Warum jammern alle über die Leiterplattenqualität? · 2017-08-07 · Warum jammern alle über die...
50
Warum jammern alle über die Leiterplattenqualität? 19. Europäisches Elektroniktechnologie-Kolleg 16.-20. März 2016 Dr.-Ing. Thomas Ahrens Trainer für J-STD-001, IPC-A-610, IPC/WHMA-A-620, IPC-6012 Trainalytics GmbH, Erwitter Str. 105, 59557 Lippstadt, Tel. 02941 270 161, Fax 02941 270 179, [email protected], www.trainalytics.de
Transcript of Warum jammern alle über die Leiterplattenqualität? · 2017-08-07 · Warum jammern alle über die...
Warum jammern alle über die Leiterplattenqualität?
19. Europäisches Elektroniktechnologie-Kolleg 16.-20. März 2016
Dr.-Ing. Thomas Ahrens
Trainer für J-STD-001, IPC-A-610, IPC/WHMA-A-620, IPC-6012
Trainalytics GmbH, Erwitter Str. 105, 59557 Lippstadt, Tel. 02941 270 161, Fax 02941 270 179, [email protected], www.trainalytics.de

„Lötergebnis“ - wo liegt die Ursache -Lötprozess? Leiterplatte? Bauteil?
Entnetzung,
Nichtbenetzung
Delaminierung Blasloch Durchstieg < 75%
2
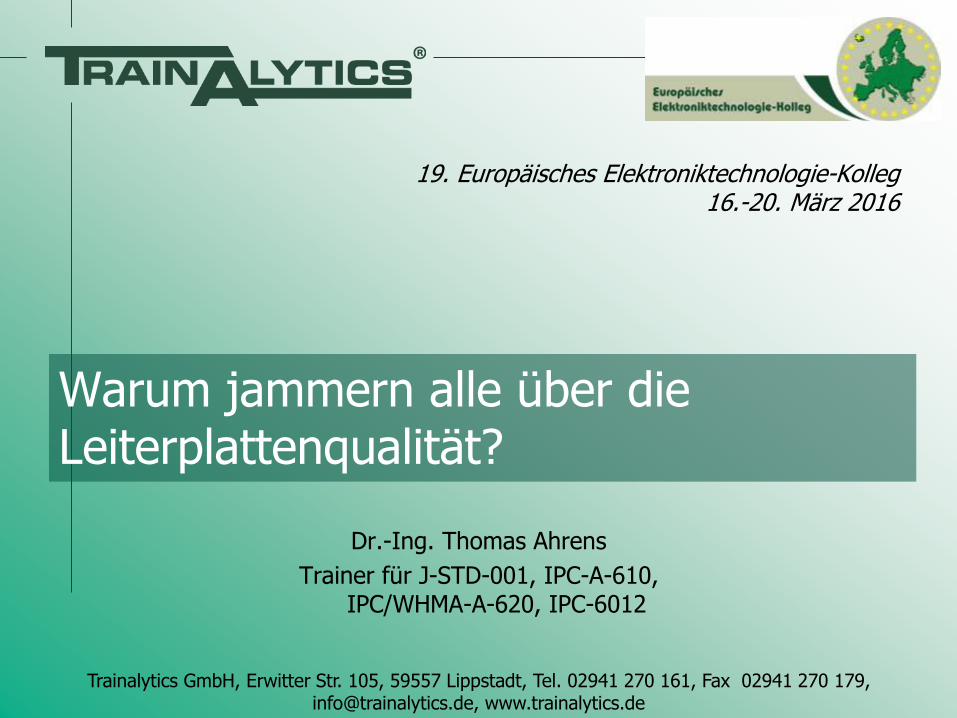
Fehler finden, Ursachen analysieren, Fehler vermeiden Lötfehler
− Materialschwäche oder Überlastung?
− Fehler im Lötprozess oder schon davor?
− Latenter oder direkter Fehler?
Ist Material schwach wegen
− Falscher Wahl?
− Schlechtem Ausgangsmaterial?
− Prozessfehler?
− Falscher Lagerung?
Die Lösung: Prüfung von Design, Material & Prozess
3
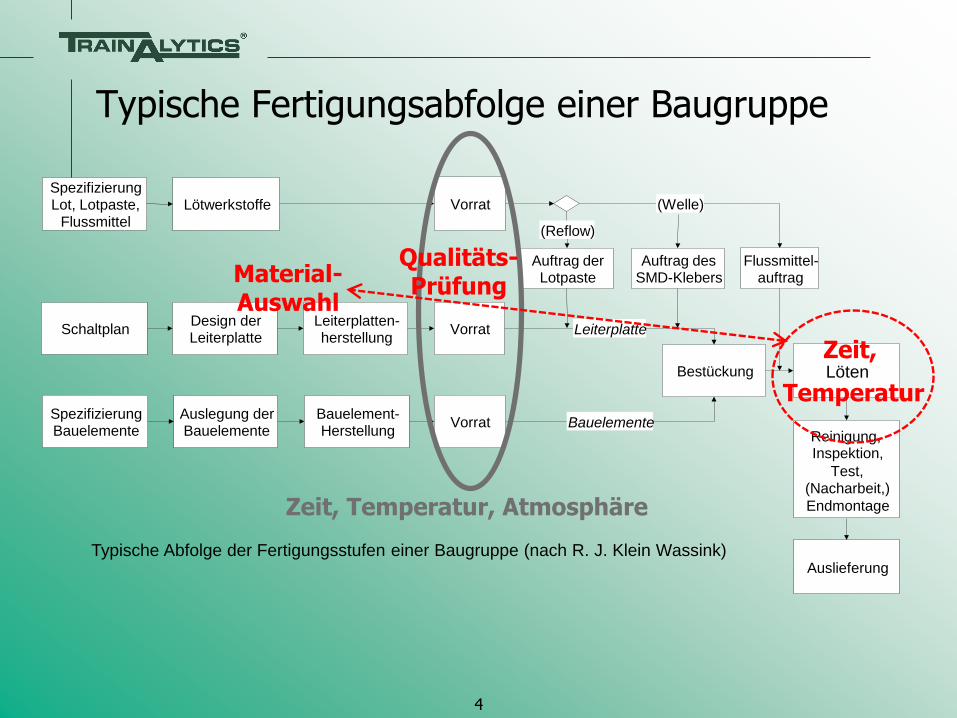
Typische Fertigungsabfolge einer Baugruppe
4
Zeit, Temperatur, Atmosphäre
Schaltplan
SpezifizierungBauelemente
SpezifizierungLot, Lotpaste,
Flussmittel
Design derLeiterplatte
Auslegung derBauelemente
Leiterplatten-herstellung
Bauelement-Herstellung
Lötwerkstoffe
Bestückung Löten
Inspektion,
Test,(Nacharbeit,)
Endmontage
Auslieferung
(Reflow)
Leiterplatte
Bauelemente
Typische Abfolge der Fertigungsstufen einer Baugruppe (nach R. J. Klein Wassink)
(Welle)
Flussmittel-auftrag
Auftrag desSMD-Klebers
Auftrag derLotpaste
Vorrat
Vorrat
Vorrat
Reinigung,
Zeit,
Temperatur
Material-Auswahl
Qualitäts-Prüfung

Qualität und Zuverlässigkeit
QUALITÄT heißt:
Produktbeschaffenheit = Anforderungen
ZUVERLÄSSIGKEIT: Funktionserfüllung
unter gegebenen Bedingungen = Punkt 1
in einer definierten Zeitspanne = Punkt 2
innerhalb einer akzeptablen Ausfallrate = Punkt 3
5

Folgen minderwertigen Materials
Delaminierung (links und Mitte), Hülsenfehler (rechts)
FR4-Qualität passend zum Lötprozess auswählen
Testcoupons zur Bohrlochqualität planen
IPC-4101 Laminatmaterial, IPC-2221 Design
7
War die Leiterplatte zu schwach oder …

Grund-Prozessnorm: IPC J-STD-001 1.7 Rangordnung: Der Vertrag hat stets Vorrang vor der Richtlinie
„Der Kunde ist König“
1.9 Anforderungskette (Flowdown) Supply Chain Management
Einmal auf die Richtlinie festgelegt, müssen diese Anforderungen & Produktklasse auf alle Glieder in der Zulieferkette angewendet werden.
1.10 Fertigkeiten der Mitarbeiter: Schulungsleiter, Mitarbeiter und Prüfpersonal müssen die Fertigkeiten und Kenntnisse für ihre Aufgaben besitzen. Ein gültiger Nachweis dazu muss jederzeit verfügbar sein.
3.1 Materialien: Die Eignung muss dokumentiert geprüft werden.
3.3 Flussmittel muss J-STD-004 entsprechen. Nachweisdaten müssen auf Anfrage vorhanden sein.
3.8 Bauteile müssen mit allen Materialien und Prozessschritten kompatibel sein. Prüfung empfindlicher Bauteile nach J-STD-020, J-STD-075 oder einem anderen dokumentierten Klassifizierungsverfahren; Handhabung und Dokumentation gemäß J-STD-033 oder vergleichbar.
Prüfmethoden nach IPC-TM-650
8

