DOC 45 – Teil 1 REINIGUNGSVALIDIERUNG IN DER ... · Dieses Dokument beinhaltet Kommentare, die...
15
DOC 45 – Teil 1 REINIGUNGSVALIDIERUNG IN DER LEBENSMITTELINDUSTRIE – ALLGEMEINE PRINZIPIEN April 2016
Transcript of DOC 45 – Teil 1 REINIGUNGSVALIDIERUNG IN DER ... · Dieses Dokument beinhaltet Kommentare, die...

DOC 45 – Teil 1
REINIGUNGSVALIDIERUNG IN DER LEBENSMITTELINDUSTRIE – ALLGEMEINE PRINZIPIEN
April 2016

DOC No. 45 – Part 1 ©EHEDG 2 of 15
European Hygienic Engineering and Design Group
EHEDG Secretariat
Lyoner Str. 18
60528 Frankfurt, Germany
Tel.: +49 69 66 03-12 17 or -14 30
Fax: +49 69 66 03-22 17 or -24 30
E-Mail: [email protected]
Web: www.ehedg.org
THE ENGLISH VERSION OF THIS EHEDG DOCUMENT IS THE OFFICIAL VERSION. THE RESPONSIBILITY FOR THE PREPARATION, DEVELOPMENT AND ISSUANCE OF SUCH GUIDELINES LIES WITH EHEDG. DUE TO THE TECHNICAL AND GENERAL NATURE OF THE GUIDELINES, EHEDG MAY NOT ASSUME ANY LIABILITY RESULTING FROM THE INTERPRETATION, APPLICATION OR USE OF SUCH GUIDELINES. EHEDG GUIDELINES ARE DEVELOPED IN CO-OPERATION WITH 3-A SANITARY STANDARDS.

DOC No. 45 – Part 1 ©EHEDG 3 of 15
Inhalt Seite
Vorwort ....................................................................................................................................................... 6
Einleitung ................................................................................................................................................... 6
1 Geltungsbereich ........................................................................................................................... 7
2 Begriffe und Definitionen............................................................................................................. 7 3 Allgemeine Betrachtungen .......................................................................................................... 8
4 Voraussetzungen (Schritt 1) ........................................................................................................ 9 4.1 Anlagenqualifizierung (Schritt 1.1) ............................................................................................. 9 4.2 Gefährdungsanalyse (Schritt 1.2) ............................................................................................. 10 4.3 Akzeptanzkriterien (Schritt 1.3) ................................................................................................. 10 4.4 Probennahmentechniken (Schritt 1.4) ...................................................................................... 11 4.5 Analysemethoden (Schritt 1.5) .................................................................................................. 11 4.6 Verschmutzungsverfahren (Schritt 1.6) ................................................................................... 12 4.7 Reinigungsverfahren (Schritt 1.7) ............................................................................................. 12
5 Erstellung des Reinigungsvalidierungsprotokolls (Schritt 2) ............................................... 12
6 Durchführung des Reinigungsvalidierungsverfahrens (Schritt 3) ........................................ 13
7 Erstellung des Reinigungsvalidierungsberichts (Schritt 4) ................................................... 13 8 Beibehaltung des validierten Zustands (Schritt 5) ................................................................. 14
9 Literaturverzeichnis ................................................................................................................... 14

DOC No. 45 – Part 1 ©EHEDG 4 of 15
REINIGUNGSVALIDIERUNG IN DER LEBENSMITTELINDUSTRIE –
ALLGEMEINE PRINZIPIEN*
April 2016
©EHEDG
Die erste Ausgabe (April 2016) dieses Dokumentes wurde bearbeitet von
Ellen Brinkman H.J. Heinz Food Safety & Quality, NL
Olivier Cerf Alfort Veterinary School, FR
Dr. Roland Cocker Cocker Consulting Ltd., IE
Johannes Coenen Bactoforce GmbH, DE
Olivier Coraud GSF SAS, FR
Dr. Hartmut Evers KHS GmbH, DE
Andrea Fischer M+W Process Industries GmbH, DE
Urszula Gawrylak Kanes Foods Ltd, UK
Yann Goerger CETIM, FR
Anders Goransson Tetra Pak Processing Systems AB, SE
Isabelle Guillard Tetra Recart AB, SE
Dr. John Holah Holchem Laboratories, UK
Holger Hölzemann Mondelez International, DE
Dr. Gern Huijberts Vitablend Nederland B.V., NL
Bo Boye Busk Jensen Alfa Laval Tank Equipment A/S, DK
Martin W. Jensen Bactoforce Int. A/S, DK
Martin Löhrke LOEHRKE, DE
Antonio Martinez Mondelez Deutschland, DE
Thomas Meierkordt Armaturenwerk Hötensleben GmbH, DE
Frank Moerman Catholic University of Leuven, BE
Wolfhard Rumpf Zeppelin Systems GmbH, DE
Carsten Rupprecht GEA Tuchenhagen, DE
Dr. Rudolf Schmitt** HES-SO Valais, CH
Jürgen Scholz Robert Bosch GmbH, DE
Andrew Sedgwick Ecolab Europe GmbH, CH
Hein Timmerman Sealed Air, BE
Peter Tips Mead Johnson Nutrition, NL
Willibald Weber Robert Bosch GmbH, DE
Marcel Wilmink Bactoforce Benelux BV, NL
Dr. Diana Wolf KHS GmbH, DE
Dr. Patrick Wouters Cargill B.V., NL
Hui Zhang Unilever, NL

