Pirmin Zehnder, Ge-schäftsführer und Inhaber der Newemag, wie erdie Herausforderungen der Schweizer Ferti-gungsindustrie sieht und warum Newemag einbeliebter Name ist.
Pfiffige Ideen37
Ein kleines, aber feines Zerspannungsun-ternehmen sucht immer wieder nach neuen We-gen, um bei kniffligen Bearbeitungen – wie zumBeispiel von Titanbuchsen – das Optimum her-auszuholen. Eine Anwendergeschichte mit denGoldTwist-Wechselkopfbohrern im Fokus.
Titanbearbeitung goldrichtig!47
2 INHALTSVERZEICHNIS 4 . 2 0 1 4 t e c h n i c a
1 Editorial
4 Nachrichten/Kolumne Funkenflug
7 Märkte und Unternehmen Sindex: «Festen Platz eingenommen»
FACHMESSEN
Control 9 Qualität als reale Vision
Die industrielle Bildverarbeitung wächststetig. Das freut die Messe Control
Cemat
11 Qualität als reale Vision Mit neuer Struktur und zusätzlichenThemen präsentiert sich die Cemat 2014
Rapid Tech 12 Kleine Messe, grosse Themen
Mehr gebündelte Infos zur generativenFertigung gibt es nicht als an der Rapid.Tech
Optatec 13 Licht am Ende des Tunnels
Die Fachmesse für optische Technologienglänzt mit starkem Rahmenprogramm
FOKUSTHEMA
Präzisionsbearbeitung 15 Schlüsselfaktor Werkzeugspannung
Werkzeugspannungen für die Präzisions-bearbeitung – eine Auswahl
18 Rundlauf nach Schweizer Präzision «powRgrip»-Technologie von Rego-Fixin der Präzisionsfertigung
20 Einblicke in ein µsames Geschäft Tornos-Maschinen für «Uhrmacher» undMediziner: Worauf kommt es an?
21 Cooler Drill garantiert Höhere Produktivität dank dem optimalausgesuchten Schmierwerkstoff
23 Le monde de la microtechnologieInterview mit Siams-Geschäftsführer Fran-cis Koller: auf Französisch und Deutsch
26 Siams: Der grosse Messeführer«technica» hat über 100 Produkte zusam-mengetragen, die Firmen in Moutier zeigen
34 Lösungen für hohe DrehzahlenKlüber Lubrication mit hochwertigenSchmierstoffkonzepten für die Mikrotechnik
35 Weitere Produkte an der Siams
FACHARTIKEL
Werkzeugmaschinen und Werkzeuge 37 «Man erwartet von uns pfiffige Ideen»
Interview mit Pirmin Zehnder, Geschäfts-führer und Inhaber der Newemag
39 Die Stückkosten gezielt absenken EMAGs vertikale Pick-up-DrehmaschineVL 8 für Werkstücke bis ø 400 Millimeter
41 «Weiteres Know-how in derRomandie aufbauen»Agil und jung startet die Josef Binkert AGins 60. Jahr – und mit neuen Zielen
43 Textnachrichten, Icons und Apps Zur Hausausstellung präsentierte DMGMori 18 Maschinen im neuen Design
44 CNC-Customizing als SteckenpferdEin CNC-Pionier wird 40 – ein Interview mitSuvema-Geschäftsführer Robert Häusler
46 Vorteile höherer Drehzahlen nutzen Bohr-/Gewindebohrzentrum DT-1 vonHaas mit Spindeldrehzahl von 15 000 min-1
47 Goldener Dreh für die TitanbearbeitungGoldTwist-Wechselkopf-Bohrer optimierendie Bohrbearbeitung von Titanbuchsen
Automations- und Antriebstechnik 49 Serienreife Roboterlösungen
Schunk Expert Days: Servicerobotik imindustriellen Einsatz
50 Produktivität steigern per SchraubendrehEine Analyse der Dämpfungsmöglichkeitenfür pneumatische Zylinder
53 Neues Traumteam der Bildverarbeitung? Wenglor präsentiert ein Highlight der Bild-verarbeitung und setzt damit Massstäbe
Industriesoftware 54 Modernes Konstruieren im 3D-Raum
Solidworks World 2014 – die neuestenEntwicklungen des CAD-Spezialisten
Peripherie 56 Formvollendete Blechverarbeitung
Schnelle Qualitätsprüfungen mitdem Laser-Inspektionssystem von Virtek
58 Differenzdruck-Modulnach Kundenwunsch Enge Zusammenarbeit bei Produktentwick-lung führen zu deutlich besseren Lösungen
FOKUS

Dank modernsten Fertigungsverfahren undeinem breiten Werkstoffsortiment kann Kundertkundenspezifische Kunststoffteile herstellen, dieoptimal auf Ihre Bedürfnisse ausgerichtet sind.Fertigungsverfahren: spanabhebendeBearbeitung wie Drehen, Fräsen, Bohren,Schleifen.Teilespektrum: einfache und komplexe Kunst-stoffteile in Klein- und Grossserien, mechanischbearbeitete sowie spritzgegossene Teile, mecha-nisch nachbearbeitete Spritzgussrohlinge undPolyurethan-Formteile.Werkstoffe: Thermoplaste, Duroplaste,Fluorkunststoffe und Polyurethane.Import CAD-Daten: CAD-Daten (2D- und 3D-Zeichnungen) können direkt auf das CAM-Pro-grammiersystem von Kundert importiert werden.Damit entfallen Aufwendungen für die erneuteZeichnungserstellung bei Kundert.
Kunststoff-Fertigteile –für höchste Anforderungen
ZUM TITELBILD: KUNDERT
Forster Küchen bringt bei ihren Stahlkü-chen Schönheit und Funktionalität in Einklang.Qualitätssicherung ist dabei essenziell undhöchste Präzision ein absolutes Muss. Um diesesZiel zu erreichen, hilft eine schnelle Fehlerfrüher-kennung mit den Prüfsystemen Virtek LaserQC.
In Perfektion gemessen56
60 Fehleranalyse mit High-Speed-Kamera Leistungsfähiges Paket für umfangreicheMessaufgaben
62 Zeitersparnis dank Messtaster Messtaster von Blum-Novotest vereinfachtden Fertigungsprozess
64 Wissen, was passieren könnteCondition-Monitoring ist mehr als reineWartung oder Service für die Maschine
67 Ersatzteillogistik «on demand» Abgänger der ABB TS befassten sich mitder Zukunft der Ersatzteillogistik
SVBF – Planung und Produktion 68 Schweiz büsst an Attraktivität ein
Kommentar zur Zuwanderungsinitiativeaus der Sicht eines Personalberaters
69 Der Bauch entscheidet mitStudie zur Expandierung von KMUins Ausland
70 Produkte
72 Lieferantenverzeichnis
76 Agenda– Expertenseminar V-Research– Europa Forum Luzern– Weitere Kurse und Seminare zu Quali-tätssicherung, Montage, Oberflächentech-nik, Start-ups und Powertage
79 In dieser Ausgabe/Impressum
80 Online: www.technica-online.ch
Auf sieben Seiten (ab S. 23) haben wir fürSie über 100 Produkte zusammengetra-gen, die an der Siams 2014 in Moutiervom 6. bis 9. Mai ausgestellt sind. GönnenSie sich den Rundgang als Einstimmungauf die Messe, als Wegbegleiter in denHallen und als Erinnerungshilfe nach demBesuch in Moutier: Bienvenue dans lemonde de la microtechnologie!
Päzisionsbearbeitung
mit Interview:
SIAMS 2014
www.ingersoll-imc.de
Ingersoll Werkzeuge GmbHKalteiche-Ring 21-25 • D-35708 Haiger
WeltneuheitEinzigartig
Effi zient
IN EINER DREHRICHTUNG
In der Schweiz vertreten durch:SCHNEGG TOOLS AGKeltenstraße 35 • 2563 IpsachTel.: 032-333 70 33 • Fax: 032-333 70 [email protected]
t e c h n i c a 4 . 2 0 1 4 INHALTSVERZEICHNIS 3

4 NACHRICHTEN 4 . 2 0 1 4 t e c h n i c a
Liebe Cornelia BuchwalderChina ist ja bei unserer Industrie seit Jahren ein The-ma. Und da du für den Markt China zuständig bist,wollte ich mal nachfragen, wie es so läuft zwischenSwissmem und dem Reich der Mitte?
Hallo lieber ChefredaktorDas Reich der Mitte steht momentan im chinesischen Jahrdes Pferdes. Und wenn ich bei diesem Bild bleiben darf:Es könnte vielleicht ein von Trab auf Galopp wechselndesJahr werden für die Schweiz-China-Beziehung. Denn dasFreihandelsabkommen wird mit grosser WahrscheinlichkeitMitte dieses Jahres in Kraft treten. Und dafür haben wirviel gearbeitet. So hat zum Beispiel mein Kollege die ge-samten MEM-Zollpositionen und die Zollreduktionen überdie Jahre aufgelistet – das sind stattliche 2800 Tarifnum-mern. Denn man muss wissen, dass mit dem Inkrafttretendes Freihandelsabkommens nicht alle Zölle sofort wegfal-len. Gewisse werden über 5 oder 10 Jahre kontinuierlichabnehmen, bis sie zollbefreit sind. Leider gibt es aber aucheinige Maschinen, v. a. aus dem Bereich der Werkzeug-und Textilmaschinen, die nicht vom Zollabbau profitierenwerden.Vergessen wir nicht: China ist sehr wichtig für unsere Mit-glieder, ist es doch inzwischen der 4. wichtigste Absatz-markt für die Schweizer MEM-Industrie nach Deutschland,den USA und Frankreich. Und immer wieder wollen chine-sische Delegationen, v. a. Vertreter von Regionen undStädten, bei ihrem Besuch in der Schweiz Vertreter vonSwissmem treffen. Und da ich bei uns im Verband für denMarkt China zuständig bin, empfange ich diese Delegatio-nen normalerweise. In den letzten Monaten waren es Be-sucher aus Changzhou, Weifang City, Guizhou und Zhenji-ang.Wir arbeiten aber auch mit anderen Organisationen zu-sammen. Wenn es um die oben erwähnten Delegationengeht, stimmen wir uns oft mit der SCCC ab, der Swiss-Chi-nese Chamber of Commerce. Und bei Seminaren und An-lässen zu China arbeiten wir mit der Switzerland GlobalEnterprise – der ehemaligen OSEC – zusammen. Sie habenden Fokus auf die Exportmärkte und wir den auf dieMEM-Branche, so lassen sich Synergien gut nutzen. Ichselbst bin im Juni in Shanghai und werde dort unsere30 Schweizer Aussteller an der ITMA Asia – der wichtigs-ten Textilmaschinenmesse Chinas – unterstützen. Unteranderem ist eine gemeinsame Pressekonferenz geplant, ander ein Grossteil der Schweizer Aussteller teilnimmt undviele deiner Kollegen, also die asiatischen Fachjournalisten,erwartet werden.
Im FUNKENFLUG «duellieren» sich abwechselnd mit Fragestellen und Antwort geben Cornelia Buchwalder, Ressort-leiterin Fachgruppen bei Swissmem, und «technica»-Chef-redaktor Eugen Albisser zu Themen der MEM-Branche,Technologien, Medien, Politik und was sie und ihreBranchen sonst noch im Arbeitsalltag beschäftigt.
� Cornelia BuchwalderSwissmem
� Eugen Albisser
Chefredaktor «technica»
UNKENFLUGFOerlikon Balzers hat die Produktions-kapazitäten für seine Diamantbe-schichtungen ausgeweitet, um diesteigende Nachfrage seitens der Flug-zeug- und Automobilindustrie bedie-nen zu können. «Der Erfolg unsererDiamantbeschichtungen ist das bisherjüngste Beispiel dafür, wie wir im Be-reich Oberflächenlösungen durch in-novative Produktentwicklung wach-sen», erläutert Dr. Hans Brändle, CEOdes Segments Coating von Oerlikon.Die Expansion folgt auf die von Oerli-kon kürzlich angekündigte Übernah-me des Beschichtungsgeschäfts fürThermisches Spritzen Sulzer Metco,wodurch das Segment Coating zumglobalen Technologieführer im Be-reich Oberflächenlösungen wird.
www.balzers.com
Ausbau des Diamantbe-schichtungs-Geschäfts
Runder Geburtstag für die Kasto Ma-schinenbau GmbH & Co. KG: Das Un-ternehmen mit Sitz im badischenAchern-Gamshurts feiert in diesemJahr sein 170-jähriges Bestehen. Ausdiesem Anlass lädt die Firma Kundenaus aller Welt zu einer Jubiläumsfeier
in seine Firmenzentrale ein. Bis heuteist Kasto in Familienbesitz. «Wir sindsehr traditionsbewusst und stolz aufunsere langjährige Erfahrung», erklärtGeschäftsführer Armin Stolzer, der dasUnternehmen bereits in fünfter Gene-ration leitet. «Gleichzeitig haben wirden Blick aber auch in Richtung Zu-kunft gerichtet.» Mit mehr als 140 Pa-tenten ist Kasto einer der grössten In-novationstreiber der Branche. Unterder Adresse www.kasto.de/de/170-jah-re-kasto informiert Kasto auch im In-ternet über das Firmenjubiläum.
www.kasto.de
170 Jahre Kasto
Auf dem internationalen Pneumatikmarkt tutsich etwas: Aus dem ehemaligen Geschäftsbe-reich Pneumatik von Bosch Rexroth ist ein ei-genständiges Unternehmen geworden. Auf-grund eines Eigentümerwechsels tritt das mit-telständische Unternehmen nun unter dem Na-men Aventics im weltweiten Wettbewerb an.Unter neuem Namen möchte der Hersteller vonPneumatikkomponenten und -systemen seineMarktposition weiter ausbauen. Aventics wirdsich künftig auch Branchen widmen, die bislangnicht im Fokus standen. Dazu zählen zum Bei-
spiel die Schwerindustrie und Medizintechnik.Bewährte Produkte und eine deutlichere Fokus-sierung auf die Kundenbedürfnisse sollen unterdem Dach des Unternehmens ebenso zusam-menfinden wie weltweite Präsenz und individu-elle Kundenlösungen.
www.aventics.comwww.rexrothpneumatics.com
Aus Rexroth Pneumaticswird Aventics
Will neue Märkte erobern: Aventics. (Bild: Aventics)
Mitte März fand die feierliche Verleihung desArburg Energieeffizienz-Awards statt. Mit die-sem Preis prämiert das Unternehmen seit 2008jährlich ein Unternehmen für herausragendeAktivitäten im Bereich Energieeffizienz. Gewin-ner im Jahr 2014 ist Festo. Das Unternehmenbekommt die Auszeichnung für die Konzeptioneiner neuen, komplett auf Energieeffizienz aus-gerichteten Kunststoffteile-Produktion und derKooperation beim Freeformer, der das Arburg-Produktportfolio seit 2013 um die additive Fer-tigung ergänzt.
www.arburg.comwww.festo.ch
Festo gewinnt Arburg-Award
Eine hochrangige fünfköpfige Delegation von Festonimmt den Preis entgegen: Dr. Claus Jessen, Her-bert Kraibühler (Arburg), Klaus Hilmer, MichaelHehl (Arburg), Curt-Michael Stoll, Eugen Hehl(Arburg), Michael Maas und Christian Leonhard(v. l.). (Bild: Arburg)
Das Bild zeigt v. l. n. r: Jonathan Riegel,Stephanie Riegel, Armin Stolzer, RuthStolzer, Sönke Krebber, Nicole Krebber.
(Bild: Kasto)

t e c h n i c a 4 . 2 0 1 4 NACHRICHTEN 5
Federnauswahl ab Lager in 12.603 Baugrössen
federnshop.com katalog/
(+49) 07123 960-192
Die HSR Hochschule für TechnikRapperswil beteiligt sich mit demIFS Institut für Software am For-schungsprojekt «Reengineeringand Enabling Performance and po-wer of Applications», kurz: REPA-RA. Dieses europäische Forschungs-projekt startete innerhalb des sieb-ten Rahmenprogramms im Sep-tember 2013 und soll die Entwick-lungskosten für Advanced Compu-ting erheblich reduzieren. Alle Pro-jektpartner haben sich an der HSRgetroffen.
www.hsr.ch
HSR partizipiert amEU-Forschungsprojekt
Das Lotus F1-Team investiert für mehr Produktivität und Leistung in sechs neue 5-Achs-Fräsbearbei-tungszentren mit integrierter Automation von GF Machining Solutions. Die sechs neuen Fräsbearbei-tungszentren vom Typ Mikron HPM 450U, die in der Lotus F1-Zentrale in Enstone, England, installiert
wurden, sind das Herzstück einer umfassendenModernisierung der Produktionsanlagen des bri-tischen Formel-1-Rennstalls. Ein halbes Jahr spä-ter zeigt sich Thomas Mayer, COO, Lotus F1-TeamChief Operating Officer, hochzufrieden: «Wir ha-ben die strategische Entscheidung getroffen, un-sere Fräskapazitäten auf 5 Achsen auszubauen,und dabei fiel unsere Wahl auf ein System, dasdie Bearbeitung von Werkstücken in einer Auf-spannung ermöglicht. Mit dieser Entscheidunghaben wir die Produktivität erheblich gesteigert,die Auslastung unserer Werkzeugmaschinen ver-bessert, eine höhere und einheitlichere Teileprä-zision erreicht und die Stückkosten gesenkt.»
www.gfms.com
F1-Team setzt auf GF Machining Solutions
Die Mikron HPM 450U von GF Machining Solutions er-füllte alle Ansprüche von Lotus F1.
(Bild: GF Machining Solutions)
Seit April 2014 hat KVT-Koenig ei-nen neuen Firmennamen. Aus KVT-Koenig wurde SFC Koenig. DieseUmfirmierung resultiert aus demVerkauf der Division Fastening andie Bossard Gruppe, per Oktober2012. Name und Logo würden sichzwar ändern, teilte das Unterneh-men mit, doch man wolle mit denProdukten Koenig Expander undRestrictor die Kernkompetenzen inden Bereichen Regelsysteme undDichtungstechnologie weiter stär-ken und ausbauen.
www.sfckoenig.com
KVT-Koenig wirdSFC Koenig
Auch dieses Jahr hat SwitzerlandGlobal Enterprise (S-GE) am Aus-senwirtschaftsforum in Zürich denExport-Award verliehen. Die Ge-winner heissen Habegger AG undSensile Technologies SA. RuthMetzler-Arnold, Präsidentin vonS-GE, übergab den Anerkennungs-preis in den Kategorien «Success»und «Step-in». Die Veranstaltungvon S-GE stand dieses Jahr im Zei-chen von «Chancen ergreifen – Er-folg in der internationalen Wert-schöpfungskette».
www.s-ge.com/awf
Export-Awardvergeben
Für das Schweizer SoftwarehausAbacus Research ist das Erreichender 10 000er-Marke die Bestäti-gung, mit ihrer AbaWeb-Lösungvoll im Trend der Zeit zu liegen.Bereits entscheiden sich heuteneun von zehn Schweizer Klein-unternehmen, die betriebswirt-schaftliche Software nicht mehrlokal zu installieren, sondern alsService aus der Cloud von ihremTreuhänder im Mietverfahren zubeziehen. 2013 ist die Zahl derFirmen, welche die Abacus Busi-ness Software aus der Wolke nut-
zen, innerhalb nur eines Jahresum 60 Prozent auf knapp 5900Anwender gestiegen.Claudio Hintermann, CEO vonAbacus Research, kommentiertden erreichten Meilenstein dennauch zufrieden: «Der Kursstimmt. Nun geht es darum, fürspezifische Branchen attraktiveAngebote zu schnüren, damitmöglichst viele Gewerbebetriebevon den Vorteilen der Miete ihrerSoftware aus dem Internet profi-tieren können.»
www.abacus.ch
Abacus registriert das 10 000ste Web-Abo

6 NACHRICHTEN 4 . 2 0 1 4 t e c h n i c a
Die Comsol Multiphysics GmbH gabbekannt, dass das Programmkomi-tee der weltweit grössten Konfe-renzreihe zum Thema multiphysika-lische Simulationen nun wieder In-genieure und Forscher einlädt, ihreAbstracts für die diesjährigen Ver-anstaltungen einzureichen. Zu denKonferenzen finden sich weltweitjährlich über 2000 Teilnehmer ein.Diese haben dort die Möglichkeit,ihre Arbeiten und die neusten Inno-vationen aus ihrem Bereich zu prä-sentieren. Die Konferenzreihe, de-ren Themenschwerpunkt auf mo-dernen, disziplinübergreifendenmultiphysikalischen Simulations-
techniken liegt, bietet den Teilneh-mern neben Keynote-Vorträgenbranchenführender Industrieunter-nehmen auch praxisorientierte Mi-nikurse und zahlreiche Anwender-vorträge. «Comsol-Anwender, dieihre Arbeit auf der Konferenz vor-stellen, werden bei über 165 000Fachleuten Beachtung finden», sagtDr. Jinlan Huang, Programmvorsit-zender der Konferenz in Boston.Zur Einreichung eines Vortragesund für weitere Informationen zuRahmenbedingungen und Abgabe-fristen wurde eine Webseite einge-richtet: www.comsol.de/conferen-
ce2014/europe/papers
Comsol-Konferenz 2014: Call for Papers
ABB, das soeben vom Fortune Ma-gazine zum angesehensten Unter-nehmen seiner Branche gewähltwurde, hat gemeinsam mit derKommunalregierung der Stadt Xia-men in der Küstenprovinz Fujianim Südosten Chinas bekannt gege-ben, dass das Unternehmen in dennächsten fünf Jahren ein neuesEntwicklungs- und Produktionszen-trum für Energietechnikprodukte
und Niederspannungsprodukte inXiamen errichten wird. Das Investi-tionsvolumen beläuft sich auf 300Millionen US-Dollar. Nach Ab-schluss der Arbeiten werden die inXiamen bereits bestehenden Wer-ke von ABB in die hochmodernenAnlagen im neuen Torch Hi-Tech-Industriepark verlegt, wo die Pro-duktionskapazitäten erweitertwerden können. www.abb.ch
ABB investiert in China
Rückwirkend zum 1. Januar 2014hat Stemmer Imaging den inNordeuropa und Polen führen-den BildverarbeitungsanbieterParameter AB übernommen. Eu-ropas grösster Technologieliefe-
rant für die Bildverarbeitung istdamit nun in elf statt bislang sie-ben Ländern mit eigenen Nieder-lassungen lokal vertreten unddeckt vertrieblich 19 Länder ab.
www.stemmer-imaging.ch
Stemmer Imaging wächstDer dänische Industrieroboterher-steller Universal Robots besetzt Posi-tionen seines Führungs- und Ver-triebsteams neu. Gert Taul Pedersenunterstützt das Unternehmen ab so-fort als Chief Commercial Officer.Dieter Pletscher betreut als neuerArea Sales Manager die Vertriebstä-tigkeiten in Deutschland, Österreichund der Schweiz. «Die DACH-Regionist einer der wichtigsten Märkte fürUniversal Robots. Wir haben unszum Ziel gesetzt, unsere Verkaufs-
zahlen in den nächsten Jahren kon-tinuierlich zu steigern. Dafür benöti-gen wir Vertriebspartner, die sichauf unser Unternehmen verlassenkönnen und die gleichzeitig hinterunseren Produkten stehen. Ich freuemich auf die Zusammenarbeit mitunseren Partnern in der DACH-Regi-on», so Dieter Pletscher, Area SalesManager DACH bei Universal Ro-bots.
www.universal-robots.comwww.bachmann-engineering.ch
Universal Robots verstärkt DACH-Team
easychain® E14grosse-kette leicht befüllen
easy triflex® 332flexible-kette leicht befüllen
Schnell raus ... mit easy-Prinzip
triflex® TRE3-achsige-kette leicht befüllen
... und rein:
meine-kette ab 24h ... Energie für Ihre Bewegung ...
Deutschland und gegebenenfalls international markenrechtlichDie Begriffe "igus, easychain, triflex" sind in der Bundesrepublik geschützt.
ab Lager ...
.ch/ab24h® .ch/ab24h® .ch/ab24h®
Besuchen Sie uns:SMART Automation, Wien - Stand A0515
Die führenden Anbieter von Ge-brauchttechnik werden an der Use-tec 2014 in Köln sein. Neben spezi-alisierten Händlern präsentierensich zahlreiche Herstellerfirmen.Die am stärksten vertretenen An-gebotsbereiche sind Metallbearbei-
tungsmaschinen, Robotik und Au-tomation, Kunststoffverarbeitungs-maschinen, Hebezeuge und Flur-förderzeuge, Mess- und Prüftech-nik, Baumaschinen, Energietechnik(Generatoren, Kompressoren), Ver-packungs- und Nahrungsmittelma-
schinen sowie Landma-schinen. 60% der Anbie-ter kommen aus Deutsch-land, 40% aus dem Aus-land, dabei sind die Nie-derlande, USA, Frank-reich, Italien und dieSchweiz führend.Die Messe findet zwi-schen dem 5. und 7. Maiauf dem Messegelände inKöln statt.
www.usetec.com
Weltmesse für Gebrauchttechnik
(Bild: Andreas Drollinger)
Die Carl Cloos SchweisstechnikGmbH, bekannt als Anbieter vonRoboter- und Schweisstechnolo-gielösungen, hat zum 1. März2014 eine neue Unternehmens-struktur mit drei Geschäftsberei-chen eingeführt. Die Aufstellungmit den Geschäftsbereichen Robot& Welding Products, Automationund Customer Service ermöglicheeine optimale Fokussierung aufdie einzelnen Märkte, Produkteund Anwendungen, heisst es bei
Cloos. «Die Projekte im BereichAutomation erfordern eine ande-re Herangehensweise als die Pro-dukte im Bereich Robot & WeldingProducts, da sich die Bearbeitungder Märkte wesentlich unterschei-det», erklärte Markus Grob, Vor-sitzender der Geschäftsführung.«Mit der neuen Struktur bietenwir unseren Kunden künftig einedirektere Zusammenarbeit unddamit zielgerichtete Lösungen»,so Grob weiter. www.cloos.de
Neue Struktur bei Cloos

t e c h n i c a 4 . 2 0 1 4 MÄRKTE UND UNTERNEHMEN 7
Versenden Sie Ihre internationale Post aus der Schweiz und punkten Sie bei Ihrer Zielgruppe gleich zweifach. Zum einen, weil Ihre Werbebriefe im Zielland gegenüber der sonstigen Post auffallen. Zum anderen, weil Sie so bereits auf dem Umschlag zeigen: Hier kommt Qualität aus der Schweiz.
Fakten, Erfolgsgeschichten und Inspiration: post.ch/wirkung
In Zusammenarbeit mit:
Die Wirkung macht den Unterschied. Weltweit.
om 2. bis 4. September werden an derSindex die neusten Produkte undDienstleistungen aus der Welt der In-
dustrieautomation präsentiert. Wie der aktuelleAnmeldestand zeigt, hat die Sindex schon bei ih-rer zweiten Ausgabe in den Terminkalendern derTechnologiebranche einen festen Platz eingenom-men. Patrick Sägesser, Messeleiter der Sindexbeim Veranstalter Bernexpo: «Bereits ein halbesJahr vor der Messe haben wir den Anmeldestandvon 2012 übertroffen. Diese positive Rückmel-dung der Aussteller bestätigt mir, dass wir auf dasrichtige Konzept setzen und die Sindex ein echtesBedürfnis der Branche abdeckt. Dank der grossenAusstellerbreite werden die Besucher der Sindexumfassenden Einblick in die neusten Trends undTechnologien bekommen.» Die Sindex wird indiesem Jahr auch flächenmässig wachsen: Für dieAussteller und Sonderschauen werden zwei zu-
Vsätzliche Messehallen eingesetzt. Anmeldungenals Aussteller sind nach wie vor möglich.
Technologie zum Anfassen. Neben der vielfältigenAusstellerlandschaft wird an der Sindex 2014 auchTechnologie zum Anfassen geboten. Eine der Mes-sehallen wird im Rahmen der Sonderschau «Tech-nologie erleben» zu einer Art Fabrik umfunktioniert,in welcher live gearbeitet und Firmen ihre Roboter,Sondermaschinen und anderen Anwendungen vor-führen. Die Besucher erleben die neusten Entwick-lungen der Robotertechnik hautnah mit und kön-nen ganze Fertigungsprozesse vor Ort mitverfolgen.So wird beispielsweise ein mit einer Plasma-Schneideinrichtung ausgerüsteter, hochpräziser In-dustrie-Roboter Blechteile zuschneiden, die an-schliessend zusammengeschweisst werden. Aucheine High-Tech-Produktionsanlage zum Bearbeitenvon Printplatten für den Elektronik-Bereich kann in
voller Aktion besichtigt werden. Ziel der Sonder-schau ist, den Ausstellern ein zusätzliches Schau-fenster für ihre Innovationen zur Verfügung zu stel-len und den Besuchern einen vertieften Einblick indie Welt der Automatisierung zu geben.
Electronic City: gemeinsamer Marktplatz. Eine wei-tere Neuheit an der diesjährigen Sindex ist derAusstellungsbereich «Electronic City». Ob Kompo-nenten, Tastaturen oder Simulations-Tools: Rundum einen gemeinsamen Marktplatz zeigen überzehn Firmen ihre Produkte und Dienstleistungenfür die Entwicklung elektronischer Geräte. Auchdie angewandte Forschung ist an der «ElectronicCity» präsent: Mit der Hochschule Luzern und derZHAW werden zwei Vertreter aus Forschung undInnovation ihre Dienstleistungen präsentieren. ●
www.sindex.chwww.bernexpo.ch
Sindex 2014 hat mit über 300 Ausstellern den Anmeldestand von 2012 schon übertroffen
«Bereits festen Platz eingenommen»In sechs Monaten öffnet die Sindex, die Schweizer Messe für Technologie, in Bern ihre Tore. Die Messe scheint auf Kurs zu
sein: Über 300 Aussteller sind bisher angemeldet, teilt der Veranstalter Bernexpo mit.
8 LIEFERANTENVERZEICHNIS 4 . 2 0 1 4 t e c h n i c a
* Angebot für Gewerbetreibende, gültig bis 31. Mai 2014 und für folgende Modelle: Caddy Kastenwagen und Kombi,
Transporter, Crafter und Amarok. Alle Entry Modelle sind von der Aktion ausgeschlossen. Preise exkl. MwSt.
Ein VW Nutzfahrzeug ist die beste Investition in die Zukunft, weil wir von Volkswagen
schon heute an morgen denken. Und alle Modelle mit wegweisenden Technologien
ausrüsten, welche die Wirtschaftlichkeit erhöhen, die Kosten senken und Fahrer, Beifah-
rer, aber vor allem auch die Umwelt schützen. Damit Sie sich immer und überall auf
Ihr Nutzfahrzeug verlassen können. Dank Ihnen sind wir seit fünf Jahren die Nummer 1
in der Schweiz. Profitieren Sie deshalb jetzt von unserem Spezialangebot.
VW Nutzfahrzeuge. Die beste Investition.
Was immer die Zukunft bringt: Ihr VW Nutzfahrzeug arbeitet und arbeitet und arbeitet.
www.vw-nutzfahrzeuge.ch

t e c h n i c a 4 . 2 0 1 4 Control ● FACHMESSEN 9
ie Control in Stuttgart bietet mit dem sowohl bewährtenals auch an veränderte technische und unternehmerischeHerausforderungen angepassten Produktportfolio dieGewähr, dass sich die Fachbesucher über alle für das
Querschnittsthema relevanten Technologien, Verfahren, Komponenten,Baugruppen, Teilsysteme und Komplettlösungen informieren können.Ob Detaillösungen oder schlüsselfertige Systeme, die Vision der globa-len QS-Anwender wird an der Control zur praxisgerechten und vor al-lem Prozess-kompatiblen Realität.Folgerichtig erfährt die Kurzübersicht der Nomenklatur, aktuell beste-hend aus den Bereichen Messtechnik, Werkstoff-Prüfung, Analysegerä-te, Optoelektronik und QS-Systeme mit dem Zusatz Bildverarbeitungs-
und Visionssysteme ihre logische Ergänzung; wobei BV-Produkte natür-lich schon immer elementarer Bestandteil der Control-Nomenklatur wa-ren. Darüber hinaus wird es zur 28. Control in Print- und Online-Versio-nen einen Messeführer geben, der sich explizit dem Angebot an Bild-verarbeitungs- und Visionssystemen widmet, und zwar von den Basis-Komponenten bis hin zu prozessintegrierten Komplettlösungen inklusi-ve Roboter- und Materialfluss-Automation für das rationelle Handlingder Prüflinge.
Sonderschauen, Workshops und einfache Navigation. Quasi über demauf das genannte Segment abgestimmten Messeführer fungiert eineneue, innovativ gestaltete Besucherinformation im Format DIN A4, inder auf einer übersichtlichen Doppelseite alle Hallenpläne mit den je-weiligen Ausstellungsständen abgebildet sind. Damit werden die Fach-besucher in die Lage versetzt, sich gezielt und zeitoptimiert durch dasAngebotsspektrum von knapp 1000 Ausstellern navigieren zu können.Wer sich in Theorie und Praxis über weitere Themen und Lösungsmög-lichkeiten informieren möchte, hat dazu mehrere Gelegenheiten: >>
D
Business- und Showtime in der Qualitätssicherung mit 1000 Ausstellern am Start
Qualität als reale VisionDie industrielle Bildverarbeitung wächst unaufhörlich. Vor diesem Hintergrund ist
es nicht verwunderlich, dass sich die Control – Internationale Fachmesse für Qualitäts-
sicherung im Jahr 2014 mit einer Vielzahl an neuen Ausstellern aus dem Hightech-
Bereich Bildverarbeitungs- und Visionssysteme schmücken kann. Gründe für den star-
ken Zuwachs in diesem zukunftsträchtigen Segment gibt es viele.
Das tragbare, messarmlose Koordinatenmesssystem (KMG)«HandyPROBE» ist die Alternative zum traditionellen Mess-arm. (Bild: Creaform)
FACHMESSEN

10 FACHMESSEN ● Control 4 . 2 0 1 4 t e c h n i c a
Sonderschau «Berührungslose Messtechnik»; Event-Forum «Technik verstehen und erleben»; Work-shops «Qualitätssicherung», Workshop «Visions-systeme», Themenpark «Netzwerken ist Qualität»und schliesslich Control «Aussteller-Forum».
Informations-, Kommunikations-, Business-, Bran-chentreff- und Event-Plattform. Die internationaleFachmesse für Qualitätssicherung ist der Treff-punkt für die weite QS-Welt. Zum 28. Mal stattfin-dend, glänzt die Weltleitmesse mit Zuwachsratenan Ausstellungsfläche und in- sowie ausländischenAusstellern. Hinsichtlich Technologien, Verfahren,Produkten und Systemen gibt es vor allem in denSegmenten Bildverarbeitungs- und Visionssystemesowie Testeinrichtungen für Automotive-Kompo-nenten und Baugruppen signifikante Zuwächse.
Einige Neuheiten im Überblick:
Konventionelle Messarme haben ausgedient. Eineder bedeutendsten Entwicklungen der letzten 30Jahre in der Messtechnik war zweifelsohne die Ein-führung tragbarer Messgeräte. Damit können In-spektionen im Fertigungsbereich direkt am Teil vor-genommen werden. Die Erfindung tragbarer Mess-arme in den frühen 90er-Jahren und die Einfüh-rung von Laser-Trackern kurze Zeit später revoluti-onierten die branchenüblichen Prüfverfahren. Trag-bare Messgeräte ermöglichen schnellere und regel-mässigere Messungen, wodurch sowohl Reakti-onszeit als auch Qualität deutlich gesteigert wer-den. Bei Verwendung tragbarer Messtechnologienergeben sich im Vergleich mit digitalen CMM-Scannern in Messlaboren mit schweren, stabilenGranittischen jedoch zahlreiche Herausforderun-gen.
Creaform, Halle 5, Stand 5108 undHalle 1, Stand 1302
www.creaform3d.com
Universal-Wellenmesssystem zur Inline-Messungvon Wellen. Blum-Novotest stellt erstmals ein takti-les, universell einsetzbares Post-Prozess-Wellen-messsystem vor. Auf dem Messestand wird das in-novative Messsystem in Verbindung mit dem be-währten Mess- und AutomatisierungskonzeptBMK 5 live präsentiert. Damit stellt der Spezialistfür Fertigungsmesstechnik eine modulare undhöchst flexible Bauweise vor, welche dem Anwen-der die Inline-Messung von Werkstücken wie An-
triebs-, Getriebe- oder Nockenwellen, Rohre usw.unmittelbar nach der Bearbeitung in der Produkti-onsumgebung eröffnet.
Blum-Novotest, Halle 3 Stand 3406www.blum-novotest.com
Optische 3D-Messtechnik im Produktionsumfeld.Abweichungen in der Fertigung sofort erkennenund somit die Kosten für Nacharbeit oder Aus-schuss vermeiden, dies wird nur durch zeitnahesund fertigungsnahes Messen erreicht. FMS 100wurde zur Messung von rotationssymetrischen Prä-zisionsteilen entwickelt, Rotationsgeschwindigkei-
ten bis zu 100 U/min, optische Tastarme mitDurchmesser > 0,7 mm, ermöglichen eine schnelleForm-Messung für Innen- und Aussengeometrien.FTP40 erlaubt die schnelle Vermessung von zweiparallelen Flächen eines Erzeugnisses in einem ein-zigen Messvorgang. Da das Messobjekt nicht be-wegt wird, erreicht man eine besondere Stabilitätund eine deutliche Verkürzung der Messzeit. Dieinterferometrische Messtechnik der Bosch-Mess-maschinen zeichnet sich besonders durch hoheAuflösung, kurze Messzeit und eine berührungs-lose, verschleissfreie Messung aus. Hohe Robust-heit und eine geringe Empfindlichkeit gegenüberVibrationen und Temperaturschwankungen standim Focus der Entwicklung der neuen Maschinen.Der APAS assistant bietet dazu die passende Auto-matisierung.
Robert Bosch AG, Halle 7, Stand 7328www.bosch.com
3D-Computertomografie mit industrieller Mess-technik. Auf weiteres, kontinuierliches Wachstumist die Geschäftsstrategie der vohtec-Firmengruppeausgerichtet. Ein zweiter, rund 650 000 Euro teurer3D-Computertomograf mit einer einzigartigen Mi-kro- und Nanofokus-Röntgenröhrenkombinationvon 300 und 180 kV ging Ende 2012 am Stamm-
sitz Aalen in Betrieb. Der Qualitätssicherungsspezi-alist hat sich mit diesem Segment, der 3D-Mess-technik mittels Computertomografie, ein weiteresStandbein aufgebaut. «Wir sehen für uns darin einbeachtliches Wachstumspotenzial», heben die bei-den Geschäftsführer, Roland Vogt und GernotKolb, hervor. Die neue Anlage ist speziell für mess-technische Aufgaben ausgelegt. Vor allem, wennkomplexe Bauteile mit Hinterschnitten oder schwerzugänglichen Oberflächen vermessen werden sol-len, bietet die CT-Metrologie im Vergleich zur eta-blierten taktilen oder optischen Koordinatenmess-technik grosse Vorteile in der Bauteilqualifizierung.Vohtec Rissprüfung GmbH, Halle 7, Stand 7330
www.vohtec.de
3D-Gelenkstative für den Hochpräzisionsbereich.Der bewährte Einsatz der 3D-Gelenkstative L-33aus der Strato µ-Line hat dazu geführt, dass dasSortiment erweitert werden konnte und die Hoch-präzisions-Gelenkstative nun auch in verschiede-nen Längen und Ausführungen erhältlich sind.Nicht nur die kräftig dimensionierten Bauteile, diesehr hohe Stabilität und Genauigkeit der Gelenk-stative, auch die Präzisionsfeineinstellung sorgt fürgenaueste Messungen im µ-Bereich. Die Präzisi-onsfeineinstellung mit ihrem Einstellkomfort undder hohen Wiederholgenauigkeit ermöglicht eingenauestes Positionieren der Messtaster im Tau-sendstelmillimeter-Bereich und entspricht damitden Anforderungen an höchste Messgenauigkeit. ●
Baitella AG, Halle 1, Stand Nr. 1204www.baitella.com, www.fisso.com
Mit dem Universal-Wellenmesssystem von Blumkönnen Antriebs-, Getriebe- und Nockenwellen,Rohre usw. universell gemessen werden. (Bild: Blum)
APAS assistant:Flexibler Helfer zurAutomatisierung derMesstechnik.(Bild: Robert Bosch GmbH)
Highlight im diesjährigen Messeprogramm ist dieneue CT-Anlage, mit der vohtec auf der Controllive CT-Scans ausführt und die so erzeugten 3D-Bil-der auf grosse Flachbildschirme überträgt.
(Bild: vohtec)
Strato µ-Line3D-Gelenkstativefür den Hochpräzi-sionsbereich.
(Fisso/Baitella)

t e c h n i c a 4 . 2 0 1 4 Cemat ● FACHMESSEN 11
ie Intralogistik-Branche ist innovativ und global ausgerichtet – siebraucht eine auf die Marktbedürfnisse und weltweite Nachfrageausgerichtete Weltleitmesse. «Diese internationale Plattform zur
Geschäftsanbahnung bietet die Cemat von nun an alle zwei Jahre. Mit neuenSchwerpunkten und noch mehr Innovationen werden wir den Stellenwert derCemat innerhalb der Branche weiter ausbauen», sagt Wolfgang Pech, Ge-schäftsbereichsleiter bei der Deutschen Messe AG.
«Smart – Integrated – Efficient». Das Leitthema der Cemat 2014 lautet «Smart– Integrated – Efficient» und beschreibt die intelligente Steuerung integrierterLogistikketten über den gesamten Wertschöpfungsprozess hinweg. «Die Intra-logistik ist Enabler effizienter Logistikprozesse und setzt dabei immer stärker aufmoderne Informations- und Kommunikationstechnologien», erläutert Pech.«Dafür braucht es eine sichere und zuverlässige Technik: komplette Systeme
und intralogistische Produkte,aber auch Prozessoren, Be-dienelemente, Software, Steu-erungen und vieles mehr.»
Fünf starke Technologieberei-che. Um den Besuchern einenbesseren Branchen- und The-menüberblick zu geben, prä-sentieren die Aussteller ihreProdukte künftig in fünf Tech-nologiebereichen. Im Techno-logiebereich «Move & Lift»geht es um Innovationen ausder Förder- und Hebetechnik.Dazu zählen sowohl Flurför-derzeuge, Krane und Hebe-
zeuge als auch Hubarbeitsbühnen oder Stetigförderer. Der Bereich «Store &Load» stellt automatisierte Lagersysteme in den Mittelpunkt. Dort präsentie-ren Aussteller Regalanlagen, Betriebseinrichtungen, Paletten, Behälter, Verla-detechnik sowie komplette Anlagen. Im Bereich «Pick & Pack» dreht sich allesums Kommissionieren und Verpacken, inklusive Messen, Waagen & Dosierein-richtungen. Die IT-Welt findet ihre Heimat im Bereich «Logistics IT» und prä-sentiert dort Warehouse-Management-Systeme, Steuerungstechnik, Sensorensowie Identifikationstechnik. Der Bereich «Manage & Service» bietet Logistik-beratern und -dienstleistern eine Bühne, um Konzepte vorzustellen. (mf) ●
D
Neuer Turnus, neue Struktur und zusätzliche Inhalte
Stellenwert ausbauen
Mit neuer Struktur und zusätzlichen Themen präsentiert sich
die Cemat 2014 in Hannover. Die Deutsche Messe AG als Ver-
anstalterin erwartet mehr als 1100 Aussteller zur weltweit
grössten und bedeutendsten Intralogistikmesse.
8002 Zürich, 044 283 61 73www.handelskammer-d-ch.ch, www.cemat.de
HANDELSKAMMER DEUTSCHLAND SCHWEIZ
Die Cemat bietet auch alles rund um Logis-tik-Steuerung, Auto-ID-Systeme, Software,Hardware, Dienstleistungen, E-Logistik undBeschaffung. (Bild: Deutsche Messe)
Ort: Messegelände HannoverDatum: 19. bis 23. MaiBesonderes: Fünf neue Technologiebereiche: Move & Lift, Store & Load, Pick & Pack, Logistics IT und Manage & Service.Internet: www.cemat.de
Kurz und knapp
WIRVERSETZENBERGE
since 1957
NEW
GPM - der neue Elektrokettenzug│nur 14 kgEigengewicht│250 kg Traglast│Schutzart IP65zuverlässig und langlebig│entwickelt undhergestellt in der Schweiz│3 Jahre Garantie
GIS AG I CH-6247 Schötz I Fon +41 41 984 11 33Fax +41 41 984 11 44 I [email protected] I www.gis-ag.ch
Halle 27Stand D 45

