Influência da nucleação sobre a formação da grafita chunky...
15
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43 O autor é do IfG Institut für Giesserei Tecnhik GmbH, de Düsseldorf (Alemanha). O artigo Einfluss der Keimbildungsbedingungen auf die Entstehung von chunky 0 Graphit in dickwnadigem Gusseisen mit Kugelgraphit EM-GJs foi originalmente publicado na revista alemã Giesserei nº 6, de 2006, pp 28-41. Reprodução autorizada pelo editor. Tradução de Themistocles Júnior. INFLUÊNCIA DA NUCLEAÇÃO SOBRE A FORMAÇÃO DA GRAFITA CHUNKY NO FOFO NODULAR. Este artigo propõe um método para evitar a grafita chunky em ferros fundidos nodulares, além de discorrer sobre os motivos que levam à formação e os problemas que ela causa. O ferro fundido nodular (GJS), que já é conhecido há 60 anos [1] , está sendo fabricado há 50 anos [2] . As quantidades produzidas são cada vez maiores. Colocação do problema e objetivo. Em 2005, a produção de fundidos de ferro, aço ferro fundido maleável alcançou a arca de 4,2 milhões d toneladas somente na Alemanha, o equivalente a 6,6 milhões de euros comercializados. A participação do ferro fundido nodular foi de cerca de 1,5 milhão de toneladas [3] . A proporção deste metal na produção global de fundidos permaneceu igual em relação a 2004, enquanto o desenvolvimento de construção leve aumentou. O ferro fundido nodular é utilizado em muitas áreas da construção mecânica, de veículos e motores, assim como nos setores nuclear, de energia e de meio ambiente. No caso particular das instalações de energia eólica, determinadas propriedades do fundido são muito valorizadas, considerando-se as potências constantemente crescentes e a exigência de construções leves. Deste modo, as classes de ferro fundido nodular devem satisfazer as normas [4] e as condições de fornecimento competentes, em conformidade com o seu campo de aplicação. Além disso, as suas propriedades mecânicas e tecnológicas devem obedecer a requisitos mínimos definidos. No ferro fundido nodular, o carbono (C) está presente predominantemente na forma de grafita esférica. Nas peças submetidas a longos tempos de solidificação e nas classes ligadas com teores de níquel (Ni) e/ou silícios (Si) mais elevados, entretanto, é possível que ocorra a deformação da grafita independentemente dos processos de moldagem e de fundição. Uma característica deste tipo de degeneração da estrutura é a disposição celular da grafita finamente dividida, com uma superfície clivada. Ela é denominada grafita do tipo chunky. As propriedades mecânicas do ferro fundido nodular são determinadas basicamente pela conformação da matriz pela formação dos nódulos de grafita [5] . Uma formação perturbada destes últimos pode levar à deterioração das propriedades mecânicas do metal, em função do aumento do efeito de entalhe. O alongamento à ruptura, a redução da área de ruptura, a energia de impacto em barras entalhadas e a resistência à tração diminuem nestes casos, enquanto o limite de elasticidade 0,2% reage de modo limitado. A grafita do tipo chunky é a que exerce a maior influência sobre a resistência à fadiga sob esforços alternados.
Transcript of Influência da nucleação sobre a formação da grafita chunky...
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
O autor é do IfG Institut für Giesserei Tecnhik GmbH, de
Düsseldorf (Alemanha). O artigo Einfluss der Keimbildungsbedingungen auf die Entstehung von chunky 0 Graphit in dickwnadigem Gusseisen mit Kugelgraphit EM-GJs foi originalmente publicado na revista alemã Giesserei nº 6, de 2006, pp 28-41. Reprodução autorizada pelo editor.
Tradução de Themistocles Júnior.
INFLUÊNCIA DA NUCLEAÇÃO SOBRE A FORMAÇÃO DA GRAFITA CHUNKY NO FOFO NODULAR.
Este artigo propõe um método para evitar a grafita chunky em ferros fundidos nodulares, além de discorrer sobre os motivos que levam à formação e os problemas que ela causa.
O ferro fundido nodular (GJS), que já é conhecido há 60 anos[1], está sendo fabricado há 50
anos[2]. As quantidades produzidas são cada vez maiores. Colocação do problema e objetivo. Em 2005, a produção de fundidos de ferro, aço ferro fundido maleável alcançou a arca de
4,2 milhões d toneladas somente na Alemanha, o equivalente a 6,6 milhões de euros comercializados. A participação do ferro fundido nodular foi de cerca de 1,5 milhão de toneladas[3].
A proporção deste metal na produção global de fundidos permaneceu igual em relação a 2004, enquanto o desenvolvimento de construção leve aumentou.
O ferro fundido nodular é utilizado em muitas áreas da construção mecânica, de veículos e motores, assim como nos setores nuclear, de energia e de meio ambiente.
No caso particular das instalações de energia eólica, determinadas propriedades do fundido são muito valorizadas, considerando-se as potências constantemente crescentes e a exigência de construções leves.
Deste modo, as classes de ferro fundido nodular devem satisfazer as normas[4] e as condições de fornecimento competentes, em conformidade com o seu campo de aplicação. Além disso, as suas propriedades mecânicas e tecnológicas devem obedecer a requisitos mínimos definidos.
No ferro fundido nodular, o carbono (C) está presente predominantemente na forma de grafita esférica. Nas peças submetidas a longos tempos de solidificação e nas classes ligadas com teores de níquel (Ni) e/ou silícios (Si) mais elevados, entretanto, é possível que ocorra a deformação da grafita independentemente dos processos de moldagem e de fundição.
Uma característica deste tipo de degeneração da estrutura é a disposição celular da grafita finamente dividida, com uma superfície clivada. Ela é denominada grafita do tipo chunky.
As propriedades mecânicas do ferro fundido nodular são determinadas basicamente pela conformação da matriz pela formação dos nódulos de grafita[5]. Uma formação perturbada destes últimos pode levar à deterioração das propriedades mecânicas do metal, em função do aumento do efeito de entalhe.
O alongamento à ruptura, a redução da área de ruptura, a energia de impacto em barras entalhadas e a resistência à tração diminuem nestes casos, enquanto o limite de elasticidade 0,2% reage de modo limitado. A grafita do tipo chunky é a que exerce a maior influência sobre a resistência à fadiga sob esforços alternados.
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
Até o momento, ainda não era possível evitar a sua formação com segurança de processo. Em peças avulsas grandes, ela muitas vezes é visível somente na usinagem mecânica Os componentes nos quais ela está presente são classificados em categorias que vão do tolerável ao refugado.
Em muitos casos, a grafita chunky é apontada como o motivo da falha do componente somente depois que ela acontece. Nas amostras usuais de controle, como naquelas produzidas na forma de placas ou cunhas, fundidas em conjunto ou separadas da peça, a grafita chunky não é formada. Por este motivo, é necessário esclarecer os motivos e as correlações do seu aparecimento e, então, apresentar e testar as soluções para evitá-la.
Estado do conhecimento. As divergências da forma esférica ideal da grafita podem ser toleradas em grande parte, sem
ocasionar uma deterioração notável das propriedades mecânicas do material. Somente as formas vermiculares ou lamelares de grafita, que agem como entalhes internos, reduzem a resistência à tração e o alongamento à ruptura na aplicação da carga estática, da mesma forma que a grafita chunky. O limite de escoamento 0,2%, por sua vez, sofre poucas alterações.
De acordo com estudos de W. Baer, G. Push e T. Brecht[6], componentes de ferro fundido nodular GJS-400 com paredes grossas e sem grafita do tipo chunky apresentam resistência à tração de até 387 N/mm², limite de escoamento 0,2% de 28 N/mm², alongamento à ruptura de 25% redução de 24% da área de ruptura.
No caso da presença da grafita chunky na estrutura, a resistência à tração é reduzida para 246 N/mm², o limite de elasticidade 0,2% permanece em torno de 243 N/mm², o alongamento é reduzido para 3% e a área de ruptura cai para 1%. A diminuição da tenacidade à ruptura tem uma importância decisiva, pois causa o deslocamento do tamanho crítico das fendas, que provocam a ruptura por fragilidade.