DOC No. 45 – Part 1 ©EHEDG 5 of 15
* Bericht bearbeitet von der Arbeitsgruppe “Reinigungsvalidierung* der European Hygienic Engineering & Design Group (EHEDG)
** Vorsitzender
Dieses Dokument beinhaltet Kommentare, die zur Verfügung gestellt wurden von
Gabe Miller Sani-Matic, US
Majorie Peintre 3 Vallées, FR
Stephane Le Penne Alternaria, FR
Laurence Maribe Endress + Hauser SAS, FR
Olivier Pichon Endress + Hauser SAS, FR
Gérard Gueret GIM Conseil, FR
Laurent Di Germano Lactalis, FR
Richard Faure RALF Sarl, FR
Delphine Gueguen Serac, FR
Nathalie Leborne LCB, FR

DOC No. 45 – Part 1 ©EHEDG 6 of 15
Vorwort Lieber Leser,
Diese EHEDG-Leitlinie mit dem Titel ‘Reinigungsvalidierung in der Lebensmittelindustrie – Teil 1 Allgemeine Prinzipien’ ist die erste einer Reihe von EHEDG Leitlinien zu bestimmten Themen dieses Fachbereichs und wurde unter dem Dach der EHEDG Arbeitsgruppe ‚Reinigungsvalidierung‘ entwickelt. Neue Themen werden ausgehend von Einzelfällen bestimmt. Dazu werden die von der Arbeitsgruppe festgelegten Prioritäten berücksichtigt und ein fachkundiges engagiertes Team für das jeweilige spezielle Arbeitsthema zusammengestellt. Vorschläge für neue Arbeitsthemen werden an das EHEDG-Sub-Committee Produktportfolio übergeben, gemäß des EHEDG-Dokumenterstellungsverfahrens, das in SCP 1-1 beschrieben und zum Download auf der EHEDG Webseite zur Verfügung steht, siehe http://ehedg.org/uploads/SCP_Masterfile.pdf. Das EHEDG-Sub-Committee Produktportfolio lädt alle EHEDG-Mitglieder dazu ein, aktiv an diesem Prozess der Leitlinienentwicklung teilzunehmen. Verbessern Sie den Wissensstand, indem Sie Erfahrungen austauschen!
Gruß
Dr. Peter Golz, Vorsitzender des EHEDG Sub-Committees Produktportfolio
Einleitung
Die Nahrungsmittelindustrie ist dazu verpflichtet Produkte herzustellen, die bedenkenlos konsumierbar sind. Physikalische, chemische und biologische Sauberkeit ist eine Voraussetzung für die Lebensmittelsicherheit. Es existiert eine Vielzahl von Gefahren, die zu Kontaminationen führen können. Dazu zählen Mikroorganismen und deren Toxine, zuvor gefahrene Produkte und als Allergene agierende Inhaltsstoffe, Reinigungsmittel- und Desinfektionsmittelrückstände und Schmiermittel. Aus diesem Grund bedürfen Prozessanlagen und deren Zusatzausrüstung regelmäßiger und effektiver Reinigung mit oder ohne Desinfektion, um diese Gefährdungen zu beherrschen und Kreuz-Kontamination von Lebensmittelprodukten zu vermeiden. Im Folgenden wird „Reinigung mit oder ohne Desinfektion“ abgekürzt als „Reinigung“ bezeichnet.
Nationales und internationales Recht verlangt von der Lebensmittelindustrie, sichere Lebensmittel auf den Markt zu bringen und von den Maschinenherstellern, reinigbare Anlagen bereitzustellen (1), (2). Die Validierung von Reinigungs- und/oder Desinfektionsmaßnahmen ist notwendig, um deren Einhaltung sicherzustellen und einen schriftlichen Nachweis zu liefern, dass ein zugelassenes Reinigungsverfahren für den jeweiligen Verwendungszweck angemessen saubere Anlagen hervorbringt. Ausgehend von einer validierten Reinigungsvorschrift kann die Optimierung des Reinigungsvorgangs mittels Reduktion von Chemikalien, Energie, Wasser, Personaleinsatz, Stillstandszeit und Abwasser vorgenommen werden.
Oberflächen, die unter das Anwendungsfeld der Reinigungsvalidierung fallen, sind solche, die beabsichtigt oder unbeabsichtigt dem Produkt ausgesetzt sind, sowie Flächen, von denen verspritztes Produkt, Kondensat, Flüssigkeiten oder Fremdstoffe in das Produkt hinein, auf Produktkontaktflächen oder auf in Kontakt mit Verpackungsmaterialien stehenden Flächen sickern, tropfen, diffundieren oder gesogen werden können. Diese sind im EHEDG-Glossar als „Produktkontaktflächen“ aufgeführt. Eine Reinigungsvalidierung ist nicht unbedingt notwendig für möglicherweise unkritische Reinigung von Fußböden, Wänden und der Maschinenaußenseite, es sei denn eine Gefährdungsanalyse erfordert dies.
Manchmal kommt es zu Fehlinterpretationen der Begriffe Validierung, Verifizierung und Monitoring. Die folgenden Definitionen werden hier verwendet. Als Validierung wird jede Maßnahme betrachtet, die belegt und schriftlich festhält, dass ein Prozess, ein Vorgang oder eine Methode tatsächlich und konstant zu den erwarteten Ergebnissen führt und demnach den Reinigungszweck der Gefahrenkontrolle erfüllt. Sie sollte nicht mit Verifizierung verwechselt werden. Sobald ein Reinigungsverfahren validiert worden ist, wird es routinemäßig angewendet und der Prozess wird laufend überwacht und verifiziert. In der Norm ISO 22000 wird Monitoring definiert als: „Durchführen einer planmäßigen Abfolge von Beobachtungen oder Messungen zur Auswertung, ob sich Kontrollmaßnahmen so verhalten wie beabsichtigt“ und Verifizierung wird beschrieben als „Bestätigung anhand sachlicher Beweisführung, dass bestimmte Anforderungen erfüllt worden sind“ (3).
Die Grundsätze dieses Dokumentes können auch für die Validierung von Reinigungsprogrammen zur Kontrolle von Qualitäts- oder Markenschutzaspekten verwendet werden, auch wenn es sich hierbei nicht um eine Frage der Lebensmittelsicherheit handelt. Beispiele sind die Entfernung von Fleischbestandteilen vor der Produktion vegetarischer Speisen oder die Entfernung von Schweinefleischresten in Fleischfabriken, die mehrere