Grund-Prozessnorm: IPC J-STD-001F
1.12 Allgemeine Anforderungen an die Baugruppe:nach Durchlaufen sämtlicher Prozesse, die während der Fertigung und Bestückung (z.B. Handhabung, Tempern, Fluxen, Löten und Reinigen) anfallen, muss [D1D2D3] die elektrische und mechanische Integrität aller Bauteile und Baugruppen erhalten bleiben.
alle Teile müssen den Prozess überleben!!!
9

Terms and DefinitionsT-50 Fachbegriffe und Definitionen*
„Werkzeugkasten“ für Entwickler: IPC Normenwerkin Schwerpunkten zur Erläuterung der
notwendigen Fachgebieteund ihre Einbindung in
Vertragsvereinbarungen
*auch in deutscher Übersetzung
10
Design2221 Generic*2222 Rigid*2223 Flex*2224 PCMCIA2225 MCM-L2226 HDI2227 Discrete Wiring7351 SMT Pad Design*
MaterialsSM-840 SoldermaskFD-2231 Flex MaterialFD-2232 Coated MaterialMF-150 Copper FoilCF-148 Coated Copper FoilCC-830 Conformal CoatingSM-817 Adhesive4101 Rigid Materials*4104 HDI Materials
WorkmanshipA-600 Printed Board*A-610 Printed Board Assembly*A-620 Wire & Harness*7711/21 Rework & Modification of PCBA*
Quality AssessmentTM-650 Test MethodsSPC 91909191 Generic9192 Base Materials9193 Board9194 Assembly
Performance6011 Generic*6012 Rigid*6013 Flex*6014 PCMCIA6015 MCM-L6016 HDI6017 Embedded6018 High Frequency
Gelb unterlegte Kästen: Richtlinien mitIPC-zertifizierten Trainingsprogrammen
Component MountingJ-STD-020 IC MSLJ-STD-075 Non IC PSLAJ-820 Assembly & Joining7093 BTC7094 Flip Chip & Die7095 BGA7525 Stencil Design7527 Paste Printing7530 T-Profiling
AttachmentJ-STD-001 Soldering Requirements*J-STD-002 Solderability Testing of PartsJ-STD-003 Solderability of BoardsJ-STD-004 Solder FluxJ-STD-005 Solder PasteJ-STD-006 Solid Solder
Assembly PerformanceD-279 Design for Reliability SM-785 SM Attachment ART9701 SMT Q&P Test9702-9704 Mechanical Tests
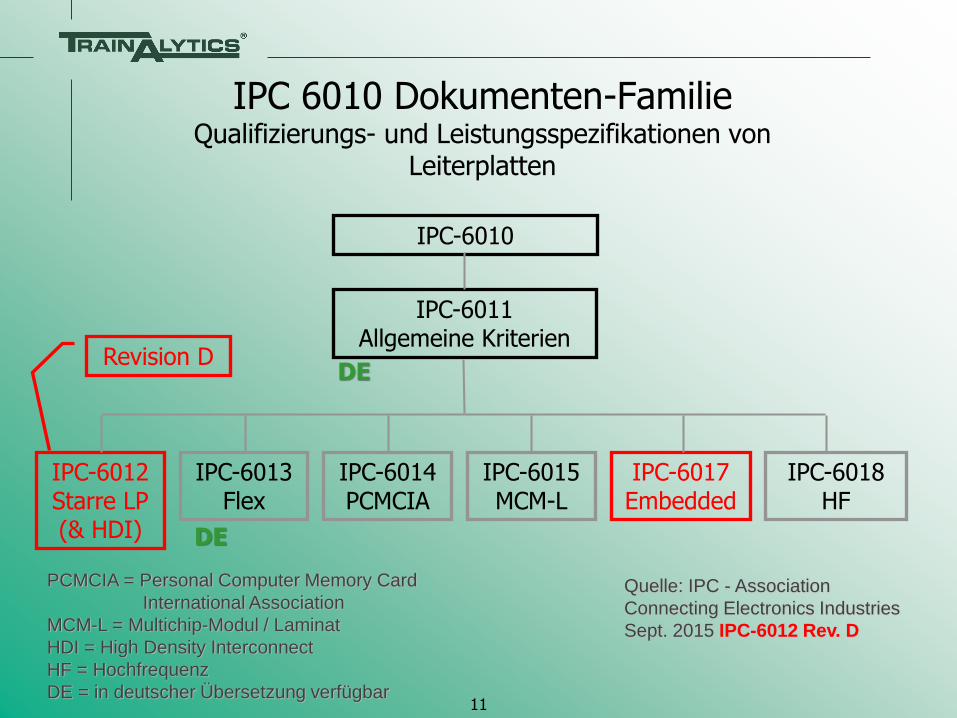
IPC 6010 Dokumenten-FamilieQualifizierungs- und Leistungsspezifikationen von
Leiterplatten
IPC-6010
IPC-6011Allgemeine Kriterien
IPC-6012Starre LP(& HDI)
IPC-6013Flex
IPC-6014PCMCIA
IPC-6015MCM-L
IPC-6017Embedded
IPC-6018HF
Quelle: IPC - Association
Connecting Electronics Industries
Sept. 2015 IPC-6012 Rev. D
PCMCIA = Personal Computer Memory Card
International Association
MCM-L = Multichip-Modul / Laminat
HDI = High Density Interconnect
HF = Hochfrequenz
DE = in deutscher Übersetzung verfügbar
Revision D
DE
DE
11

