
VDA Gelbdruck Schadteilanalyse Format nach Korrektur WH 2 · 3 Unverbindliche Normenempfehlung des...
32
Qualitätsmanagement in der Automobilindustrie Schadteilanalyse Feld Erstauflage VDA/QMC-Projektdokumentation Gelbband März 2009 Verband der Automobilindustrie e.V. (VDA) Verband der Automobilindustrie Verband der Automobilindustrie
Transcript of VDA Gelbdruck Schadteilanalyse Format nach Korrektur WH 2 · 3 Unverbindliche Normenempfehlung des...
Qualitätsmanagement in der Automobilindustrie
Schadteilanalyse Feld
Erstauflage VDA/QMC-Projektdokumentation Gelbband März 2009 Verband der Automobilindustrie e.V. (VDA)
Verband der AutomobilindustrieVerband der Automobilindustrie
„Schadteilanalyse Feld“
Gelbbandausgabe März 2009
Verband der Automobilindustrie e.V. (VDA)
2
ISSN 0943-9412 Copyright 2009 by Verband der Automobilindustrie e.V. (VDA) Qualitätsmanagement-Center (QMC) D-61440 Oberursel, An den Drei Hasen 31 Gesamtherstellung: Henrich Druck + Medien GmbH D-60528 Frankfurt am Main, Schwanheimer Straße 110 Gedruckt auf chlorfrei gebleichtem Papier.
3
Unverbindliche Normenempfehlung des VDA
Der Verband der Automobilindustrie (VDA) empfiehlt seinen Mitgliedern, die nachstehende Normenempfehlung bei der Einführung und Aufrechterhaltung von QM-Systemen anzuwenden.
Haftungsausschluss
Dieser VDA Band ist eine Empfehlung, die jedermann frei zur Anwendung steht. Wer sie anwendet, hat für die richtige Anwendung im konkreten Fall Sorge zu tragen.
Dieser VDA Band berücksichtigt den zum Zeitpunkt der jeweiligen Ausgabe herrschenden Stand der Technik. Durch das Anwenden der VDA Empfeh-lungen entzieht sich niemand der Verantwortung für sein eigenes Handeln. Jeder handelt insoweit auf eigene Gefahr. Eine Haftung des VDA und der-jenigen, die an VDA Empfehlungen beteiligt sind, ist ausgeschlossen.
Jeder wird gebeten, wenn er bei der Anwendung der VDA Empfehlung auf Unrichtigkeiten oder die Möglichkeit einer unrichtigen Auslegung stößt, dies dem VDA umgehend mitzuteilen, damit etwaige Mängel beseitigt werden können.
Normenhinweise
Die im Einzelnen mit DIN-Nummer und Ausgabedatum gekennzeichneten Normzitate sind wiedergegeben mit Erlaubnis des DIN Deutsches Institut für Normung e.V. Maßgebend für das Anwenden der Norm ist deren Fassung mit dem neuesten Ausgabedatum, die bei der Beuth Verlag GmbH, 10772 Berlin, erhältlich ist.
Urheberrechtsschutz
Diese Schrift ist urheberrechtlich geschützt. Jede Verwertung außerhalb der engen Grenzen des Urheberrechtsgesetzes ist ohne Zustimmung des VDA unzulässig und strafbar. Dies gilt insbesondere für Vervielfältigungen, Übersetzungen, Mikroverfilmungen und die Einspeicherung und Verarbeitung in elektronischen Systemen.
Übersetzungen
Diese Schrift wird auch in anderen Sprachen erscheinen. Der jeweils aktu-elle Stand ist bei VDA-QMC zu erfragen
4
Wir danken den beteiligten Unternehmen und ihren Mitarbeitern für den Einsatz bei der Ausarbeitung dieses Bandes. An der Erstellung haben folgende Firmen mitgewirkt:
Audi AG
Behr GmbH & Co. KG
BMW AG
Robert Bosch GmbH
Brose Fahrzeugteile GmbH & Co.
Continental AG
Daimler AG
Dr. Ing. h.c. F. Porsche AG
Ford Werke GmbH
Hella KGaA Hueck & Co.
HUF Hülsbeck & Fürst GmbH & Co. KG
Knorr-Bremse SfN GmbH
Leopold Kostal GmbH & Co. KG
Schaeffler KG
Volkswagen AG
ZF Sachs AG
Der Dank gilt auch all denen, die uns Anregungen bei der Erarbeitung und zur Verbesserung gegeben haben.
Oberursel, 25. Februar 2009
Verband der Automobilindustrie e.V. (VDA)
5
Inhaltsverzeichnis
1 Einführung 9
1.1 Ausgangssituation 9
1.2 Ziel 10
2 Schadteilanalyseprozess 12
2.1 Konzept des Schadteilanalyseprozesses 12
2.2 Prüfstatus und Prüfstrategie in der Schadteilanalyse 13
2.3 Befundung 14
3 Der NTF-Prozess 18
3.1 Auslöse-Kriterien 19
3.2 Vorgehen 20
3.3 Datensammlung und -Bewertung 20
3.4 Systemprüfung 22
3.5 Prozessbetrachtung 23
3.6 Software 24
3.7 Kommunikation/Dokumentation 24
3.8 Abschluss NTF-Prozess 25
4 Problem-Lösungs-Prozess 25
4.1 Problemanalyse 25
4.2 Die 8D-Methode 25
5 Planung des Schadteilanalyseprozesses 26
6
5.1 Prüfplan zur Befundung 27
5.1.1 Beschreibung Testaufbau einschließlich Prüfplatzkonfiguration 27
5.1.2 Prüfmerkmale mit festgelegten Grenzen 27
5.1.3 Festlegung und Klassifizierung der Prüfungen in Standard- und Belastungsprüfung 29
5.1.4 Änderungshistorie 29
5.1.5 Verwendete Prüfmittel und Methode 30
5.1.6 Beispiel für einen Prüfplan 31
5.2 Planung und Beschreibung des NTF-Prozesses 32
5.2.1 Leitfaden 32
5.2.2 Festlegung der Auslöse-Kriterien 33
5.3 Prüfdokumentation 33
5.4 Prüfgeräte 33
5.5 Kapazitätsplanung 34
5.6 Vorlagezeitpunkt, Abstimmung und Genehmigung 34
5.7 Änderungen von Prüfplänen / Prüfschritten 35
6 Kennzahlen 36
6.1 Geforderte Kennzahlen 36
6.1.1 Durchschnittliche Befundungszeit – tBef 36
6.1.2 Anteil Teile i. O. gemäß Befundung – aiO 37
6.1.3 Durchschnittliche Rückführzeit – tR 38
6.2 Empfohlene Kennzahlen 38
6.2.1 Anteil bestätigter Fehler Standardprüfung – aSP 38
6.2.2 Anteil bestätigter Fehler Belastungsprüfung – aBP 39
7
6.2.3 Durchschnittliche Versandzeit – tV 40
7 Kontinuierlicher Verbesserungsprozess (KVP) 41
8 Stichprobenstrategie 43
9 Logistik 46
9.1 Transportverantwortung 48
9.2 Verpackung 49
9.3 Sonderprozesse 49
10 Schnittstellen und Informationsaustausch 50
10.1 Datenaustausch im Schadteilanalyseprozess 50
10.1.1 Bereitzustellende Daten bei Teilerückführung 50
10.1.2 Rückzumeldende Daten aus dem Schadteilanalyseprozess 53
10.2 Zusatzdaten und deren Schnittstellen 54
10.3 Berichtswesen 54
10.3.1 Prüfbericht 55
10.3.2 Der 8D-Bericht 55
10.3.3 Qualitätsberichte 55
10.3.4 NTF-Bericht 58
10.4 Ansprechpartner und Verantwortlichkeiten 59
Anhang A - Abbildungsverzeichnis 60
Anhang B - Tabellenverzeichnis 60
Anhang C - Abkürzungsverzeichnis 61
8
9
1 Einführung
1.1 Ausgangssituation
Das Qualitätsniveau von Automobilen hat sich im letzten Jahrzehnt trotz höherer Komplexität, kürzeren Entwicklungszyklen und größerer Modellvielfalt verbessert. Parallel dazu wurden die Gewährleistungs-/Garantiezeiträume verlängert, um den gestiegenen Kundenanforderungen gerecht zu werden. Experten schätzen die weltweiten Garantiekosten auf mehrere Milliarden Euro jährlich.
Trotz hoher Anstrengungen in den Entwicklungs- und Produktionsprozessen zur Übergabe von reifen, robusten und fehlerfreien Produkten an den Kunden, treten während der Nutzungsphase beim Kunden Abweichungen vom erwarteten Zustand auf. Je nach Beanstandung werden die potentiell fehlerhaften Bauteile oder Fahrzeugkomponenten getauscht und können vom Hersteller (OEM) oder Lieferanten über den OEM zur Analyse angefordert werden.
Der Schadteilanalyse von beanstandeten Feldteilen (Schadteilen Feld1) kommt in diesem Spannungsfeld zwischen Qualität und Kosten eine elementare und vielfältige Rolle zu. Dem Bauteillieferanten wird vereinbarungsgemäß eine Teilmenge der weltweiten Ausfälle vorgelegt, die das Ausfallgeschehen im Markt abbilden soll (Referenzmarktverfahren). Der Lieferant führt an den beanstandeten Teilen eine Analyse durch. Findet er eine Abweichung, so analysiert er die Ursache und bestimmt den Verursacher. Ein Problem-Lösungs-Prozess wird je nach Verursacher von Automobilhersteller und/oder Lieferant initiiert.
Ein großes Handlungsfeld in der Automobilindustrie ist der hohe Anteil von Feldbeanstandungen, für die keine Fehler in der Befundung gefunden werden. Beanstandungen mit diesen Ergebnissen werden häufig entweder überhaupt nicht weiter betrachtet oder es fehlt an einer methodischen Vorgehensweise, um Fehler im Produkt, Prozess oder System zu erkennen. Für Bauteile ohne reproduzierbaren Fehler entstehen neben häufig vermeidbaren Gewährleistungs-/Garantiekosten hohe Aufwendun-gen in den Logistik- und Analyseprozessen, denen kein vergleichbarer wirtschaftlicher Nutzen gegenübersteht.
1 Schadteil Feld ist ein in der Werkstatt ausgebautes Teil
10
Die Analyse erfolgt für jede Befundstelle sehr individuell und in unterschiedlicher Tiefe, da einheitliche interne und externe Vorgaben in der Regel nicht existieren. Das Fehlen eines generellen übergreifenden Konzeptes für die Schadteilanalyse führt zu stark unterschiedlichen Erwartungen und Vorstellungen entlang der Lieferkette. Eine Planung des Schadteilanalyseprozesses ist grundsätzlich nicht in den Entwicklungsprozessen verankert und erfolgt häufig zu spät oder überhaupt nicht. Insbesondere bei Fahrzeug- oder Systemneuanläufen muss besonders in der Anlaufphase eine schnelle und fähige Analyse erfolgen, um Konzeptschwächen und Funktionsausfälle frühzeitig abstellen zu können.
Die Schadteilanalyse erhält trotz der aufgezeigten elementaren Rolle im Qualitätsmanagement häufig nicht die notwendige Aufmerksamkeit durch das Management. Dadurch werden oft nicht die notwendigen Ressourcen bereitgestellt. Dies ist wirtschaftlich nicht nachvollziehbar, denn die Folgekosten für nicht frühzeitig entdeckte und abgestellte Fehler betragen in der Regel ein Vielfaches der Investitionen in einen fundierten Schadteilanalyseprozess. Es entstehen hohe Kosten durch nicht identifizierte Fehler, verspätete Analyseergebnisse oder eine mangelhafte Ursachenanalyse.
1.2 Ziel
Das Ziel dieses Standards ist die Einführung eines übergreifenden Konzeptes für die Schadteilanalyse von Feldteilen. Hierzu sind die Kernprozesse und unterstützenden Prozesse der Schadteilanalyse sowie der Schnittstellen zu betrachten.