DOC No. 45 – Part 1 ©EHEDG 7 of 15
Tierspezies verarbeiten. In solchen Fällen könnte die Detektion von DNA-Rückständen auf den Oberflächen durchgeführt werden.
1 Geltungsbereich
Das Ziel der Reinigungsvalidierung ist es zu belegen, dass die Anlage durchgängig von Produkt, mikrobiellen Rückständen, Chemikalien und Schmutz, der Allergene miteinschließt, auf ein akzeptables Niveau befreit wird, um mögliche Kreuz-Kontaminationsgefahren zwischen Produkten zu verhindern. Dieses Dokument konzentriert sich auf das allgemeine Konzept der Reinigungsvalidierung und ist als generelle Leitlinie für Lebensmittelhersteller und -kontrolleure gedacht. Das Ziel soll nicht sein, spezifische Validierungsanforderungen zu regeln. Dieses Dokument dient lediglich als allgemeine Anleitung und die Grundsätze sollen von Nutzen bei der Produktion sicherer Lebensmittel und der Entwicklung von Validierungsleitlinien spezieller Reinigungsprozesse sein.
Normalerweise kommt die Reinigungsvalidierung in kritischen Reinigungssituationen zum Tragen, wie die Reinigung von Produktkontaktflächen zwischen der Produktion verschiedener Produkte, insbesondere wenn das Nahrungsmittel für den Konsum einer gewissen hoch-riskanten Konsumentengruppe vorgesehen ist; dazu gehören schwangere Frauen, Neugeborene, immungeschwächte Erwachsene und ältere Menschen oder Konsumenten, die an Allergien leiden. Des Weiteren wird eine Reinigungsvalidierung empfohlen, falls ein deutliches Risiko der Kontamination und Kreuz-Kontamination mit hohem Gefährdungspotential wie durch pathogene Keime, Toxine oder Allergene besteht. Sie kann von Lebensmittelanlagenherstellern, Ingenieurbetrieben, Lebensmittelherstellern, Dienstleistern und Chemiekonzernen auf Reinigungsvorgänge jeder Art angewendet werden.
2 Begriffe und Definitionen
Im Allgemeinen gelten die Definitionen des EHEDG Glossars. Für dieses Dokument spezifische Begriffe sind nachstehend aufgeführt.
Reinigungsvalidierung
Dokumentierter Nachweis, dass die Reinigung, mit oder ohne Desinfektionsverfahren, bei korrekter Umsetzung fortwährend effektiv ist, um ein vordefiniertes Hygieneniveau auf Produktkontaktflächen zu erreichen, welches während der Gefährdungsanalyse identifiziert worden ist.
Monitoring
Durchführung einer planmäßigen Abfolge von Beobachtungen oder Messungen zur Auswertung, ob sich Kontrollmaßnahmen so verhalten wie beabsichtigt.
Prozessluft
Klimatisierte oder aufbereitete Luft, die für einen Prozessschritt oder als Teil des Produktprozesses verwendet wird (z.B. Kopfraumluft oder Druckluft an einem Filter).
Produktkontaktflächen
Oberflächen, die beabsichtigt oder unbeabsichtigt dem Produkt ausgesetzt sind, sowie Flächen, von denen verspritztes Produkt, Kondensat, Flüssigkeiten oder Fremdstoffe in das Produkt hinein, auf Produktkontaktflächen oder auf in Kontakt mit Verpackungsmaterialien stehenden Flächen sickern, tropfen, diffundieren oder gesogen werden können.
Qualifizierung
Eine formale Prozedur zum Erhalt eines schriftlichen Nachweises, dass die Anlagen oder deren Komponenten und ihre Versorgungseinrichtungen auf ihren Verwendungszweck angepasst sind. Qualifizierung ist oft ein Teil (der erste Schritt) der Validierung, jedoch ergeben die einzelnen Qualifizierungsschritte allein nicht die Prozessvalidierung.
Retrospektive Validierung
Beinhaltet die Evaluierung vergangener Reinigungsvorgänge unter der Voraussetzung, dass Zusammensetzung, Verfahren und Prozesslinie unverändert bleiben (4, modifiziert).

