
IGEL Technology ® IGEL Technology GmbH Unternehmenspräsentation 2008.

Page
14. Internationaler Deutscher Druckgusstag 2014 Messe Nürnberg
PVD Beschichtungen steigern die Produktivität in der Druckgusstechnik.PVD coatings increase productivity in the die castingtechnology.
Markus SalatheJanuar 2014

Page
Agenda
1 Der Konzern / The Concern
2 Anforderungen an die Schicht / Chalenges for the coating
3 Ausfallkriterien / Failure cause
4 Schichtsysteme Oberflächentopographie / Coating Systems; Topographie
5 Ergebnisse / Beispiele / Results; Examples
6 Ausblick / Outlook
7
8
9
EUROGUSS 2014

Page
Oerlikon auf einen Blick – 5 KernkompetenzenCompany Overview – 5 core competencies
SegmentManmade Fibers
SegmentAdvanced Technologies
SegmentDrive Systems
SegmentCoating
SegmentVacuum
EUROGUSS 2014
Page
In Ihrer Nähe – rund um die WeltClose to you – anywhere in the world
AmerikaArgentinienBrasilienKanadaMexikoUSA
EuropaLiechtensteinBeneluxDeutschlandFinnlandFrankreichGroßbritannienItalienÖsterreichPolen
PortugalRumänienRusslandSchwedenSchweizSpanienTschechienTürkeiUngarn
AsienChinaIndienIndonesienJapanKoreaMalaysiaSingapurThailand
22 Zentren 38 Zentren 32 Zentren
EUROGUSS 2014

Page
Produktions WerkeProduction sites
Thyrnau
Hildesheim
Wörnitz
Dietenheim
Willich
SchopfheimSchopfheimSchopfheimSchopfheim
Bingen
Stollberg
SpengeSpengeSpengeSpenge
Druckguss;Stanz;Umform;KunststoffWerkzeuge
Zerspanende Werkzeuge
Componenten und Bauteile
EUROGUSS 2014

Page
Portfolio Oerlikon Balzers
BALINIT® VST DLC BALINIT® C
BALINIT® PVD Technology BALINIT® CVD Technology PPD™ Technology
VakuumhardeningLaserhardening
EUROGUSS 2014

Page
Verschleiß schützende Schichten für WerkzeugeWear resistant Coatings for Tools
Cutting PlasticsMetalforming Die Casting
EUROGUSS 2014

Page
Agenda
1 Der Konzern / The Concern
2 Anforderungen an die Schicht / Chalenges for the coati ng
3 Ausfallkriterien / Failure cause
4 Schichtsysteme Oberflächentopographie / Coating Systems; Topographie
5 Ergebnisse / Beispiele / Results; Examples
6 Ausblick / Outlook
7
8
9
EUROGUSS 2014