3.1 Allgemeines
3.2 Materialien
3.3 Sichtkontrolle
3.4 Anforderungen an Leiterplattenmaße
3.5 Leiterbahndefinition
3.6 Strukturelle Integrität
− 3.6.1 Thermischer Stresstest
− 3.6.2 Anforderungen an Testcoupons oder Leiterplatten mit Schliffprüfung
3.7 Anforderungen an die Lötstoppmaske
3.8 Elektrische Anforderungen
3.9 Reinheit
3.10 Spezielle Anforderungen (Ausgasung, org. Verunreinigung, Pilzresistenz, Vibration, mechanischer Schock, Impedanztest, CTE, thermischer Schock, SIR, PDA, …)
12
IPC 6012: Inhalte – Abschnitt 3 Anforderungen [und ihre Prüfung] TOC (Table of Content)
> 12 Seiten!
4.1 Allgemeines
4.1.1 Qualifikation
4.1.2 Muster-Testcoupons
4.2 Annahmetests
4.2.1 C=0 Null-Fehler-Anzahl Probenplan
4.2.2 Verifizierungstests
4.3 Qualitätskonformitätstest
4.3.1 Auswahl der Testcoupons
13
IPC 6012: Inhalte – Abschnitt 4 Qualitätssicherungsmaßnahmen
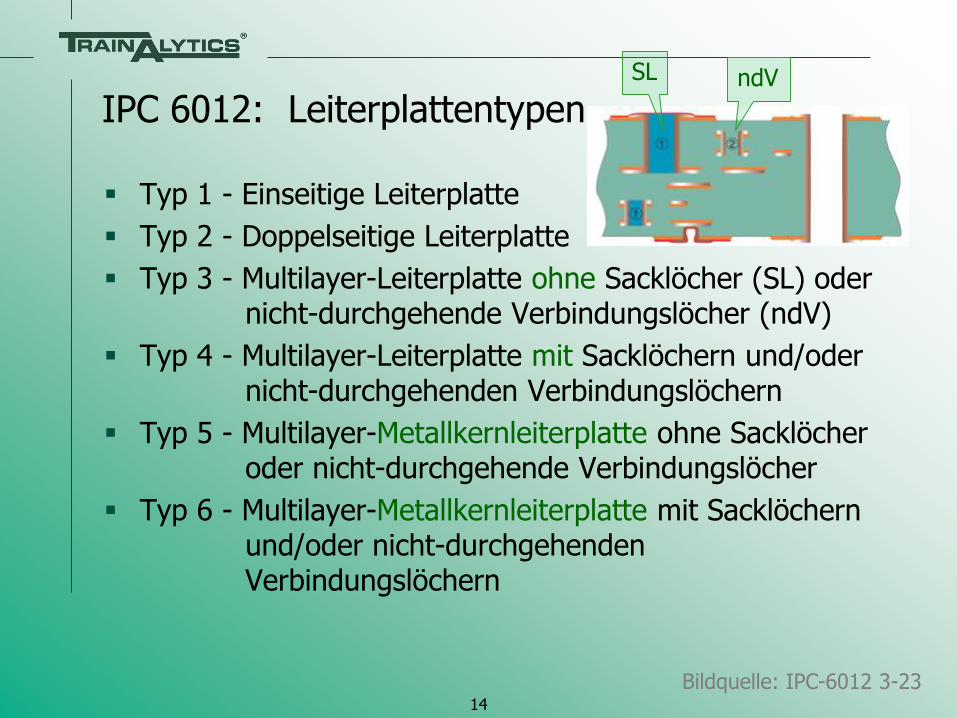
Typ 1 - Einseitige Leiterplatte
Typ 2 - Doppelseitige Leiterplatte
Typ 3 - Multilayer-Leiterplatte ohne Sacklöcher (SL) odernicht-durchgehende Verbindungslöcher (ndV)
Typ 4 - Multilayer-Leiterplatte mit Sacklöchern und/oder nicht-durchgehenden Verbindungslöchern
Typ 5 - Multilayer-Metallkernleiterplatte ohne Sacklöcheroder nicht-durchgehende Verbindungslöcher
Typ 6 - Multilayer-Metallkernleiterplatte mit Sacklöchernund/oder nicht-durchgehenden Verbindungslöchern
14
IPC 6012: LeiterplattentypenSL ndV
Bildquelle: IPC-6012 3-23
15
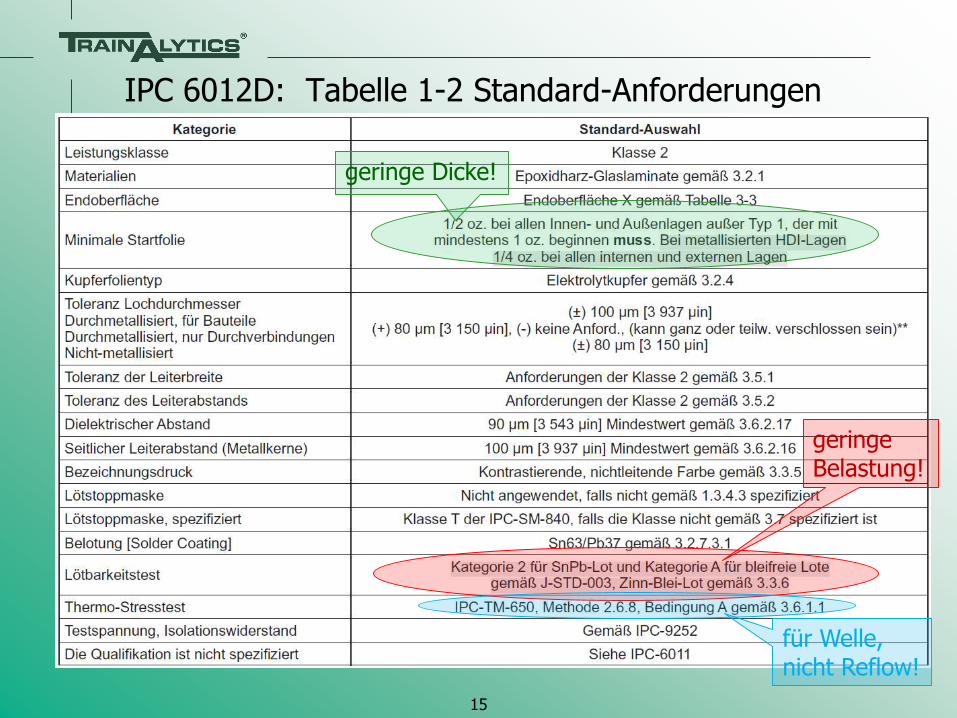
IPC 6012D: Tabelle 1-2 Standard-Anforderungen
geringe Dicke!
geringe Belastung!
für Welle, nicht Reflow!
1.3.3 Auswahl für die Beschaffung
Die Leistungsklasse muss in der Beschaffungsdokumentation spezifiziert werden.
Die Beschaffungsdokumentation muss ausreichend Informationen für die Herstellung der Leiterplatte zur Verfügung stellen und sicherstellen, dass der Anwender das gewünschte Produkt erhält.
Informationen, die in der Beschaffungsdokumentation enthalten sein sollten, müssen IPC-2611 und IPC-2614 entsprechen.
IPC-2611 Generic Requirements for Electronic Product Documentation
IPC-2614 Sectional Requirements for Board Fabrication Documentation
16
IPC 6012D: Spezifikation, Leistungsklasse
Klasse 1Allgemeine elektronische Produkte
Klasse 2Spezielle elektronische Produkte
Klasse 3Elektronische Produkte mit hoher Zuverlässigkeit
Achtung: in dieser Beschreibung fehlt der Unterschied Klasse 2 „keine kritische Betriebsbelastung“ Klasse 3 „harsche Betriebsbedingungen“
17
Leistungsklasse IPC 6011
Beschaffungsdokumentation muss festlegen Thermo-Stresstest Methode