12 FACHMESSEN ● Rapid.Tech 4 . 2 0 1 4 t e c h n i c a
Wir halten fest …Neu
… wir sind die Lösung!6303 Zug
[email protected]äzisions-Spannzeuge
achhaltigkeit, Industrie 4.0, Individualisie-rung – eine Schlüsseltechnologie zur Um-setzung dieser globalen Trends in der Pro-
duktion ist Additive Manufacturing (AM). «Generati-ve Fertigungsverfahren werden branchenübergrei-fend immer relevanter und spielen in der Produktioneine immer wichtigere Rolle. Dies generiert einen im-mensen Bedarf an Information, aber auch an Erfah-rungsaustausch und Diskussion», berichtet WielandKniffka, Messechef in Erfurt. «Mit ihrem Mix ausThink Tank, Wissenstransfer und praxisorientierterAusstellung setzt die Rapid.Tech hier Standards.»
Vorträge mit provokanten Fragen. Das verdeutlichtauch das Programm der diesjährigen Veranstaltungam 14. und 15. Mai 2014 mit über 60 simultan über-setzten Vorträgen von Referenten unter anderen ausDeutschland, Dänemark, Grossbritannien, derSchweiz und Spanien. Das Auftaktreferat der Keyno-te-Session «The Future of 3D-Printing at Siemens»thematisiert die rasante Entwicklung generativer Ferti-gungsverfahren in den letzten Jahren, zeigt das gros-se Potenzial von AM für die Industrie auf und gehtauf die Herausforderungen der erforderlichen Weiter-entwicklung dieser innovativen Technologien ein. DieNotwendigkeiten der Standardisierung für eine Inte-gration in die industrielle Fertigung werden ebenfallsbeschrieben. «Additive Manufacturing – A GameChanger for the Manufacturing Industry?», eine pro-vokante Frage, die Dr.-Ing. Bernhard Langefeld, Ro-
N
land Berger Strategy Consultants, mit den Ergebnis-sen einer aktuellen Studie beantwortet. Ein neues in-dustrielles Verfahren für die generative Fertigung, mitdem sich auch komplexeste Bauteile in Serienkunst-stoffen realisieren lassen, präsentiert Dr.-Ing. OliverKessling mit dem Arburg Kunststoff-Freeformer(AKF). Eine innovative Lösung zur generativen Ferti-gung in Fertigteilqualität stellt Friedemann Lell, SauerGmbH/DMG Mori Seiki, vor. In diese weltweit ersteHybridlösung wurden eine vollwertige 5-Achs-Fräs-maschine und das generative Laseraufbauverfahrenintegriert.
Die Fachforen. Die anschliessenden themenspezifi-schen Fachforen «Luftfahrt», «Medizintechnik» und«CAD/CAM und Rapid Prototyping in der Zahntech-
nik» sowie die Anwendertagung «Neue Technolo-gien» und der Konstrukteurstag bieten Insidern derjeweiligen Branchen Gelegenheit, neueste Anwen-dungen kennenzulernen, Möglichkeiten generativerVerfahren in ihrem Fachgebiet zu diskutieren undeinen Blick in die Zukunft zu werfen. Dies ermöglichtauch die Fachmesse, auf der rund 100 Ausstellerzahlreiche Neu- und Weiterentwicklungen präsen-tieren. ●
11. Erfurter Rapid.Tech 2014 – das komplette Spektrum der generativen Fertigung
Kleine Messe, grosse Themen
Geht es um die generative Fertigung, zählt die Rapid.Tech in Erfurt zu den international bedeutendsten Veranstaltungen.
Diese hohe Akzeptanz verdankt die Kongressmesse ihrem besonders anwendernahen Konzept.
Wer sich das neuste Wissenaus der generativen Ferti-gung aneignen möchte,ist auf der KongressmesseRapid.Tech gut aufge-hoben. (Bild: Messe
Erfurt/Barbara Neumann)
Ort: Messe ErfurtDatum: 14. und 15. Mai 2014Speziell: über 70 Vorträge, mehrere FachforenInternet: www.rapidtech.de
Kurz und knapp
it den erfreulichen Zahlen festigt die Optatec ihre Position als Bran-chentreff Nr. 1 und setzt sich weiter von fertigungstechnisch oderpolytechnisch geprägten Veranstaltungen ab, die sich nur am Ran-
de, und meistens begrenzt auf bestimmte Anwendungsbereiche, mit derkomplexen Thematik Optischer Technologien befassen. «Wir freuen uns, eineganze Anzahl neuer Aussteller begrüssen zu können», so die ProjektleiterinKaren Waldow in einem kurzen Statement zum aktuellen Stand des Bran-chentreffs Nr. 1 für die Live-Präsentation optischer Technologien, Komponen-ten und Systeme in Theorie und Praxis. Zumal die auf 53 % gestiegene Beteili-gung ausländischer Hersteller, Anbieter und Institutionen «deutlich macht,dass die globale Akzeptanz der Optatec als Informations-, Kommunikations-und Business-Plattform nicht nur gegeben ist, sondern weiter voranschreitet».Das Weltangebot wird hauptsächlich repräsentiert durch Aussteller ausDeutschland mit 47 %, aus China mit 13 %, aus den USA mit 12 % sowie ausder Schweiz und aus England mit jeweils 7 % Anteil.
Umfangreiches Rahmen-Programm. Als weiterer Beleg für die Internationalitätder Veranstaltung ist das ausserordentlich starke und hochkarätig besetzteRahmen-Programm anzusehen. Mit kompetenten und zum Teil schon langjäh-rig aktiven Partnern wie dem Spectaris Fachverband Photonik und Präzisions-technik, dem Technologiepark «Bildung & Forschung – Photonik studieren»mehrerer deutscher Hochschulen, dem Optence-Innovationsforum als Ideen-Marktplatz sowie der «Startup-Challenge» von Optecnet wird eine breite the-matische Abrundung geboten. Einen Höhepunkt der besonderen Art stelltschliesslich der Event CEO-Roundtable dar, der diesmal unter dem Titel«Schlüsseltechnologie Photonik: Die Märkte mit den besten Chancen» durch-geführt wird.
Globale Business-Plattform. Bestehend aus den Komponenten Photodetekto-ren und -sensoren, Modulatoren, LEDs, Solarzellen, Displays, Glasfaserstre-cken, Laser und dergleichen mehr, ist damit auch ein Teil des Portfolios bzw.der Nomenklatur der Optatec beschrieben. Hier nun ist für die Branche end-lich auch Licht am Ende des Tunnels zu sehen, denn während z. B. Solartech-nik-Fachmessen abgesagt werden oder sich um die Hälfte reduzieren, stehtdie 12. Optatec in ihrem zweijährigen Veranstaltungsrhythmus als globaleBusiness-Plattform für die Hersteller und Ausrüster optischer Komponenten,Baugruppen und Maschinen sowie Prozess- und Systemlösungen. (mf) ●
M
Optatec mit erfreulichen Zahlen
Licht am Ende des Tunnels
Zur 12. Optatec – Internationale Fachmesse für optische Tech-
nologien, Komponenten und Systeme, die im Messezentrum
Frankfurt veranstaltet wird, zeichnet sich in mehrfacher Hin-
sicht eine Rekordbeteiligung ab: mit aktuell rund 540 Aus-
stellern (Zuwachs von 11%) und mit Ausstellern aus 28 Natio-
nen eine sehr hohe Internationalität.
Ort: Messezentrum FrankfurtDatum: 20. bis 22. Mai 2014Besonderes: Technologiepark «Bildung und Forschung – Photonik studieren»Internet: www.optatec-messe.de
Kurz und knapp
t e c h n i c a 4 . 2 0 1 4 Optatec ● 13
������������� ����� ���� ������������� ���� �������� ���� ����� ���� ��� �� �� �����
� �������� ��� � ����� ������������
� �������� ����� ���������� �� ���������
� ������ ����� ������� �� ��� �������������������� �� ������������
� !������� "� ��������� ����� ���� ������� ������
� #�� � #���������� ����� ������ ��� ����
������������ �����
����� ��������
��������� � � ������ �� � ���� ������������ ��� � ������� � �! ��� � ������� � ���� ���!����� ��
Eine
Mar
ke d
er D
aim
ler A
GWir wollen Ihren Alten.
Geben Sie sich nur mit der besten Lösung zufrieden. Setzen Sie darum auf die wirtschaftlichen und zuverlässigen Vans von Mercedes-Benz. Alle Transporter zeichnen sich durch höchste Qualitätsstandards für verbrauchs- und kostensparendes Fahren aus. Lange Wartungs- und Serviceintervalle von bis zu 60 000 km sorgen für kurze Standzeiten und geringen Unterhaltsaufwand. Damit Sie wirklich jedes Ziel erreichen. Mehr Information bei Ihrem Mercedes-Benz Partner oder unter www.mercedes-benz.ch
Wer jetzt tauscht, profi tiert: Einfach Ihren Transporter zum Mercedes-Benz Partnerbringen und Top-Prämie beim Kauf eines neuen Citan, Vito oder Sprinter erhalten.
* Jeder Transporter kann zum Eurotaxwert plus Eintauschprämie von CHF 2500.– (Citan), CHF 5000.– (Vito) oder CHF 6000.– (Sprinter) eingetauscht werden. Das Eintauschfahrzeug muss seit mindestens 12 Monaten auf den Käufer eingelöst sein. Angebot gilt nur für gewerbliche Nutzer, gültig bis 30. Juni 2014. Preise exkl. MwSt. Gültigkeit auch bei Eintausch von Fremdmarken.
** MERCEDES-SWISS-INTEGRAL: das serienmässige Service- & Garantiepaket für alle Modelle – exklusiv von Mercedes-Benz Schweiz. 10 Jahre Gratis-Service, 3 Jahre Vollgarantie (beides bis 100 000 km, es gilt das zuerst Erreichte).
Eintauschprämie* sichern
inkl. 10 Jahre Gratis-Service, 3 Jahre Vollgarantie**
Bis zu CHF 6000.–

t e c h n i c a 4 . 2 0 1 4 PRÄZISIONSBEARBEITUNG 15FOKUS
Schlüsselfaktor Werkzeugspannung
urch Trends wie beispielsweise Energieeffizienz, Ressour-censchonung und den zunehmenden Anteil der Hochge-schwindigkeitsbearbeitung gewinnt die Werkzeugspan-nung signifikant an Bedeutung, denn: Die Performance
von Maschine und Werkzeug wird durch das Spannfutter verbunden.Bereits seit Mitte der 90er-Jahre geht der Trend zu Präzisionswerkzeug-haltersystemen, deren Rundlaufgenauigkeit im Bereich von weniger als0,003 mm liegt. Wurden sie anfangs nur bei hochpräzisen Bearbeitun-gen wie etwa bei Bohrungen oder Schlichtfräsoperationen eingesetzt,konnten sie nach und nach immer mehr Anwendungsgebiete für sicherschliessen.
Entscheidend bei dieser Entwicklung war die Erkenntnis, dass sich die hoheRundlaufgenauigkeit der Aufnahmen unmittelbar auf die Standwege derWerkzeuge, auf die erzielbare Präzision am Werkstück sowie auf dessenOberflächengüte auswirkt. Der Trend zu hochwertigem Schneiden führte zueiner steigenden Nachfrage nach Präzisionswerkzeughaltersystemen. Amweitesten verbreitet sind heute drei Spanntechnologien: die Hydrodehn-spanntechnik, die Polygonspanntechnik und die Warmschrumpftechnik. >>
D
Werkzeugspannungen für die Präzisionsbearbeitung – eine Auswahl für den jeweiligen Einsatzfall
C H R I S T O F L A M P E R T , R E D A K T O R T E C H N I C A
Mit der Entwicklung der NC-gesteuerten Hochgeschwindigkeitsbearbeitung ist die
Werkzeugspannung zu einem Schlüsselfaktor in der Zerspanungstechnik geworden. In der
modernen Produktionslandschaft entscheidet oft das letzte Tausendstel über Produktivität
und Wirtschaftlichkeit. Die Auswahl des Spannsystems für den jeweiligen Einsatzfall ist
damit sehr wichtig für den Bearbeitungserfolg.
«powRgrip»-System von Rego-Fix: Das Werkzeug wird indie «powRgrip»-Spannzange eingesetzt und diese dannin den Werkzeughalter eingespannt. Ein-/Ausspannen er-folgt über ein PGU-9006-Einspanngerät und funktioniertmit hydraulischem Druck. Schnell und ohne Erhitzen miteinem Knopfdruck in weniger als 10 Sekunden.
(Bild: Rego-Fix)
FOKUSTHEMA

16 PRÄZISIONSBEARBEITUNG 4 . 2 0 1 4 t e c h n i c a
Die Werkzeughaltersysteme. Bei der Hydrodehn-spanntechnik wird die Spannung erzeugt, indemein Hydraulikmedium mithilfe eines Spannkolbensin eine Dehnkammer gepresst wird. Der Druckan-stieg in der Dehnkammer bewirkt, dass sich einemit dem Grundkörper verbundene Dehnbüchsedefiniert wölbt und auf diese Weise den Werk-zeugschaft flächig spannt. Um die Prozesssicher-heit zu erhöhen, werden Schmutzrillen in dieSpannfläche eingebracht, die Öl-, Fett- undSchmierstoffreste vom Werkzeugschaft ableiten,sodass die Spannfläche selbst trocken bleibt.Bei der Polygonspanntechnik verfügt der Werk-zeughalter anstelle einer runden über eine poly-gonförmige Aufnahmebohrung für das Werkzeug.Mithilfe einer Spannvorrichtung wird von aussenein definierter Druck aufgebracht, der die Aufnah-
mebohrung innerhalb des dauerelastischen Be-reichs zu einem Zylinder verformt. In mit Druck be-aufschlagtem Zustand kann das Werkzeug vonHand in den Halter eingesetzt werden. Anschlies-send wird der äussere Druck reduziert, der Innen-durchmesser bewegt sich aufgrund der Material-elastizität in die ursprüngliche polygonale Form zu-rück und das Werkzeug wird über die Eigenspan-nung des Stahls kraftschlüssig gespannt.Bei der Warmschrumpftechnik nutzen Warm-schrumpfaufnahmen zur kraftschlüssigen Werk-zeugspannung das Prinzip des thermischenSchrumpfsitzes. Die zylindrische Bohrung desSchrumpffutters ist mit Untermass gefertigt. ZumFügen des Werkzeugs wird das Schrumpffutter solange erwärmt, bis sich die Aufnahmebohrung umdas Untermass und das notwendige Fügespiel aus-gedehnt hat. Als Wärmequelle dient eine Indukti-onsspule, die über schnell wechselnde Wirbelströ-me direkt auf das Warmschrumpffutter wirkt unddieses exakt an der Einspannstelle erhitzt. Alterna-tiv kann die Aufnahme mittels Heissluft erwärmtwerden. Ist das Werkzeug gefügt, wird die Auf-nahme wieder abgekühlt.
Universalspannfutter für alle Bearbeitungen. DieAuswahl des optimalen Spannsystems für den je-weiligen Einsatzfall ist mitentscheidend für den Be-arbeitungserfolg. Aufgrund der genannten Vielfaltan Systemen gewinnt die Konsolidierung dieserVariantenvielfalt beziehungsweise die Entwicklungvon universell einsetzbaren Spannfuttern an Be-deutung. Mapal hat diese Tendenzen umgesetztund mit dem «HighTorque Chuck» ein Universal-spannfutter auf den Markt gebracht. Bei der Ma-pal-HTC-Technologie sind alle Auswahlmerkmale,die an ein Universalfutter gestellt werden, auf einMaximum ausgereift. Die konstant bleibendeRundlaufgenauigkeit von kleiner 0,003 mm unddie Erhöhung der Gesamtsteifigkeit auf das 1,4-fa-che gegenüber handelsüblichen Schrumpffutternnach DIN 69882-8 garantieren eine perfekte Ober-flächenqualität und form- und lagegenaue Bear-beitungen am Werkstück.Durch die Dämpfung im System werden Mikroaus-brüche an der Schneide minimiert, dadurch verlän-gert sich die Standzeit der Werkzeuge und die Le-bensdauer der Bearbeitungsspindeln. Die immenseHaltekraft und die daraus resultierende Drehmo-mentübertragung mit dem HTC übersteigen diePerformance von Hydrodehn- und Schrumpffut-tern bei Weitem. Die daraus resultieren höherenFräsgeschwindigkeiten spiegeln sich in kürzerenBearbeitungszeiten wieder.Durch das einfache Handling hinsichtlich derSpanneinleitung, die komfortable Werkzeuglän-geneinstellung und die wartungsarme Technologiewerden bekannte Störgrössen nahezu ausge-schlossen. Stellt man die Werkzeuglänge bei einemSchrumpffutter beispielsweise nicht auf Anhiebkorrekt ein, so wird ein erneuter Aus- und Ein-schrumpfvorgang notwendig. Die Vorteile des HTChinsichtlich der Werkzeuglängeneinstellung fallendamit bei Mehrspindelmaschinen noch mehr insGewicht. Zudem ist die Verletzungsgefahr durchheisse Schrumpffutter ausgeschlossen.
Wenn ein Werkzeugspannsystem auf breite Akzep-tanz stösst. Die Haimer GmbH, in der Schweizdurch Dihawag vertreten, hat fürs Hochleistungs-zerspanen ein spezielles Werkzeugspannsystemnamens Safe-Lock entwickelt. Seit einigen Jahrenbewährt es sich in verschiedensten Anwendungenund findet immer mehr Lizenzpartner. Widia, Wal-ter, Sandvik Coromant, Kennametal, Helical, HAM,Emuge Franken und Data Flute – alle diese Werk-zeughersteller haben bereits Lizenzen fürs Safe-Lock-System von Haimer erworben.Durch die erstklassigen Werkzeugpartner kannmittlerweile jeder Kunde weltweit auf die Vorzügedes Safe-Lock-Systems zurückgreifen, da ist sichAndreas Haimer, Mitglied der Geschäftsleitung, si-cher: «Mit dem Safe-Lock-System haben wir eineintegrierte Auszugsicherung für Schaftwerkzeugeetabliert, die Reib- und Formschluss vereint. WasProzesssicherheit und hohes Zeitspanvolumen an-belangt, sind die erzielbaren Ergebnisse um Län-gen besser als mit herkömmlichen Werkzeugauf-nahmen. Das haben mittlerweile zahlreiche Werk-zeughersteller und Endanwender in der Praxisnachgewiesen, sodass wir überzeugt sind, dasssich Safe-Lock zu dem neuen Standard für dieSchruppbearbeitung entwickelt.» Das Safe-Lock-Prinzip ist folgendes: In den Werkzeugschaft wer-den spiralförmige Nuten eingeschliffen. In Kombi-nation mit entsprechenden Mitnehmerstiften ausHartmetall in der Werkzeugaufnahme (Schrumpf-aufnahmen, Spannzangen- oder auch Hydrodehn-spannfutter) verhindern sie, dass bei Extrembear-beitungen das Werkzeug durchdreht oder gar ausdem Futter gezogen wird, was bei teuren Werkstü-cken enorme Kosten verursachen kann.Die Kombination von Auszugsicherheit und hoherRundlaufgenauigkeit führt zu einer schwingungs-armen und dadurch sehr effizienten Zerspanung.So ist es möglich, das Zeitspanvolumen um bis zuFaktor 2 zu erhöhen, indem die Schnitttiefen sowie
Entstanden ist Safe-Lockvon Haimer aus den An-forderungen der Schwer-zerspanung, wie sie in derLuft- und Raumfahrt-In-dustrie sowie bei Energie-erzeugern an der Tages-ordnung ist. (Bild: Haimer)
Das Schunk Polygonspann-futter Tribos-Mini HSK-E 20mit der zukunftsweisendenSpindelschnittstelleHSK-E 20. (Bild: Schunk)
Die HTC-Technolo-gie von Mapalmacht sich denEffekt des Druckan-stiegs bei steigen-der Wärme zunut-ze, denn die Halte-kräfte nehmen mitsteigender Tempe-ratur zu. (Bild: Mapal)
FOKUS

t e c h n i c a 4 . 2 0 1 4 17
JAY Industrie-Fernsteuerungen, vom
einfachen Industrietor bis hin zur komplet-
ten Maschinenbedienung oder auch
Zustimmtaste. Funkapplikationen von
JAY bieten optimale Lösungen.
Hohe Qualität und Zuverlässig-
keit sind das A und O eines
Lasttrenn- oder Nockenschal-
ters. Dieser Forderung werden
wir in jedem Fall gerecht. Unser
Programm umfasst alle mögli-
chen Schaltvarianten von
16-630 Ampère. Die Einhaltung
der Vorschriften 60947-3 (DIN
VDE 0660 Teil 107) ermöglicht
sicheres Schalten und Trennen.
CEE Steckverbindungen
verlangen in der Industrie ein
Höchstmass an Vielfalt und
Qualität. Hier knüpfen wir gerne
an, egal welche Spannung,
Frequenz oder Ausführung.
Wir liefern in kürzester Zeit
alle Varianten.
CEE
verla
Höch
Qual
an, e
Frequ
Wir l
C
v
H
Q
a
F
W
-
r
Über 30 Varianten Not-Aus-
Tasterdesigns in technischer
Vollendung. Wir offerieren sie
mit oder ohne Schutzkragen,
mit oder ohne Beleuchtung
oder bei Bedarf mit Schlüs-
selentriegelung. Zudem setzen
wir mit der patentierten Stör-
fallabschaltung auf das höchste
Sicherheitsniveau.
Üb
Ta
Vo
m
m
od
se
w
fa
Si
Ü
T
V
m
m
o
s
w
f
SPÄLTITECHNIK, DIE ÜBERZEUGT
Chefiholzstrasse 15 • 8637 Laupen • [email protected]
www.spälti.ch Telefon 055 256 80 90 Fax 055 256 80 91
die Vorschübe deutlich gesteigert werden. In ähnlichem Masse wird der Werk-zeugverschleiss reduziert. Das Prinzip des Safe-Lock-Systems ist nicht aufSchrumpffutter beschränkt. Es lässt sich ebenso in Spannzangen- oder Hydro-dehnspannfutter integrieren.
Polygonspanntechnik im High-Speed-Cutting. Mit einer Rundlauf- und Wieder-holgenauigkeit < 0,003 mm bei einer Ausspannlänge von 2,5 x D und einerWuchtgüte G 2.5 bei 25 000 min-1 erfüllt der am Schunk Stammsitz in Lauffenam Neckar gefertigte Tribos-Mini HSK-E 20 selbst höchste Anforderungen. Erist für alle Werkzeugschäfte in h6-Qualität geeignet, überträgt Drehmomentebis 4,5 Nm (bei ø 6 mm) und ermöglicht hohe Drehzahlen bis 85 000 min-1. Dadie Aufnahme, wie alle Polygonspannfutter von Schunk, ohne bewegliche Tei-le arbeitet, ist sie mechanisch unempfindlich und gewährleistet eine nahezuwartungs- und verschleissfreie Spannung. Auch nach mehreren TausendSpannvorgängen tritt keinerlei Materialermüdung auf.Von den dauerhaft hervorragenden Rundlaufeigenschaften profitieren sowohldie Präzision am Werkstück als auch die Standzeiten der in der Regel sehrhochwertigen Werkzeuge. Da auch extrem kleine Schäfte gespannt werdenkönnen, entfallen aufwendige und teure Sonderwerkzeuge. Der prozesssiche-re Werkzeugwechsel ist mithilfe einer hydraulischen Spannvorrichtung inner-halb weniger Sekunden erledigt. Den Mikrospezialisten gibt es für ø 1,0 mm,1,5 mm, 2,0 mm, 3,0 mm, 4,0 mm, 6,0 mm und 1/8". Das L1-Mass beträgt35 mm. Daneben sind auch kleinere Schaftdurchmesser ab 0,3 mm, Zwi-schengrössen sowie andere Sonderausführungen möglich.
Gewinnsteigerung mit dem Einsatz eines innovativen Systems. Eines der ältestenSysteme ist das erwähnte Warmschrumpfen. Das Schneidwerkzeug wird direkt inden Werkzeughalter eingesetzt. Die Werkzeugspannung erfolgt über Erhitzung –also Ausdehnung des Werkzeughalters. Durch die Abkühlung wird das Materialwieder in seine ursprüngliche Form zurückversetzt und spannt so das Werkzeug.Durch die Hitzeeinwirkung lässt die Rundlaufgenauigkeit von solchen Syste-men erwiesenermassen nach. Diese Werkzeughalter müssen dann nach eini-ger Zeit ausgetauscht werden. Deshalb hat Rego-Fix nicht auf diese Art desWerkzeugspannens gesetzt und ist neue und nachhaltige Wege gegangen.Das im Moment innovativste System von Rego-Fix ist das «powRgrip»-System.Dieses Werkzeugspannsystem zeichnet sich durch ein übertragbares Drehmo-ment von über 1000 Nm aus. Das Werkzeug (Bohrer, Fräser usw.) wird in die«powRgrip»-Spannzange eingesetzt und diese dann in den Werkzeughaltereingespannt. Ein-/Ausspannen erfolgt über ein PGU-9006-Einspanngerät undfunktioniert mit hydraulischem Druck. Schnell und ohne Erhitzen mit einemKnopfdruck in weniger als 10 Sekunden. Die Kombination aus 3µ Rundlaufund sehr hoher Spannkraft macht «powRgrip» zum Hochleistungssystem fürmondernste Zerspanung (HSC, HPC). «powRgrip»-Zangen und -Halter zeigenkeine Verschleisserscheinungen und haben so längste Lebensdauer. Das fort-schrittliche «powRgrip»-System wird vor allem für die Effizienzsteigerung inSerienfertigungen mit hohen Ausstossmengen eingesetzt. ●
4588 Britten, 079 794 79 80, [email protected], Siams: Halle 1.2, Stand C 23
Haimer GmbH – Vertretung Schweiz:DIHAWAG2504 Biel, 032 344 60 60. [email protected], www.dihawag.chSiams: Halle 1.2, Stand D 18/E 9
SCHUNK INTEC AG807 Effretikon, 052 3543 131, [email protected] www.ch.schunk.com,Siams: Halle 1.2, Stand A19
REGO-FIX AG4456 Tenniken, 061 976 14 66, [email protected], Siams: Halle 1.2, Stand A 3 (Vischer & Bolli AG)
MAPAL DR. KRESS KG
FOKUS

18 PRÄZISIONSBEARBEITUNG 4 . 2 0 1 4 t e c h n i c a
FOKUS
KOVOSVIT MAS - IM NEUEN DESIGN
MASTURN UNIVERSAL-SPITZENDREHMASCHINE
MASTURN 550i MASTURN 820i
UMLAUF Ø ÜBER BETT MM 550 820
Z-ACHSE (DREHLÄNGE) MM 890 2 | 3 | 4‘000
Reiden Technik AGWerkzeugmaschinen
Werkstrasse 2
CH-6260 Reiden
www.reiden.com
chon nach der ersten Anwendung wa-ren wir überrascht von den positiven Er-gebnissen», erzählt Jens Rabold, techni-
scher Geschäftsführer bei ZPM. Die Firma ist Spezia-listin in der Fertigung von Einzelteilen und komplettmontierten Einzelbaugruppen für Maschinenbau, An-lagen und Apparate. ZPM testete das «powRgrip»-System mitunter in der Präzisionsteilefertigung – woein Höchstmass an Genauigkeit gefragt ist – im Ver-gleich mit verschiedenen Werkzeugspannsystemen.Produziert wurden Farbwerkgestelle für den Druck-maschinenbau, bei denen hohe Werkzeug-Auskrag-längen erforderlich sind. Zudem wurden Kompo-nenten für die Automobilindustrie wie Lenkungstei-le, Lenkhilfepumpen und gehäuseförmige Teile ge-fertigt, wobei eine hohe Effizienz bei sehr grossenAusstossmengen – 5000 Stück pro Tag – die
SSchwierigkeit darstellt. Bearbeitet wurden Alumini-umlegierungen, Grau- und Sphäroguss, Wolfram-legierungen sowie weitere Materialien.
Keinen Rundlauffehler mehr festgestellt. Das Resul-tat: «Wir dachten zuerst schon, unser Voreinstell-gerät sei defekt, weil wir absolut keinen Rundlauf-fehler mehr feststellen konnten. Dieser µ-genaueRundlauf hat uns wirklich fasziniert», so Jens Ra-bold. «Wir führen über Werkzeugwechsel stets ge-nau Protokoll. Mit ‹powRgrip› lassen sich durch dengleichmässigen Verschleiss der Werkzeugschneideund die höhere Standzeit der Werkzeuge Kostensparen. Auch bei besonderen Herausforderungen,wie hohe Auskraglängen von bis zu 400 mm, warder Rundlauf hervorragend. Sparen lässt sich durchein Werkzeugspannsystem mit hoher Spannkraft
«powRgrip»-Technologie von Rego-Fix in der Präzisionsfertigung
Rundlauf nach Schweizer Präzision
Für Zerspanprozesse sind neben dem Werkstoff nicht nur Maschine und Schneidwerkzeug wichtig, sondern auch das Werkzeug-
spannsystem. Grund genug, sich den «Hidden Champions» der Maschinenbaubranche zu widmen: den Spannwerkzeugen.
Produkte wie die Neuentwicklung ««powRgrip»» des Schweizer Spanntechnikexperten Rego-Fix gehen Hand in Hand mit dem
Maschinen-Boom. Diese positive Erfahrung machte zuletzt auch die Zeulenroda Präzision Maschinenbau GmbH (ZPM).
Mit «powRgrip» lassen sich Werkzeuge einfach undschnell ein- und ausspannen. Nur acht Sekundendauert es, bis man mit dem Fräsen oder Bohren be-ginnen kann. (Bilder: Rego-Fix)

und genauem Rundlaufverhalten auch durch die Kostenrückgewinnung infol-ge der Produktivitätssteigerung. Zusätzlich wird durch den präzisen Rundlaufdie Maschinenspindel enorm geschont. Die Lebenszeitdauer von einer Spindelbeträgt bei uns ca. 5000 Stunden. Diese Zeitschiene wird durch das präzise«powRgrip»-System ebenfalls verlängert.» Mit dem «powRgrip»-System las-sen sich bei ZPM die besonderen Herausforderungen wie der präzise Rundlaufbei hohen Auskraglängen und die vielen Werkzeugwechsel aufgrund der ho-hen Ausstossmenge unter erstaunlichem Fortschritt bewältigen. Dabei zähltauch die hohe Wiederholgenauigkeit als bemerkenswerter Vorteil.
Ein- und Ausspannen des Werkzeugs per Knopfdruck. Das Werkzeugspannsys-tem eignet sich für jegliche Zerspanprozesse, erreicht höchste Haltekraft undRundlaufgenauigkeit und ist schnell und einfach zu bedienen. Da die Grenz-flächen zwischen Werkzeug und Spannzange sowie zwischen Spannzangeund Halter die Vibration dämpfen, wird eine bessere Oberflächengüte erreichtund die Werkzeugstandzeit verbessert sich bis zu 400 %.Es gibt Testergebnisse, die diese Effizienzsteigerung noch toppen. Nur achtSekunden dauert es, bis man das Werkzeug einsetzen kann: Bohrer oder Frä-ser werden in die Spannzange eingesetzt und daraufhin mit bis zu neun Ton-nen in den Halter auf Anschlag gespannt. Dadurch wird der Halter ausge-dehnt und die hohe Spannkraft durch die Materialelastizität erzeugt.Ein Voreinstellwerkzeug kann die Werkzeuglänge mit einer Wiederholgenau-igkeit von weniger als zehn Mikrometer einstellen. Das Ein- und Ausspannendes Werkzeugs funktioniert ganz einfach per Knopfdruck. Das Gesamtsystemdeckt einen Spannbereich von 0,2 mm bis zu 25,4 mm Durchmesser ab. Diezukunftsträchtige Technologie hilft Herstellern, Material und Energie effizienteinzusetzen und das Einsparpotenzial in der spanenden Fertigung bei gleich-zeitiger Produktionssteigerung voll auszuschöpfen. Die Zahl von über 20 000Werkzeugspannzyklen bei gleichbleibender Spannkraft und Rundlaufgenauig-keit des «powRgrip»-Systems kann im Moment von keinem anderen amMarkt erhältlichen Spannwerkzeug überboten werden. ●
Werkzeugverschleiss im Vergleich – Ergebnisse aus den Versuchsreihen von ZPMBearbeitung: Konturbohrer für Stufenbearbeitung in einem Durchgang(Radien, Phasen, Übergänge) Material: zäher Feinstanzstahl Nachschleifender Werkzeuge: bis zu 4 Mal Kosten pro Nachschleifen: ca. 50 CHF / 40 EUR.
TOOLPLUS – VERDOPPELTEWERKZEUGKAPAZITÄTWELTNEUHEIT FÜR FANUC ROBODRILL
Gesteigerte Leistung mit gleich schnellen Wechselzeiten
– ToolPlus ist ein erweitertes Werkzeugmagazin speziell von Walter Meier für die Fanuc Robodrill entwickelt
– Die Kapazität wurde von 21 auf 42 Werkzeuge verdoppelt
– Die Werkzeugwechselmechanik konnte weitgehend beibehalten werden ohne die Wechselzeiten zu verlängern
– ToolPlus ist ab dem Model T21iE mit Fanuc Steuerung FS-31iA5 nachrüstbar
Walter Meier ist Ihr Partner für modernste Werkzeug-Maschinen, Werkzeuge und Reinigungsanlagen führenderHersteller. Wir beraten Sie gerne und kompetent.
Gesamtlösungen für Präzisionsfertigung
Walter Meier (Fertigungslösungen) AGBahnstrasse 248603 SchwerzenbachTel. +41 44 806 46 46Fax +41 44 806 47 [email protected]
Technical Partner ofSauber F1 Team
Halle 1.1Stand A4/B3
Moutier, 6.-9. Mai 2014
t e c h n i c a 4 . 2 0 1 4 19
FOKUS
Werkzeugverschleiss nach der Bear-beitung mit dem «powRgrip»-Werk-zeugspannsystem. Erreichte Stück-zahl: 3371 Teile. GleichmässigerSchneidkantenverschleiss. Nur einleichter Schatten (Verschleissspur)sichtbar. Kann problemlos mehrfachnachgeschliffen werden.
Werkzeugverschleiss nach der Bearbei-tung mit einem HydrodehnspannfutterErreichte Stückzahl: 2756 Teile.Ungleichmässiger Schneidkantenver-schleiss bis hin zur Eckenbeschädigungdurch Rundlauffehler des Werkzeuges.Hoher Ausbruch, der das Nachschleifenerschwert und zu Mehrkosten führt.
4456 Tenniken, 061 976 14 66, [email protected], www.rego-fix.comHalle 1.2, Stand A 13 (Vischer & Bolli AG)
REGO-FIX AG

20 PRÄZISIONSBEARBEITUNG 4 . 2 0 1 4 t e c h n i c a
FOKUS
ns hatte einmal ein Japaner als Beweisfür sein Können eine sehr kleineSchraube gesandt. Wir bohrten ein
Loch hinein und haben eine noch kleinere Schrau-be hineingesteckt.» Diese Anekdote erzählt sehrgerne Philippe Charles, Leiter Produktmanagementbei der Tornos Management Holding S. A. ausMoutier, die sich mit hochpräziser Bearbeitung ei-nen Namen gemacht hat: Seit über 130 Jahrenentwickelt und baut das Unternehmen Langdreh-automaten. Zielgruppen sind Hersteller von Uhrenund Medizinalprodukten. Bei den medizintechni-schen Teilen handelt es sich in der Regel um kom-plex geformte Implantate, die in kleinen Losgrös-sen aus biokompatiblen Werkstoffen wie Titanoder Kobaltchrom entstehen. Die Uhrenkompo-nenten bestehen beispielsweise aus nicht-magneti-schem Stahl, Gold oder Platin, die in Klein- bisGrossserie in einfachen bis mittelkomplexen For-men gefertigt werden. Beide Branchen zerspanenihre Bauteile in mehreren Arbeitsschritten in hoherPräzision (1,0 bis 5,0 µm).
Gleichzeitig vier Werkzeuge am Zerspanen. Maschi-nen für Medizinalprodukte müssen viele Verfahrenbeherrschen: Die Bandbreite reicht vom Drehen,
U
Hochfrequenz-Fräsen (bis zu 80 000 U/min.), Mehr-achsbearbeiten mit B-Achse, Tieflochbohren biszum Gewindewirbeln. Gefragt sind dazu drehmo-mentstarke Mehrachsmaschinen mit hoher Leis-tung, die über Hochdruck-Kühlschmierung (bis340 bar) und effektive Späneentsorgung verfügen.Tornos bietet für diese Zielgruppe Langdrehauto-maten des Typs EvoDeco 20 mit 20 Linear- und2 Drehachsen an, die alle gleichzeitig bearbeitenkönnen. Es können zur gleichen Zeit vier Werkzeu-ge zerspanen. Eine Spezialität ist das sogenannteGewindewirbeln, bei dem zum Beispiel ein nach-schleifbares Profilmesser Gewinde mit einem Tem-po von bis zu 200 m/min. schneidet. «Die Gewin-de für diese Branche müssen sehr scharf undschmal sein», sagt Charles. «Für das Gewindewir-beln spricht ausserdem, dass sich die Späne sehrgut handhaben lassen.»
Minimalismus in Reinkultur. Im Vergleich dazu fal-len Uhrenteile sehr viel kleiner und von der Formher wesentlich einfacher aus. «Doch einfache Teilesind nicht immer einfach zu bearbeiten», konsta-tiert Charles. Auch hier sind viele unterschiedlicheZerspanprozesse gefragt, vom Drehen und Fräsenmit Diamantwerkzeugen, Hochgeschwindigkeits-,Zahnradwalz- und Mutternfräsen, Stossen bis hinzum Innengewindewirbeln. «Hier sind sehr hoheDrehgeschwindigkeiten mit bis zu 20 000 Umdre-hungen pro Minute üblich», erklärt der Produkt-manager. «Weil die Bauteile noch kleiner als dieSpäne ausfallen, bedarf es einer sehr genauenSpäneentsorgung. Ausserdem müssen die Maschi-nen Tag und Nacht mit einer gleichbleibenden Ge-nauigkeit von bis zu ± 1,0 µm arbeiten können.»Für die Bearbeitung sehr kleiner Teile mit höchstenPräzisionsanforderungen entstand die SwissNano,mit der sich das Gros der Teile eines Uhrwerks her-stellen lassen.Es handelt sich um eine Maschine mit sechs Linear-und zwei C-Achsen, die mit zwei Werkzeugengleichzeitig dünne Stangen (bis zu 4,0 mm) bear-beiten kann. Hier herrscht meist Minimalismus in
Reinkultur. Da geht es dann schon mal um Gewin-de mit einem Durchmesser von 0,22 mm und einerSteigung von 50 µm, das in ein 0,36 mm schmalesBauteil geschnitten werden muss. Zum Einsatzkommt ein 0,17 mm grosses Werkzeug zum Ge-windewirbeln, das in eine Bohrung von 0,18 mmeingeführt wird. Vielleicht war es eines dieserselbstentwickelten Tools, mit denen die Schweizerden japanischen Schraubenhersteller verblüfft ha-ben. ●
Der Artikel basiert auf einem Vortrag auf der Me-tav-Tagung «Technologieinnovationen für zu-kunftsfähige Zerspanprozesse».
Tornos: Maschinen für «Uhrmacher» und Mediziner
N I K O L A U S F E C H T
Einblicke in ein µsames GeschäftGesundheit und Genauigkeit hat Tornos im Visier: Das Unternehmen stellt Werkzeugmaschinen für die Uhrenindustrie und
die Medizinaltechnologie her. Worauf kommt es beim Bearbeiten von hochpräzisen Teilen für zwei der anspruchsvollsten
Branchen der Welt an?
Für die Bearbeitung sehr kleiner Teile mit höchstenPräzisionsanforderungen entstand die SwissNano,mit der sich das Gros der Teile eines Uhrwerks her-stellen lassen. (Bilder: Tornos)
Philippe Charles, Tornos: «Uns hatte einmal einJapaner als Beweis für sein Können eine sehr klei-ne Schraube gesandt. Wir bohrten ein Loch hineinund haben eine noch kleinere Schraube hineinge-steckt.»
2740 Moutier, 032 494 44 [email protected], www.tornos.chSiams: Halle 2.2, Stand A 4
TORNOS SA
www. www.www.technica-online.chwww.marktspiegel.ch

t e c h n i c a 4 . 2 0 1 4 PRÄZISIONSBEARBEITUNG 21FOKUS
ie Sphinx Werkzeuge AG ist ein führen-des Unternehmen für die Herstellungund den Vertrieb von Präzisionswerk-
zeugen für die zerspanende Fertigung. Zu denKunden gehören renommierte Firmen aus Industrieund Medizinaltechnik, welche auf Qualität und dielangjährige Erfahrung der Firma setzen. Die Pro-duktepalette umfasst Mikrobohrer und Mikrofräserbis zum Kleinstbereich von ein paar hundertstelMillimeter Durchmesser sowie Bohr- und Spezial-werkzeuge, die kundenspezifisch angefertigt wer-den. Die Firma betreibt zwei Standorte in derSchweiz – in Derendingen (Solothurn) für die Mi-krowerkzeuge und in Porrentruy (Jura), wo auchWerkzeuge mit grösserem Durchmesser geschlif-fen werden.
Optimierung mit Partner Blaser Swisslube. Die vierFaktoren Maschine, Schleifscheibe, Werkstoff undKühlschmierstoff nehmen grossen Einfluss auf den
DSchleifprozess. Dessen war sich die Firmenleitungbewusst und hat sich Anfang 2013 diesem Themaangenommen und eine Prüfung der aktuellen Si-tuation am Standort Porrentruy beschlossen. Zumeinen sollte durchleuchtet werden, wie effizientproduziert wird und zum anderen, ob die Prozesseund Operationen noch dem neusten Stand derTechnik entsprechen. Unter Umständen sind ja Op-timierungen möglich, dachte sich die Geschäftslei-tung. Um dies zu überprüfen, aber auch, um diebeeinflussenden Faktoren unter die Lupe zu neh-men, wurde die Firma Blaser Swisslube beigezo-gen.Der Kühlschmierstoffhersteller aus dem Emmentalverfügt über ein umfassendes Know-how in die-sem Bereich und bietet seinen Partnern, in engerZusammenarbeit, eine gesamtheitliche Überprü-fung der Bearbeitungsoperationen und Prozessean. Das Ziel ist jeweils, die Produktivität, Wirt-schaftlichkeit sowie die Bearbeitungsqualität zu
optimieren, sodass die Partner das Volle aus ihremMaschinenpark schöpfen können. Rico Pollak, Lei-ter Schleiftechnologie bei Blaser Swisslube, erin-nert sich an die ersten Gespräche in der Werkstattin Porrentruy: «Zuerst mussten wir das Vertrauender Werkstattmitarbeitenden gewinnen. Die Pro-duktionsprozesse, welche bis anhin ihre Gültigkeithatten, hinterfragten wir und suchten auf jederEbene nach Optimierungsmöglichkeiten. Wir wa-ren uns bewusst, dass die Werkstattmitarbeiten-den unseren Fragen und Vorstössen eher skeptischgegenüberstehen würden.» Nachdem die Schleif-spezialisten bei Sphinx die Möglichkeiten und auchdie Vorzüge der Zusammenarbeit mit Blaser er-kannten, war das Eis gebrochen. «Durch die Zu-sammenarbeit mit den Blaser-Mitarbeitenden er-reichten wir sehr viel mehr als erwartet und derUmgang war sehr angenehm», erklärt Martin Ar-nold, Direktion, Technik/F & E von Sphinx Werkzeu-ge AG.
Harte Testphase für hohe Ziele. Während der Test-phase wurde eine der Werkzeugschleifmaschinenmit dem Schleiföl Blasogrind HC 5-56 befüllt. DasSchleiföl, auf der Basis von synthetischem Öl (Hy-drocrack), eignete sich bestens für die Schleifope-rationen und Materialien bei Sphinx. Die Vorzügedes Produktes sind neben den hohen Abtragungs-raten unter anderem die Maschinen- und Anwen-derverträglichkeit, die Vernebelungsarmut sowiedie langjährige Stabilität des Öles. Zudem ist dasBlasogrind so konzipiert, dass nur eine vernachläs-sigbare Menge Kobalt ausgewaschen wird.Die gesteckten Ziele der Geschäftsleitung warenzum einen die Steigerung der Produktivität undzum anderen keine Verschlechterung der Prozess-sicherheit – das heisst Genauigkeit, >>
Höhere Produktivität dank dem flüssigen Werkzeug
Cooler Drill garantiert
Produktivität, Wirtschaftlichkeit und Bearbeitungsqualität sind der Schlüssel zum Erfolg in der Metall verarbeitenden Indus-
trie. Die Firma Sphinx Werkzeuge AG war bestrebt, diese Faktoren an ihrem Produktionsstandort in Porrentruy zu optimie-
ren. Hierfür hat der Werkzeughersteller die Kühlschmierstoffexperten von Blaser Swisslube beigezogen.
Zufriedene Gesichter (v. l. n. r.): Jean-Marc Salomon, Sphinx, Rico Pollak, Blaser and Patrick Adam, Sphinx.
Luftbild des Werkes in Porrentruy (JU): Hier werden Werkzeuge mit grösserem Durchmessergeschliffen.
Auszug der Produktpalette von Sphinx Werkzeuge. (Bilder: Sphinx)
22 PRÄZISIONSBEARBEITUNG 4 . 2 0 1 4 t e c h n i c a
FOKUS
Oberflächenqualität sowie das Verhindern von Mi-krorissen. Auf der neubefüllten Maschine wurdenwährend der Testphase Hartmetall-Spiralbohrer miteinem Durchmesser von 5 mm hergestellt. Zu deneinzelnen Operationen gehörten die Nutenbearbei-tung, das Ausspitzen, der Freischliff sowie derVier-Flächen-Anschliff. Die Vorschübe konntenDank dem optimalen Schleiföl bei einigen Operati-onen um bis zu 40 % gesteigert werden. Dieswirkte sich umgehend auf die Produktivität, alsoauf einen höheren Output, aus.
Messbarer Mehrwert für Wirtschaftlichkeit und Pro-duktivität. Die definierten Ziele wurden nach Ab-lauf der Testphase nicht nur erfüllt, sondern über-troffen. Die Produktivität wurde gesteigert, spriches konnten 12 % der gesamten Produktionszeiteingespart werden. Auch die Oberflächenqualitätist nicht nur gleich geblieben, sondern wurdemerklich verbessert. Es wurde eine gleichmässigereOberflächenstruktur der gefertigten Teile festge-stellt. Einen zusätzlichen messbaren Mehrwertdurch die Kühlschmierstoffumstellung zeigte sichdurch einen reduzierten Kühlschmierstoffver-brauch, aufgrund der geringeren Vernebelung.«Die erzielten Einsparungen durch die Produktivi-tätssteigerung und Reduktion des Kühlmittels wa-
ren gesamthaft um ein Vielfaches höher als dieKühlschmierstoffkosten selber», so Rico Pollak.«Das gemeinsame und erfolgreich durchgeführteProjekt bedeutet für uns einen Produktivitätsschubin unserer Fertigung in Porrentruy. Zudem trug dieUmstellung auf das Schleiföl Blasogrind zu einer
besseren Luftqualität in der Produktionshalle bei»,so Jean-Marc Salomon, Ing. HES, Direktion Por-rentruy, Sphinx Werkzeuge AG.«Nur durch die Anwendung des optimalen Kühl-schmierstoffs, abgestimmt auf die Zerspanungs-operationen des Partners, wird dieser zum flüssi-gen Werkzeug und beeinflusst die Produktivität,Wirtschaftlichkeit sowie die Bearbeitungsqualitätmassgeblich», erklärt Rico Pollak.
Ausblick. Nach und nach wurden die Werkzeug-schleifmaschinen in Porrentruy auf Blasogrind um-gestellt. Zurzeit sind sogar Tests für eine Kühl-schmierstoffoptimierung in der ProduktionsstätteDerendingen in Planung. Eine weiterführende Zu-sammenarbeit der beiden Firmen liegt auf derHand. (mf) ●
4552 Derendingen, 032 671 21 002900 Porrentruy, 032 465 70 [email protected], www.sphinx-tools.ch
BLASER SWISSLUBE AG3415 Hasle-Rüegsau, 034 460 01 [email protected], www.blaser.comSiams: Halle 1.2, Stand B 19
SPHINX WERKZEUGE AG/SPHINX OUTILS SAEin Carbid-Bohrer der neusten Generation fürhöchste Prozesssicherheit.
Swissmem Kaderschule – Ihre Partnerin zum Führungserfolg!
Die Führungsschule der Schweizer Maschinen-, Elektro- und Metallindustrie
Lehrgänge• CAS Leitende Ingenieure (Kalaidos FH)
• CAS Investitionsgüterverkauf (Kalaidos FH)
• CAS F+E-Management (ZHAW)
• MAS in Industrial Management (Kalaidos FH)
• Technische(r) Verkaufsberater
• Leitende Techniker
• Projektmanager/in
• Industriemeister/in
• Produktionsleiter/in Kunststoff-Technik
• Teamleiter/in
• Teamleiter/in im Kundendienst
• Ausbilder/in (eidg. FA)
• Berufsbildner/in im Hauptberuf
600 Lernstunden
• Berufsbildner/in 100 Lernstunden
Seminare• Betriebswirtschaft für Führungskräfte
• Lean Management
• Sich und andere wirksam führen
• Konflikte konstruktiv lösen
• Führen von Aussendienst-Mitarbeitenden
• Projektmanagement
• F+E-Management
• Teamführung in komplexen Projekten
• Markteinführung neuartiger Produkte
• Verhandlungstechniken wirksam einsetzen
• Interkulturelle Kommunikation und
Zusammenarbeit
• Kaufleute zeitgemäss ausbilden (BiVo 2012)
• Berufslernende effizienter ausbilden
• Powerful perfomances
• und weitere Themen
Swissmem KaderschuleBrühlbergstrasse 4, 8400 Winterthur, Tel. 052 260 54 54, [email protected]
Firmeninterne Ausbildung und BeratungSuchen Sie massgeschneiderte Lösungen?
Die Swissmem Kaderschule bietet sie Ihnen
auch firmenintern an.
Jack Rietiker und Michael Toepfer geben
gerne Auskunft.
Wagen Sie einen detaillierten Blick auf
www.swissmem-kaderschule.ch.
«Führen ist lernbar»

