Hintergrund - linde-gas.de · Ausführungsform wurden von der Linde AG in allen wichtigen...
4
a~~e.. BERICHTEAUS TECHNIK UND WISSENSCHAFT 72/1994 Dr. Heinz Bauer, Höllriegelskreuth hen. Eine typische Zusammensetzung des Restgaseseiner FCC-Anlage nach der Ab- trennung der Benzinkomponenten ist in Bild 1 wiedergegeben. Dabei ist insbeson- dere der hohe Anteil von Ethylen (C2HJ bemerkenswert. Bei der üblichen Kapazi- tät einer FCC-Anlage werden pro Jahr etwa 20.000 bis 30.000 Tonnen Ethylen er- zeugt und oft ohne Verwertung an das Heizgasnetz abgegeben. Hintergrund Passende Verlahrenskonzepte zur sicheren Handhabung von Stick- oxiden (NOJ und zur Entfernung von Katalysatorgiften wie Arsin (ftsH~ und Schwefelverbindungen sind eine unab- dingbare technische Voraussetzung für die Verwertung von FCC-Restgasen. Im folgenden will dieser Artikel Antwor- ten auf die Frage nach geeigneten Ver- fahrenskonzepten geben. . 7% C3+ H2 15% ~ Das NOx.Problem ~ C2H6 ; 17%: N2 9% 735% CB4 Bild 1 - 1YPische Zusammensetzung (in moI%) des Restgases einer FCC-An/age Warum wird dieses brachliegende Poten- tial so selten genutzr? Bei genauerer Ana- lyse stellt man fest, daß mehrere Voraus- setzungen erfüllt sein müssen, um eine wirtschaftlich sinnvolle Gewinnung von Ethylen oder zumindest einer ethylen halti- gen Fraktion zu ermöglichen. Dazu zählen vor allem: Günstige Standortbedingungen zwischen Raffinerie und Verbraucher lösen das Transportproblem. Idealer- weise gibt die Raffinerie einen methan- freien und ethylen reichen Gasstrom über eine Pipeline an eine nahegele- gene (max. 30 km Entfernung) Olefin- anlage ab, wo dieser fraktioniert und weiterverarbeitet wird. Ein Transport der abgetrennten C2plus-Fraktion mit Tankfahrzeugenauf der Straßeer- scheint dagegen bei heutigen Kosten unwir1schaftlich. ßtJ l.; '" , . , C2H4 17% Erdölraffineriensind einem starken Kon- kurrenzdruck ausgesetzt, der sie ständig zur Verbesserung der Kostensituation zwingt. Daher ist es naheliegend. alle Pro- zeBströmeinnerhalb einer Raffinerieso zu verwenden, daß sie eine maximale Wert- steigerung erfahren. Die Verwertung eines Fluids als Brennstoff kann immer nur die letzte Möglichkeit sein, da auf diese Weise ausschließlichder Heizwert g~nnen wird. Zudem ist der Brennstoffbedarfeiner Raffinerieoft kleiner als das interne Ange- bot. 't\t)bei das Abfackeln überschüssiger Brennstoffein den meisten Industrielän- dern nicht mehr oder nur noch sehr ein- geschränkt zulässig ist. Dies ist ein weite- rer Grund, weshalb Raffineriebetreiber stets nach Möglichkeiten suchen, aus RestgasenWertstoffe zu gewinnen, statt sie zu verbrennen. In Zeiten hoher Rohölpreise,wie sie zuletzt Mitte der achtziger Jahre vorlagen. ist auch die Gewinnung von LPG aus Raffine- rierestgasen wirtschaftlich '. Hierbei wer- den vomehmlich aus Reformerabgasen gesättigte Kohlenwasserstoffe wie Propan, Butan usw. abgetrennt und als Aüssiggas oder Chemierohstoffvermarktet. In Raffi- nerien ist ebenfalls die Gewinnung von ge- reinigtem Wasserstoff aus wasserstoffhalti- gen Restgasen üblich. Wasserstoff ist aller- dings meiStens nur ein Zwischenprodukt. das intern verbraucht, nicht aber als End- produkt verkauft wird. Neben gesättigten Kohlenwasserstoffen und Wasserstoff stellen Olefine. wie etwa Ethylen und Propylen. einen wichtigen Be- standteilleichter Raffinerieabgasedar. Ole- fine sind in Reformerabgasen nicht enthal- ten, da sie unter den hydrierenden Bedin- gungen des Reformers niqht entstehen können. Die wichtigste Quelle für Olefine in Raffinerieabgasensind FCC (fluidized catalytic crac!