keine Methode festgelegt Standardmethode Tabelle 1-2
Anwender sollte Thermo-Stresstest Methode passend zum Montageprozess wählen:
− Wellen-, Selektiv- oder Handlöten 3.6.1.1 (288°C Lotbad)
− SnPb Reflowprozesse 3.6.1.2 (230°C)
− Bleifreie Reflowprozesse 3.6.1.3 (260°C)
Materialqualifikation
Chargenfreigabe
18
IPC 6012D: Spezifikation, Leistungsklasse
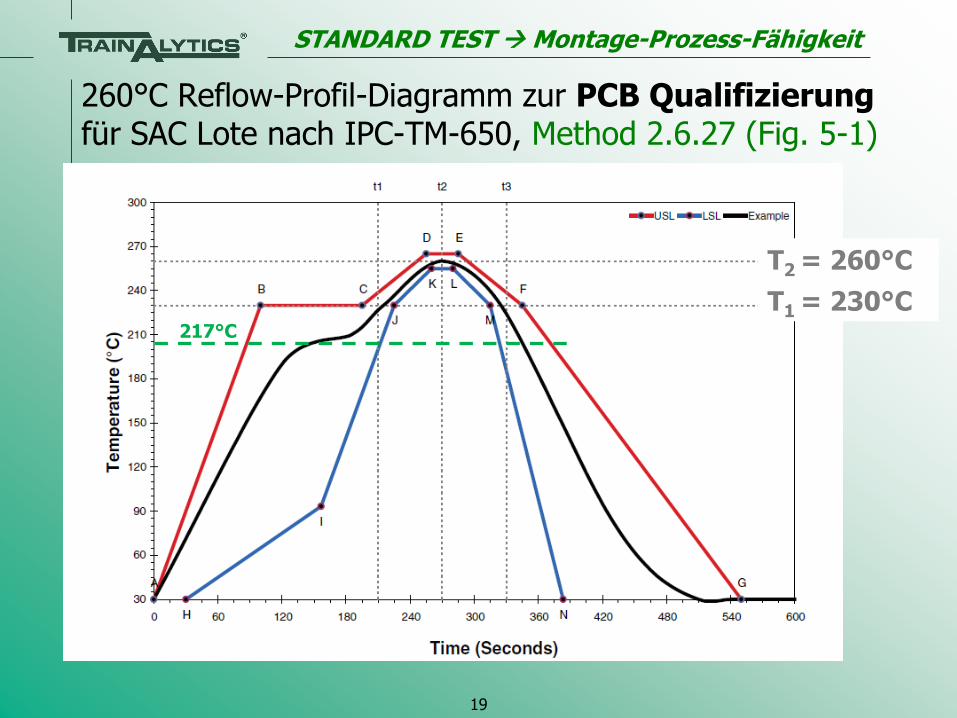
217°C
T2 = 260°C
T1 = 230°C
260°C Reflow-Profil-Diagramm zur PCB Qualifizierung für SAC Lote nach IPC-TM-650, Method 2.6.27 (Fig. 5-1)
19
STANDARD TEST Montage-Prozess-Fähigkeit
Prüfung durch Inspektion und MessungIPC-6012 3.3 Sichtkontrolle, 3.4 Leiterplattenmaße
Kanten, Laminatfehlstellen, Fehlstellen im Loch, Kennzeichnung, Haftfestigkeit/Metallisierung, Verarbeitungsgüte/Sauberkeit
Lochgröße, Restringe, Wölbung und Verwindung, Leiterbahnen
Anschlussflächen: SMT, Drahtbonden, Direktstecker spezifische Grenzen für Kanten- und Oberflächenfehler
Bewertungskriterien prüfen gemäß Arbeitstabelle: Anhang A in IPC-6012D oder Liefervertrag, wenn spezifiziert
Abnahmekriterien in Workmanship Standardsz. B. IPC-A-600 Abnahmekriterien für Leiterplatten
IPC-A-610 Abnahmekriterien für elektronische Baugruppen
20
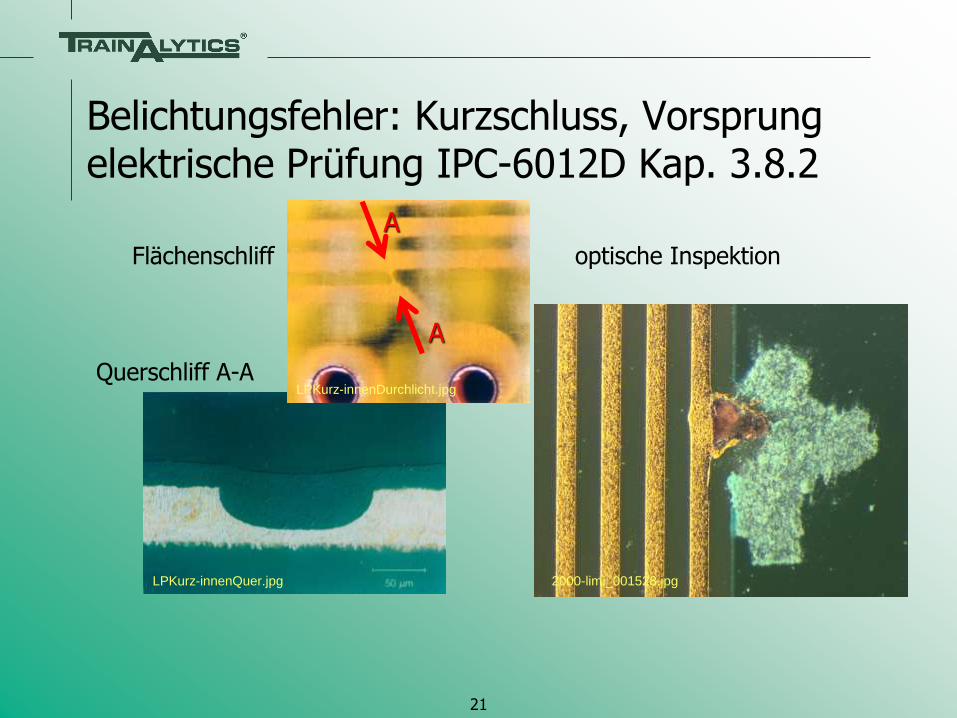
Belichtungsfehler: Kurzschluss, Vorsprungelektrische Prüfung IPC-6012D Kap. 3.8.2
2000-limi_001528.jpgLPKurz-innenQuer.jpg
LPKurz-innenDurchlicht.jpg
A
Flächenschliff optische Inspektion
A
Querschliff A-A
21
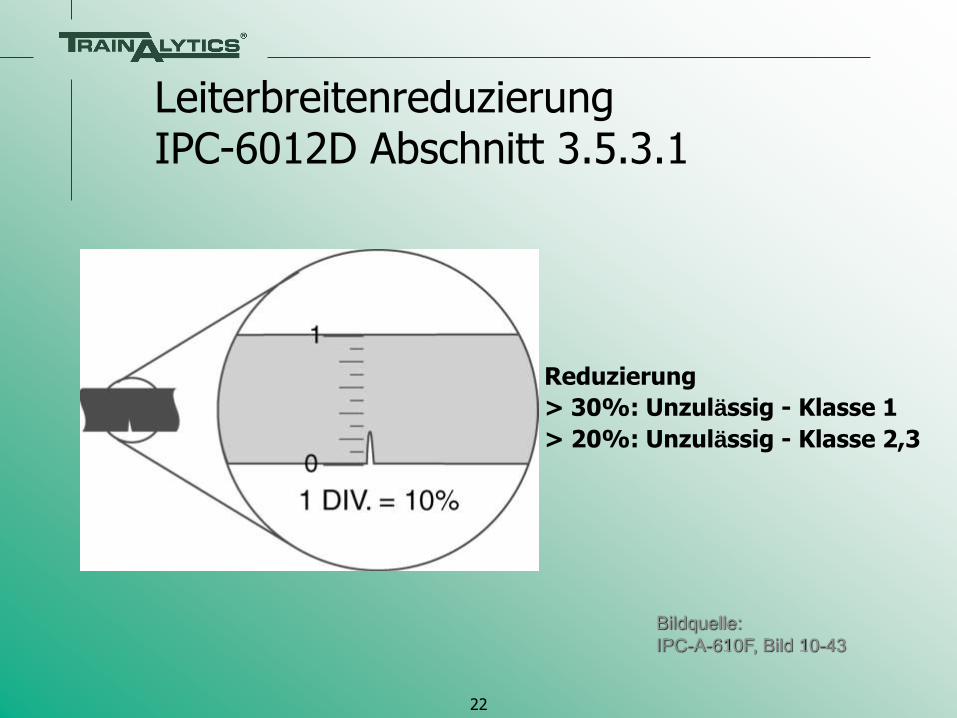
LeiterbreitenreduzierungIPC-6012D Abschnitt 3.5.3.1
Reduzierung
> 30%: Unzulässig - Klasse 1
> 20%: Unzulässig - Klasse 2,3
Bildquelle:
IPC-A-610F, Bild 10-43
22
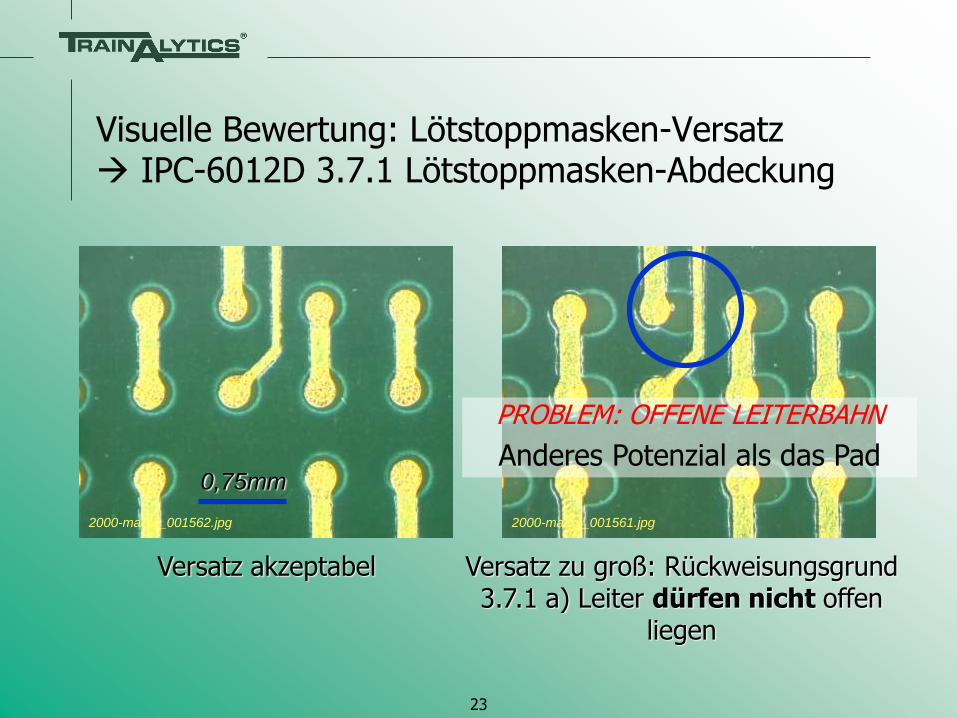
Visuelle Bewertung: Lötstoppmasken-Versatz IPC-6012D 3.7.1 Lötstoppmasken-Abdeckung
Versatz akzeptabel
0,75mm
2000-macro_001562.jpg
Versatz zu groß: Rückweisungsgrund3.7.1 a) Leiter dürfen nicht offen
liegen
2000-macro_001561.jpg
PROBLEM: OFFENE LEITERBAHN
Anderes Potenzial als das Pad
23
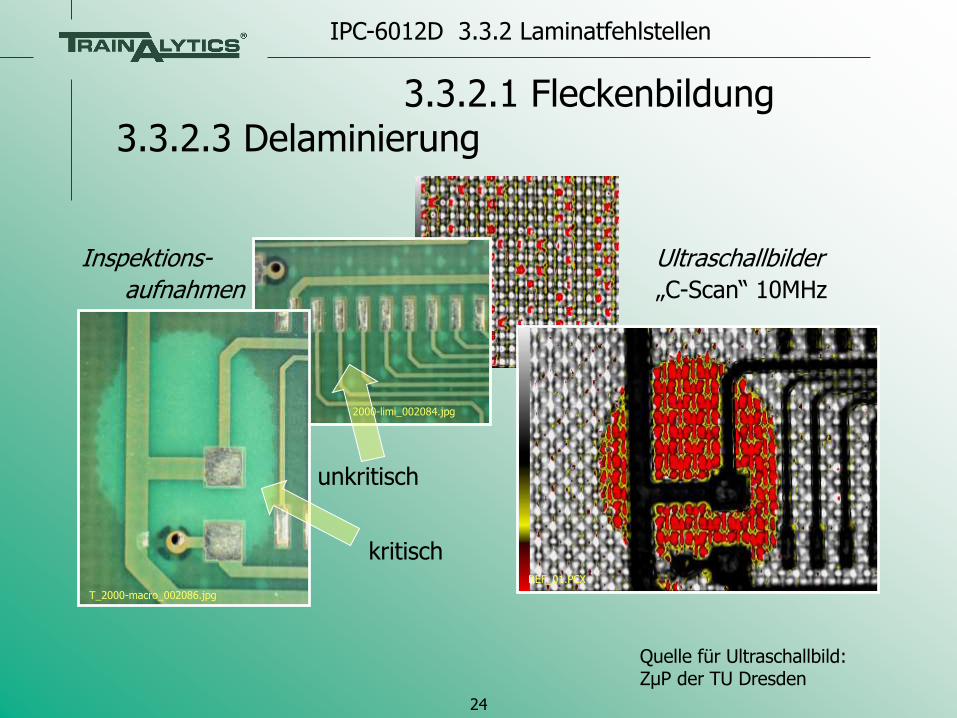
3.3.2.1 Fleckenbildung 3.3.2.3 Delaminierung
Inspektions- Ultraschallbilder
aufnahmen „C-Scan“ 10MHz
unkritisch
kritischREF_01.PCX
T_2000-macro_002086.jpg
2000-limi_002084.jpg
Quelle für Ultraschallbild:ZµP der TU Dresden
24
IPC-6012D 3.3.2 Laminatfehlstellen
26
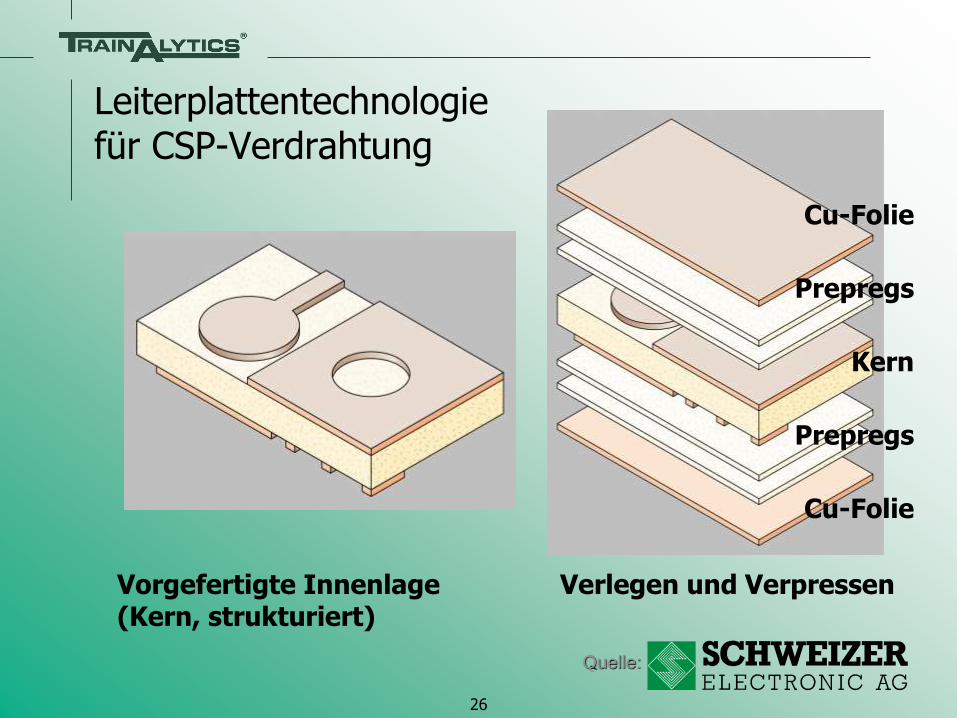
Leiterplattentechnologie für CSP-Verdrahtung
Vorgefertigte Innenlage Verlegen und Verpressen(Kern, strukturiert)
Quelle:
Cu-Folie
Prepregs
Kern
Prepregs
Cu-Folie