onsieur Koller, pourriez-vous tracer un bref histo-rique des débuts du Siams?
Francis Koller: La première édition du salon SIAMSs’est déroulée en 1989. Elle rassemblait alors unpeu plus de 80 exposants régionaux. C’était avanttout une joyeuse équipe de copains industriels oudirigeants d’entreprises qui ont décidé d’organisercet événement. Le but initial était de permettre àla population régionale d’y découvrir ce qui sefaisait chez nous dans le domaine de l’industrie. Acette époque, nous voulions améliorer l’image denotre région périphérique et pensions qu’il fallaitd’abord commencer par donner confiance à seshabitants.En fait, je ne sais pas si nous avions totalement atteintnotre but initial, mais le succès de cette première édi-tion, dû au fait que plus de 80 entreprises se sont cô-toyées durant une semaine dans la patinoire prévôt-oise, nous a poussé, sous la pression des exposants, àorganiser une deuxième édition, puis une troisièmepuis, au rythme biennal … une quatorzième cette an-née. La joyeuse équipe du départ s’est constituée encomité d’organisation puis, vu le développement del’affaire, nous avons créé une société anonyme, cesmêmes acteurs ayant de la sorte constitué le conseild’administration de la société Siams SA.
Et l’évolution du salon?Au fil des années, il devenait de plus en plus diffi-cile d’organiser notre salon qui prenait de plus enplus d’ampleur – il a reçu jusqu’à près de 500 ex-
M
posants (ndlr: En comparaison, Prodex 2012 dé-nombrait 320 exposants) – dans le village de ten-tes qui entourait la patinoire de Moutier. Il fallaittrouver une autre solution, une opportunité s’estprésentée, l’ancien centre professionnel Tornos àcôté duquel nous avons construit 9000 m2 de sur-faces d’exposition.Pour boucler le financement de cette construction,une fondation a été constituée et a récolté lesfonds nécessaires auprès d’entreprises de l’Arc ju-rassien. C’est ainsi que la fondation FAJI – Fonda-tion Arc Jurassien Industries – est née. Pour simpli-fier les choses, Siams SA (la société exploitante)s’est ainsi transformée en FAJI SA.
Quelles sont les tendances en ce qui concernele profil des exposants et des visiteurs?D’exposition régionale, dans le sens Jura bernoisdu terme, cette exposition a étendu son attractivi-té. Cette année, près de 40 % des exposants pro-viennent de Suisse alémanique. Précisons queMoutier se trouve au carrefour de trois régions eu-ropéennes: l’Arc Jurassien, la Franche-Comté/Al-sace française et le Baden-Württemberg allemand.D’autre-part, de plus en plus de grandes sociétés sou-haitent présenter leurs produits à notre salon. Cecinous pose parfois quelques problèmes, du faitqu’elles exigent des stands de grandes dimensionsalors que nous avons toujours souhaité limiter la sur-face des stands pour deux raisons: d’abord parce quenos halles ne sont pas extensibles, et ensuite parceque nous voulons que les petites entreprises se sen-tent à l’aise et visibles sur de petits stands.Au fil des années, nous avons éliminé la présence de
stands dont les produits ne correspondaient pas à no-tre spécificité: les microtechniques. Ceci a été remar-qué et apprécié par les visiteurs qui trouvent vraimentau Siams une palette de produits et de prestations deservices qui correspond exactement à ce qu’ils cher-chent. C’est aussi pour cette raison que nous avonsde plus en plus de présence étrangère dans le flot des15 000 visiteurs que nous recevons tous les deux ansdans les halles du Forum de l’Arc à Moutier.
Quels sont les événements planifiés dans lecadre du Salon?L’inauguration officielle se déroulera le mardi6 mai et cette année bénéficiera d’une nouveauté. Eneffet, ce ne sera pas comme par le passé un conseillerfédéral qui s’exprimera mais, nous voulons donner laparole à des industriels d’exception. Nous y reviend-rons en temps opportun. Le mardi soir, la CEP –Chambre d’Economie Publique du Jura bernois, avecdes partenaires, organise la 2e Soirée de l’Arc. Cesont 250 acteurs économiques et politiques qui serencontreront à cette occasion autour d’un thème in-dustriel intéressant directement notre région. Le mer-credi soir, les ministres de l’Economie et les Promo-tions économiques des cantons de Berne, du Jura etde Neuchâtel recevront «leurs» exposants à l’occasiond’une soirée réservée à cet effet.
Quelques nouveautés d’exposants annoncéespour le prochain Siams?Les entreprises ne nous annoncent pas direc-tement leurs nouveautés mais nous pensons savoirque plusieurs nouveautés seront annoncéesquelques jours avant l’ouverture du salon. Il est >>
E D O U A R D H U G U E L E T
Le salon des moyens de production microtechniques: le Siams
Voici déjà 25 ans – un quart de siècle – que le Siams s’est tenu à Moutier pour la première fois, quasiment un peu «par ha-
sard». Très rapidement il est apparu que cette manifestation correspondait à un réel besoin et le Siams – Salon des moyens de
production microtechniques – s’est rapidement développé selon un rythme biennal. La prochaine édition se tiendra donc à
Moutier. Entretien avec son directeur, Monsieur Francis Koller.
Le monde de la microtechnologie
Français
Forum de l’Arc à Moutier, danslequel se tiendra le Siams 2014.
(Images: FAJI)
t e c h n i c a 4 . 2 0 1 4 PRÄZISIONSBEARBEITUNG 23FOKUS

24 PRÄZISIONSBEARBEITUNG 4 . 2 0 1 4 t e c h n i c a
FOKUS
par ailleurs remarquable que les entreprises en gé-néral tiennent à présenter des nouveautés auSIAMS et ceci est particulièrement vrai pour les pe-tites sociétés. En tout cas nous nous réjouissonsdéjà de découvrir ces nouveautés. L’édition 2014du Siams s’annonce sous les meilleurs auspices.
Schon 25 Jahre – ein Vierteljahrhundert– ist es her, dass in Moutier beinahe ein
bisschen «zufällig» die erste Siams stattfand. Aberes wurde rasch klar, dass die Veranstaltung einemtatsächlichen Bedarf entsprach, und die Fachmessefür die Produktionsmittel der Mikrotechnik entwic-kelte sich schnell zu einer zweijährlichen Institution.Jetzt steht in Moutier die nächste Ausstellung bevor.Ein Gespräch mit Geschäftsführer Francis Koller:
Herr Koller, könnten Sie uns kurz die Anfängeder Siams nachzeichnen?Francis Koller: Die erste Siams-Fachmesse fand 1989statt. Damals kamen knapp über 80 regionale Aus-steller dafür zusammen. Ein engagiertes Team ausIndustriellen und Managern hatte beschlossen, dieVeranstaltung zu organisieren. Anfänglich sollte da-mit der regionalen Bevölkerung ein Einblick vers-chafft werden, was bei uns in der Industrie so loswar. Wir wollten das Image unserer Randregion ver-bessern und fanden, dass man dafür zuerst einmaldas Vertrauen der Einwohner gewinnen musste.Ich weiss gar nicht, ob wir unser anfängliches Zieltatsächlich komplett erreicht haben, aber der Er-folg dieser ersten Veranstaltung, bei der über 80Unternehmen sich eine Woche lang im PatinoirePrévôtoise ein Stelldichein gaben, führte dazu,
dass wir unter dem Druck der Aussteller eine zwei-te Veranstaltung organisierten, dann eine dritteund dann alle zwei Jahre … dieses Jahr zum14. Mal. Aus dem engagierten Team von damalswurde ein Organisationskomitee, dann gründetenwir in Anbetracht der geschäftlichen Entwicklungeine Aktiengesellschaft, wobei dieselben Akteuredann den Vorstand der Siams SA bildeten.
Und wie entwickelte sich die Messe?Im Laufe der Jahre wurde es immer schwieriger füruns, die Messe zu organisieren, weil sie immer um-fangreicher wurde – es kamen fast 500 Aussteller(Anm. d. Red.: die Prodex 2012 zählte im Vergleich320 Aussteller) – es gab eine ganze Zeltstadt rundum die Eishalle von Moutier. Eine andere Lösungmusste her, und schliesslich bot sich uns eine Gele-genheit, das ehemalige Centre Professionnel Tor-nos, neben dem wir ein 9000 m2 grosses Ausstel-lungsareal bauten.Um die Baufinanzierung unter Dach und Fach zubringen, wurde eine Stiftung gegründet, die die not-wendigen Gelder bei Unternehmen des Arc Jurassienzusammentrug. So entstand die StiftungFAJI (Fondation Arc Jurassien Industries). Um die Din-ge zu vereinfachen, wurde die Siams SA (die Betrei-bergesellschaft) dann in die FAJI SA umgewandelt.
Deutsch
Francis Koller, directeur du Siams: «Les visiteurstrouvent vraiment au Siams une palette de pro-duits et de prestations de services qui correspondexactement à ce qu’ils cherchent.»
>> Der Produktivitäts-MultipliziererINDEX CNC-Mehrspindeldrehautomat
CH-Neuchâtel // CH-St-Blaise // CH-Niederbüren // A-Feldkirch

t e c h n i c a 4 . 2 0 1 4 PRÄZISIONSBEARBEITUNG 25FOKUS
Wie sehen die Tendenzen beim Profil der Aus-steller und Besucher aus?Die Attraktivität der ursprünglich regionalen Aus-stellung wächst stetig weiter. Dieses Jahr kommenfast 40 % der Aussteller aus der Deutschschweiz.Zu beachten ist, dass Moutier sich am Schnittpunktdreier europäischer Regionen befindet: Arc Juras-sien, Franche-Comté/französischer Elsass und dasdeutsche Baden-Württemberg.Zudem wollen immer grössere Unternehmen ihreProdukte auf unserer Messe präsentieren. Ab und anbereitet uns das Probleme, weil sie sich grosse Ständewünschen, wir aber die Standflächen aus zwei Grün-den schon immer begrenzt halten wollten: erstens,weil unsere Hallen nicht erweiterbar sind, und zwei-tens, weil wir wollen, dass die kleinen Firmen sichauch mit kleinen Ständen wohl- und sichtbar fühlen.
Welche Veranstaltungen sind im Rahmen derMesse geplant?Die offizielle Eröffnung findet am 6. Mai statt, unddieses Jahr werden wir mit einer Neuheit aufwar-ten. Es wird nicht wie früher ein Bundesrat spre-chen, sondern wir wollen nun besonders ausserge-wöhnlichen Industriellen das Wort erteilen. Zu ge-gebener Zeit werden wir darauf nochmals zurück-
kommen. Am Dienstagabend organisiert die CEP(Chambre d’Economie Publique du Jura bernois)gemeinsam mit Partnern die 2. Soirée de l’Arc.Hier werden 250 Akteure aus Wirtschaft und Poli-tik rund um ein Thema zusammentreffen, das di-rekt unsere Region betrifft.
Am Mittwochabend werden die Minister für Wir-tschaft und Wirtschaftsförderung der KantoneBern, Jura und Neuenburg «ihre» Aussteller auf ei-ner eigens dafür stattfindenden Feier begrüssen.
Gibt es Neuigkeiten der Aussteller für dienächste Siams?Die Unternehmen teilen uns nicht direkt ihreNeuigkeiten mit, aber wir glauben zu wissen, dasses ein paar Tage vor der Messeeröffnung ein paarNeuigkeiten geben wird. Es ist bemerkenswert,dass die Unternehmen generell Wert darauf legen,auf der Siams Neuigkeiten zu präsentieren, das giltbesonders für die kleinen Firmen. In jedem Fall sindwir schon jetzt gespannt. Die Siams 2014 steht un-ter den besten Vorzeichen. (mf) ●
MAZAK QUICK TURN 6GFür Hartdrehen und Anwendungen im NANO-Bereich
Rundheit 0,18 μmIntegrierter Spindelmotor7000 U/min. (Option NANO TURN: 10 000 / 15 000 U/min.)EIA/ISO Steuerung, Eingabe Inkrement 0,1 μm
MAZAK QUICK TURN 6GUne perfomance de très haut niveau en tournage dur «NANO»
circularité 0,18 μmbroche à moteur intégré7000 t/min. (option NANO TURN: 10 000 / 15 000 t/min.)CNC-EIA/ISO, incrémentation à 0,1 μm
WENK AG / SASolothurnstrasse 160, route de SoleurePostfach 6108, 2500 Biel/Bienne 6� 032 344 98 00, Fax 032 344 98 [email protected] / www.wenk-ag.ch
WerkzeugmaschinenMachines outils
Halle 1.1 / Stand D-31
QUICK TURN 6G
Halle 1.1. / Stand C-18/D-19
2735 Bévilard, 032 492 70 [email protected], www.faji.ch
FAJI SA
Die Fachmesse für Automation, Mechanik undZulieferung der Mikrotechnikindustrie, kurz Siams(nach der französischen Bezeichnung «Le Salondes Industries de l’Automation, de la Machine-ou-til et de la Sous-traitance») ist sozusagen ein Pro-dukt des homogenen industriellen Geflechts desJurabogens. Die Siams 2012 konnte 435 ausstel-lende Unternehmen und 15 000 Besucher verbu-chen und setzt ihr Engagement im Dienste derPräzisionsindustrie fort.Termin: 6. – 9. Mai 2014Ort: Moutier www.siams.ch
SIAMS 2014
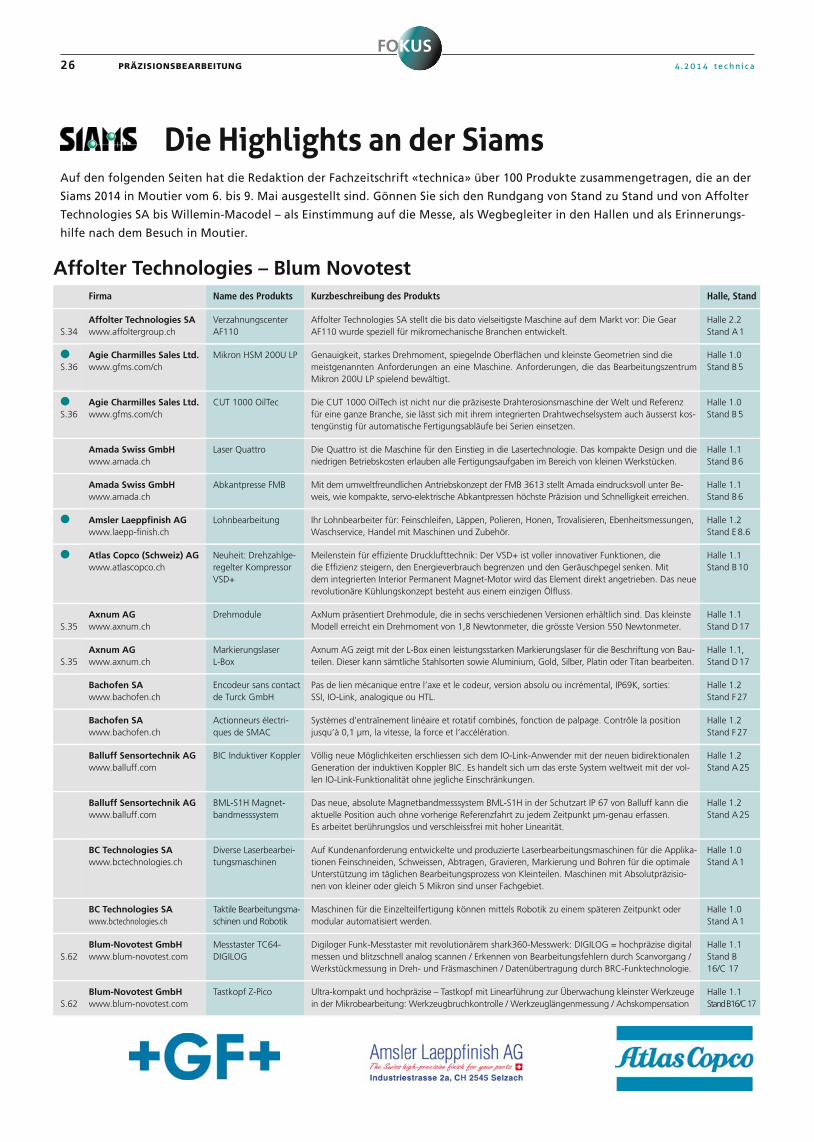
26 PRÄZISIONSBEARBEITUNG 4 . 2 0 1 4 t e c h n i c a
FOKUS
Firma Name des Produkts Kurzbeschreibung des Produkts Halle, Stand
S.34Affolter Technologies SAwww.affoltergroup.ch
VerzahnungscenterAF110
Affolter Technologies SA stellt die bis dato vielseitigste Maschine auf dem Markt vor: Die GearAF110 wurde speziell für mikromechanische Branchen entwickelt.
Halle 2.2Stand A 1
●S.36
Agie Charmilles Sales Ltd.www.gfms.com/ch
Mikron HSM 200U LP Genauigkeit, starkes Drehmoment, spiegelnde Oberflächen und kleinste Geometrien sind diemeistgenannten Anforderungen an eine Maschine. Anforderungen, die das BearbeitungszentrumMikron 200U LP spielend bewältigt.
Halle 1.0Stand B 5
●S.36
Agie Charmilles Sales Ltd.www.gfms.com/ch
CUT 1000 OilTec Die CUT 1000 OilTech ist nicht nur die präziseste Drahterosionsmaschine der Welt und Referenzfür eine ganze Branche, sie lässt sich mit ihrem integrierten Drahtwechselsystem auch äusserst kos-tengünstig für automatische Fertigungsabläufe bei Serien einsetzen.
Halle 1.0Stand B 5
Amada Swiss GmbHwww.amada.ch
Laser Quattro Die Quattro ist die Maschine für den Einstieg in die Lasertechnologie. Das kompakte Design und dieniedrigen Betriebskosten erlauben alle Fertigungsaufgaben im Bereich von kleinen Werkstücken.
Halle 1.1Stand B 6
Amada Swiss GmbHwww.amada.ch
Abkantpresse FMB Mit dem umweltfreundlichen Antriebskonzept der FMB 3613 stellt Amada eindrucksvoll unter Be-weis, wie kompakte, servo-elektrische Abkantpressen höchste Präzision und Schnelligkeit erreichen.
Halle 1.1Stand B 6
● Amsler Laeppfinish AGwww.laepp-finish.ch
Lohnbearbeitung Ihr Lohnbearbeiter für: Feinschleifen, Läppen, Polieren, Honen, Trovalisieren, Ebenheitsmessungen,Waschservice, Handel mit Maschinen und Zubehör.
Halle 1.2Stand E 8.6
● Atlas Copco (Schweiz) AGwww.atlascopco.ch
Neuheit: Drehzahlge-regelter KompressorVSD+
Meilenstein für effiziente Drucklufttechnik: Der VSD+ ist voller innovativer Funktionen, diedie Effizienz steigern, den Energieverbrauch begrenzen und den Geräuschpegel senken. Mitdem integrierten Interior Permanent Magnet-Motor wird das Element direkt angetrieben. Das neuerevolutionäre Kühlungskonzept besteht aus einem einzigen Ölfluss.
Halle 1.1Stand B 10
S.35Axnum AGwww.axnum.ch
Drehmodule AxNum präsentiert Drehmodule, die in sechs verschiedenen Versionen erhältlich sind. Das kleinsteModell erreicht ein Drehmoment von 1,8 Newtonmeter, die grösste Version 550 Newtonmeter.
Halle 1.1Stand D 17
S.35Axnum AGwww.axnum.ch
MarkierungslaserL-Box
Axnum AG zeigt mit der L-Box einen leistungsstarken Markierungslaser für die Beschriftung von Bau-teilen. Dieser kann sämtliche Stahlsorten sowie Aluminium, Gold, Silber, Platin oder Titan bearbeiten.
Halle 1.1,Stand D 17
Bachofen SA www.bachofen.ch
Encodeur sans contactde Turck GmbH
Pas de lien mécanique entre l’axe et le codeur, version absolu ou incrémental, IP69K, sorties:SSI, IO-Link, analogique ou HTL.
Halle 1.2Stand F 27
Bachofen SAwww.bachofen.ch
Actionneurs électri-ques de SMAC
Systèmes d’entraînement linéaire et rotatif combinés, fonction de palpage. Contrôle la positionjusqu’à 0,1 µm, la vitesse, la force et l’accélération.
Halle 1.2Stand F 27
Balluff Sensortechnik AGwww.balluff.com
BIC Induktiver Koppler Völlig neue Möglichkeiten erschliessen sich dem IO-Link-Anwender mit der neuen bidirektionalenGeneration der induktiven Koppler BIC. Es handelt sich um das erste System weltweit mit der vol-len IO-Link-Funktionalität ohne jegliche Einschränkungen.
Halle 1.2Stand A 25
Balluff Sensortechnik AGwww.balluff.com
BML-S1H Magnet-bandmesssystem
Das neue, absolute Magnetbandmesssystem BML-S1H in der Schutzart IP 67 von Balluff kann dieaktuelle Position auch ohne vorherige Referenzfahrt zu jedem Zeitpunkt µm-genau erfassen.Es arbeitet berührungslos und verschleissfrei mit hoher Linearität.
Halle 1.2Stand A 25
BC Technologies SAwww.bctechnologies.ch
Diverse Laserbearbei-tungsmaschinen
Auf Kundenanforderung entwickelte und produzierte Laserbearbeitungsmaschinen für die Applika-tionen Feinschneiden, Schweissen, Abtragen, Gravieren, Markierung und Bohren für die optimaleUnterstützung im täglichen Bearbeitungsprozess von Kleinteilen. Maschinen mit Absolutpräzisio-nen von kleiner oder gleich 5 Mikron sind unser Fachgebiet.
Halle 1.0Stand A 1
BC Technologies SAwww.bctechnologies.ch
Taktile Bearbeitungsma-schinen und Robotik
Maschinen für die Einzelteilfertigung können mittels Robotik zu einem späteren Zeitpunkt odermodular automatisiert werden.
Halle 1.0Stand A 1
S.62Blum-Novotest GmbHwww.blum-novotest.com
Messtaster TC64-DIGILOG
Digiloger Funk-Messtaster mit revolutionärem shark360-Messwerk: DIGILOG = hochpräzise digitalmessen und blitzschnell analog scannen / Erkennen von Bearbeitungsfehlern durch Scanvorgang /Werkstückmessung in Dreh- und Fräsmaschinen / Datenübertragung durch BRC-Funktechnologie.
Halle 1.1Stand B16/C 17
S.62Blum-Novotest GmbHwww.blum-novotest.com
Tastkopf Z-Pico Ultra-kompakt und hochpräzise – Tastkopf mit Linearführung zur Überwachung kleinster Werkzeugein der Mikrobearbeitung: Werkzeugbruchkontrolle / Werkzeuglängenmessung / Achskompensation
Halle 1.1Stand B16/C 17
Affolter Technologies – Blum Novotest
Die Highlights an der Siams
Auf den folgenden Seiten hat die Redaktion der Fachzeitschrift «technica» über 100 Produkte zusammengetragen, die an der
Siams 2014 in Moutier vom 6. bis 9. Mai ausgestellt sind. Gönnen Sie sich den Rundgang von Stand zu Stand und von Affolter
Technologies SA bis Willemin-Macodel – als Einstimmung auf die Messe, als Wegbegleiter in den Hallen und als Erinnerungs-
hilfe nach dem Besuch in Moutier.

Firma Name des Produkts Kurzbeschreibung des Produkts Halle, Stand
Brütsch/Rüegger Werkzeugewww.brw.ch
Applitec Die Brütsch/Rüegger Werkzeuge AG ist in der Schweiz neu Logistikpartner für Applitec-Produkte. Halle 1.2Stand C 12/E 13
● DC Swiss SAwww.dcswiss.ch
GW4100 Gewindewirbler zur prozesssicheren Fertigung von Vollprofilgewinde in Bearbeitungstiefe bis 4 x D.Für sämtliche Werkstoffe; auch schwer zerspanbare. Vorteile: Gratentfernung entfällt. AbsolutesVollprofilgewinde. Hohe Prozesssicherheit.
Halle 1.2Stand C 10
● DC Swiss SAwww.dcswiss.ch
K Spanbrecher Spanbrecher Gewindebohrer mit verlängerten geraden Nuten. Spezielle Geometrie bricht langspa-nige Werkstoffe in kleine Spanfragmente und spült diese dank Innenkühlung ab. Gewindetiefe bis4 x D möglich. Baustähle bis 1 150 N/mm.
Halle 1.2Stand C 10
Diametal AGwww.diametal.ch
Turndec Im Turndec-Mini-Programm stehen neue Ausführungen der bewährten Schneidgeometrie zumAbstechen zur Verfügung. Die positiven Spanwinkel von 12 ° oder 25 ° erlauben eine Reduktionder Schnittkräfte.
Halle 1.2Stand C 22
Diametal AGwww.diametal.ch
LagerprogrammDiamant- + CBN-Schleifscheiben
Tiefere Preise, kürzere Lieferfristen, höhere Flexibilität. Dank des neuen Lagerprogramms profitie-ren die Kunden mehrfach.
Halle 1.2Stand C 22
S.15Dihawagwww.dihawag.ch
Spreitzer:MechanischerZentrischspanner
Typ MZR: Rohteile sicher spannen, auch ohne Vorprägen! Spreitzer lanciert neue Zentrischspan-ner-Lösung MZR für kosteneffektives Spannen von Rohteilen. Sie garantiert sicheres und kraftvollesSpannen ohne kostspieliges Vorprägen. In 4 Grössen erhältlich: in Spannbreiten von 36, 60 und 80mm und Spannweiten von 70 – 195 mm.
Halle 1.2StandD 18/E 9
S.15Dihawagwww.dihawag.ch
Horn: System S274«µ-Finish»
Das System S274 in der Präzisionsausführung «µ-Finish» umfasst Schneidplatten zum Drehen, Ste-chen und Abstechen. 15-fache Standmengenerhöhungen gegenüber anderen Werkzeugen nach-geprüft. Eingehaltene Spitzenhöhe : ± 0,0025 mm.
Halle 1.2StandD 18/E 9
Distec AGwww.distec.ch
Kubische und rotativeBearbeitung
Herstellung von Fräs- und Drehteilen vom Prototypen bis zur Serienfertigung. Halle 1.2Stand E 7.3
Distec AGwww.distec.ch
Baugruppen /Komponententechnik
Baugruppen bestehend aus Fertigungsteilen, Normteilen und Elektronik. Alles aus einer Handkomplett montiert und getestet.
Halle 1.2Stand E 7.3
●
S.36
Fehlmann AGMaschinenfabrikwww.fehlmann.com
Picomax 56 TOP Fräsmaschine Fehlmann Picomax 56 TOP für den manuellen und CNC-Betrieb. Mit innovativem,patentiertem Fehlmann TOP-Bedienungskonzept (Touch Or Program), welches den 3-Achs-CNCals auch den manuellen Betrieb vereint.
Halle 1.1Stand E 5
●
S.36
Fehlmann AGMaschinenfabrikwww.fehlmann.com
Picomax 20 Handliche Präzisions-Koordinatenbohr-/ Fräsmaschine Fehlmann Picomax 20 für eine wirtschaftli-che Herstellung von präzisen Einzelteilen und Kleinserien. Mit klarem Konzept, einfachster Bedie-nung, robust und mit grossem Einsatzbereich.
Halle 1.1Stand E 5
Fleury SAwww.fleurysa.ch
Machines transfertmodulaires
Fleury SA est le leader des machines transfert modulaires pour la fabrication des platines et desponts pour l’industrie horlogère. Le concept intelligent modulo unit l’avantage suivants : Usinagecomplet grâce à une unité de retournement (en un seul passage d’usinage).
Halle 1.1Stand D 10
Fleury SAwww.fleurysa.ch
Sous-traitance desplatines et des ponts
Fleury SA usine sur modulo, pour ses clients, des ponts et des platines. Par l’union de la fabricationde machines et l’expérience de la fabrication de pièces se créent compétence et connaissance.Fleury SA fournit des composants prêts à monter. Pour cela les unités de décoration et les servo-presses de Fleury SA, pour le chassage des pierres et des goupilles, sont à disposition.
Halle 1.1Stand D 10
● Föhrenbach AGwww.foehrenbach.com
Rundtischserie RT1 /RT2A
Die schneckengetriebenen Aluminiumrundtische zeichnen sich durch eine hohe Plan- und Rund-laufgenauigkeit, hohe Kipp-Steifigkeit sowie eine grosse Durchlassbohrung aus.Standard-Baugrössen: 075, 100, 150, 200, 300 und 400 mm.
Halle 2.1Stand A 10
● Föhrenbach AGwww.foehrenbach.com
F-Decor 303 Die 4-Achsen-CNC-Decor Fräsmaschine ist eine äusserst kompakte Tischmaschine zur Oberflächen-bearbeitung von mechanischen Werkstücken. Es können Decor-Muster wie Perlierungen, Côtes deGenève, Gravuren oder Zierfräsungen hergestellt werden.
Halle 2.1Stand A 10
Gloor AGwww.gloorag.ch
VHM Formwerkzeuge Logarithmisch hinterschliffene Fräser – Mehrgewinn durch mehrmaliges Nachschleifen und Mög-lichkeit; Fräser in Scheiben- wie Schaft-Ausführung mit feiner Verzahnung, bei denen Zahnabstandkleiner sein kann als Profilhöhe.
Halle 1.2StandA 36/B 27
Gloor AGwww.gloorag.ch
VHMGewindewerkzeuge
Gewindeschaftfräser und Gewindewirbler ab M resp. S=0.50, im Voll- und Teilprofil, sowieallen Sondergewinden. Neues Standardprogramm für Gewindeschaftfräser wie Gewindewirbler,ab Lager.
Halle 1.2StandA 36/B 27
Gühring (Schweiz) AGwww.guering.ch
RF 100 Diver – VHMFräser
Der RF 100 Diver kann Bohren, Rampen, Nuten, Schruppen und Schlichten. Mit einen Werkzeugkann man fünf Operationen abdecken. Der neuartige multifunktionale Fräser ist in der Lage bis zueinem Rampenwinkel von 45 ° einzutauchen.
Halle 1.2Stand C 26
Brütsch/Rüegger – Gühring
t e c h n i c a 4 . 2 0 1 4 PRÄZISIONSBEARBEITUNG 27FOKUS

28 PRÄZISIONSBEARBEITUNG 4 . 2 0 1 4 t e c h n i c a
Firma Name des Produkts Kurzbeschreibung des Produkts Halle, Stand
Gühring (Schweiz) AGwww.guering.ch
Powertap UniversalGewindebohrer
Bei den neuen Gühring-Powertaps stimmt alles: Leistung, Qualität, Preis und das universelle Ein-satzspektrum. Die spezielle Geometrie macht sie zu Allroundkönnern in nahezu allen Werkstoffen.
Halle 1.2Stand C 26
Hexagon Metrology SAwww.hexagonmetrology.ch
Tigo SF Tigo SF ist ein genaues, kompaktes 3D-Koordinatenmessgerät, das hochwertige Messtechnologie in dieFertigung bringt, die Prüfgenauigkeit verbessert und die Messung industrieller Werkstücke vereinfacht.
Halle 1.1Stand D 26
Hexagon Metrology SAwww.hexagonmetrology.ch
Leica B-Probe Leica B-Probe ist ein handgeführter, batteriebetriebener Taster, der versteckte Messpunkte ohne direk-ten «Sichtkontakt» zum Laser vermessen kann – die Ergänzung für den Leica Absolute Tracker AT402.
Halle 1.1Stand D 26
Igus Schweiz GmbHwww.igus.ch
Iglidur-Gleitlager Iglidur-Polymergleitlager von Igus sind schmiermittelfrei, wartungsfrei, kostengünstig, verschleiss-fest und vielseitig. Tausendfach getestet und millionenfach bewährt – das ist Iglidur.
Halle 2.2Stand A 5
Igus Schweiz GmbHwww.igus.ch
e-Kettensysteme e-Kettensysteme besorgen die Zuführung von Energien, Daten und Impulsen und sind dabei stän-dig in Bewegung. Für jede Anwendung, jede Bewegungsart, in jeder Branche.
Halle 2.2Stand A 5
Intool AGwww.intool.ch
Lang Makrogrip 5-Achs-Zentrierspanner mit bester Zugänglichkeit und höchsten Haltekräften trotz niedrigstenSpannkräften (patentiert).
Halle 1.2Stand C 3
Intool AGwww.intool.ch
HWR InoFlex Ausgleichendes 4-Backen-Futter für zentrisches und ausgleichendes Spannen runder, kubischerund geometrisch unförmiger Teile (patentiert).
Halle 1.2Stand C 3
S.34Klüber Lubrication AGwww.klueber.ch
KlüberspeedBFP 42-32
Klüberspeed BFP 42-32 leitet eine neue Generation von Spindellagerfetten ein und ermöglichteinen störungsfreien Betrieb und Energieeinsparungen auch bei tiefen Temperaturen.
Halle 1.2Stand A 6
S.34Klüber Lubrication AGwww.klueber.ch
KlüberEfficiencySupport
Unter dem Namen «KlüberEfficiencySupport» gehören Services wie die Schmierplanerstellung, Rei-nigung, Nachschmierung sowie Schmierstoff- und Bauteilanalysen. Ziel aller Massnahmen ist dieoptimale Nutzung der Maschinen.
Halle 1.2Stand A 6
Korloy Europe GmbHwww.korloyeurope.com
KGT-Stechwerkzeug Die von Korloy neu aufgelegte präzise KGT-Serie bringt beim Abstechen bis zu 45 Prozent höhereStandzeiten. Bei anderen Stechbearbeitungen steigt die Standzeit im Schnitt um 30 Prozent.
Halle 1.2Stand B 25
Korloy Europe GmbHwww.korloyeurope.com
CBN Mit CBN-Platten von Korloy/Dine zerspant man präzise, sicher und mit hohen Geschwindigkeiten. Ingehärteten Stählen bei glattem oder unterbrochenem Schnitt, in Gussmaterialien oder Sinterstahl.
Halle 1.2Stand B 25
Kuka Roboter Suisse SAwww.kuka-roboter.ch
KR Agilus R900 sixx Kompakt, präzise, wendig, schnell: Das neue Mitglied der Kleinrobotik-Familie, der KR Agilus. Arbeitetauf kleinstem Raum und schreibt dank integrierter «SafeOperation» das Thema Sicherheit ganz gross.
Halle 1.1Stand C 1/C 2
S.36LNS SAwww.lns-group.com
StangenladegerätExpress 112
Das für kleine Durchmesser konzipierte Stangenladegerät Express 112 wurde speziell für die Luxus-und Hochpräzisionsindustrien sowie die Medizintechnik-, Elektronik- und Konnektor-Branchen ent-wickelt und komplettiert die LNS-Produktpalette.
Halle 1.1StandA 6/B 5
Maerki Air Savewww.maerkiairsave.com
Cuves de nettoyage àultrasons / Ultraschall-Waschbecken
Dès 190x85x60mm, avec booster & sweep. Automates multi-bains avec robot. / Ab 190 x 85 x 60 mm, mit Booster & Sweep. Mehrstufige Automaten mit Umsetzer.
Halle 1.1Stand E 6
Maerki Air Savewww.maerkiairsave.com
Sableuses à eau /Centrales pour liqui-des de meulage
Intérieur dès 700 x 700 x 600 mm / Nass-Strahlanlagen. Innen ab 700 x 700 x 600 mmTravaille sans déchets de filtres. / Zentralanlagen zur Filtrierung von Prozess-Flüssigkeiten:Arbeitet ohne Filterabfall.
Halle 1.1Stand E 6
S.15
Mapal Präzision-werkzeuge Dr. Kress KGwww.mapal.com
EasyAdjust-System Neues Einstellsystem für Führungsleistenwerkzeuge mit sechs- und vierschneidigen Wendeplatten,reduziert den Einstellaufwand drastisch. Unverändert hohe Präzision, erhöhte Wirtschaftlichkeitund Prozesssicherheit.
Halle 1.2Stand C 23
S.15
Mapal Präzision-werkzeuge Dr. Kress KGwww.mapal.com
Schneidplatten-BohrerQTD
Neuer Hochleistungsbohrer mit Wechsel-Schneidplatte besticht durch sehr gute Spanformung undsicheren Späneabtransport. Hohe Schnittdaten und Bohrungsqualitäten ermöglicht die sehr stabilePrismenaufnahme.
Halle 1.2Stand C 23
MitsubishiElectric Europe B.V.www.meg.mee.com
Mitsubishi CNC M70VC Series
Further progress to the new Mitsubishi standard CNC. Higher cost-performance for realizinghigher-grade machines. High-accuracy tapping with high-speed compensation control of spindleand servo.
Halle 1.1Stand D 20
NCData AGwww.ncdata.ch
TopSolid 3D CAD/CAM Software mit integrierter Simulation, Kollisionserkennung, Werkzeugverwaltungund PDM.
Halle 1.2Stand C 3
S.37Newemag AGwww.newemag.ch
Brother-BAZ und Mi-yano-Drehmaschine
Newemag zeigt zwei Brother-Bearbeitungszentren und die Miyano BNA-42 MSY, eine Maschine,die mit Gegenspindel, Y-Achse und einem fixen Gegenhalter für die erweiterte Rückseitenbearbei-tung die bekannten Merkmale der beiden anderen BNA-Modelle vereint: stark reduzierte Neben-zeiten und somit geringere Stück- und Zykluszeiten.
Halle 1.1Stand B 8
Nozag AGwww.nozag.ch
TwinSpin-Präzisionsgetriebe
Hohe Drehmomentkapazität, exzellente Positionierungsgenauigkeit, hohe Torsions- und Kippstei-figkeit, kompakte Bauform, hohe Untersetzungen, hoher Wirkungsgrad, schnelle Montage, einfa-cher Einbau.
Halle 1.1Stand D 25
Nozag AGwww.nozag.ch
Ketten Delta HR –- erhöhter Abrieb- und Verschleissfestigkeit / Delta Titanium – korrosionsgeschützt / DeltaVerte – wartungsfrei / INOX HR – lebensmittel- und chemietauglich.
Halle 1.1Stand D 25
Gühring – Nozag
FOKUS

smart,strong,yellow.
www.fanuc.eu
Eine gemeinsameSteuerungsplattform -unbegrenzte Möglichkeiten.
Halle 1.0Stand A-2/B-1
Moutier 6. - 9.5.2014
Besuchen Sie uns...