A grafita chunky exerce uma grande influência sobre a resistência à fadiga sob esforços alternados. Conforme os estudos de H. Kaufmann, a resistência à fadiga do ferro fundido nodular GJS-400 é reduzida em cerca de 30% a 50% na presença deste tipo de grafita[7, 8], em função do tipo de carga, enquanto a tenacidade à ruptura diminui 45%. Com base no cálculo da solicitação no local da grafita chunky, a peça pode classificada de tolerável a refugada.
O tamanho dos nódulos do ferro fundido nodular aumenta no caso de um resfriamento lento e de uma espessura de parede crescente, enquanto a sua quantidade por unidade de superfície é reduzida. Nesta área, muitas vezes a grafita chunky se faz presente, devido à degeneração da grafita.
Na refer6encia bibliográfica 9, há um resumo a respeito da formação deste tipo de grafita e da sua influência sobre as propriedades mecânicas, assim como informações sobre como eliminá-la.
De açodo com a referência bibliográfica 10, as condições de ocorrência da grafita chunky são as seguintes: Teores elevados de silício, cobre, níquel, cálcio e cério. A influência do níquel é bastante grande, de modo que a formação da grafita chunky ocorre já
em seções transversais delgadas do ferro fundido nodular austenítico. O aumento do carbono equivalente para teores superiores a 4,1% aparentemente favorece a
sua formação. O cálcio presente no ferro silício contribui para a formação da grafita chunky quando
adicionado muito tarde no processo de fusão. A densidade dos nódulos nas zonas onde esta grafita está presente sempre é pequena, mesmo
com o tratamento de inoculação, aparentemente por causa da baixa velocidade de resfriamento das peças com espessura de parede grossa.

Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
A grafita chunky foi encontrada no centro de peças deste tipo, quando os materiais de carga apresentavam um teor mito pequeno de elementos residuais, apesar da adição de mischmetal de cério.
Os resultados dos mecanismos de formação da grafita chunky são vários: 1) A alteração da energia interfacial, em conseqüência do acúmulo de cálcio nas superfícies dos
nódulos, faz com que o seu mecanismo de crescimento seja alterado[11]. 2) Perturbação ou destruição local do envoltório de austenita ao redor dos nódulos primários, em
razão de turbulência térmicas no banho fundido residual[12]. 3) Rompimento dos nódulos grosseiros por causa de tensões internas elevadas[13]. 4) Quando a densidade dos germes de nucleação é aumentada por meio de um tratamento de
inoculação efetivo [5, 14-16], é possível evitar a formação da grafita do tipo chunky. 5) Crescimento da grafita em forma de língua, provavelmente por causa de mecanismo de
segregação [17]. 6) Forte crescimento da grafita na forma de ramificações depois da nucleação, em razão das
microssegregações [18]. 7) O motivo para a formação da grafita chunky é a baixa densidade de nódulos no banho
fundido. Os poucos nódulos existentes apresentam um envoltório de austenita espesso. Para o crescimento desimpedido de nódulos, é necessário aplicar um forte super-resfriamento [19].
8) Com a introdução de oxigênio dissolvido, é possível evitar a ocorrência de grafita chunky, devido ao aumento dos germes heterogêneos. Este tipo de grafita sempre ocorre no ferro fundido nodular com paredes grossas, quando a curva tempo x temperatura indica m super-resfriamento de 5°C a 10°C [16].
Uma característica da grafita
chunky é a disposição celular local da grafita compacta. A estrutura restante nesta área geralmente apresenta uma característica nodular. Nas superfícies usinadas, a grafita chunky fica visível na forma de manchas cinza. Na micrografia, ela fica muito parecida com a grafita vermicular.
A prática de compensar elementos estranhos com cério (Ce) e amortecer uma possível dosagem excessiva deste elemento com o antimônio (Sb) evita as causas reais do problema e não apresenta uma solução satisfatória, com segurança de processo.
Apesar de este procedimento exercer uma influência indireta sobre as condições de nucleação, a prática mostra que ele é pouco apropriado como instrumento de controle do processo. Com este método de trabalho, geralmente é possível impedir a formação da grafita chunky, embora não se consiga alcançar um número de nódulos suficientemente grande. Entretanto, isso é necessário para ajustar as boas propriedades do material, no caso de espessuras de parede grossas.
A combinação correta de cério e antimônio realmente impede a ocorrência da grafita do tipo chunky, mas mesmo assim o número de nódulos permanece muito pequeno no caso de um baixo teor de oxigênio, o que é um indício de uma nucleação insuficiente.
Fig. 1 – Plaquetas que cresceram umas sobre as outras em camadas da grafita chunky.
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
Diversos artigos já foram publicados sobre a teoria e a prática da nucleação e do tratamento de inoculação. As teorias mais importantes a respeito da cristalização da grafita em banhos de ferro fundido são as teorias dos germes de sulfeto [20], dos germes de carboneto de silício (SiC) [1,
22], dos germes de grafita [23], dos germes de carbonetos [24, 25, 26] e dos germes de óxido [27, 20, 29]. A analise térmica, assim como as amostras fundidas em forma de cunha, é utilizado há
muitos anos com o objetivo de controlar o efeito de inoculação e monitorar a qualidade metalúrgica do banho.
R. Döpp e outros [30] apresentam um número sobre as possibilidades e a aplicação da análise térmica no ferro fundido maleável, no ferro fundido cinzento e no ferro fundido nodular. O super-resfriamento da solidificação eutética, assim como o coquilhamento na cunha fundida, possibilita algumas conclusões sobre o estado de nucleação e as conformações da grafita, embora forneçam apenas indicações qualitativas. A análise térmica não consegue reproduzir os efeitos da temperatura e a influência da composição química.
Desta forma o objetivo da pesquisa apresentada é desenvolver um método para a fabricação segura de ferro fundido nodular sem a degeneração dos seus nódulos de grafita.
Ensaios realizados. Os principais fatores de influência para a formação da grafita chunky são:
Os teores de elementos residuais e estranhos (compensação dos elementos residuais com o cério e deste com o uso de antimônio).
A quantidade de germes. As segregações de silício, manganês (Mn) e enxofre (S). Os teores elevados de níquel. Os longos tempos de solidificação.
Com base nisto, foi estabelecido um plano de ensaio que reúne as principais grandezas de influência da formação da grafita chunky e as variáveis da metalurgia de fusão.
Seqüência dos ensaios.
1) Fusão de materiais definidos e um forno de cadinho de média freqüência com capacidade para 10 kg, no departamento técnico do Institut für Giesserei Technik GmbH (Instituto para a Técnica de Fundição). As percentagens de sorel metal e de sucatas de chapa de repuxo ficaram em 90% (na maioria dos ensaios) e em 10%, respectivamente. Em alguns testes, a percentagem de sorel metal foi reduzida para 30%. As correções da análise foram feitas com eletrodos de grafita e FeSi-75.
2) Superaquecimento a 1.530°C. 3) Tratamento de todo o conteúdo do forno com FeSiMg5, conforme o processo sanduíche, e
inoculação simultânea. Os banhos fundidos foram inoculados com 0,3% de superseed, com algumas exceções mencionadas no subtítulo resultados dos ensaios – O agente inoculante.
4) Temperaturas de fundições entre 1.390°C e 1.410°C.
As alterações do nível de elementos residuais foram executadas com o acréscimo de metais puros e de michmetal de cério, durante o vazamento para a panela.
Antes do vazamento, foi efetuada a fundição de uma amostra de cada corrida, para a realização da análise térmica.