Das Innenleben ist schwer zu entdecken…
3.6 Strukturelle Integrität ........................................ 21
3.6.1 Thermischer Stresstest.................................. 23
3.6.2 Anforderungen an Testcoupons oder
Leiterplatten mit Schliffprüfung...................... 24
…
…
…
…
…
3.7 Anforderungen an die Lötstoppmaske.............. 37
27
Quelle:
IPC-6012D DE, Bilder 3-17 & 3-18

Kupfermetallisierungsfehlstellen
Metallisierungsfalten/-einschlüsse
Grate und Knospen
Glasfaseraustritt
Dochteffekt (im dielektr. Material) Klasse 1-125, 2-100, 3-80 µm
Innenlageneinschlüsse (an der Anbindung zur Lochmetallisierung)
Innen- & Außenlagen-Folienrisse, Hülsenkantenrisse
Innenlagen-Ablösung, Separationen entlang der senkrechten Kante der Außenlagenanschlussfläche
Metallisierungsseparation
Separation zw. Lochwand & Hülse (Harzrückzug)
Abgehobene Anschlussflächen
28
Schliffprüfung: DK nach thermischem Stress
Quelle:
IPC-6012D DE, Tabelle 3-10
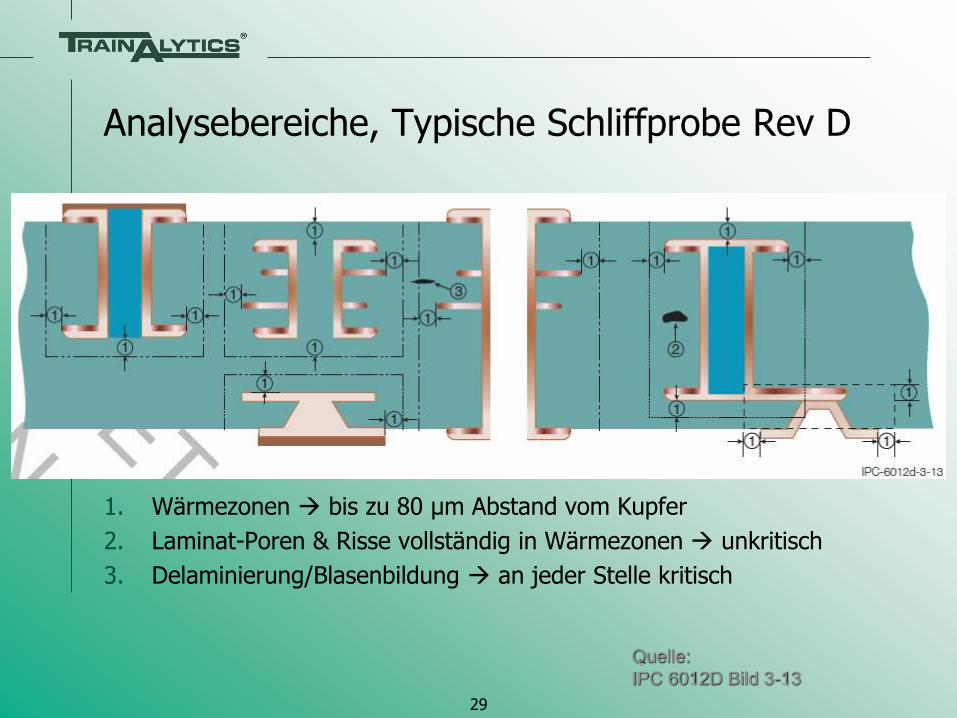
1. Wärmezonen bis zu 80 µm Abstand vom Kupfer
2. Laminat-Poren & Risse vollständig in Wärmezonen unkritisch
3. Delaminierung/Blasenbildung an jeder Stelle kritisch
Analysebereiche, Typische Schliffprobe Rev D
Quelle:
IPC 6012D Bild 3-13
29

IPC 6012D: Tabellen 3-4 & 3-5 Minimalanforderungen an die Oberflächen- und Loch-Kupfermetallisierungen
Verbindungslöcher, nicht-durchgehende Verbindungslöcher und Sacklöcher
Microvias (Sacklöcher und nicht-durchgehende Verbindungslöcher)
30

Betrachtungsebene im Vertikalschliff innerhalb 10% vom Lochdurchmesser
Dokumentationder Schliffebene
31
Anforderungen an die Schliff-Ausführung
Quelle:
IPC 6012D Kap. 3.6.1.5
32 µm Cu„49“ µm
Cu
außerhalb in der Lochmitte