Insbesondere für Schadteile, für die im Befundungsprozess am Produkt keine Fehler gefunden werden, wird eine methodische Vorgehensweise beschrieben, um die Ausbauursache zu identifizieren. Zu diesem Thema muss neben Datenanalysen eine Untersuchung des Gesamtprozesses (von Kunden über Händler über OEM bis zu den Lieferanten) und/oder des Systems erfolgen.
Damit die Schadteilanalyse zur Markteinführung erfolgen kann, müssen die notwendigen Prozesse und Ressourcen zur Verfügung stehen. Hierzu ist ein Planungsprozess erforderlich.
11
Zwischen OEM und Lieferant müssen Schnittstellen definiert werden, die einen geregelten Informationsaustausch zulassen. Durch eine kontinuierliche Prozessüberwachung und Verbesserung mittels Kennzahlen und eines übergreifenden KVP-Prozesses wird die Leistungsfähigkeit sichergestellt.
Alle genannten Elemente ermöglichen eine gemeinsame Sprache und ein gemeinsames Verständnis. Klare Anforderungen ermöglichen Transparenz und eine Fokussierung auf die relevanten Qualitätsprobleme im Feld.
Dieser Standard trifft keine Regelungen oder Festlegungen zu den folgenden Punkten:
- Kostenverantwortung für Aufwendungen im Schadteilanalyse-Prozess
- Regressabwicklung
- Händlerrückbelastung
- Haftung für Sachmängel
Für diese Punkte gelten gesonderte Vereinbarungen zwischen den Beteiligten bzw. die gesetzlichen Regelungen.
12
2 Schadteilanalyseprozess
2.1 Konzept des Schadteilanalyseprozesses
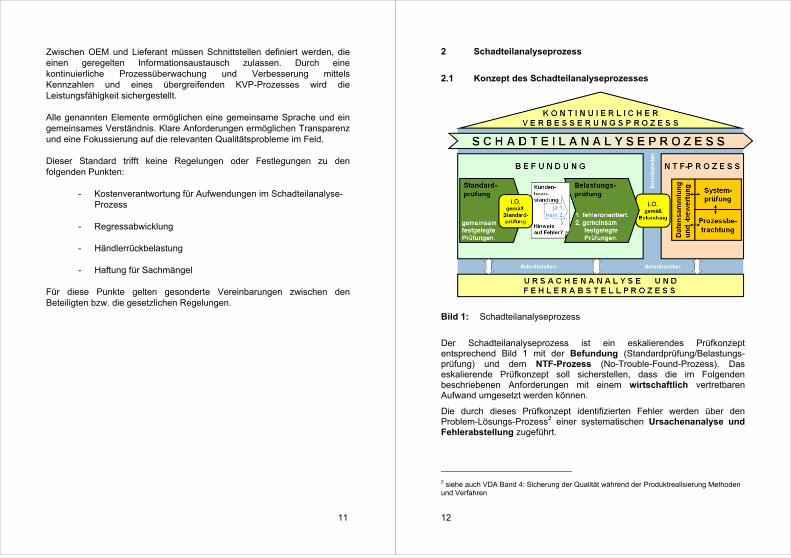
Bild 1: Schadteilanalyseprozess
Der Schadteilanalyseprozess ist ein eskalierendes Prüfkonzept entsprechend Bild 1 mit der Befundung (Standardprüfung/Belastungs-prüfung) und dem NTF-Prozess (No-Trouble-Found-Prozess). Das eskalierende Prüfkonzept soll sicherstellen, dass die im Folgenden beschriebenen Anforderungen mit einem wirtschaftlich vertretbaren Aufwand umgesetzt werden können.
Die durch dieses Prüfkonzept identifizierten Fehler werden über den Problem-Lösungs-Prozess2 einer systematischen Ursachenanalyse und Fehlerabstellung zugeführt.
2 siehe auch VDA Band 4: Sicherung der Qualität während der Produktrealisierung Methoden und Verfahren
13
Der kontinuierliche Verbesserungsprozess (KVP) steht als Dach über dem gesamten Schadteilanalyseprozess. Darunter fallen unter anderem notwendige Anpassungen der Befundung (Standardprüfung/Belastungs-prüfung) und des NTF-Prozesses einschließlich deren Auslöse-Kriterien (siehe Kapitel 3.1 Auslöse-Kriterien).
Das gezielte und überlegte Einführen eines Schadteilanalyseprozesses bietet hervorragende Möglichkeiten, alle Abläufe und deren Kommunikationsflüsse zu optimieren. Der Schadteilanalyseprozess bildet die Voraussetzung für die Durchführung des Problem-Lösungs-Prozesses (PLP).
2.2 Prüfstatus und Prüfstrategie in der Schadteilanalyse
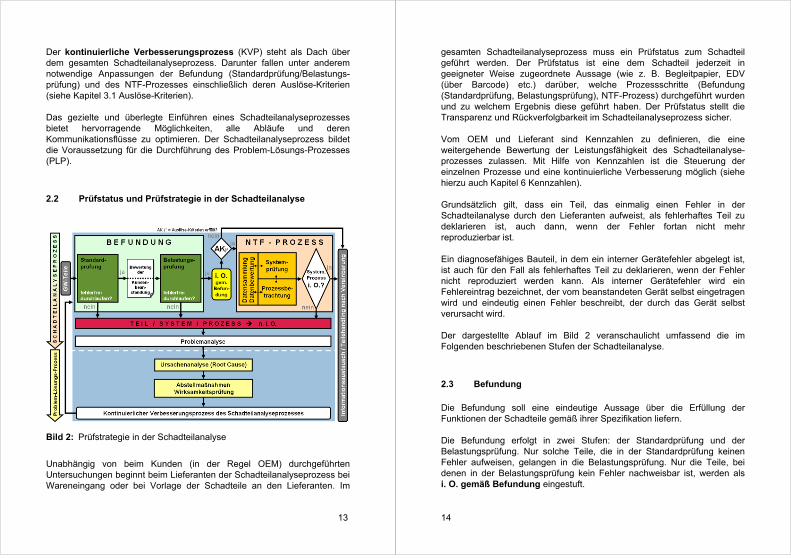
Bild 2: Prüfstrategie in der Schadteilanalyse
Unabhängig von beim Kunden (in der Regel OEM) durchgeführten Untersuchungen beginnt beim Lieferanten der Schadteilanalyseprozess bei Wareneingang oder bei Vorlage der Schadteile an den Lieferanten. Im
14
gesamten Schadteilanalyseprozess muss ein Prüfstatus zum Schadteil geführt werden. Der Prüfstatus ist eine dem Schadteil jederzeit in geeigneter Weise zugeordnete Aussage (wie z. B. Begleitpapier, EDV (über Barcode) etc.) darüber, welche Prozessschritte (Befundung (Standardprüfung, Belastungsprüfung), NTF-Prozess) durchgeführt wurden und zu welchem Ergebnis diese geführt haben. Der Prüfstatus stellt die Transparenz und Rückverfolgbarkeit im Schadteilanalyseprozess sicher.
Vom OEM und Lieferant sind Kennzahlen zu definieren, die eine weitergehende Bewertung der Leistungsfähigkeit des Schadteilanalyse-prozesses zulassen. Mit Hilfe von Kennzahlen ist die Steuerung der einzelnen Prozesse und eine kontinuierliche Verbesserung möglich (siehe hierzu auch Kapitel 6 Kennzahlen).
Grundsätzlich gilt, dass ein Teil, das einmalig einen Fehler in der Schadteilanalyse durch den Lieferanten aufweist, als fehlerhaftes Teil zu deklarieren ist, auch dann, wenn der Fehler fortan nicht mehr reproduzierbar ist.
Ein diagnosefähiges Bauteil, in dem ein interner Gerätefehler abgelegt ist, ist auch für den Fall als fehlerhaftes Teil zu deklarieren, wenn der Fehler nicht reproduziert werden kann. Als interner Gerätefehler wird ein Fehlereintrag bezeichnet, der vom beanstandeten Gerät selbst eingetragen wird und eindeutig einen Fehler beschreibt, der durch das Gerät selbst verursacht wird.
Der dargestellte Ablauf im Bild 2 veranschaulicht umfassend die im Folgenden beschriebenen Stufen der Schadteilanalyse.
2.3 Befundung
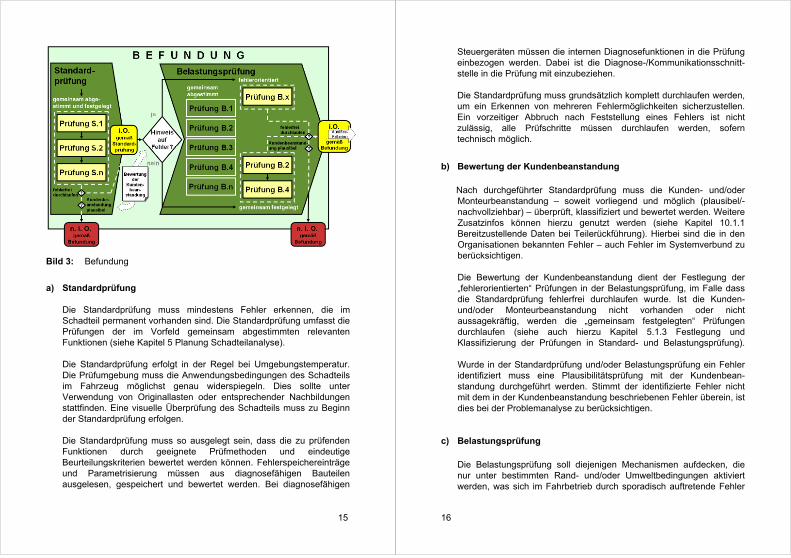
Die Befundung soll eine eindeutige Aussage über die Erfüllung der Funktionen der Schadteile gemäß ihrer Spezifikation liefern.
Die Befundung erfolgt in zwei Stufen: der Standardprüfung und der Belastungsprüfung. Nur solche Teile, die in der Standardprüfung keinen Fehler aufweisen, gelangen in die Belastungsprüfung. Nur die Teile, bei denen in der Belastungsprüfung kein Fehler nachweisbar ist, werden als i. O. gemäß Befundung eingestuft.
15
Bild 3: Befundung
a) Standardprüfung Die Standardprüfung muss mindestens Fehler erkennen, die im Schadteil permanent vorhanden sind. Die Standardprüfung umfasst die Prüfungen der im Vorfeld gemeinsam abgestimmten relevanten Funktionen (siehe Kapitel 5 Planung Schadteilanalyse).
Die Standardprüfung erfolgt in der Regel bei Umgebungstemperatur. Die Prüfumgebung muss die Anwendungsbedingungen des Schadteils im Fahrzeug möglichst genau widerspiegeln. Dies sollte unter Verwendung von Originallasten oder entsprechender Nachbildungen stattfinden. Eine visuelle Überprüfung des Schadteils muss zu Beginn der Standardprüfung erfolgen.