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
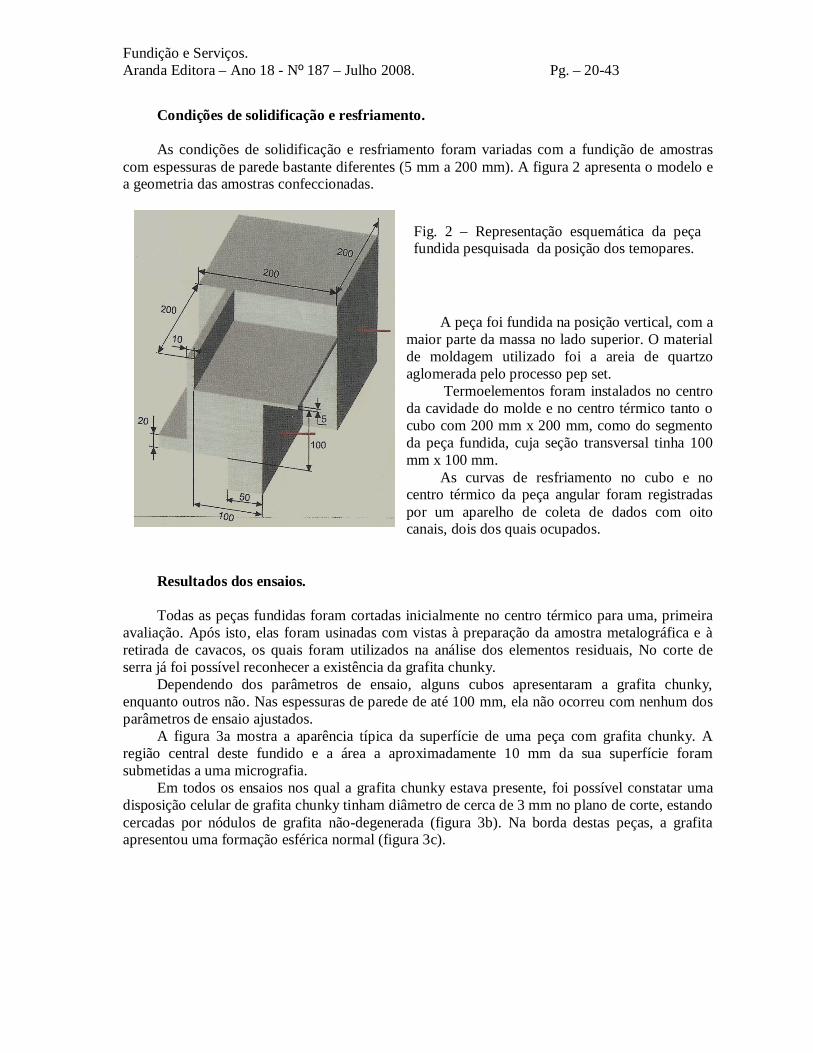
Condições de solidificação e resfriamento. As condições de solidificação e resfriamento foram variadas com a fundição de amostras
com espessuras de parede bastante diferentes (5 mm a 200 mm). A figura 2 apresenta o modelo e a geometria das amostras confeccionadas.
A peça foi fundida na posição vertical, com a
maior parte da massa no lado superior. O material de moldagem utilizado foi a areia de quartzo aglomerada pelo processo pep set.
Termoelementos foram instalados no centro da cavidade do molde e no centro térmico tanto o cubo com 200 mm x 200 mm, como do segmento da peça fundida, cuja seção transversal tinha 100 mm x 100 mm.
As curvas de resfriamento no cubo e no centro térmico da peça angular foram registradas por um aparelho de coleta de dados com oito canais, dois dos quais ocupados.
Resultados dos ensaios. Todas as peças fundidas foram cortadas inicialmente no centro térmico para uma, primeira
avaliação. Após isto, elas foram usinadas com vistas à preparação da amostra metalográfica e à retirada de cavacos, os quais foram utilizados na análise dos elementos residuais, No corte de serra já foi possível reconhecer a existência da grafita chunky.
Dependendo dos parâmetros de ensaio, alguns cubos apresentaram a grafita chunky, enquanto outros não. Nas espessuras de parede de até 100 mm, ela não ocorreu com nenhum dos parâmetros de ensaio ajustados.
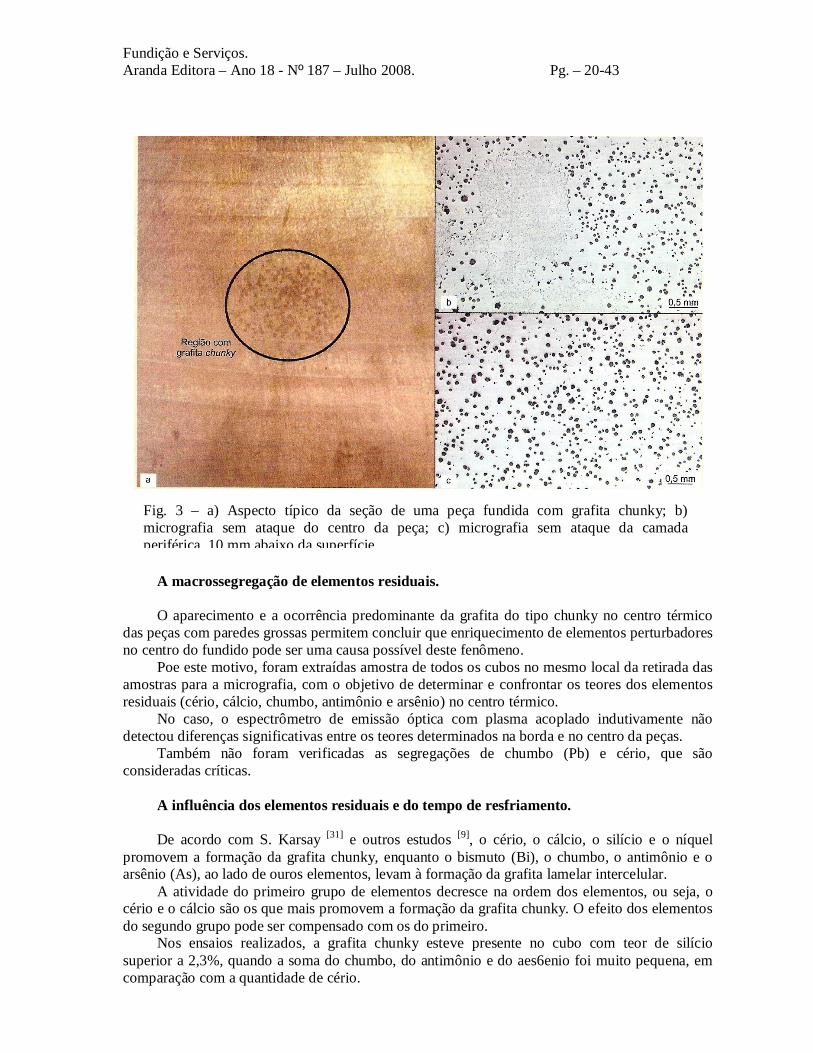
A figura 3a mostra a aparência típica da superfície de uma peça com grafita chunky. A região central deste fundido e a área a aproximadamente 10 mm da sua superfície foram submetidas a uma micrografia.
Em todos os ensaios nos qual a grafita chunky estava presente, foi possível constatar uma disposição celular de grafita chunky tinham diâmetro de cerca de 3 mm no plano de corte, estando cercadas por nódulos de grafita não-degenerada (figura 3b). Na borda destas peças, a grafita apresentou uma formação esférica normal (figura 3c).
Fig. 2 – Representação esquemática da peça fundida pesquisada da posição dos temopares.
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
A macrossegregação de elementos residuais. O aparecimento e a ocorrência predominante da grafita do tipo chunky no centro térmico
das peças com paredes grossas permitem concluir que enriquecimento de elementos perturbadores no centro do fundido pode ser uma causa possível deste fenômeno.
Poe este motivo, foram extraídas amostra de todos os cubos no mesmo local da retirada das amostras para a micrografia, com o objetivo de determinar e confrontar os teores dos elementos residuais (cério, cálcio, chumbo, antimônio e arsênio) no centro térmico.
No caso, o espectrômetro de emissão óptica com plasma acoplado indutivamente não detectou diferenças significativas entre os teores determinados na borda e no centro da peças.
Também não foram verificadas as segregações de chumbo (Pb) e cério, que são consideradas críticas.
A influência dos elementos residuais e do tempo de resfriamento. De acordo com S. Karsay [31] e outros estudos [9], o cério, o cálcio, o silício e o níquel
promovem a formação da grafita chunky, enquanto o bismuto (Bi), o chumbo, o antimônio e o arsênio (As), ao lado de ouros elementos, levam à formação da grafita lamelar intercelular.