Firma Name des Produkts Kurzbeschreibung des Produkts Halle, Stand
OsterwalderWerkzeugmaschinen AGwww.osterwalder-zug.ch
HANWHA XD 03CNC-Langdreh-automat
6-Achsen CNC-Langdrehautomat für rationelle Bearbeitung von Drehteilen bis Durchmesser 3 mm.Mit angetriebenen Werkzeugen für Querbearbeitung sowie der Funktion «Abwälzfräsen» zur Her-stellung von Zahnrädern direkt auf der Maschine.
Halle 1.1Stand B 14
OsterwalderWerkzeugmaschinen AGwww.osterwalder-zug.ch
VICI Vision MTL X5 Optisches Messen von Drehteilen. Speziell für das Vermessen von Dentalimplantaten. Medizintech-nischen Teilen, Uhrwerk-Komponenten und generell für allgemeine Teile der Mikromechanik.
Halle 1.1Stand B 14
● Phoenix Contact AGwww.phoenixcontact.com
Push-in-Anschlusstechnik
Verdrahten Sie Ihre Applikation durchgängig vom Feld bis zur Steuerung mit der einfachen Push-in-Anschlusstechnik von Phoenix Contact. Wir bieten Ihnen ein komplettes Produktprogramm vonder Sensor-Aktor-Verkabelung im Feld, über Reihenklemmen und Relaissysteme bis zur Klein- undKompaktsteuerung. Live am Messestand: Push-in-Technologie zum Anfassen und Testen.
Halle 1.2StandB 34/C 27
● Phoenix MecanoKomponenten AGwww.phoenix-mecano.ch
Lineare Antriebe Lineareinheiten für einfache Verstellaufgaben bis hin zu hochkomplexen Mehrachssystemen mitpräziser Genauigkeit und hoher Dynamik. Aus Automation und Maschinenbau nicht weg zudenken.
Halle 1.2Stand F 1
● Phoenix MecanoKomponenten AGwww.phoenix-mecano.ch
Blocan-Schutzsysteme Das Blocan-Schutz- und Abtrennungssystem ist in Rasterbauweise ausgeführt und erfüllt die Ma-schinenrichtlinie 2006/42/EG. Mittels spezieller Click-&-Safe-Verbindungen wird es schnell, sicherund einfach befestigt.
Halle 1.2Stand F 1
Pfister Abrasiveswww.pfister-abrasives.ch
Cafro Diamant- und CBN-Schleifscheiben in den Bindungen «Keramik, Metall, Hybrid, Kunststoff,Galvanisch» sowie Polierscheiben für Hartmetall. Abrichtgeräte + Zubehör.
Halle 1.2Stand A 38
Pfister Abrasiveswww.pfister-abrasives.ch
DGS-Dorfner Präzisions-Gefüge-Schleifscheiben in gepressten und gegossenen Ausführungen bis Durchmesser900 mm. Gummigebundene Regelscheiben, Abrichtwerkzeuge.
Halle 1.2Stand A 38
Promec Automation AGwww.promec-automation.ch
mk Fördertechnik Projektlösungen im Bereich Fördertechnik: flexibel, erweiterungsfähig, robust, günstig sowohl füreinfache wie auch für komplexe Anwendungen geeignet.
Halle 1.1Stand A 12
Promec Automation AGwww.promec-automation.ch
mk Profiltechnik undBetriebseinrichtung
Mit mk Profilen profitiert man von Beginn an von Flexibilität und etablierter Technik. Über 250 Profile(Rastermasse 25,40,50,60), umfangreiche stabilitätsorientierte Verbindungstechnik und Zubehör.
Halle 1.1Stand A 12
S.36Reimmann Hch. AGwww.reimmann.ch
Doosan CNC–Drehmaschine ModellLYNX 220
Neue 6-Achsen CNC-Drehmaschine Doosan, einer der führenden Hersteller im Bereich der Werk-zeugmaschinen, erweitert seine erfolgreiche LYNX-Serie mit der neuen CNC-Drehmaschine LYNX220LSYA.
Halle 1.1Stand B 20
S.36Reimmann Hch. AGwww.reimmann.ch
Zimmer & Kreimgenius 700Senkerodiermaschine
Zimmer & Kreim Senkerodiermaschinen und Handlingsysteme: Als weltweiter Technologieführer inden Bereichen Erodiermaschinen, Handlingsysteme und Software setzt Zimmer & Kreim auf mo-dernste Technologien und kombiniert neue Entwicklungen mit jahrzehntelanger Erfahrung.
Halle 1.1Stand B 20
Rimann AG (mit UMC)www.rimann-ag.ch
SpäneaufbereitungFiltration, SeparationRückgew. Edelmetalle
Späne entölen, waschen, trocknen, zerkleinern und brikettieren.Diverse Maschinen zur Filtration von Prozessmedien.
Halle 1.1,A 27
Rimann AG (mit UMC)www.rimann-ag.ch
IndividuelleWaschkörbe
Körbe zur Lagerung, zum Waschen, Sortieren und Sterilisieren. Nach Kundenwunsch. Halle 1.1,A 27
● RiwagPräzisionswerkzeuge AGwww.riwag-schweiz.ch
Zirkular-GewindefräskörperGigant
Emuge erweitert die Gewindefräserserie Gigant mit einer modularen Ausführung, bei der bis zudrei Zirkular-Gewindefräskörper miteinander verbunden sind. Eine enorme Zeiteinsparungen diesich bezahlt macht.
Halle 1.2Stand C 9
● RiwagPräzisionswerkzeuge AGwww.riwag-schweiz.ch
Wechselkopf-BohrerTTD von 1 - 12xD
Der neue Miller Wechselkopf-Bohrer hat 3 bzw. 4 Führungsfasen. Dies erlaubt kurze Bearbeitungs-zeiten bei hohen Schnittwerten. Er entspricht dem Qualitäts- und Leistungsniveau von Vollhartme-tallbohrern, bei erheblich reduzierten Werkzeugkosten.
Halle 1.2Stand C 9
Röhm Spanntechnik AGwww.roehm-spanntechnik.ch
RZM-Zentrischspanner Röhms neuer Zentrischspanner ist geeignet für die 5-Achs-Bearbeitung. Halle 1.2Stand A 9
Röhm Spanntechnik AGwww.roehm-spanntechnik.ch
RKE-KompaktSpanner
Der neue NC-Kompakt-Spanner RKE: Optimiertes Design bei bewährter Qualität. Besonders geeig-net für den Einsatz auf Bearbeitungszentren.
Halle 1.2Stand A 9
Rosta AGwww.rosta.ch
Rosta Schwingele-mente Typ AB
Wartungsfreie, elastische Gelenke für die Abstützung/Aufhängung freischwingender Vibrationsge-räte verschiedenster Ausführungen; unterstützen die Antriebskräfte in Förderrichtung. Sie gewäh-ren eine gute Linearführung des schwingenden Maschinenteils.
Halle 1.1Stand D 25
Rosta AGwww.rosta.ch
VibrachocGanzmetall-Schwingungsdämpfer
Das einmalige Dämpfmedium aus Chrom-/Nickel-Stahldrahtkissen hat die folgenden Vorteile: un-begrenzte Lebensdauer, Korrosionsbeständigkeit gegen Öle, Fette, Säuren etc., Temperaturbestän-digkeit von – 70 ° bis + 300 °C.
Halle 1.1Stand D 25
Osterwalder – Rosta
30 PRÄZISIONSBEARBEITUNG 4 . 2 0 1 4 t e c h n i c a
FOKUS

t e c h n i c a 4 . 2 0 1 4 PRÄZISIONSBEARBEITUNG 31
Firma Name des Produkts Kurzbeschreibung des Produkts Halle, Stand
Ryf AGwww.ryfag.ch
RMM-QV Mesure instantanée, quelques clics de souris! Précision sur 45x40mm. Reconnaissance automati-que sans positionnement précis. Superposition DXF & PDF avec référencement automatique enoverlay sur la pièce.
Halle 1.1Stand C 19
Ryf AGwww.ryfag.ch
SMZ25 Le plus grand vrai zoom du monde et une résolution optique inégalée de la série. Zoom sur toutela gamme, dans les 2 oculaires! Images fluorescentes brillantes et hautes en contraste.
Halle 1.1Stand C 19
Schmidt Technology GmbHwww.schmidttechnology.ch
ElectricPress 43 Sie optimieren Ihre Zykluszeiten! Mit der neuen Schmidt ElectricPress 43 können Geschwindigkei-ten und Positionen über verschiedene Fahrprofile frei parametriert werden. Presskraft bis 4 kN.
Halle 1.1Stand A 20
Schmidt TechnologyGmbHwww.schmidttechnology.ch
Toleranzen 2.0 Neben den bekannten Kraft-Weg-Fenstern und Wegtoleranzen im Arbeits- und Rückhub überwa-chen sie neu auch Blockkräfte und Maximalkräfte in einem bestimmten Wegbereich sowie auchSperrbereiche.
Halle 1.1Stand A 20
Schneeberger AGwww.schneeberger.com
MiniaturführungMinirail
Hochpräzise Lineartechnologie ermöglicht Miniaturisierung der Elektronik. Kundennutzen: 1. Ge-ringer Konstruktionsaufwand / 2. Minimaler Platzbedarf / 3. Schnelle Installation und Justierung.
Halle 1.1Stand C 22
Schneeberger AGwww.schneeberger.com
Miniaturführung mitintegriertem Weg-messsystem Miniscale
Miniaturführung mit integriertem Wegmesssystem – «all in one»-Miniscale basiert auf der bewähr-ten Miniaturführung Minirail. Für Miniscale gelten die führungstechnischen Spezifikationen vonMinirail.
Halle 1.1Stand C 22
S.15S.49
Schunk Intec AGwww.ch.schunk.com
Tribos Spannvor-richtung SVP-2D
Mit voreingestellter Druckbegrenzung für Werkzeughalter Tribos-Mini und -RM für die Uhrenindus-trie und Medizinaltechnik. Einfachste Bedienung.
Halle 1.2Stand A 19
S.15S.49
Schunk Intec AGwww.ch.schunk.com
Tribos-Mini Das kleine Werkzeughaltersystem neu mit HSK-E20 Schnittstelle. Höchste Präzision bei hohenDrehzahlen. Rundlaufgenauigkeit ‹0,003mm. Überzeugt durch Flexibilität und Einfachheit.
Halle 1.2Stand A 19
SIT (Schweiz) AGwww.sit-antriebstechnik.ch
SIT Kupplungen undSpannelemente
Lösungen für Ihren Direkt-Antrieb. Modernste Fertigungsverfahren, ergänzt mit einer leistungsstar-ken Logistik, garantieren ein hohes Qualitätsniveau und hohe Verfügbarkeit. Die SIT Online Toolsermöglichen einen raschen Zugriff.
Halle 1.1Stand B 17
SIT (Schweiz) AGwww.sit-antriebstechnik.ch
Elatech PolyurethanZahnriemen
Lösungen für die Lineartechnik, Fördertechnik und Leistungsübertragung. Polyurethan-Zahnriemenproduziert nach modernsten Fertigungsverfahren. Elatech bietet ein umfassendes Programm anQualitätsprodukten.
Halle 1.1Stand B 17
Solvaxis SAwww.solvaxis.com
ProConcept ERP Solvaxis entwickelt und vertreibt ihre integrierte Unternehmenssoftware «ProConcept ERP» fürKMU in Industrie, Handel und Dienstleistung. Schweizweit täglich mehr als 15 000 Benutzer anüber 1000 Standorten. Zudem vertreibt Solvaxis Business-Software im Bereich ECM, CPM undBPM.
Halle 1.2Stand E 21
Ryf – Solvaxis
Der Kühlschmierstoff.
Wir freuen uns auf Ihren Besuch vom 6. bis 9. Mai 2014 in Moutier!
Halle 1.2 / Stand B-19
Blaser Swisslube AG 3415 Hasle-Rüegsau Tel. 034 460 01 01 [email protected] www.blaser.com
FOKUS

32 PRÄZISIONSBEARBEITUNG 4 . 2 0 1 4 t e c h n i c a
Firma Name des Produkts Kurzbeschreibung des Produkts Halle, Stand
Star Micronics AGwww.starmicronics.ch
Star SB-12RE Kleiner Durchmesserbereich, in verschiedenen Variationen erhältlich, 4 angetriebene Werkzeugeauf der Rückseite, C-Achse beidseitig.
Halle 1.1Stand C 5
S.80
SteinerWerkzeugmaschinen AGwww.steiner3d.ch
3D Printer, SLA,SLS, SLM,
Die Firma Steiner ist führender Anbieter von additiven Technologien in der Schweiz. Dabei vertrittdie Firma Steiner die Marken 3DSystems (USA) sowie Voxeljet (D). Durch diese zwei Marken bietetSteiner für jede Anwendung die passende Maschine.
Halle 1.0Stand A 8
S.44Suvema AGwww.suvema.ch
ProJet 4500 Der neue und einzige vollfarbene 3D-Plastikdrucker auf dem Markt. 3D-Modelle werden «ready touse» gedruckt. Für Marketing-Kommunikation, Architektur, Medical, Ausbildung.
Halle 1.1StandA 24/B 21
S.44Suvema AGwww.suvema.ch
Citizen L12-VII Mit dem Wechselkonzept «Langdreher mit Führungsbüchse» oder «Kurzdreher ab Spannzange»sorgt dieses Multitalent weltweit für Aufsehen. Als einziger Anbieter verfügt Citizen zudem überein einheitliches Steuerungskonzept über alle Baureihen.
Halle 1.1StandA 24/B 21
Teltec Systems AGwww.teltec.ch
OWISFOBA
Optische Strahlführung/Positioniersysteme.Laserbeschriftungs- und Lasergravuranlagen.
Halle 1,1Stand C 15
Teltec Systems AGwww.teltec.ch
ISEL Aluprofile, T-Nutenplatten, Industrie-Automation, CNC-Maschinen. Halle 1.1Stand C 15
Tesa SAwww.tesagroup.com
Tesa LinkTLC-Anschlüsse
Der TLC-Anschluss ist die neue Generation des Tesa Datenübertragungs-Systems, erhältlich in 3 Versio-nen: TLC-TWIN, TLC-USB und TLC-DIGIMATIC W-Lan, beziehungsweise USB- und Digimatic-Anschluss.
Halle 1.1Stand D 26
Tesa SAwww.tesagroup.com
Tesa Micro-Hite 3DDual
Eine manuelle und eine automatische Messmaschine in einem. Die MH3D Dual vereint 2 Messma-schinen. Produktiv und einfach für «die schnelle Messung zwischendurch» als auch für Serienteile.
Halle 1.1Stand D 26
S.20Tornos SAwww.tornos.com
Hochleistungs-LangdrehautomatSwiss ST 26
Die Swiss ST 26 ist eine äusserst wettbewerbsfähige Maschine des mittleren Segments, die auchkomplexe Teile herstellen kann. Mit ihrer einzigartigen Kinematik kann sie gleichzeitig Vor- undNachbearbeitungsschritte durchführen.
Halle 2.2Stand A 4
S.20Tornos SAwww.tornos.com
SwissNano Die SwissNano wurde vollständig in der Schweiz konzipiert, entwickelt und hergestellt, um denspezifischen Anforderungen der Uhrenindustrie zu entsprechen. Thermisch stabil, hohe Präzisionund erleichtertes, präzises Einstellen.
Halle 2.2Stand A 4
Triag AGwww.triag.ch
Mini-Innen-Hartdrehen
Bereits 5 mm Bohrungsdurchmesser genügt, um mit Standard CBN-Wendeplatten und Halter ge-härteten Werkstoff innenzudrehen. Produkte sind ab Lager Triag lieferbar.
Halle 1.2Stand B 17
Triag AGwww.triag.ch
Micro Clamp: KleineSpannmodule für denVorrichtungsbau
Kleine Werkstücke auf kleinstem Raum zu spannen ist möglich mit dem Micro Clamp-Spannsys-tem. Die Spannmodule haben vorne eine Spannbacke, die Rückseite ist zu den Bohrungen massge-nau geschliffen.
Halle 1.2Stand B 17
Trumpf Maschinen AGwww.ch.trumpf.com
TruLaser Station 5005 Die TruLaser Station 5005 ist ein universeller, kompakter und ergonomischer Arbeitsplatz zum La-serschweissen. Die Maschine ist mit 5 Achsen und unterschiedlichen Optiken ausgestattet.
Halle 1.1Stand D 16
Trumpf Maschinen AGwww.ch.trumpf.com
TruDiode Serie Die Laser der TruDiode Serie sind prädestiniert zum Löten, Härten und Schweissen metallischerWerkstoffe aber auch zum Schweissen von Kunststoffen.
Halle 1.1Stand D 16
Uiker Antriebselemente AGwww.uiker.ch
GRWMiniaturkugellager
GRW steht für hohe Ansprüche und Funktionalität. Sortiment: Radialkugellager / Rillenkugellager /Spindelkugellager / Duplexlager / Hybridlager / Axialkugellager.
HalleStand E 7.1
Uiker Antriebselemente AGwww.uiker.ch
GRW Roulements àbilles miniatures
GRW est synonyme d’exigences élevées et de fonctionnalité. Assortiment: Roulements à billes ra-diales / Roulements à billes à gorges profondes / Roulements de broches / Roulements appareilles àdeux / Roulements hybrides / Butées à billes.
Halle 1.2Stand E 7.1
●S.46
Urma AGwww.urma.ch
UrmaPräzisionswerkzeug
Modulare Ausdrehwerkzeuge, Hochleistungs-Reibahlen und Sonderwerkzeuge vom führendenBranchenhersteller in Rupperswil / AG entwickelt und produziert.
Halle 1.1Stand B 9
●S.46
Urma AGwww.urma.ch
HaasBearbeitungszentren
Haas Werkzeugmaschinen in den marktüblichen Grössen als vertikale und horizontale Fräs- sowieDrehzentren zu einem absolut unschlagbaren Preis- / Leistungsverhältnis.
Halle 1.1Stand B 9
● Walter MeierFertigungslösungen AGwww.waltermeier.com
Toolplus Weltneuheit! Toolplus ist eine Erweiterung des Werkzeugmagazins bei der Fanuc Robodrill. Gesteigerte Leis-tungsfähigkeit, ohne verlängerte Werkzeugwechselzeiten. Die Werkzeugkapazität wurde auf 42verdoppelt.
Halle 1.1Stand A 4/B 3
● Walter MeierFertigungslösungen AGwww.waltermeier.com
Nakamura-TomeNTJ 100
Kleiner Alleskönner mit schwenkbarem B-Achsenrevolver. Mit den neuen Funktionen präsentiertsich die NTJ 100 noch effizienter und umweltfreundlicher als bisher um kostengünstiger zu produ-zieren.
Halle 1.1Stand A 4/B 3
S.35Walter Schweiz AGwww.walter-tools.com
Walter GPS Werkzeug-Navigation der neuesten Generation – jetzt auch für Smartphones und Tablets. Demoam Walter-Stand.
Halle 1.2Stand C 19
Star Micronics – Walter Schweiz
FOKUS

Firma Name des Produkts Kurzbeschreibung des Produkts Halle, Stand
S.35Walter Schweiz AGwww.walter-tools.com
Walter GPS Navigation de dernière génération en matière d’outillage – maintenant aussi pour smartphones ettablets. Démonstration au stand Walter.
Halle 1.2Stand C 19
Weiss Schweiz GmbHwww.weiss-gmbh.ch
LinearmotorachseHN/HG
Die neuen Linearachsen HG sind ein typisches Weiss-Produkt: robust, langlebig und dank Direktan-trieb extrem dynamisch, genau und kompakt.
Halle 1.2Stand F 9
Wenk AGwww.wenk-ag.ch
Mazak QuickTurnNexus 200 II MSY
Revolverdrehmaschine mit angetriebenen Werkzeugen, Gegenspindel und Y-Achse, Stangendurch-lass: Stangen ø 65 mm.
Halle 1.1Stand C 18/D 19
● Wenk AGwww.wenk-ag.ch
Mazak Quick Turn 6G Drehmaschine mit Linearrevolver, 7000 U/min; Stangendurchlass für Stangen ø 32 mm; Kleinteile,Hartdrehen
Halle 1.1Stand C 18/D 19
● Wenk AGwww.wenk-ag.ch
KunzmannWF 600 MC
Universal-Fräs- und Bohrmaschine X, Y, Z-Achse: 600 x 400 x 400 mm. Halle 1.1Stand C 18/D 19
Willemin-Macodel SAwww.willemin-macodel.com
Bearbeitungszentrum408S2
Das Bearbeitungszentrum 408S2 ist mit einem Hochpräzisions-Doppelteilapparat ausgerüstet. DieMaschine ist für die Bearbeitung von komplexen prismatischen Werkstücken entwickelt wordenund bietet als Option eine Drehzahl bis zu 4000 min-1.
Halle 1.1StandB 4/C 3
Willemin-Macodel SAwww.willemin-macodel.com
Sortiment Das Sortiment des Schweizer Herstellers beinhaltet u. a.: 3-Achsen-BAZ für sehr hohe Präzision / 5-Simultan-Achsen-BAZ / Fräs- und Drehbearbeitungszentren für Rohlinge oder ab Stange mit Rück-seitenbearbeitungseinheit / Automation nach Bedarf.
Halle 1.1StandB 4/C 3
Walter Schweiz – Willemin-Macodel
S i c h e r h e i t s t e c h n i k f ü r d e n M a s c h i n e n b a u w w w . e u c h n e r . c h
Türgriff zur Absicherung von Schutzeinrichtungen
Sicher gegen Manipulation
Höchstes Sicherheitsniveau, PL e / Kategorie 4
Reihenschaltung von bis zu20 Geräten
Robustes Metallgehäuse
Abschließbar zum Schutz vor ungewolltem Stillstand
ESLTransponder codier tesSicherheitssystem
NEU
E U C H N E R A G I FA L K N I S S T R A S S E 9 A I C H - 7 3 2 0 S A R G A N S I 0 81 7 2 0 4 5 9 0 I I N F O @ E U C H N E R . C H
t e c h n i c a 4 . 2 0 1 4 PRÄZISIONSBEARBEITUNG 33FOKUS

34 PRÄZISIONSBEARBEITUNG 4 . 2 0 1 4 t e c h n i c a
as neue Klüberspeed BFP 42-32 leiteteine neue Generation von Spindellager-fetten ein. Speziell für die anspruchsvol-
le Schmierung von Maschinenkomponenten in derMikrotechnik entwickelt, ist das neue Hochge-schwindigkeits-Spindellagerfett für horizontale wieauch schräge oder vertikale Einbaulage mit sehrhohen Drehzahlkennwerten von bis zu 2,3 Mio.mm/min verwendbar. Basierend auf einem synthe-tischen Grundöl und einem Speziallithiumverdickerist Klüberspeed BFP 42-32 für die Anwendung so-wohl in Schrägkugellagern als auch in Hochge-schwindigkeits-Zylinderrollenlagern speziell in derMaterialpaarung Stahl/Keramik geeignet. Gegen-über herkömmlichen Spindellagerfetten bietet Klü-berspeed BFP 42-32 darüber hinaus eine deutlichverlängerte Lebensdauer.
Mit passgenauem Spezialschmierstoff Nachschmier-intervalle verlängern. «Werkzeugmaschinen sollendurch ihre möglichst hohe Bearbeitungsgeschwin-digkeit die Produktivität steigern, und dies beihöchster Präzision und Effizienz. Sie brauchen des-halb spezielle Schmierstoffe. Bei der Wahl des rich-tigen Schmierstoffs für die jeweiligen Anlagenbringen wir die Expertise aus vielen Jahren der en-
Dgen Zusammenarbeit mit OEMs ein», erklärt ErnstBurger, technischer Berater Maschinenbau bei Klü-ber Lubrication AG (Schweiz). «Mit einem passge-nauen Spezialschmierstoff lassen sich die Nach-schmierintervalle verlängern und gleichzeitig dieLeistungsfähigkeit und Präzision steigern. Zudemschonen Produkte zur Lebensdauer- und Minimal-mengenschmierung wertvolle Ressourcen und ver-mindern die Entsorgungsmenge.»
Der «KlüberEfficiencySupport». Neben seiner brei-ten Palette hochwertiger Schmierstoffkonzeptepräsentiert Klüber Lubrication sein umfangreichesServiceangebot. Die unter dem Namen «KlüberEf-ficiencySupport» kombinierten Services und Bera-tungsleistungen werden genau auf die Anforde-rungen und Aufgaben des jeweiligen Kunden ab-gestimmt und gehen deutlich über das eigentlicheSchmierungsthema hinaus. In enger Abstimmungmit dem Schmierstoffanwender arbeiten die Tribo-logieexperten von Klüber Lubrication an der syste-matischen Optimierung der Schmierungsprozessein der Anlage. Dazu gehören Services wie dieSchmierplanerstellung, Reinigung und Nach-schmierung, allgemeine Inspektionen sowieSchmierstoff- und Bauteilanalysen. Ziel aller Mass-nahmen ist die optimale Nutzung der Maschinenund des Know-hows der Mitarbeiter.
Klüber Lubrication mit hochwertigen Schmierstoffkonzepten für die Mikrotechnik
Passgenaue Lösungen für hohe Drehzahlen
Hochpräzise arbeitende Spindellager, Führungs- oder Spannsysteme und steigende Drehzahlen von Maschinen und Anlagen
erfordern multifunktionale, hocheffiziente Spezialschmierstoffe höchster Qualität. Seine umfangreiche Palette an hochwerti-
gen Schmierstoffkonzepten für die Mikrotechnik sowie sein umfangreiches Serviceangebot für eine effiziente Produktion
präsentiert der Tribologieexperte Klüber Lubrication auf der Siams.
8050 Zürich, 044 308 69 [email protected], www.klueber.com
Halle 1.2, Stand A 6
KLÜBER LUBRICATION AG (SCHWEIZ)
Klüber Lubrication zeigt in Moutier, wie der richti-ge Schmierstoff die Leistungsfähigkeit und Präzisi-on steigern kann. (Bild: Klüber Lubrification AG)
FOKUS
Affolter Technologies SA präsentiert seine neu-este Innovation. «Die Gear AF110 setzt in SachenFlexibilität, Präzision und Robustheit neue Mass-stäbe. Die Maschine ist auf die Bedürfnisse derMikromotor-Industrien zugeschnitten», berichtetMarc-Alain Affolter, Geschäftsführer des Schwei-zer Familienunternehmens. Die AF110 verarbeitetTeile mit einem Durchmesser von bis zu 40 mmund einem Modul von bis zu 1,0 mm und kom-plettiert damit die Gear-Produktlinie. Im Jahr2010 startete die Affolter-Forschungsabteilung inder Schweiz mit der Entwicklung der AF110. DasErgebnis ist das robusteste und gleichzeitig flexi-belste Verzahnungscenter auf dem Markt: «Ver-glichen mit der AF100 haben wir die Anpresskraftauf 1000 Newton verdoppelt. Sowohl Drehmo-ment als auch Steifheit der Spindeln wurden er-höht, die Y-Achse ist robuster und es gibt nur ei-ne bewegliche Klemmachse. All das optimiert dieStabilität und minimiert Vibrationen», erklärtMarc-Alain Affolter. Die AF110 hat dieselbeGrundfläche und dasselbe Volumen wie dieAF100 und ist damit sehr kompakt. Die Affolter-
Experten entwickeln zurzeit dieErweiterung «Unit 90»: Nach einerkurzen Umrüstung wird die AF110mit dieser Erweiterung – ab derzweiten Jahreshälfte 2014 – in derLage sein, Schneckenfräs-Arbeitendurchzuführen.
Affolter Technologies SA – flexibles Verzahnungscenter AF110
Affolter Technologies SA,2735 Malleray, 032 491 70 [email protected]
Halle 2.2, Stand A 1

t e c h n i c a 4 . 2 0 1 4 PRÄZISIONSBEARBEITUNG 35FOKUS
Für alle, die ihre Zerspanungsprozessenicht nur mit dem Smartphone planen,bringt Walter seine App «Tools & More»nun auch als Desktop-Version für Win-dows-PCs. Die App mit Schnittdaten-rechner und Wirtschaftlichkeitsrechnerwurde für IOS oder Android bereitsüber 50 000-mal heruntergeladen. Neusind nun eine optimierte Benutzerober-
fläche, Druck- und Exportfunktion undauch der Name: Aus «Tools & More»wird der «Zerspanungsrechner».Seit 2011 gibt es «Tools & More», seit-dem wurde die App über 50 000-malaus den App-Shops iTunes oder Googleplay heruntergeladen. Eine ganze Rei-he von Schnittdaten zum Fräsen, Boh-ren oder Drehen lässt sich damit exaktberechnen, darunter Drehmoment, An-triebsleistung und Zerspanungsvolumenoder Hauptzeit, Hauptschnittkraft undSpanungsdicke. Der integrierte Wirt-schaftlichkeitsrechner ermöglicht aucheinen unkomplizierten Vergleich zweierWerkzeuglösungen bezüglich Einspa-rungen und freier Maschinenkapazität.Walter reagiert nun auf Wünsche vonKunden, diese Funktionalitäten auchauf PCs nutzen zu können.Unter dem neuen Namen «Zerspa-nungsrechner» ist die Walter-App künf-tig auch als Desktop-Version für Win-dows-PC verfügbar, und zwar onlineund offline. Eine Offline-Variante lässtsich von der Website downloaden undauf einem Windows-PC installieren.
Walter AG – Ein Zerspa-nungsrechner für alle
Walter (Schweiz) AG, 4501 Solothurn032 617 40 [email protected]
Halle 1.2, Stand C 19
Auf der Siams zeigt die Axnum AG, mit Sitz inBiel-Bienne, mit der L-Box einen leistungsstarkenMarkierungslaser für die Beschriftung von Bau-teilen. Dieser kann sämtliche Stahlsorten sowieAluminium, Gold, Silber, Platin oder Titan bear-beiten. Die L-Box ist für Einzelarbeitsplätze kon-zipiert und eignet sich insbesondere als wirt-schaftliche Einstiegslösung für kleinste bis mit-telgrosse Serien oder für Werkstätten. Das neu-este Modell dieser Serie verfügt über eine deut-lich kompaktere Bauweise bei einem grösserenArbeitsraum als der Vorgänger. Es lassen sichWerkstücke mit einer Höhe bis zu 235 Millimeterund einer maximalen Länge von 440 Millimeter
beschriften. Axnum präsentiert zudem Drehmo-dule, die in sechs verschiedenen Versionen er-hältlich sind. Das kleinste Modell erreicht einDrehmoment von 1,8 Newtonmeter, die grössteVersion 550 Newtonmeter.Die Drehmodule eignen sich als Rundtisch-Antriebe zum Beispiel in Sondermaschinen fürdie Automation, in automatischen Zellen oderProduktionsanlagen. Sie sind robust und mitDirektantrieb ausgestattet. Und weil dieser ohneGetriebe funktioniert, erhält der Anwendereine hochdynamische und gleichzeitig sehrpräzise Lösung für Dreh- und Positionierauf-gaben.
Axnum – leistungstarke Markierungslaser
Axnum AG,2504 Biel032 343 30 [email protected],www.axnum.ch
Halle 1.1,Stand D 17

36 PRÄZISIONSBEARBEITUNG 4 . 2 0 1 4 t e c h n i c a
FOKUS
Die aktuellste Ergän-zung zum Produkt-portfolio des schwei-zerischen HerstellersLNS Group ist der Ex-press 112. Die Ent-wicklung dieser Stan-genladeeinrichtungsei das direkte Resul-tat einer detaillier-ten Marktanalyse,erklärt das Unter-
nehmen. «Der Express 112 ist innovativ und auf die Ansprüche der Luxus- undHochpräzisionsindustrien sowie der Medizintechnik-, Elektronik- und Konnek-tor-Industrien zugeschnitten. Er kann Stangen mit einem Durchmesser von 0,8bis 12 Millimeter verarbeiten», erklärt Yann Jakob, Verkaufsdirektor für West-europa.Der Express 112 besticht durch seine Kompaktheit: Die Maschine kann von derSeite mit Stangen bestückt werden und ist dadurch nur unwesentlich längerals die maximale Stangenlänge. Zwei patentierte Innovationen garantierenauch bei hohen Drehzahlen eine exzellente Leistung. Der Express 112 ist äus-serst zuverlässig und kann Stangen von unterschiedlicher Länge verarbeiten.Das seitlich angebrachte Lademagazin hat genügend Platz für 30 Stangen.Der Express 112 ergänzt die Tryton-Produktserie und bietet denselben Levelan Leistung und Zuverlässigkeit. Die vor allem für die europäischen Märkteentwickelte Stangenladeeinrichtung ist leicht zu installieren und zu bedienen,weil es keine mechanische Verbindung zur Drehspindel gibt.
LNS – Stangenladegerät Express 112
LNS Group, 2534 Orvin, 032 358 02 [email protected], www.lns-group.com
Halle 1.1, Stand A 6/B 5
Doosan erweitert seine LYNX-Serie mit der neuen CNC-Drehmaschine Lynx 220LSYA.Als Ergänzung der hochpro-duktiven Drehzentren in der«Kompaktklasse» gibt es absofort die LYNX 220 vonDoosan auch in der Kombi-nation mit Y-Achse und Ge-genspindel. Somit ist dieseBaureihe durchgehend vonder 2-Achs-Drehmaschine biszum 6-Achs-Drehzentrum lie-
ferbar. Die Haupt- und Gegenspindel der neuen Lynx 220LSYA verfügen übervollwertige C-Achsen (Auflösung 0,001°), der Verfahrweg der Y-Achse be-trägt dabei 105 mm (+/– 52,5 mm). Als Steuerung kommt eine Fanuc CNC-Steuerung der i-Serie zum Einsatz, welche bis zu 4 Achsen simultan steuernkann und durch eine starke Leistungsfähigkeit und Zuverlässigkeit über-zeugt.Die Maschine ermöglicht mit dem stabilen BMT-45-Revolver mit seinen 24Stationen, in Verbindung mit den angetriebenen Werkzeugen, die Herstel-lung komplexester Bauteile ohne aufwendige Zusatzarbeiten. Mit Dreh-durchmessern von max. 300 mm und Drehlängen von max. 510 mm findetder Anwender ein voll modular ausbaubares Universaldrehzentrum, welchesin Bezug auf Kompaktheit und Preis-Leistung seinesgleichen sucht. Reim-mann – exklusiver Vertriebs- und Servicepartner von Doosan für die Schweiz– wird dieses linear geführte Drehzentrum erstmalig auf der SIAMS der Öf-fentlichkeit präsentieren.
Doosan mit neuer 6-Achsen-CNC-Drehmaschine
Reimmann AG Werkzeugmaschinen, 8617 Mönchaltorf, 044 949 49 [email protected], www.reimmann.ch
Halle 1.1, Stand B 20
Agie Charmilles Sales Ltdwird an der Siams die Draht-erodiermaschine CUT 1000Oiltec und das Hochge-schwindigkeitsfräs-ZentrumHSM 200U LP vorführen.Beide Maschinen vereinenPräzision auf kleinstemRaum und eignen sich durchihre zuverlässige Wiederhol-barkeit ideal für die Serien-fertigung von kleinen Tei-len.Mikroelektronik, Medizin-technik, Uhrenindustrie oder
kleinste Bauteile – immer sind Wandstärken, Schlitze und Innenradien vonkleinstem Ausmass und feinste Oberflächengüten gefragt. Die CUT 1000 Oil-Tech ist nicht nur die präziseste Drahterosionsmaschine der Welt, sie lässtsich mit ihrem integrierten Drahtwechselsystem auch äusserst kostengünstigfür automatische Fertigungsabläufe bei Serien einsetzen. Unterstützendwirkt dabei das Öl als Dielektrikum, da Werkstücke im Automatikbetriebüber längere Zeit im Dielektrikumbad bleiben können ohne zu korrodieren.Form- und Positioniergenauigkeit, starkes Drehmoment, spiegelnde Oberflä-chen und kleinste Geometrien sind die meistgenannten Anforderungen aneine Hochgeschwindigkeitsfräsmaschine, wenn komplexe Teile aus Titan-oder Kobaltchrom, aus pulvermetallurgischen Werkzeugstählen sowie Elek-troden aus Wolfram-Kupfer oder Graphit gefertigt werden müssen. Anfor-derungen, die das Bearbeitungs-Zentrum Mikron 200U LP spielend bewältigtund dank zuverlässiger Wiederholbarkeit darüber hinaus ideal geeignet ist,hohe Stückzahlen von Werkstücken zu produzieren.
Agie Charmilles – Präzision auf kleinstem Raum
Agie Charmilles Sales, 6616 Losone, 091 806 90 [email protected], www.gfms.com/ch
Halle 1.0, Stand B 5
Fehlmann AG präsentiert diekomplett neu entwickelte Fräsma-schine Fehlmann Picomax 56 Topmit neuartigem, patentiertem,Bedienungskonzept, welches den3-Achs-CNC als auch den manuel-len Betrieb über elektromechani-schen Bohrhebel und die beidenHandräder vereint. Fräs-, Bohr-und Gewindeschneidarbeiten anEinzelteilen und Kleinserien wer-den ohne zeitaufwendiges Pro-grammieren schnell, sicher undeffizient ausgeführt. Die Maschi-ne kann nach kürzester Einarbei-tungszeit auch ohne Program-mierkenntnisse effizient genutzt
werden. Diese moderne und leistungsfähige Werkzeugmaschine ist ideal fürdie Teilefertigung, den Prototypen- und Vorrichtungsbau sowie den Ausbil-dungsbereich.Sie bietet in der Grundausführung eine volldigitale Heidenhain TNC 620, ei-ne flüssigkeitsgekühlte, drehmomentstarke Fehlmann-Motorspindel für dasuniverselle Fräsen bis 12000 U/min sowie ZS-interpoliertes Gewindeschnei-den, 3D-Fräsen, Ausdrehen und mehr. Auch der Einsatz des optionalen auto-matischen Werkzeugwechslers mit 20 oder 30 Plätzen, einer 4. CNC-Achsesowie weitere sinnvolle Optionen werden angeboten. In Moutier wird auchdie handliche Präzisions-Koordinatenbohr-/Fräsmaschine Fehlmann Picomax20-M (mit Vorschubtisch) gezeigt für eine wirtschaftliche Herstellung vonpräzisen Einzelteilen und Kleinserien. Mit klarem Konzept und einfachsterBedienung. Äusserst vielseitig einsetzbar: Ausbildungsabteilungen, Labors,in der Prototypenfertigung, im Sondermaschinenbau bis zum Werkzeugbau.
Fehlmann Picomax 56 Top
Fehlmann AG Maschinenfabrik, 5703 Seon, 062 769 11 [email protected], www.fehlmann.com
Halle 1.1, Stand E 5

t e c h n i c a 4 . 2 0 1 4 Werkzeugmaschinen ● WERKZEUGMASCHINEN UND WERKZEUGE 37
«Man erwartet von uns pfiffige Ideen»
err Zehnder, wenn Sie einen Vortrag halten könn-ten vor Leuten aus der Fertigungsbranche, welchesThema würden Sie wählen?Dass die Kunden sich überlegen, in welchen Märkten sie
in den nächsten Jahren erfolgreich sein können und wie sie das anstel-len müssten. Dabei spielt die Konzentration auf die Kernkompetenzeneine grosse Rolle. Das bedeutet dann oft eine Abkehr von der Aussage:«Das habe ich schon 20 Jahre gemacht, das mache ich nun weiterhin.»Ich glaube daran, dass Firmen mit einem Fokus langfristig konkurrenz-fähig Teile herstellen können.
Analysieren Sie für Kunden deren Kompetenzen?Ja, denn wir sehen uns auch als Sparringpartner unserer Kunden undunterstützen sie bei der Analyse, wo sie weitere Produktivitätsfortschrit-te erreichen könnten. Wir sind kein Firmenberater, aber alleine um den
Maschinenverkauf geht es uns nicht. Da sind viele zusätzliche Fragenzu beantworten wie zum Beispiel: Wie führe ich Material zu? Wie span-ne ich? Oder ganz allgemein: Wie automatisiere ich? Der Kunde erwar-tet sogar von uns, dass er pfiffige Ideen bekommt oder zwischendurchauch Rückfragen, um sich zu überlegen, wo seine Stärken sind und wieer sie hervorholen kann.
Sie glauben also an den Schweizer Markt?Das ist so. Und dass wir hier in Eschenbach neu gebaut haben, ist si-cherlich auch als Bekenntnis dafür zu verstehen.
Der Umzug nach Eschenbach fand vor ein paar Monaten statt:Was ist der grösste und angenehmste Unterschied zum vorheri-gen Standort in Rotkreuz?Wir können jetzt komplette Lösungen schneller abwickeln und >>
H
Interview mit Pirmin Zehnder, Geschäftsführer und Inhaber der Newemag in Eschenbach
E U G E N A L B I S S E R , C H E F R E D A K T O R T E C H N I C A
Um besser auf die Marktbedürfnisse reagieren zu können, hat der Werkzeugmaschinen-
händler Newemag seinen Firmensitz von Rotkreuz nach Eschenbach verlegt. Am Tag der
offenen Tür erklärte Geschäftsführer und Inhaber Pirmin Zehnder der technica, wie er die
Herausforderung der Schweizer Fertigungsindustrie sieht, wie seine Firma dabei helfen
kann – und auch warum Newemag ein beliebter Name ist. Von Eugen Albisser
Pirmin Zehnder und Janine Ott (neu fürdie Kommunikation zuständig) voreiner Miyano BNA-42 MSY, die an derSiams zu sehen sein wird.
(Bild: Eugen Albisser)
FACHBERICHTE
38 WERKZEUGMASCHINEN UND WERKZEUGE ● Werkzeugmaschinen 4 . 2 0 1 4 t e c h n i c a
dies wiederum ist ein Marktbedürfnis. Man er-wartet heute, dass die bereits bestehende Lö-sung bis zur Auswechslung einsetzbar ist. Wirkönnen die neue Anlage hier intern aufbauenund in Betrieb nehmen. Für den Kunden heisstdies später: Bei ihm kommt die alte Maschineam ersten Tag raus, am zweiten die neue rein,am dritten Tag wird bereits produziert. Das mussder Anspruch sein.
Ein neues Zuhause, eine neue Webpagehaben sie inzwischen auch: Was kommt alsNächstes?Dieses Jahr wird uns sicher noch beschäftigen,wie wir das Nutzen der Möglichkeiten im Ge-bäude optimieren können. Das wird uns diesesJahr noch beschäftigen. Zum anderen sind wirganz einfach sehr aktiv am Markt, und wir wol-len mit Frau Janine Ott, die neu für die Kommu-nikation zuständig ist, ein Bekenntnis zum Mar-keting machen, um dies besser vom Tagesge-schäft zu entkoppeln.
Bald werden Sie auch auf der Messe Siamssein, die Messe der Produktionsmittel derMikrotechnik. Sehen Sie hier einen be-stimmten Trend, wenn Sie Maschinen ver-kaufen?Hier kommt immer wieder die Forderung, dassman fertige Teile herstellen kann. Dass man alsonicht auf anderen Maschinen die Teile nochmalseinspannen muss, sondern Fertigteile produzie-ren kann. Ein Rohteil rein, ein Fertigteil raus undhöchstens noch die Oberfläche bearbeiten. Sol-che Maschinen bieten wir an z. B. die sehr kom-pakten Drehmaschinen von Miyano oder die tur-boschnellen Fräszentren von Brother.
Was werden Sie auf der Siams zeigen?Wir werden zwei Brother-Bearbeitungszentren zeigenund eine Miyano-Drehmaschine, die für diesen Markt,also für die Feinmechanik, wie zugeschnitten ist.
Die Miyano BNA-42 MSY?Eine Maschine, die mit Gegenspindel, Y-Achseund einem fixen Gegenhalter für die erweiterteRückseitenbearbeitung die bekannten Merkmaleder beiden anderen BNA-Modelle vereint: starkreduzierte Nebenzeiten und somit geringereStück- und Zykluszeiten. Die BNA-Serie von Mi-yano könnte man auch als ein Synonym für dieProduktivitätssteigerung bezeichnen.
Ich würde Ihnen gerne noch ein paar Stich-worte sagen, auf die Sie eine kurze Ant-wort geben können: Die Messe Siams?Eine ganz wichtige Messe, an der wir immer teil-nehmen.
Newemag?Bald 40 Jahre Qualität am Markt und das wollenwir so auch weiterführen.
Schneider mc SA?Unser ganz wichtiger Standort in der Süd-West-romandie, also an der Pforte des «Uhren Val-ley», wo wir momentan auch eine Ausstellungvon Maschinen für die Branche am Laufen ha-ben.
Service und Support?Damit können wir uns unterscheiden vom Mit-bewerber, 50 % unserer Mitarbeiter arbeiten imService, was wir als ein klares Bekenntnis dafürsehen.
Sie haben heute, am Tag dieses Gesprächs,einen Tag der offenen Tür. Hat Sie eigent-lich jemand von den Gästen gefragt, wasder Name Newemag bedeutet?Nein Herr Huber hat die Firma 1975 gegründetund sie abgekürzt Neue WerkzeugmaschinenAG getauft. So einen Namen, der bekannt ist,wechselt man dann später nicht zum Beispielauf Zehnder AG. Und es ist – wie wir bemerkten– auch ein beliebter Name: Man wollte ihn unssogar einmal abkaufen, denn Englisch ausge-sprochen hört es sich ja etwa an wie New-E-Mag, ein äusserst moderner Name also (lacht).
Die Newemag | Schneider mc SA gehört zu denführenden Anbietern von Werkzeugmaschinen inder Schweiz. Ihr Angebot umfasst Dreh- und Fräs-maschinen bis zu Bearbeitungszentren mit 5-Ach-senbearbeitung mit der Möglichkeit der Simul-tan-Bearbeitung. Die Werkzeugmaschinen sind inden unterschiedlichsten technischen Bereicheneinsetzbar, insbesondere in der Medizinal- undUhrenbranche. Zu den vertretenen Marken gehö-ren Brother, Hedelius, Hyundai Wia, Matsuura,Miyano, Nexturn, Niigata.
Newemag | Schneider mc SA
6274 Eschenbach, 041 798 31 [email protected], www.newemag.chSiams: Halle 1.1, Stand B 8/C 7
NEWEMAG
www.connexch.com
CONNEX AG, CH-6260 Reiden
Tel. +41 62 749 30 30
Reaktion auf
Einpresskraft
Tangentialkraft
Flächenpressung
Tange
Fl
Spannbuchsen… hohe Sitzfestigkeit
Spannstifte… auch mit Innengewinde

ie vertikale Pick-up-Drehmaschine VL 8für Werkstücke konnte auf einer Basisaufgebaut werden, die sich sehen las-
sen kann. Denn der Maschinenbauer EMAG über-trug die Vorteile ihrer VL-Baureihe direkt auf dieseMaschine, die auf Bauteile bis 400 MillimeterDurchmesser ausgelegt ist. Das bedeutet konkret:Innerhalb eines geschlossenen Produktionsablaufswerden verschiedene Dreh- und Fräsprozesse voll-zogen; die integrierte Automation sichert dabeischnelle Abläufe; und gleichzeitig garantiert dievertikale Bauweise ein hohes Mass an Prozess-sicherheit, weil der Spänefall keinerlei Problemebereitet. Die «Folgen» dieser Konstruktion zeigensich zumeist bereits nach kurzer Zeit im Einsatz:Lohnfertiger oder Zulieferer profitieren von kurzenNebenzeiten, hoher Qualität und sinkenden Stück-kosten. Die VL 8 wird zu einem echten Kostenkillerzum Beispiel in der Nutzfahrzeugproduktion.
Bewährter Grundaufbau – optimales Preis-Leis-tungs-Verhältnis. Der Grundaufbau der VL 8 orien-tiert sich an der erfolgreichen VL-Reihe. StabilerMaschinenaufbau, dynamische Achsen und eineeinfache Bedienung prägen diese Maschinen. Da-
Dzu basieren sie auf einem völlig neuen Maschinen-konzept, bei dem verschiedene Fertigungstechno-logien für die Weich- und Hartbearbeitung zu ei-nem sehr guten Preis-Leistungs-Verhältnis einge-setzt werden. Diese Haupt-Komponenten sorgenbei der VL 8 für einen effektiven Ablauf:• Basis ist ein Grundkörper aus dem Polymerbeton
Mineralit. Er garantiert schwingungsarme Abläu-fe und sichert somit lange Werkzeugstandzeitenund eine sehr hohe Bearbeitungsqualität.
• An der Vorderseite des Grundkörpers befindetsich ein Kreuzschlitten, der die vertikale Haupt-spindel trägt. Sie verfährt sehr dynamisch in denAchsen Z und X.
• Bei einem Futterdurchmesser von 500 Millime-tern nimmt die Pick-up-Spindel Werkstücke biszu einem Durchmesser von 400 Millimetern auf.
• Für die Bearbeitung stehen an der Hauptspindel60 kW Antriebsleistung und bis 1220 NmDrehmoment zur Verfügung. Sie dreht mit einerGeschwindigkeit von bis 2850 min-1.
• Der Revolver trägt 12 Dreh- oder wahlweise12 angetriebene Bohr- und Fräswerkzeuge.
• Die Werkstückzuführung erfolgt durch einFörderband mit Schlepprahmen, die über eineNC-Achse positioniert werden.
Die Pick-up-Spindel entnimmt die Bauteile vomseitlichen Transportband und führt sie dem Ar-beitsraum zu – kurze Wege sorgen dabei für kurzeSpan-zu-Span-Zeiten. Gleichzeitig ist der spanendeBearbeitungsprozess am Bauteil äusserst flexibelmit einer Vielzahl von Werkzeugen planbar. Zu-sätzlich können zwei Maschinen und eine Wende-station zu einer flexiblen Fertigungszelle zusam-mengefügt werden - etwa um die erste und zwei-te Seite eines Bauteils komplett in einem Ablauf zubearbeiten. Und: Durch die Integration einer Y-Achse in den Werkzeugrevolver lässt sich aucheine sehr komplexe Geometrie «ausserhalb derMitte» bearbeiten.
Präzision mit eingebaut. Für eine hohe Genauigkeitbei der spanenden Bearbeitung sorgen in beson-derem Masse weitere Details der Maschine. Bei-spiel Spindel: Kurze Lagerabstände, Präzisions-schulterlager in einer Tandem-O-Tandem- Anord-nung und Stützlager am Spindelende mit Längen-ausgleich führen zu einer besonders steifen Kon-struktion – eine wichtige Grundvoraussetzung >>
EMAGs vertikale Pick-up-Drehmaschine VL 8 für Werkstücke bis 400 Millimeter Durchmesser
Die Stückkosten gezielt absenken
Hinter der Herstellung von besonders schweren und massiven Teilen steht eine
besondere Fragestellung: Wie kann ein grosses Futterteil zugleich hochpräzise und
wirtschaftlich bearbeitet werden – sorgt das anspruchsvolle Bauteil-Handling nicht
für langsame Produktionsabläufe? Mit der vertikalen Pick-up-Drehmaschine VL 8
für Werkstücke bis 400 Millimeter Durchmesser geben die Maschinenbauer von
EMAG die Antwort.
t e c h n i c a 4 . 2 0 1 4 Werkzeugmaschinen ● WERKZEUGMASCHINEN UND WERKZEUGE 39
Bei der Produktion von grösseren Werkstücken –beispielsweise für den Antriebsstrang vonLkw – sorgt das vertikale Drehzentrum VL 8 fürLeistungssprünge. (Bilder: EMAG)