Page
Anforderung an die Beschichtung:Requirements on Coating
� Steigerung der Produktivität
� More efficiency
� Steigerung der Werkzeuglebensdauer
� More Livetime
� Verbesserung der Produktqualität
� More product quality
� Weniger Ausschuss
� Reduction of scrap parts
� Verzögerung der Brandrissbildung
� Reduction of thermal cracking
� Reduzierung des Anklebens
� Reduction of Aluminium Sticking
� (Reduzierung des Trennmittelbedarfs)
� Reduction of Separating Fluids beschichtete Form
beschichteter Kern
EUROGUSS 2014
Page
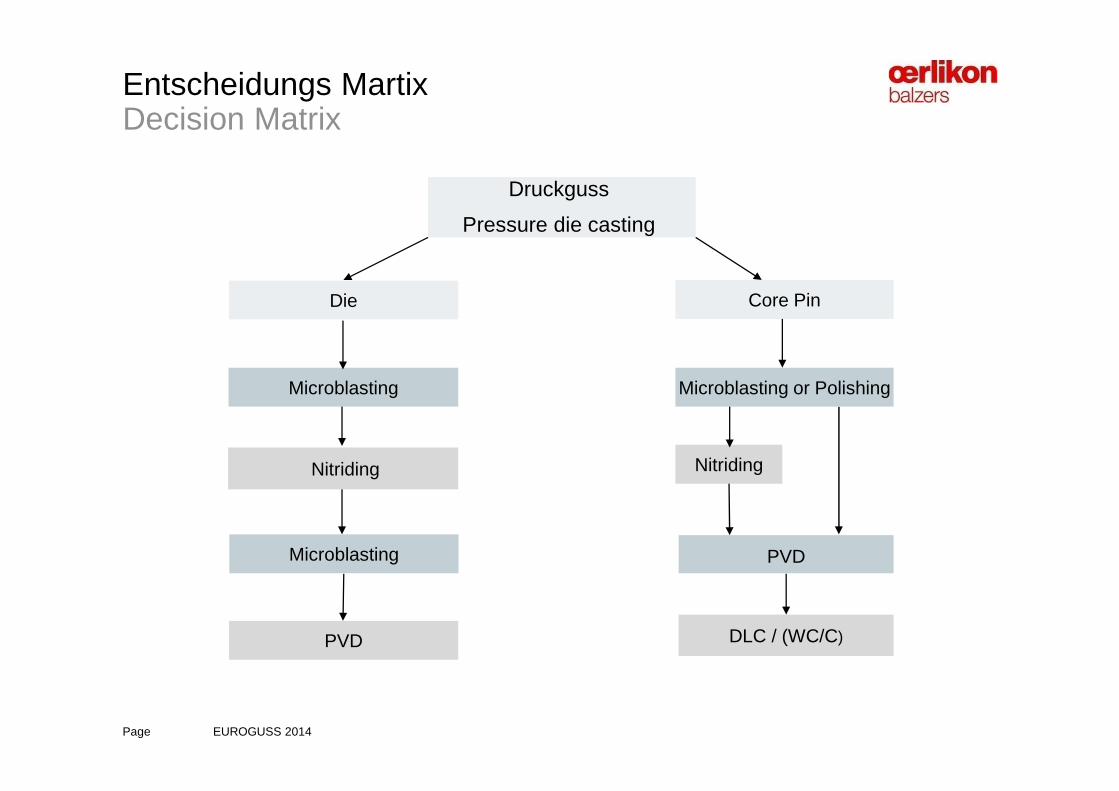
Entscheidungs MartixDecision Matrix
Druckguss
Pressure die casting
Die
Nitriding
DLC / (WC/C)
PVD
Core Pin
PVD
Microblasting Microblasting or Polishing
Nitriding
Microblasting
EUROGUSS 2014
Page
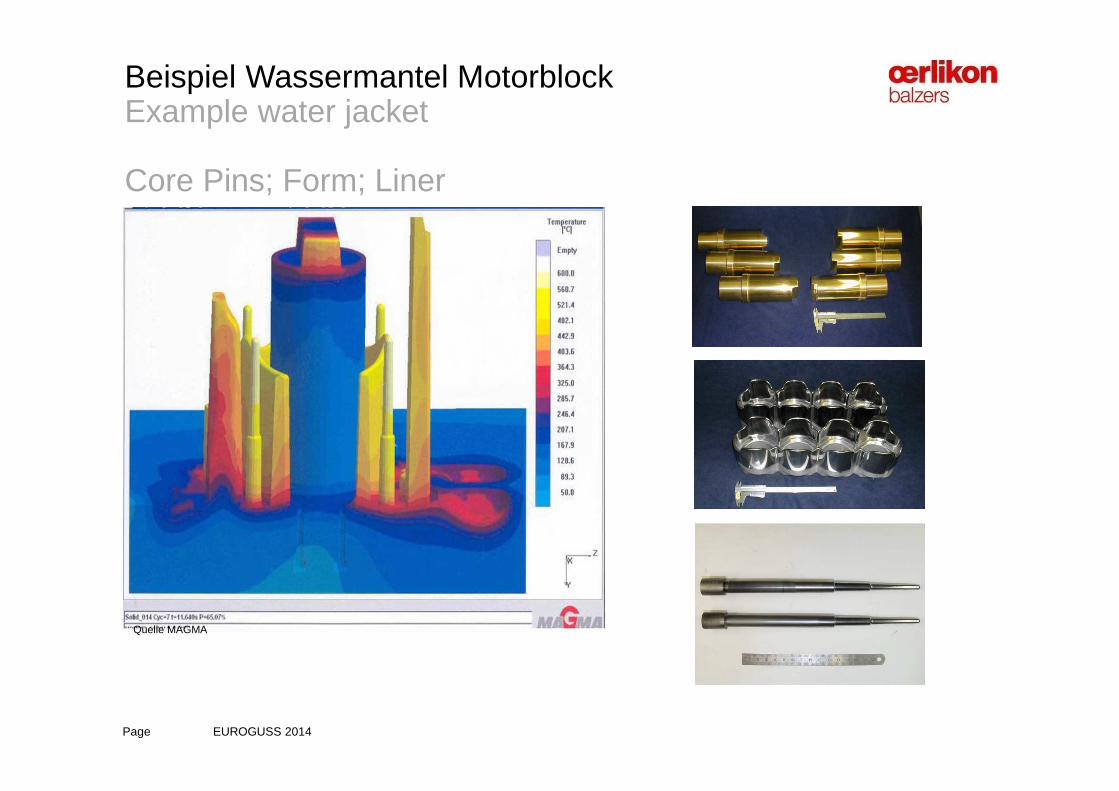
Beispiel Wassermantel MotorblockExample water jacket
Core Pins; Form; Liner
Quelle MAGMA
EUROGUSS 2014

