Kloppenborg Analysemethoden für das Verbundstrangpressen · 2014-09-22 · Wktff EN AW 6063...
31
Institut für Umformtechnik und Leichtbau Prof. Dr.-Ing. Matthias Kleiner Prof. Dr.-Ing. A. Erman Tekkaya Analysemethoden für das Verbundstrangpressen unter Anwendung von HyperXtrude unter Anwendung von HyperXtrude Kloppenborg, T. ; Schwane, M.; Ben Khalifa, N.; Tekkaya, A. Erman 8. März 2013
Transcript of Kloppenborg Analysemethoden für das Verbundstrangpressen · 2014-09-22 · Wktff EN AW 6063...

Institut für Umformtechnikund LeichtbauProf. Dr.-Ing. Matthias KleinerProf. Dr.-Ing. A. Erman Tekkaya
Analysemethoden für das Verbundstrangpressen unter Anwendung von HyperXtrudeunter Anwendung von HyperXtrude
Kloppenborg, T.; Schwane, M.; Ben Khalifa, N.; Tekkaya, A. Erman8. März 2013

Gliederung
Motivation
Zielsetzung
Numerische Abbildung des Werkstoffflusses
Entwicklung allgemeingültiger Analysemethoden
Zusammenfassung
2 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

Motivation
Klimaschutz durch Reduzierung der CO2-EmissionVerringerung des Fahrzeuggewichtes durch Einsatz von AluminiumFestigkeitssteigerung durch Entwicklung neuer LegierungenSteifigkeitssteigerung durch komplexere Profilquerschnitte
2 Kammern3 Kammern
8 Kammern8 Kammern 11 Kammern
TT-RoadstarR8
2 Kammern
3 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
A2 (W10)A8 (D3)
GallardoSpyder Quelle: Audi AG

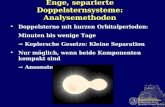
Eigenschaften von Verbundprofilen
Steifigkeitssteigerung bei gleichbleibendem ProfilquerschnittLeichtbaupotential durch belastungsangepasste Profilauslegung
Aluminiumprofil Verbundprofil25
GewichtBiegesteifigkeit EIx
20
15
25
g in
%
15
10
5Erh
öhun
g
50 m
m5
mm
Verstärkungselemente
5
000 2 4 6 8 10
Verstärkungsanteil in %50 mm
5
Verstärkungswerkstoff: Federstahl 1 4310Basiswerkstoff: EN AW-6060
g
4 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
Verstärkungswerkstoff: Federstahl 1.4310

Verfahrensprinzip Verbundstrangpressen
5 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

Stand der TechnikQualitätsmerkmale
Positionierung der Verstärkungselemente
Einbettung der Verstärkungselemente
Prozesssicherheit bei der Zuführung
v1
v1 v2
p vAl
vMises ,VE f ,VEkσ >≠
v2
LPNpvVEττ τ
ττ τAblenkung
2 vAl<vVE vAl=vVEVerstärkungs-element
Ausgelegter Profilquerschnitt Ausgelegter Profilquerschnitt Ausgelegter Profilquerschnitt
Abweichung der Position Unzureichende Einbettung Prozesstechnisches Versagen
6 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

Stand der TechnikQualitätsmerkmale
Positionierung der Verstärkungselemente
Einbettung der Verstärkungselemente
Prozesssicherheit bei der Zuführung
v1
v1 v2
vAl
vMises ,VE f ,VEkσ >
p
≠
v2
vVEττ τ
ττ τ
LPNp
Ablenkung2 vAl<vVE vAl=vVEVerstärkungs-
element
Identifikation und Analyse prozessbestimmender WirkmechanismenBetrachtung eines jeden entwickelten Werkzeugs erforderlichUnzureichende Erforschung allgemeingültiger Analysemethoden
7 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

Gliederung
Motivation
Zielsetzung
Numerische Abbildung des Werkstoffflusses
Entwicklung allgemeingültiger Analysemethoden
Zusammenfassung
8 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

Zielsetzung
Entwicklung von allgemeingültigen Analysemethoden– Position der Verstärkungselemente
– Prozesssicherheit bei der Zuführung der Verstärkungselemente
– Einbettung der Verstärkungselemente
9 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