Ziel: Fehler:Schichtdicke Abweichungen erfüllen die Kriterien nichterfüllt die Anforderungen
Bild 338a Bild 338c
Quelle: IPC-A-600H, 3.3.8 Kupferschichtdicke – Lochwand
32
Dicke der Kupferhülse
Problem in der Leiterplattenfertigung: Chargentest gefordert
35
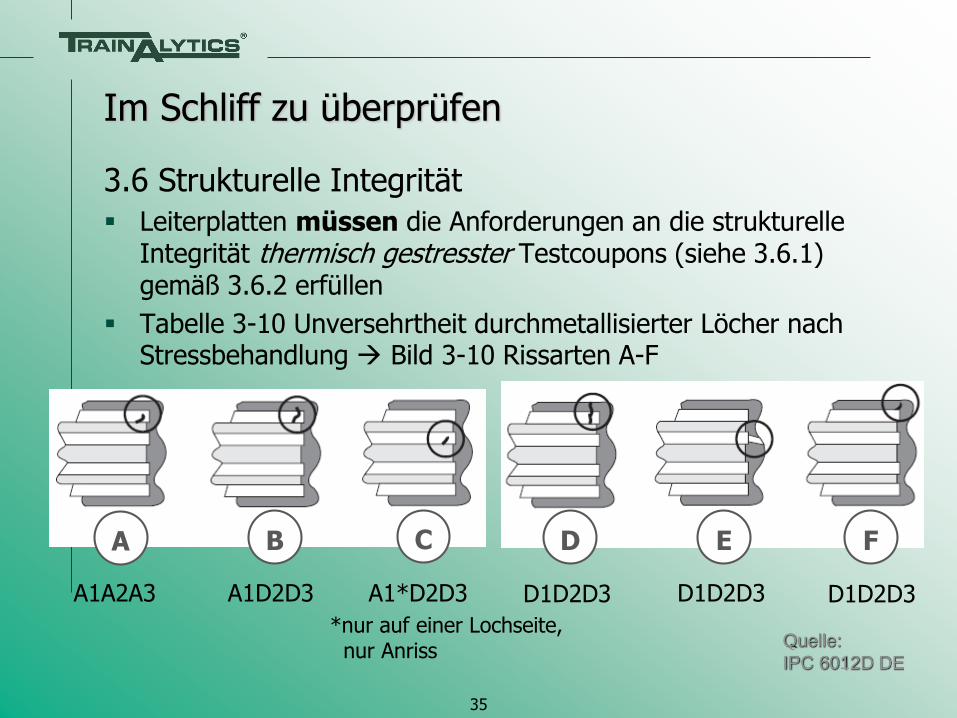
Im Schliff zu überprüfen
Quelle:
IPC 6012D DE
3.6 Strukturelle Integrität
Leiterplatten müssen die Anforderungen an die strukturelle Integrität thermisch gestresster Testcoupons (siehe 3.6.1) gemäß 3.6.2 erfüllen
Tabelle 3-10 Unversehrtheit durchmetallisierter Löcher nach Stressbehandlung Bild 3-10 Rissarten A-F
A B C D E F
D1D2D3A1A2A3 A1D2D3 A1*D2D3 D1D2D3 D1D2D3
*nur auf einer Lochseite,nur Anriss

Beispiel 1: Fehler im Leiterplattenprozess:Umlaufender Hülsenriss
36
50 µm
0,5mm
100 µm
IPC-6012 Tabelle 3-10 & Bild 3-10 „E-Riss“

Vereinzelte „kleine“ Blaslöcher: Prozessindikator
„Aufsummierte Bedingung“ berücksichtigen evtl. Fehler
Bild 5-9 IPC-A-610F Bild 3310C IPC-A-600H
5.2.2 Lötstellen - Anomalien 3.3.10 Plating Voids- Nadellöcher/Blaslöcher hier entstehen Blaslöcher
Analysieren / Schliff PCB Chargenproblem Fehler
37
Blasloch nach Wellenlötung
visible after assembly, maybe PCB manufacturing problem
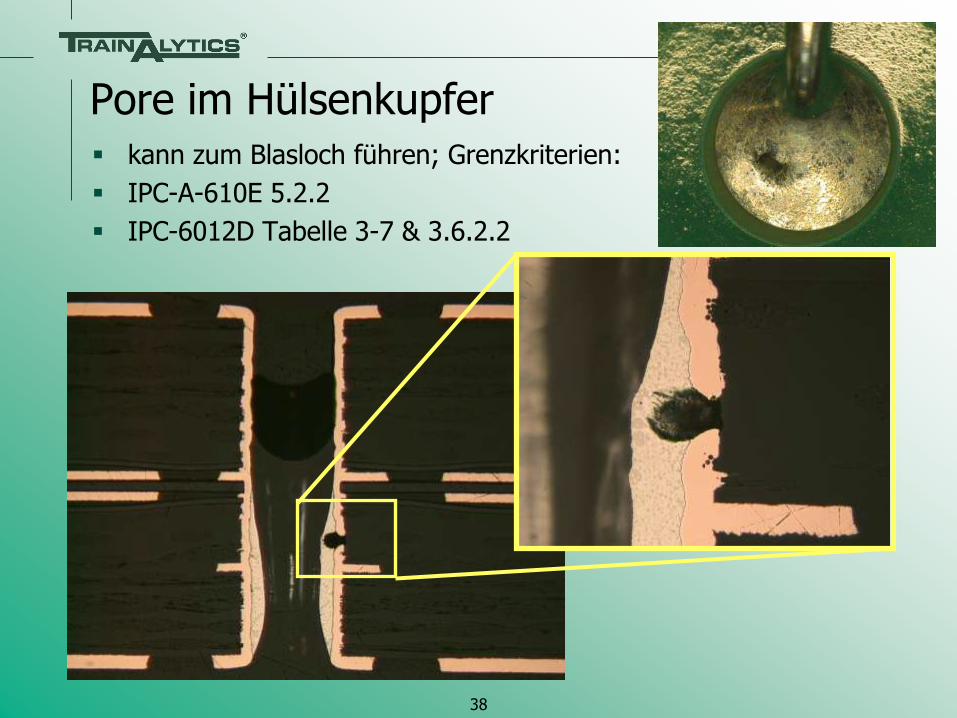
Pore im Hülsenkupfer kann zum Blasloch führen; Grenzkriterien:
IPC-A-610E 5.2.2
IPC-6012D Tabelle 3-7 & 3.6.2.2
38