Die Standardprüfung muss so ausgelegt sein, dass die zu prüfenden Funktionen durch geeignete Prüfmethoden und eindeutige Beurteilungskriterien bewertet werden können. Fehlerspeichereinträge und Parametrisierung müssen aus diagnosefähigen Bauteilen ausgelesen, gespeichert und bewertet werden. Bei diagnosefähigen
16
Steuergeräten müssen die internen Diagnosefunktionen in die Prüfung einbezogen werden. Dabei ist die Diagnose-/Kommunikationsschnitt-stelle in die Prüfung mit einzubeziehen. Die Standardprüfung muss grundsätzlich komplett durchlaufen werden, um ein Erkennen von mehreren Fehlermöglichkeiten sicherzustellen. Ein vorzeitiger Abbruch nach Feststellung eines Fehlers ist nicht zulässig, alle Prüfschritte müssen durchlaufen werden, sofern technisch möglich.
b) Bewertung der Kundenbeanstandung
Nach durchgeführter Standardprüfung muss die Kunden- und/oder Monteurbeanstandung – soweit vorliegend und möglich (plausibel/-nachvollziehbar) – überprüft, klassifiziert und bewertet werden. Weitere Zusatzinfos können hierzu genutzt werden (siehe Kapitel 10.1.1 Bereitzustellende Daten bei Teilerückführung). Hierbei sind die in den Organisationen bekannten Fehler – auch Fehler im Systemverbund zu berücksichtigen. Die Bewertung der Kundenbeanstandung dient der Festlegung der „fehlerorientierten“ Prüfungen in der Belastungsprüfung, im Falle dass die Standardprüfung fehlerfrei durchlaufen wurde. Ist die Kunden- und/oder Monteurbeanstandung nicht vorhanden oder nicht aussagekräftig, werden die „gemeinsam festgelegten“ Prüfungen durchlaufen (siehe auch hierzu Kapitel 5.1.3 Festlegung und Klassifizierung der Prüfungen in Standard- und Belastungsprüfung). Wurde in der Standardprüfung und/oder Belastungsprüfung ein Fehler identifiziert muss eine Plausibilitätsprüfung mit der Kundenbean-standung durchgeführt werden. Stimmt der identifizierte Fehler nicht mit dem in der Kundenbeanstandung beschriebenen Fehler überein, ist dies bei der Problemanalyse zu berücksichtigen.
c) Belastungsprüfung
Die Belastungsprüfung soll diejenigen Mechanismen aufdecken, die nur unter bestimmten Rand- und/oder Umweltbedingungen aktiviert werden, was sich im Fahrbetrieb durch sporadisch auftretende Fehler
17
äußern kann. Zur Erkennung dieser Fehler sind Funktionsprüfungen erforderlich, erweitert durch zusätzliche Belastungsparameter, die latente Fehler zum Ausfall stimulieren. Die Belastungsprüfung umfasst die Prüfungen der im Vorfeld gemeinsam abgestimmten relevanten Funktionen (siehe Kapitel 5 Planung Schadteilanalyse). Die ausgewählten Belastungsparameter müssen im Rahmen der zu Grunde liegenden Dokumentationen (z. B. Lastenheft, Zeichnung, Spezifikation etc.) auf die Besonderheiten der jeweiligen Komponenten abgestimmt sein. Beispiele für mögliche Stressbedingungen (auch in Kombination) sind: Temperaturbereiche, Temperaturgradienten, Vibration, Feuchte, Variation der Versorgungsspannung und Spannungsspitzen, chemische und physikalische Belastung. Zeigen die Ergebnisse der Belastungsprüfung keine Fehlfunktion der Komponente, wird das Teil als i. O. gemäß Befundung eingestuft. Werden gemeinsam festgelegte Auslöse-Kriterien erfüllt, wird das Schadteil dem NTF-Prozess zugeführt (siehe Kapitel 3 NTF-Prozess).
18
3 Der NTF-Prozess
Der NTF-Prozess dient der Ursachenfindung für ein Problemthema, welches in der Befundung nicht identifiziert werden konnte. Er tritt in Kraft, wenn eine Kundenbeanstandung durch die Befundung nicht nachvollzogen wurde („i. O. gemäß Befundung“). Hierbei löst man sich vom Fokus auf das Einzelteil und betrachtet das Problem durch Datensammlung/-Bewertung, Systemprüfung und/oder Prozessbetrachtung.
Die Möglichkeiten für die Durchführung eines NTF-Prozesses sind:
• eigenverantwortliche Durchführung durch den OEM
• eigenverantwortliche Durchführung durch den Lieferanten
• gemeinsame Durchführung unter abgestimmter Aufgabenverteilung
Wird ein NTF-Prozess ausgelöst, so ist dieser im ersten Schritt eigenverantwortlich durchzuführen. Zur Durchführung ist der Leitfaden zum NTF-Prozess anzuwenden (siehe Kapitel 5.2.1 Leitfaden). Im Weiteren kann dies zu einer gemeinsamen Durchführung unter abgestimmter Aufgabenverteilung führen.
Die gemeinsame Durchführung des NTF-Prozess kann sowohl vom OEM als auch vom Lieferant angestoßen werden. In diesem Fall sind von Beginn an die Verantwortlichkeiten festzulegen. Nach gemeinsamer Sichtung der Leitfäden OEM und Lieferant werden die zum NTF-Prozess erforderlichen Punkte abgestimmt.
Im Rahmen der Planung des Schadteilanalyseprozesses (siehe Kap. 5 Planung des Schadteilanalyseprozesses) sind Auslöse-Kriterien für den NTF-Prozess festzulegen.
19
3.1 Auslöse-Kriterien
Die im Rahmen der Planung (vgl. Kapitel 5.2.2 Festlegung der Auslöse-Kriterien) abgestimmten Kriterien, die einen NTF-Prozess auslösen, sind als Mindestanforderung anzusehen. Ergeben sich aus neuen Erkenntnissen oder Annahmen Verdachtsmomente für das Vorliegen eines Fehlers im System oder Prozess, so kann der NTF-Prozess unabhängig vom Erreichen der definierten Auslöse-Kriterien durch beide Seiten initiiert und/oder durchgeführt werden.
Für folgende Beispiele können unterschiedliche Auslöse-Kriterien für einen
NTF-Prozess vereinbart werden:
• hoher Anteil „i. O. gemäß Befundung“
• neues Produkt oder Bauteil (nach Markteinführung bzw. Produktionsprozess- und Produktfreigabe)
• Neuanlauf (Fahrzeug, Aggregat, System)
• Kundenrelevanz (z.B. Liegenbleiber, Fahrzeuge mit eingeschränkter Funktion)
• neue oder gehäufte Beanstandung (Händler-/Kundenaussage)
Wird der NTF-Prozess nach der Befundung nicht ausgelöst, so werden die Produkte gemäß dem vereinbarten Teilehandlingsabläufen (siehe Bild 2) behandelt. Bei fehlender Vereinbarung werden die Teile vier Wochen nach Abschluss und Vorliegen des Befund-Ergebnisses entsorgt.
20
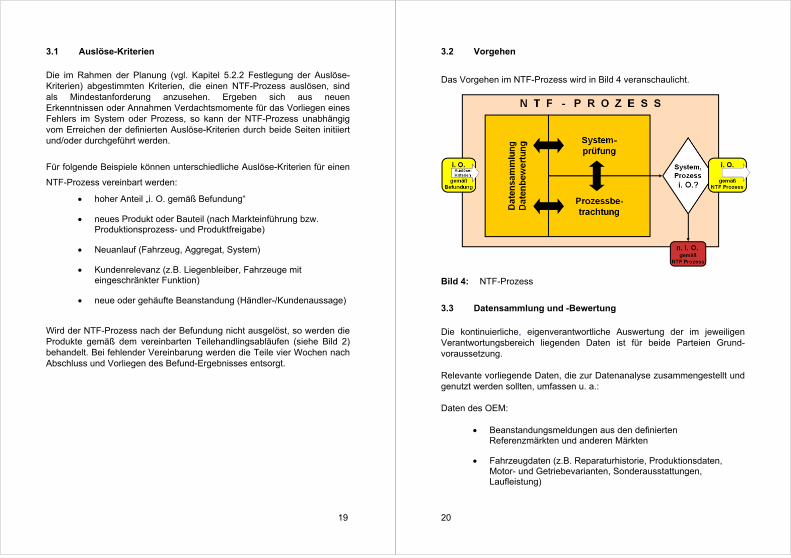
3.2 Vorgehen
Das Vorgehen im NTF-Prozess wird in Bild 4 veranschaulicht.
Bild 4: NTF-Prozess
3.3 Datensammlung und -Bewertung
Die kontinuierliche, eigenverantwortliche Auswertung der im jeweiligen Verantwortungsbereich liegenden Daten ist für beide Parteien Grund-voraussetzung.
Relevante vorliegende Daten, die zur Datenanalyse zusammengestellt und genutzt werden sollten, umfassen u. a.:
Daten des OEM:
• Beanstandungsmeldungen aus den definierten Referenzmärkten und anderen Märkten
• Fahrzeugdaten (z.B. Reparaturhistorie, Produktionsdaten, Motor- und Getriebevarianten, Sonderausstattungen, Laufleistung)
21
• Schadensklassifizierungen (z.B. Schadensschlüssel)
• Klassifizierung von Kundenbeanstandungen
• Einsatzbedingungen (z.B. landesspezifische Besonderheiten, Sonderfahrzeuge, klimatische Besonderheiten)
• Diagnoseergebnisse (z.B. Fehlercodes, Diagnoseprotokolle)
• Analyseergebnisse von Voranalysen
• Serviceinformationen, Reparaturanleitungen, Diagnosevorgaben
• übergreifende Fehlerdatenbanken (z. B. Entwicklung, interne Produktion, 0km-Fehler, Feld-Fehler)
• Produktionsprozessdaten
• Erkenntnisse aus vergleichbaren Produkten anderer Lieferanten
Daten des Lieferanten:
• Messwerte und Erkenntnisse aus der Befundung
• Schadensklassifizierungen (z.B. Schadensschlüssel)
• Klassifizierung von Kundenbeanstandungen
• Analyseergebnisse von Voranalysen
• ausgelesene Fehlercodes
• Einsatzbedingungen (z.B. landesspezifische Besonderheiten, klimatische Besonderheiten)
• Teilelebenslauf (inkl. Software- und Hardwarestände)
• übergreifende Fehlerdatenbanken (z. B. Entwicklung, interne Produktion, 0km-Fehler, Feld-Fehler)
• Produktionsprozessdaten
22
• Erkenntnisse aus vergleichbaren Produkten anderer Kunden
Im NTF-Prozess werden zunächst die jeweiligen verfügbaren Daten und Informationen bewertet, mit dem Ziel weitere Erkenntnisse zu erhalten. Möglichkeiten der Datenbewertung sind z. B.:
• Schichtlinien
• Ausfälle über Laufleistung
• Ausfälle nach Märkten
• Saisonale Auffälligkeiten
• Fahrzeug-Historie
• Ermittlung Korrelationen z.B. zwischen Ausfällen und Teilehistorie (Änderung im Produktionsprozess, Änderung in der Unterlieferantenkette, Produktionsverlagerung auch beim Unterlieferanten)
• Plausibilität Kundenbeanstandung, Fehlercode, Messergebnis, weiterer Teiletausch usw.
Hilfestellung zur Gewinnung von weiteren Erkenntnissen können Methoden wie Ishikawa, Six-Sigma, Shainin, Pareto, 5-Why, Kepner-Tregoe (KT)-Analyse, Kreuzmatrix, usw. sein.
Ergibt die Datensammlung und -bewertung neue Erkenntnisse, sind diese durch eine Systemprüfung und/oder Prozessbetrachtung zu untersuchen.
3.4 Systemprüfung
In der Systemprüfung werden technische Zusammenhänge überprüft.
Systemprüfungen können folgende Prüfungen an ausgewählten Teilen auch in Kombination sein:
• Komponentenuntersuchung durch interne oder externe Labors
• Verifikation spezieller Software- und Hardwarefunktionen
23
• Funktionsprüfung unter unterschiedlichen Belastungen
• Funktionsprüfung außerhalb der Spezifikation
• Funktionsprüfung in einem Teilsystem
• Funktionsprüfung in einer simulierten Fahrzeugumgebung
• Funktionsprüfung in geeigneten Fahrzeugen
• Vorortanalyse am beanstandetem Fahrzeug
• Lebensdauerprüfungen (künstliche Alterung)
3.5 Prozessbetrachtung
In der Prozessbetrachtung werden systematische und organisatorische Zusammenhänge überprüft.
Prozessbetrachtungen können sein:
• Überprüfung der Service- und Reparaturanleitungen
• Überprüfung des Ersatzteilkatalogs/ der Ersatzteilkombinatorik
• Überprüfung der Werkstattdiagnose und deren Dokumentation
• zusätzliche Informationsgewinnung z.B. durch eine Hotline
• selektive Anforderungen der Schadteile inklusive der peripheren Teile (Dichtungen, Schläuche, Stecker usw.)