Gliederung
Motivation
Zielsetzung
Numerische Abbildung des Werkstoffflusses
Entwicklung allgemeingültiger Analysemethoden
Zusammenfassung
10 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

Visioplastische Analyse
Visualisierung des Werkstoffflusses im Prozess
Validierung numerischer Berechnungen anhand von 2D-Modellen
Eingesetzt für einfache Prozesse und im Rezipienten
Keine Untersuchungen in komplexen Werkzeugen
Simulierte Fließlinien
Blockrest
Quelle: Valberg (2009)
Blockrest
Umformgrad0 1 2 3
Quelle: Güzel (2012)Quelle: Valberg (2009)
FE-Simulation
11 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

Visioplastische AnalyseEntwickeltes Werkzeugkonzeptg p
Profilquerschnitt
mm
EinlegeteilAbdeckplatte
40 m
10 mm
Zuführkassette
Matrize
Schale bestehend Brückeaus vier Segmenten Zuführdorn
E ö li ht H ä i d W k t ff MatrizenhalterErmöglicht Herauspräparieren des Werkstoffs
Keine nachträglichen Plastifizierung
Ei t i h fü i i l ti h A l
12 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
Eignet sich für visioplastische Analyse

Visioplastische Analyse Präparation des Werkstoffesp
Profil
Werkstoff aus dem Werkzeug
5 m
m15Bohrungen für
Kontrastwerkstoff
ffW k t ff
13 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
Presswerkstoff: EN AW-6063Kontrastwerkstoff: EN AW-4043A
Werkstoff ausdem Rezipienten

Visioplastische Analyse Ergebnis Werkstoffflussg
Haften entlang der Rezipienten- und Werkzeuginnenwände
Werkstoff schert entlang einer RandschichtStrangRezipientenbereich Werkzeugbereich
Werkstoff schert entlang einer Randschicht
14 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
20 mm

Prozessmodellierung
Lagrange-FormulierungSolver Deform3DSolver HyperXtrude
Euler-Formulierung
Elementanzahl: 50.000Elementanzahl: 192.000
Innenbüchse - Rezipient Innenbüchse - Rezipientp
Werkzeug
Innenbüchse Rezipient
Werkzeug
Stempelff
Block-werkstoff
W k t ff EN AW 6063 P h i di k it 1 /
Blockwerkstoffwerkstoff
Werkstoff EN AW-6063 Pressgeschwindigkeit 1 mm/sRezipiententemperatur 430 °C Reibung Rezipient HaftungWerkzeugtemperatur 450 °C Reibung Werkzeug HaftungBlocktemperatur 540 °C Reibung Führungsfläche 0 2 (Coulomb)
RZϑWZϑBlϑ
15 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
Blocktemperatur 540 C Reibung Führungsfläche 0,2 (Coulomb)WärmeübergangskoeffizientWerkstoff - Werkzeuge 3000 W/m²K
WärmeübergangskoeffizientWerkstoff - Umgebung 20 W/m²K
Blϑ
αWZ α Luft

Visioplastische Analyse Validierung des Simulationsergebnissesg g
Vergleich Fließlinien aus Experiment und HyperXtrude
Werkstofffluss wird mit ausreichender Genauigkeit abgebildetWerkstofffluss wird mit ausreichender Genauigkeit abgebildetRezipientenbereich Werkzeugbereich Strang
16 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
20 mm

Vergleich der SimulationsergebnisseLagrange- und Euler-Formulierungg g g
Lagrange-Formulierung Berechnete Fließlinien
Rechenzeit
ca 11 Std
ca. 7 Min.
ca. 11 Std.
Euler-Formulierung Initiallinien für die Berechnung
Entwicklung der Analysemethoden unter Anwendung von HyperXtrude
17 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
g y g yp

Gliederung
Motivation
Zielsetzung
Numerische Abbildung des Werkstoffflusses
Entwicklung allgemeingültiger Analysemethoden
Zusammenfassung
18 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