<ing) Anlagen, in denen durch Aufbrechen langkettiger Kohlenwas- serstoffe bei gleichzeitigem Wasserstoff- mangel auch viele leichte Olefine entste- 15 In einer FCC-Anlage entsteht NO während der Kataiysatorregenerierung mittels Luft. Der Restgasstrom enthält typischerweise 1 bis 100 ppb NO. Zusätzlich ist freier Sauer- stoff vorhanden. Es ist bekanntZ. daß sich NO und O2 auch bei Temperaturen weit unter OOC zu N2O3 und N2O4 umsetzen. Die Reaktionsgeschwindigkeit nimmt mit fallender Temperatur sogar erheblich zu. N2O3 ist unterhalb -102OC ein Feststoff (N204 unterhalb -11 OC). Oberhalb dieser Temperatur schmilzt N2O3 zu einer tief- blauen Aüssigkeit. die sich an Luft zu braunen Dampfen verflüchtigt. Schon bei Temperaturen bis weit unterhalb -10~ können N2O3 und N2O4 mit olefinischen Kohlenwasserstoffen mit konjugierten Dop- pelbindungen wie z.B. Butadien unter Bil- dung von explosiblen Harzen reagieren. deren Sprengkraft mit der von Trinitrotoluol vergleichbar ist. Bereits die bei der Bil- dung der Harze aus N2O3 und z.B. Buta- dien frei werdende Warme kann genügen, die Explosion auszulOsen. Infolge seines niedrigen Dampfdrucks können sich N2O3 und N2O4 insbesondere an schlecht durchströmten Stellen einer Tieftempera- turzerlegungsanlage anreichern. Schon das allmähliche Qnnerhalb von WoChen oder Monaten) Zuführen einer Menge von 1 bis 2 kg NO zu einem Tieftemperatur- prozeß kann durch Akkumulation gefährli- che Situationen herbeiführen. So kam es z.B. im Februar 1990 bei Shell Berre in Südfrankreich aufgrund von N2O3-haltigen Ablagerungen zu einer folgenschweren
Transcript of Hintergrund - linde-gas.de · Ausführungsform wurden von der Linde AG in allen wichtigen...
-
a~~e..BERICHTE AUS TECHNIK UND WISSENSCHAFT 72/1994
Dr. Heinz Bauer, Höllriegelskreuth
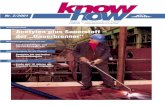
hen. Eine typische Zusammensetzung desRestgases einer FCC-Anlage nach der Ab-trennung der Benzinkomponenten ist inBild 1 wiedergegeben. Dabei ist insbeson-dere der hohe Anteil von Ethylen (C2HJbemerkenswert. Bei der üblichen Kapazi-tät einer FCC-Anlage werden pro Jahretwa 20.000 bis 30.000 Tonnen Ethylen er-zeugt und oft ohne Verwertung an dasHeizgasnetz abgegeben.
Hintergrund Passende Verlahrenskonzeptezur sicheren Handhabung von Stick-oxiden (NOJ und zur Entfernung vonKatalysatorgiften wie Arsin (ftsH~ undSchwefelverbindungen sind eine unab-dingbare technische Voraussetzung fürdie Verwertung von FCC-Restgasen.Im folgenden will dieser Artikel Antwor-ten auf die Frage nach geeigneten Ver-fahrenskonzepten geben. .
7% C3+ H2 15%~
Das NOx.Problem~C2H6
;17%: N29%
735%CB4
Bild 1 - 1YPische Zusammensetzung(in moI%) des Restgases einerFCC-An/age
Warum wird dieses brachliegende Poten-tial so selten genutzr? Bei genauerer Ana-lyse stellt man fest, daß mehrere Voraus-setzungen erfüllt sein müssen, um einewirtschaftlich sinnvolle Gewinnung vonEthylen oder zumindest einer ethylen halti-gen Fraktion zu ermöglichen. Dazu zählenvor allem:
Günstige Standortbedingungenzwischen Raffinerie und Verbraucherlösen das Transportproblem. Idealer-weise gibt die Raffinerie einen methan-freien und ethylen reichen Gasstromüber eine Pipeline an eine nahegele-gene (max. 30 km Entfernung) Olefin-anlage ab, wo dieser fraktioniert undweiterverarbeitet wird. Ein Transportder abgetrennten C2plus-Fraktion mitTankfahrzeugen auf der Straße er-scheint dagegen bei heutigen Kostenunwir1schaftlich.