DOC No. 45 – Part 1 ©EHEDG 8 of 15
Re-Validierung
Wiederholte Validierung eines bereits überprüften Verfahrens (oder eines Teils davon) zur Gewährleistung fortdauernder Einhaltung der geltenden Anforderungen (4).
Standard-Arbeitsanweisung (SAA) (engl. “Standard operating procedure”, SOP)
Ein genehmigtes schriftliches Dokument, das Anweisungen zur Umsetzung von Arbeitsschritten liefert (z.B. Maschinenbetrieb, Instandhaltung und Reinigung, Probennahme, Analysen).
Validierungsprotokoll (oder –plan)
Ein genehmigtes Dokument, das die Tätigkeiten beschreibt, die bei einer Validierung durchgeführt werden müssen, einschließlich der Annahmekriterien für die Genehmigung eines Reinigungsprozesses und der Zuständigkeiten des Validierungspersonals.
Validierungsbericht
Ein genehmigtes Dokument, in dem die Aufzeichnungen, Ergebnisse und Auswertung eines kompletten Validierungsprogramms gesammelt und zusammengefasst sind. Es kann außerdem Vorschläge zur Verbesserung der Verfahrens- und/oder der Maschinentechnik enthalten (4, modifiziert).
Verifizierung
Bestätigung anhand sachlicher Nachweisführung, dass bestimmte Anforderungen erfüllt worden sind.
Worst-case
Ein Umstand oder eine Reihe von Bedingungen, die die verfahrenstechnischen Ober- oder Untergrenzen für Betriebsparameter und Umgebungsbedingungen im Rahmen der SAA‘s umfassen und die größte Wahrscheinlichkeit des Produkt- oder Prozessversagens darstellen, verglichen mit den idealen Bedingungen (4, modifiziert).
3 Allgemeine Betrachtungen
Anlagenhersteller in der Europäischen Union sind dazu verpflichtet “Betriebsanleitungen“ mitzuliefern, die „auf empfohlene Produkte und Methoden zur Reinigung, Desinfektion und Spülung hinweisen sollen, nicht nur für leicht zugängliche Bereiche, sondern auch für Bereiche, deren Zugang unmöglich oder nicht ratsam ist“ (2). Es ist denkbar, dass ein Anlagenhersteller anfangs nur dazu fähig ist, dem Lebensmittelproduzenten allgemeine Empfehlungen zur Verfügung zu stellen, da ihm die spezifische Verwendung jeder einzelnen Installation nicht bekannt ist. Aus diesem Grund obliegt die Verantwortung dem Lebensmittelproduzenten selbst, ein eigenes Verfahren zum Reinigungsprozess in der Form zu validieren, wie es üblicherweise eingesetzt werden soll. Er hat unter anderem zu berücksichtigen: die Eigenschaften der Rohstoffe, den vorangehenden und anschließenden Verfahrensschritt in der Lebensmittelverarbeitungskette, die Lebensmittelverarbeitung selbst, die zu erwartende Haltbarkeitsdauer und den Verwendungszweck des verarbeiteten Lebensmittels, die zur Reinigung verwendeten Chemikalien und die jeweilige Betriebsdauer. Es wird empfohlen, dass diese Reinigungsvalidierung in Zusammenarbeit mit dem Anlagenhersteller, dem Chemikalienlieferanten, etwaigen Dienstleistern, die die Reinigung durchführen, besonderen Kunden etc. durchgeführt wird, so wie es als angemessen erscheint.
Bei der Reinigungsvalidierung gibt es zwei grundlegende Vorgehensweisen – die eine basiert auf einem Nachweis durch Tests, die zweite basiert auf der Analyse historischer Daten (retrospektive Validierung). Wann immer möglich, wird die Validierung über Tests bevorzugt. Validierung kann sogenannte Challenge- oder worst-case-Tests beinhalten, mit deren Hilfe die Robustheit des Reinigungsprozesses ermittelt werden kann. Wenn möglich, ist es empfehlenswert die gesamte Prozesslinie zu validieren.
Es sollten SAAs vorliegen, die den Reinigungsprozess, die Probennahme und die Analysenmethoden detailliert beschreiben. Alle Verfahren, die in den SAAs beschrieben sind, sollten validiert sein.
Mindestens drei aufeinanderfolgende Reinigungen sollten durchgeführt werden, um den Nachweis zu führen, dass die Reinigungsprozedur validiert ist.
Es sollte ein geeignetes System vorhanden sein, welches die Organisationsstruktur und Infrastruktur zur Dokumentation einschließt, sowie ausreichendes Personal und finanzielle Mittel, um die Validierungsaufgaben

DOC No. 45 – Part 1 ©EHEDG 9 of 15
zeitnah ausführen zu können. Die Management-Abteilung und das verantwortliche Personal der Qualitätssicherung sollten involviert werden. Für die Umsetzung von Reinigungsvalidierungen sollte Personal mit angemessener Qualifizierung und Erfahrung verantwortlich sein. Falls die Durchführung der Reinigung ausgelagert ist, sollte das Personal des Auftragnehmers in den Validierungsprozess miteinbezogen werden.
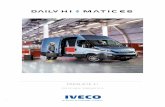
Die aktuelle Leitlinie richtet sich nach den in Abbildung 1 dargestellten Prozessschritten.
Abbildung 1 – Prozessschritte der Reinigungsvalidierung
4 Voraussetzungen (Schritt 1)
4.1 Anlagenqualifizierung (Schritt 1.1)
Die Qualifizierung ist ein formeller Vorgang, bei dem ein Nachweis erbracht und dokumentiert wird, dass die Anlage (inklusive Reinigungsausstattung und Systeme) und ihre Versorgungseinrichtungen für deren Verwendungszweck ausgelegt sind. Der Ablauf der Qualifizierung sollte ein logischer, systematischer Prozess sein und an die Funktion und Inbetriebnahme der Anlage angepasst sein (EHEDG Dok. 34).
Die Erfüllung dieser Voraussetzung besteht darin, zu dokumentieren, dass die vom Lebensmittelproduzenten herausgegebenen Spezifikationen vom Anlagenhersteller erfüllt worden sind im Hinblick auf rechtliche Anforderungen und EHEDG Dokumente Nr. 8, 10, 13, 14, 16, 17, 20, 21, 25, 30, 32, 37, 42, 43 und 44.
Zusätzlich sollte kontrolliert werden, dass die Reinigungsmittel weder allein, noch aufgrund ihrer Reaktion mit Nahrungsbestandteilen dem Personal, dem Endverbraucher oder der Anlage schaden, wenn sie wie vorgesehen eingesetzt werden.
Die chemischen Eigenschaften des Wassers sollten bekannt sein, insbesondere in puncto Härte oder andere relevante Parameter. Die mikrobiologische Belastung des Wassers sollte dem Grad der erforderlichen Sauberkeit angemessen sein.