40 WERKZEUGMASCHINEN UND WERKZEUGE ● Werkzeugmaschinen 4 . 2 0 1 4 t e c h n i c a
für mikrometer-genaue Drehprozesse. Für zusätzli-che Genauigkeit lässt sich zudem ein Prüfprozessin den Ablauf integrieren: Der Messtaster wird aus-serhalb des Arbeitsraums installiert und erfasst dasWerkstück noch im gespannten Zustand. EtwaigeKorrekturdaten werden direkt in die CNC-Steue-rung eingelesen und im Produktionsablauf umge-setzt. Auf diese Weise ist eine gleichbleibende undhohe Präzision auch im automatischen Betrieb im-mer garantiert. Weitere Pluspunkte für die Nutz-fahrzeug-Produktion zeigen sich nicht zuletzt bei
der Bedienung und Steuerung der Maschine. Sosind alle Serviceeinheiten frei zugänglich. Zudemist auch der Werkzeugwechsel einfach durchführ-bar – der Abstand des Bedieners zum Revolverbeträgt nur 400 Millimeter.Grundsätzlich setzen die Maschinenbauer vonEMAG auf bewährte Komponenten und Baugrup-pen, die als Standard in der Fertigungsindustriegelten. Auf dieser Basis kann die VL 8 innerhalbweniger Wochen zur Verfügung gestellt werden.Zudem punktet die Anlage mit dem angesproche-
nen guten Preis-Leistungs-Verhältnis. Bei der VL 8kommen also alle Faktoren zusammen, die für sin-kende Stückkosten in der Nutzfahrzeugproduktionsorgen: niedrige Investitionskosten, flexible undschnelle Produktionsabläufe sowie ein stabilerMaschinenaufbau. ●
DE-73084 Salach, +49 7162 [email protected], www.emag.com
EMAG HOLDING GMBH
Per Transportband und flexiblen Schlepprahmen gelangen die Werkstücke zur Pick-up-Station. Der Rüstaufwand bei unterschiedlichen Werkstückdurchmessernist minimal.
Antrieb durch Gewindetechnik
AMSLER
AMSLER & CO. AG www.amsler.chLindenstrasse 16, 8245 Feuerthalenfon 052 647 36 36, fax 052 647 36 37, [email protected]
TrapezgewindespindelnVom Standard Produkt bis zur Lösung nach Ihrer Zeichnung.
Kurze Lieferzeiten.
Alle Operationenaus einer Hand
DIAMETAL AG/SASolothurnstrasse 136 · 2500 CH-Biel/Bienne 6Tel. +41 (0)32 344 33 33 · Fax +41 (0)32 344 33 44 [email protected] · www.diametal.com

Halle 1.2, Stand A6
Spezialschmierstoffe
für höhere
Produktivität
your global specialist
Extreme Belastungen, anspruchsvolle
Materialien, optimale Leistung: Wenn es
darum geht, die Grenzen des Machbaren zu
verschieben, sind Schmierstofflösungen von
Klüber Lubrication gefragt.
Unsere Experten entwickeln in enger Ko-
operation mit unseren Kunden zukunfts-
weisende Konzepte für neue Technologien
und Spitzenleistungen für hochbelastete
Werkzeugmaschinen. Zum Beispiel Spin-
dellagerfette für sehr hohe Drehzahlen
oder Spezialöle für Bettbahnen und zentral
geschmierte Linearantriebe.
Klüber Lubrication: Über 80 Jahre Erfah-
rung und professionelle Dienstleistungen
für Ihren Erfolg.
Klüber Lubrication AG (Schweiz)[email protected] / www.klueber.ch
err Fross, Sie haben kürzlich zusam-men mit vielen Kunden das60-Jahr-Jubiläum gefeiert. Was
denken Sie, wird den Gästen vor allem inErinnerung bleiben?Wir hoffen, dass die Hommage an den verstorbenenFirmengründer Josef Binkert allen nochmals seineLeistung und sein Lebenswerk in Erinnerung gerufenhat, ebenso die Leistungen von seiner Frau und jetzi-gen Verwaltungsratspräsidentin Paulette Binkert.Ebenso hoffen wir, dass unsere Gäste den neuenGeist, die neue Dynamik und die aktive Vorwärtsbe-wegung bei der Josef Binkert AG spüren konnten.
Und was wird Ihnen persönlich bleibenvom Jubiläum?Die zahlreichen Gäste und das grosse Interesse anunserem Jubiläum hat uns sehr beeindruckt unduns bestärkt, dass wir auf dem richtigen Weg sind.Der Besuch von Dr. Masahiko Mori und seine Wür-digung der Leistungen der Josef Binkert AG wer-den uns ebenfalls in guter Erinnerung bleiben.
Eine überraschende Ankündigung amAnlass war, dass die Josef Binkert AG auch inder französischen Schweiz eine Niederlassunggründen wird. Warum kommt es zu diesemSchritt?Um die für uns wichtige Kundennähe auch in derWestschweiz richtig zu zelebrieren, haben wir be-
H
schlossen einen Standort in der Romandie zu eröff-nen. Der Westschweizer Standort wird permanentvon einem Anwendungstechniker betreut sein, zu-dem werden unsere Westschweizer Verkäufer undServicetechniker diesen ebenfalls nutzen können.
Werden Sie dort auch Maschinen ausstellen?Ja, einerseits werden wir neu Werkzeugmaschinenin der Romandie ausstellen können und somit wirdes uns zukünftig auch möglich sein, vor der Haus-türe unserer Westschweizer Kunden Maschinen-vorführungen und Test Cuts durchführen zu kön-nen. Wir sind davon überzeugt, dass unsere West-schweizer Kunden es schätzen werden, dass sienicht mehr den langen Weg nach Wallisellen inKauf nehmen müssen.Andererseits ist geplant, dass wir hinsichtlich derbestehenden Sprachbarriere weiter Know-how amWestschweizer Standort aufbauen, beispielsweiseim Bereich der Technischen Kundenberater.
Ein Standort in der Romandie bietet auch Vor-teile bei der Personalrekrutierung.Tatsächlich wird es immer schwieriger auf dem Ar-beitsmarkt Fachkräfte zu rekrutieren, die nebstDeutsch und Englisch auch fliessend Französischsprechen und ihren Wohnort idealerweise imRaum Zürich haben. Der neue Standort gibt unsbei der Personalrekrutierung sowie unserer Organi-sation wesentlich mehr Flexibilität und Möglichkei-ten bei der Entscheidungsfindung. Mit dem neuenStandort in der Westschweiz wollen wir unsereWestschweizer Kunden von Westschweizer Mitar-beitern direkt in der Westschweiz empfangen.
Ist der Standort schon bekannt?Leider haben wir den Standort noch nicht gefun-den. Die bisher besichtigten Objekte waren entwe-der bereits vergeben oder genügten unseren An-sprüchen nicht. Um für alle Westschweizer Kundenmöglichst einfach erreichbar zu sein, versuchen wirmöglichst zentral in der Romandie einen Standortzu finden. Die Eröffnung soll noch im 2014 statt-finden.
Mit Neuigkeiten wird bei Josef Binkert AG indiesem Jahr nicht gespart. Sie haben seit Fe-bruar zum Beispiel eine neue Vertretung.Ja, da haben wir den baskischen Hersteller vonFahrständermaschinen in unser Programm aufge-nommen. Mit Ibarmia können wir unser >>
Interview mit Alexander Fross, Geschäftsführer der Josef Binkert AG
E U G E N A L B I S S E R , C H E F R E D A K T O R T E C H N I C A
«Weiteres Know-how in der
Romandie aufbauen»
Agil und jung startet die Josef Binkert AG ins 60. Unternehmensjahr. Hinzugekom-
men ist eine neue Vertretung und noch dieses Jahr soll ein Standort in der West-
schweiz aufgebaut werden. Da gratuliert selbst der Präsident von Mori Seiki.
t e c h n i c a 4 . 2 0 1 4 Werkzeugmaschinen ● WERKZEUGMASCHINEN UND WERKZEUGE 41
Alexander Fross (hier bei der Ansprache am Jubilä-umsfest): «Um die für uns wichtige Kundennäheauch in der Westschweiz richtig zu zelebrieren, ha-ben wir beschlossen, einen Standort in der Ro-mandie zu eröffnen.» (Bilder: Elza Oberholzer)

Produkteportfolio optimal ergänzen. Wir sehen be-reits jetzt eine rege Nachfrage nach diesen hochmo-dernen und sehr präzisen Anlagen. Ein Besuch beiIbarmia im Februar 2014 hat uns überdies die Pro-fessionalität bei der Entwicklung und Herstellungvon Werkzeugmaschinen aufgezeigt. Ebenso konn-ten wir hautnah miterleben, wie stark das Basken-land vom Werkzeugmaschinenbau und dessen Tra-dition geprägt ist. Dies war sehr eindrücklich.
Wie sehen Sie die Chancen der Ibarmia-Maschinen im Schweizer Markt?Bei dem interessanten Preis-/Leistungsverhältnis se-hen wir sehr gute Chancen, um gegen die Konkur-renz bestehen zu können, nicht zuletzt auch, weileine Ibarmia-Maschine neu zusammen mit unserenDienstleistungen und unseren Servicequalitätenverkauft wird.Ansonsten sind wir natürlich bestrebt uns so profes-sionell wie möglich im Markt zu platzieren. Dazu ge-hört auch ein neues Logo, das die neue Dynamik undProfessionalität widerspiegelt. Die Einführung desneuen Logos wird mit der Aufschaltung der neuenWebseite im Sommer 2014 abgeschlossen sein. Neuwerden sich unsere Kunden über unsere Webseitesehr ausführlich über unsere Dienstleistungen undunsere Produkte informieren können.
Wird es auch auf der Siams Neuheiten zusehen geben?Für die Siams können wir leider einmal nicht mit ei-
ner Neuheit auftrumpfen. Für uns ist wichtig, dasswir als Vertreter von Werkzeugmaschinen an der Si-ams präsent sind und einmal mehr den Messebesu-chern unser Produkteportfolio präsentieren können.
Der Präsident von DMG Mori Seiki Co. Japan,Herr Dr. Masahiko Mori, hat ebenfalls anihren Feierlichkeiten teilgenommen.Ist das nicht aussergewöhnlich?Ja, das war aussergewöhnlich – wir reden aberauch über unser 60-jähriges Bestehen. Wir konn-ten bereits im Juni 2013 Herr Dr. Masahiko Mori,bei einem unserer Besuche in Japan, zu unserenFeierlichkeiten einladen. Es hat uns sehr gefreut,dass er sich die Zeit für uns genommen hat. Dieszeigt auch auf, wie eng die Verbundenheit zwi-schen Binkert und Mori Seiki aufgrund der 37-jäh-rigen Partnerschaft ist.Die Würdigung seitens Herr Dr. Masahiko Mori be-züglich der intensiven Zusammenarbeit zwischenMori Seiki und Binkert, die über die letzten Jahr-zehnte zu Produktverbesserungen führte und auchNeuentwicklungen förderte, hat uns sehr gefreut.
Apropos Mori Seiki: DMG Mori baut momen-tan in Winterthur an der Europazentrale.Hat dies für die Josef Binkert AG – mitMori Seiki im Verkaufsprogramm – kurz- oderlängerfristig Folgen?Unsere Rolle als Vertreter von Mori Seiki bleibt un-verändert. Ob nun DMG Mori Seiki von Dübendorf
oder von Winterthur aus agiert, verändert für unsnichts. Die operative DMG Ländergesellschaft inder Schweiz bleibt die gleiche, einfach an einemanderen Standort. Zum Konkurrenzverhältnis kön-nen wir sagen, es belebt den Markt und die Inno-vation beider Konkurrenten und treibt uns täglichan, Höchstleistungen zu erbringen. Auch aus Kun-densicht befürworten wir diese Art der Konkur-renz. Auf diese Weise sind wir mit unseren Leistun-gen für unsere Kunden 1:1 vergleichbar, und derKunde kann einfacher abschätzen, welchen Mehr-wert er durch eine Partnerschaft mit Binkert erhält.
Wie würden Sie diesen Mehrwert benennen?Die Vergangenheit hat uns gezeigt, dass es für denKunden durchaus grosse Vorteile gibt, wenn nicht di-rekt beim Hersteller eingekauft wird. Wir als Händlerkönnen bei Schwierigkeiten und verändertem Umfeldeigenständig reagieren und uns anpassen, um demKunden weiterhin die gleichen Leistungen anbietenzu können. Zudem haben wir als Schweizer Mori Sei-ki-Vertretung denselben Zugang zu Mori Seiki-Ingeni-euren und -Technikern wie die Ländergesellschaftselbst, dem stehen wir in nichts nach.Wir sehen uns als Bindeglied zwischen dem Kun-den und dem Hersteller, als Vermittler bei Schwie-rigkeiten und als Dämpfer bei Veränderungen imwirtschaftlichen Umfeld. Für uns ist jeder Kundeein bedeutender Kunde. ●
Die Firma Josef Binkert wurde 1954 mit Standortan der Bahnhofstrasse (!) in Zürich gegründet. Sievertritt heute die Werkzeugmaschinen fürs Dre-hen, Fräsen und Schleifen von Abene, ColchesterHarrison, Dixi Machines, Geminis, Huron, Kira,Mori Seiki, Tsugami, Okamoto.
Die Firma
8304 Wallisellen, 044 832 55 [email protected]: Halle 1.1, Stand B 22/C 23
JOSEF BINKERT AG
Gäste bei derAnsprache und VR-Präsidentin PauletteBinkert und Präsi-dent Mori SeikiDr. Masahiko Mori.
42 WERKZEUGMASCHINEN UND WERKZEUGE ● Werkzeugmaschinen 4 . 2 0 1 4 t e c h n i c a
Certificate of Advanced Studies
CAS Finanzmanagement für Nicht-FinanzfachleuteStart: 13. Juni 2014www.hslu.ch/nicht-finanzfachleute
Certificate of Advanced Studies
CAS Finanzmathematik und StatistikStart: 3. September 2014www.hslu.ch/mathematik-statistik

t e c h n i c a 4 . 2 0 1 4 Werkzeugmaschinen ● WERKZEUGMASCHINEN UND WERKZEUGE 43
m ersten Moment bestimmt das Designeines Produktes die Wahrnehmung undWertschätzung des Kunden. Allein
schon aus diesem Blickwinkel hat DMG Mori mitdem neuen, gemeinsamen Design vieles richtig ge-macht. Und das neue Design dürfte die Kundenauch durch die Summe der Details überzeugen.Optik, Haptik, Ergonomie und Materialien spielendabei ebenso eine Rolle wie Bedienbarkeit undServicefreundlichkeit. Grosse Sicherheitsfenstersorgen für maximale Sicht in den Arbeitsraum zurbesseren Überwachung des Fertigungsprozesses.Die Zugänge und der Innenraum sind so gestaltet,dass Bediener einfach an den Arbeitsbereich kom-men und im Prozess ein optimaler Spänefall sicher-gestellt ist. Ausserdem lassen sich die Sicherheits-scheiben nun von aussen demontieren, was derServicefreundlichkeit zugutekommt.
Planen, vorbereiten, optimieren und abarbeiten.Celos ist laut Hersteller so einfach und intuitiv zubedienen wie ein Smartphone, vereinfacht und be-schleunigt den Prozess von der Idee zum fertigenProdukt und schafft zudem die Basis einer papier-losen Fertigung. Der entscheidende Zusatznutzenfür den Kunden generiert sich dabei aus verschie-denen APPs wie Job Manager oder Job Assistant.Der Status Monitor ist der Startpunkt für die Inter-aktion zwischen dem Bediener und der Maschine.Hier visualisiert Celos das aktuelle Monitoring derMaschine und des Prozesses, liefert wichtige Kenn-zahlen zum laufenden Auftrag sowie zum Auf-tragsfortschritt und informiert den Bediener mitspeziellen Icons sowie Textnachrichten über even-tuelle Fehler oder auch anstehende Wartungsar-beiten.Job Manager und Job Assistant unterstützen denBediener an der Maschine beim netzwerkintegrier-ten Planen, Vorbereiten, Optimieren und systema-tischen Abarbeiten von neuen Fertigungsaufträ-
I
gen. Mit dem Job Manager lassen sich zunächst al-le fertigungsrelevanten Daten für NC-Programm,Werkstück, Werkzeuge, Spannmittel etc. zu einemFertigungsauftrag zusammenführen und umge-hend visualisieren. Auch lassen sich alle für einenAuftrag erforderlichen Dokumente, Daten und In-formationen strukturiert verwalten. So sind die Da-ten beispielsweise während der späteren Abarbei-tung oder bei einem wiederkehrenden Auftragschnell verfügbar. Mit Job Assistant können die di-gital vorbereiteten Aufträge anschliessend syste-matisch abgearbeitet werden. Dabei wird zunächstdie Verfügbarkeit aller zur Bearbeitung nötigenNC-Programme und Betriebsmittel (Werkzeuge,Vorrichtungen etc.) geprüft. In der Folge wird derBediener im Dialog durch den Rüstprozess und dieVorbereitung des Fertigungsauftrags geführt. Überentsprechende Rückfragen und erforderliche Be-stätigungen ist dabei sichergestellt, dass der Bedie-ner an der Maschine nichts falsch machen kann.Erst dann erfolgt die Bearbeitungsfreigabe. Da-durch ist selbst bei komplexeren Aufträgen bezie-hungsweise komplizierteren Bauteilen ein Höchst-mass an Fertigungssicherheit gewährleistet.
Die papierlose Fertigung. Neben den Vorteilen fürden Anwender zeigt sich am integrativen Zusam-menspiel die Skalierbarkeit von Celos für unter-schiedlichste Unternehmensgrössen. So profitierenKleinbetriebe mit einer hohen Eigenverantwortungder Bediener insbesondere durch die Möglichkeitzur papierlosen Fertigung. Bereits weitgehend ver-netzte Grossbetriebe können hingegen über diesebeiden Produktions-Applikationen von Celos ver-schiedene Kompetenzen der Mitarbeiter perfektorganisieren und einsetzen. Celos wird es für alleneuen Hightech-Maschinen von DMG Mori geben.Die ersten 20 Maschinen können bereits ab dem2. Quartal 2014 mit Celos ausgeliefert werden. ●
Zur Hausausstellung bei Deckel Maho in Pfronten präsentierte DMG Mori insgesamt 18 Hightech-Maschinen aus unterschiedlichen
Technologiebereichen im neuen, gemeinsamen Design mit Celos. Das neue Design soll den ganzheitlich hohen Qualitätsstandard
verdeutlichen und durch mehr Funktionalität sowie das Plus an Anwenderfreundlichkeit und Wertstabilität überzeugen.
DMG Mori – 18 Maschinen im neuen und gemeinsamen Design
Textnachrichten, Icons und Apps
Ab April 2014 erfolgt dieMarkteinführung der NLX-Bau-reihe im neuen, gemeinsamenDesign. (Bild: DMG Mori)
8600 Dübendorf, 044 801 12 [email protected], www.dmgmoriseiki.com
DMG MORI
www.www.
www.technica-online.chwww.marktspiegel.ch

Manuell oder CNC? Sie entscheiden per Knopfdruck.
Diese FEHLMANN Fräsmaschine ermöglicht beides im Handumdrehen – einfach, schnell, wirtschaftlich!
Zu einem hervorragenden Preis-Leistungs-Verhältnis.
■ Einzelteile und Nacharbeiten werden manuell über die TOP-Funktion (Touch Or ProgramTM) ohne Programmieraufwand gefertigt
■ Serienteile, komplexe Werkstücke und 3D-Formen werden über die Steuerung vollumfänglich CNC bearbeitet
■ Hervorragende Ergonomie, minimalster Platzbedarf, durchdachtes Gesamtkonzept
■ TOP auch für die Ausbildung
YOUR PRECISION ADVANTAGE.®
JETZT UMSTEIGEN:PICOMAX® 56 TOP
Made in Switzerland
Fehlmann AG Maschinenfabrik - Birren 1 - 5703 Seon / SwitzerlandTel. +41 62 769 11 11 - [email protected] - www.fehlmann.com
Halle 1.1 – Stand E-5
uvema wurde 1974 gegründet. Es war in etwa auch die Ge-burtsstunde der CNC-Bearbeitungsmaschinen. Der Boomsetzte aber erst so richtig ein in den 80er-Jahren: Was stand
der sofortigen Eroberung in der Fertigung noch im Wege?Wie bei jeder neuen Technologie braucht es zuerst eine Pionierarbeit, um dieUnternehmen von den Vorteilen zu überzeugen. Aber vor allem musste manzuerst auch Fachleute ausbilden, die mit CNC-Maschinen umgehen konnten.
Suvemas erste Vertretung waren die Maschinen von Okuma, ausge-rechnet ein japanisches Produkt.Ja, und es war bestimmt eine Skepsis gegenüber den japanischen Produktenzu spüren damals, so wie anfänglich gegenüber japanischen Autos. Für diedamals sehr kleine Firma wie Suvema war dieser Schritt schon sehr mutig. DieZurückhaltung gegenüber japanischen Produkten verflog aber bald, denn sieüberzeugten mit ihrer Qualität.
Was löste schliesslich den CNC-Boom aus?Der Marktdruck wurde immer grösser und die Teileherstellung auf CNC-Ma-schinen zeigte jenes Potenzial, das bei den konventionellen Maschinen fastausgereizt war. Ausserdem wurden die Steuerungen immer besser und bedie-nerfreundlicher – wobei ich erwähnen muss, dass Okuma-Steuerungen bereits1980 auf der Basis von Minicomputern aufgebaut waren und über Grafiksi-mulationen und Dialogprogrammierung verfügten.
Sie haben nun 40 Jahre CNC-Erfahrung und in dieser Zeit auch einKnow-how erworben, wie man Standardmaschinen auf kundenspezifi-sche Lösungen anpasst. Was wird – gerade in der Präzisionsbearbei-tung – oft nachgefragt?Das ist sehr kunden- und teilespezifisch. Das geht über Hochdruckfilteranla-gen, Hochfrequenzspindeln, Brandschutzanlagen und überhaupt um die Au-tomatisierungen. Ein sogenanntes CNC-Customizing macht sonst nur ein Ma-schinenhersteller; wir sind insofern also keine typische Handelsfirma. Die Kun-den kommen sicherlich auch deshalb zu uns; wir haben einen guten Ruf undich denke, das bestätigt sich auch ein wenig , wenn man sieht, dass wir rund95 % aller Maschinen anpassen dürfen.
Fliessen Ihre Erkenntnisse auch zurück zu den Maschinenherstellern?Das ist so. Wir geben unser Feedback an die Hersteller. Aber der SchweizerMarkt ist natürlich für die Hersteller eher klein und die Spezialwünsche ausdiesem «Mikroklima» global nicht immer ausschlaggebend. Aber im BereichVakuumabsaugung, Teileabführungen oder Anpassungen der Software gab esdoch einige umgesetzte Ideen.
Suvema hat sich auch dem Thema 3D-Drucktechnologie angenommen.Wie läuft hier das Geschäft?Wir sind schon lange über das Rapid Prototyping hinaus. Das freut uns natür-lich. Wir sind im Zeitalter des Rapid Manufacturing angekommen und zwar
S
Ein CNC-Pionier wird 40 – ein Interview mit Suvema-Geschäft
V O N E U G E N A L B I S S E R , C H E F R E D A K T O R T E C H N I C A
CNC-Customizing als
Der Maschinenhändler Suvema in Biberist packte vor 40 Jah-
ren die Chance und stieg mit den Maschinen von Okuma ins
CNC-Geschäft ein und wurde so zum CNC-Pionier in der
Schweiz. Ein Gespräch mit Robert Häusler über die Hindernis-
se damals, das Customizing-Geschäft und den neusten Trend:
das Rapid Manufacturing.
44 4 . 2 0 1 4 t e c h n i c a
Steck
sführer

t e c h n i c a 4 . 2 0 1 4 Werkzeugmaschinen ● WERKZEUGMASCHINEN UND WERKZEUGE 45
ziemlich schnell. Wir können funktionale Teileherstellen, was in der Anwendung andere Dimen-sionen eröffnet. Vor zwei Jahren war ja alles nochNeuland. Es ist vergleichbar mit der Einführungder CNC-Technik damals. Aber wir sehen, dassdie Zeit der Annäherung extrem viel schneller vor-angeht. CNC brauchte fast zehn Jahre, das 3D-Drucken schafft es in fast 2 Jahren. Es gibt zwarnoch Einschränkungen bei den Werkstoffen, aberauch hier findet eine rasante Entwicklung statt.
Sie werden an der Siams neben den Druckernvon 3D auch die Citizen L12-VII zeigen. War-um fiel die Wahl auf diesen Drehautomaten?Das ist eine neue Maschine, die von der Konfigura-tion sehr gut ankommt. Sie hat die Möglichkeit, alsKurz- oder Langdreher eingesetzt zu werden. DieFührungsbuchse lässt sich leicht und schnell – inweniger als 30 min – montieren und demontieren,sodass die Maschine an die jeweiligen Werkstück-anforderungen angepasst werden kann. DieserDrehautomat übernimmt also zwei Aufgaben, fürdie normalerweise zwei Maschinen benötigt wür-den.
Steht eigentlich noch eine der ersten von Su-vema verkauften CNC-Maschinen im Einsatz?Aus dem Jahr 1980 müssten sogar noch mehrereim Einsatz stehen. Das Verrückte ist, dass sie nochimmer konkurrenzfähig sind, superschnelle Ma-schinen, sehr kompakt und klein! Diese Maschinenvon Okuma hatten bereits zwei simultan arbeiten-de Werkzeuge. Alle anderen Hersteller scheitertendamals noch an der Steuerung. ●
Im 2014 feiert der Maschinenhändler Suvema das40-Jahr-Jubiläum. Das Schweizer CNC-Pionierun-ternehmen beschäftigt 50 Mitarbeitende und hatbis heute in der Schweiz rund 3000 CNC-Maschi-nen ausgeliefert. Zum Portfolio gehören dieWerkzeugmaschinen von Okuma, Citizen, Akira-Seiki, Sugino oder Bridgeport und die 3D-Druckervon 3D Systems.
Suvema
4562 Biberist, 032 674 41 [email protected], www.suvema.chSiams: Halle 1.1, A 24/B 21
SUVEMA AG
Robert Häusler: «Wir geniessen ei-nen guten Ruf, wenn es darum geht,Standardmaschinen an Kundenbe-dürfnisse anzupassen.» Der Vertrau-ensbeweis: 95% aller Kunden wün-schen eine Individualisierung desProduktes. (Bild: Eugen Albisser)
enpferd
ANWENDUNGSBEISPIEL
KLEINSTTEIL - BESTÜCKUNGSANLAGE
Miniaturführungen
für genaue Prozesse.
In Bestückungsanlagen mit Positionier-
genauigkeiten garantieren die präzisen
Schneeberger Führungen ein vibrations-
freies Verfahren. Die hochpräzisen
Miniaturführungen machen den
Produktions prozess präziser, schneller
und somit wirtschaftlicher.
MINIRAIL verschafft den Anwendern
entscheidende Wettbewerbsvorteile unter
anderen in folgenden Branchen:
Biotechnologie, Halbleiter industrie,
Laborautomation, Medizintechnik,
Messtechnik, Mikro automation,
Ober flächenveredelung, Optische
Indu strie, Pick & Place und Robotik.
Kontaktieren Sie uns für ein unverbindliches
An gebot unter [email protected].
Oder informieren Sie sich zu MINIRAIL und an-
deren Produkten auf www.schneeberger.com.
SCHNEEBERGER AG
Lineartechnik
St. Urbanstrasse 12
CH-4914 Roggwil
MINIATUR FÜHRUNG
Hochpräzise Lineartechnologie
ermöglicht die Miniaturisierung
der Elektronik.
Schneeberger, Innovationsführer in der
Lineartechnologie, hat die Miniaturführung
MINIRAL entwickelt – von höchster Präzision
und minimalen Platzbedarf.
06. – 09. Mai 2014Stand C-22 Halle 1.1
Robert Häusler

46 WERKZEUGMASCHINEN UND WERKZEUGE ● Werkzeugmaschinen 4 . 2 0 1 4 t e c h n i c a
Direkt Laden – schnell EntladenWerkstückhandling für kurze Takte„Machen Sie aus einer Drehmaschine ein unschlagbar rentables Drehzentrum – durch voll automatisierte Be- und Entladung kurzeroder langer Werkstücke bis 10 000 mm Länge!“Durch den Werkstück-Ladeautomaten ILS-RBL und den Entladeautomaten ILS-TEX entfällt das zeitraubende Öffnen der Maschinentür.
Kurt Breuning IRCO Maschinenbau GmbH
M41
MH
2
06.-09.05. | Moutier | Halle 1.1, Stand A-10
ie DT-1 ist ein kompaktes Highspeed-Bohr-/Gewindebohrzentrum mit umfas-senden Fräsfunktionen. Trotz ihres
grosszügig bemessenen Arbeitsbereichs von 508 x406 x 394 mm und des T-Nuten-Tischs von 660 x381 mm findet sie auf einer erstaunlich kleinenStellfläche Platz. Jetzt ist die leistungsstarke BT-30-Spindel für Drehzahlen bis 15 000 min-1 ausgelegt.Damit erlaubt sie das synchronisierte Gewindeboh-ren bis 5000 min-1 mit bis zu vierfacher Rückführ-geschwindigkeit. Der direkte Spindelantrieb durch
Dden Motor sorgt für einen ruhigen und erschütte-rungsfreien Lauf bei höchster thermischer Stabili-tät. Das maximale Bearbeitungsdrehmoment des11,2-kW-Vektorantriebs beträgt 62 Nm für dasFräsen und Ausbohren.Die DT-1 bietet Vorschübe bis 30,5 m/min für dasHighspeed-Fräsen. Der seitlich angeordnete Werk-zeugwechsler mit 20+1 Magazinplätzen gewähr-leistet schnelle Werkzeugwechsel, die die Neben-zeiten verringern. Hochgeschwindigkeitseilgängevon 61 m/min in Kombination mit hohen Beschleu-nigungswerten verkürzen die Bearbeitungszyklenund erhöhen den Durchsatz.Zur effizienten Späneabfuhr ist das DT-1 mit einemschrägen internen Ableitblech ausgestattet. Der alsSonderzubehör angebotene doppelte Spiral-Spä-neförderer transportiert die Späne zur Maschinen-rückseite, sodass mehrere DT-1 dicht nebeneinan-der aufgestellt werden können. Das kontinuierlicheKühlmittel-Spülsystem mit 170-l-Tank gehört zurGrundausstattung, während eine programmierba-re Kühlmitteldüse und die Hochdruck-IKZ (InnereKühlmittelzufuhr) als Sonderzubehör erhältlichsind. ●
Bohr-/Gewindebohrzentrum DT-1 von Haas jetzt mit Spindeldrehzahl von 15 000 min-1
Vorteile höherer Drehzahlen nutzen2014 hat Haas Automation die Spindeldrehzahl seines Bohr-/Gewindebohrzentrums DT-1 von 12 000 min-1 auf 15 000 min-1
erhöht. Damit sind die Kunden in der Lage, bei kleinen Werkzeugen grössere Vorschübe zu nutzen sowie Hochgeschwindig-
keitsbearbeitungen auszuführen.
High-Speed Bohr-/Gewindebohrzentrum DT-1.(Bilder: Haas Automation)
Die CNC-Portalfräsmaschinen von Haas der Bau-reihe GR werden in Europa jetzt in der Grundaus-stattung mit Späneschutz ausgeliefert. Bereits zu-vor waren geringe Stückzahlen dieser in den USAgebauten Maschinen nach Europa exportiert wor-den. Allerdings mussten die Kunden einen Späne-schutz von Drittanbietern installieren, um die inEuropa geltenden Vorschriften einzuhalten.Nun hat das Design-Team von Haas Automationfür diese Portalfräsmaschinen eine Umhausung miteinem Lichtvorhang entwickelt, der die gesamteäussere Begrenzung erfasst. Um zu verhindern,dass der Maschinenbediener durch sich bewegen-de Teile verletzt wird, funktioniert dieser verfahr-bare Späneschutz nach einem einfachen Prinzip:Späne und Kühlmittel bleiben drinnen, der Bedie-ner draussen. Dieses Konzept bietet den Kunden inBezug auf Sicherheit und Sauberkeit eindeutigeVorteile. Die ersten verbesserten Modelle der GR-Reihe wurden im März dieses Jahres ausgeliefert.
GR-Portalfräsmaschinenjetzt auch in Europa
5102 Rupperswil, 062 889 20 [email protected], www.urma.chSiams: Halle 1.1, Stand B 9
URMA AG

t e c h n i c a 4 . 2 0 1 4 Werkzeugmaschinen ● WERKZEUGMASCHINEN UND WERKZEUGE 47
Tel. 041 798 31 00 | www.newemag.ch | Tel. 024 441 72 13 | www.schneidermcsa.ch
Hochpräzise Werkzeugmaschinen und GesamtlösungenZielorientiert und partnerschaftlich
Wir bieten Ihnen ein umfassendes Sortiment mit herausragender Technik für nahezu alle spanenden Verfahren. Wir setzen uns mit unserem gesamten Wissen und unserer Erfahrung dafür ein, dass Ihre Produktionsabläufe reibungslos funktionieren.
Interessiert? Gerne beraten wir Sie persönlich. Wir freuen uns auf Ihre Kontaktaufnahme.
Besuchen Sie uns vom
6. – 9. Mai 2014
Halle 1.1 / Stand B8
urch die vorzugsweise Bearbeitung vonrostfreien Materialien hat die WilfriedErhard Zerspanungstechnik GmbH im
oberbayerischen Kinsau über die Jahre auch eineSpezialisierung in der Titanbearbeitung entwickelt.Hier sind es vor allem Titanteile für den Motor-sport, auf die sich die Firma spezialisiert hat. Dassfür eine erfolgreiche Bearbeitung von Titan- undTitanlegierungen eine entsprechende Erfahrungund die richtigen Werkzeuge erforderlich sind,weiss das Team um die Gründer Wilfried Erhardund Geschäftspartner Andreas Erhard-Matthessehr genau und sie kennen auch die physikalischenHerausforderungen: Durch die geringe Wärmeleit-fähigkeit des Materials wird die Werkzeugschneidethermisch hoch belastet. Aufgrund der hohenZähigkeit des Titans gibt das Material dem Druckder Schneide nach und neigt wegen der hohenHitzeentwicklung zum Verschweissen.Wichtige Punkte zum erfolgreichen Titanbohrensind dementsprechend eine geringe Schnittge-schwindigkeit, ein gleichmässiger Vorschub, reich-lich Kühlmittel, eine scharfe Werkzeugschneideund schwingungsfreie Spannung.
Bohren von Titanbuchsen aus Titan Grade 5. Ein beider Wilfried Erhard Zerspanungstechnik GmbHhäufig bearbeitetes Titanbauteil aus dem Motor-sport sind Buchsen aus Titan Grade 5. Hierbei han-delt es sich um eine der meist verwendeten Titan-legierungen, die sich durch hohe Festigkeit inKombination mit guter Zähigkeit auszeichnet. Siefindet Verwendung im Maschinenbau und in derLuft- und Raumfahrtindustrie und eben auch im
D
Rennsport. Diese Titanbuchsen werden in Losgrös-sen von 1000 Stück gefertigt. Als Bohrwerkzeughat man in der Vergangenheit Vollhartmetallboh-rer von unterschiedlichen Werkzeugherstellern ein-gesetzt, jedoch ohne eine vollends zufriedenstel-lende Leistung der benutzten Bohrer. Im Frühjahrdes Jahres 2013 haben Andreas Erhard-Matthesund Herr Marco Peter Schwarz (Technische Bera-tung und Verkauf Ingersoll) beschlossen, die neuenGoldTwist Wechselkopf-Bohrer bei der Bearbei-
tung der Titanbuchsen versuchsweise einzusetzen.
Höhere Standmenge und Schnittgeschwindigkeit.Die bearbeiteten Titanbuchsen werden auf Ø13 j6gebohrt und zwar bisher mit Vollhartmetallbohrernund einer Standmenge von 130 – 150 Stück bei ei-ner Schnittgeschwindigkeit von 15 – 20 m/min. DerEinsatz der Ingersoll Goldtwist Bohrwerkzeuge ver-lief von Beginn an Erfolg versprechend. Von Ein-satz zu Einsatz bestätigte sich eine >>
GoldTwist Wechselkopf-Bohrer optimieren die Bohrbearbeitung von Titanbuchsen
Der goldene Dreh für die TitanbearbeitungDie Firma Wilfried Erhard Zerspanungstechnik ist ein kleines, aber feines Zerspanungsunternehmen mit junger Tradition und
einer jungen dynamischen Mannschaft. Mit 15 Mitarbeitern hat man sich auf die Produktion von Dreh- und Frästeilen spezia-
lisiert. Dabei sucht die Firma auch immer wieder nach neuen Wegen, um bei kniffligen Bearbeitungen – wie zum Beispiel von
Titanbuchsen – das Optimum herauszuholen.
Herr Andreas Erhard-Matthes (Geschäftsleitung WE) und Herr Marco Peter Schwarz (Technische Beratungund Verkauf Ingersoll) besprechen den Bohrversuch an den Titanbuchsen. (Bilder: Ingersoll Werkzeuge GmbH)

48 WERKZEUGMASCHINEN UND WERKZEUGE ● Werkzeugmaschinen 4 . 2 0 1 4 t e c h n i c a
Mattenweg 1CH-3855 BrienzTel. +41 (0)33 952 24 24Fax +41 (0)33 952 24 [email protected]
Ihr Partner für geprüfte AntriebstechnikMessungen von:
Getriebemotoren Torquemotoren Einphasenmotoren Asynchronmotoren Ex-Motoren Permanentmagnetsynchronmotoren
gesicherte Standmenge von 250 Bohrungen bei ei-ner gesteigerten Schnittgeschwindigkeit von 35m/min und einer deutlich erhöhten Prozesssicher-heit. Auch die Geometrie der Bohrer sowie die in-nere Kühlmittelzufuhr mit 20 bar Kühlmitteldruckhaben sich bewährt.Ein verbessertes Handling und eine Top-Oberflächeder Bohrung waren weitere Qualitätsmerkmale,die direkt positiv auffielen. Die Bohrkronen können
direkt am Werkzeug in der Spindel gewechseltwerden und eine Längenkorrektur des Bohrwerk-zeuges – wie nach einem Nachschliff erforderlich –kann auch entfallen.Die vorher verwendeten Vollhartmetallbohrerkonnten auch durch die Möglichkeit des Nach-schleifens keinen Kostenvorteil verbuchen, dadurch den komplizierten Titananschliff und demnotwendigen Nachbeschichten die Kosten eben-bürtig zur Bohrkrone sind.
Die Ingersoll GoldTwist Wechselkopf-Bohrer. Diezum Jahresende 2011 vorgestellte Bohrerserie hatsich inzwischen in vielen Anwendungen bewährt.Die verbesserte Schnittstelle mit neuem, innovati-vem Klemmsystem gewährleistet, auch nach einervielfachen Anzahl von Kopfwechseln, eine zuver-lässige Klemmung. Das neue Bohrsystem hat sich
in vielen Praxiseinsätzen bewährt, sodass von In-gersoll die Produktpalette erheblich erweitert wur-de. Die Werkzeuge stehen nun im Durchmesserbe-reich von 7 mm bis 25,9 mm zur Verfügung undzwar in Abstufungen von 0,1 mm. Die verfügbarenLängen/Durchmesserverhältnisse (L/D) sind 1,5xD,3xD, 5xD und 8xD. «Mit den Ingersoll Werkzeugenhaben wir bisher gute Standzeiten erzielt bei abso-lut wettbewerbsfähigen Preisen» bewertet HerrAndreas Erhard-Matthes die Zusammenarbeit mitIngersoll und Herrn Marco Peter Schwarz. Man ar-beitet zurzeit an einer kompletten Umstellung aufIngersoll Produkte. ●
Die Kühlung ist bei derTitanbearbeitung äusserstwichtig. Eine leistungs-fähige Innenkühlung mitdem erforderlichen Druckund Durchfluss bringt dasKühlmittel direkt an dieSchneide.
Der Ingersoll GoldMax Wechselkopf-Bohrer.
Ingersoll-Vertretung Schweiz2563 Ipsach, 032 333 70 [email protected], www.schnegg-tools.ch
SCHNEGG TOOLS AG

t e c h n i c a 4 . 2 0 1 4 Industrial Handling & Robotik ● AUTOMATIONS- UND ANTRIEBSTECHNIK 49
Tel. 041 798 31 00 | www.newemag.ch | Tel. 024 441 72 13 | www.schneidermcsa.ch
Weltmeisterliche Geschwindigkeit bei Span-zu-Span
Mehr als 80’000 Brother Bearbeitungszentren sind weltweit installiert – eine eindrückliche Zahl des japanischen Maschinen-herstellers. Brother steht auch für höchste Verfügbarkeit, Dynamikund Produktivität und ist im Gewindeschneiden sowie in der Spindel beschleunigung unschlagbar.
> Spindeldrehzahl bis 27’000 U/min> Drehmoment bis 92 Nm> Span-zu-Span ab 1,4 Sekunden
Vertikalbearbeitung
041 798 31 00 | www newemag ch | Tel
Besuchen Sie uns vom
6. – 9. Mai 2014
Halle 1.1 / Stand B8
uf den siebten Schunk Expert Days onService Robotics war deutlich zu spü-ren, dass der Markt für Serviceroboter
heftig in Bewegung geraten ist. Das Rahmenpro-gramm «Horizon 2020» der Europäischen Kom-mission und das dynamische Wirtschaftswachstumin China tun ihr Übriges. Die Grundlagenarbeit inder Servicerobotik ist geleistet, die Zahl serienreiferKomponenten ist gross. Nun gelte es nach Ansichtvon Prof. Dr. Henrik I. Christensen vom Georgia In-stitute of Technology, Geschäftsmodelle zu entwi-ckeln, wie der Markt konkret erschlossen werdenkann, insbesondere welche Roboter für welcheAnwendungen unter ökonomischen AspektenSinn machen. Als wichtigste Wachstumsfelder derRobotik wurden im EU-Rahmenprogramm «Hori-zon 2020» das Gesundheitswesen, die Landwirt-schaft und die industrielle Produktion identifiziert.
Mit Systemintegratoren Lücken schliessen. Dochwie kann der nächste grosse Schritt gelingen? DerSchlüssel liegt nach Ansicht von Dr. Roko Tschaka-row, Bereichsleiter Mobile Greifsysteme beim Kom-petenzführer für Spanntechnik und GreifsystemeSchunk, in einer engagierten Schnittstelle, sprich inSystemintegratoren, welche die Lücke zwischenForschung und Komponentenherstellern auf dereinen und Anwendern auf der anderen Seiteschliessen. Dabei sei es entscheidend, so Tschaka-row, konsequent aus Sicht der künftigen Anwen-der zu denken und deren Sprache zu sprechen.«Denn viele Menschen, die Serviceroboter in Zu-kunft wie selbstverständlich nutzen werden, habenkeinerlei Bezug zur Robotik», so Tschakarow. Dr.
AClaus Risager, Partner & Director des Servicerobo-tik-Start-ups Blue Ocean Robotics aus Dänemarkzeigt, was möglich ist: Ob robotergestützte Mon-tage von Glaswänden, Handhabung unsortierterTeile oder Trainingsroboter für autistische Kinder –Blue Ocean Robotics hat bereits mehrfach bewie-sen, wie mit klarerem Fokus auf den Markt und inenger Kooperation mit den künftigen Anwendern,innerhalb kurzer Zeit serienreife und wirtschaftli-che Roboterlösungen entwickelt werden können.
Praxistaugliche Lösungen. Die Initialzündung, diebei verbraucherorientierten Servicerobotern durchden Erfolg von Saug- und Putzrobotern und in derLandwirtschaft durch Melkroboter ausgelöst wur-de, scheint bei industriellen Anwendungen primärvom Bauteile-, Proben- und Warentransport auszu-gehen. Gleich drei praxistaugliche Lösungen wur-den gezeigt: Eine schienenbasierte Lösung zur La-borautomation, eine zur flexiblen Verkettung vonMontage- oder Fertigungsstationen und ein auto-nom navigierender Serviceroboter zur Automatisie-rung des Warentransports in Reinräumen. Mit letz-terem lassen sich in der Halbleiterindustrie selbstältere Fabriken wirtschaftlich automatisieren, in-dem die Serviceroboter den Wafer-Transport inner-halb des Labors übernehmen.
Wirtschaftliche Bedeutung. Im Laufe der Veranstal-tung wurde immer wieder deutlich, dass die Tech-nologien der Servicerobotik in weitaus mehr An-wendungen zum Einsatz kommen, als es die aktu-ellen Statistiken vermuten lassen. Bestes Beispielsind die selbst navigierenden und mit anderen
Landmaschinen interagierenden Mähdrescher, dievon Dr. Hans-Peter Grothaus, Entwicklungsleitersystembasierte Dienstleistungen bei Claas Selbst-fahrende Erntemaschinen, präsentiert wurden, undsich erst bei genauem Hinsehen als eine Art Ser-viceroboter entpuppen. Ähnlich verhält es sich mitautonomen Fahrzeugen, fahrerlosen Transportsys-temen oder Sandstrahllösungen zur Instandhal-tung von Brückenbauwerken: Es scheint, als müsseder Begriff der Servicerobotik wesentlich breiterangelegt und sogar neu definiert werden, um zuerfassen, welche wirtschaftliche Bedeutung derServicerobotikmarkt mittlerweile tatsächlich hat. ●
Serienreife und wirtschaftliche Roboterlösungen
Noch nie gab es so viele marktnahe Anwendungen in der Servicerobotik und eine solche Dynamik. Spätestens der breite Ein-
stieg von Google in die Welt neuartiger Roboter – der Konzern kaufte kürzlich den achten Robotikhersteller auf – liess die
Technikwelt aufhorchen und mit ihr potenzielle Anwender und Investoren. Von Christof Lampert, Redaktor technica
Schunk Expert Days: Servicerobotik im industriellen Einsatz
Praxistaugliche und wirtschaftliche Lösungen standenbei den 7. Schunk Expert Days im Vordergrund.
(Bild: Christof Lampert)
8307 Effretikon, 052 [email protected], www.ch.schunk.comSiams: Halle 1.2, Stand A 19
SCHUNK INTEC AG