Page
Agenda
1 Der Konzern / The Concern
2 Anforderungen an die Schicht / Chalenges for the coating
3 Ausfallkriterien / Failure cause
4 Schichtsysteme Oberflächentopographie / Coating Systems; Topographie
5 Ergebnisse / Beispiele / Results; Examples
6 Ausblick / Outlook
7
8
9
EUROGUSS 2014

Page
Verschleißmechanismen - Ausfallursachen
Spannungsrisse Brandrisse Erosion Anlebungen
EUROGUSS 2014
Alle Verschleißmechanismen erhöhen zusätzlich diemechanische Belastung bei der Entformung!

Page
Ausfallursache Werkstoff >>> Die DruckbelastbarkeitThe Material >>> The compressive strenght
Nitrierung + Beschichtung bieten mehr
Nitriding and Coating increase your
� Druckbelastbarkeit
� compressive stenght
� Druckeigenspannungen
� internal compressive stress
� Schichthaftung
� Adhesion
EUROGUSS 2014

Page
Agenda
1 Der Konzern / The Concern
2 Anforderungen an die Schicht / Chalenges for the coating
3 Ausfallkriterien / Failure cause
4Schichtsysteme Oberflächentopographie / Coating Syste ms; Topographie
5 Ergebnisse / Beispiele / Results; Examples
6 Ausblick / Outlook
7
8
9
EUROGUSS 2014

Page
Oerlikon Balzers PVD Beschichtungstechnologie
EUROGUSS 2014

Page
“BAI 1200” PVD-processCoating
HB.9 (9608) e
Argongas
Reactivegas
Substrates
Hot filament cathode
Arcsources
Vacuum-pump
EUROGUSS 2014

Page
BALINIT® - eine Marke für viele ApplikationenPVD Beschichtungen für den Bereich Druckguss
BALINIT® A*BALINIT® CBALINIT® C STARBALINIT® DLC STARBALINIT® D* BALINIT® VST DLCBALINIT® ALCRONA PRO*BALINIT® CASTBALINIT® FUTURA NANOBALINIT® LUMENA*BALINIT® HARDLUBE
* In ADVANCED oder DUPLEX erhältlich.
EUROGUSS 2014

Page
SchichtmerkmaleCharacteristics of coating
� sehr dünn und präzise / thin; precise
� hohe Härte / high hardness
� niedrige Reibwerte / low friction coefficient
� hohe Temperaturbeständigkeit / heat resistant
EUROGUSS 2014

Page
Dicke der Schicht im VergleichCoating thickness in comparision
Menschliches Haar0,05 mm
BALINIT® Hartstoffschicht0,003 mm
EUROGUSS 2014