A atividade do primeiro grupo de elementos decresce na ordem dos elementos, ou seja, o cério e o cálcio são os que mais promovem a formação da grafita chunky. O efeito dos elementos do segundo grupo pode ser compensado com os do primeiro.
Nos ensaios realizados, a grafita chunky esteve presente no cubo com teor de silício superior a 2,3%, quando a soma do chumbo, do antimônio e do aes6enio foi muito pequena, em comparação com a quantidade de cério.
Fig. 3 – a) Aspecto típico da seção de uma peça fundida com grafita chunky; b) micrografia sem ataque do centro da peça; c) micrografia sem ataque da camada periférica, 10 mm abaixo da superfície.

Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
Nos casos em que o silício é considerado um elemento promovedor de grafita chunky e quando ele é determinado a partir do quociente de Ce/Pb + Pb + As, é possível reconhecer uma limitação distinta das combinações de teores (figura 4) que resultam em peças sem e com a grafita chunky. A curva resultante (hipérbole) pode ser representada pala seguinte equação, em uma aproximação empírica:
Si limite [%] = 2,26 – 1,5 (Ce [ppm] ÷ Pb [ppm] + Sb [ppm] + As [ppm]) (1) 1 – 0,64(Ce [ppm] ÷ Pb [ppm] + Sb [ppm] + As [ppm])
Desta forma, é possível calcular o valor limite
de silício para a inexistência da grafita chunky, desde que sejam conhecidos os teores de elementos residuais e de cério. A quantidade de silício deve ser ajustada para um valor menor do que aquele calculado nesta equação.
O agente inoculante. Os banhos fundidos inoculados com 0,3% de
superseed, que apresentaram grafita chunky, foram usados para avaliar a influência da quantidade e do tipo do agente inoculante sobre este fenômeno.
O teor de inoculante foi aumentando em estágios de 0,1% para 0,6%, sem a obtenção de qualquer efeito sobre a grafita chunky. Mesmo a utilização de 0,3% de FeSi75 não resultou em nenhuma estrutura diferente.
O aumento da quantidade de agente inoculante não levou a alteração dos teores de elementos residuais, especialmente do cério.
Nucleação. De acordo com os estudos de diferentes autores [32 – 36], é possível tirar conclusões sobre o
estado de nucleação do banho fundido e o processo de solidificação, com base em pontos característicos da análise térmica.
A temperatura do ponto liquidus depende fortemente dos teores de carbono e silício, enquanto o super-resfriamento ΔT, ou seja, a diferença entre a temperatura mínima e a máxima na solidificação eutética, representa uma medida para o estado de nucleação do banho.
O tempo de solidificação eutética pode ser utilizado para avaliar qualitativamente a morfologia de solidificação. Um período de resfriamento mais prolongado significa uma estrutura mais grosseira e partículas de grafita maiores.
As temperaturas mínima (Tmin), máxima (Tmáx.) e do ponto de inversão da curva de resfriamento após o fim da solidificação eutética também foram determinadas. A posição temporária do ponto de inversão depende diretamente da duração da solidificação eutética. Desta forma, a diferença de tempo entre a Tmin e a posição do ponto de inversão equivalente ao tempo
Fig. 4 – No corpo-de-prova com 200 mm x 200 mm, a região da ocorrência de grafita chunky é limitada por uma linha contínua (Si limite = f(Si, Ce, Pb, Sb, As)).
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
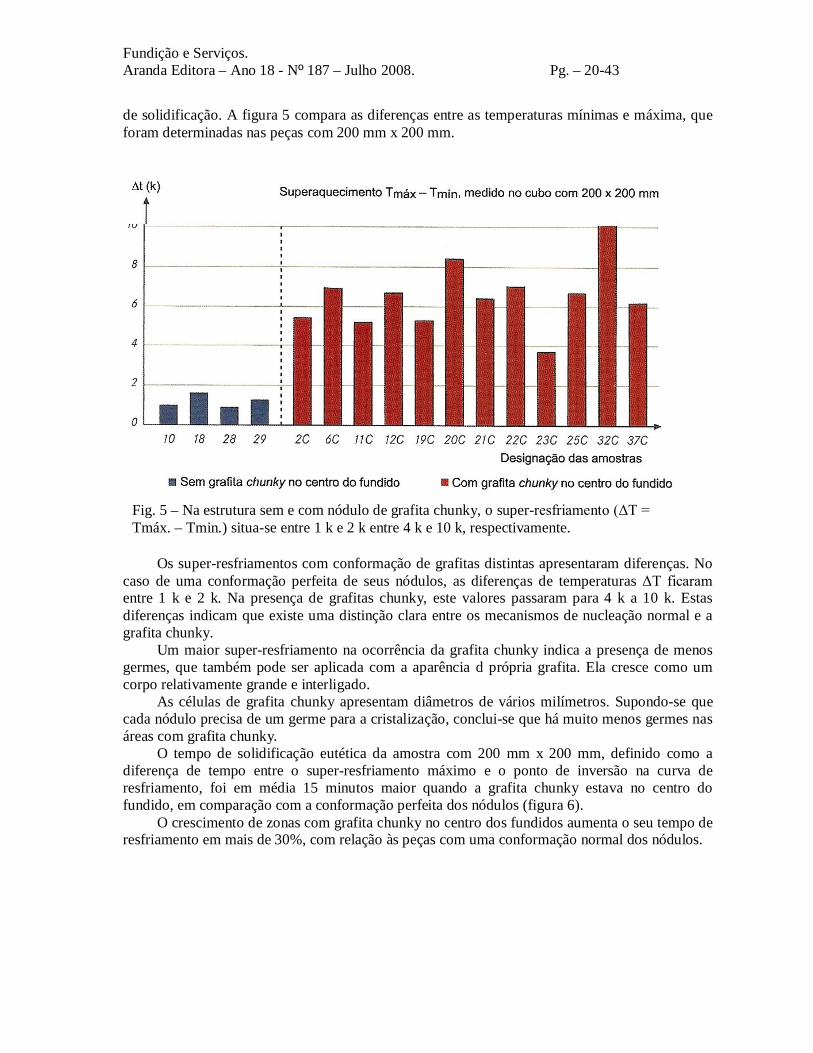
de solidificação. A figura 5 compara as diferenças entre as temperaturas mínimas e máxima, que foram determinadas nas peças com 200 mm x 200 mm.
Os super-resfriamentos com conformação de grafitas distintas apresentaram diferenças. No
caso de uma conformação perfeita de seus nódulos, as diferenças de temperaturas ΔT ficaram entre 1 k e 2 k. Na presença de grafitas chunky, este valores passaram para 4 k a 10 k. Estas diferenças indicam que existe uma distinção clara entre os mecanismos de nucleação normal e a grafita chunky.
Um maior super-resfriamento na ocorrência da grafita chunky indica a presença de menos germes, que também pode ser aplicada com a aparência d própria grafita. Ela cresce como um corpo relativamente grande e interligado.
As células de grafita chunky apresentam diâmetros de vários milímetros. Supondo-se que cada nódulo precisa de um germe para a cristalização, conclui-se que há muito menos germes nas áreas com grafita chunky.