• Überprüfen der Produktionsprozesse
• Überprüfen der Befundung
• Überprüfen der Fahrzeugprogrammierung (Flashen), Fahrzeug-, Teileparametrierung (Codierung)
24
3.6 Software
Im NTF-Prozess sind die Software- und Diagnosefunktionen elektronischer Komponenten ebenfalls bei der Problemsuche zu berücksichtigen.
Bei Problemen, die im Systemverbund oder bei Nutzung von SW-Sharing auftreten, ist es sinnvoll, bereits zu einem frühen Zeitpunkt den NTF-Prozess mit allen Beteiligten gemeinsam durchzuführen.
Unter SW-Sharing ist das Aufteilen des SW-Umfanges oder von SW-Teilumfängen auf mehrere Parteien bzgl. einzelner Steuergeräte oder deren Vernetzung zu elektronischen Systemen gemeint.
3.7 Kommunikation/Dokumentation
Zur Verfolgung, Kommunikation und Dokumentation des NTF-Prozesses sollen geeignete Methoden (z. B. Maßnahmenplan mit Verantwortung und Termin) eingesetzt werden.
Die Dokumentation des NTF-Prozesses kann z. B. folgende Informationen
enthalten:
• Anzahl der Ausfälle
• das Auslöse-Kriterium
• die involvierten Teams
• die angewandten Prüfungen einschließlich der Prüfparameter
• die überprüften Prozesse
• Beschreibung der Haupt-Fehlerbilder
• Analysemethodik
• Optimierungsmaßnahmen in der Befundung, Komponente, System und/oder Prozess mit Termine
25
Die entsprechenden Prozessfortschritte sind in regelmäßigen Managementinformationen zu präsentieren.
3.8 Abschluss NTF-Prozess
Konnte im NTF-Prozess ein Problem identifiziert werden, erfolgt die Problemlösung entsprechend Kapitel 4 Problem-Lösungs-Prozess.
Konnte in einem NTF-Prozess kein Problem identifiziert werden, so ist durch den Auslöser zu prüfen, ob weitere Analysen zielführend sind. Sind weitere Analysen aufgrund fehlender Erfolgsaussichten nicht sinnvoll, so wird die Beendigung des NTF-Prozesses dokumentiert.
4 Problem-Lösungs-Prozess
4.1 Problemanalyse
Die Problemanalyse ermittelt den Ausfallgrund für einen in der Befundung oder NTF-Prozess bestätigten Fehler. Der Ausfallgrund stellt die Problembeschreibung für den anschließenden Problem-Lösungs-Prozess dar. Handelt es sich bei dem Ausfallgrund um ein bekanntes Problem, welches durch einen Problem-Lösungs-Prozess bereits bearbeitet wird/wurde, so wird auf diesen Problem-Lösungs-Prozess referenziert. Bei einem neuen Ausfallgrund wird ein neuer Problem-Lösungs-Prozess angestoßen. Tritt ein Fehler mit gleichem Ausfallgrund nach einer eingeführten Maßnahme auf, so wird ein neuer Problem-Lösungs-Prozess gestartet.
4.2 Die 8D-Methode
In der Automobilindustrie wird in der Regel die 8D-Methode zur Problemlösung verwendet. Die 8D-Methode und der daraus resultierende 8D-Bericht sind in VDA Band 4 beschrieben. Die im 8D-Bericht enthaltenen 8 Schritte dokumentieren ganzheitlich die Abstellung des Problems von der Fehlerbeschreibung bis zum wirksamen Vermeiden des Wiederauftretens.
26
5 Planung des Schadteilanalyseprozesses
Der Schadteilanalyseprozess muss in der Organisation implementiert werden. Eine entsprechende Prozessbeschreibung (Verfahrensanweisung zur Umsetzung des VDA Standards im Unternehmen) muss vorliegen und Ressourcen sind bereitzustellen. In der Schadteilanalyseprozess-beschreibung müssen die Bereiche Logistik, Datenmanagement, Standardprüfung, Belastungsprüfung und NTF-Prozess eindeutig erkennbar sein.
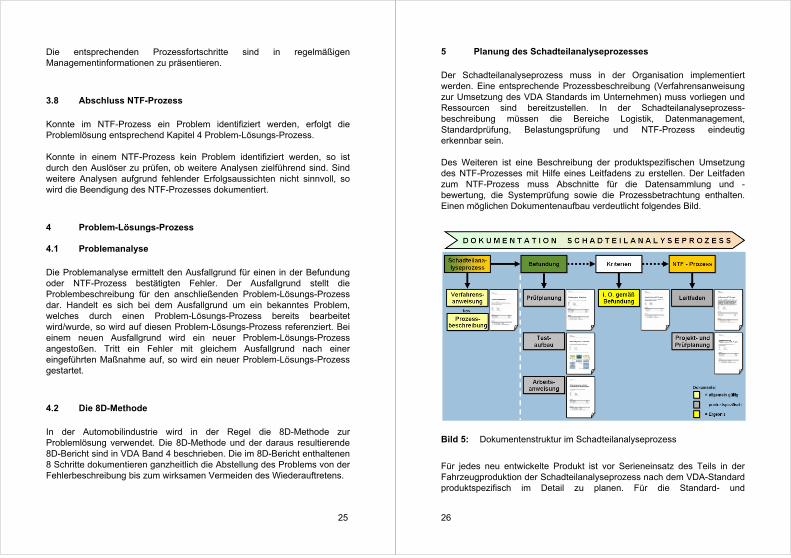
Des Weiteren ist eine Beschreibung der produktspezifischen Umsetzung des NTF-Prozesses mit Hilfe eines Leitfadens zu erstellen. Der Leitfaden zum NTF-Prozess muss Abschnitte für die Datensammlung und -bewertung, die Systemprüfung sowie die Prozessbetrachtung enthalten. Einen möglichen Dokumentenaufbau verdeutlicht folgendes Bild.
Bild 5: Dokumentenstruktur im Schadteilanalyseprozess
Für jedes neu entwickelte Produkt ist vor Serieneinsatz des Teils in der Fahrzeugproduktion der Schadteilanalyseprozess nach dem VDA-Standard produktspezifisch im Detail zu planen. Für die Standard- und
27
Belastungsprüfung ist eine Prüfplanung durchzuführen und die Ergebnisse sind in Prüfplänen darzustellen. Für den NTF-Prozess sind Auslöse-Kriterien abzustimmen. Die Prüfplanung und die Festlegung der Kriterien sind vom zeitlichen Ablauf an den Produktenstehungsprozess zu koppeln.
Im Rahmen der Planung ist bei Bedarf mit dem Kunden (i.d.R. OEM) Kontakt aufzunehmen, um sicherzustellen, dass die gegenseitigen Anforderungen berücksichtigt werden.
5.1 Prüfplan zur Befundung
Das Ergebnis der durchgeführten Prüfplanung ist in einem Prüfplan darzulegen. Der Prüfplan der Befundung muss getrennte Abschnitte für die Standardprüfung und Belastungsprüfung enthalten. In diesen Abschnitten müssen wiederum folgende Kerninhalte abgebildet werden:
5.1.1 Beschreibung Testaufbau einschließlich Prüfplatzkonfiguration
Es ist wichtig, einen transparenten und schlüssigen Aufbau zu wählen. Dieser ist zum Beispiel mit Hilfe von Blockdiagrammen, Fotos und/oder Texten darzustellen (als Anhang zum Prüfplan).
Bei der Planung der Gestaltung des Prüfplatzes ist zu berücksichtigen, dass die Konfiguration des Prüfplatzes durch den Anwender prozesssicher (z. B. durch Poka Yoke) erfolgen kann.
5.1.2 Prüfmerkmale mit festgelegten Grenzen
Ein Endanwenderproblem und/oder ein Tausch einer Komponente kommen durch eine fehlende oder fehlerhafte Funktion/Eigenschaft eines Produktes im Fahrzeug oder einen Prozessfehler zustande. Die Prüfmerkmale zur Überprüfung des Schadteils sind so zu wählen, dass diese relevanten Funktionen/Eigenschaften überprüft werden.
28
Für diese Prüfmerkmale müssen die zugehörigen Grenzen und/oder Vorgabewerte festgelegt werden. Die Grenzen und Vorgabewerte müssen den abgestimmten Spezifikationen3 entsprechen. Falls in der Spezifikation keine Werte für Verschleiß/Nutzungsdauer enthalten sind, so sollten diese in der Planung berücksichtigt werden.
Inhalte von Fehlerspeichern sind wie relevante Funktionen zu betrachten. Grundsätzlich ist ein Verfahren zur Bewertung der Fehlerspeichereinträge im beanstandeten Produkt aufzusetzen. Das Ergebnis muss eine Aussage liefern, ob an dieser Komponente ein Defekt vorliegt, der Eintrag auf einen externen Fehler verweist oder der Eintrag keine eindeutige Aussage zulässt.
Bei der Auswahl und Festlegung der notwendigen Prüfmerkmale können folgende Informationsquellen berücksichtigt werden:
• FMEA
• abgestimmtes (Komponenten-) Lastenheft
• Vergleichbare Produkte
• Spezifikationen
• 8D-Berichte
• bekannte Reklamationen bzw. Fehlerbilder
• (Re-)Qualifizierungsprüfungen
• Normen und gesetzliche Forderungen
• fertigungsbegleitende Prüfungen
• Software- und Hardwarestände
3 Spezifikationen sind alle vertraglich vereinbarten Eigenschaften gemäß Lastenheft, Zeichnungen, gesetzlichen Vorschriften, Stoffvorschriften und Liefervorschriften.
29
5.1.3 Festlegung und Klassifizierung der Prüfungen in Standard- und Belastungsprüfung
Grundsätzlich sind alle Prüfungen sowie die Prüfabfolge zwischen Kunde und Lieferant abzustimmen. Für die Standardprüfung wird eine Auswahl von Prüfungen festgelegt, die in jedem Fall durchzuführen sind.
Die für die Belastungsprüfung abgestimmten Prüfungen werden in 2 Kategorien aufgeteilt:
• fehlerorientierte Prüfungen: Diese Prüfungen können aus den abgestimmten Prüfungen gewählt werden, wenn aus der Beanstandung ein konkreter Hinweis auf einen Fehler besteht.
• festgelegte Prüfungen: Diese Prüfungen müssen durchgeführt werden, wenn die Beanstandung keinen konkreten Hinweis auf den aufgetretenen Fehler gibt. Diese Prüfungen sind im Prüfplan entsprechend zu kennzeichnen.
Merkmale, deren Prüfung eine Vorschädigung oder Zerstörung der Teile hervorrufen, müssen entsprechend gekennzeichnet werden und sind zum Schluss der Befundung durchzuführen. Dies gilt auch für eine Prüfung bei der der Prüfling demontiert wird.
5.1.4 Änderungshistorie
Dem Prüfplanindex ist ein Teilefreigabestatus zuzuordnen. D. h. bei der Prüfung ist gemäß dem Teilefreigabestatus des zurück gelieferten Teils, der zugehörige Prüfplan anzuwenden. Bei Optimierung der Befundung müssen alle betreffenden vorherigen Prüfpläne angepasst werden.
Der Prüfplan muss die Teilehistorie berücksichtigen. Die Prüfmerkmale und verwendete Lasten müssen zum geprüften Teil passen.
30
5.1.5 Verwendete Prüfmittel und Methode
Für jedes Merkmal ist das zu verwendende Prüfmittel und die Messmethode anzugeben.