ßtJl.; '" ,. ,
C2H417%
Erdölraffinerien sind einem starken Kon-kurrenzdruck ausgesetzt, der sie ständigzur Verbesserung der Kostensituationzwingt. Daher ist es naheliegend. alle Pro-zeBströme innerhalb einer Raffinerie so zuverwenden, daß sie eine maximale Wert-steigerung erfahren. Die Verwertung einesFluids als Brennstoff kann immer nur dieletzte Möglichkeit sein, da auf diese Weiseausschließlich der Heizwert g~nnenwird. Zudem ist der Brennstoffbedarf einerRaffinerie oft kleiner als das interne Ange-bot. 't\t)bei das Abfackeln überschüssigerBrennstoffe in den meisten Industrielän-dern nicht mehr oder nur noch sehr ein-geschränkt zulässig ist. Dies ist ein weite-rer Grund, weshalb Raffineriebetreiberstets nach Möglichkeiten suchen, ausRestgasen Wertstoffe zu gewinnen, stattsie zu verbrennen.
In Zeiten hoher Rohölpreise, wie sie zuletztMitte der achtziger Jahre vorlagen. istauch die Gewinnung von LPG aus Raffine-rierestgasen wirtschaftlich '. Hierbei wer-den vomehmlich aus Reformerabgasengesättigte Kohlenwasserstoffe wie Propan,Butan usw. abgetrennt und als Aüssiggasoder Chemierohstoff vermarktet. In Raffi-nerien ist ebenfalls die Gewinnung von ge-reinigtem Wasserstoff aus wasserstoffhalti-gen Restgasen üblich. Wasserstoff ist aller-dings meiStens nur ein Zwischenprodukt.das intern verbraucht, nicht aber als End-produkt verkauft wird.
Neben gesättigten Kohlenwasserstoffenund Wasserstoff stellen Olefine. wie etwaEthylen und Propylen. einen wichtigen Be-standteilleichter Raffinerieabgase dar. Ole-fine sind in Reformerabgasen nicht enthal-ten, da sie unter den hydrierenden Bedin-gungen des Reformers niqht entstehenkönnen. Die wichtigste Quelle für Olefinein Raffinerieabgasen sind FCC (fluidizedcatalytic crac!
-
c,~~e..BERICHTE AUS TECHNIK UND WISSENSCHAFT 72/1994
ROhqos CO1
Explosion in einer Cold Box, ~raufhin diegesamte Olefinanlage für 5 Monate außerBetrieb gehen mußte3.4.
Schon seit Mitte der achtziger Jahre be-schäftigen sich Ausschüsse mit internatio-naler Besetzung durch Anlagenbetreiberund Ingenieurfirmen intensiv mit der Fra-ge, wie man Ethylenanlagen vor der durchStickoxide drohenden Gefahr schützenkann5. 6. 7. Alle Experten sind sich aller-
dings einig, daß heute weder die Bildungvon NO in einer FCC-Anlage mit sinnvol-lem Aufwand vermieden, noch NO ausdem FCC-Restgas selektiv entfernt werdenkann. Folglich kann man aus NO erwach-sende Probleme nur dadurch vollständigvermeiden, daß man auf Verfahrenstempe-raturen verzichtet, bei denen die Bildungvon N2O3 und N2O 4 erfahrungsgemäßausgeprägt erfolgt, und insbesondere dieBildung und Ablagerung explosibler Har-ze möglich wird.
Bild 2 Tiettemperaturzerlegung zur Czplus-Gewinnung
KatalysatorgifteNeben der NOx-Problematik muß man beider Gewinnung von Ethylen aus FüG-Restgasen noch die Anwesenheit von Ka-talysatorgiften berüc~ichtigen. Um Ethy-len mit der handelsüblichen Reinheit (poly-mer grade) zu erhalten, muß u.a. Acetylenkatalytisch hydriert werden. Die hierfür inFrage kommenden Katalysatoren sind,al-
lerdings gegenüber Metallverbindungen(FCC-Restgase enthalten z.B. Arsen inForm von AsH3) und Schwefelverbindun-gen empfindlich. Folglich ist eine Reihevon aufeinander abgestimmten Schritten(Rektifikation, Adsorption, chemische Um-setzung) notwendig, um den gewünSChtenSchutz tür den Katalysator zu erzielen.Passende Verfahren sind verfügbar undgroBtechnisch erprobt8. 9.