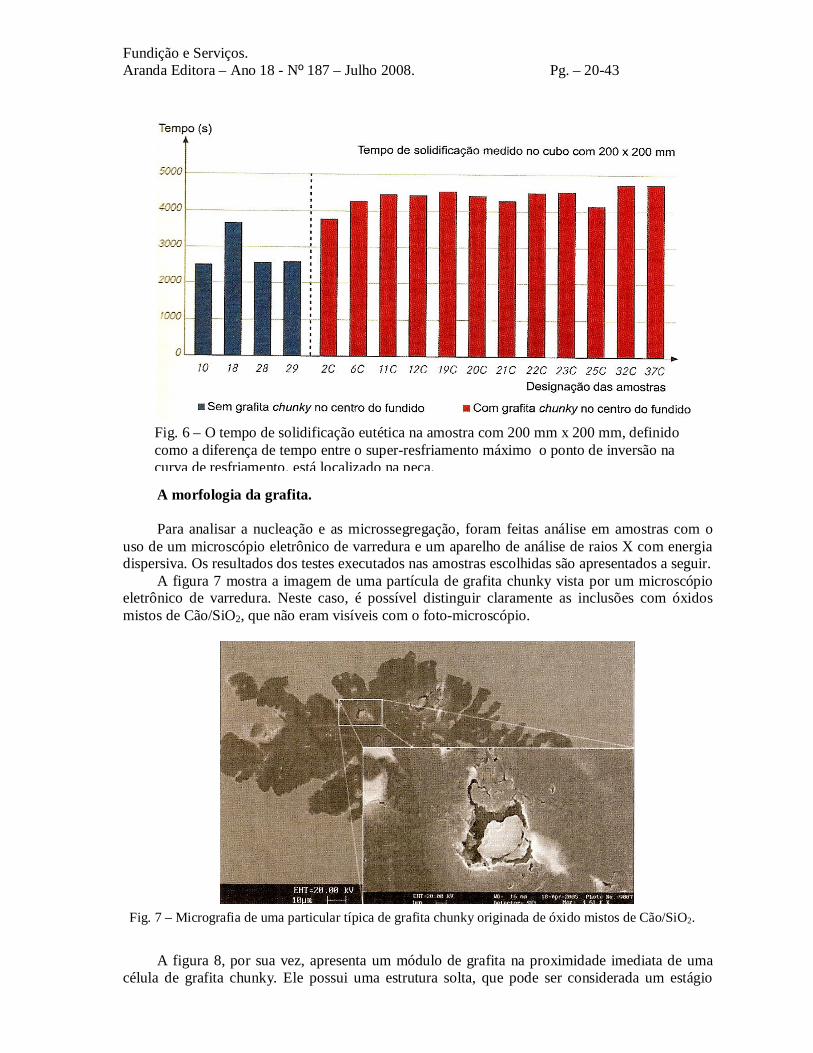
O tempo de solidificação eutética da amostra com 200 mm x 200 mm, definido como a diferença de tempo entre o super-resfriamento máximo e o ponto de inversão na curva de resfriamento, foi em média 15 minutos maior quando a grafita chunky estava no centro do fundido, em comparação com a conformação perfeita dos nódulos (figura 6).
O crescimento de zonas com grafita chunky no centro dos fundidos aumenta o seu tempo de resfriamento em mais de 30%, com relação às peças com uma conformação normal dos nódulos.
Fig. 5 – Na estrutura sem e com nódulo de grafita chunky, o super-resfriamento (ΔT = Tmáx. – Tmin.) situa-se entre 1 k e 2 k entre 4 k e 10 k, respectivamente.
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
A morfologia da grafita. Para analisar a nucleação e as microssegregação, foram feitas análise em amostras com o
uso de um microscópio eletrônico de varredura e um aparelho de análise de raios X com energia dispersiva. Os resultados dos testes executados nas amostras escolhidas são apresentados a seguir.
A figura 7 mostra a imagem de uma partícula de grafita chunky vista por um microscópio eletrônico de varredura. Neste caso, é possível distinguir claramente as inclusões com óxidos mistos de Cão/SiO2, que não eram visíveis com o foto-microscópio.
A figura 8, por sua vez, apresenta um módulo de grafita na proximidade imediata de uma
célula de grafita chunky. Ele possui uma estrutura solta, que pode ser considerada um estágio
Fig. 6 – O tempo de solidificação eutética na amostra com 200 mm x 200 mm, definido como a diferença de tempo entre o super-resfriamento máximo o ponto de inversão na curva de resfriamento, está localizado na peça.
Fig. 7 – Micrografia de uma particular típica de grafita chunky originada de óxido mistos de Cão/SiO2.
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
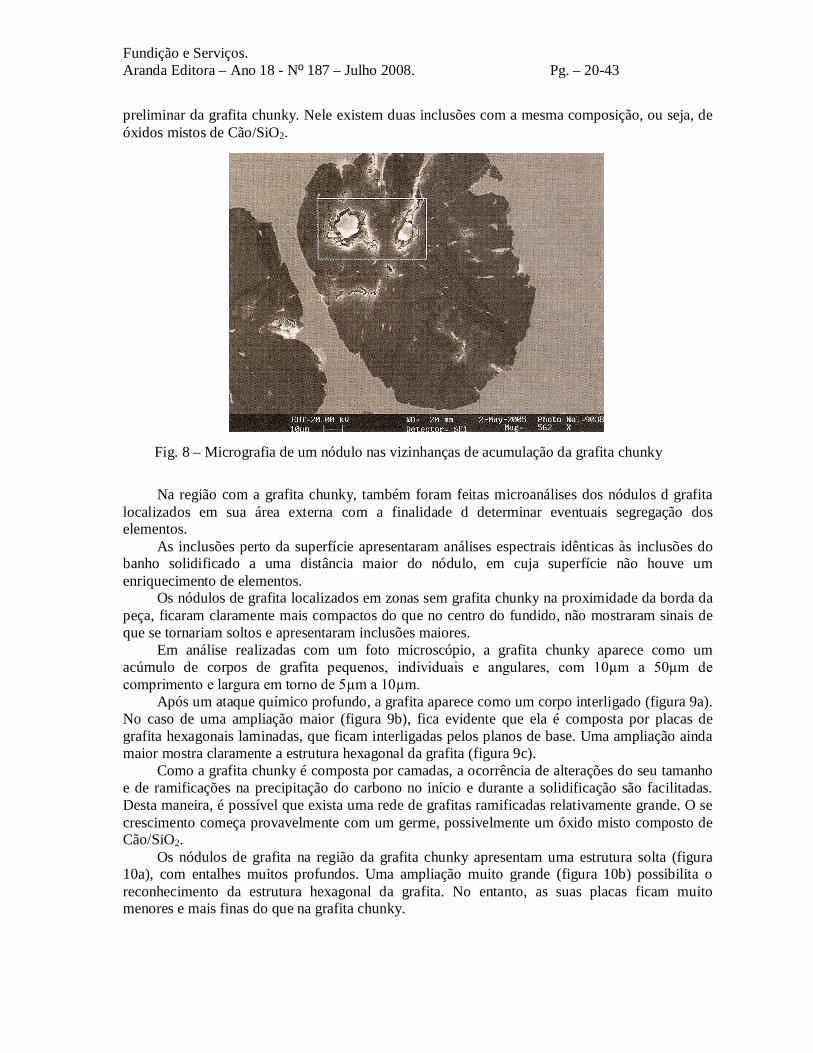
preliminar da grafita chunky. Nele existem duas inclusões com a mesma composição, ou seja, de óxidos mistos de Cão/SiO2.
Na região com a grafita chunky, também foram feitas microanálises dos nódulos d grafita
localizados em sua área externa com a finalidade d determinar eventuais segregação dos elementos.
As inclusões perto da superfície apresentaram análises espectrais idênticas às inclusões do banho solidificado a uma distância maior do nódulo, em cuja superfície não houve um enriquecimento de elementos.
Os nódulos de grafita localizados em zonas sem grafita chunky na proximidade da borda da peça, ficaram claramente mais compactos do que no centro do fundido, não mostraram sinais de que se tornariam soltos e apresentaram inclusões maiores.
Em análise realizadas com um foto microscópio, a grafita chunky aparece como um acúmulo de corpos de grafita pequenos, individuais e angulares, com 10µm a 50µm de comprimento e largura em torno de 5µm a 10µm.