DOC No. 45 – Part 1 ©EHEDG 10 of 15
Dort, wo Prozessluft im Reinigungsprozess verwendet wird, sollte eine Gefährdungsanalyse durchgeführt werden, um deren erforderliche Qualität zu bestimmen.
4.2 Gefährdungsanalyse (Schritt 1.2)
Die Erfüllung dieser Voraussetzung besteht in der Ermittlung der wahrscheinlichen Faktoren, die einen Einfluss auf das Reinigungsergebnis haben könnten. Hierbei ist die Beschreibung der Anlage und des Produktionsraums sorgfältig zu untersuchen, einschließlich aller Verbindungen zu anderen Anlagen. Außerdem sind der Lebensmittelherstellungsprozess und der Reinigungsvorgang zu berücksichtigen, wobei auf Folgendes geachtet werden muss:
— die Sensitivität der Verarbeitungsschritte, d.h. der benötigte Grad an Sauberkeit unter Berücksichtigung der erwarteten Lebensmittelsicherheit des Endproduktes hinsichtlich z.B. Allergenen, DNA oder mikrobiellen Kriterien;
— Identifizierung der am schwersten zu reinigenden Anlagenbereiche und solcher Teile, die demontiert werden müssen;
— die physikalisch-chemischen und mikrobiellen Eigenschaften des Produkts (z.B. Viskosität, Wasseraktivität, pH-Wert, Allergene, Nahrungsbestandteile, Adhäsion, Reaktivität) und des Schmutzes, der sich während des Betriebs ablagert;
— die Dauer und Lagerbedingungen ungereinigter Maschinenteile vor der Reinigung und die Zeit zwischen der Reinigung und des Wiedereinsatzes der Maschine;
— die Art der Reinigung, ob zwischenzeitlich während der Produktion (zwischen Chargen oder Produktlinien) oder nach der Produktion;
— der Einfluss der Prozessbedingungen auf die Art und den Grad der Verschmutzung;
— verwendete Reinigungsmethode(n); und
— die Art der Reinigungsmittel.
Es ist zu erwarten, dass die Reinigung von Komponenten oder Installationen ohne Hygienic Design komplizierter und zeitaufwendiger ist als die von konformen Konstruktionen.
4.3 Akzeptanzkriterien (Schritt 1.3)
Die Erfüllung dieser Voraussetzungen besteht in der Dokumentation der Kriterien für die Sauberkeit, die für den Prozess im Zusammenhang mit den Endprodukt-Spezifikationen und den Kriterien gemäß des HACCP-Plans erreicht werden müssen.
Die Akzeptanzkriterien für Kontaminanten und deren Grenzwerte in der Probe sollten die Lebensmittelsicherheitsrichtlinien des Herstellers und die Gefährdungsanalyse berücksichtigen. Der Ansatz zur Festlegung der Grenzwerte kann produktspezifisch sein oder Produkte können zu Familien gruppiert werden und das kritischste Produkt ausgesucht werden. Hinsichtlich der ‚Oberflächen‘ können die Kriterien als Rückstandshöchstmengen auf der Oberfläche der Anlage nach der Reinigung formuliert werden, z.B.:
— in µg/cm² für organische Substanzen;
— in KBE/cm² für Mikroorganismen (KBE = koloniebildende Einheiten); und
— in nd/Fläche für Mikroorganismen, DNA oder Chemikalien (nd = nicht detektierbar).
Auf Grundlage der Gefährdungsanalyse sollten bestimmte allergene Substanzen oder Toxine unterhalb der Nachweisgrenze der am besten geeigneten Analysemethoden liegen.
Die Kriterien können auch als Rückstandsmenge in der ‚Spülflüssigkeit‘ nach der Reinigung ausgedrückt werden, z.B.:
— in µg/mL für organische Substanzen oder Allergene;
— in µg/mL für anorganische Verbindungen (z.B. Calcium);
— in µg/mL für Reinigungsmittel und/oder Desinfektionsmittel; und
— in KBE/mL für Mikroorganismen.