S6-39© 2014, IPC, Bannockburn, IL All rights reserved. For use only in IPC Training Programs leading to Official IPC Certification
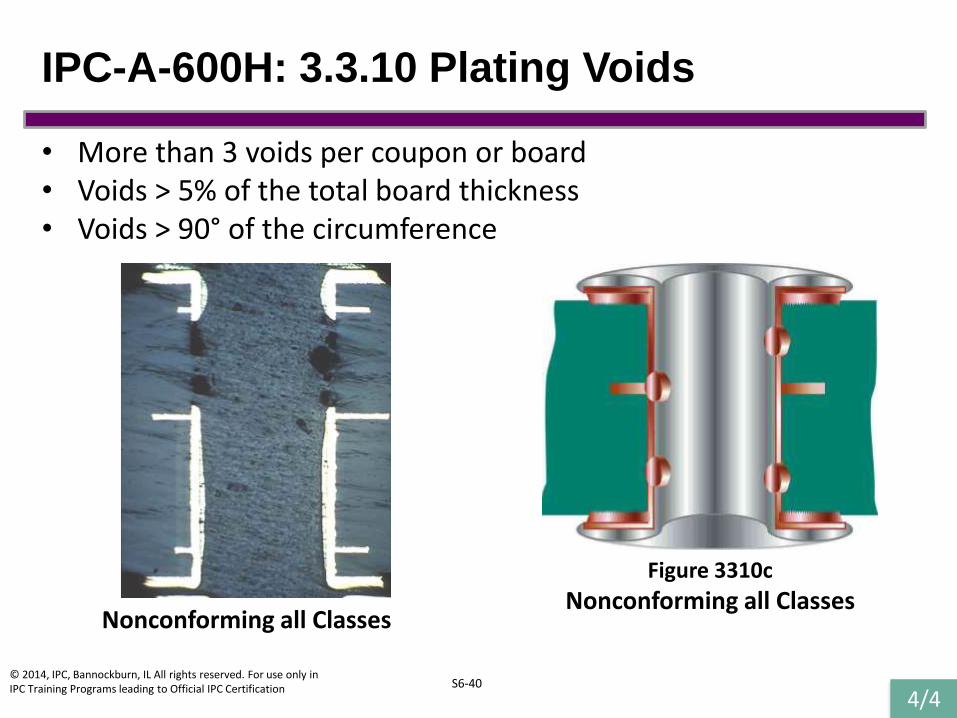
IPC-A-600H: 3.3.10 Plating Voids
• No more than 1 void per coupon or board• No voids > 5% of total board thickness• No voids at interface of internal conductor• Voids are < 90° of the circumference
Figure 3310b
Acceptable all ClassesAcceptable all Classes
2/4
S6-40© 2014, IPC, Bannockburn, IL All rights reserved. For use only in IPC Training Programs leading to Official IPC Certification
IPC-A-600H: 3.3.10 Plating Voids
• More than 3 voids per coupon or board• Voids > 5% of the total board thickness• Voids > 90° of the circumference
Figure 3310c
Nonconforming all ClassesNonconforming all Classes
4/4
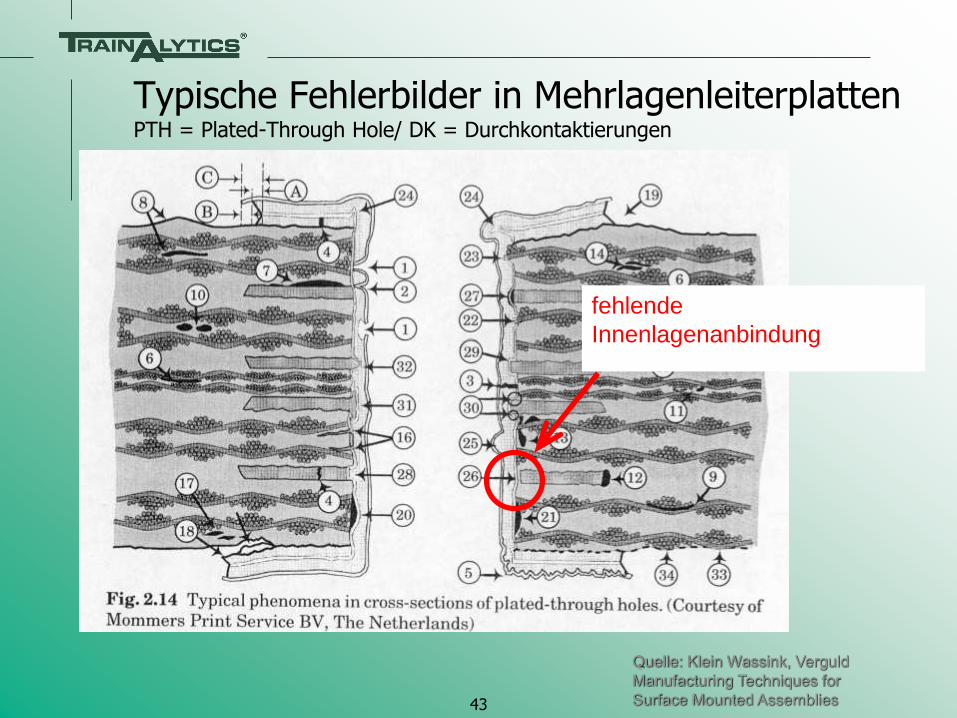
Quelle: Klein Wassink, Verguld
Manufacturing Techniques for
Surface Mounted Assemblies
Typische Fehlerbilder in Mehrlagenleiterplatten PTH = Plated-Through Hole/ DK = Durchkontaktierungen
fehlende
Innenlagenanbindung
43
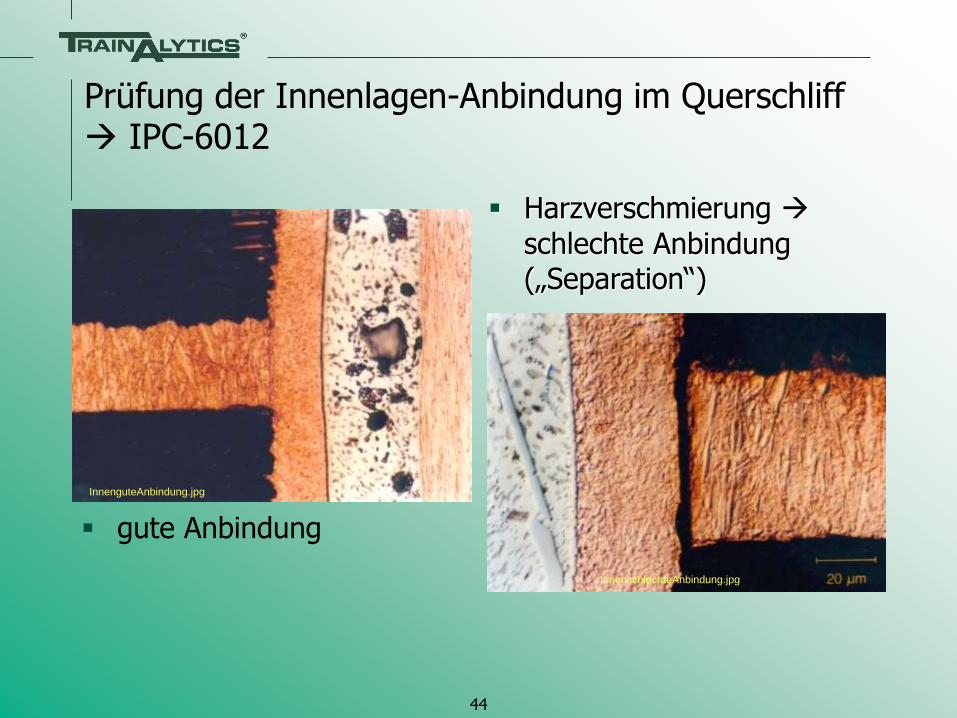
Prüfung der Innenlagen-Anbindung im Querschliff IPC-6012
gute Anbindung
Harzverschmierung
schlechte Anbindung („Separation“)
InnenguteAnbindung.jpg
InnenschlechteAnbindung.jpg
44

Einfach nur „FR4“?
Thermische Belastbarkeit
Montageprozess
Betriebsbedingungen
z. B. FR4 gemäß IPC 4101/21
Tg 110-150˚ C
T260 10 min.
T288 10 s acc. IPC-TM-650 2.4.13.1
Td: keine Angabe
51
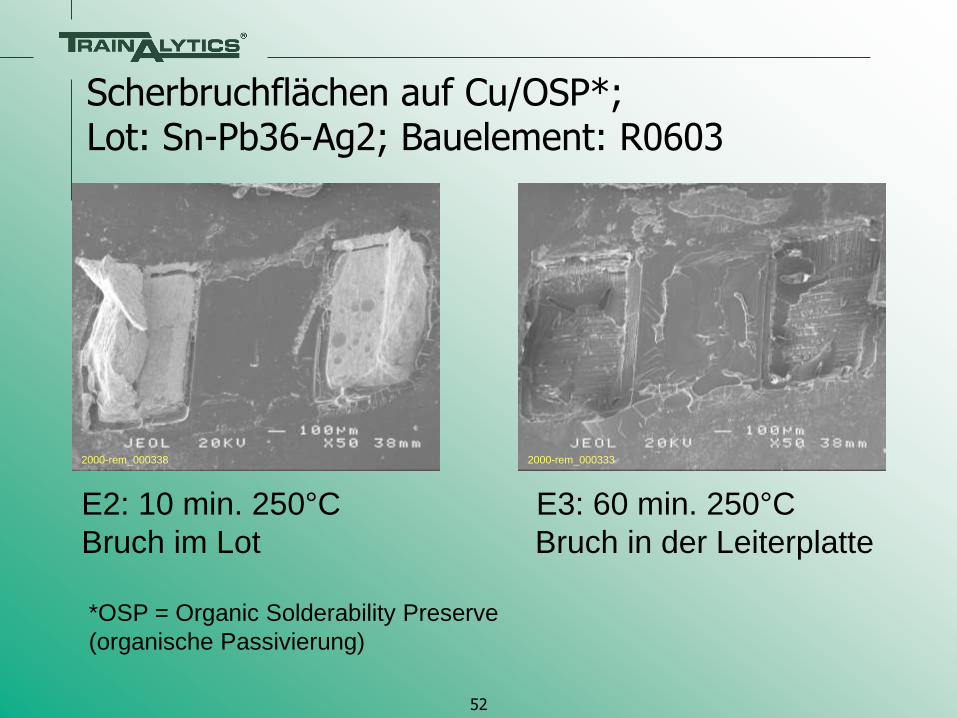
Scherbruchflächen auf Cu/OSP*;Lot: Sn-Pb36-Ag2; Bauelement: R0603
E2: 10 min. 250°C E3: 60 min. 250°C
Bruch im Lot Bruch in der Leiterplatte
2000-rem_0003332000-rem_000338
*OSP = Organic Solderability Preserve
(organische Passivierung)
52

53
Folgen zu starker Belastung im Prozess:Leiterplatten-Schäden durch Handlöten
IPC-A-610E, Abbildung 10-16 IPC-A-610E, Abbildung 10-31
Harz-Zersetzung, Padlifting, Kupfer-LeachingSimulation einer manuellen Reparaturlötung
Lötbelastung 10s @ 350°C(jeweils rechte Lötstelle)
SAC = Zinn-Silber-Kupfer-Lot Quelle:Fraunhofer ISIT, AiF Projekt 15.535N
War die Leiterplatte zu schwach oder …
Lötseite
54
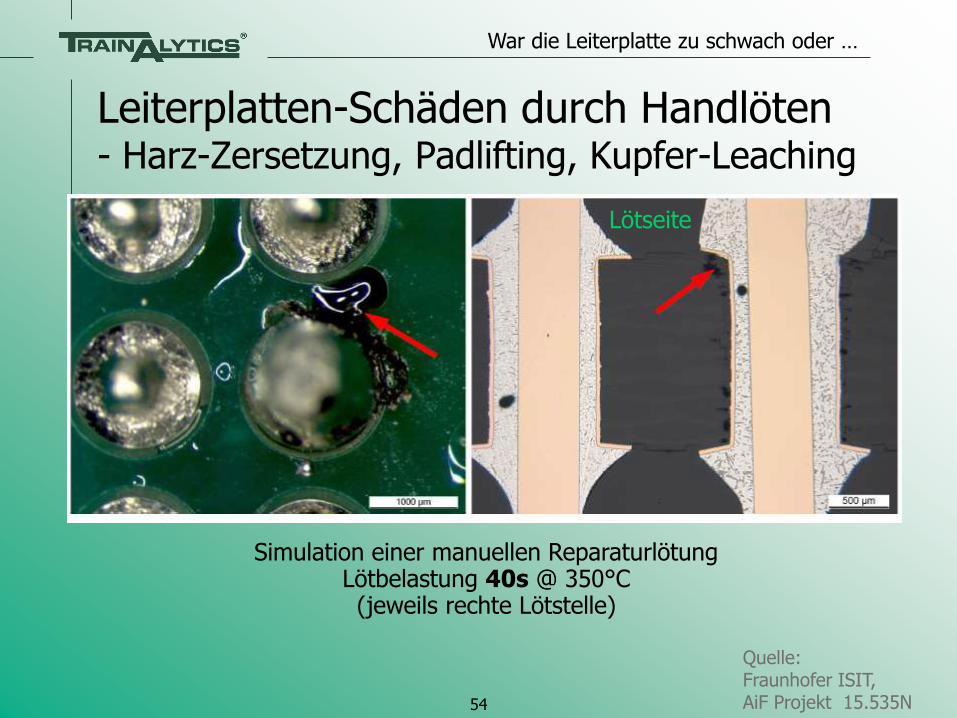
Leiterplatten-Schäden durch Handlöten - Harz-Zersetzung, Padlifting, Kupfer-Leaching
Simulation einer manuellen Reparaturlötung Lötbelastung 40s @ 350°C(jeweils rechte Lötstelle)
Quelle:Fraunhofer ISIT, AiF Projekt 15.535N
War die Leiterplatte zu schwach oder …
Lötseite