31
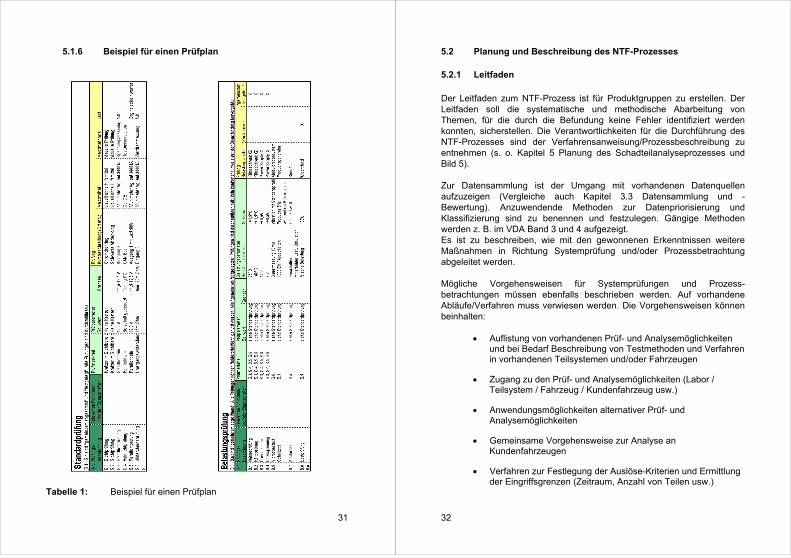
5.1.6 Beispiel für einen Prüfplan
Tabelle 1: Beispiel für einen Prüfplan
32
5.2 Planung und Beschreibung des NTF-Prozesses
5.2.1 Leitfaden
Der Leitfaden zum NTF-Prozess ist für Produktgruppen zu erstellen. Der Leitfaden soll die systematische und methodische Abarbeitung von Themen, für die durch die Befundung keine Fehler identifiziert werden konnten, sicherstellen. Die Verantwortlichkeiten für die Durchführung des NTF-Prozesses sind der Verfahrensanweisung/Prozessbeschreibung zu entnehmen (s. o. Kapitel 5 Planung des Schadteilanalyseprozesses und Bild 5).
Zur Datensammlung ist der Umgang mit vorhandenen Datenquellen aufzuzeigen (Vergleiche auch Kapitel 3.3 Datensammlung und -Bewertung). Anzuwendende Methoden zur Datenpriorisierung und Klassifizierung sind zu benennen und festzulegen. Gängige Methoden werden z. B. im VDA Band 3 und 4 aufgezeigt. Es ist zu beschreiben, wie mit den gewonnenen Erkenntnissen weitere Maßnahmen in Richtung Systemprüfung und/oder Prozessbetrachtung abgeleitet werden.
Mögliche Vorgehensweisen für Systemprüfungen und Prozess-betrachtungen müssen ebenfalls beschrieben werden. Auf vorhandene Abläufe/Verfahren muss verwiesen werden. Die Vorgehensweisen können beinhalten:
• Auflistung von vorhandenen Prüf- und Analysemöglichkeiten und bei Bedarf Beschreibung von Testmethoden und Verfahren in vorhandenen Teilsystemen und/oder Fahrzeugen
• Zugang zu den Prüf- und Analysemöglichkeiten (Labor / Teilsystem / Fahrzeug / Kundenfahrzeug usw.)
• Anwendungsmöglichkeiten alternativer Prüf- und Analysemöglichkeiten
• Gemeinsame Vorgehensweise zur Analyse an Kundenfahrzeugen
• Verfahren zur Festlegung der Auslöse-Kriterien und Ermittlung der Eingriffsgrenzen (Zeitraum, Anzahl von Teilen usw.)
33
5.2.2 Festlegung der Auslöse-Kriterien
Während der Planung des Schadteilanalyseprozesses sind gemeinsam Kriterien zur Auslösung des NTF-Prozesses festzulegen.
Die Auslöse-Kriterien (siehe Kapitel 3.1 Auslöse-Kriterien) müssen mit eindeutigen Eingriffsgrenzen definiert werden. Bei Überschreiten der Eingriffsgrenzen muss ein NTF-Prozess ausgelöst werden. Die Auslöse-Kriterien und die produktspezifische Vorgehensweise müssen dokumentiert werden.
5.3 Prüfdokumentation
Die Ergebnisse der Prüfungen müssen nachvollziehbar sein. Dokumentiert werden müssen mindestens:
• Verwendetes Prüfmittel (bei Abweichung zum Prüfplan)
• IST – Werte für jedes Prüfmerkmal
• i. O. / n. i. O. Entscheidung pro Merkmal
• i. O. / n. i. O. Gesamtentscheidung für das geprüfte Teil
Abweichungen hiervon sind in der Prüfplanung abzustimmen. Weitere Anforderungen an die Dokumentation sind in Kapitel 10.1 Datenaustausch in den einzelnen Schadteilanalyseprozess-Stufen dargestellt. Diese Dokumentationen sind zu behandeln wie qualitätsrelevante Auf-zeichnungen.
5.4 Prüfgeräte
Die Fähigkeit der Prüfmittel ist nachzuweisen. Die angewendeten Methoden und Annahmekriterien müssen denen in den Referenzhandbüchern des Kunden für die Beurteilung von Messsystemen entsprechen. Andere analytische Methoden und Annahmekriterien dürfen mit Genehmigung des Kunden angewendet werden (siehe auch ISO/TS 16949:2002 7.6.1 Beurteilung von Messsystemen).
34
5.5 Kapazitätsplanung
Eine wirtschaftliche Kapazitätsplanung und Aufwandschätzung ist unter Berücksichtigung der vertraglichen Vereinbarung durchzuführen, darzustellen und beinhaltet folgende Punkte:
• Durchlaufzeiten
• Lagerumschlagzeiten
• Ressourcen (Personal / Equipment)
• erwartetes Produktausfall- und Beanstandungsverhalten
Die Kapazitätsplanung ist regelmäßig anzupassen.
5.6 Vorlagezeitpunkt, Abstimmung und Genehmigung
Um den Schadteilanalyseprozess zur Markteinführung rechtzeitig installiert und abgestimmt zu haben, muss die Planung des Schadteilanalyse-prozesses in ein Genehmigungsverfahren im Rahmen der Produktionsprozess- und Produktfreigabe4 eingebunden werden. Dabei können die Vorteile (z.B. klarer Zeitpunkt und Verantwortlichkeiten, Abnahme vor Ort, Durchführung nur bei relevanten Teilen usw.) des Freigabeverfahrens genutzt werden. Das genutzte Verfahren zur Produktionsprozess- und Produktfreigabe muss vom Kunden anerkannt bzw. vorgegeben sein (Siehe auch ISO/TS 16949 7.3.6.3 Produktionsprozess- und Produktfreigabe).
Der Prüfplan für die Standard- und Belastungsprüfung ist im Rahmen des Verfahrens zur Produktionsprozess- und Produktfreigabe gemäß den entsprechenden Forderungen bereitzustellen. Durch die Prozessfreigabe ist der jeweilige vorliegende Prüfplan mit abgenommen. Bei fehlendem oder unvollständigem Prüfplan kann nur eine bedingte Produktionsprozess- und Produktfreigabe erfolgen.
4 Ein Verfahren zur Produktionsprozess- und Produktfreigabe wird beispielhaft in VDA Band 2 erläutert

35
5.7 Änderungen von Prüfplänen / Prüfschritten
Auf Grund von kontinuierlichen Verbesserungen, Produktänderungen, Kundenanforderungen, Erkenntnissen aus dem NTF-Prozess und/oder Fehlerabstellmaßnahmen werden u. a. Prüfpläne geändert. Bei diesen Änderungen ist zu unterscheiden zwischen anzeigepflichtigen und nicht anzeigepflichtigen Änderungen.
Anzeigepflichtige Änderungen: Die geplante Änderung ist dem vom Kunden benannten Ansprechpartner spätestens 2 Kalender-Wochen vor der geplanten Einführung schriftlich anzuzeigen. Der Kunde kann den geplanten Änderungen innerhalb von 2 Kalender-Wochen qualifiziert widersprechen, andernfalls gilt die Änderung als genehmigt.
Dies sind:
• Entfall von abgestimmten / gemeinsam festgelegten
Prüfschritten
• Wegfall von abgestimmten / gemeinsam festgelegten
Prüfinhalten
• Änderung des Befundungsstandortes
• Änderung von Prüfmethoden
Nicht anzeigepflichtige Änderungen:
Beispiele hierfür sind:
• Parameteranpassung nach Produktänderungen
• Ergänzung von zusätzlichen Prüfinhalten
• und Wegfall dieser zusätzlichen Prüfinhalte
36
6 Kennzahlen
Der Schadteilanalyseprozess muss ständig in Bezug auf seine Leistungsfähigkeit überwacht sowie hinsichtlich seiner Wirksamkeit und Effizienz verbessert werden. Dazu ist es notwendig, Kennzahlen zu definieren und zu verfolgen. Die Kennzahlen müssen sich auf eine sinnvolle Erhebungsebene beziehen, damit Maßnahmen zur Verbesserung abgeleitet werden können. Ein Kennzahlensystem ist sowohl von OEM’s und Lieferanten zu implementieren.
6.1 Geforderte Kennzahlen
Die im Folgenden dargestellten Kennzahlen sind für Teile zu führen, die durch eine Produktionsprozess- und Produktfreigabe vor Ort freigegeben wurden.
6.1.1 Durchschnittliche Befundungszeit – tBef
Durchschnittliche Dauer, die vom Eingang des Teils beim Lieferanten bis zum Abschluss der Problemanalyse oder Ergebnis i. O. gemäß Befundung benötigt wird.
BERECHNUNG
Anzahl der Befundungen: Alle Teile, für die im Auswertezeitraum die Problemanalyse oder die Befundung mit i. O. abgeschlossen wurden. Der Auswertezeitraum ist festzulegen.
Dauer der Befundung: Zeitraum in Kalendertagen5 zwischen dem Wareneingang beim Lieferanten und Abschluss der Problemanalyse oder Ergebnis i. O. gemäß Befundung.
Summe Dauer der Befundungen: Addition der Dauer der Befundung für alle Teile im Auswertezeitraum.
5 Hinweis: 28 Kalendertage entsprechen 20 Arbeitstagen entspricht 4 Wochen
37
Summe Dauer der Befundungen tBef =
Anzahl der Befundungen
Diese Kennzahl ist vom Lieferanten zu führen.
6.1.2 Anteil Teile i. O. gemäß Befundung – aiO
Anteil der in der Befundung als i. O. geprüften Teile.
BERECHNUNG
Anzahl Teile i. O. gemäß Befundung: Absolute Anzahl in der Befundung als i. O. geprüften Teile aus dem Auswertezeitraum.
Anzahl geprüfter Teile Standardprüfung: Absolute Anzahl der in der Standardprüfung geprüften Teile aus dem Auswertezeitraum.
Anzahl Teile i. O. gemäß Befundung aIO =
Anzahl geprüfter Teile Standardprüfung
Diese Kennzahl ist vom Lieferanten zu führen.
38
6.1.3 Durchschnittliche Rückführzeit – tR
Dauer zwischen Wareneingang und Versanddatum vom OEM an den Lieferanten für Teile, die nicht einer internen Voranalyse durch den OEM unterliegen.
BERECHNUNG
Anzahl der vorgelegten Schadteile: Die absolute Anzahl der im Auswertezeitraum vom OEM an den Lieferanten versandten Teile, die durch die Händlerorganisation als Schadteile im Rahmen der Gewährleistung rückgeführt wurden.
Dauer der Rückführung: Dauer in Kalender-Tagen zwischen dem Wareneingang und dem Versanddatum vom OEM zum Lieferanten.
Summe Rückführungszeit: Addition der Dauer für alle im Auswertezeitraum rückgeführten Teile.
Summe Rückführungszeit tR =
Anzahl der vorgelegten Schadteile
Diese Kennzahl ist vom OEM zu führen.
6.2 Empfohlene Kennzahlen
Die folgenden Kennzahlen können ebenfalls zur Beurteilung des Prozesses herangezogen werden.
6.2.1 Anteil bestätigter Fehler Standardprüfung – aSP
Anteil der bereits in der Standardprüfung bestätigten Fehler.
39
BERECHNUNG
Anzahl bestätigter Fehler Standardprüfung: Absolute Anzahl der in der Standardprüfung bestätigten Fehler aus dem Auswertezeitraum.
Anzahl geprüfter Teile Standardprüfung: Absolute Anzahl der in der Standardprüfung geprüften Teile aus dem Auswertezeitraum.