DOC No. 45 – Part 1 ©EHEDG 11 of 15
Die Rückstandsmenge organischer Substanzen kann auch über relative Lichteinheiten (RLU) angegeben werden, wenn die ATP-Methode eingesetzt wird.
Bei einer von den Akzeptanzkriterien abweichenden Rückstandskontamination (Schmutz, Mikroorganismen und Reinigungsmittel) sollte die Effektivität der Reinigung sowie der Desinfektion in Frage gestellt werden. Die Abwesenheit von Kontaminanten ist nicht immer ein verlässliches Indiz einer guten Reinigung und kann das Ergebnis einer ungeeigneten Probennahme oder Analysemethode sein.
Proben sollten von Stellen in der Anlage genommen werden, die schwierig zu reinigen sind und im vorherigen Schritt bestimmt wurden.
Im Hinblick auf das ‚Endprodukt‘ sollte die maximale Konzentration an Kontaminanten, wenn bekannt, angegeben werden, z.B. Allergene. Grundsätzlich sind die regulatorischen Kriterien ausreichend, in manchen Fällen ist es für den Lebensmittelhersteller jedoch ratsam eigene Kriterien festzulegen, verbunden mit bestimmten Leistungskriterien.
4.4 Probennahmentechniken (Schritt 1.4)
Methoden der visuellen und sensorischen Auswertung Die primären Kriterien für den Erfolg des Reinigungsprogramms sind optische Sauberkeit und die Abwesenheit von Gerüchen und Belägen. Es macht keinen Sinn, Komponenten weiter zu überprüfen, die diese Kriterien nicht erfüllen. UV-Licht hilft beim Spurennachweis von Rückständen. Ebenso können Farbstoffe benutzt werden, um den Rückstandsnachweis zu unterstützen. Ein Endoskop kann eingesetzt werden, um optisch zu kontrollieren, ob die schwer zugänglichen und schwer zu reinigenden Stellen in CIP-Systemen effektiv gereinigt werden. Demontage ist eventuell. außerdem notwendig.
Methoden der Probennahme Zwei Methoden der Probennahme werden als akzeptabel betrachtet: die direkte und indirekte Probennahme. Eine Kombination der beiden Methoden ist im Allgemeinen am erstrebenswertesten.
Direkte Probennahme von Oberflächen ist die meistverbreitete Methode und kann mit Hilfe von Tupfern, Tüchern, Schwämmen oder Schabern durchgeführt werden. ISO 18593 (5) beschreibt die Probennahme-Techniken mit Tupfern und Kontaktplatten. Der Analysenbereich (ausgedrückt in cm²) sollte bekannt sein. Da diese Art der Probennahme schwer reproduzierbar ist, sollte das Personal genauestens geschult sein. Es sollte das Bewusstsein bestehen, dass die Probennahme, unabhängig davon, welche Technik/Gerätschaften eingesetzt werden, nur einen Teil der mikrobiellen Population von der betreffenden Oberfläche erfasst: Proben, die an derselben Stelle erneut genommen werden, nehmen noch immer Bakterien auf. Die Rate:
Anzahl der in der Probe erfassten KBE Gesamte Anzahl der vorhandenen KBE
stellt die Wiederfindungsrate dar und hängt von vielen Faktoren, wie dem Oberflächenmaterial, der mikrobiellen Population, der Zusammensetzung des Schmutzes, dem Mittel zur Probennahme, der Krafteinwirkung, der ausführenden Person etc. ab. Wie zuvor erwähnt, ist eine hohe KBE-Zahl zwar ein Indiz für ineffiziente Reinigung, die Abwesenheit von KBE ist allerdings kein Indiz für gute Reinigung. Der Nachweis von KBE sollte dazu führen, dass die Qualität der Reinigung, ebenso wie die Desinfektionsphase des Reinigungsprozesses in Frage gestellt werden.
Indirekte Proben in Form von Spülwasser mit bekanntem Volumen können gesammelt und ihr Gehalt an chemischen oder mikrobiellen Rückständen ausgewertet werden. Diese Methode erlaubt die Probennahme für große Oberflächen, für Bereiche, die unzugänglich sind oder nicht regelmäßig zerlegt werden können und liefert ein Gesamtbild. Es kann nützlich zur Kontrolle von Reinigungsmittelrückständen sein.
4.5 Analysemethoden (Schritt 1.5)
Die zum Nachweis von Rückständen oder Kontaminanten herangezogenen Analysemethoden sollten spezifisch für die zu untersuchende Substanz oder Substanzklasse sein (z.B. Produktrückstand, Reinigungsmittelrückstand). Welche Methode auch immer verwendet wird, sie sollte zugelassen sein und ihre Nachweis- und Quantifizierungsgrenze sollte bekannt und empfindlich genug sein, die ausgewiesene Toleranzgrenze für Rückstände oder Kontaminanten in Bezug auf den Werkstoff, die Verschmutzung und die Probennahmetechnik zu detektieren. Die Spezifität, Empfindlichkeit und Reproduzierbarkeit der