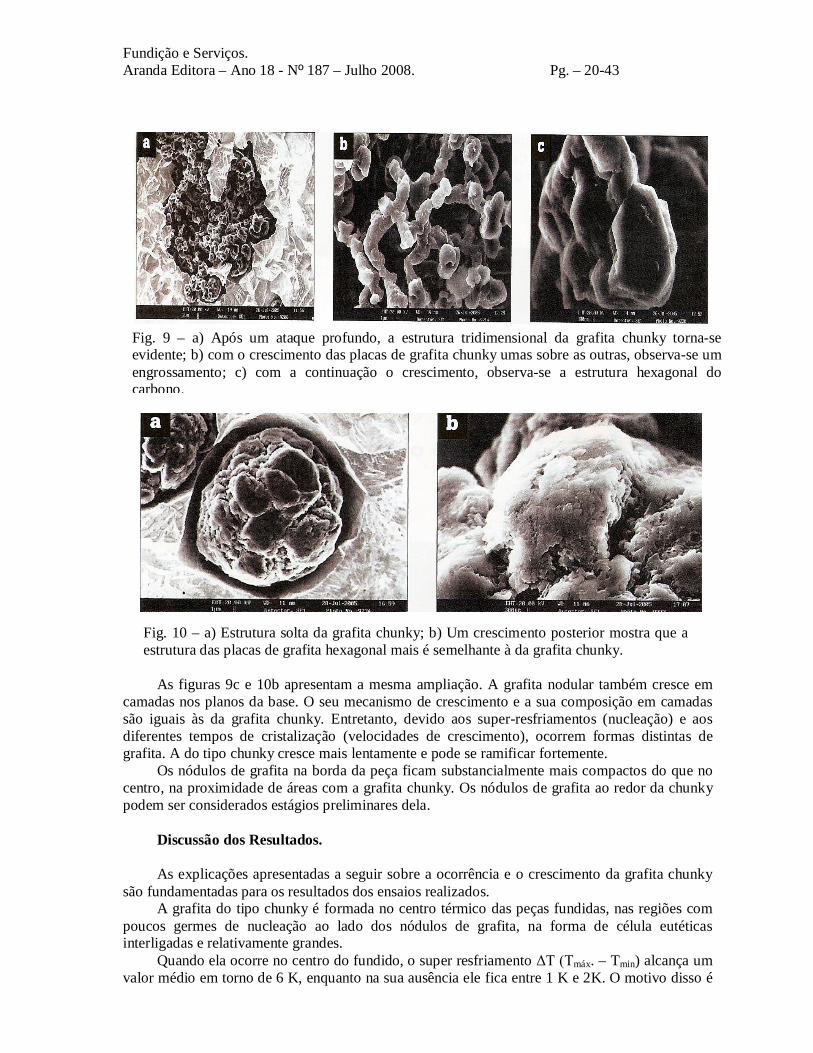
Após um ataque químico profundo, a grafita aparece como um corpo interligado (figura 9a). No caso de uma ampliação maior (figura 9b), fica evidente que ela é composta por placas de grafita hexagonais laminadas, que ficam interligadas pelos planos de base. Uma ampliação ainda maior mostra claramente a estrutura hexagonal da grafita (figura 9c).
Como a grafita chunky é composta por camadas, a ocorrência de alterações do seu tamanho e de ramificações na precipitação do carbono no início e durante a solidificação são facilitadas. Desta maneira, é possível que exista uma rede de grafitas ramificadas relativamente grande. O se crescimento começa provavelmente com um germe, possivelmente um óxido misto composto de Cão/SiO2.
Os nódulos de grafita na região da grafita chunky apresentam uma estrutura solta (figura 10a), com entalhes muitos profundos. Uma ampliação muito grande (figura 10b) possibilita o reconhecimento da estrutura hexagonal da grafita. No entanto, as suas placas ficam muito menores e mais finas do que na grafita chunky.
Fig. 8 – Micrografia de um nódulo nas vizinhanças de acumulação da grafita chunky
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
As figuras 9c e 10b apresentam a mesma ampliação. A grafita nodular também cresce em
camadas nos planos da base. O seu mecanismo de crescimento e a sua composição em camadas são iguais às da grafita chunky. Entretanto, devido aos super-resfriamentos (nucleação) e aos diferentes tempos de cristalização (velocidades de crescimento), ocorrem formas distintas de grafita. A do tipo chunky cresce mais lentamente e pode se ramificar fortemente.
Os nódulos de grafita na borda da peça ficam substancialmente mais compactos do que no centro, na proximidade de áreas com a grafita chunky. Os nódulos de grafita ao redor da chunky podem ser considerados estágios preliminares dela.
Discussão dos Resultados. As explicações apresentadas a seguir sobre a ocorrência e o crescimento da grafita chunky
são fundamentadas para os resultados dos ensaios realizados. A grafita do tipo chunky é formada no centro térmico das peças fundidas, nas regiões com
poucos germes de nucleação ao lado dos nódulos de grafita, na forma de célula eutéticas interligadas e relativamente grandes.
Quando ela ocorre no centro do fundido, o super resfriamento ΔT (Tmáx. – Tmin) alcança um valor médio em torno de 6 K, enquanto na sua ausência ele fica entre 1 K e 2K. O motivo disso é
Fig. 9 – a) Após um ataque profundo, a estrutura tridimensional da grafita chunky torna-se evidente; b) com o crescimento das placas de grafita chunky umas sobre as outras, observa-se um engrossamento; c) com a continuação o crescimento, observa-se a estrutura hexagonal do carbono.
Fig. 10 – a) Estrutura solta da grafita chunky; b) Um crescimento posterior mostra que a estrutura das placas de grafita hexagonal mais é semelhante à da grafita chunky.
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
o cério, que quando presente em excesso não é compensado com elementos promovedores de grafita lamelar, como o chumbo, o antimônio e o arsênio, resultando em tempos de resfriamento superiores a 50 minutos.
No caso de espessura de paredes menores e teores compatíveis de cério, chumbo, antimônio e arsênio, a grafita chunky não é formada. Portanto, ela pode ser evitada quando o cério é ligado aos elementos mencionados.
A grafita chunky cresce em camadas, a partir de placas de grafita hexagonais, que podem se ramificar. Os óxidos mistos compostos por CaO/SiO2 podem ser os germes responsáveis pelo seu crescimento.
Nos testes realizados foram encontrados óxidos mistos de CaO/SiO2 em cada nódulo de grafita na região da grafita chunky e também nela própria. Entretanto, inclusões deste tipo não ocorreram na borda da peça e nos fundidos sem a ocorrência da grafita chunky.
Os nódulos de grafita com inclusões de óxidos mistos de CaO/SiO2 apresentaram uma estrutura solta, podendo ser considerados estágios preliminares da grafita chunky.
O cério retarda ou impede a nucleação. Deste modo, tem-se o aumento do tempo de resfriamento local, que é indicado na forma de um deslocamento do ponto de inversão da curva de resfriamento para tempos mais longos.
Uma conseqüência disso é o crescimento ramificado das placas de grafita hexagonais relativamente grandes. Elas apresentam uma formação consideravelmente mais fina nos nódulos de grafita, conforme comparação das figuras 9c e 10b. Os nódulos de grafita na proximidade da grafita chunky podem ser considerados em estágio preliminar.
A segregação de elementos tensioativos (cério, cálcio, chumbo, antimônio e arsênio) no centro da peça fundida ou o seu enriquecimento na superfície dos nódulos da grafia não foram constatados.
Observações para a prática. Os estudos apresentados indicaram que os fatores decisivos para a formação da grafita
chunky são a interação da velocidade de resfriamento e a relação de silício e de cério com os elementos que promovem a formação da grafita intercelular, tais como o chumbo, o antimônio e o arsênio.
É possível formular uma função limite para o silício (Silimite), que descreve a relação entre o seu teor no banho e as quantidades de cério, chumbo, antimônio e arsênio, resultando em peças sem grafita chunky.
Nesta base, é possível estabelecer funções de critérios para a formação da grafita chunky. Intervalo de solidificação de 0 min a 15 min → nenhuma grafita chunky. Intervalo de solidificação de 15 min a 50 min e Si < Silimite → nenhuma grafita chunky. Intervalo de solidificação de 15 min a 5 min e Si = Silimite → perigo de grafita chunky. Intervalo de solidificação > 50 min e Si > Silimite → formação de grafita chunky.