it Voreinstellungen ist das so eine Sa-che. Früher waren die Autositze in derHöhe nicht verstellbar. Die Hersteller
nahmen einen Durchschnittswert und richtetenden Sitz danach ein. Das Ergebnis: Besonders gros-se und besonders kleine Fahrer suchten ihr Autodanach aus, ob sie nicht mit dem Kopf ans Dachstiessen oder mit den Beinen bequem an die Peda-le kamen. So konnte es passieren, dass sehr grossgewachsene Fahrer ein Auto einer höheren Klassekaufen mussten als sie eigentlich wollten – undentsprechend tiefer in die Tasche griffen. Natürlichist heute die Sitzhöhenverstellung in allen Autosserienmässig, denn wegen eines Bauteils von we-nigen Euro will ja kein Hersteller Kunden verprel-len.In der Automatisierung ist aktuell ein gegenläufi-ger Trend erkennbar. Um das Engineering zu ver-einfachen, bieten immer mehr Automatisierungs-hersteller voreingestellte Module an. Das kann dieInbetriebnahme vereinfachen, kann aber schnellauch zulasten der Produktivität und Energieeffizi-enz gehen. Beispiel: Voreingestellte Endlagen-dämpfung bei Pneumatikzylindern.
Dämpfung ist notwendig. Eine Endlagendämpfungverhindert, dass der Zylinderkolben ungebremstgegen den Zylinderdeckel oder -boden schlägt.Ungedämpfte Zylinder belasten die transportierten
MWerkstücke, verkürzen die Lebensdauer der Bau-gruppe und erzeugen Vibrationen in der Gesamt-maschine. Darüber hinaus sind sie laut. Eine Endla-gendämpfung verringert dagegen die Kolbenge-schwindigkeit eines Zylinders vor dem Erreichender Endlage – und das kontrolliert. Pneumatikher-steller setzen grundsätzlich drei Methoden derEndlagendämpfung ein: Die einfache mechanische
Anschlagdämpfung, externe Stossdämpfer sowiedie pneumatische Dämpfung. Externe Stossdämp-fer sind die aufwendigste Methode, die zudemauch noch zusätzlichen Bauraum benötigt. Die me-chanische Dämpfung reduziert die Aufprallenergienur begrenzt.
Die pneumatische Dämpfung. Die pneumatischeDämpfung ist für die meisten Anwendungen dieeleganteste und wirtschaftlichste Methode. Dabeigibt es sowohl voreingestellte als auch justierbareEndlagendämpfungen. Voreingestellte Dämpfun-gen nutzen dazu einen Durchschnittswert, ebenso
wie die erwähnten nicht höhenverstell-baren Autositze. Der Entlüftungsvorgangist dabei vorgegeben und nicht verän-derbar. Die voreingestellte Dämpfungkann nur einen begrenzten Bereich dermöglichen Dämpfungsleistung abdeckenund geht dadurch Kompromisse bei derDynamik und der Präzision ein.Sind die bewegten Massen zu klein oderdie Geschwindigkeit zu gering, tritt eineÜberdämpfung auf. Der Kolben schnelltvor Erreichen der Endlage durch das zugrosse Luftpolster zurück und gerät inSchwingungen. Die Folge: Die Taktzeitenverlängern sich und der Sensor kann ver-sehentlich schalten. Der Folgeprozessstartet dann im schlimmsten Fall verfrühtund kann eine Störung der Maschinen-steuerung verursachen. Eine Einstellbar-keit der Dämpfung ist hier also sehr
empfehlenswert.Sind auf der anderen Seite die Massen zu grossoder die Geschwindigkeit zu hoch, kommt es zueiner Unterdämpfung. Durch das zu geringe Luft-polster schlägt der Kolben mit zu grosser Energiein die Endlage. Das kann die Zylinder und die An-wendung beschädigen. Zusätzlich entstehen Vibra-tionen, die Lebensdauer sinkt und die Geräusch-entwicklung steigt.In diesem Fall muss der Anwender einen grösserenZylinder mit höherer Dämpfungskapazität verwen-den, um die Masse oder Geschwindigkeit ausrei-chend abzudämpfen. Das wiederum erhöht dieAnschaffungs- und Betriebskosten. Eine einstellba-re Endlagendämpfung nutzt dagegen die Leis-tungsfähigkeit eines Pneumatikzylinders optimal.
Eine Analyse der Dämpfungsmöglichkeiten für pneumatische Zylinder
Produktivitätssteigerung per Schraubendreh
Produktivität, Energieeffizienz und Lebensdauer: Diese drei Forderungen stehen bei Endanwendern ganz oben, wenn es um
Automationslösungen mit Pneumatik geht. Dabei reicht oft ein Schraubendreh, um genau diese Anforderungen besser zu er-
füllen. Was bisher viel zu selten genutzt wird: Mit einer optimal eingestellten pneumatischen Endlagendämpfung können
Maschinenhersteller und Systemintegratoren die Zykluszeiten um bis zu 40 Prozent verkürzen und die Produktivität entspre-
chend steigern. Gleichzeitig senken sie den Luftverbrauch oft um mehr als 50 Prozent im Vergleich zu Zylindern mit voreinge-
stellter Endlagendämpfung.
Mit einem Schraubendreher lässt sich die Dämp-fung optimal einstellen. Dazu muss der Zylinder inein- und ausgefahrener Position justiert werden.
Die einstellbare Dämpfung kommt in vielen Zylindertypen von Rexroth Pneumatics zum Einsatz. (Bilder: Aventics)
50 AUTOMATIONS- UND ANTRIEBSTECHNIK ● Fluidik 4 . 2 0 1 4 t e c h n i c a

Wir machen es möglich.
Kubo Tech AGIm Langhag 5CH-8307 EffretikonT + 41 52 354 18 18F + 41 52 354 18 [email protected]
Kubo Form AGIm Langhag 5CH-8307 EffretikonT + 41 52 354 29 29F + 41 52 354 29 [email protected]
Kubo Tech Ges.m.b.H.Lederergasse 67AT-4020 LinzT + 43 732 781937-0F + 43 732 [email protected]
EFFIZIENT UND GUT
Die Kubo Gruppe ist Spezialistin für qualitativ hochwertige Produkte und Dienstleistungen in denBereichen Dichtungen, Federn und Gummiformteile.Aufträge werden unter Einsatz von Spitzentechno-logien in Produk tion und Logistik effizient und mithöchsten qualitativen Ansprüchen abgewickelt.Die hohe Leistungsbereitschaft der Mitarbeitendenbildet das Fundament.
DIC
HTU
NG
EN
FED
ERN
GU
MM
IFO
RMTE
ILE
Die Einstellung erfolgt dabei über eine Justierschraube, die den Querschnitt ei-nes Abluftkanals verändert.
75 Prozent schneller in die Endlage, drei Baugrössen kleiner. Bei der einstellba-ren Dämpfung, beispielsweise der aktuellen Generation von ISO-Pneumatikzy-lindern von Aventics, reichen wenige Schraubendrehungen, um die Dämp-fung ideal auf das Werkstückgewicht und die Dynamik der Bewegung einzu-stellen. Die Ergebnisse von Vergleichsmessungen lassen aufhorchen: Eine opti-mal eingestellte Endlagendämpfung verkürzt die Bremsdauer um bis zu 75Prozent im Vergleich zu voreingestellten Systemen. Das Ergebnis: Deutlich kür-zere Zykluszeiten und eine höhere Produktivität. Ein zweiter Befund passt her-vorragend in die Zeit, in der Energieeffizienz immer wichtiger wird. Die Kapa-zität einer pneumatischen Dämpfung ist Grundlage für die Dimensionierungeines Pneumatikzylinders. Durch die spezifisch einstellbare Endlagendämpfungkönnen Pneumatikanwender die Zylinder um bis zu drei Baugrössen kleiner di-mensionieren als bei einer voreingestellten Dämpfung. Damit sinkt der Luft-verbrauch einer Anwendung deutlich.Die Ergebnisse im Einzelnen: Bei einem Werkstückgewicht von sieben Kilo-gramm, einem Kolbendurchmesser von 32 mm, einem Hub von 250 mm undeiner Geschwindigkeit von 1 m/s benötigt eine voreingestellte pneumatischeDämpfung rund 80 Millisekunden zum Abbremsen, eine optimal justierte da-gegen lediglich rund 20 Millisekunden. Diese Reduzierung um 75 Prozent mi-nimiert die Zykluszeit. In der Praxis sind damit Verbesserungen der Zykluszeitund damit der Produktivität um bis zu 40 Prozent zu erzielen.Eine weitere wichtige Erkenntnis: Mit einstellbarer Dämpfung können wesent-lich kleinere Zylinder die Energieleistung eines Zylinders mit voreingestellterDämpfung erreichen. Zum Beispiel kann ein voreingestellter Zylinder mitDurchmesser 32 durch einen Zylinder mit einstellbarer Dämpfung mit Durch-messer 16 ersetzt werden.
Luftverbrauch mehr als halbiert. Alleine durch den Einsatz des kleineren Zylin-ders erzielen Anwender bereits 53% Luftverbrauchsreduktion. Zusätzlich kön-nen sie dadurch auch mit kleineren Ventilen arbeiten. Durch eine kleinere Di-mensionierung von Ventil und Verschlauchung sind dadurch je nach Anwen-dung noch grössere Einsparungen möglich. Der Luftverbrauch sinkt deutlich.Versuche mit höheren Lasten zeigten weitere energetische Verbesserungen.Als Faustregel gilt: Je kraftvoller die Anwendung, desto grösser ist das Einspar-potenzial. Das kommt allen zugute: So spart der Anwender Energiekosten,der Maschinenhersteller Anschaffungskosten für Zylinder, Ventil, Wartungs-einheit und andere Komponenten. Und die Umwelt profitiert ebenso.
Philosophie der optimalen pneumatischen Endlagendämpfung. Aventics opti-miert seit Jahren das Konzept der pneumatischen Endlagendämpfung. Ziel istes, die Bewegungsenergie in möglichst grossem Umfang so gut abzudämp-fen, dass sich in der Anwendung dadurch kurze Taktzeiten und eine energie-und kostenoptimierte Anwendung realisieren lassen. Und das bei nur gerings-ten Vibrationen und wenig Geräuschentwicklung.Das Unternehmen erweitert diesen Ansatz auch über den Einsatz bei ISO-Zy-lindern hinaus. Als erster Pneumatikhersteller führt Aventics derzeit eine pneu-matische Dämpfung bei Minischlitten am Markt ein. Der Vorteil bei diesemEinsatzgebiet: Ein kostenintensiver Austausch hydraulischer Stossdämpfer ent-fällt dadurch. Luftverbrauch und damit Energiekosten reduzieren, Investitions-kosten minimieren, Bauraum verkleinern: Alles eine Frage der Einstel-lung. (mf) ●
8863 Buttikon, 055 46 [email protected], www.aventics.com
AVENTICS AG
t e c h n i c a 4 . 2 0 1 4 51
2 . – 4 . S E P T E M B E R
2 0 1 4B E R N
Partner:
Veranstalter:
Die Schweizer Messe für Technologie
swiss technology network
Patronat:
www.sindex.ch
Die Erfolgsgeschichte 2012 mit 300 Ausstellern und 11000 Besuchern fi ndet 2014 ihre Fortsetzung.
Hier geht’s zum Messevideo!

SYSTEMLÖSUNGEN
FLUIDTECHNIK
MECHATRONIK
Unser Wissen für Ihren Erfolg!
Hochwertige Produkte und Dienstleistungen seit über 60 Jahren.
www.bibus.chTel. +41 44 877 50 11
www.bibus.chTel. +41 44 877 50 11
Hochwertige Produkte und Dienstleistungen seit über 60 Jahren.
err Schnell, Wenglor hat nun die neueSmart Camera «weQube» vorgestellt.Was zeichnet dieses Produkt aus und wo-
mit hebt es sich von Mitbewerber-Produkten ab?Volker Schnell: Was den «weQube» besondersauszeichnet, ist die hohe Flexibilität. Jeder Kundekann sich je nach Bedarf sein eigenes Programmzusammenstellen. Ein weiteres Highlight sind die
vielfältigen Kommunikationsmöglichkeiten. Da essich um eine offene Kommunikationsplattformhandelt, gibt es viele Datenschnittstellen, die den«weQube» versorgen können. Jeder Messwertkann über Profinet bis hin zur seriellen Schnittstelleversendet werden.
Auf den ersten Blick bieten VisionSystem+und weQube ähnliche Anwendungslösungenfür viele industrielle Bereiche. Worin unter-scheiden sie sich bzw. wo kommt das eine,wo das andere zum Einsatz?Beim Einbauplatz hat die Smart Camera «weQu-be» die Nase klar vorn – sie ist sehr kompakt undbenötigt daher nur wenig Platz. Die Integrationdes Profinet-Protokolls ist ein weiterer Vorteil des
H«weQube», insbesondere wenn man an Anwen-dungen im Bereich Industrie 4.0 denkt. Was die in-dustriellen Branchen angeht, so können beide Sys-teme in nahezu jeder eingesetzt werden. Das «Vi-sionSystem+» hebt sich dadurch ab, dass es mehrRechenleistung besitzt. Es kann schlichtweg kom-plexe Aufgaben in kürzerer Zeit lösen. Durch diekleine Baugrösse sind der Rechenleistung des«weQube» einfach Grenzen gesetzt. Für Auswer-tungen, die mehrere Kameras erfordern, ist das«VisionSystem+» die richtige Lösung. Gleiches giltfür spezielle Optiklösungen beispielsweise mit tele-zentrischen Objektiven. Insgesamt betrachtet er-gänzen sich «weQube» und «VisionSystem+» aufideale Weise und stellen eine echte Bereicherungfür dieses Segment dar.
Warum benötigen industrielle Anlagen über-haupt Bildverarbeitungslösungen?Mit einem normalen Sensor kann man messen, obein Teil an einem bestimmten Punkt vorhanden ist.Die Bildverarbeitung ermöglicht die Überwachungeiner ganzen Fläche. Dadurch kann man viel mehrInformationen gewinnen. Daher sind kameraba-sierte Technologien notwendig und sind immerhäufiger gefragt. Interessant dabei ist die Frage,wie die Informationen letztlich zu einer Gut- oderSchlechtaussage verarbeitet werden. Darin stecktletztlich die Herausforderung für die industrielleBildverarbeitung.
Das Besondere an «weQube» ist ja, wie Siesagen, die flexible Softwareplattform. Wiewird diese denn künftig weiterentwickelt?Unsere Algorithmen werden noch effizienter undes werden neue hinzukommen. Beispielsweisewird es künftig ein OCR-Modul zum Erkennen vonBuchstaben und Zeichen geben. Bei der Kommuni-kation geht es weiter mit Ethernet/IP als zweite in-dustrielle Schnittstelle. Darüber hinaus wird mansehen, was am Markt an Algorithmik benötigtwird. Dadurch, dass «weQube» eine Plattform ist,haben wir die tolle Möglichkeit, schnell weitere Lö-sungen zu liefern. (mf) ●
Im Interview: «weQube und VisionSystem+ ergänzen sich auf ideale Weise»
Neues Dream-Team für die
Bildverarbeitung?
Kürzlich präsentierte Wenglor als Erfinder des ersten Vision Sensors ein weiteres
Highlight der Bildverarbeitung und setzt damit erneut Massstäbe. Die Smart Camera
«weQube» vereint unzählige Features mit einem smarten Softwarekonzept.
«weQube»-Projektleiter und Bildverarbeitungsexperte Volker Schnell erklärt, warum
diese Neuentwicklung das bestehende Portfolio in diesem Segment revolutioniert.
8404 Winterthur, 052 244 09 [email protected], www.wenglor.com
WENGLOR SENSORIC AG
«Was den ‹weQube› besonders auszeichnet, ist diehohe Flexibilität», sagt Projektleiter Volker Schnellüber die neueste Entwicklung aus dem HauseWenglor. Bild oben: Die Smart Camera ‹weQube›dient als Plattform für unzählige Anwendungen.
(Bild: Jehle&Will Photo, Bild oben: Wenglor)
t e c h n i c a 4 . 2 0 1 4 Bildverarbeitung ● AUTOMATIONS- UND ANTRIEBSTECHNIK 53

54 INDUSTRIESOFTWARE ● Konstruktion/CAx 4 . 2 0 1 4 t e c h n i c a
ie Solidworks World bot den Teilneh-mern eine Gelegenheit, Kontakte zupflegen und in mehr als 150 techni-
schen Trainingseinheiten ihre Kenntnisse zu erwei-tern oder zu vertiefen. Auch waren fast alle DS So-lidworks-Mitarbeiter der Abteilung Forschung undEntwicklung vor Ort, und so kam es zu einem re-gen Gedankenaustausch und es wurden interes-sante Projekte vorgestellt. Konstrukteure und Pro-duktentwickler konnten sich so wichtige Inputs fürdie eigene Produktion holen.In den General-Sessions bekamen die Teilnehmereine Vorschau auf die neue Version Solidworks2015 und Bertrand Sicot, CEO Solidworks bei Das-sault Systèmes, berichtete über die neuesten Ent-
wicklungen des CAD-Spezialisten – Solidworks In-spection, eDrawings Meetings, Cloud Computing,der Launch von Solidworks Mechanical Conceptualauf der 3DExperience-Plattform von Dassault Sys-tèmes und Mobilität waren hier die beherrschen-den Themen.Über das Cloud Computing meinte Bernard Char-lès, Präsident und CEO bei Dassault Systèmes:«Wir haben viel vom Markt gelernt und überneh-men jene Dinge, welche die Besten für unsere Usersind, und seien sie versichert, wir machen es nicht,weil es jeder macht, sondern weil es Sinn machtund somit das Beste für unsere User ist.»
D
Neue Form der Nutzung einer sozialen Plattform.Eine der grossen Neuigkeiten, von der BertrandSicot sprach, ist der Launch von Solidworks Me-chanical Conceptual auf der 3DExperience-Platt-form von Dassault Systèmes. Solidworks Mecha-nical Conceptual bietet eine intuitive, leistungs-fähige Modellierungsumgebung, die denSchwerpunkt auf die vier Hauptelemente desKonzeptentwurfs legt: «Konzeptionelles De-sign», «Intuitiv», «Social» und «Vernetzt».Die Solidworks Community hat so die Möglich-keit, alle Dassault Systèmes-Applikationen, In-halte und Services auf einer Plattform zu nut-zen. «Technologien und Geschäftsmodelle ent-wickeln sich ständig weiter. Daher erwarten un-sere Anwender von uns immer die neuestenTools für eine noch effizientere Zusammenarbeit
und bessere Nutzung der 3D-Fertigungs- und3D-Drucktechnologien, damit sie auch weiterhinwettbewerbsfähig und innovativ bleiben», sagtBertrand Sicot. «Mit Solidworks MechanicalConceptual profitiert die gesamte Fertigungs-branche von einer neuen Form der Nutzung ei-ner sozialen Plattform. Diese steht sowohl demweltweiten Solidworks-Anwenderkreis als auchder weltweiten Catia-Community zur Verfügungund erlaubt völlig neue Prozesserfahrungen. DieKooperationsmöglichkeiten, die diese neuePlattform Solidworks Anwendern bietet, sindenorm. Sie öffnet unseren Kunden die Tür zu
zahlreichen Industrien und Unternehmen, in de-nen Dassault Systèmes und seine Applikationeneine wichtige Rolle spielen.»
Multimaterial-Farb-3D-Drucker. Das UnternehmenStratasys zeigte während der Solidworld auf demPartner-Pavillon den Multimaterial-Farb-3D-Dru-cker, Objet500 Connex3. «Als erster echter Mehr-zweck-3D-Drucker, spielt der Objet500 Connex3Multimaterial-Farb-3D-Drucker, unserer Meinungnach, in einer eigenen Liga. Dank diesem könnenSie morgens von einem Produkt träumen und esbereits nachmittags in der Hand halten – und zwarmit exakt den beabsichtigten Farben, Material-eigenschaften und der gewünschten Oberflächen-beschaffenheit. Es ist der erste und einzige 3D-Drucker, der Farb- und Materialkombinationen ineinem Druckvorgang ermöglicht», so David Reis,CEO von Stratasys.Durch die Jetting-Technologie mit drei Materialienmarkiert die Objet500 Connex3 einen Wende-punkt im Bereich der Produktentwicklung und Her-stellung. Bei dieser Technologie werden Tröpfchenvon drei Modellmaterialien miteinander vermischt,wobei nahezu unbegrenzte Materialkombinatio-nen, wie fest, flexibel, farbig und transparent, so-wie farbige Digital Materials (digitale Materialien)erzeugt werden können – in einem einzigenDruckvorgang. Die Möglichkeit, die Eigenschafteneines montierten Bauteils ohne Montage oder La-ckierung zu erhalten, bedeutet eine grosse Zeiter-sparnis. So können Hersteller bereits früh in derProduktentwicklung Konstruktionen optimieren,bevor sie in die Herstellung gehen, und die Zeit biszur Markteinführung deutlich verkürzen. ●
Solidworks World 2014 – die neuesten Entwicklungen des CAD-Spezialisten
C H R I S T O F L A M P E R T , R E D A K T O R T E C H N I C A
Modernes Konstruieren im 3D-Raum
San Diego war Austragungsort der Solidworks World 2014. Mehr als 100 mit Solidworks konstruierte Produkte im angrenzen-
den Partner-Pavillon wurden präsentiert, in welchem auch die Partner von Solidworks ihre Technologieprodukte zur Ergän-
zung der Solidworks vorstellten. Ein Highlight unter den Produkten war sicherlich der Farb-3D-Drucker von Stratasys, welcher
Farb- und Materialkombinationen in einem Druckvorgang ermöglicht.
Mehr als 150 technische Trainingseinheiten boten den Teilnehmern ein breites Spektrum zur Weiter-bildung. (Bild: Christof Lampert)
[email protected], www.solidworks.ch
Reseller Schweiz:SOLID SOLUTIONS AG8048 Zürich, 044 434 21 [email protected], www.solidsolutions.ch
C+E FORUM AG4133 Pratteln, 058 433 33 [email protected], www.ceforum.ch
SOLIDWORKS

Perfection in Automationwww.br-automation.com
Sparen Sie Energie für neue Aufgaben
ISO 50001/EN 16001 Energiemanagement
` APROL EnMon - Out-of-the-Box-Lösung für Energiemanagement gemäß ISO 50001 oder EN 16001
` Finanzielle Einsparungen durch bessere Energieeffizienz
` Maximale Flexibilität - minimaler Engineering-Aufwand
` Ultimative Skalierbarkeit - das System wächst mit Ihren Aufgaben
Besuchen Sie uns!Halle B5 / Stand 50203.06.-06.06.2014, München
SIRAG AG • CH-6312 Steinhausen • www.sirag-ag.ch
Messen Steuern Fertigen
UNIVER AG
CH-6312 Steinhausen
Tel. +41 41 747 75 80
www.univer-ag.ch
Pneumatic Automation

56 PERIPHERIE ● Mess- und Prüftechnik 4 . 2 0 1 4 t e c h n i c a
ine Klasse für sich bilden Forster Kü-chen sicherlich mit ihrem GrundmaterialStahl. Dabei sorgt eine klug konstruier-
te Kartonwabe zwischen den Stahlblechen für Sta-bilität. Dieses 1960 entwickelte und seither in dieFertigung integrierte Sandwich-System sorgt zu-dem für Leichtigkeit und Formstabilität selbst beihöchsten Belastungen. Verzug durch Feuchtigkeitoder Temperaturschwankungen ist ausgeschlos-sen. Es ist diese Wabentechnik, die auch jeglicheblechernen Geräusche beim Hantieren in ForsterKüchen vermeidet.
Bündige Linien und glatte Flächen. Das Unterneh-men, das jüngst mit dem gesamten AFG-Küchen-geschäft in den Besitz des deutschen HerstellersAlno Küchen wechselte, passt alle ihre Elementean das Schweizer Masssystem mit 55er- und 90er-Norm und die Euro-Norm (60) an. Bündige Linienund glatte Flächen kennzeichnen die reduzierteFormensprache. Ergänzend zu dem Standardfarb-programm sind die pulverbeschichteten Oberflä-chen gemäss Kundenwunsch in allen NCS-Farbenlieferbar. Dazu kommen Metalloberflächen mit ge-bürsteter Edelstahloptik, patiniert in Silber, Goldoder Titan, die für eine edle, strukturierte Anmu-tung der Küchenelemente im Premiumsegmentsorgen. Alle Kanten werden händisch verschweisstund geschliffen.«Unsere Leidenschaft gilt dem Material Stahl»,sagt Marketingleiterin Rebecca D’Amato. «Aufdessen Verarbeitung zu einmaligen, ausserge-wöhnlichen Küchen haben wir uns kapriziert.»Elektrolytische Verzinkung sorgt für Korrosionsbe-ständigkeit, Pulverbeschichtung sichert hohe Wi-
E
derstandsfähigkeit gegen alle küchentypischen Ein-flüsse und sorgen für Farbechtheit über Jahrzehntehinaus. Antistatik-Ausrüstung stellt einen weiterenBestandteil des Fertigungsprozesses pro Hygieneund kontra Staub dar.
«Kommen aus der Blechfertigung.» Allererste Kü-chenelemente aus Stahlblech wurden 1952 herge-stellt, 78 Jahre nachdem Franz Josef Forster seinPress- und Stanzwerk gegründet hatte. Neuerun-gen kennzeichnen den Weg des Schweizer Traditi-onsunternehmens über die Jahrhundertwende undeinzelne Dekaden hinweg bis in die Neuzeit. «Wirkommen aus der Blechfertigung», betont dannauch Roman Diethelm, Leiter der äusserst Know-how-intensiven Blechbearbeitung. Und die Mess-latte des Anforderungsprofils liegt hoch: Varian-
tenreichtum in der SAP-gesteuerten Auftragsbear-beitung durch eine breite Palette an Oberflächen-optionen, ferner 15 Standard- und vier Metallic-farben, nebst Individualbestellungen in jedemdenkbaren NCS-Ton, tragen dazu bei.
100 Prozent aller Blechteile werden gemessen.Qualitätssicherung ist da schlicht essenziell, höchs-te Präzision für alle Blechteile ein absolutes Muss.So werden 100 Prozent aller Blechteile gemessen.«Für die so verwirklichte Fehlerfrüherkennung ver-traut man schon seit 2005 auf das schnelle 2D-Prüfsystem Virtek LaserQC, das mit Lasern arbeitet,um über 500 Datenpunkte pro Sekunde zu erfas-sen und auf 0,05 mm (0,002 Zoll) genau misst»,erläutert der Maschinenschlosser-Meister. Das Sys-tem vergleicht das Fertigprodukt mit der CAD-Da-
Forster Stahlküchen Schweiz: schnelle Qualitäts-prüfungen mit dem Laser-Inspektionssystem von Virtek
FormvollendeteDie Firma Forster Küchen AG aus Arbon bringt bei
ihren Stahlküchen Schönheit und Funktionalität in
Einklang. Qualitätssicherung ist dabei essenziell und
höchste Präzision für alle Blechteile ein absolutes Muss.
Um dieses Ziel zu erreichen, hilft eine schnelle Fehler-
früherkennung mit den Prüfsystemen Virtek LaserQC.
Dipl.-Ing. Luigi Greco,CEO Gebrüder Spiegel,(links) und Hans-PeterRensi, Maschinenfüh-
rer bei Forster KüchenAG, beim Bedienen des
intelligente Mess-system LaserQC,das Teile bis zu
1220 mm x 1220 mmmessen kann.
(Foto gross: Barbara Jung,Muttenz / Foto klein: Virtek)
«Eine statt zehn Minuten Messzeit – neben erheb-lichen Einsparungen unterstützt uns der LaserQCbeim Prinzip Produkttreue», so Roman Diethelm.
(Foto: Barbara Jung)
BlechverarbeitungBlechverarbeitung

t e c h n i c a 4 . 2 0 1 4 Mess- und Prüftechnik ● PERIPHERIE 57
tei (DXF-Format) für den jeweiligen Cor-pus und erstellt einen detaillierten Berichtfür das jeweilige Blechteil mit 40 bis 50Lochungen – mit allen Abmessungen undAbweichungen von den definierten Tole-ranzen. Roman Diethelm, seit 28 Jahrendabei, bezeichnet die so erzielten Einspa-rungen durch reduzierten Messaufwand(eine Minute pro Blechteil, wo vormalszehn Minuten anfielen), aber auch auf-grund der Vermeidung von Ausschuss alserheblich, führt darüber hinaus Produkt-treue als treibende Kraft für die Investi-tion in zeitgemässe Messverfahren, inTechnologie generell an.
Manuelle Messinstrumente wurden obso-let. Um auch Kanten schnell und zuver-lässig messen zu können, hat man sichzuletzt für die Anschaffung eines La-serQC AFM-Systems entschieden. Mittelszusätzlicher Kameraausstattung dieses3D-Messsystems des kanadischen Ent-wicklers Virtek lassen sich auch Höhensowie erhabene Eigenschaften erfassen,kann von Kante-zu-Kante, von Loch-zu-Loch bei vielen Materialien und überMetallapplikationen hinaus, bei speziellenKartonwaren und geformten Schäumengemessen werden. «Mit dem 2D- unddem 3D-LaserQC sind manuelle Mess-instrumente für unsere geformten Teileheute obsolet.» Ein Fakt, der zu einemGutteil zum aktuellen Durchsatz von1200 bis 1400 Blechteilen pro Tag oder25 000 Teilen pro Monat verhilft. ●
SPEZIFISCHE PNEUMATIKLÖSUNGENFÜR SIE EINBAUFERTIG SERVIERT!Professionelle Leistung, erstklassige Qualität und vorbildlicher Service. Was darf’s für Sie sein? Bei uns bekommen Sie auf Wunsch Ihr ganz persönliches Menü. Dabei haben Sie es von der Projek tierung, Konstruktion und Dokumentation, der Logistik und Montage bis hin zur Inbetriebnahme nur mit einem Ansprech-partner zu tun, der alles für Sie erledigt! Individuell zubereitet – und: auf den Punkt!
AVENTICS GmbH [email protected]
FORSTER KÜCHEN AGAm Unternehmenssitz im schweizerischen Arbon,Produktionsstandort für die Küchenmöbel ausStahl, beschäftigt Forster rund 190 Mitarbeiter.23 Beschäftigte bestreiten die Blechbearbeitung alsHerz der Forster-Fertigung. Hergestellt werden proJahr rund 3500 Küchen. Der Jahresumsatz beläuftsich auf rund 45 Mio. CHF. Exportaktivitäten – bisdato ein eher rares Thema für die Schweizer Stahl-küchen von Forster. Das soll sich nun ändern.2014 wird der Startschuss fallen für ein gezieltesAuslandsgeschäft.
GEBRÜDER SPIEGEL AG, Vertriebs- undServicepartner Schweiz Virtek LaserQCMit der Gebrüder Spiegel AG am StandortKreuzlingen können sich Anwender des intelli-genten Messverfahrens LaserQC in der gesam-ten Schweiz für die Beratung, den Vertrieb undauch Service auf einen Partner mit höchsterKompetenz verlassen: Das Familienunternehmenin der 4. Generation blickt auf 125 Jahre Erfah-rung in der Blechbearbeitung zurück und offe-riert heute eine breite Palette an Maschinen undSystemen für das Segment in der Schweiz sowie
auch in Italien und Deutschland, wo man auchden Service für den LaserQC von Virtek VisionInternational aus Kanada abdeckt.Insgesamt 20 Mitarbeiter kümmern sich um dieBedarfe der Anwender von RAS, Wemo, Gaspa-rini, Wenger, Kuka sowie eben Virtek VisionInternational. CEO Luigi Greco: «Mit dem La-serQC in der 2D- beziehungsweise 3D-Variantekonnten wir eine optimale Lösung für die Werk-stoffprüfung, das Dokumentieren von Qualitätwie aber auch das Reverse Engineering in unserAngebot aufnehmen.»
Die beiden Firmen
Forster Küchen Schweiz9320 Arbon, 071 447 46 [email protected],www.forster-kuechen.ch
GEBRÜDER SPIEGEL AG8280 Kreuzlingen, 071 677 60 [email protected], www.spiegel.ch
AFG KÜCHEN AG
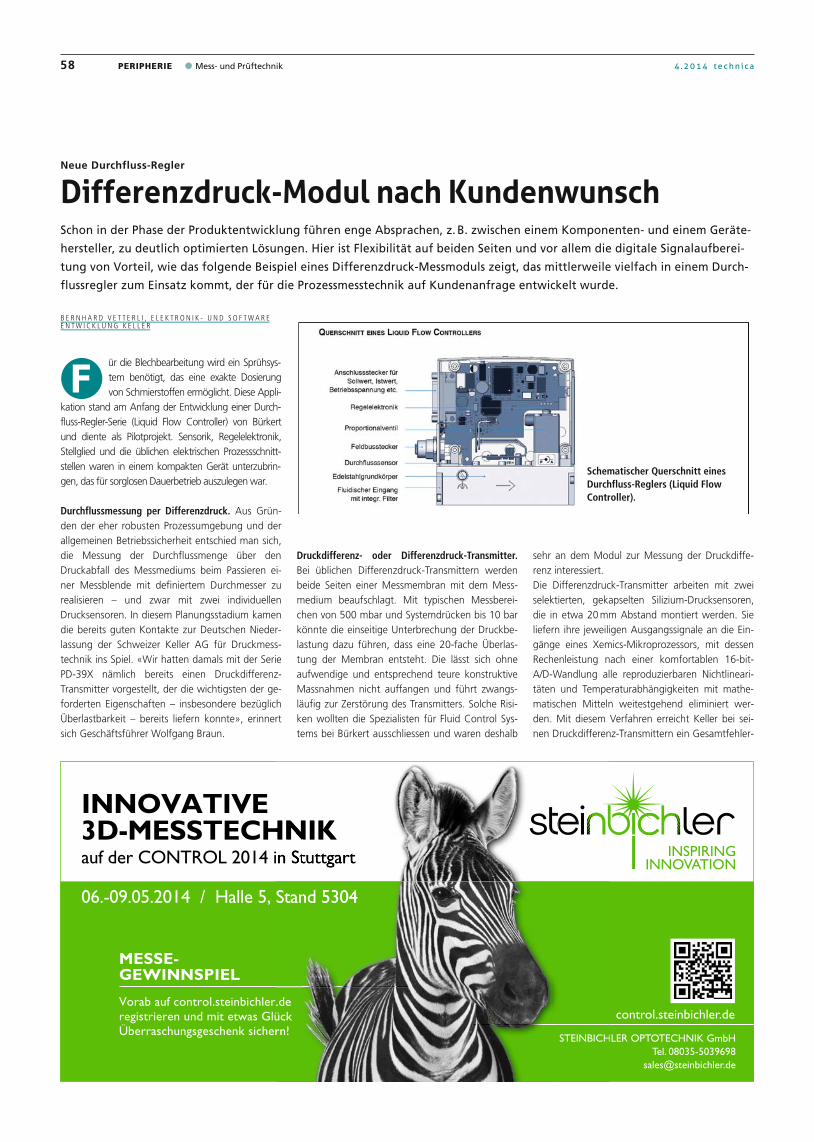
58 PERIPHERIE ● Mess- und Prüftechnik 4 . 2 0 1 4 t e c h n i c a
ür die Blechbearbeitung wird ein Sprühsys-tem benötigt, das eine exakte Dosierungvon Schmierstoffen ermöglicht. Diese Appli-
kation stand am Anfang der Entwicklung einer Durch-fluss-Regler-Serie (Liquid Flow Controller) von Bürkertund diente als Pilotprojekt. Sensorik, Regelelektronik,Stellglied und die üblichen elektrischen Prozessschnitt-stellen waren in einem kompakten Gerät unterzubrin-gen, das für sorglosen Dauerbetrieb auszulegen war.
Durchflussmessung per Differenzdruck. Aus Grün-den der eher robusten Prozessumgebung und derallgemeinen Betriebssicherheit entschied man sich,die Messung der Durchflussmenge über denDruckabfall des Messmediums beim Passieren ei-ner Messblende mit definiertem Durchmesser zurealisieren – und zwar mit zwei individuellenDrucksensoren. In diesem Planungsstadium kamendie bereits guten Kontakte zur Deutschen Nieder-lassung der Schweizer Keller AG für Druckmess-technik ins Spiel. «Wir hatten damals mit der SeriePD-39X nämlich bereits einen Druckdifferenz-Transmitter vorgestellt, der die wichtigsten der ge-forderten Eigenschaften – insbesondere bezüglichÜberlastbarkeit – bereits liefern konnte», erinnertsich Geschäftsführer Wolfgang Braun.
F
Druckdifferenz- oder Differenzdruck-Transmitter.Bei üblichen Differenzdruck-Transmittern werdenbeide Seiten einer Messmembran mit dem Mess-medium beaufschlagt. Mit typischen Messberei-chen von 500 mbar und Systemdrücken bis 10 barkönnte die einseitige Unterbrechung der Druckbe-lastung dazu führen, dass eine 20-fache Überlas-tung der Membran entsteht. Die lässt sich ohneaufwendige und entsprechend teure konstruktiveMassnahmen nicht auffangen und führt zwangs-läufig zur Zerstörung des Transmitters. Solche Risi-ken wollten die Spezialisten für Fluid Control Sys-tems bei Bürkert ausschliessen und waren deshalb
sehr an dem Modul zur Messung der Druckdiffe-renz interessiert.Die Differenzdruck-Transmitter arbeiten mit zweiselektierten, gekapselten Silizium-Drucksensoren,die in etwa 20 mm Abstand montiert werden. Sieliefern ihre jeweiligen Ausgangssignale an die Ein-gänge eines Xemics-Mikroprozessors, mit dessenRechenleistung nach einer komfortablen 16-bit-A/D-Wandlung alle reproduzierbaren Nichtlineari-täten und Temperaturabhängigkeiten mit mathe-matischen Mitteln weitestgehend eliminiert wer-den. Mit diesem Verfahren erreicht Keller bei sei-nen Druckdifferenz-Transmittern ein Gesamtfehler-
Neue Durchfluss-Regler
B E R N H A R D V E T T E R L I , E L E K T R O N I K - U N D S O F T W A R EE N T W I C K L U N G K E L L E R
Differenzdruck-Modul nach Kundenwunsch
Schon in der Phase der Produktentwicklung führen enge Absprachen, z. B. zwischen einem Komponenten- und einem Geräte-
hersteller, zu deutlich optimierten Lösungen. Hier ist Flexibilität auf beiden Seiten und vor allem die digitale Signalaufberei-
tung von Vorteil, wie das folgende Beispiel eines Differenzdruck-Messmoduls zeigt, das mittlerweile vielfach in einem Durch-
flussregler zum Einsatz kommt, der für die Prozessmesstechnik auf Kundenanfrage entwickelt wurde.
Schematischer Querschnitt einesDurchfluss-Reglers (Liquid FlowController).

band von besser als ±0,1 %FS über weite Tempe-raturbereiche. Das analoge Ausgangssignal desModuls wird bis zu 200 Mal in der Sekunde aktua-lisiert und liefert eine gute Dynamikreserve für denFolgeprozess. Als Daumenregel lässt sich sagen,dass der Messbereich bei dieser Art von Differenz-druckmessung etwa 20 % des Vordrucks betragensollte. Neben den analogen Standardsignalen von4 … 20 mA und 0 … 10 V bietet der Prozessor ei-ne digitale RS485-Halbduplex-Schnittstelle. Überdiese Schnittstelle können u. a. die Druck- undTemperaturmesswerte der individuellen Sensorenausgegeben werden, also nicht nur die Werte derDruckdifferenz. Durch die Digitalisierung ist dieSpanne des analogen Ausgangssignals flexibel andie gewünschte Spanne des Eingangssignals(Druckdifferenz) anzupassen.Am Ende der Gespräche zwischen Keller und Bür-
kert und einer Vielzahl von Tests stand eine Liefer-vereinbarung über Differenzdruck-Messmodule, dieder gemeinsam ausgearbeiteten Spezifikation ent-sprachen. Seither sind die Durchfluss-Regler in ver-schiedensten Applikationen im Dauerbetrieb. Dermechanische Anschluss der Drucksensoren an denHauptkanal des Durchflussreglers erfolgt übrigensjeweils über eine durch einen definierten Spülpro-zess zu entlüftende Kapillare, die auch gleichzeitigals Tiefpassfilter für Druckspitzen ausgelegt ist. Allevom Messmedium berührten Teile sind (bis auf dieDichtungsringe) aus Edelstahl.
Integration. Die Durchfluss-Regler werden bei Bür-kert als Prozessmessgeräte kundenspezifisch für je-den konkreten Einsatz nach Auftrag gefertigt. Mitnur drei unterschiedlich bestückten Druckdiffe-renz-Transmittern lassen sich je nach VordruckDurchflussendwerte zwischen 0,9 l/h und 36 l/h re-alisieren. Die Feinabstimmung der Messbereicheerfolgt über die speziellen, im Strömungskanal in-tegrierten Blenden – wobei die angestrebte Diffe-renz von Eingangsdruck und Ausgangsdruck beitypisch 500 mbar liegt. Schliesslich setzten dieKonstrukteure bei Keller weitere Details nach Kun-denwunsch um: Das Lieferformat der flexiblen Pla-tine mit den Details der elektrischen Anschlüsse so-wie die mechanische Einbindung wurden ebensogemeinsam spezifiziert wie das Ausgangssignalbeim Nenndurchfluss, das jetzt mit 2,5 V deutlichvon der Katalogware abweicht.Durch die digitalisierte Signalverarbeitung und diedigitale Schnittstelle des Mikroprozessors stehendie individuellen Sensorsignale für den Eingangs-und Ausgangsdruck zur Verfügung und können imDurchflussregler intern genutzt werden um Grenz-werte zu setzen, Überlastungen zu detektierenoder andere Diagnosefunktionen zu realisieren. Beider Kalibrierung der Durchflussmessung (üblicher-weise mit Wasser oder einer Flüssigkeit, die eineähnliche Viskosität wie die Prozessflüssigkeit hat)können die Kalibrierdaten im Prozessor des Diffe-renzdruck-Transmitters komplett neu parametriertwerden. Das erlaubt einen Abgleich auf die ganzindividuellen Prozesse der Kunden und damit fürviele Anwender eine optimale Lösung.
Ausblick. Zwei Spezialisten – einer für Durchfluss-regelung und einer für Druckmessung – konntendurch konstruktive Zusammenarbeit eine sehr kon-krete Kundenanfrage gemeinsam lösen. Die auf ei-nem Mikroprozessor aufbauende Signalverarbei-tung des mit zwei Drucksensoren arbeitenden Dif-ferenzdruck-Transmitters von Keller hat die Inte-gration in einen Durchflussregler für den Dauerbe-trieb in der Prozesstechnik wesentlich vereinfachtund die Realisierung einer Reihe von Funktionalitä-ten ermöglicht. Das Modul zeigt sich in einer Reihevon Applikationen deutlich überlegen gegenüberklassischen Differenzdruck-Transmittern mit nur ei-ner Membran – insbesondere in Bezug auf Über-lastbarkeit. Die Digitalisierung der Sensor-Signal-verarbeitung bietet vor allem bei kundenspezifi-schen Anwendungen eine Reihe von Vorteilen, diesich auch in einer Gesamtkostenrechnung deutlichniederschlagen. ●
8404 Winterthur, 052 235 25 [email protected], www.keller-druck.com
BÜRKERT-CONTROMATIC AG6331 Hünenberg/ZG, 041 785 66 [email protected], www.buerkert.ch
KELLER AG FÜR DRUCKMESSTECHNIK
Der Differenzdrucksensor liefert ein präzises undtemperaturkompensiertes Messsignal, aus dem derDurchfluss berechnet wird. Im Bild: Durchfluss-Reg-ler von Bürkert im Einsatz. (Bilder: Keller/Bürkert)
t e c h n i c a 4 . 2 0 1 4 Mess- und Prüftechnik ● PERIPHERIE 59