DOC No. 45 – Part 1 ©EHEDG 12 of 15
Analysemethoden sollte bekannt sein. Merke: falls keine Kontaminationen oder Rückstände nachgewiesen werden, bedeutet das nicht, dass nach der Reinigung keine Kontaminanten verblieben sind. Es bedeutet lediglich, dass die Kontaminanten in dieser spezifischen Probe nicht in Mengen enthalten sind, die die Nachweisgrenze der Analysemethode übersteigen.
Bevor eine mikrobiologische Untersuchung durchgeführt werden kann, ist ein Neutralisationsschritt zur Validierung eines Desinfektionsverfahrens erforderlich, um jegliche Inhibierung auszuschließen, die durch Rückstände des Desinfektionsmittels ausgelöst werden könnten. Die Neutralisationsverbindungen können der Tupf-/Wisch-Verdünnungslösung beigegeben werden oder zum Kulturmedium und sind nach ihrer Eignung zu prüfen.
4.6 Verschmutzungsverfahren (Schritt 1.6)
Die Erfüllung dieser Voraussetzung besteht in der Dokumentation der Worst-Case-Situation im Hinblick auf Verschmutzung oder der Bündelung von Verschmutzungsszenarien, welche untersucht werden sollten.
Die Verschmutzung sollte identisch mit dem gewählten Worst-Case-Szenario sein. Sind jedoch lange Produktionsabläufe vorgesehen (z.B. ein Monat), ist die Simulation solch langer Durchläufe evtl. nicht praktikabel. Dementsprechend wird empfohlen die Versuchsreihe mit kurzen Durchläufen steigender Dauer zu beginnen.
In manchen Fällen kann es sich als nützlich erweisen Mikroorganismen dem behandelten Nahrungsmittel zuzugeben, um den Reinigungseffekt hinsichtlich der Reduktion mikrobieller Belastung messen zu können. Mikroorganismen können außerdem eingesetzt werden, um Oberflächen oder Abschnitte zu kontaminieren, sodass eine Einschätzung der Effizienz des Desinfektionsverfahrens per se möglich ist. Da es nicht ratsam ist, pathogene Mikroorganismen in industrielle Anlagen einzuschleusen, können mikrobielle Ersatzkulturen verwendet werden, vorausgesetzt, dass die Ersatzkulturen das Verhalten der zu ersetzenden pathogenen Keime wirkungsvoll imitieren. Die Zugabe von Ersatzkulturen muss streng kontrolliert werden, um eine unzulässige Kontamination der Umwelt zu vermeiden.
4.7 Reinigungsverfahren (Schritt 1.7)
Es sollten Kriterien festgelegt werden, wann eine Reinigung notwendig wird, z.B. Kontaminationslimit, Produktionszeit, Produktwechsel.
Geeignete Reinigungsvorgänge sollten als Standard-Arbeitsanweisungen (SAA) eingeführt werden und für den vorgesehenen Reinigungszweck zugelassen sein. Eine SAA sollte mindestens folgende Informationen enthalten:
— Reinigungshäufigkeit und produktionsfreie Zeitabschnitte;
— Wasserqualität;
— Reinigungs- und Desinfektionsmittel;
— Reinigungsprozessparameter (eingesetzte Anlagenkomponenten, Chemikalienkonzentration, Zeit, Temperatur, Druck, Durchsatz) und deren Aufzeichnung;
— Verantwortlichkeiten und Qualifizierungen der involvierten Personen; und
— Monitoring des Reinigungsprozesses inklusive Kalibrierung der Sensoren.
Für das für Reinigung, Monitoring und Probennahme verantwortliche Personal sind angemessene Schulungen durchzuführen. Dies gilt ebenso für Angestellte eines externen Auftragnehmers.
5 Erstellung des Reinigungsvalidierungsprotokolls (Schritt 2)
Die Reinigungsvalidierung sollte im Reinigungsvalidierungsprotokoll beschrieben werden, welches formell genehmigt sein sollte. Das Validierungsprotokoll ist ein unerlässliches Dokument und umfasst im Detail den kompletten Validierungsablauf, fasst alle Überlegungen zusammen und erlaubt die Bestätigung, dass alle Voraussetzungen erfüllt sind. Validierungsprotokolle bestehen aus den folgenden Elementen:
— Zielsetzung der Validierung;
— die Notwendigkeit der Validierung einzelner Produkte oder Produktgruppen;

DOC No. 45 – Part 1 ©EHEDG 13 of 15
— für die Umsetzung und Genehmigung der Validierung verantwortliches Personal;
— Identifizierung und Status der Qualifizierung und Installation der Anlage;
— Ergebnisse der Gefährdungsanalyse und der Akzeptanzkriterien;
— Intervall zwischen dem Produktionsende und dem Beginn der Reinigungsvorgänge, worst-case-Szenarien, falls angebracht;
— Beschreibung der verwendeten Worst-Case-Szenarien (z.B. Laufzeit, Verschmutzung / Produktart, chemische Konzentration, Temperatur, Zeit, Durchsatz, Druck);
— Reinigungsvorgang im Detail (SAA) einschließlich Anforderungen an das laufende Monitoring;
— Anzahl an Reinigungszyklen, die nacheinander auszuführen sind (mindestens drei);
— Ggf. detailliertes Verschmutzungsverfahren;
— Probennahmeverfahren und Beschreibung der Probennahmestellen;
— Prüfmethoden;
— Korrekturmaßnahmen, wenn Akzeptanzkriterien nicht erfüllt werden;
— Formulare zur Dokumentation der Testergebnisse;
— Verweise; und
— hilfreiche Anhänge zum Verweis, die Folgendes beinhalten können:
• detailliertes Prozessfließbild;
• Rohrleitungs- und Instrumenten-Fließschema (engl. Piping and Instrumentation Diagram, PID)
• Prozess-Sollwerte;
• Validierungs- und Prüfdaten;
• Fotos der Sichtkontrollen und Probennahmestellen; und
• zusätzliche Daten (Reinigungsverfahren / Datensätze).
6 Durchführung des Reinigungsvalidierungsverfahrens (Schritt 3)
Mindestens drei aufeinanderfolgende Versuche, die die Validierungsziele erreichen, sind notwendig für eine erfolgreiche Validierung. Sollte ein Versuch nicht die Validierungsziele erfüllen, ist der Validierungsprozess abzubrechen und das Reinigungsverfahren sowie das Validierungsprotokoll zu überprüfen. Der Validierungsprozess sollte dann nach geeigneten Korrekturen erneut begonnen werden.
7 Erstellung des Reinigungsvalidierungsberichts (Schritt 4)
Die Ergebnisse der Reinigungsvalidierung sind in einem Reinigungsvalidierungsbericht zusammenzufassen, der Resultate und Schlussfolgerungen beinhaltet. Die relevanten Reinigungsdatensätze (unterzeichnet vom Anlagenbetreiber und überprüft von der Qualitätssicherung) und Quelldaten sollten festgehalten werden. Dieses abschließende Dokument des Reinigungsvalidierungsverfahrens kann Folgendes enthalten:
— eine knappe Zusammenfassung zu Zielsetzung und Ablauf des Validierungsprozesses;
— Zusammenfassung und Auswertung der Ergebnisse mit Kommentaren und Fazit;
— Beschreibung von Abweichungen vom Protokoll, falls zutreffend und Begründung;
— allgemeines Fazit und Ausblick des Anwendungsbereichs;
— Anhänge, z.B. Monitoring-Protokolle, Analyseergebnisse, Fotos der Probennahme;
— Genehmigung der Validierung; und
— Bestimmung kritischer Punkte für Monitoring und Prüfung.