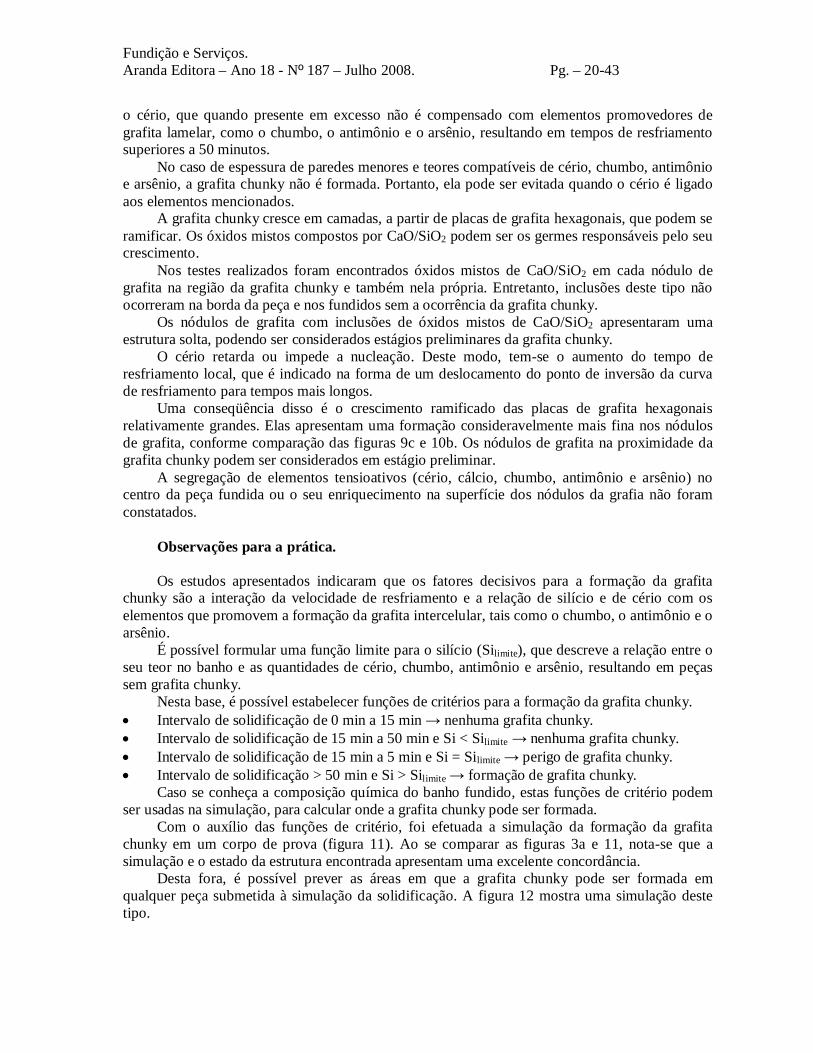
Caso se conheça a composição química do banho fundido, estas funções de critério podem ser usadas na simulação, para calcular onde a grafita chunky pode ser formada.
Com o auxílio das funções de critério, foi efetuada a simulação da formação da grafita chunky em um corpo de prova (figura 11). Ao se comparar as figuras 3a e 11, nota-se que a simulação e o estado da estrutura encontrada apresentam uma excelente concordância.
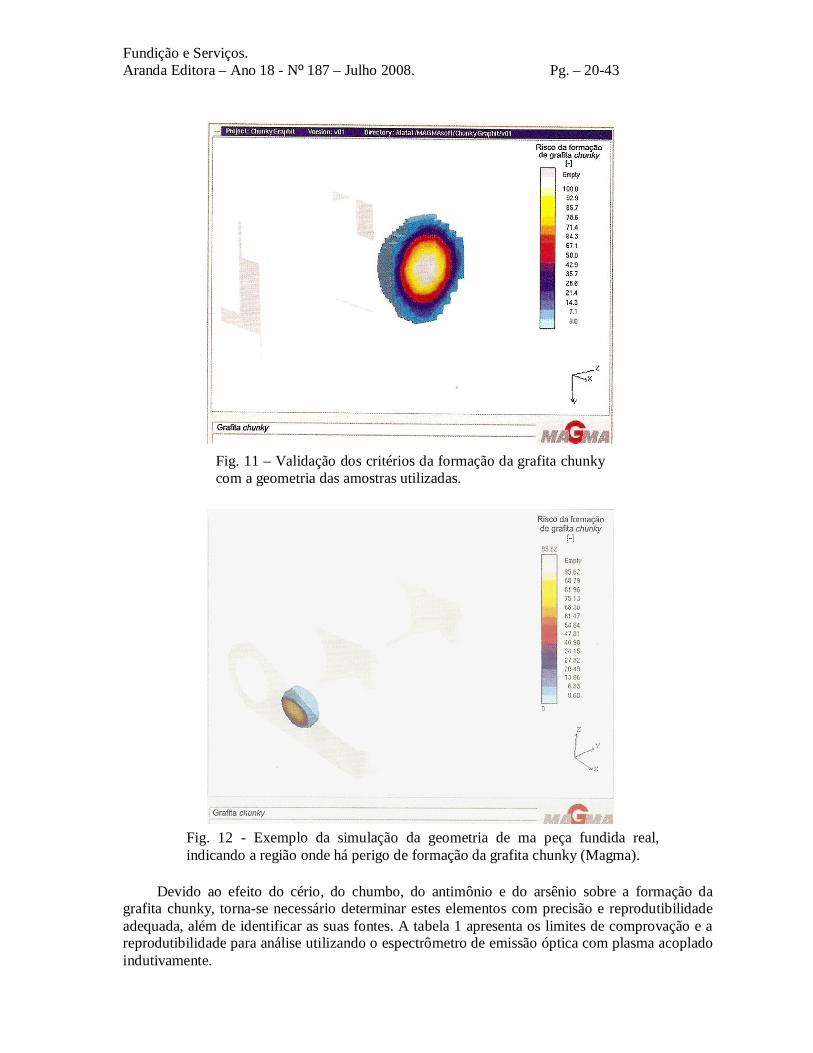
Desta fora, é possível prever as áreas em que a grafita chunky pode ser formada em qualquer peça submetida à simulação da solidificação. A figura 12 mostra uma simulação deste tipo.
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
Devido ao efeito do cério, do chumbo, do antimônio e do arsênio sobre a formação da
grafita chunky, torna-se necessário determinar estes elementos com precisão e reprodutibilidade adequada, além de identificar as suas fontes. A tabela 1 apresenta os limites de comprovação e a reprodutibilidade para análise utilizando o espectrômetro de emissão óptica com plasma acoplado indutivamente.
Fig. 11 – Validação dos critérios da formação da grafita chunky com a geometria das amostras utilizadas.
Fig. 12 - Exemplo da simulação da geometria de ma peça fundida real, indicando a região onde há perigo de formação da grafita chunky (Magma).
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
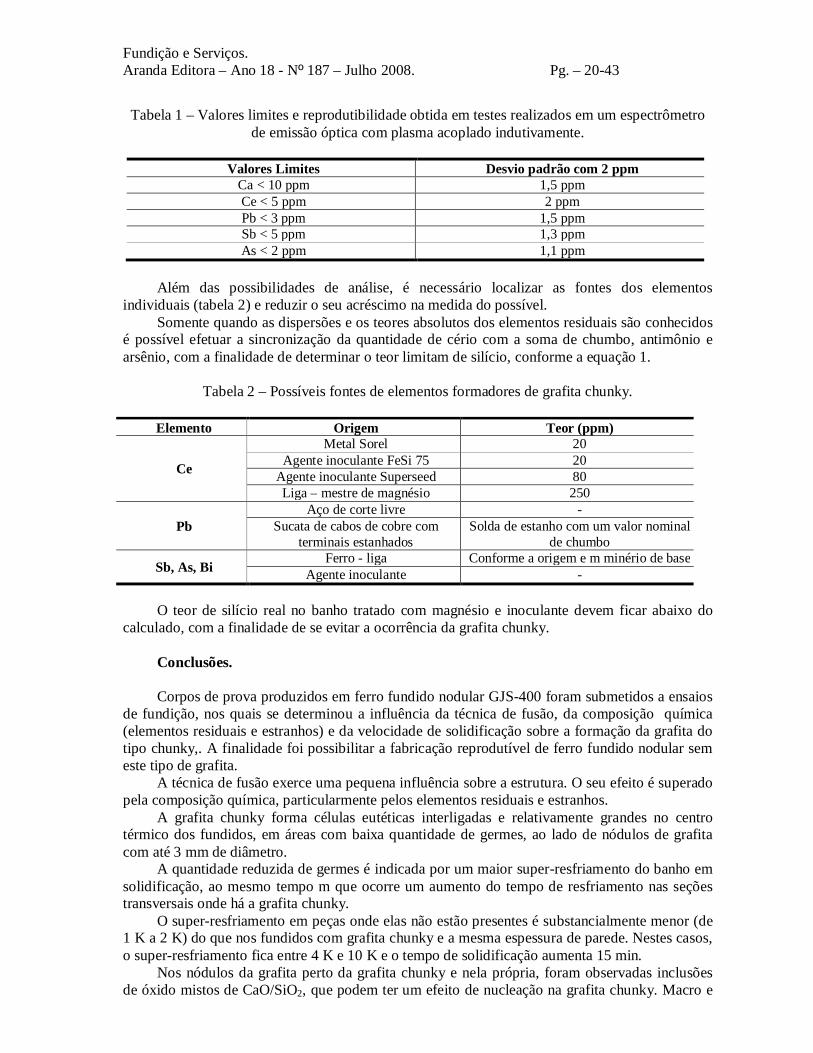
Tabela 1 – Valores limites e reprodutibilidade obtida em testes realizados em um espectrômetro de emissão óptica com plasma acoplado indutivamente.