60 PERIPHERIE ● Mess- und Prüftechnik 4 . 2 0 1 4 t e c h n i c a
igh-Speed-Kameras sind in der Anwen-dung äusserst flexibel. Sie sind nicht aufdie Beobachtung eines bestimmten
Vorganges begrenzt, sondern für unterschiedlicheApplikationen frei einsetzbar. Mit der höchstenBildrate von 100 000 Bildern pro Sekunde ist die«CamRecord CR3000x2» der Optronis GmbH ausD-Kehl am Rhein dabei in der Lage, besondersschnelle Prozesse für das menschliche Auge sicht-bar zu machen.Je nach Anforderung kann die High-Speed-Kameramit einem 8-GByte- oder 16-GByte-Ringspeicherausgestattet werden. Mit dem 16-Gigabyte-Spei-cher kann sie bei voller Auflösung und Geschwin-digkeit die Aufnahme über einen Zeitraum von11 Sekunden speichern. Diese Möglichkeit zurÜberprüfung von längeren Prozessabläufen ist vorallem dann ein Vorteil, wenn nur schwer einzuord-nen ist, an welcher Stelle ein Fehler im Prozess auf-tritt. Andere Modelle in dieser Leistungsklassewerden oft nur mit einem Speicher von 4 oder
H8 GByte angeboten. Bei 8 GByte liegt die Aufnah-mezeit dann schon bei nur rund 5 Sekunden. Op-tronis weitet somit das Einsatzgebiet der High-Speed-Kamera aus.
Funktionierende Komplettlösung aus einer Hand.Indem Optronis die «CamRecord CR3000x2» inein Bundle schnürt, präsentiert das Unternehmeneine Komplettlösung, in der alle Komponenten be-reits aufeinander abgestimmt sind. Nach einer Ein-führung in die Technik kann der Anwender umge-hend mit der Fehleranalyse beginnen. Denn seitensdes Unternehmens muss lediglich ein PC oder Lap-top zur Verfügung gestellt werden. Es muss keineZeit und Know-how investiert werden, um über-haupt erst die richtige Beleuchtung oder die geeig-nete Software zur weitergehenden Analyse ausfin-dig zu machen. Denn im Bundle von Optronis istneben einem LED-Scheinwerfer auch die Analyse-Software TimeBench enthalten. Ebenfalls zumBundle gehören ein Standard-Objektiv, ein Stativ,
ein Handtrigger, ein Magic Arm mit Feststellrad,ein Universalkabel sowie ein Adapter für die LED-Beleuchtung.
Schneller Einstieg in die Welt der Slow-Motion. Mitder «CamRecord» als Bundle ermöglicht OptronisAnwendern in der Industrie einen leichteren Ein-stieg in die High-Speed-Technologie. Denn die be-reits im Bundle enthaltenen Komponenten legenden Grundstein für optimale Slow-Motion-Aufnah-men sowie die weitere Auswertung der gewonnenDaten. «Nach der Einführung in Kameratechnikund Software durch unser Team kann dann schnellmit den Aufnahmen zur Instandhaltung, Wartungoder Fehleranalyse begonnen werden», so BerndReinke, Leiter des Geschäftsbereichs IndustrielleKameras bei Optronis. Die vielfältigen Einsatzmög-lichkeiten der High-Speed-Kamera machen sie aus-serdem zu einer nachhaltigen Investition. (mf) ●
Leistungsfähiges Paket für umfangreiche Messaufgaben
Sichere Fehleranalyse mit High-Speed-Kamera
Die Analyse und Optimierung von schnellsten Prozessen ist in der Industrie die Voraussetzung für eine effiziente Instand-
haltung, Wartung oder beispielsweise Fehleranalyse. Wer jetzt an komplizierte Systeme zur Prozessanalyse denkt, hat eine
Lösung übersehen: die High-Speed-Kamera-Technologie. Für einen sicheren Einstieg bietet Optronis die «CamRecord
CR3000x2» mit 16 GB als Bundle-Lösung an – die Einführung in die Technik inklusive.
Optronis bietet die im Bundle enthal-tene «CamRecord» mit einem 8- oder16-GByte-Ringspeicher an. (Bild: Optronis)
Die «CamRecord» als Bundle-Lösung mit Objektiv,
LED-Beleuchtung, Stativ,Magic Arm und Handtrigger.
D-77694 Kehl, +49 (0) 78 51 91 [email protected], www.optronis.com
OPTRONIS GMBH
t e c h n i c a 4 . 2 0 1 4 # ● TECHNIK 61
>> ni.com/measurements-platform/d
Datenerfassungsprodukte von National Instruments zählen zu den zuverlässigsten
computergestützten Messgeräten und bieten herausragende Genauigkeit und
Performance. Für NI-CompactDAQ-Systeme stehen mehr als 50 messspezifi sche
Module und eine umfangreiche Auswahl an I/O zur Verfügung. Durch das Zusammen-
spiel der Hardware mit der Software NI LabVIEW und ihrer Analyse- und Signal-
verarbeitungsfunktionalität profi tieren Sie vom Konzept des Graphical System Design,
mit dem Sie Messsysteme schneller erstellen können.
LabVIEW bietet leistungs-starke Analysefunktionen, vereinfacht das Entwickeln grafi scher Benutzerober-fl ächen und ermöglicht es Ihnen, intuitiv zu programmieren.
056 2005151
© 2014 | National Instruments, NI, ni.com, NI CompactDAQ und LabVIEW sind Marken der National Instruments Corporation.
wir haben die Lösung! Was immer Sie messen wollen,

62 PERIPHERIE ● Mess- und Prüftechnik 4 . 2 0 1 4 t e c h n i c a
ie Fertigungszahlen von Turboladernsind in den letzten Jahren enorm gestie-gen. Dies liegt einerseits an der wach-
senden Beliebtheit von Dieselmotoren und ande-rerseits am immer häufiger praktizierten «Down-sizing» von Benzinern, also der Verringerung desHubraums, in dessen Zuge Turboladern auch dieAufgabe zukommt, zur Reduzierung des Ver-brauchs sowie der CO2-Werte beizutragen. Jedochist die Herstellung der Systeme nicht einfach. Soliegt zum Beispiel beim Drehprozess der Turbinen-räder für Turbolader die Schwierigkeit in derBeherrschbarkeit des Prozesses.Bei Rumpel Präzisionstechnik im deutschen Wilfin-gen am Nordrand Oberschwabens werden derDurchmesser sowie die Länge des Zapfens auf derRückseite des Turbinenrades auf einer Biglia 565YS-Doppelspindel-Drehmaschine mit der Steue-rung Fanuc 18i bearbeitet. Um die geringen Tole-ranzen von 0,012 mm in Kombination mit denschwer zerspanbaren Werkstoffen einhalten zukönnen, musste bisher jedes Werkstück nach demVordrehen und schliesslich nach jedem der zweiSchlichtschnitte per Hand gemessen und die Kor-rekturwerte manuell in die Maschinensteuerungeingegeben werden. Eine sehr geringe Produktivi-tät war die Folge.Um den Fertigungsprozess etwas zu vereinfachen,wurde ein Messtaster von Blum-Novotest ange-
D
schafft. Die Zielsetzung damit war die Bestimmungder Werkstückausrichtung auf der Drehmaschine.«Nach weiteren Versuchen zur Optimierung desDrehprozesses wurde uns klar, dass die Messauf-gabe doch komplexer ist als gedacht», berichtetMichael von Rechenberg, zuständiger Maschinen-einrichter. «Ich habe einfach mal ausprobiert, wasder Taster so kann. Wir haben schliesslich heraus-gefunden, dass wir mithilfe der Maschinensteue-rung und der Software des Tasters den gesamtenProzess überwachen können.»
Enorme Zeitersparnis. Sokonnte mit dem kabellosenMesssystem, das über eineInfrarotübertragung arbei-
tet, eine geschlossene Prozesskette realisiert wer-den. Die vorher manuellen Zwischenschritte entfal-len, da der Taster nach jedem Bearbeitungsschrittautomatisch das aktuelle Mass präzise aufnimmtund durch die Maschinensteuerung gegebenen-falls sofort korrigieren kann. Die Werkzeugbruch-kontrolle wird ebenfalls automatisch vom Blum-Messtaster durchgeführt. Das heisst, die Maschi-nensteuerung gibt eine Fehlermeldung aus, fallsdas gemessene Mass völlig ausserhalb der Toleranzliegt und demnach ein Schneidkantenbruch vorlie-
gen muss. Im Vergleich zumbisherigen Prozess konnte so-mit lediglich durch den Weg-fall der manuellen Messzeiteneine Zeitersparnis von 20 Pro-zent erreicht werden – ohnedie Berücksichtigung eventuel-ler Maschinenstillstandzeitenzum Beispiel aufgrund vonNacharbeit. Diese enorme Ein-sparung ist das Ergebnis des
unkomplizierten Zusammenspiels der Blum-Mess-zyklen mit der Maschinensteuerung.
Höchste Prozesssicherheit. Rumpel Präzisionstech-nik beschäftigt sich aufgrund der schwer zu zer-spanenden Werkstoffe mit vielen unterschiedlichenWerkzeugherstellern und deren Produkten. Auchbei diesem speziellen Drehprozess spielt der Ab-nutzungsfaktor des Werkzeugs eine tragende Rol-le. Das Messergebnis bei der Bearbeitung derWerkstoffe kann nicht immer 1:1 auf das Zustell-mass übertragen werden. Während bei «norma-lem» Stahl die gemessenen 5 µm direkt zugestelltwerden können, muss bei diesem speziellen Fein-guss ein gewisser Grad an Erfahrung einfliessen,damit das gewünschte Ergebnis erreicht werden
Messtaster von Blum-Novotest vereinfacht den Fertigungsprozess
Zeitersparnis dank Messtaster
Als Spezialist für die Bearbeitung hochlegierter Werkstoffe und von Feinguss steht Rumpel Präzisionstechnik nicht selten vor
Herausforderungen bei komplexen und nahezu unbeherrschbaren Zerspanungsprozessen. Beim Drehprozess von Turbinenrädern
für Turbolader der Continental AG konnte das Unternehmen dank seiner Erfahrung über 50 Jahre und dem Messsystem TC54-10
von Blum-Novotest eine Stabilisierung des gesamten Zerspanungsprozesses sowie eine 20-prozentige Zeitersparnis erreichen.
Der kompakte TC54-10 hilft Rumpel Präzisionstechnik dabei, die Prozesssicherheit beim Drehprozess derschwer zu zerspanenden Feingussteile (siehe auch kleines Bild) zu gewährleisten und höchste Qualität zuproduzieren. (Bilder: Blum-Novotest)
Gerhard Englisch (links) undMichael von Rechenberg vor derDrehmaschine Biglia 565 YS:«Es ist echt phänomenal, was mitdem Blum-Messsystem und seinerSoftware alles möglich ist.»

kann; an dieser Stelle setzt das Messsystem vonBlum-Novotest an.Mit dem Messen der beiden Schlichtschnitte kön-nen die Schwaben sicherstellen, dass bei jeder Be-arbeitung der gleiche Schnittdruck herrscht und siesomit ihre Toleranzen einhalten können – dies ge-währleistet höchste Prozesssicherheit. Des Weite-ren können mithilfe des Blum-Messsystems dieWerkzeugkosten reduziert werden. Der Messtastererkennt zum einen sofort, wenn ein Werkzeug-bruch vorliegt, zum anderen können die Werkzeu-ge bis zum tatsächlichen Ende der Werkzeugstand-zeit genutzt werden. «Der zu bearbeitende Werk-stoff erfordert den Einsatz teurer Spezialwerkzeu-ge. Da kann jedes zu früh ausgewechselteWerkzeug in barem Geld aufgewogen wer-den», betont Geschäftsleiter HermannRumpel. «Während der Branchendurch-schnitt bei den Werkzeugkosten bei 3 Pro-zent vom Umsatz liegt, benötigen wir rund10 Prozent des gesamten Umsatzes nur für dieBeschaffung der Zerspanungswerkzeuge.»
Der Taster hat eine Abweichung von maxi-mal 1 µm. Ein weiterer Taster für eine zwei-te Drehmaschine ist bereits bestellt. Auchdas neue Bearbeitungszentrum, das im Ja-nuar 2014 geliefert wurde, verfügt übereinen Blum-Messtaster. Bei der Installationeines TC50 von Blum in einer weiteren5-Achs-Maschine konnte Rumpel ebenfallspositive Erfahrungen sammeln – und zwarmit dem Service und dem Schulungsange-bot von Blum. Und wenn doch mal «etwaspassiert», hat der Messtechnikhersteller so-fort eine Lösung parat:Als die Schwaben bei einem Versuch denMesstaster durch einen kleinen Programm-fehler auf Crash gefahren hatten, schickteBlum ihnen sofort ein Leihgerät, das umge-hend eingesetzt werden konnte. Im Ernst-fall kann eine solche Situation auch überdie termingerechte Auslieferung entschei-den. Wenn beispielsweise Feingiessereienihre Produkte liefern, bleibt oft nicht mehrviel Reaktionszeit, bis der Liefertermin vorder Tür steht.Die Zeit, die effektiv vom Rohteil bis zur Aus-lieferung zur Verfügung steht, ist oftmalsextrem kurz. «In solchen Fällen setzen wirauf unsere flexible Belegschaft und den Puf-fer, den wir mit der dritten Schicht rechtkurzfristig abfragen können. Eine erhöhteProzesssicherheit kommt der kurzen Reakti-onszeit dabei sehr entgegen», fasst Betriebs-leiter Gerhard Englisch zusammen undschiebt noch ein Lob über die Genauigkeitder Messungen mit dem TC54-10 hinterher:«Die Messergebnisse sind hochpräzise. DerTaster hat eine Abweichung von maximal1 µm. Das ist die normale Messtoleranz, diesogar eine externe Messmaschine hat.»
Ausschuss auf ein Minimum verringert. Mithilfe desBlum-Messtasters kann der Drehprozess in Wilfin-gen jetzt komplett überwacht werden. Die Pro-zesssicherheit wurde auf ein Maximum erhöht unddie Prozesszeiten um 20 Prozent reduziert. DerAusschuss konnte auf ein Minimum verringertwerden, was bei Versuchsteilen, die manchmal biszu mehrere Hundert Euro kosten können, in baremGeld aufgewogen werden kann. Unter diesen Um-ständen überrascht es nicht, dass Rumpel Präzisi-onstechnik plant, die Zusammenarbeit mit Blum-Novotest auszubauen. Denn momentan werdenverschiedene Prozesse im Dreh- und Fräsbereichauf Optimierungspotenzial mithilfe der Blum-Mess-
systeme untersucht. Das Ziel dabei ist, die hohenQualitätsansprüche der Schwaben zu erreichen –mit einem Partner wie Blum-Novotest. ●
So einfach kann bildbasierte Qualitätskontrolle sein. Die VeriSens® XC-Serie mit integriertem Blitzcontroller liefert beste
Ergebnisse, ist einfach einzubauen und kann, dank modu larem Aufbau, perfekt an Ihre Anforderungen angepasst werden.
Verlieren Sie keine Zeit und informieren Sie sich über die VeriSens® XC-Serie unter
www.baumer.com/verisens
Einfach, genau und alles drin.Die VeriSens® XC-Serie mit integriertem Blitzcontroller.
2543 Lengnau, 032 653 77 [email protected]: Halle 1.1, Stand B 16/C 17
RUMPEL PRÄZISIONSTECHNIKDE-88515 Wilflingen (bei Sigmaringen)[email protected], www.rumpel.com
BLUM-NOVOTEST GMBH
t e c h n i c a 4 . 2 0 1 4 Mess- und Prüftechnik ● PERIPHERIE 63

64 PERIPHERIE ● Instandhaltung 4 . 2 0 1 4 t e c h n i c a
orausschauende Wartung auf Basis per-manenter Zustandsüberwachung hilftungeplante Stehzeiten zu vermeiden
und den Aufwand für die Ersatzteilhaltung deut-lich zu verringern. Die Verwendung von Maschi-nenzustandssignalen als Input für Steuerung undRegelung trägt zur Lebensverlängerung von Ma-schinen bei und wirkt sich so positiv auf die Stück-kosten aus.Die Anstrengungen der Entwicklungsingenieure imMaschinenbau zeigen Wirkung: Leistungs- undFunktionsdichte von Produktionsmaschinen neh-men laufend zu. Das bedeutet, dass für die Pro-duktherstellung bei gleichen Mengen und dersel-ben Komplexität eine geringere Anzahl Maschinenbenötigt wird. Das verbilligt die Produktion und er-höht dadurch die Wettbewerbsfähigkeit des Ma-schinenbetreibers. Andererseits erhöht sich mit dersteigenden Effizienz auch die Abhängigkeit derProduktionsbetriebe von den einzelnen Maschinen.Durch den erhöhten Produktionsdurchsatz ist jederStillstand mit höheren Kosten durch Produktions-ausfall pro Zeiteinheit verbunden. Und Stillstände,das wissen Maschinenanwender, haben die Eigen-schaft, dass sie nie ganz vermieden werden kön-nen. Doch was steckt genau dahinter und wiefunktionieren die intelligenten Module?
V
Interview mit Bernhard Eder (Product Manager).Herr Eder, ihr neues Condition-Monitoring-Modulverarbeitet die Signale von Beschleunigungssenso-ren. Was ist die besondere Neuheit?Bernhard Eder: Das Alleinstellungsmerkmal unseresModuls ist, dass vier Beschleunigungssensoren aufkleinstem Bauraum erfasst werden. Sowie die Ei-genschaft, dass die gesamten Algorithmen zur Be-rechnung von mehr als 70 Kennwerten im Modulintegriert sind. Die Kennwerte werden für alle vierEingangskanäle kontinuierlich berechnet, somit isteine lückenlose Zustandsüberwachung möglich.Zusätzlich werden mithilfe von individuell konfigu-rierbaren Frequenzbändern beliebige Schadensfre-quenzen gemessen. Das ist beispielsweise bei ei-nem Lager der Fall: Hier sind üblicherweise dreiFrequenzbänder, die die Schadensfrequenzen defi-nieren, verfügbar. Sie ergeben sich aus der Mecha-nik des Lagers (Durchmesser des Innen-/Aussen-rings und aus dem Kugeldurchmesser).
Welche Kennwerte kann die B&R-Lösunggenau erfassen?Neben den flexibel konfigurierbaren Frequenzbän-dern werden zum Beispiel auch sogenannte Breit-bandparameter wie der Crest-, Skewness- oderKurtosis-Faktor erfasst. Des Weiteren stehen auchBreitbandwerte aus Normen wie ISO10816 oderVDI3832 zur Verfügung. In der Norm ISO10816
sind beispielsweise Warn- und Alarmgrenzwertefestgelegt, die abhängig von Fundament und Ma-schinentyp sind. Diese Grenzwerte bieten eine gu-te Aussagekraft über den Gesamtmaschinenzu-stand. Es gibt eine Vielzahl weiterer gängiger Breit-band-Parameter, die vom Modul unterstützt wer-den. Jeder Parameter hat einen anderen Schwer-punkt und wird nach Konfiguration der Maschineverwendet.
Liege ich richtig in der Annahme, dass man bislangeinen viel grösseren Aufwand unternehmen musste,um an solche Werte zu kommen?Ja, da es am Markt viele Module gibt, die nur ge-wisse Breitbandwerte ermitteln können. Um unter-schiedliche Werte zu erfassen, müssen meist ver-schiedene Auswertegeräte eingesetzt werden.Oder komplex zu bedienende Messsysteme samtaufwendiger Programmierung installiert werden.Das Condition-Monitoring-Modul von B&R liefertohne Programmieraufwand alle derzeit gängigenBreitbandwerte und bietet zusätzlich noch die Fle-xibilität, eigene Auswertungen zu definieren. Auchin diesem Fall wird die komplette Auswertung derMessdaten bereits vom Modul selbst durchgeführtund dem Anwender aussagekräftige Kennwertezur Verfügung gestellt.
Lag der Aufwand einzig an der kompliziertenAuswertung?Nein, auch die Übertragung und die Speicherungder Sensor-Rohdaten birgt einen Mehraufwand.Die Übertragung der Rohdaten belasten das Bus-system. Mit der Übertragung allein ist es zudemnicht getan. Die Daten müssen ausserdem gespei-chert und archiviert werden. Der Vorteil der B&R-Lösung ist offensichtlich: Unser Modul kümmertsich selbst um die kontinuierliche Auswertung undschickt nur verwertbare und aussagekräftige Wertezur Steuerung oder zum übergeordneten Monito-ringsystem wie beispielsweise APROL ConMon.Darüber hinaus bietet B&R die Möglichkeit, die Er-gebnisse zu visualisieren. Ausserdem könnenGrenzwerte hinterlegt werden, die im BedarfsfallAlarme oder Warnungen generieren.
Was kann alles analysiert werden? Neben den bereits erwähnten Breitbandwerten,die einen allgemeinen Maschinenzustand beschrei-ben, können zum Beispiel auch folgende konkreteZustände gemessen werden: Lagerschaden, Getrie-
Condition-Monitoring ist mehr als reine Wartung oder Service für die Maschine
M A R K U S F R U T I G , R E D A K T O R T E C H N I C A
Wissen, was passieren könnte
Vom Oszilloskopmodul bis zum sensitiven Servoantrieb, vom Überwachungschip in jedem Automation-PC bis zu eigenintelli-
genten Modulen zur Schwingungsanalyse bietet B&R nun alle Möglichkeiten, in die Maschine «hineinzuhören», ohne externe
Auswerteeinheiten zu benötigen. Damit ist Condition-Monitoring heute schon selbstverständlicher Bestandteil jedes B&R-Au-
tomatisierungssystems und damit jeder Maschine, die mit B&R-Technik ausgestattet ist. Die «technica» befragte Bernhard
Eder, Product Manager, im Interview, was genau dahintersteckt.
Messen, auswerten, kommunizieren - alles in einem X20-Modul. Damit stellt B&R ein mächtiges Tool zurortsunabhängigen Überwachung von Zustandsdaten zur Verfügung. (Bilder: B&R)

t e c h n i c a 4 . 2 0 1 4 Instandhaltung ● PERIPHERIE 65
AMSLER
Projek�erungsunterstützung und technische Auslegungen
Mehrachsen-Lösungen fer�g mon�ert
Grosses Lager und kurze Liefertermine
Komple�e Bearbeitungen nach Kundenzeichnung
AMSLER & CO. AG www.amsler.chLindenstrasse 16, 8245 Feuerthalenfon 052 647 36 36, fax 052 647 36 37, [email protected]
beschaden, Unwucht oder auch sogenannte stochas-tische Ereignisse wie Schläge. Des Weiteren wurdenbereits Anwendungen mit unserem Modul umge-
setzt, in denen die Qualität eines Schneidmessersoder einer Säge bewertet wurde. Genauso ist esmöglich, Resonanzstellen zu erkennen oder das An-tasten von Werkzeug zu Werkstück zu optimieren.
Wie ziehen Sie dann konkret Rückschlüsse auf dieWartungsnotwendigkeit?Das Modul selbst bewertet die Wartungsnotwen-digkeit nicht. Es berechnet aus den verfügbarenMessdaten die Kennwerte, die es dem Maschinen-bauer überhaupt ermöglichen, Rückschlüsse überden Wartungszustand ziehen zu können. WelcheMassnahme dann im konkreten Fall bei einem be-stimmten Wert zu ergreifen ist, geben zum einendie gültigen Normen vor, zum anderen kommt hierdie Erfahrung des Maschinenbauers oder des Anla-genbetreibers zum Tragen. Er weiss am besten,wie sich die Maschine verhält und welche War-tungsarbeiten bei welchen Werten sinnvoll sind.Unser Modul erleichtert diese Einschätzung we-sentlich.
Wie kann man beispielsweise einen Lagerschadenrechtzeitig erkennen?Sehr oft orientieren sich Wartungsingenieure hier-bei am Gradienten des Schwingungsverlaufes. Jeschneller die Schadensfrequenz oder der Schad-
wert ansteigt, desto schneller steht zum Beispielein Lagerschaden bevor. Je steiler die Kurve ist,desto eher tritt ein Schadensereignis ein. So wirdeine Voraussage möglich.
Können Sie weitere konkrete Anwendungs-Beispiele für Condition-Monitoring nennen?Eine klassische Anwendung ist zum Beispiel, dieUnwucht eine Lüfters zu messen. Staub oder ande-re Schmutzablagerungen setzen sich am Lüfter abund führen zu einer Unwucht. Diese Unwuchtführt in weiterer Folge zu einem Schaden des La-gers. Eine Dekanterzentrifuge ist eine ähnliche An-wendung, auch hier wird Unwucht gemessen.Eine andere Art von Condition-Monitoring ist dieErfassung von Unwucht bei grossen industriellenWaschmaschinen. Hier wird die Schwingungsinfor-mation nicht zur Schadenserkennung genutzt,sondern um frühzeitig im Schleudervorgang abzu-schätzen, ob die Unwucht unzulässig gross werdenwürde. Wird das erkannt, wird der Schleudergangvorzeitig abgebrochen, die Wäsche umgelegt unddas Schleudern dann erneut gestartet. Damit wirdZeit, Energie und Geld gespart.
Wie einfach realisiert man denn die Auswertungvieler Kenngrössen an der Maschine, um ein >>
Bernhard Eder: «Das Condition-Monitoring-ModulX20CM4810 verarbeitet die abgetasteten Signaleaus den Beschleunigungssensoren zu mehr als 70Kennwerten. So können auch komplexe Schwin-gungsmuster überwacht werden.»
Das keramische Präzisionsgiessverfahren Exacast® ermöglicht die präzise Fertigung komplexer Gussteile, reduziert Arbeitsgänge wie Bearbeitung, Schweissen oder Schmieden und bietet höhere Freiheitsgrade für Konstrukteure.
Kontaktieren Sie uns. Unser Engineering-Team berät Sie gerne über unsere Möglichkeiten: Höchste Qualität in über 100 Stahl- und Eisenwerkstoffen.
www.wolfensberger.ch
Präzision für komplexe Bauteile.
Wir sind an der
Messe Hannover:
Halle 5, Stand B18 (3)

66 PERIPHERIE ● Instandhaltung 4 . 2 0 1 4 t e c h n i c a
möglichst detailliertes und genaues Zustandsbildzu erhalten?Theoretisch misst bereits ein einziger Sensor vieleWerte, allerdings müssen am Ende auswertbareMessdaten ermittelt werden. Wenn in einer An-wendung zum Beispiel ein Motor mit Getriebe so-wie einem Lager erfasst werden soll, genügt einSensor auf einem Lagerblock, um alle Komponen-ten zu vermessen. Handelt es sich allerdings umzwei identische Lager, würden auch identischeSchadensfrequenzen auftreten. Ein Rückschluss
auf das defekte Lager wäre dann nicht möglich,weil ja beide Lager die gleiche Schadensfrequenzangeben würden. Wo die Sensoren platziert wer-den, ist also ein entscheidender Schritt.
Nehmen wir an, wir haben ein grösseres Fräsbear-beitungszentrum. Wo schliesse ich die Sensoren anund wie viele?Hier müssen die Mechaniker mit ins Boot. Zusam-men mit den Wartungsingenieuren muss entschie-den werden, was wo wie gemessen wird. Pauschallässt sich das in der Regel nicht beantworten. Dazusind die Maschinen und die Mechanik zu komplex.
Sie sagen, dass der Maschinenbauer in Zukunft einepermanente Zustandsüberwachung im Standard be-reits integriert bekommt. Was heisst dies konkret?Den Vorteil hat eigentlich der Endkunde. Er kanndie Wartung von Maschinen oder Anlagenteilenimmer zum richtigen Zeitpunkt durchführen. Dasist wie bei einem modernen Auto. Da fährt derHalter auch nicht alle 10 000 km zum Service, son-dern er fährt dann, wenn es das Auto anzeigt. DasAuto wiederum berechnet die Serviceintervalle an-hand vieler Faktoren: der Anzahl an Kaltstarts, derFahrweise, der Qualität des Öls, des Russanteilsusw. Und genauso ist das mithilfe intelligenterCondition-Monitoring-Systeme im Maschinenbauumsetzbar. Die Maschine wird immer zum optima-len Zeitpunkt gewartet, nie zu früh und nie zuspät. Und schon gar nicht kommt es zu einem un-geplanten Stillstand der Maschine oder Anlage.
Wozu braucht es die adaptive Betriebsweise?Es ist das Automatisierungskonzept der Zukunftund wird sich als Standard etablieren. Bereits heu-te nutzen es Maschinenbauer als Verkaufsargu-
ment für ihre Maschinen. Mit einem Condition-Monitoring-System, welches integraler Bestandteilder Automatisierungstechnik ist, lässt sich nichtnur die Wartung optimieren, sondern auch Ma-schinenzyklen verkürzen oder die Qualität des End-produktes verbessern. Das bereits erwähnte Bei-spiel der Industriewaschmaschine zeigt das sehrplakativ. ●
8500 Frauenfeld, 052 728 00 [email protected]
B&R INDUSTRIE-AUTOMATION AG
Maschinen- und Anlagenstillstände frühzeitig voreinem möglichen Eintritt zu identifizieren, senktKosten und erhöht die Verfügbarkeit. Die Conditi-on-Monitoring-Module von B&R erkennen mögli-che Wartungsfälle nicht nur präzise, sondern sindzudem noch sehr einfach zu konfigurieren. AlleModule sind Teil der X20-Steuerungsfamilie unddamit uneingeschränkt in Steuerungstopologienverwendbar. Die Besonderheit dieser Module istdie lokal in den Modulen durchgeführte Schwin-gungsanalyse. Fertig aufbereitete Resultate redu-zieren den Integrationsaufwand auf ein Mini-mum. Zusätzlich geben diese Resultate detaillierteEinblicke in die Mechanik und erlauben so eineeffiziente Optimierung bestehender Prozesse.Zusammengefasst bedeutet dies:• Vorausschauende Wartung• Einfache Konfiguration• Bestandteil des X20-Steuerungssystems• Analyse lokal im Modul• Optimierung von Prozessen
Condition-Monitoring
NEUWork with the best.
100% Made in Switzerland
MECATORQUE – KONTROLLIERTES VERSCHRAUBEN AUF HÖCHSTER EBENE
Die neuen PB Swiss Tools MecaTorque Drehmomentgriffe mit rein mechanischem Aufbau und analoger Skala. Sie sind zuverlässig, robust und wiederholgenau. Auch als VDE- und ESD-Version erhältlich. Mit PrecisionBits oder Wechselklingen verwendbar. www.pbswisstools.com
Bernhard Eder: «Die Optimierung des Verhältnissesvon Maschinenverfügbarkeit und Wartungskostengelingt am besten durch den Ersatz fixer Wartungs-intervalle durch maschinenzustandsabhängige, vor-ausschauende Wartung.»

as mit einer Patentanmeldung 1986durch den amerikanischen ErfinderCharles Hull begann, hat in den letzten
Jahren eine enorme Dynamik ausgelöst und dieEntwicklungsschritte werden immer kürzer. Der3D-Drucker hat die Logistikwelt erreicht und stelltdie bestehenden Ersatzteilkonzepte in den nächs-ten Jahren definitiv infrage. Doch die Möglichkei-ten dieser Technologie gehen weiter. So lassen sichProdukte individuell den Bedürfnissen des Konsu-menten anpassen. Die Konsequenzen sind wenigerTransporte, weniger Lager, weniger Sicherheits-bestand, weniger Ausschuss, höhere Flexibilität,weniger Komplexität in der Supply Chain, um nureinige Punkte zu nennen.Kontrovers ist die Diskussion, welche Produkte sicheignen. Zum heutigen Zeitpunkt dürfte diese Frageauch nicht abschliessend zu beantworten sein. Ak-tuelle Drucker sind heute in der Lage, ausser Plas-tik auch Metall, Gummi und Keramik zu drucken –und die Qualität wird immer besser.
Supply Chains der Zukunft und deren Herausforde-rungen. Der Druck auf traditionelle Supply Chainswird steigen. Es wird nicht mehr in Massen produ-ziert, sondern nach Kundenwunsch, lokal, mit kur-
Wzen Durchlaufzeiten und weniger administrativemAufwand. Lokale 3D-Druck-Shops werden entste-hen, wo KMU, Entwickler, Konsumenten, Archi-tekten u. a. produzieren lassen können. Die Rolledes Logistikdienstleisters und Spediteurs wird sichverändern. So hat UPS bereits auf die Entwicklungreagiert. Das Unternehmen bietet in den USA fürStart-ups und KMU im Pilotversuch an einigenStandorten Print-Möglichkeiten an.Es gibt Leute, die behaupten, dass diese Technolo-gie die Welt noch stärker verändern wird als dasInternet. Dabei müssen aber zuerst zahlreiche Her-ausforderungen gemeistert werden. Neben Quali-tätsstandards, die nicht mehr unabhängig geprüftwerden können, gibt es patentrechtliche Fragen,Produktepiraterie und Sicherheitsbedenken. Sowurden auch schon Waffen mit 3D-Druckern her-gestellt. Auch die World Customs Organization(WCO) befasst sich mit dem Thema. Dabei geht esu. a. um Einnahmeverlust, Exportkontrolle, öffent-liche Sicherheit und illegale Verwendung von Blue-prints. ●
Wer qualitativ hochwertige, innovative Maschinen und Geräte kauft, der verlangt
heute auch eine flexible, zuverlässige und leistungsfähige Serviceorganisation
rund um die Uhr. Dies ist oft noch die einzige Differenzierung gegenüber den
Mitbewerbern, welche zudem gewinnbringende Deckungsbeiträge erwirtschaften.
Daher gehört die Ersatzteillogistik auch zu den Königsdisziplinen der Logistik.
Ersatzteillogistik «on demand»
Abgänger des Studiengangs Dipl. Techniker HF Logistik der ABB TSbefassen sich mit der Zukunft der Ersatzteillogistik
B E A T S C H L U M P F – B E R E I C H S L E I T E R L O G I S T I K U N D T E C H N I S C H E R K U N D E N D I E N S T
A N D R E A S J U N K E R – B E R E I C H S L E I T E R K O N S T R U K T I O N S T E C H N I K
An der ABB Technikerschulearbeiten z. B. angehende Konst-rukteurinnen und Konstrukteu-re an unterschiedlichen Anwen-dungen vom Design mittelsCAD bis zur Herstellung im3D-Drucker. Was hier noch imSchulbetrieb funktionstüchtigproduziert wird, ist eine Ent-wicklungsphase zur «Ersatzteil-logistik on demand» derZukunft. Was die Entwicklungbremsen kann, ist der Trend zugünstigen Druckern aber teurenMaterialien, wie wir das bereitsvon den konventionellenDruckern kennen.(Bild: ABB TS Bereich Konstruktionstechnik)
5400 Baden, 058 585 33 [email protected], www.abbts.ch
ABB TECHNIKERSCHULE BADEN
t e c h n i c a 4 . 2 0 1 4 Bildung ● PERIPHERIE 67
Halle 5
Stand J04
Für die stufenlose Durchflussregelung
Verschleißfreie Keramikscheiben
MOTORFLOWD
Proportionalventil
■ Wasserschlagfrei
■ Unempfindlich gegenVerschmutzung
■ Kein Mindestdruck notwendig
■ Einsetzbar für Druck und Vakuum
■ Kaskadenregelung mit externemSensor (Druck, Durchfluss etc.)
■ Für Gase und Flüssigkeiten(Luft, Gase, Wasser, Öl)
Motorisch betätigtes Regelventil
Einfache Inbetriebnahme und Steuerung via PC
ASCO Numatics GmbHSchaftenholzweg 162557 StudenTel. 032 374 45 [email protected] www.asconumatics.eu/ch
www.asconumatics.eu

68 4 . 2 0 1 4 t e c h n i c a
ach dem Masseneinwanderungs-stopp vom 9. Februar 2014 keh-ren wir hoffentlich nicht wieder
ins alte Kontingentierungssystem der Zu-wanderungspolitik zurück. Bei diesemmussten wir den Behörden aufgrund desInländervorrangs beweisen, dass wir kei-nen geeigneten Kandidaten finden konn-ten, bevor wir die Bewilligung für einenausländischen Mitbewerber erhielten. Dasheisst konkret: Eine Besetzung, sei es füreinen Spezialisten oder eine Fachkraft,dauerte im Minimum drei bis fünfMonate.Unter dem Freizügigkeitsab-kommen ist dies innerhalbvon 24 Stunden möglich.Somit können wir schnellreagieren und handeln.Zudem ist es mit ihm sehrviel leichter, bei unseremnördlichen Nachbarn gu-te, qualifizierte Fachkräftezu rekrutieren. Die Personalsuche funktioniert soerfreulich gut. Neun von zehn Anfragen sind posi-tiv, viele fühlen sich nicht nur wegen der guten Be-zahlung geehrt, in die Schweiz kommen zu dürfen.Diese Regelung half uns insbesondere in den Jah-ren 2010 bis 2013 viele knifflige Positionen erfolg-reich zu besetzen.Es wird sich nun zeigen, inwieweit der Bundesrathier die nötigen Ressourcen und Mittel zur Verfü-gung stellt, um das Bürokratieproblem nicht vonneuem heraufzubeschwören. Doch auch wenn das
Nalles gelöst wird, bestehtweiterhin ein wesentli-ches Problem: finding theright person! Die grössteHürde für uns ist, ob mitoder ohne Kontingente,
dass viele Deutsche wiederzurück in ihre Heimat zie-hen! Natürlich verfolgensie aufmerksam die zumTeil fremdenfeindli-
chen Diskussionenüber das Für und Wi-
der von Ausländernin unserem Lande.Weshalb aber die
Rückkehr? Dafür gibtes zwei Hauptgrün-de: Einerseits gibtes in Deutschlandimmer mehr at-traktive Arbeitge-ber, die hierzulan-
de förmlich um die besten Arbeitskräfte mit Wel-come-back-Apéros buhlen. Andererseits auch, weilein Umzug in die Schweiz nicht nur den Angefrag-ten betrifft, sondern seine ganze Entourage – unddas gilt nicht nur für Fachkräfte aus Deutschland.Die Rechnung ist daher ganz einfach: Wenn manin den Gesprächsverhandlungen nicht garantierenkann, dass die Familie nachziehen kann, werdenwir kaum noch gut ausgebildete Fachkräfte rekru-tieren können. Wir haben hier bereits negative Er-fahrungen machen müssen – seit der Abstimmung
gab es nicht wenige beunruhigte Telefonanrufeund Erklärungen waren bei uns an der Tagesord-nung. Die zwei genannten Gründe werden fortandaher zwangsweise häufiger zu einem «Nein» alszu einem «Ja» führen.Personen, die ihre Stelle wechseln wollen, wird esweiterhin geben – allein in der Schweiz sind jedesJahr rund 300 000 Menschen für eine neue Her-ausforderung offen. Wir müssen in Zukunft jedochverstärkt als Berater auftreten und Arbeitgeber in
der Personalsuche unterstützen, sie in der Attrakti-vitätssteigerung der Unternehmung beraten undsie darauf hinweisen, welche Schlüsselkriterien er-füllt sein müssen, um die besten Kandidaten zufinden und zu halten. Damit es zu keinen unnöti-gen Abgängen kommt, ist für uns ein frühzeitigesMiteinbeziehen in die Personalplanung von grosserBedeutung. Wenn beide Seiten das beherzigen,werden wir trotz des Abstimmungsbeschlussesauch zukünftig die passenden Kandidaten finden.●
Die Schweizer Wirtschaft zieht gemäss SECO kräftiger an als prognostiziert, weshalb sie fürs laufende Jahr die
Prognose bereits nach oben korrigierte. Das stimmt fröhlich und motiviert. Mit vollen Auftragsbüchern nimmt der
Optimismus schliesslich weiter zu! Doch wer soll all diese Aufträge erledigen? Gibt es genügend Spezialisten,
Generalisten und Fachleute?
Reto Smonig von Addexpert kommentiert Zuwanderungsinitiative aus der Sicht eines Personalberaters
Schweiz büsst an Attraktivität ein
» Die grösste Hürde für uns ist,dass viele Deutsche wieder zurück
in ihre Heimat ziehen! »
er(B
ild: R
eto
Smon
ig)
human recruiting, 044 545 23 698058 Zü[email protected]
ADDEXPERT GMBH

t e c h n i c a 4 . 2 0 1 4 69
evor Grossunternehmen den Schritt insAusland wagen, beschäftigen sich gan-ze Abteilungen mit den damit verbun-
denen Chancen und Risiken. Viele KMU könnenhingegen nicht auf solche Ressourcen zurückgrei-fen. Deshalb hat die Hochschule Luzern – Wirt-schaft in Zusammenarbeit mit dem «KMU-Maga-zin» mittels einer Online-Befragung analysiert, wiedenn kleine und mittlere Firmen zu einem Ent-scheid bezüglich Internationalisierung gelangenund den Erfolg im Ausland sichern. Das For-schungsteam hat insbesondere untersucht, wieVertrauen, Netzwerke, Intuition (Bauchgefühl) so-wie persönliche Erfahrungen der KMU-Verantwort-lichen deren Expansionsvorhaben beeinflussen.«Auf diese Faktoren zu bauen, scheint insbesonde-re deshalb sinnvoll, um die vorhandenen Ressour-cen- und Strukturnachteile gegenüber Grossunter-nehmen auszugleichen», sagt Studienleiter FrankE.P. Dievernich vom Institut für Betriebs- undRegionalökonomie IBR.
Es gilt das Prinzip «Learning by doing». Für die Um-frage wurden die Antworten von 128 Unterneh-men ausgewertet, die grossmehrheitlich aus derdeutschsprachigen Schweiz kommen. Die meistensind im Industriesektor tätig, gefolgt von den Be-reichen Dienstleistungen und Handel. 88 Prozentder Firmen sind bereits im Ausland aktiv.Die Studie zeigt, dass die Unternehmen bei ihremExpansionskurs vor allem auf das Prinzip «Learningby doing» setzen. 74 Prozent geben an, durchkonkretes Handeln ihr Wissen über Internationa-lisierung aufzubauen, theoretische Modelle zumThema sind weniger bekannt und werden demzu-folge auch nicht angewendet. Damit werden dieeigenen Erfahrungen zur Theoriekompetenz derUnternehmerinnen und Unternehmer. «Das heisst,dass die Persönlichkeit und der Erfahrungsschatzder KMU-Entscheidungsträger eine gewichtigeRolle bei der Internationalisierung erhalten – einegewichtigere als in einem Grossunternehmen»,sagt Dievernich.
B
Für die Befragten ist klar, über welche Eigenschaf-ten die Entscheidungsträger verfügen müssen –unabhängig davon, ob ein Unternehmen vor demersten Schritt ins Ausland steht oder dort bereitsaktiv ist und diese Tätigkeit ausbauen will: Fast 90Prozent nennen internationale und interkulturelleErfahrung sowie unternehmerische Kompetenz (87Prozent). Das Selbstvertrauen der Verantwortlichenist gemäss 94 Prozent der Befragten ein weitererausschlaggebender Faktor für den Erfolg. Dem(geschäftlichen und privaten) Netzwerk wird mit95 Prozent eine sehr relevante Funktion in Bezugauf eine erfolgreiche Expansion ins Ausland zuge-schrieben. Beispielsweise nutzen 65 Prozent ihr ge-schäftliches Netzwerk, um eventuelle Bedenken be-züglich der Strategie zu reduzieren.
Intuition wird als relevant eingestuft. Die eigentlichePlanungskompetenz ist jedoch nur für die Hälfte derBefragten relevant. «Planung erscheint bloss als ‹Hy-gienefaktor›, um organisatorische Unsicherheit zu be-herrschen», sagt Dievernich. Die Intuition wird vonmehr als der Hälfte als relevant oder gar als sehr rele-vant für den Internationalisierungserfolg angegeben.Ein Drittel aller Befragten bezeichnet sich zudemgrundsätzlich als «intuitiv Entscheidende», bei einemweiteren Drittel spielt das Bauchgefühl noch teilweisemit. «Die Intuition ist also die Basis, auf der die Ent-scheide gefällt werden. Der Bauch redet mit», sagtDievernich. Auf die Frage jedoch, inwiefern die Ge-
schäftstätigkeit des eigenen Unternehmens im Aus-land intuitiv begründet ist, antworten fast 60 Prozent,dass dies nur kaum oder gar nicht zutrifft. Vielmehrist gemäss 63 Prozent der KMU-Entscheidungsträgerder Entschluss für eine Expansion vornehmlich auf-grund einer gezielten Planung erfolgt. «Hier wird dieDiskrepanz zwischen der eigenen wahrgenommenenIntuitionskompetenz und der konkreten Nutzungdeutlich», sagt Dievernich.
Theoretisches Grundwissen aufbauen. Das For-schungsteam kommt aufgrund der Ergebnisse zumSchluss, dass die intuitiven, vertrauensorientiertenund netzwerkbasierten Faktoren eine wichtige Rollespielen, wenn sich KMU mit der Frage der Internatio-nalisierung auseinandersetzen. «Mit diesem Potenzialkönnen die Firmen erfolgreiche und tragfähige Ent-scheide treffen – auch wenn sie nicht über umfang-reiche Marktforschungsabteilungen wie Grossunter-nehmen verfügen», erläutert Dievernich das Ergebnis.Trotzdem rät das Expertenteam den KMU, ihr theore-tisches Grundwissen aufzubauen. «Zudem gilt es bis-her nur ad hoc eingesetzte Kompetenzen wie dieNutzung des Netzwerks, das Vertrauen ins eigeneHandeln und das intuitive Agieren bewusst einzuset-zen. Besonders wichtig ist dabei die Intuition», soDievernich. «Mit ihr können Entscheide auch emotio-nal gefestigt werden.» ●
Studie zur Expandierung von KMU ins Ausland
Internationalisierung: Der Bauch entscheidet mitDie Hochschule Luzern hat untersucht, wie kleine und mittlere Unternehmen entscheiden, ob sie ins Ausland expandieren
oder nicht. Die Befragung von Verantwortlichen in KMU zeigt, dass vor allem das Vertrauen in die eigene Kompetenz,
der Austausch mit Geschäftspartnern und die Intuition eine massgebliche Rolle spielen. Die eigentliche strategische Planung
erweist sich als «Hygienefaktor».
Unternehmen werden begleitet – interessierteFirmen können sich melden. Aufbauend auf dererfolgten Online-Umfrage zur Internationalisierungvon KMU will die Hochschule Luzern – Wirtschaftein KTI-Forschungsprojekt durchführen: Ausge-wählte Unternehmen sollen auf ihrem Expansi-onskurs ins Ausland mit individuellen Entschei-dungsprozessen, Strategien und Umsetzungsplä-nen begleitet und supervisiert werden. Interes-sierte Unternehmen können sich beim Institut fürBetriebs- und Regionalökonomie melden.
Unternehmen werden begleitet
Institut für Betriebs- und Regionalökonomie IBR6002 Luzern, 041 228 41 [email protected], www.hslu.ch
Die Studie kann kostenlos bestellt werden unterdieser Adresse.
HOCHSCHULE LUZERN – WIRTSCHAFT
Planung + Produktion, das offizielleOrgan des Schweizerischen Verbandesfür Betriebsorganisation undFertigungstechnik, SVBF www.svbf.ch
6 – 9 Mai
Stand B-17 / Halle 1.2
www.triag.ch www.triag.ch www.triag.ch
Pionier für CBN-Werkzeuge
Gewindewerkzeuge HSS-Tieflochbohren bis 40 x D
Bohren in schräge Flächen