Anzahl bestätigter Fehler Standardprüfung aSP =
Anzahl geprüfter Teile Standardprüfung
Diese Kennzahl ist vom Lieferanten zu führen.
6.2.2 Anteil bestätigter Fehler Belastungsprüfung – aBP
Anteil der bereits in der Belastungsprüfung bestätigten Fehler.
BERECHNUNG
Anzahl bestätigter Fehler Belastungsprüfung: Absolute Anzahl der in der Belastungsprüfung bestätigten Fehler aus dem Auswertezeitraum.
Anzahl geprüfter Teile Belastungsprüfung: Absolute Anzahl der in der Belastungsprüfung geprüften Teile aus dem Auswertezeitraum.
Anzahl bestätigter Fehler Belastungsprüfung aBP =
Anzahl geprüfter Teile Belastungsprüfung
Diese Kennzahl ist vom Lieferanten zu führen.
40
6.2.3 Durchschnittliche Versandzeit – tV
Zeit, vom Warenausgang des Kunden bis zum Wareneingang des Lieferanten.
BERECHNUNG
Anzahl Versand: Die absolute Anzahl der im Auswertezeitraum vom Kunden an den Lieferanten versandten Teile.
Versandzeit: Dauer in Kalender-Tagen zwischen dem Versanddatum und dem Wareneingangsdatum beim Lieferanten.
Summe Versandzeit: Addition der Dauer für alle im Auswertezeitraum erfolgten Versand-vorgänge.
Summe Versandzeit tV =
Anzahl Versand
Diese Kennzahl ist vom Lieferanten zu führen. Das Warenausgangsdatum ist vom Kunden zur Verfügung zu stellen.
41
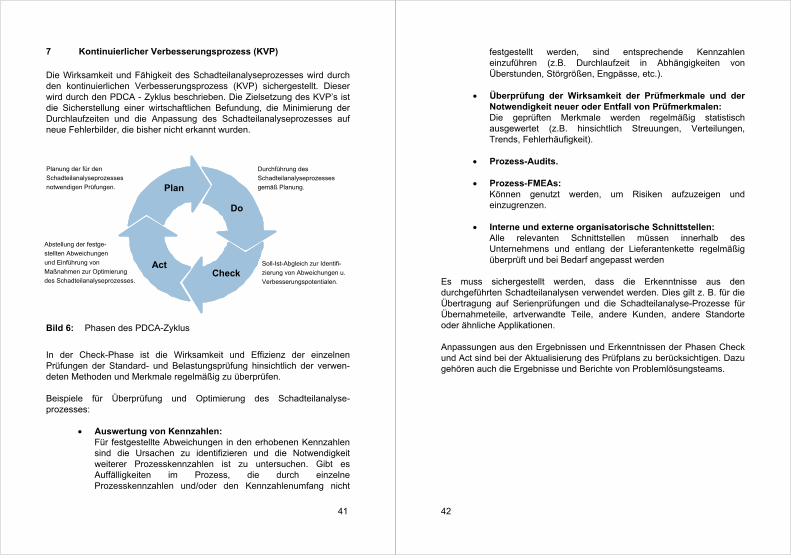
7 Kontinuierlicher Verbesserungsprozess (KVP)
Die Wirksamkeit und Fähigkeit des Schadteilanalyseprozesses wird durch den kontinuierlichen Verbesserungsprozess (KVP) sichergestellt. Dieser wird durch den PDCA - Zyklus beschrieben. Die Zielsetzung des KVP’s ist die Sicherstellung einer wirtschaftlichen Befundung, die Minimierung der Durchlaufzeiten und die Anpassung des Schadteilanalyseprozesses auf neue Fehlerbilder, die bisher nicht erkannt wurden.
Bild 6: Phasen des PDCA-Zyklus
In der Check-Phase ist die Wirksamkeit und Effizienz der einzelnen Prüfungen der Standard- und Belastungsprüfung hinsichtlich der verwen-deten Methoden und Merkmale regelmäßig zu überprüfen.
Beispiele für Überprüfung und Optimierung des Schadteilanalyse-prozesses:
• Auswertung von Kennzahlen: Für festgestellte Abweichungen in den erhobenen Kennzahlen sind die Ursachen zu identifizieren und die Notwendigkeit weiterer Prozesskennzahlen ist zu untersuchen. Gibt es Auffälligkeiten im Prozess, die durch einzelne Prozesskennzahlen und/oder den Kennzahlenumfang nicht
Plan
Do
CheckAct
Plan
Do
CheckAct
Abstellung der festge-
stellten Abweichungen
und Einführung von
Maßnahmen zur Optimierung
des Schadteilanalyseprozesses.
Planung der für den
Schadteilanalyseprozesses
notwendigen Prüfungen.
Durchführung des
Schadteilanalyseprozesses
gemäß Planung.
Soll-Ist-Abgleich zur Identifi-
zierung von Abweichungen u.
Verbesserungspotentialen.
42
festgestellt werden, sind entsprechende Kennzahlen einzuführen (z.B. Durchlaufzeit in Abhängigkeiten von Überstunden, Störgrößen, Engpässe, etc.).
• Überprüfung der Wirksamkeit der Prüfmerkmale und der Notwendigkeit neuer oder Entfall von Prüfmerkmalen: Die geprüften Merkmale werden regelmäßig statistisch ausgewertet (z.B. hinsichtlich Streuungen, Verteilungen, Trends, Fehlerhäufigkeit).
• Prozess-Audits.
• Prozess-FMEAs: Können genutzt werden, um Risiken aufzuzeigen und einzugrenzen.
• Interne und externe organisatorische Schnittstellen: Alle relevanten Schnittstellen müssen innerhalb des Unternehmens und entlang der Lieferantenkette regelmäßig überprüft und bei Bedarf angepasst werden
Es muss sichergestellt werden, dass die Erkenntnisse aus den durchgeführten Schadteilanalysen verwendet werden. Dies gilt z. B. für die Übertragung auf Serienprüfungen und die Schadteilanalyse-Prozesse für Übernahmeteile, artverwandte Teile, andere Kunden, andere Standorte oder ähnliche Applikationen.
Anpassungen aus den Ergebnissen und Erkenntnissen der Phasen Check und Act sind bei der Aktualisierung des Prüfplans zu berücksichtigen. Dazu gehören auch die Ergebnisse und Berichte von Problemlösungsteams.
43
8 Stichprobenstrategie
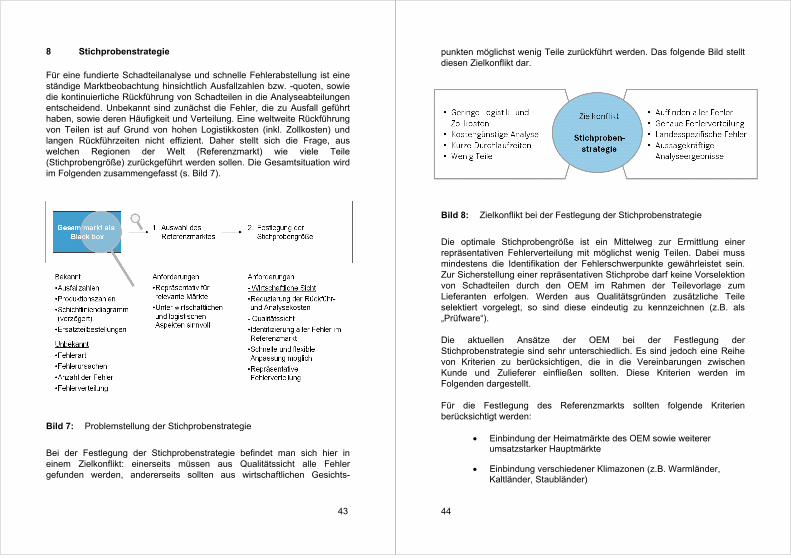
Für eine fundierte Schadteilanalyse und schnelle Fehlerabstellung ist eine ständige Marktbeobachtung hinsichtlich Ausfallzahlen bzw. -quoten, sowie die kontinuierliche Rückführung von Schadteilen in die Analyseabteilungen entscheidend. Unbekannt sind zunächst die Fehler, die zu Ausfall geführt haben, sowie deren Häufigkeit und Verteilung. Eine weltweite Rückführung von Teilen ist auf Grund von hohen Logistikkosten (inkl. Zollkosten) und langen Rückführzeiten nicht effizient. Daher stellt sich die Frage, aus welchen Regionen der Welt (Referenzmarkt) wie viele Teile (Stichprobengröße) zurückgeführt werden sollen. Die Gesamtsituation wird im Folgenden zusammengefasst (s. Bild 7).
Bild 7: Problemstellung der Stichprobenstrategie
Bei der Festlegung der Stichprobenstrategie befindet man sich hier in einem Zielkonflikt: einerseits müssen aus Qualitätssicht alle Fehler gefunden werden, andererseits sollten aus wirtschaftlichen Gesichts-
44
punkten möglichst wenig Teile zurückführt werden. Das folgende Bild stellt diesen Zielkonflikt dar.
Bild 8: Zielkonflikt bei der Festlegung der Stichprobenstrategie
Die optimale Stichprobengröße ist ein Mittelweg zur Ermittlung einer repräsentativen Fehlerverteilung mit möglichst wenig Teilen. Dabei muss mindestens die Identifikation der Fehlerschwerpunkte gewährleistet sein. Zur Sicherstellung einer repräsentativen Stichprobe darf keine Vorselektion von Schadteilen durch den OEM im Rahmen der Teilevorlage zum Lieferanten erfolgen. Werden aus Qualitätsgründen zusätzliche Teile selektiert vorgelegt, so sind diese eindeutig zu kennzeichnen (z.B. als „Prüfware“).
Die aktuellen Ansätze der OEM bei der Festlegung der Stichprobenstrategie sind sehr unterschiedlich. Es sind jedoch eine Reihe von Kriterien zu berücksichtigen, die in die Vereinbarungen zwischen Kunde und Zulieferer einfließen sollten. Diese Kriterien werden im Folgenden dargestellt.
Für die Festlegung des Referenzmarkts sollten folgende Kriterien berücksichtigt werden:
• Einbindung der Heimatmärkte des OEM sowie weiterer umsatzstarker Hauptmärkte
• Einbindung verschiedener Klimazonen (z.B. Warmländer, Kaltländer, Staubländer)
45
• Berücksichtigung von Märkten mit unterschiedlich langen Garantiefristen (z.B. USA)
• Berücksichtung landesspezifischer Teile und Ausstattungen (z.B. Rechtslenker, Motor/Getriebe-Kombination)
• Einbindung einer repräsentativen Auswahl von sendepflichtigen Niederlassungen und/oder Vertragshändlern in der Händlerorganisation des OEM (ggf. auch rollierendes Prinzip zur Sicherstellung einer zufälligen Auswahl)
Bei der Festlegung eines geeigneten Stichprobenkonzeptes kann unter-schieden werden zwischen einem
• statischen Ansatz und einem
• flexiblen Ansatz.
Der statische Ansatz leitet sich in der Regel von den Gewährleistungs-vereinbarungen ab und beinhaltet festgelegte Referenzmärkte sowie festgelegte Stichprobengrößen. Hiermit soll eine fortlaufende Überwachung der Referenzmärkte auf Fehlerbilder bzw. Fehlerursachen ermöglicht werden, sowie auch die Basis für die Bildung von Umrechnungsfaktoren (z. B. technischer Faktor) und Quoten (z. B. Anerkennungsquote) gelegt werden.