Vergleich derVerfahrenskonzepte
Die größte Herausforderung bei der Kon-zeption eines Verfahrens zur Gewinnungvon Ethylen aus FCC-Restgasen ist die si-chere Handhabung des NOx-Problems beigleichzeitig attraktiven wirtschaftlichenKenngrößen. Sobald in einem ersten wich-tigen Schritt Ethylen und höhere Kohlen-wasserstoffe von Methan und anderenleichten Gasen getrennt sind, sind auchNO und O2 nicht mehr in der C2plus-Frak-tion anwesend und stellen kein Risiko Bild 3 Gekühlte W§sche zur Clplus-Gewinnung
16
-
des Gases über 13 bar hinaus (oder einenähnlichen in einer realen Anlage ~rlie-genden Druck) ist nicht erforderlich. Nachder Trocknung wird das Gas direkt einerkombinierten Wasch- und Stripkolonne 101zugespeist. Als Rücklauf wird ein auf etwa-400C gekühltes und regeneriertesWaschmittel aufgegeben. das C2H4undhöhere Kohlenwasserstoffe im gewünsch-ten Umfang absorbiert. Im Abtriebsteil derKolonne 101 werden Methan und andereleichte Gase. darunter auch NO und °2aus dem beladenen Waschmittel gestripptund zusammen mit dem Kopfprodukt andas Heizgas abgegeben. Da die tiefsteProzeßtemperatur etwa -4OOC nicht unter-schreitet. kann eine sicherheitsgefährden-de Bildung ~n N2Oa und N2O4 ausge-schlossen werden.
mehr dar. Die gefahrlose Entmethanisie-rung von FCC-Restgasen ist demnach derSchlüssel zu deren Verwertung.
Im folgenden wird ein herkömmliches Tief-temperaturverfahren mit einer für die neueAufgabensteIlung optimierten gekühltenWäsche verglichen. Auf die Reindarstel-lung von Ethylen wird verzichtet, da hierfürlediglich weitere bekannte und bewährteVerfahrensschritte nötig sind. Vielmehr solleine gasförmige C2plus-Fraktion mit einerEthylenausbeute von 95 % gewonnenwerden, die zur weiteren Verarbeitung z.B.einer Ethylenanlage vor der Sauergasent-fernung oder direkt in den Spaltofen zuge-führt werden kann. Dabei wurden praxis-nahe Randbedingungen (Gasmenge 15t/h, Druck 13 bar, Zusammensetzung wiein Bild 1) gewählt, um aussagekräftige Er-gebnisse zu erhalten.
Komponenten zurückgehalten, so daß diegasförmige C2plus-Fraktion nur noch ge-ringe Waschmittelspuren enthält.
Als geeignete Waschmittel haben sich Sie-deschnitte mit einem Molekulargewichtvon etwa 65-70 herausgestellt. In gün$ti-gen Fällen enthält das FCC-Restgas aneausreichende Menge von C4 bis Ce Koh-lenwasserstoffen, die unmittelbar alsWaschflüssigkeit im Kreislauf anfallen,sodaß kein Waschmittelimport nötig ist. f:allsdas Rohgas sehr leicht ist, muß eine gerin-ge Menge Waschmittel (etwa 500 kg/h) zu-gesetzt werden. In jedem Fall ist auf eine
angemessene Waschmittelerneuerungdurch Ausschleusen zur Vermeidung vonunerwünscht hohen Konzentrationenschwerer Komponenten im Waschmittel zuachten.