Page
Steel hardened
600 HV
750 HV
AlCrN
3200 HV
3500 HV
TiN
2300 HV
Carbon
1500 HV
2300 HV
Härte im VergleichHardness in comparison
EUROGUSS 2014
Page
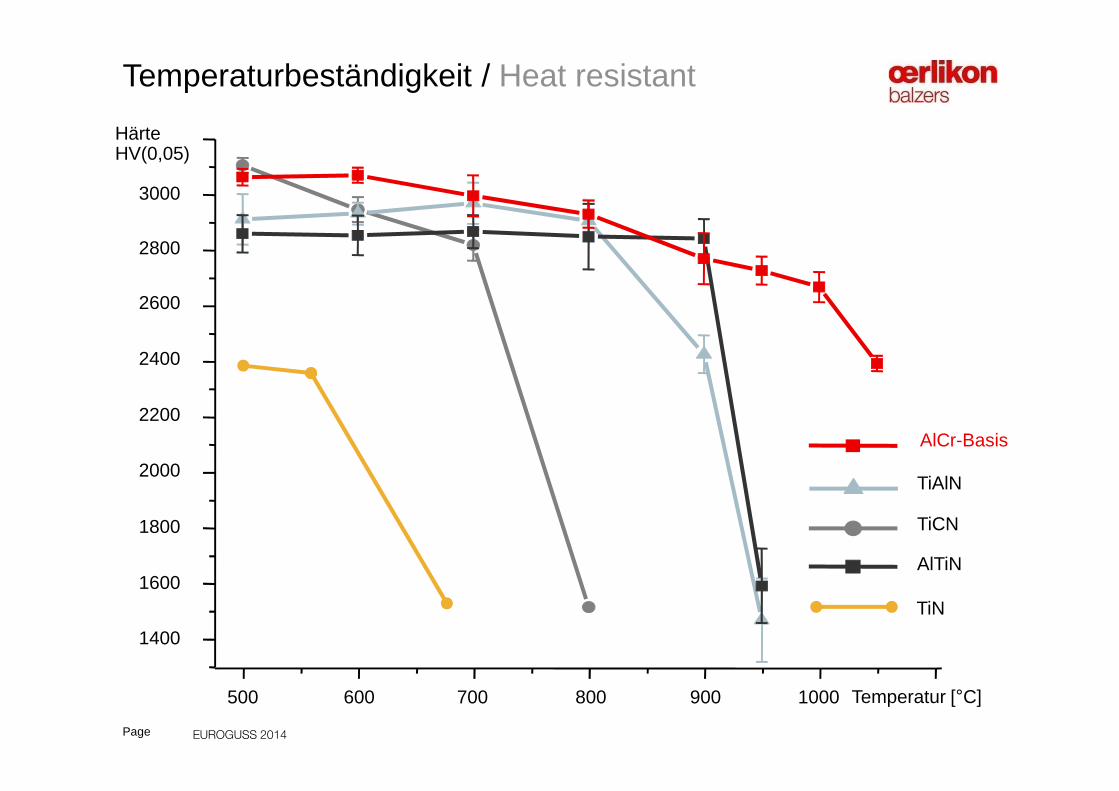
1000500 600 700 800 900 Temperatur [°C]
TiCN
TiAlN
AlTiN
AlCr-Basis
3000
2800
2600
2400
2200
2000
1800
1600
1400
HärteHV(0,05)
TiN