B&R COSCOM
70 PRODUKTE 4 . 2 0 1 4 t e c h n i c a
www.wsw.ch
Feinblechtechnik aus Leidenschaft
B&R hat die Plattform Team FoundationServer (TFS) in die Software AutomationStudio integriert. Damit können die ein-zelnen Softwareteile einfach versioniertund die Einhaltung der definierten Abläu-fe überprüft werden. Die Versionskontrol-le ist für eine strukturierte Entwicklung imTeam essenziell. Nur sie garantiert klareEntwicklungsstände und hilft Fehler wie
versehentliches Überschreiben oder die Verwendung veralteter Module zuverhindern. Das manuelle Abspeichern in Versionen samt Änderungs-Proto-kollierung ist mühsam und fehleranfällig. Mit dem TFS-Adapter für Automa-tion Studio können Softwareentwickler die Versionsverwaltung dem Systemüberlassen. Dessen Vergleichsmechanismen ersparen viel Abstimmungsauf-wand. Durchgängige, nutzerdefinierte Workflows sorgen für zeitnahe Infor-mation aller Betroffenen und verhindern die Verbreitung nicht freigegebe-ner Versionen. Der Entwicklungsverlauf wird durch historische Aufzeichnun-gen nachvollziehbar und Entwickler behalten den Überblick über ihre anste-henden Aufgaben. Neben TFS unterstützt Automation Studio auch die An-bindung an das Open-Source-Tool Subversion (SVN).Zusätzlich zur Anbindung an die Versionsverwaltung ermöglicht die Offen-heit von Automation Studio die Umsetzung eines Continuous-Integration-Prozesses. Dabei wird automatisch bei jedem Eincheckvorgang die Applikati-on kompiliert, Unittests durchgeführt und Reports erstellt.
Geordnete Zusammenarbeit im Team
B&R Industrie-Automation AG, 8500 Frauenfeld, 052 728 00 [email protected], www.br-automation.com
Im Zeitalter der Industrie 4.0 werden Soft-warelösungen immer mehr darauf ausge-richtet werden, den Anforderungen hin-sichtlich Prozessvernetzung und Integrati-onsfähigkeit, damit also einer smart facto-ry gerecht zu werden. COSCOM ist esschon heute mit dem neuen ProfiCAM VMdurch die Integration in den komplettenFertigungsprozess gelungen, sich von denherkömmlichen CAD/CAM-Systemen dahin-
gehend abzugrenzen. Ein durchgängiges Änderungsmanagement im CAD/CAM-Prozess ist heute Grundvoraussetzung, um die Vernetzung in der«smart factory» zu gewährleisten. Mit der ProfiCAM-VM-Funktion, demCAD-Modellvergleich kann bei Änderungen aus der Konstruktion schnell re-agiert werden: Keine wiederholten Programmieraufwände mehr, sondernschnelles Switchen von einem Modell zum geänderten direkt im CAM-Sys-tem. Dabei werden Veränderungen am CAD-Modell identifiziert und neh-men direkten Einfluss auf die bestehenden CAM-Technologien.Die CAD-Unabhängigkeit ist ein weiterer Aspekt, den das ProfiCAM VM lie-fert. Trotz unterschiedlicher CAD-Informationen sorgt es für einen konstan-ten CAD/CAM-Prozess. Ebenso wie die Integration von zusätzlichen produk-tionsnahen IT-Systemen, z. B. Toolmanagement-Systeme, virtuelle Maschinender Maschinenhersteller und Automatisierungssysteme.
Der neue «Motor» der VirtualMachining-Prozesskette für Industrie 4.0
COSCOM GmbH, 6246 Altishofen, 062 748 10 [email protected], www.coscom.ch

LEE MAXON KUBO
t e c h n i c a 4 . 2 0 1 4 PRODUKTE 71
AMSLER
GENAUIGKEIT UND FESTIGKEITDIE PERFEKTE KOMBINATION
ZAHNSTANGEN VONModule 0.5 bis 30Qualität 10 bis 4
AMSLER & CO. AG www.amsler.chLindenstrasse 16, 8245 Feuerthalenfon 052 647 36 36, fax 052 647 36 37, [email protected]
Neu können Sie 26 verschiedeneParker Hydraulik- und Pneuma-tikdichtungen in allen gängigenDimensionen auch schnell undeinfach in unserem Online-Shopbestellen.Sie finden diese klar gekenn-zeichnet in der Rubrik «Hydrau-lik- und Pneumatikdichtungen»
(Hyperlink einfügen). Die Original Parker-Bestellnummern zu jeder Dimensi-on sind dort ebenfalls aufgelistet, sodass eine Zuordnung für Sie ganz ein-fach ist. Im Suchfeld können Sie zudem direkt nach der gewünschten Par-ker-Bestellnummer oder nach der Kubo-Bestellnummer suchen. Noch einfa-cher geht es, wenn Sie in der Schnellerfassung ihre eigenen Artikelnummerneingeben. Sollten diese noch nicht eingetragen sein, geben Sie uns Bescheid:wir erledigen das gerne für Sie.Kubo Tech AG ist seit 2012 offizieller «Authorized Distributor» der ParkerHannifin Schweiz im Bereich Dichtungstechnik und führt das gesamte Par-ker-Produktesortiment im Bereich Dichtungen.Parker-Prädifa Pneumatik- und Hydraulikdichtungen sind das hochwertigeErgebnis jahrzehntelanger Entwicklung und Erfahrung in der Werkstoff- undProfilentwicklung sowie in den vielfältigen Sparten des Maschinenbaus. Einebreite Palette von Dichtungsprofilen, Werkstoffen und Abmessungen er-laubt es, für jede Anwendung das richtige Dichtsystem zu finden.
Parker Hydraulik- und Pneumatikdichtungenim Kubo Online-Shop
Kubo Tech AG, 8307 Effretikon, 052 354 18 [email protected], www.kubo.ch
Starke RE-Magnete, neueste Wick-lungstechnologie, kostenopti-miertes Design, wirtschaftlicheFertigung: Die neuen MaxonDC-max-Motoren bestechen durchmaximale Leistung bei minima-lem Volumen und unübertroffe-nem Preis-Leistungs-Verhältnis.Dreimal stärker als das 1996 mitdem Innovationspreis ausge-zeichneten Maxon A-max-Pro-
gramm. 50 % günstiger als das Maxon RE-max-Programm.Die kostengünstigen Gleichstrommotoren DC-max 22 S und DC-max 16 S sindTeil eines neuen Programmes. «Herzstück» der DC-max-Motoren ist die ei-senlose Wicklung, hergestellt nach neuester Technologie. Dieses Wicklungs-prinzip hat seine ganz besonderen Vorteile: kein magnetisches Rastmomentund geringe elektromagnetische Störungen.Der Wirkungsgrad übertrifft andere Motorsysteme bei Weitem. In Verbin-dung mit starken Neodym-Magneten ergibt sich ein ausgezeichnetes Preis-Leistungs-Verhältnis. Basierend auf bestehenden Fertigungseinrichtungenwerden diese Motoren ohne grössere Investitionen äusserst kostengünstigmit hoher Zuverlässigkeit gefertigt. Die DC-max-Plattform bietet im Bereichder bürstenbehafteten, eisenlosen Motoren im Markt der hochpräzisen An-triebstechnik das derzeit beste Preis-Leistungs-Verhältnis. Gegenüber der seitden Neunzigerjahren am Markt befindlichen RE-max-Reihe erreichen dieDC-max-Motoren trotz kleinerem Durchmesser die gleichen Daten.
Maxon DC-max, das neue Motoren-Programm
Maxon Motor AG, 6072 Sachseln, 041 666 15 [email protected], www.maxonmotor.com
Die Nachfrage nach innovativenMiniaturkomponenten höchsterQualität und die ständig stei-genden Anforderungen an kom-plexe Hydrauliksteuerungen inder Automobilindustrie führtenAnfang der 90er-Jahre zur Ent-wicklung des LEE «CHEK»-Hoch-leistungs-Rückschlagventils unddes LEE Betaplug-Verschluss-stopfens, die für die Massenpro-duktion ausgelegt sind. Sie bil-deten die Grundlage für die«Industrial Micro Hydraulics Di-
vision» (IMH), die am schnellsten wachsende Gruppe des Hauses. In kürzesterZeit wurden diese Komponenten weltweit in unzähligen Anwendungen imAutomobil-Bereich, der allgemeinen Industrie, aber auch in der Medizintech-nik bzw. im Healthcare-Bereich eingesetzt. Neu bei der Lee IMH-Industrie-gruppe ist ein Softseat-Rückschlagventil mit Elastomere-Abdichtung, das im-mer öfter in der Industriepneumatik und der medizinischen Fluidik einge-setzt wird. Für diese Märkte entwickelt Lee aktuell auch Entlüftungsventile,DBVs und wiederausbaubare Ventile und Blenden.Erweitert wurde dieses industrielle Produktprogramm durch Einpressblen-den mit einem Blenden-Durchmesser von nur 0,1 mm (mit oder ohne Schutz-sieb), einer eigenständigen Schutzsiebserie und einer Kleinstbaureihe (Rück-schlagventile, Blenden, Siebe) mit einem Aussendurchmesser von nur 2,5mm. Neu im Produktfolio sind zwei Wechselventile (5,5 mm und 8 mm AD)sowie durchflussoptimierte Rückschlagventile für bis zu 10 l/min. und einMakro-Rückschlagventil mit einem Durchfluss von fast 20 l/min.
Kleine Ventile für grössere Einbaufreiheit
LEE Hydraulische Miniaturkomponenten GmbH, D-65843 Sulzbach+49 (0) 6196 77369-0, [email protected], www.lee.de

Abdeckungen/Öl(nebel)abscheider
Antriebe und Steuerungen
Antriebstechnik
Mattenweg 13855 BrienzTel. + 41 33 952 24 24 Fax + 41 33 952 24 [email protected]
ZF Services Schweiz AG
Alfred Imhof AGJurastrasse 10, 4142 Müchenstein
Tel. 061 417 17 17, Fax 061 417 17 00E-Mail: [email protected]
Web: www.imhof-sew.ch
Arbeitsschutz
Automatisches Beladen und Entladen
Automatisierung
Blechbearbeitung/Laserschneiden
25 Jahre
Bodenmatten
Bremsen
CAD/CAM Systeme
Diamant- undBorazonwerkzeuge
Diamantwerkzeuge
Postfach 1215, Gewerbering 10 Tel. 056 664 44 20CH-5610 Wohlen-1 Fax 056 664 24 23www.neodress.ch E-Mail: [email protected]
Dienstleistungen
Druck- und Vakuumschalter
LAYHER AG, Flexible TechnologieKalkwerkstrasse 23, D-71737 KirchbergFon: +49 7144 3204, Fax: +49 7144 3 [email protected], www.layher-ag.de
Elektromotoren
günstigeEnergiesparmotoren
Rüetschi AG – AntriebstechnikFeldackerstrasse 2, 5040 Schöftland
Tel. 062/739 20 60, Fax 062/739 20 71www.antriebstech.ch [email protected]
Gravieren
72 LIEFERANTENVERZEICHNIS 4 . 2 0 1 4 t e c h n i c a

Gummi-PUR-Silikon-Schaum-cfk-Walzen-Rollen
Ritterquai 27 Tel. 032 625 58 58 www.typ-tgw.comCH-4502 Solothurn Fax 032 622 72 40 E-Mail: [email protected]
Honmaschinen
Hydraulik
Industrie-PCs
Metall/Kunststoff/GipskeramikPostfach 100 • CH-8592 Uttwil
Kabel
Kennzeichnen & Beschriften
Kompressoren und Zubehör
Kompressoren • Vakuum • GebläseService • Engineering • Aufbereitung
8105 RegensdorfTel. 044 871 63 63 • Fax 044 871 63 90
[email protected] • www.kaeser.com
Telefon 062 789 75 95, www.servatechnik.ch
Korrosionsschutz
BRUNOX AGCH-8732 Neuhaus SGTel. 055 285 80 80Fax 055 285 80 81 www.brunox.com
Kreissägemaschinen
Kupplungen
Laserbeschriftungen
Lineartechnik
Lohnfertigung
Flachhonen, Läppen, Honen
Ihr Partner für exakte Lohnfertigung:
Amsler Laeppfi nish AGGurzelenstrasse 6 Telefon +41 (0)32 618 05 23CH-4512 Bellach Telefax +41 (0)32 618 05 27www.laepp-fi nish.ch E-Mail: info@laepp-fi nish.ch
Industriestrasse 2a Telefon +41 (0)32 618 05 23CH-2545 Selzach Telefax +41 (0)32 618 05 27www.laepp-fi nish.ch E-Mail: info@laepp-fi nish.ch
Löten
Magnete
Industriestrasse 8-10 | CH-8627 GrüningenPhone +41 (0) 44 936 60 30 | Fax +41 (0) 44 936 60 [email protected] | www.maurermagnetic.ch
Maschinenelemente
Messwerkzeuge
für Koordinatenmessgeräte (KMG) und Werkzeugmaschinen
Industriestrasse 9, CH-7402 BonaduzTel. 081 650 26 26 [email protected] 081 650 26 20 www.nuessler.ch
t e c h n i c a 4 . 2 0 1 4 LIEFERANTENVERZEICHNIS 73

Hier könnte Ihr Eintrag erscheinen! Gerne berate ich Sie: Susanna Franzoni Telefon +41 (o)62 721 00 00 [email protected]
Normteile
Putztextilien
Rapid Prototyping/Kleinserien
Metall/Kunststoff/GipskeramikPostfach 100 • CH-8592 Uttwil
Reinigungsanlagen
Walter Meier (Fertigungslösungen) AGBahnstrasse 24 • 8603 Schwerzenbach
Telefon 044 806 46 46 • Fax 044 806 47 47 [email protected] • www.waltermeier.com
Sägewerkzeuge
Sandstrahl-Anlagen
Sandstrahl-Zubehör
Schichtdicken-Messgeräte
Schleif- und Poliermaschinen
Schweisskonstruktionen
Sicherheitstechnik
Stahl
Wälzlager
Wasserstrahl-Schneiden
WS-Tech AG, Industriestrasse 15, CH-9015 St. GallenTel. 071 311 56 66, [email protected], www-ws-tech.ch
Werkzeuge
Walter Meier (Fertigungslösungen) AGBahnstrasse 24 • 8603 Schwerzenbach
Telefon 044 806 46 46 • Fax 044 806 47 47 [email protected] • www.waltermeier.com
Werkzeugmaschinen
Walter Meier (Fertigungslösungen) AGBahnstrasse 24 • 8603 Schwerzenbach
Telefon 044 806 46 46 • Fax 044 806 47 47 [email protected] • www.waltermeier.com
74 LIEFERANTENVERZEICHNIS 4 . 2 0 1 4 t e c h n i c a

Acherfang 8, CH-6274 Eschenbach
Tel. 041 798 31 00 [email protected] 041 790 10 54 www.newemag.ch
Zahnräder
Grossteilbearbeitung
Kunststoff-Industrie
Bedrucken von Formteilen/Tampondruck, Prägen, Lasergravur
2D-/3D-Laerschneidenvon Kunststoffen
Laserschneiden von Kunststoffen und nichtmetallischen MaterialienZB-Laser AGBahnstrasse 43 • CH-5012 SchönenwerdTel. +41 (0)62 858 24 00 • Fax +41 (0)62 858 24 [email protected] • www.zb-laser.ch
Formwerkzeugnormalien
Gewindebüchsen und -hülsen
GFK-Wäscher/-Behälter/-Apparate
ROTAVER Composites AGCH-3432 Lützelfl ühTel. 034 460 62 62www.rotaver.ch swiss made
Gummiartikel und -teile
Kunststoffprofile
Laserschweissen
E. Ramseier Werkzeugnormalien AG CH-8602 WangenTel. 044 834 01 01 Fax 044 834 02 00
Plattenbearbeitung
Spritzgiessen und Baugruppen
Hauptstrasse 59CH-8637 Laupen ZH
Telefon 055 256 50 00www.sks-laupen.ch
KUNSTSTOFFEWERKZEUGBAU
Technische undHightech-Kunststoffe
PRO-plast Kunststoff GmbH Tel. +49 (0)6155/8405-0Dieselstraße 4-6 Fax +49 (0)6155/8405-55D-64347 Griesheimwww.pro-plast.com [email protected]
Wir handeln für Sie!
WaagenSWISS Waagen DC GmbH8614 Bertschikon/ZHTel. +41 (0)43 843 95 90Fax +41 (0)43 843 95 92www.swisswaagen.ch
• Tisch und Bodenwaagen• Präzisionswaagen• Zählwaagen • Laborwaagen... und viele weitere Modelle für jeden Bereich!
t e c h n i c a 4 . 2 0 1 4 LIEFERANTENVERZEICHNIS 75
76 AGENDA 4 . 2 0 1 4 t e c h n i c a
26. Int. Europa Forum LuzernOhne Wachstum keinen Fortschritt, predi-gen die einen. Warum keine Prosperität oh-ne Wachstum, fragen andere. Sie verweisenbesorgt auf die Grenzen des Wachstums.Am kommenden Europa Forum Luzern dis-kutieren Experten aus Wirtschaft, Politikund Wissenschaft die Chancen und Risikendes Wachstums. Hauptreferentin der öffent-lichen Abendveranstaltung ist BundesrätinEveline Widmer-Schlumpf. In wirtschaftli-chen Krisen ertönt rasch die Forderung nachdem «Allheilmittel Wachstum», das schein-bar leicht den Weg vom Problem zur Lösungebnet. Wirtschaftliches Wachstum soll Wohl-stand und Vollbeschäftigung garantieren.Wachstum bietet aber nicht nur Lösungenund Chancen, es birgt auch Herausforderun-
gen: Vom globalen Wirtschaftswachstum er-warten auch Bürger einkommensschwacherLänder mehr Wohlstand. Die stetig steigen-de Weltbevölkerung wiederum stellt immergrössere Anforderungen an eine ausreichen-de und gleichzeitig nachhaltige Nahrungs-mittelproduktion und Wasserversorgung.Und die Befriedigung des wachsenden Ener-giehungers ist noch längst nicht geklärt. Diein der Schweiz beschlossene Energiewendesorgt für zusätzlichen Gesprächsstoff. Zu vielWachstum kann auch gesellschaftlich Ängstewecken. Die Annahme der Masseneinwan-derungsinitiative ist ein aktuelles Beispielfür dieses Unbehagen. Das Europa ForumLuzern bietet nicht nur aktuellste Informa-tionen aus erster Hand, sondern ist darüberhinaus eine einmalige Netzwerkplattform,
um mit Teilnehmern und Experten ins Ge-spräch zu kommen und Kontakte zu knüp-fen. Es diskutieren führende Persönlichkei-ten aus Wirtschaft, Wissenschaft und Politikdie Herausforderungen des Wachstums.Hauptreferentinnen an der öffentlichenAbendveranstaltung sind Bundesrätin Eveli-ne Widmer-Schlumpf und die ehemaligeFinanzministerin Österreichs, Maria TheresiaFekter.Veranstalter: Europa Forum LuzernTermin: 26. Mai 2014Ort: KKL LuzernKosten: Symposium: 12.00 bis 18.00 Uhr inkl.Lunch und Networking-Apéro CHF 290.–/90.–(Studenten), öffentliche Veranstaltung:18.45 Uhr bis 20.40 Uhr frei mit AnmeldungAnmeldung: www.europa-forum-luzern.ch >>
Weitere Veranstaltungen
as Kostenmanagement bei der Pro-duktentstehung ist ein weiterer Er-folgsfaktor für produzierende Un-
ternehmen. Speziell im Zusammenhang mitMarktsegmentierungs- und Nischenstrategiensind die Produktentstehungskosten aufgrundder kleineren Stückzahlen ein wichtiger Er-folgsfaktor. Über 70 Prozent des Potenzialszur Kostenoptimierung bei der Produktentste-hung liegen in der Projektierungs- und Ent-wicklungsphase, weitere 18 Prozent in der Fer-tigungsvorbereitung.
V-Research erarbeitet Automatisierungssyste-me für Konstruktions- und Entwicklungspro-zesse. Die Lösungen zeichnen sich durch Nütz-lichkeit, technische Leistung und Handhabungaus. Die Projektergebnisse im Auftrag der In-vestitionsgüterindustrie überzeugen durch fol-gende Vorteile:
• Signifikante Reduktion der Planungs- undKonstruktionszeit
• Senkung der Produktionskosten• Vorteile im Vertrieb und in der
Angebotslegung• Reduktion von Fehlerraten• Modellierung und Sicherung von
Expertenwissen• Bessere Planbarkeit von wertvollen
Ingenieurressourcen
D
• Automatische Aufbereitung undOptimierung der Arbeitsvorbereitung
• Höherer Standardisierungsgrad bei Bauteilenund Baugruppen
Neues Denken lässt sich selten auf Knopfdruckanfordern. Mit der Sicht von aussen und demKnow-how erfahrener Ingenieure bereitet V-Research den Boden, auf dem Neues entsteht.Gut angewandte Forschung macht Lösungsva-rianten und Optimierungspotenziale frühzei-
tig sichtbar. Die Schwerpunkte von V-Researchin den Industrieprojekten auf dem Gebiet derAutomatisierung von Konstruktions- und Ent-wicklungsprozessen sind:
• Generierung von CAD-Modellen fürmechanische Baugruppen
• Anlagenkonfiguration für dieAngebotserstellung
• Anpassung bestehender CAD-Modelle anneue Konstruktionsstandards
• Arbeitsvorbereitung: Fertigungszeichnun-gen, Arbeitspläne, Stücklisten,Fertigungskosten
• Virtuelle Inbetriebnahme von Anlagensteue-rungen durch Hardware-in-the-Loop-Tests
V-Research setzt weitere Impulse für Innovati-onen. Das hochkarätig besetzte Expertensemi-nar wird Entscheidern und Experten im Be-reich Konstruktion und Entwicklung sowieVertrieb von Maschinen und Anlagen einePlattform für Wissens- und Erfahrungsaus-tausch zum Thema Konstruktionsautomatisie-rung bieten.
Veranstalter: V-ResearchTermin: 15. / 16. Mai 2014Ort: Schloss Amberg in FeldkirchKosten: 530 Euro (inkl. Dinner)Details und Anmeldung: www.v-research.at
Expertenseminar von V-Research am 15./16. Mai 2014
Entscheidend: Time-to-Market und Kostenmanagement
Marktbedingungen verändern sich schnell. Um sich in einem dynamischen Umfeld erfolgreich zu behaupten, müssen Unter-
nehmen zum richtigen Zeitpunkt die richtigen Produkte auf den Markt bringen. Time-to-Market ist mehr denn je Gradmesser
für den unternehmerischen Erfolg.
Vaheh Khachatouri, Mitreferent und Geschäftsfüh-rer V-Research. (Bild: Andy Sillaber)
Vorträge und Referenten:
Design Automation Research: Now, New and Next
Prof. Dr. Kristina Shea, Vorstand Engineering Design and Computing Laboratory,
ETH Zürich
Umsetzung von Design Automation in einem Industriebetrieb -
Erfahrungen und Herausforderungen für einen erfolgreichen Einsatz
Dr. Christoph Lutz, Leiter Engineering Services, Julius Blum GmbH
Potenziale und Chancen der Konstruktionsautomatisierung in der
Bauindustrie
DI Petra Johanna Sölkner, Geschäftsführerin OFI BTI GmbH, Bautechn. Inst. Linz
Automatisierte Konstruktion bei der Liebherr-Werk Nenzing GmbH
Dr. Reinhard Krappinger, Geschäftsführer Liebherr MCCtec.
Automatisierung von kreativen Prozessen - Erfahrungen aus der
Mathematik
Prof. Dr. Erich Peter Klement, Vorstand Inst. f. Wissensbasierte Mathem. Systeme
Grenzenlose Automatisierung? Theoretische Aspekte - Praktische
Umsetzung bei Schindler Aufzüge AG
DI Olga Willner, Betriebswissenschaftliches Zentrum BWI, ETH Zürich
Modularisierung, Standardisierung und Automation - Möglichkeiten,
Herausforderungen und Potenziale zur Optimierung der Wertschöpfung
Michael Jäger, MBA, Geschäftsleitung PLM, Techsoft Datenverarbeitung GmbH
Spannungsfeld Optimierung versus Standardisierung
DI Dirk Czerwinski, Abteilungsleiter Technik, Doppelmayr Seilbahnen GmbH
Geringere Produktentstehungskosten und kürzere Time-to-Market
durch die Automatisierung von Entwicklungsprozessen
Dr. Vaheh Khachatouri, Geschäftsführer V-Research GmbH Anmeldung:
T: +43 5572 394159
F: +43 5572 394159-4
Weitere Informationen unter www.v-research.at
Entscheidende Wettbewerbsvorteile in Entwicklung, Produktion und Vertrieb von Maschinen und Anlagen durch die Automatisi-
erung von Konstruktions- und Entwicklungsprozessen ist das Motto der Tagung am 15./16.05.2014 im Schloss Amberg in
Feldkirch.
Als Referenten konnten wir namhafte Experten aus der industriellen Praxis sowie Forschung und Universitäten gewinnen.
Anspruchsvolle Vorträge mit der Präsentation von Lösungen, Erfahrungsaustausch und Podiumsdiskussionen bilden die Eckpunkte
der Veranstaltung. Das Seminar richtet sich an Experten und Entscheider im Bereich Konstruktion und Entwicklung von Maschinen
und Anlagen. Eine Plattform für Wissens- und Erfahrungsaustausch. Impulse für Innovationen.
Details zum Ablauf und Programm sowie das Anmeldeformular finden Sie online unter www.v-research.at
Neues Denken. Wissen schaffen.
Automatisierung von Konstruktions- und Entwicklungsprozessen
15./16. Mai 2014, Schloss Amberg Feldkirch
EXPERTENSEMINARDESIGN AUTOMATION

78 AGENDA 4 . 2 0 1 4 t e c h n i c a
Maagtechnic-Fachkurse 2014Prüfung und Qualitätssicherung anKunststoffen und ElastomerenDer Kurs richtet sich an Fachleute, die beideFachkurse Grundlagen und Eigenschaften be-sucht haben. Es werden Prüfverfahren fürKunststoffe und Elastomere vorgestellt underläutert. Mehrere Prüfverfahren werden de-monstriert und die Kursteilnehmer haben dieGelegenheit, im Prüflabor die Verfahren inder Praxis zu beobachten.Veranstalter: Maagtechnic AGOrt: Labor SpiezDatum: 15. Mai 2014, 08.15 UhrKosten: CHF 269.– (inklusive Kursunterlagenund Verpflegung)Anmeldung: www.maagtechnic.ch
Montage von FlanschverbindungenKein Kraftwerk, keine Raffinerie und keinChemiewerk ohne Flanschverbindungen. Dochderen Montage – speziell bei druckbeauf-schlagten Rohrleitungen – ist nichts für Laien.Darum hat der Gesetzgeber die Anforderun-gen jetzt deutlich verschärft. Was bei Erstel-lung, Betrieb und Instandhaltung der Flanschegemäss DIN EN 1591-4 zu beachten ist, lernenInteressierte in neuen Trainings von Atlas Cop-
co Tools. Auf der Control in Stuttgart stelltAtlas Copco dieses und andere Seminare rundum die Schraubmontage vor.Veranstalter: Atlas Copco (Schweiz) AGTermin: 6 bis 9. Mai 2014Ort: Control Stuttgart: Halle 7, Stand 7226Anmeldung: www.atlascopco.ch
Kurs Oberflächenmesstechnik 1Sie lernen, berührend und berührungslos ar-beitende Geräte zur Ermittlung der Oberflä-chenrauheit kennen und können diese An-wendungsgebieten zuordnen. Sie lernen,wichtige Definition und Normen im Bereichder Oberflächenmesstechnik sowie unter-schiedliche Filterverfahren der Oberflächen-messtechnik und deren Einfluss auf die Mess-resultate kennen.
Kursstart: 15. Mai 2014Dauer: 1 TagOrt: NTB Campus Buchs SGKosten: CHF 650.–Veranstalter: NTB Hochschule für TechnikBuchsTermin: 6 bis 9. Mai 2014Ort: Buchs SGAnmeldung: www.ntb.ch
Swisst.net-GV 2014 mit dem Motto: «GrüeziStart Ups – Grüezi Zukunft»Unsere Industrie ist im Dauerstress: Globalisie-rung, Erschliessung ferner Märkte, einge-schränkte Fachpersonen-Freizügigkeit, derstarke Schweizer Franken. Und doch: Umsatzund Beschäftigung in der Industrie überstei-gen das Niveau von 2009 und sind wieder aufeinen vorsichtigen Wachstumskurs zurückge-kehrt. Wenn aber sowohl Produktionen wieauch Forschung und Entwicklung verlagertwerden – wo findet das Wachstum statt?Nebst Innovationen und smarten Verlage-rungsstrategien haben mutige Persönlichkei-ten als Neugründer von Unternehmen einengewichtigen Anteil. Doch auf wessen Radarsind diese Start-Ups und Spin-Offs? Unter demMotto «Grüezi Start-Ups» wollen wir Ihnen ander kommenden Jahrestagung diese Szene derSchweiz etwas näher bringen. Was tun wir fürunsere Start-Up-Unternehmen? Und wie kön-nen etablierte Unternehmen von «den Neu-en» profitieren? Sind wir uns deren Wichtig-keit für das Gedeihen unseres Werkplatzes be-wusst?Veranstalter: swissT.net Swiss TechnologyNetworkTermin: 4. Juni 2014Ort: «Bocken» in HorgenAnmeldung: www.swissT.net
Powertage 2014Die diesjährige Durchführung der Powertagewiderspiegelt einmal mehr den aktuellenStand der Branche. Neben dem durch dieFachbereiche Speicherung, Smart Grid undSmart Metering sowie Energieeffizienz er-gänzten Ausstellungsprogramm beschäftigtsich vor allem das Powertage-Forum unterdem Patronat des Bundesamts für EnergieBFE mit den aktuellen Herausforderungen.
Veranstalter: MCH Messe Schweiz (Basel) AGTermin: 3. bis 5. Juni 2014Ort: Messe Zürich, Hallen 5, 6 und 7Anmeldung: www.powertage.ch
weit
ere
info
s
www.abbts.ch
>
weiter wissen >
iHr BiLDUnGsPArtner fÜr eiDG.AnerKAnnte DiPLoMABsCHLÜsse
DiPL. teCHniKer/in HfBetrieBsteCHniK Mit KV-Abschluss möglich
LoGistiK Mit KV-Abschluss möglich
enerGieteCHniKKonstrUKtionsteCHniKinforMAtiK systeMteCHniKGeBäUDeAUtoMAtiK
DiPL. BUsiness enGineer nDs HfexeCUtive in BUsiness enGineerinG
DiPL. Leiter/in Des teCHnisCHen KUnDenDienstes/serviCe
weiterBiLDUnGsKUrse
inforMAtionsverAnstALtUnGen 2014:> jeweils um 18.15 Uhr in der Aula der ABB Technikerschule, 5400 Baden
– MontAG, 28. APriL– MontAG, 26. MAi– MontAG, 23. jUni– MontAG, 18. AUGUst
Lukrativ zu vermieten in Rorschach:
Mechanische WerkstattCNC-Drehen und -Rundschleifen bis ø 400 x 1200 lg.Bohren, fräsen, sägen bis 250 x 1200 lg.Maschinen und Werkzeuge sind in Topzustand. Anfragen richten Sie per Fax: 071 845 34 04
Zu vermieten
die fachzeitschrift für die fertigungstechnik und automation
ISSN 0040-0866, 63. Jahrgang 2014www.technica-online.ch, www.marktspiegel.ch
Auflage und Verbreitung WEMF/SW-Beglaubigung 2013Druckauflage: 10 200 Exemplare*Total verbreitete Auflage: 0 8176 ExemplareDavon verkauft: 0 1497*inkl. Probe- und Werbeexemplare, Veranstaltungen und Messen
Q- Publiktion 2014: Auszeichnung zurQualitäts-zeitschrift des Verbandes «Schweizer Presse»
KontaktAlle Mitarbeiter erreichen Sie unter [email protected]
HerausgeberinAZ Fachverlage AG, Neumattstrasse 1, 5001 AarauTel. +41 (0)58 200 56 50, Fax +41 (0)58 200 56 51
GeschäftsführerAxel Wüstmann a. i.
Leiterin ZeitschriftenRatna Irzan
Redaktion«technica», Neumattstr. 1, Postfach, CH-5001 Aarau,Tel. +41 (0)58 200 56 42, Fax +41 (0)58 200 56 61
Eugen Albisser, Chefredaktor, Tel. +41 (0)58 200 56 41Markus Frutig, Redaktor, Tel. +41 (0)58 200 56 29
Externe redaktionelle MitarbeiterChristof Lampert, Martin Gysi, Nikolaus Fecht, Michael Benzing
SVBF-Teil «Planung und Produktion»Offizielles Organ des Schweizerischen Verbands für Betriebsorga-nisation und Fertigungstechnik SVBF Schweiz, 8021 Zürich,www.svbf.ch.
CopyrightMit der Annahme von Manuskripten durch die Redaktion und derAutor-Honorierung durch den Verlag erwirbt der Verlag das Copy-right und insbesondere alle Rechte zur Übersetzung und Veröf-fentlichung der entsprechenden Beiträge in anderen verlagseige-nen Zeitschriften sowie zur Herausgabe von Sonderdrucken.Für unverlangt eingesandte Text- und Bildunterlagen übernimmtdie Redaktion keine Gewähr. Produkte und Advertorials sindkostenpflichtig. Nachdruck, auch auszugsweise, nicht gestattet.
Leiter WerbemarktJürg Rykart, Tel. +41 (0)58 200 56 04
AnzeigenPeter Spycher, Tel. +41 (0)58 200 56 33Verena Müller, Tel. +41 (0)58 200 56 42Susanna Franzoni, Tel. +41 (0)62 721 00 00Anzeigentarif unter www.technica-online.ch
Verkauf MarktspiegelSusanna Franzoni, Tel. +41 (0)62 721 00 00
Leiter Marketing/OnlineValentin Kälin
Aboverwaltung/ -Bestellungwww.fachtitel.ch, [email protected] Tel. +41 (0)58 200 55 70
PreiseAbonnementspreis: Fr. 95.– Ausland: Fr. 95.– plus Postgebühren
Layout/ProduktionPia Zimmermann
DruckVogt-Schild Druck AG, 4552 Derendingen
Ein Produkt der
Verleger: Peter WannerCEO: Axel Wüstmannwww.azmedien.chNamhafte Beteiligungen nach Art. 322 Abs. 2 StGB: AZ Anzeiger AG, AZ Fachverlage AG,AZ Management Services AG, AZ Regionalfernsehen AG, AZ TV Productions AG,AZ Verlagsservice AG, AZ Vertriebs AG, AZ Zeitungen AG, Belcom AG Dietschi AG,Media Factory AG, Mittelland Zeitungsdruck AG, Vogt-Schild Druck AG, Vogt-SchildVertriebs GmbH, Weiss Medien AG
Abacus Research 5
ABB 6
ABB Technikerschule Baden 67, 78
addexpert 68
Affolter Technologies 34
Agie Charmilles 5, 36
AMAG 8
Amsler + Co. 40, 65, 71
Arburg 4
ASCO Numatics 67
Aventics 4, 50, 57
AxNum 35
B&R 55, 64, 70, 71
Bachmann Engineering 6
Baitella 10
Baumer Electric 63
BERNEXPO 7, 52
Bibus 53
Binkert, Josef 41
Blaser Swisslube 21, 31
Blum-Novotest 10, 62
Bosch Rexroth 4, 50, 57
Bürkert-Contromatic 58
Carl Cloos Schweisstechnik 6
c+e forum 54
COMSOL 6
CONNEX 38
COSCOM 70
Creaform 9, 10
Deutsche Messe 11
Diametal 40
Die Post 7
DIHAWAG US 4, 15
DMG MORI 43
EMWB, Elektromotorenwerk Brienz 48
EMAG 39
Euchner 33
Europa Forum Luzern 76
FAJI 23
FANUC 29
Fehlmann 36, 44
Festo 4
Fisso 10
Forster/AFG Küchen 56
Franz Haimer 15
Gebrüder Spiegel 56
GIS 13
GRIBI Hydraulics 55
Gutekunst 5
Haas Automation Europe 46
Handelskammer Deutschland-Schweiz 11
Hartmetall-Werkzeugfabrik 39
HAW Hochschule Hamburg 80
HSLU, Hochschule Luzern 42, 69
HSR Hochschule für Technik 5
igus 6
Ingersoll Werkzeuge 3, 47
Kardex Systems 70, 80
KASTO 4
Keller AG für Druckmesstechnik 58
Klüber Lubrication 34, 41
Kubo Tech 51, 71
Kurt Breuning 46
LNS Group 36
Maagtechnic 78
MAPAL Dr. Kress 15, 35
Max Mitschjeta 68
maxon motor 71
MCH Messe Schweiz 78
Mercedes-Benz 14
Murrplastik 11
Messe Erfurt 12
NI, National Instruments 61
NCDATA 43
Newemag 37, 47, 49
NTB Hochschule für Technik Buchs 78
OC Oerlikon Balzers 4, 80
Optronis 60
P.E. Schall 9, 13
Peter Lehmann 80
PB Swiss Tools 66
Pemat 80
REGO-FIX 15, 18
Reiden Technik 18
Reimmann AG Werkzeugmaschinen 36
Ringspann 12
Robert Bosch 10
Rumpel Präzisionstechnik 63
Sandvik 80
Schmolz + Bickenbach 80
SCHNEEBERGER 45
Schneider mc 38
Schnegg Tools 47
Schuler Group 80
Schunk Intec US 2, 15, 49
Sescoi 80
SFC Koenig 5
S-GE, Switzerland Global Enterprise 5
Sirag 55
Solid Solutions 54
SolidWorks 54
Spälti 17
Sphinx Werkzeuge 21, 80
Springmann 24
Starrag 80
Steinbichler Optotechnik 58
Steiner Werkzeugmaschinen 80
Stemmer Imaging 6
Suvema 44
Swissmem Kaderschule 22
Swissmem 4
swissT.net 78
T-LINK MANAGEMENT 11
TORNOS 20
Triag 69
TRUMPF Maschinen 80
Univer 55
Universal Robots 6
Urma 46
Verlag Moderne Technik 15
Virtek Vision International 56
vohtec Rissprüfung 10
voxeljet 80
V-Research 76, 77
Walter (Schweiz) 35
Walter Meier (Fertigungslösungen) 19
wenglor sensoric 53
Wenk 25
WF Steuerungstechnik 59
Wilfried Erhard Zerspanungstechnik 47
Wolfensberger 65
WSW 70
Titelbild: Kundert
t e c h n i c a 4 . 2 0 1 4 IN DIESER AUSGABE IMPRESSUM 79

80 TECHNICA-ONLINE.CH 4 . 2 0 1 4 t e c h n i c a
www.technica-online.ch
3D-Druck ermöglicht wirtschaftlichen FeingussKomplexe Bauteile waren im Feingussverfah-ren in kleinen Stückzahlen bislang nur mitbeträchtlichem Zeit- und Kostenaufwand zu
fertigen. Dass es heute auch anders geht, be-weist die Schmolz + Bickenbach Guss Gruppe:Hier favorisiert man bei der Herstellung ver-lorener Modelle die 3D-Drucktechnologievon Voxeljet (CH: www.steinermachine.ch)und setzt damit eine Benchmark hinsichtlichKosteneffizienz und Produktionszeit.
Suchfeldeingabe: Voxeljet
Leistungssprung für GewindeformerPerformance-Steigerungen von 60 bis 140Prozent – solche Ergebnisse erzielte BALIQTAP ALCRONOS, eines der neu eingeführtenSchichtprodukte für Gewindewerkzeuge aufBasis der wegweisenden Beschichtungstech-
nologie S3p (Scalable Pulsed Power Plasma),im Benchmarktest von Oerlikon Balzers undder Hochschule für Angewandte Wissen-schaften (HAW) Hamburg.
Suchfeldeingabe: Oerlikon
Grosse Giessereimodelle einfach fräsenDas CAD/CAM-System WorkNC von Sescoieignet sich für kleine und grosse Maschinen.Es wird in der Feinmechanik ebenso einge-setzt wie im Grossmodellbau, den beispiels-
weise die Duisburger Modellfabrik betreibt.Dort generiert WorkNC hochautomatisiert si-chere, kollisionsfreie Werkzeugbahnen fürfünfachsige Bearbeitungszentren mit einemFräsbereich von bis zu 5,10 x 3,70 m.
Suchfeldeingabe: Sescoi
Schwere Teile – sanfte Einlagerung
Schwere Lasten oder sperrige Güter einzula-gern erfordert meist Zeit und zusätzlichesGerät. Kardex Remstar bietet mit dem neuenShuttle XP 1000 einen am Gerät montiertenHängekran. Das integrierte Kranhandlingführt zu mehr Effizienz und Ergonomie inProduktion und Instandhaltung.
Suchfeldeingabe: Kardex
Schluss mit oftmaligem UmspannenSchon lange war es dem CNC-LohnfertigerAndermatt ein Dorn im Auge, Bauteile fürdie 5-Seiten-Bearbeitung mehrmals umspan-nen zu müssen. So entschieden sich die Ver-antwortlichen beim letzten Maschinenkauf,zusätzlich einen Zweiachsen-Drehtisch T1-510520.RR varioX von pL Lehmann zu bestel-len. Eine Investition mit Perspektiven, wie diebisherigen Erfahrungen gezeigt haben. ●
Suchfeldeingabe: pL Lehmann
Die Print-Ausgabe fertig gelesen? Weitere spannende Berichte gibts auf www.technica-online.ch
(Bild: Voxeljet)
(Bild: Kay-Uwe Rosseburg/Oerlikon Balzers)
(Bild: Sescoi)
(Bild: Lars Schwerdtfeger/Kardex)
1. Retrofitting eines GrossbohrwerkesStarrag unterzog bei Schuler ein 30 Jahre altesGrossbohrwerk einem grundlegenden Retrofit
2. Neue Möglichkeiten für den MetallbauMit der Biegetechnik «Freeforming» des St. GallerUnternehmens Pemat: Metallrohre so frei formenkönnen wie ein Stück Draht.
3. (Leichtbau-)Roboter sind im KommenLeichtbauroboter im täglichen Einsatz – mit einerexklusiven Marktübersicht von «technica»
4. Einschalten und losschweissenDas neue Nahtsensorsystem SeamLine Pro vonTrumpf bewältigt gleichzeitig drei unterschiedli-che Messaufgaben.
5. Bis 80 x D Bohrtiefe im AlleingangZulieferer realisieren mit beschichteten Mikro-Tief-lochbohrern von der Sphinx Werkzeuge AG signi-fikante wirtschaftliche Vorteile.
Meistbesuchte Seiten aufwww.technica-online.ch

* Selbstverständlich nehmen wir neben den Sandvik Coromant-Wendeschneidplatten auch andere Marken entgegen.
Machen Sie mit!Jedes Jahr recyceln wir zusammen Hunderte von Tonnen Hartmetall*. Das ist gut für die Umwelt und für Ihr Unternehmen. Wir stellen alles bereit, was Sie brauchen: kostenlose Sammelbehälter, Recycling aus einer Hand und umgehende Vergütung für Ihre
gebrauchten Wendeschneidplatten. Fangen Sie schon heute mit dem Recycling an! Für weitere Informationen scannen Sie den QR-Code ein oder besuchen Sie uns auf www.sandvik.coromant.com/recycling

Standzeit auf die Spitze getrieben
Abstechen hat bei uns System. Vom Halter mit verschiedenen Schäften bis zur Schneidplatte. Ohne
und mit Innenkühlung – durch den Halter oder durch die Platte – in vielen Stechbreiten von 0,5 bis 16 mm
und Stechtiefen bis 65 mm. Schnell, präzise und wirtschaftlich bearbeiten Sie damit jedes Werkstück.
Mit hohen Vorschüben auch bei langen Eingriffzeiten. Mit freiem Spanablauf, sicherer Klemmung und
Führung. Die Schneideinsätze wechseln Sie dank patentierten Lösungen besonders sicher und material-
schonend. So machen Sie mit dem Technologieführer immer einen guten Stich. www.dihawag.ch
E I N S T E C H E N A B S T E C H E N N U T F R Ä S E N N U T S T O S S E N K O P I E R F R Ä S E N B O H R E N R E I B E N
TECHNOLOGIEVORSPRUNG IST HORN
www.dihawag.ch
DIHAWAG · Zürichstrasse 15 · CH-2504 Biel-Bienne
Tel. 032 344 60 60 · Fax 032 344 60 80 · E-Mail [email protected] · www.dihawag.ch


