Das beladene Waschmittel wird im unterenAbschnitt einer Regenerierkolonne T02von den gelösten Kohlenwasserstoffen ge-trennt und mittels einer KreislaufpumpeP01 und über Wärmeaustauscher E02.E04 und E05 der Wasch kolonne wiederzugeführt. Der Druck in der Regenerierko-lonne TO2 und damit die Sumpftemperaturwerden so gewählt. daß eine störende Po-lymerisation von Spurenkomponenten wieButadien im Aufkocher E03 vermiedenwird. Durch den Rücklaufkühler EOO amKopf der Kolonne TO2 werden schwere
Wirtschaftliche AspekteTieftemperaturzerlegung
Da die gekühlte Wäsche offensichtlich dieNOx.Problematik wesentlich besser alS dieTieftemperaturzerlegung löst. stellt sichnun die Frage. ob man sich soviel Sicher-heit überhaupt leisten kann. Die Zusam-menstellung in Tabelle 1 zeigt. daß bei denlaufenden Betriebskosten keine signifikan-ten Unterschiede auftreten. Je nachdem,wie im Einzelfall die Verbräuche an elektri-
Tabelle 1: Vergleich der Betriebskosten
In Bild 2 ist das Prinzip einer Tieftempera-turzerlegung dargestellt. wie sie in ähnli-cher Form im kalten Teil jeder Ethylenanla-ge zur Anwendung kommt. Das aus derFCC-Anlage stammende Rohgas muß imVerdichter CO1 auf mindestens 30 bar ver-dichtet werden. um gute Kondensations-bedingungen für die geforderte C2H4-Aus-beute zu schaffen. Nach der Trocknungwird das G~ in mehreren Stufen (E01.E02 und E03) partiell kondensiert. dieKondensa1e abgeschieden (001. 002 und003) und dem Oemethanizer TO1 zuge-führt. Oie Kälteversorgung wird in E01durch die Wiederverdampfung derC2plus-Fraktion. in E02 durch Fremdkältebei -10OOC und in E03 durch die arbeitsIei-stende Entspannung der leichten Fraktionmittels einer Turbine X01 übernommen.Prinzip bedingt muß bei der klassischenTteftemperaturzerlegung zumindest in E03in einem Temperaturbereich gearbeitetwerden, der die Bildung von N2O3 starkbegünstigt und somit ein latentes Sicher-heitsrisiko bildet.
Gekühlte Wäsche
Bild 3 zeigt eine gekühlte Wäsche, diedurch Anpassung an die speziellen Rand-bedingungen eine völlig gefahrlose Ent-methanisierung gewährleistet (für dieseAusführungsform wurden von der LindeAG in allen wichtigen Industrieländem Pa-tente angemeldet). Eine Vorverdichtung
17
-
scher Energie und Dampf zu ~nsind, kann sich dieses Ergebnis gering-fügig verschieben.
nellen Montage der Wäsche begünstigendie Tieftemperaturzerlegung. MancherPraktiker wird aber schon wegen der bes.seren Zugänglichkeit und Überschaubar-keit die gekühlte Wäsche der kompaktenTieftemperaturzerlegung vorziehen.
[4] J. K 0 h I e r, ..,Cold Box explosion atShell Berre steam cracker in Berre,France", paper presented at the 3rdethylene producers conference at the1991 Spring National Meeting cf the
AlChE, Houston, TX, (1991)
[5] W. H. H e n s to c k, "NOX in theC~enic Hydrogen Recovery Sectionof an Olefins Production Unit",Plant/Operations Progress, 5, 232(1986)
ZusammenfassungMit einer gekühlten Wäsche, die ein in al-len Raffinerien leicht verfügbares Wasch-mittel verwendet. kann gefahrlos eine ethy-lenreiche Fraktion aus dem Restgas einerFCC-Anlage abgetrennt werden. Die Wirt-schaftlichkeit dieses Verfahrens ist mit ausEthylenanlagen bekannten Tleftemperatur-verfahren vergleichbar. Bei günstiger Lageeines Abnehmers für das abgetrennte Pro-dukt C2plus ist eine schnelle Rückzahlungder Investitionen zu erwarten.
Weitere Vergleichskriterien sind in Tabe/-Ie 2 zusammengestellt. Die Investitions-kosten liegen bei beiden Alternativen imgleichen Bereich. Wenn man bedenkt,daß bei der Tleftemperaturzerlegung dreiVerdichter (Rohgas und Kältekaskade)SONie eine Entspannungsturbine benötigtwerden, während bei der gekühltenWäsche nur ein Kältemittelverdichter erfor-derlich ist, so ist zumindest bei Anwen-dung der API- Standards die gekühlteWäsche die kostengünstige re Lösung.
[6] Fr e d. C. Pol i t z, "Conclusions ofIndustry Task Group on Nitrogen Oxi-des in Ethylene Plants", Plant/Opera-tions Progress, 6, 9 (1987)
Prinzipbedingt treten bei der gekühltenWasche Waschmittelverluste über Kopf derWaschkolonne 101 auf, wodurch dieC4plus-Ausbeute begrenzt wird. Solangeder Gasstrom aus 101 als Brenngas ver-wendet wird und nicht abgefackelt werdenmuß, geht in dieWirtschaftlichkeitsbetrach-tung nur die kleine Differenz zwischenHeizwert und Produktwert des verlorenenWaschmittels ein.
[7] R 0 Y T. Hall e, "Potential Hazar~sof Nitrogen Oxide Compound kcU4mutations in Cryogenic Ethylene Re