Position der VerstärkungselementeDirekte Methode
1. Direkte MethodeIdentifikation derIdentifikation der
Verstärkungselementposition
v1
v1 v2≠
v2
Geschwindigkeitin mm/s
0 15 30
19 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

Position der VerstärkungselementeIndirekte Methode
Ausgangsquerschnitt Partikelsimulation
2. Indirekte MethodeIdentifikation der
Finite-Element-ModellPartikelsimulationIdentifikation der
Längspressnahtlage
Simulierte Längspressnaht
v1
v1 v2≠
v2
Segmentierung Merkmalsextraktion
20 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

Position der VerstärkungselementeExperimentelle Untersuchung
Doppel-T-Profilquerschnitt mit 6 VerstärkungselementenBasiswerkstoff: EN AW-6060
p g
Basiswerkstoff: EN AW 6060Verstärkungselementwerkstoff: Federstahl 1.4310
AbdeckelementZuführelement
Matrize
Zuführdorn12,5 mm
Profilquerschnitt
Matrize
mm
7 mm
Einlauf E1 Einlauf E250 m
ZuführkassettenVerstärkungs-elemente
21 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

Position der VerstärkungselementeModellierung des Prozesses
Rezipient= 470°CRZ= 3000 W/m²KRZStempel
ϑ
ϑα
gSimulierterAusschnittp
= 540°CStWerkzeug
= 480°CWZ= 3000 W/m²KWZ
ϑα
ϑ
Symmetrieebene
Profiloberfläche= 20°CPr
= 20 W/m²KPr
Führungsflächeϑα
Werkstoff EN AW-6060 Knotenanzahl 176587Pressgeschwindigkeit 1,2 mm/s Blocktemperatur 540 °CAnalyseart quasistationär Reibung Rezipient Haftung
22 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
Analyseart quasistationär Reibung Rezipient HaftungElementanzahl (Tetraeder) 752285 Reibung Werkzeug HaftungElementanzahl (Pentaeder) 37800 Reibung Führungsfläche 0,2 (Coulomb)

Position der VerstärkungselementeValidierung der Methodeng
1. Direkte Methode 2. Indirekte Methode
VE 1 VE 2
Simulierte Längspressnahtlage
Reale Längspressnahtlage
Reale PositionZuführposition
Quelle: IAM3 mm Simulierte Position 3 mm
Quelle: IAM
23 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
Identifikation Längspressnahtlage als Merkmal für die Prozessauslegung

Einbettung der Verstärkungselemente
Aufteilen der Kontur in einzelne SegmenteEine Partikelbahn repräsentiert ein Segment der LängspressnahtEine Partikelbahn repräsentiert ein Segment der LängspressnahtPartikelverfolgung bis zum Beginn der VerschweißungAuswertung anhand bekannter Qualitätskriterieng
Rückwärtsablaufende Partikelverfolgung
v1
v1 v2
SegmentierungStart der
Partikelverfolgung
≠
v2
B i dBeginn derVerschweißung
24 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

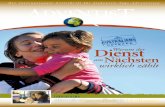
Einbettung der VerstärkungselementeValidierungg
Qualitätskriterium nach AkeretAusreichende Qualität für a > 3
fLPN kap ⋅≥
Q ll Ak t (1995)Ausreichende Qualität für a > 3 Quelle: Akeret (1995)
Längspressnahti h id ifi i b
UngeschlosseneLä hnicht identifizierbar Längspressnaht
8
<Abbildung Unterfüllung
qual
ität a
5
7
6
<
pres
snah
tq
3
4
5
Quelle: IAMLäng
sp
0
1
2 Unzureichende Qualität nach Akeret (1995)
25 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
7 mm0-25 -20 -10 -5 0-15
x-Koordinate x