Der flexible Ansatz für die Festlegung der Stichprobenstrategie sollte den Prozess der Schadteilanalyse in seiner Wirksamkeit und Effizienz verbessern, indem er im Vergleich zum statischen Ansatz zielgerichtet Variationen zulässt, die spezielle Situationen im Feld besser berücksichtigen und abdecken können. Flexible Ansätze sollten zwischen OEM und Lieferanten gemeinsam vereinbart werden. Auslöser für den flexiblen Ansatz im Rahmen der Stichprobenstrategie können hierbei sein:
• Bei Neuanläufen kann durch die Erweiterung des Sendemarktes der Beobachtungsumfang, d.h. die Stichprobe vergrößert werden, um noch frühzeitiger Fehlerbilder zu erkennen (z.B. ab SOP für 6 Monate)
46
• Regionale Auffälligkeiten (z.B. erhöhte Ausfallraten) in Nichtsendemärkten können zur temporären Erweiterung des Referenzmarktes führen
• Bei bekannten Fehlerbildern und Fehlerursachen sollte die Reduzierung der Stichprobe oder die Aussetzung der Stichprobe für festgelegte Sachnummern vereinbart werden, wenn keine neuen Erkenntnisse aus der Schadteilanalyse zu erwarten sind und eine technische Korrekturmaßnahme eingeführt wurde (z.B. Aussetzung der Stichprobe für einen definierten Produktionszeitraum bis zur Maßnahmen-einführung).
Eine Kombination von statischem Ansatz und flexiblem Ansatz sollte erwogen werden, um eine optimale Ausrichtung des Referenzmarktes zu erreichen.
9 Logistik
Eine Vielzahl von Prozessschritten im Schadteilanalyse-Prozess sind Logistikaktivitäten. Folglich entfällt auch ein Anteil der Gesamtdurchlaufzeit auf den Transport oder die (Zwischen-) Lagerung des Schadteils. In Bild 9 ist ein möglicher Teilefluss vereinfacht dargestellt, den ein Schadteil vom Händler über den OEM zum Lieferanten durchläuft.

47
Bild 9: Prozessdarstellung des Teileflusses
48
Häufig endet der Prozess nicht beim Lieferanten, sondern je nach Ursache bei einem oder mehreren Sublieferanten. Je nach OEM gibt es für die vom Lieferanten abgelehnten Schadteile unterschiedliche Logistikverein-barungen bis hin zu einem möglichen Rückversand an den Händler bei ungerechtfertigten Gewährleistungs-/Garantieanträgen.
9.1 Transportverantwortung
Die Transportverantwortung für die einzelnen Logistikprozesse muss für die zu befundenden Teile zwischen den beteiligten Parteien eindeutig bestimmt sein. Ansprechpartner und der Befundstandort sind eindeutig festzulegen und den jeweiligen Partnern mitzuteilen. Ein Übergang der Verantwortung tritt beim Transport vom Händler zum OEM, vom OEM zum Lieferant, von Lieferant zu Sublieferant als auch den evtl. Rückversand zum OEM ein. Mit Übergabe der Teile an den Lieferanten beginnt die Rückmeldefrist, die zwischen den jeweiligen Partnern vereinbart wurde. Der jeweilige interne Teilefluss ist optimal zu gestalten. Die Anzahl der internen Schnittstellen ist dabei möglichst gering zu halten, um unerwünschte Totzeiten zu vermeiden. Aus wirtschaftlichen und ökonomischen Gründen ist häufig ein Senden in einem festgelegten Takt/Los empfehlenswert anstatt Teile einzeln zu versenden. Die Taktzeit/Losgröße darf jedoch nicht zu groß gewählt werden, um die Gesamtbearbeitungszeit nicht negativ zu beeinflussen. Bei einem geringen Teileaufkommen ist jedoch ein sofortiges Senden ohne Zwischenlagerung sinnvoll, um vor allem unnötige Verzögerungen zu vermeiden. Gleiches gilt für Teile mit hoher Priorität.
Jedes Teil muss zu jedem Moment im Prozess identifizierbar sein, damit eine Teileverfolgbarkeit (Tracking) sichergestellt ist. Dazu ist das Teil eindeutig zu kennzeichnen. Nach der Warenannahme sind die Teile schnellstmöglich an die für die Befundung zuständige Abteilung weiterzuleiten und von dort aus mit einem Prüfstatus zu versehen (vgl. Kapitel 2.2 Prüfstatus und Prüfstrategie in der Schadteilanalyse). Der Zeitpunkt des Wareneingangs ist laut Lieferschein oder bei Direktabholung beim OEM zu dokumentieren. Der vollständige Erhalt der Lieferung ist zu prüfen und ebenfalls zu dokumentieren.
49
Sowohl OEM als auch Lieferant sind nach dem Schadteilanalyseprozess je nach Vereinbarung für eine sachgemäße Entsorgung, mögliche Aufbereitung oder den Rückversand der Teile verantwortlich.
9.2 Verpackung
Ein Schutz des Teils muss zu jedem Zeitpunkt des Transportes, des Handlings und der Lagerung gewährleistet sein. Es dürfen keine Schäden auf Grund von Transport oder Lagerung auftreten. Insbesondere Verschmutzung oder Beschädigungen können das Befundungsergebnis verfälschen oder eine Befundung sogar unmöglich machen. Zudem kann durch unsachgemäßen Transport je nach Fehlerbild der Fehler nicht mehr nachvollziehbar sein.
Empfehlenswert ist die Verwendung der Originalverpackung sowie von Transportsicherung und Schutzabdeckung des Ersatzteils bei der Rücksendung vom Händler über OEM zum Lieferant.
9.3 Sonderprozesse
Für kritische Prozesse/Teile sollten Sondervereinbarungen zwischen Händler, OEM und Lieferant getroffen werden. Zum Beispiel:
• diebstahlrelevante Teile (unter diebstahlrelevanten Teilen werden alle Teile verstanden, die benötigt werden, um gestohlene Fahrzeuge verwendungs- bzw. zulassungsfähig zu machen, oder ihnen eine neue (unverdächtige) Identität zu geben)
• Gefahrengut
• Anlauf (je nach Priorität erfolgt eine Abholung des Teils beim OEM)
• Liegenbleiber (Versand per Express)
50
10 Schnittstellen und Informationsaustausch
Das Kapitel Schnittstellen und Informationsaustausch beschreibt den Datenaustausch zwischen den Partnern in der Lieferkette. Der Datenaustausch erfolgt in der Regel über Internet basierende Systeme gestützt durch Datenbanken. Es wird empfohlen das Austauschformat „QDX“6 auf XML-Basis einzusetzen. QDX ermöglicht die Realisierung medienbruchfreier und herstellerunabhängiger Schnittstellen zum Austausch von Qualitätsdaten. Damit erlaubt QDX eine erhebliche Steigerung des Automatisierungsgrades in den zwischenbetrieblichen Qualitätsmanagement-Prozessen. Dennoch muss sichergestellt werden, dass die Eingabe in diese Systeme auch manuell erfolgen kann.
10.1 Datenaustausch im Schadteilanalyseprozess
Für die jeweiligen Datenaustauschsysteme ist ein Benutzerhandbuch zu erstellen. Der Anbieter eines solchen Portals soll darin Hinweise für die Anwendung geben sowie die Inhalte und die Formatbeschreibungen der Datenfelder beschreiben.
Dieses Kapitel gibt einen Überblick, welche Datenfelder und -inhalte für einen Schadteilanalyseprozess ausgetauscht werden. Diese gliedern sich in
• bereitzustellende Daten und
• rückzumeldende Daten.
10.1.1 Bereitzustellende Daten bei Teilerückführung
Nur mit bestmöglicher und detaillierter Information zum Schadteil lassen sich Fehler direkt und effektiv eingrenzen sowie Fehlleistungen ausschließen.
6 QDX = Quality Data eXchange (s. VDA QMC)

51
Bei der Rückführung beanstandeter Produkte sind dem Lieferanten folgende Informationen bereitzustellen:
Datenfelder zum Gewährleistungs-/Garantievorgang des Schadteils
• Lieferanten-Nummer
• Gewährleistungs-/Garantiesammel-/Prüfberichtsnummer (definiert den Teileumfang pro Lieferung)
• Vorgangs-/Referenz-/Identnummer (ggf. Tracking über Barcode) (Eindeutige Zuordnung zur Gewährleistungs-/Garantiesammelnummer)
• Lieferschein-Nummer
• Lieferschein-Datum
• Enddatum für den Prüfzeitraum im Schadteilanalyseprozess (ggf. über vereinbarten Zeitraum)
Datenfelder zum Gewährleistungs-/Garantieantrag vom Händler:
• Gewährleistungs-/Garantie-Antrags-Nummer
• Gewährleistungs-/Garantie-Art
• Reparaturdatum
• Händlernummer, Reparaturort/-land
• Beanstandungsgrund über folgendes Datenfeld/folgende Datenfelder:
o Händlerschadenscode/-bezeichnung und/oder
o Fehlerbeschreibung des Endkunden (inklusive Detailinfos zu den Rahmenbedingungen, unter denen die Symptome auftraten) und/oder
52
o Fehlerbeschreibung des Mechanikers / Händlers (Beschreibung durch die Werkstatt, inklusive Nachvollziehbarkeit der Symptome.)
Datenfelder zum Schadteil
• Teilenummer OEM
• Teilebezeichnung OEM
• Aggregat-/Motor-/Getriebe-/Seriennummer
• Teil Herstell-Datum (Bereitstellung soweit möglich)
Datenfelder zum Fahrzeug
• Fahrgestellnummer
• Typschlüssel / -bezeichnung / Baureihe
• Motorvariante
• Laufleistung
• Zulassungs-/Einbaudatum
• Produktionsdatum
• Produktionsstandort
• Änderungen am Fahrzeug (Umbauten, Tuning) (Bereitstellung soweit möglich)
Datenfelder und/oder Dokumente mit Zusatzinfos sind bei Vorliegen möglichst bereitzustellen:
• Steuergeräteinformation
• Fehlerspeicherinhalte
• Diagnoseprotokolle
• Programmierprotokolle
53
• Freischaltcodes
• Bedingungen beim Fehlerfall
• Adaptionswerte (Kalibrierwerte, z.B. bei Motronic, Navigation)
10.1.2 Rückzumeldende Daten aus dem Schadteilanalyseprozess
Für die Rückmeldung sind ebenfalls die o. g. Kundenportale zu bedienen.
Folgende Datenfelder sind zum Schadteilanalyseprozess rückzumelden (falls anwendbar):
• Wareneingangsbestätigung vom Zulieferer an den Kunden
• Befundergebnis Ergebnis aus der Befundung gemäß der festgelegten Kategorien i.O. gemäß Befundung oder n.i.O.
• Teil Herstell-Datum Produktionsdatum des Schadteils beim Lieferanten
• Hardware- und Software-Stände des Teils / Teile-Index
Weitere Datenfelder nach Problemanalyse
• Ergebnis Problemanalyse Beschreibung des Ausfallgrunds
• Fehlerverursacher nach Problemanalyse Angabe des Verursachers gemäß der festgelegten Kategorien, wie z. B. OEM, Lieferant, Unterlieferant, Werkstatt, Endkunde
• Fehlercode Lieferant Spiegelt den Fehlerkatalog des Lieferanten wieder und beinhaltet eine Fehlerbezeichnung (Kurzform) mit entsprechender Fehlerbeschreibung (ausführliche Form)
• 8D-Berichtnummer Angabe der 8D Berichtsnummer bzw. Verweis auf eine bereits vorhandene 8D Berichtsnummer (Referenzzierung).
54
• Bedingungen bei welchen der Fehler während der Befundung auftrat
• Teileverbleib Lieferant Teil wird nicht zurückgeführt gemäß der Kategorien „NTF-Prozess“, „zerstörende Prüfung“ oder „Teileverbleib Lieferant“ (Rückführvereinbarung)
10.2 Zusatzdaten und deren Schnittstellen
Im Rahmen des NTF-Prozesses, der Problemanalyse und der Ursachenanalysen sind gegebenenfalls weitere Daten auszutauschen. Der Datenaustausch zwischen dem Zulieferer und dem OEM erfolgt hier gemäß individueller Abstimmung, welcher unter anderem in Leitfäden beschrieben sein kann (siehe auch 5.2.1 Leitfaden und 3.3 Datensammlung und -Bewertung).
In der Regel sind beim OEM bereits Methoden und Sonderprozesse zur Informationsgewinnung (zusätzliche Datenquellen) installiert. Hierbei können u. a. folgende Schnittstellen nützlich sein.