Temperaturbeständigkeit / Heat resistant
EUROGUSS 2014
Page
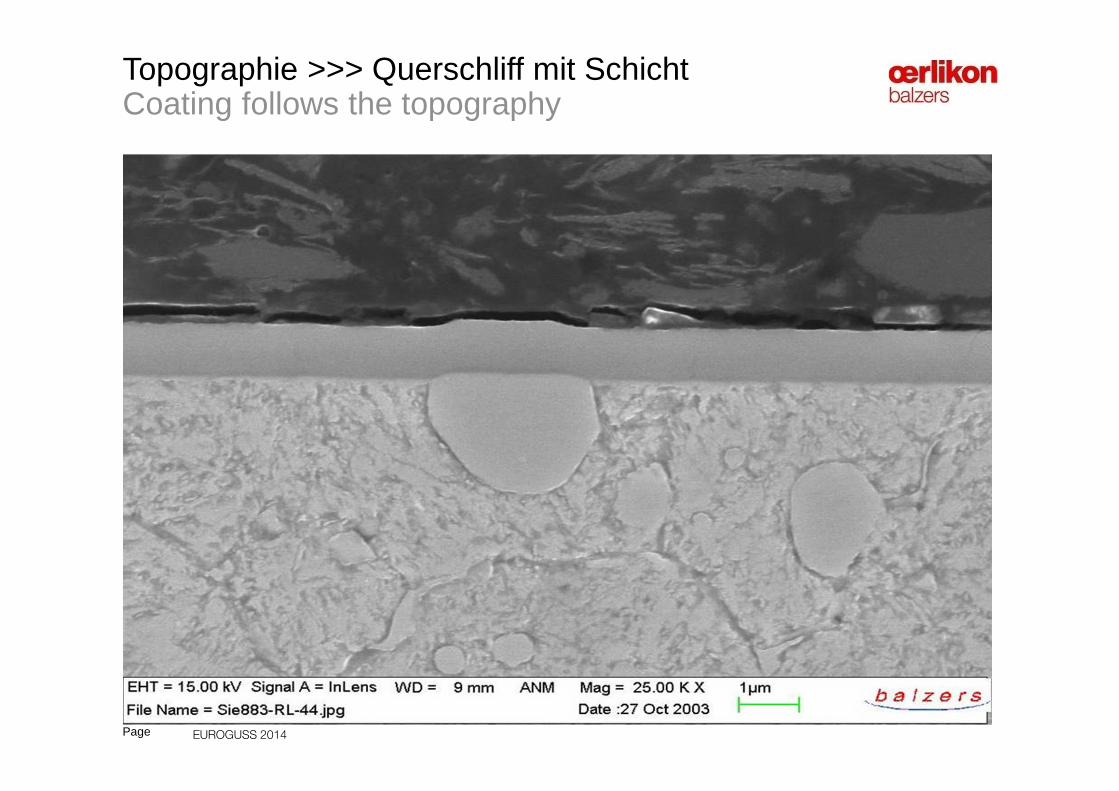
Topographie >>> Querschliff mit SchichtCoating follows the topography
EUROGUSS 2014
Page
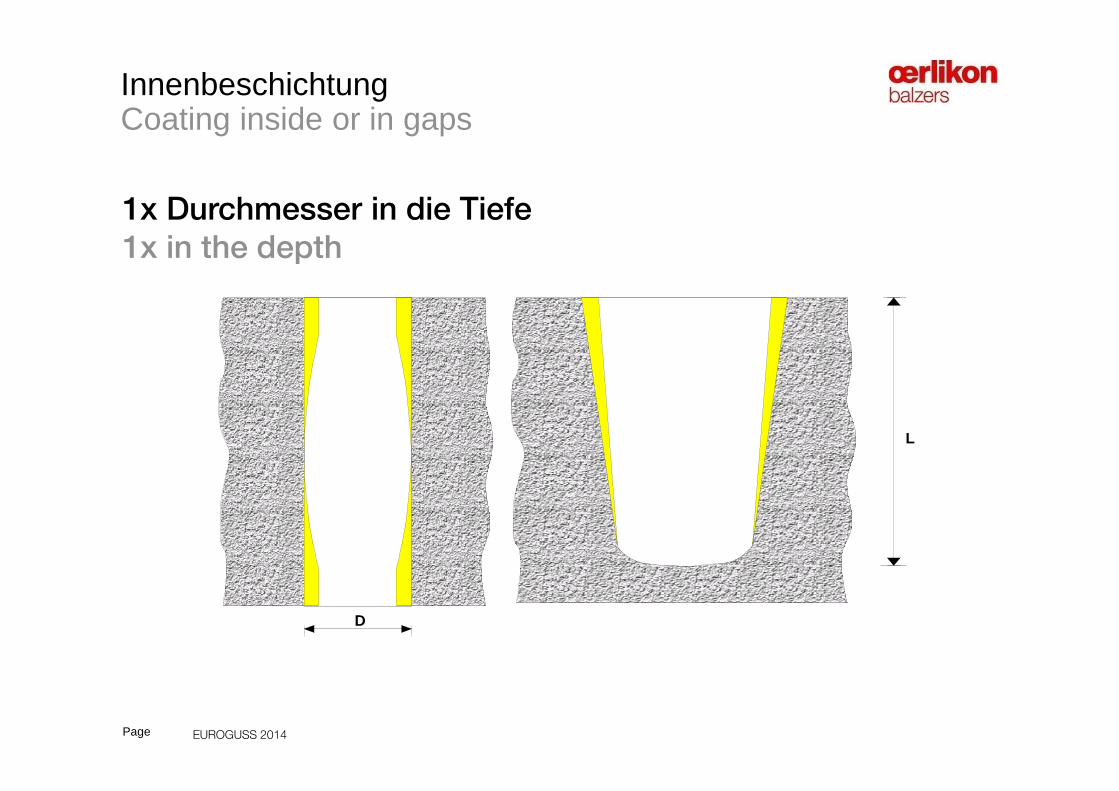
L
D
InnenbeschichtungCoating inside or in gaps
1x Durchmesser in die Tiefe
1x in the depth
EUROGUSS 2014