Prozesssichere ZuführungAnalytisches Modelly
l l=Annahmen
Verstärkungselemente werden nicht abgelenkt VZ SKl l=sind konstant, &ϑ ϕ
f
3kτ =
Verstärkungselemente werden nicht abgelenktZustände innerhalb der SchweißkammerSchubspannung entlang der Mantelfläche
l
3p g g
1Q n
⎡ ⎤⎛ ⎞⎢ ⎥
ττ τ
lSK R1VZ
VESinh
21 sinh3
Q nl e
r A
ϑϕσα
⋅−
⎛ ⎞⎢ ⎥⎛ ⎞⋅ ⋅⎜ ⎟⎢ ⎥= ⋅ ⋅⎜ ⎟ ⎜ ⎟⋅ ⎢ ⎥⎝ ⎠ ⎜ ⎟⎝ ⎠⎢ ⎥⎣ ⎦
max,VE
&
ττ τ= max. Zugspannung im Verstärkungselement
= Länge der Verbundentstehungszonemax,VEσ
VZl
⎢ ⎥⎣ ⎦
VEr= Temperatur des Basiswerkstoffs
= Verstärkungselementradius
= Umformgeschwindigkeit
VZ
ϕ&
ϑ
26 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
Umformgeschwindigkeit
= werkstoffabhängige ParameterSinh , , ,A n Rα
ϕ

Prozesssichere ZuführungVerbesserte Analyse durch FEAy
Länge des Verbund-entstehungsbereichs
Zustandsgrößen imVerbundentstehungsbereich
v1v1
1 2v v=1 2v v≠1 2v v=
1
v
1
v
, &ϑ ϕ
v2v2SKlSKl
Ohne Ablenkung: SK VZl l=
SK VZl l≠Mit Ablenkung:= nicht konstant entlang , &ϑ ϕ SKl
Analysemethode auf Basis der Finite-Element-AnalyseBerücksichtigung der verlängerten VerbundentstehungslängeB ü k i hti d Z t d öß i V b d t t h b i h
27 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
Berücksichtigung der Zustandsgrößen im Verbundentstehungsbereich

Prozesssichere ZuführungGeschwindigkeitsverteilungg g
Basiswerkstoff hat lokal höhere Geschwindigkeit als der StrangGeschwindigkeitsunterschied führt zur SpannungsbelastungGeschwindigkeitsunterschied führt zur SpannungsbelastungBerechnung der Position des Versagens möglich
FührungsflächeSchweiß-kammerm
/s30
VE 1
eit v
zin
mm
15
20
25
Geschwindigkeit
VE 2
chw
indi
gke
5
10
15g
der Verstärkungs-elemente
τ τ
Ges
c 5
00 1284 16 20
Schweißkammerlänge l in mm
Versagen des VE
28 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
Schweißkammerlänge lSK in mm

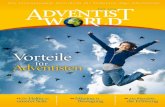
Prozesssichere ZuführungErgebnis – analytisch und numerischg y
Temperaturunterschiede für verschiedene VerstärkungselementeVerlängerung der Verbundentstehungszone um bis zu 31 %g g g
500
gemittelte FließspannungBerücksichtigung der Ablenkung und der Zustandsgrößen
SK VZl l=, =konstant&ϑ ϕM
Pa
400
450
500 VE 1 VE 2
, konstantϑ ϕ
nung
σzz
in
250
300
350
Zugs
pann
150
200
250
Z
0
50
100
VE 1 & VE 2 VE 2 VE 1
29 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung
VE 1 & VE 2Analytisch
VE 2Numerisch
VE 1Numerisch

Zusammenfassung
Werkstoff haftet am Werkzeug und schert in einer Randschicht
Werkstoff aus der Randschicht der Einläufe bildet die Längspressnaht
Variierende Längspressnahtqualität entlang der Kontur
Analytisches Modell zum Versagen der Verstärkungselemente
Umsetzung der Analysemethoden in eine eigene Software undUmsetzung der Analysemethoden in eine eigene Software undIntegration der Methoden in eine automatisierte Optimierung
30 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung

Vielen Dank für Ihre Aufmerksamkeit!
Dieser Vortrag basiert auf Forschungsarbeiten des Sonderforschungsbereichs SFB/TR10 g g gTeilprojekt B1 „Ganzheitliche Auslegung, Simulation und Optimierung von
Strangpresswerkzeugen“ und Teilprojekt A2 „Verbundstrangpressen“. Die Arbeiten werden von der Deutschen Forschungsgemeinschaft (DFG) gefördert wird.
31 I 31Motivation Zielsetzung Werkstofffluss Analysemethoden Zusammenfassung