• Problem-Lösungs-Teams
• Qualitätsgespräche
• Entwicklungs-Teams
• Hotlines und Rückinfo in die Handelsorganisation
Die Nutzung muss abgestimmt und vereinbart werden.
10.3 Berichtswesen
Das Berichtswesen zum Schadteilanalyseprozess sollte im gesamten Unternehmen einheitlich aufgebaut sein, vor allem, wenn an unterschiedlichen Standorten ein Schadteilanalyseprozess installiert ist. Die Inhalte des Berichtswesens, ein Verteiler und der Verteilzyklus müssen bereits im Rahmen der Planung zwischen den Parteien abgestimmt und festgelegt werden.
55
10.3.1 Prüfbericht
Der Prüfbericht beschreibt das Lieferanten-Prüfergebnis zu einem bestimmten Warenumfang. Hier handelt es sich um die Rückmeldung aus dem Schadteilanalyseprozess (siehe Kapitel 10.1.2) für die vom Kunden angelieferten bzw. vom Lieferanten abgeholten und somit vorgelegten Schadteile.
10.3.2 Der 8D-Bericht
Der 8D-Bericht ist ein vom VDA definierter Standard7 zur Dokumentation des Problem-Lösungs-Prozesses. Er gliedert sich in einzelne Abschnitte, die gleichzeitig eine Folge von Schritten darstellen, die durchlaufen werden sollten, sobald ein Problem offenkundig wird, um eine rechtzeitige und vollständige Lösung des Problems zu finden.
10.3.3 Qualitätsberichte
Der Qualitätsbericht Feld muss einen schnellen Überblick über die Fehlerschwerpunkte, die Entwicklung der Produktqualität sowie den Erfolg eingeflossener Maßnahmen über die Zeit widerspiegeln. Qualitätsberichte müssen vom OEM und vom Lieferanten gemäß Vereinbarung zwischen den Partnern regelmäßig erstellt werden. Diese Berichte müssen auf Anforderung dem Partner zur Verfügung gestellt werden. Standardelemente des Qualitätsberichts Feld sind Schichtliniendiagramme, Pareto-Diagramme und Fehler-Maßnahmen-Wirksamkeits-Listen.
7 siehe VDA Band 4: Sicherung der Qualität während der Produktrealisierung Methoden und Verfahren
56
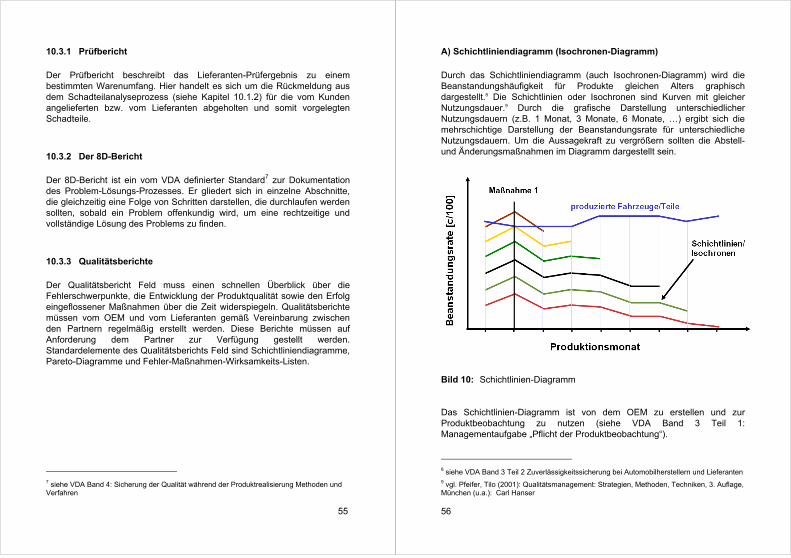
A) Schichtliniendiagramm (Isochronen-Diagramm)
Durch das Schichtliniendiagramm (auch Isochronen-Diagramm) wird die Beanstandungshäufigkeit für Produkte gleichen Alters graphisch dargestellt.8 Die Schichtlinien oder Isochronen sind Kurven mit gleicher Nutzungsdauer.9 Durch die grafische Darstellung unterschiedlicher Nutzungsdauern (z.B. 1 Monat, 3 Monate, 6 Monate, …) ergibt sich die mehrschichtige Darstellung der Beanstandungsrate für unterschiedliche Nutzungsdauern. Um die Aussagekraft zu vergrößern sollten die Abstell- und Änderungsmaßnahmen im Diagramm dargestellt sein.
Bild 10: Schichtlinien-Diagramm
Das Schichtlinien-Diagramm ist von dem OEM zu erstellen und zur Produktbeobachtung zu nutzen (siehe VDA Band 3 Teil 1: Managementaufgabe „Pflicht der Produktbeobachtung“).
8 siehe VDA Band 3 Teil 2 Zuverlässigkeitssicherung bei Automobilherstellern und Lieferanten 9 vgl. Pfeifer, Tilo (2001): Qualitätsmanagement: Strategien, Methoden, Techniken, 3. Auflage, München (u.a.): Carl Hanser
57
Durch dieses graphische Hilfsmittel können Auffälligkeiten erkannt und weitere (Schadteil-)Analysen angestoßen werden. Zudem sind erste Aussagen zur Wirksamkeit von Produktverbesserungen möglich.
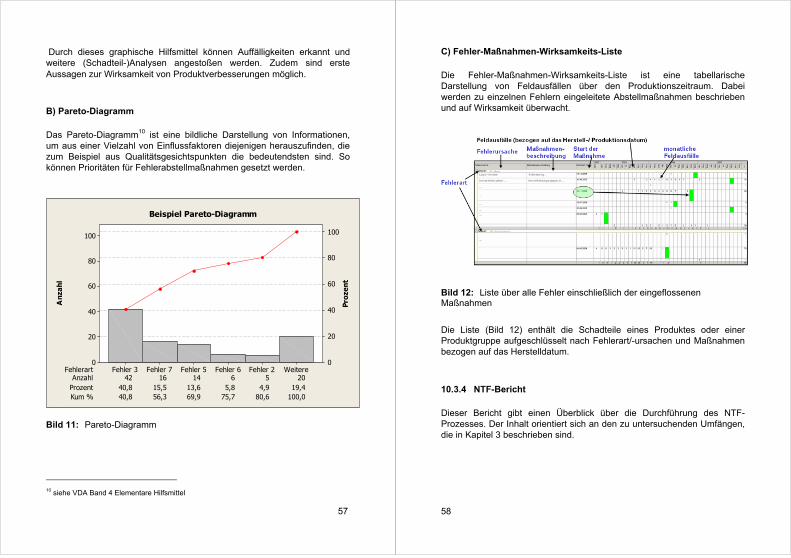
B) Pareto-Diagramm
Das Pareto-Diagramm10 ist eine bildliche Darstellung von Informationen, um aus einer Vielzahl von Einflussfaktoren diejenigen herauszufinden, die zum Beispiel aus Qualitätsgesichtspunkten die bedeutendsten sind. So können Prioritäten für Fehlerabstellmaßnahmen gesetzt werden.
Bild 11: Pareto-Diagramm
10 siehe VDA Band 4 Elementare Hilfsmittel
Anzahl 42 16 14 6 5 20
Prozent 40,8 15,5 13,6 5,8 4,9 19,4
Kum % 40,8 56,3 69,9 75,7 80,6 100,0
Fehlerart WeitereFehler 2Fehler 6Fehler 5Fehler 7Fehler 3
100
80
60
40
20
0
100
80
60
40
20
0
Anzahl
Prozent
Beispiel Pareto-Diagramm
58
C) Fehler-Maßnahmen-Wirksamkeits-Liste
Die Fehler-Maßnahmen-Wirksamkeits-Liste ist eine tabellarische Darstellung von Feldausfällen über den Produktionszeitraum. Dabei werden zu einzelnen Fehlern eingeleitete Abstellmaßnahmen beschrieben und auf Wirksamkeit überwacht.
Bild 12: Liste über alle Fehler einschließlich der eingeflossenen Maßnahmen
Die Liste (Bild 12) enthält die Schadteile eines Produktes oder einer Produktgruppe aufgeschlüsselt nach Fehlerart/-ursachen und Maßnahmen bezogen auf das Herstelldatum.
10.3.4 NTF-Bericht
Dieser Bericht gibt einen Überblick über die Durchführung des NTF-Prozesses. Der Inhalt orientiert sich an den zu untersuchenden Umfängen, die in Kapitel 3 beschrieben sind.
59
10.4 Ansprechpartner und Verantwortlichkeiten
Einzelheiten der Teilerückführung sowie Ansprechpartner und Rücksendeadressen müssen festgelegt werden (siehe Kapitel 9.1 Transportverantwortung). Im Rahmen eines Neuanlaufes kann zur Beurteilung und Unterstützung bei Anlaufproblemen ein abweichender, zeitlich limitierter, direkter bzw. erweiteter Kreis von Ansprechpartnern festgelegt werden z. B. Entwicklung, Fertigung etc. (siehe auch 3.1 Auslöse-Kriterien).
Im Falle von mehrstufigen Lieferketten mit vom OEM vorgegebenen Lieferanten und jeweils eigenständigen Entwicklungen von Komponenten ist eine Regelung der Verantwortlichkeiten im Schadteilanalyseprozess zwischen allen Beteiligten festzulegen.
60
Anhang
Anhang A – Abbildungsverzeichnis
Bild 1: Schadteilanalyseprozess 12
Bild 2: Prüfstrategie in der Schadteilanalyse 13
Bild 3: Befundung 15
Bild 4: NTF-Prozess 20
Bild 5: Dokumentenstruktur im Schadteilanalyseprozess 26
Bild 6: Phasen des PDCA-Zyklus 41
Bild 7: Problemstellung der Stichprobenstrategie 43
Bild 8: Zielkonflikt bei der Festlegung der Stichprobenstrategie 44
Bild 9: Prozessdarstellung des Teileflusses 47
Bild 10: Schichtlinien-Diagramm 56
Bild 11: Pareto-Diagramm 57
Bild 12: Liste über alle Fehler einschließlich der eingeflossenen Maßnahmen 58
Anhang B – Tabellenverzeichnis
Tabelle 1: Beispiel für einen Prüfplan 31
61
Anhang C – Abkürzungsverzeichnis
8D Acht Disziplinen
AK Auslöse-Kriterien
B2B Business to Business
EDV Elektronische Datenverarbeitung
FMEA Fehlermöglichkeit- und Einflussanalyse
HW Hardware
i. O. in Ordnung
ISO International Organization for
Standardization
KVP Kontinuierlicher Verbesserungsprozess
n. i. O. nicht in Ordnung
NTF No Trouble Found = kein Fehler gefunden
OEM Original Equipment Manufacturer
PDCA Plan, Do, Check, Act
QDX Quality Data exchange
QM Qualitäts-Management
QMC Qualitätsmanagement-Center
SOP Start of Production
SW Software
TS Technische Spezifikation
VDA Verband der Automobilindustrie e. V.
XML Extensible Markup Language
62
Qualitätsmanagement in der Automobilindustrie
Den aktuellen Stand der veröffentlichten VDA Bände zum Qualitäts-management in der Automobilindustrie (QAI) finden Sie im Internet unter http://www.vda-qmc.de.
Auf dieser Homepage können Sie auch direkt bestellen.
Bezug:
Verband der Automobilindustrie e.V. (VDA) Qualitätsmanagement Center (QMC) D-61440 Oberursel, An den Drei Hasen 31 Telefon +49 (0) 6171 91 22-0, Telefax +49 (0) 6171 91 22-14 E-Mail: [email protected], internet: www.vda-qmc.de
Bezug von Formularvordrucken:
HENRICH DRUCK + MEDIEN GMBH Schwanheimer Straße 110, D-60528 Frankfurt Telefon +49 (0) 69 96 777-158, Telefax +49 (0) 69 96 777-111






![VDA Band 06.3 Deutsch[1]](https://static.fdokument.com/doc/165x107/55cf978f550346d033924971/vda-band-063-deutsch1.jpg)