Valores Limites Desvio padrão com 2 ppm
Ca < 10 ppm 1,5 ppm Ce < 5 ppm 2 ppm Pb < 3 ppm 1,5 ppm Sb < 5 ppm 1,3 ppm As < 2 ppm 1,1 ppm
Além das possibilidades de análise, é necessário localizar as fontes dos elementos
individuais (tabela 2) e reduzir o seu acréscimo na medida do possível. Somente quando as dispersões e os teores absolutos dos elementos residuais são conhecidos
é possível efetuar a sincronização da quantidade de cério com a soma de chumbo, antimônio e arsênio, com a finalidade de determinar o teor limitam de silício, conforme a equação 1.
Tabela 2 – Possíveis fontes de elementos formadores de grafita chunky.
Elemento Origem Teor (ppm)
Ce
Metal Sorel 20 Agente inoculante FeSi 75 20
Agente inoculante Superseed 80 Liga – mestre de magnésio 250
Pb Aço de corte livre -
Sucata de cabos de cobre com terminais estanhados
Solda de estanho com um valor nominal de chumbo
Sb, As, Bi Ferro - liga Conforme a origem e m minério de base
Agente inoculante -
O teor de silício real no banho tratado com magnésio e inoculante devem ficar abaixo do calculado, com a finalidade de se evitar a ocorrência da grafita chunky.
Conclusões. Corpos de prova produzidos em ferro fundido nodular GJS-400 foram submetidos a ensaios
de fundição, nos quais se determinou a influência da técnica de fusão, da composição química (elementos residuais e estranhos) e da velocidade de solidificação sobre a formação da grafita do tipo chunky,. A finalidade foi possibilitar a fabricação reprodutível de ferro fundido nodular sem este tipo de grafita.
A técnica de fusão exerce uma pequena influência sobre a estrutura. O seu efeito é superado pela composição química, particularmente pelos elementos residuais e estranhos.
A grafita chunky forma células eutéticas interligadas e relativamente grandes no centro térmico dos fundidos, em áreas com baixa quantidade de germes, ao lado de nódulos de grafita com até 3 mm de diâmetro.
A quantidade reduzida de germes é indicada por um maior super-resfriamento do banho em solidificação, ao mesmo tempo m que ocorre um aumento do tempo de resfriamento nas seções transversais onde há a grafita chunky.
O super-resfriamento em peças onde elas não estão presentes é substancialmente menor (de 1 K a 2 K) do que nos fundidos com grafita chunky e a mesma espessura de parede. Nestes casos, o super-resfriamento fica entre 4 K e 10 K e o tempo de solidificação aumenta 15 min.
Nos nódulos da grafita perto da grafita chunky e nela própria, foram observadas inclusões de óxido mistos de CaO/SiO2, que podem ter um efeito de nucleação na grafita chunky. Macro e
Fundição e Serviços. Aranda Editora – Ano 18 - Nº 187 – Julho 2008. Pg. – 20-43
micros segregação dos elementos residuais e dos elementos estranhos tensioativos (cério, chumbo, antimônio e arsênio) não foram constatadas.
Para evitar a formação da grafita chunky, é necessário conhecer os teores de elementos residuais e estranhos. Neste caso, possível determinar o teor limite de silício, abaixo do qual não há a ocorrência de grafita chunky, dependendo do tempo de solidificação.
Um critério de ocorrência da grafita chunky foi determinado com base nestas relações, sendo utilizado na simulação da estrutura.
Bibliografia.
1) Piwowarsky, E.: Hochwertiges Gusseisen (Grauguss). Springer-Verlag 1958. S. 209 ff. 2) Mayer, H. Hämmerli. F.: 37. Int Giesserei-Kongress, Brighton, GB, 1970. Vortr. 10. S. 29. 3) Startistisches Bundesamt, DGV: Fakten und Daten der Giessereiindustrie 2004. 4) DIN em 1563:1997: Gusseisen mit Kugelgraphit. 5) Giesserei-Praxis (1973) n° 22, S. 393-398. 6) Giesserei 83 (1996) n° 22, S. 19-22. 7) Kaufmann, H.: LBF-Bericht n° 6953, Aif n° / GAG, 9155/1. 8) Konstruierem + Giessen 27 (2002) n° 1. S. 4-27. 9) Hamberg K.; Björkegreen, L-E; Sun, Z. X.: Chunky Graphite in Ductile Iron, Bericht n°
030930, Gjuteriföreningen, Schweden, 2003. 10) Hasse, S.: Guss-und Gefügefehler. Fachverlag Schön, Berli 1999. 11) Trans. Am. Foundrymen’s Soc. 78 (1970), S. 5-8. 12) Trans. Am. Foundrymen’s Soc. 768 (1968), S. 497-503. 13) AFS Int. Cast. Met. J. (1976) S. 23-30. 14) Giesserei 60 (1973) n° 7, S. 175-181. 15) Giesserei 65 (1978) n° 11, S. 294-301. 16) Giesserei – Rundschau 22 (1975) n° 6, S. 63-68. 17) Radex – Rundschau 27 (1980) n° 1/2, S. 30-50. 18) Trans Am. Foundrymen’s Soc. 91 (1983), S. 19-126. 19) Giessereiforschung 43 (1991) n° 3, S. 107-115. 20) Skaland, T.: Diss. Trondhein, 1996. 21) Weis, W.: In: Metallurgy of Cast Iron, roc. Sec. Int. symp. On Metallugy of cast iron, Genf
1974. 22) Giesserei, techn-wiss. Beih. 14 (1962) n° 4, S. 193-205. 23) Wang, C.: Frederiksson, H.: In: 48 ème Congres Intertional de Fonderie, Varna 1981. 24) Defranq, C.; van Eeghem, J.; deSy, A.: 36th Int. Foundry Congress, Belgrad, 1969. 25) Giessereiforschung 19 (1967) n° 4, S. 197-202. 26) Int. J. Cast Metals Res. 13 (2000) n° 13, 107-121. 27) Giessereiforschung 25 (1973) n° 1, S. 9/19. 28) Giesserei 67 (1980) n° 20. S. 620-28. 29) Giessereiforschung 27 (1975) n° 4, S. 13-128. 30) Giesserei- Praxis (1994) n° 7, S. 141-148. 31) Karsay, S.: QIT-Fer et Titane, 1992. 32) Giessrei-Praxis (2001) n° 4, S. 14-147. 33) Giesserei 61 (1964) n° 20, S. 611-615. 34) Giesserei 71 (1984) n° 7, S. 269-273. 35) Giesserei 71 (1984) n° 15, S. 588-594. 36) Giesserei 71 (1984) n° 18, S. 686-690.


![3. Leopold Von Ranke – Sobre o Carater Da Ciencia Historica. Apresentacao e Notas [Julio Bentivoglio]](https://static.fdokument.com/doc/165x107/577c78161a28abe0548ea838/3-leopold-von-ranke-sobre-o-carater-da-ciencia-historica-apresentacao.jpg)