DOC No. 45 – Part 1 ©EHEDG 14 of 15
8 Beibehaltung des validierten Zustands (Schritt 5)
Innerhalb der Validierungs- und Revalidierungsrichtlinien (einschließlich der Häufigkeit der Revalidierungen) sollten Lebensmittelproduzenten die Reinigungsvalidierung derart planen, dass sowohl die Einhaltung rechtlicher Bestimmungen gewährleistet wird, als auch die Lebensmittelsicherheit und -qualität nicht beeinträchtigt werden. Die Erneuerung der Validierung sollte in festen zeitlichen Abständen stattfinden, sowie nach Änderungen der Anlage, des Herstellungsprozesses und des Reinigungsprogramms. Die Häufigkeit und das Ausmaß der Revalidierung sollte anhand einer Risikoeinschätzung bestimmt werden, in Verbindung mit der Überprüfung historischer Daten bezüglich Monitoring und Prüfung.
Regelmäßige Revalidierungen sollten zur Beurteilung von Prozess- und Anlagenänderungen (z.B. Alterung, Ausfall) vorgenommen werden, die im Laufe der Zeit auftreten können.
Änderungen, die eine Revalidierung erfordern, sind unter anderem Änderungen an der Anlage, Wechsel eines Rohstoffes (z.B. mit anderer Viskosität), Änderungen am Herstellungsverfahren, Überholung der Prozesslinie (Abschaltung und Wiederinbetriebnahme), Änderung der Reinigungsverfahren, Reinigungschemikalien und -parameter, Änderungen am Produktionsbereich oder Fördersystem, das Auftreten negativer Sicherheits- oder Qualitätstrends und das Aufkommen neuer Erkenntnisse auf Grundlage des aktuellen Wissensstands und der Gesetzgebung.
Änderungen sollten von einer qualifizierten Person kontrolliert und dokumentiert werden, ebenso wie der Ablauf zur Entscheidung über den Bedarf einer erneuten Validierung.
9 Literaturverzeichnis
(1) Regulation 178/2002 EC laying down the general principles and requirements of food law, establishing the European Food Safety Authority and laying down procedures in matters of food safety, 28 January 2002
(2) Directive 2006/42/EC (2006) on machinery, amending Directive 95/16/EC
(3) ISO 22000:2005: Food safety management systems – requirements for any organization in the food chain.
(4) WHO Expert Committee on Specifications for Pharmaceutical Preparations. 14th Report. WHO Technical Report Series 937, Geneva, 2006
(5) ISO 18593:2004: Microbiology of food and animal feeding stuffs – Horizontal methods for sampling techniques from surfaces using contact plates and swabs.
(6) FDA, Guide to Inspections of Validation of Cleaning Processes, 1993.
(7) Cleaning Validation Guidelines, Canada Health Products and Food Branch Inspectorate, 2005
(8) Pharmaceutical Inspection Convention Draft Document, Recommendations on Validation Master Plan, Installation and Operational Qualification, Non-Sterile Process Validation and Cleaning Validation, 1998.
(9) Bailly, J.: Stratégie de validation nettoyage en industrie chimique et pharmaceutique. PhD thesis, Faculté de Pharmacie, Université Claude Bernard Lyon, 2004

DOC No. 45 – Part 1 ©EHEDG 15 of 15
EHEDG-Leitlinien
EHEDG Doc. 8: Gestaltungskriterien für hygienegerechte Maschinen, Apparate und Komponenten (2004)
EHEDG Doc. 10: Hygienegerechte Gestaltung von geschlossenen Prozessen für die Herstellung flüssiger Lebensmittel (2007)
EHEDG Doc. 13: Hygienische Gestaltung von offenen Maschinen, Geräten und Bauteilen zur Verarbeitung von Nahrungsmitteln (2004)
EHEDG Doc. 14: Hygienegerechte Gestaltung von Ventilen für die Lebensmittelverarbeitung (2004)
EHEDG Doc. 16: Hygieniegerechte Rohrverbindungen (1997)
EHEDG Doc. 17: Hygienische Ausführung von Pumpen, Homogenisatoren und Dämpfungseinrichtungen (2013)
EHEDG Doc. 20: Hygienegerechte Ausführung und sicherer Einsatz von vermischungssicheren Doppelsitzventilen (2000)
EHEDG Doc. 21: Test zur Beurteilung der hygienischen Eigenschaften von Verpackungsmaschinen für flüssige und halbflüssige Produkte (2000)
EHEDG Doc. 25: Konstruktion von Gleitringdichtungen für hygienische und aseptische Anwendungen (2002)
EHEDG Doc. 30: Leitlinie zu Luftreinhaltungssystemen in der Lebensmittelindustrie (2005)
EHEDG Doc. 32: Konstruktionswerkstoffe für Ausrüstungen in Kontakt mit Nahrungsmitteln (2005)
EHEDG Doc. 34: Ganzheitliche Eingliederung hygienischer und aseptischer Systeme (2006)
EHEDG Doc. 37: Reinigungsgerechte Konstruktion und Anwendung von Sensoren (2007)
EHEDG Doc. 42: Tellerzentrifugen – Gestaltung und Reinigbarkeit (2013)
EHEDG Doc. 43: Reinigungsgerechte Gestaltung von Förderbändern für die Lebensmittelindustrie (2016)
EHEDG Doc. 44: Reinigungsgerechte Gestaltungsprinzipien für Lebensmittelfabriken (2014)