Page
BALINIT® DUPLEX Technologie
Kernhärte Warmarbeitsstahl(z.B. 450 HV oder 46 ± HRC)
Diffusionszoneca. 150 µm
Steigende Härte zur Randzone
Schichtdicke je nach Schichttyp ca. 3 – 10 µm
Schichthärte Balinit ALCRONA PRO 3.200 HV
Randhärte (ca. 1.200 HV oder 72 HRC)
+
EUROGUSS 2014
Page
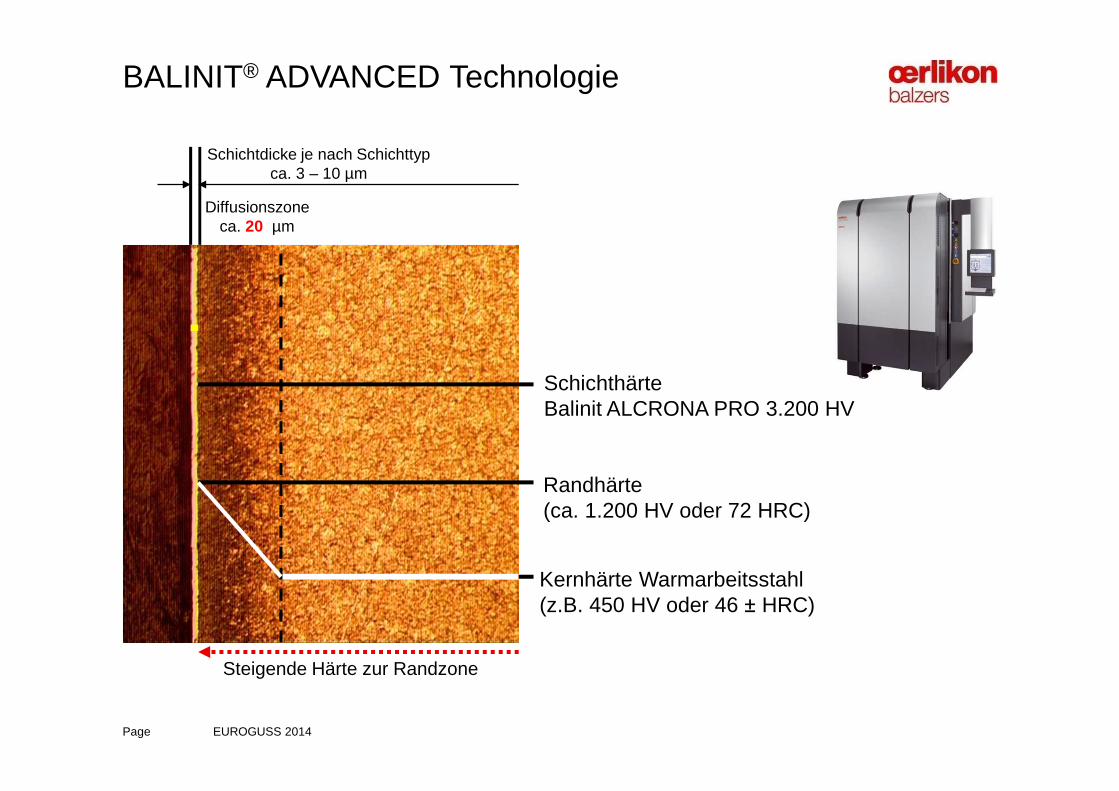
BALINIT® ADVANCED Technologie
Kernhärte Warmarbeitsstahl(z.B. 450 HV oder 46 ± HRC)
Diffusionszoneca. 20 µm
Steigende Härte zur Randzone
Schichtdicke je nach Schichttyp ca. 3 – 10 µm
Schichthärte Balinit ALCRONA PRO 3.200 HV
Randhärte (ca. 1.200 HV oder 72 HRC)
EUROGUSS 2014