55
Leiterplatten-Schäden durch Handlöten - Harz-Zersetzung, Padlifting, Kupfer-Leaching
Simulation einer manuellen Reparaturlötung Lötbelastung 10s und 40s @ 375°C
(jeweils linke Lötstelle)
Quelle:Fraunhofer ISIT, AiF Projekt 15.535N
War die Leiterplatte zu schwach oder …
Lötseite Lötseite

„bleifrei“ Basismaterialien Kennwerte
56
Entsprechend IPC-4101D (Juli 2015)
IPC-4101D Spec 99 101 121 124 126 129
ANSI-Name FR-4.0 FR-4.0 FR-4.0 FR-4.0 FR-4.0 FR4
Füllstoffe ≥ 5% ja ja nein nein ja? nein
Tg ≥ 150°C ≥ 110°C ≥ 110°C ≥ 150°C ≥ 170°C ≥ 170°C
Td ≥ 325°C ≥ 310°C ≥ 310°C ≥ 325°C ≥ 340°C ≥ 340°C
CTE-Z 50-260°C ≤ 3,5% ≤ 4% ≤ 4% ≤ 3,5% ≤ 3,0% ≤ 3,5%
T260 ≥ 30min ≥ 30min ≥ 30min ≥ 30min ≥ 30min ≥ 30min
T288 ≥ 5min ≥ 5min ≥ 5min ≥ 5min ≥ 15min ≥ 15min
STII berechnet 203 170 170 203 225 220
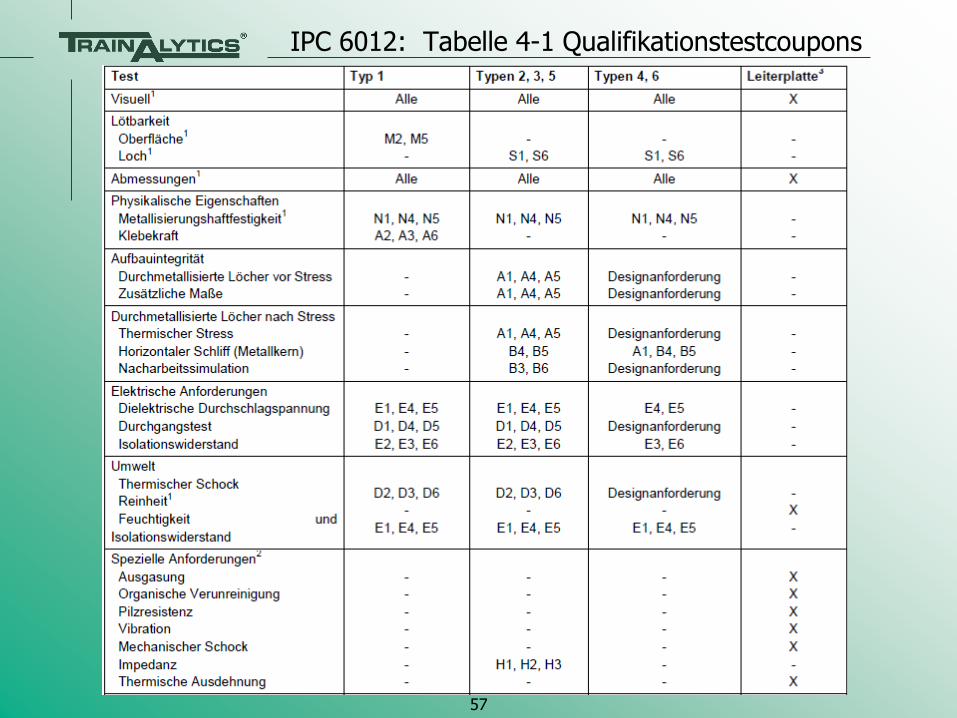
IPC 6012: Tabelle 4-1 Qualifikationstestcoupons
57

AB/R Testcoupon Layout / IPC-2221B
58
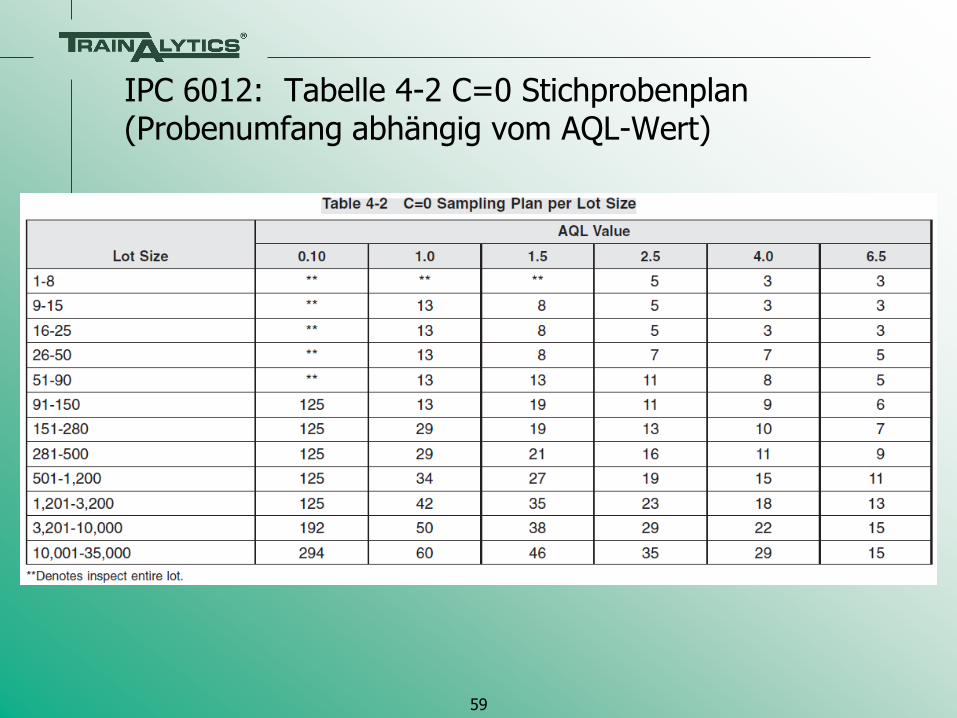
IPC 6012: Tabelle 4-2 C=0 Stichprobenplan (Probenumfang abhängig vom AQL-Wert)
59

Freigabeprüfung: Art und Häufigkeit
60
Überprüfung der Leiterplatten-Qualität
Material-Auswahl: IPC-4101 (Basismaterial) Aufgabe der Entwicklung / F&E-Phase
Qualifizierungsphase: Validierung der Eigenschaften
Produktionsphase: Ausgangs-/Eingangsprüfung
Freigabeprüfungen: IPC 6012 (starre LP) Kap. 4.2
Probenplan
Qualitätsprüfung (Übereinstimmung)
Testcoupons
Freigabe-Prüfung und Häufigkeit
Spar die Eingangsprüfung, kauf Qualität
Vertrau dem Lieferanten! Er kriegt Geld dafür!
??? ???
Folgekosten für Materialfehler nicht planbar erkenne den Wert der Eingangsprüfung!
61
64
Der Kurs bietet den Einstieg in den Standard IPC-6012. Hier wird die Anwendung in der Leiterplatten- und Baugruppenfertigung vermittelt:
Leiterplatten werden ohne und mit thermischem Stress bewertet; Ordnung der Inspektionskriterien nach Produktklasse & Chargengröße
Standard-Leistungsanforderungen an Leiterplatten
Anforderungen an Endschichten und Beschichtungen(z.B. ENIG, OSP, HASL, ENEPIG, Lötstoppmasken)
Aktionshinweise für QA Manager im Fehlerfall
Richtlinien für thermisches Stressen von Leiterplatten und Bewertung der inneren Beschaffenheit
IPC-6012: Qualifikation und Leistungs-Spezifikation für starre Leiterplatten