Page
Abrasiv-Test mit Endlosband Körnung 400
VID-20140110-00011.3GP
EUROGUSS 2014

Page
Welche Oberflächentopographie wann?
Kerne nach dem Sprühen (Temperatur)
< 100°C, rauh
>100°Cpoliert
<100°Cpoliert
Trennmittel haftetAlu klebt nicht
Trennmittel haftet nicht Alu klebt
Trennmittel haftetAlu klebt nicht
EUROGUSS 2014

Page
Agenda
1 Der Konzern / The Concern
2 Anforderungen an die Schicht / Chalenges for the coating
3 Ausfallkriterien / Failure cause
4 Schichtsysteme Oberflächentopographie / Coating Systems; Topographie
5 Ergebnisse / Beispiele / Results; Examples
6 Ausblick / Outlook
7
8
9
EUROGUSS 2014

Page
BALINIT® ALCRONA PRO DUPLEX auf Steuergehäuse, feste Seite nach 26.232 Schuß
BALINIT® ALCRONA PRO DUPLEX on Valve body assembly
EUROGUSS 2014

Page
BALINIT® ALCRONA PRO DUPLEX auf Steuergehäuse, feste Seite nach 47.000 Schuß
BALINIT® ALCRONA PRO DUPLEX on Valve body assembly
EUROGUSS 2014

Page
Facharbeit über 30.000 Schuss
BALINIT® LUMENA DUPLEX BALINIT® ALCRONA PRO DUPLEX
Nuteinsätze 1.2343; 45 HRC
Ausfallkriterien:
� Spannungsrisse
� Brandrisse
� Ausbruchstellen im Nutbereich
Der Fokus = Gußteilentformung und DichtnutbereichStarke Verrippung mit geringer Konizität der Aushubschrägen.
EUROGUSS 2014 Source: M. Nitsch

Page
BALINIT® LUMENA DUPLEX
Nuteinsätze 1.2343 mit 45 HRC
EUROGUSS 2014 Source: M.Nitsch

Page
Kostenentwicklung des BauteilsDevelopment of part costs
0
2000
4000
6000
8000
10000
12000
0 5 10 15 20 25 30
Pro
dukt
ions
kost
en in
€
Schusszahl in 1000 Stück
Kostenentwicklung1.2343 Alcrona Pro Lumena Linear (1.2343) Linear (Alcrona Pro) Linear (Lumena)
Bauteilkosten
Unbeschichtet nach 40 Schuss erste Aluminiumanhaftungen. Die Prozesssicherheit, sowie die Produktivität sind mit einem unbeschichteten Einsatz nicht gegeben.
Nach 400-800 Schuss Stopp durch Entformungsprobleme und zu große Ziehstellen am Gussteil. Im Durchschnitt 35 Minuten Instandsetzung der Form.
Durch beschichtete Werkzeugeinsätze sofortiger Wegfall von Produktionsunterbrechung bis ca. 13.000 Schuss. Bei planmäßigen Wartungsintervallen wurden sporadisch beginnende Aluminiumanhaftungen entfernt.
Wartungskosten
EUROGUSS 2014

Page
Customer feedback after 35.000 parts
BALINIT® LUMENA DUPLEX application Results in tool life increase
Transmission Case Holder
(Al alloy with 8-12% Si) – Ryobi Mexico
15
35
0
5
10
15
20
25
30
35
40
45
# o
f100
0 sh
ots
WithoutBALINIT treatment
BALINIT® LUMENA DUPLEX
Benefits
Reduced Soldering & Sticking by ~ 40%
Increased part quality
Reduced maintenance for tool cleaning
Improved demoldingWithoutBALINIT treatment
BALINIT®
LUMENA DUPLEX
EUROGUSS 2014

Page
Kern NitriertCore Pin nitrided
Oberfläche nach 2000 Schuss im direkten Angussbereich
Surface after 2000 shots in direct shot area
EUROGUSS 2014

Page
Kern mit BALINIT® D DUPLEXCore Pin with BALINIT® D DUPLEX
Oberfläche nach 14 693 Schuss im direkten Angussbereich
Surface after 14693 shots in direct shot area
EUROGUSS 2014

Page
Kern mit BALINIT® FUTURA NANO ADVANCED + VST DLCCore Pin BALINIT® FUTURA NANO ADVANCED + VST DLC
Oberfläche nach 16 849 Schuss im direkten Angussbereich
Surface after 16 849 shots in direct shot area
EUROGUSS 2014

Page
BALINIT® D DUPLEXBALINIT® LUMENA DUPLEX
Wassermantel / Water jacketVorteil / Advantage
� Reduzierte Brandrissbildung� Reduced thermal cracks
� Reduzierte Ausschussquoten� Reduced scrap parts
� Bessere Standzeiten (3 fach)� Better Livetime up to 3 times
EUROGUSS 2014

Page
Formen mit BALINIT® ALCRONA PRO DUPLEXDies with BALINIT® ALCRONA PRO DUPLEX
� Microjetting (Strahlverfahren)� Nitrierung� Beschichtung
Deutliche reduzierte KlebeneigungLess sticking of aluminium
EUROGUSS 2014

Page
Agenda
1 Der Konzern / The Concern
2 Anforderungen an die Schicht / Chalenges for the coating
3 Ausfallkriterien / Failure cause
4 Schichtsysteme Oberflächentopographie / Coating Systems; Topographie
5 Ergebnisse / Beispiele / Results; Examples
6 Ausblick / Outlook
7
8
9
EUROGUSS 2014
Page
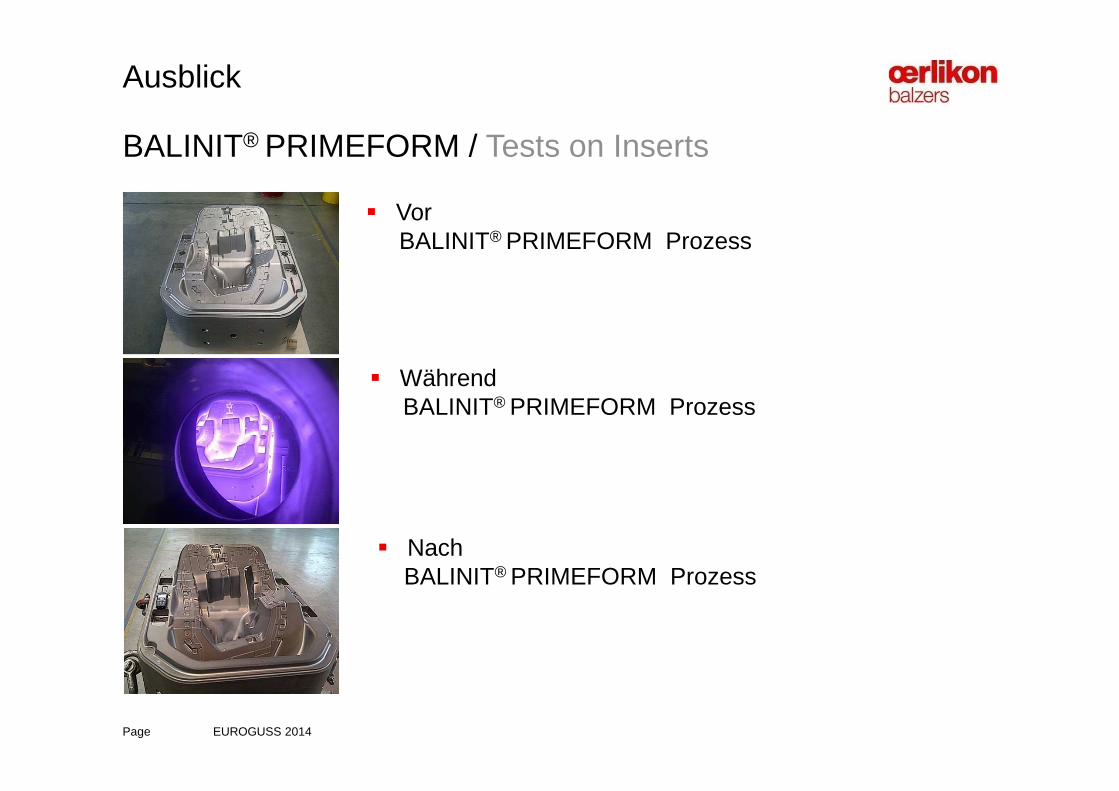
Ausblick
BALINIT® PRIMEFORM / Tests on Inserts
� Vor BALINIT® PRIMEFORM Prozess
� Während BALINIT® PRIMEFORM Prozess
� Nach BALINIT® PRIMEFORM Prozess
EUROGUSS 2014
Page
Ausblick
� Forschungsprojekt RWTH Aachen. / Research project, combinations PVD/DLCWeiterentwicklung der PVD und DLC Schichtkombinationen im Druckguss inAbhängigkeit von Oberflächentopographie; Nitrierung und Trennmitteln.
� Wechselwirkungen mit chemischen Reinigungsverfahren im Zusammenhang mit Beschichtungen. (Ultraschallunterstüzt) sind noch weitgehend unbekannt. Influence from Ultrasonic cleaning systems
� Versuche mit Füllkammern / Tests with fill chambers
� Versuche im Kokillenguss / Tests in coquille castingBei Verlust der Schlichte schützt die PVD Schicht vor Erosion
EUROGUSS 2014

Page
Vielen Dank für Ihre Aufmerksamkeit.Thank you very much for your attention
Besuchen Sie uns in Halle 7 Stand 7-485
Give us a visit in Hall 7 Stand 7-485
EUROGUSS 2014


















