Luftgekühlte Direktverflüssiger der Baureihe GVH …...REF010_V2_2004_DE Seite 2 luftgekühlte...
6
REF010_V2_2004_DE Seite 1 Bitzer-Werk: Höhere Präzision durch Klimatisierung Zentrale Kühleinheit für Schneidöle und Kühlschmiermittel ersetzt 25 dezentrale Kälteaggregate Luftgekühlte Direktverflüssiger der Baureihe GVH von Güntner auf dem Dach über der Kältezen- trale des neuen Bitzer-Werkes in Rottenburg-Ergenzingen, ca. 20 km südlich von Sindelfingen Geschäftsfeld: Klimakälte Anwendung: Rückkühlen von Medien Land / Ort: Deutschland / Rottenburg-Er- genzingen Kältemittel: Wasser, R407C, R134a Produkt: Verflüssiger GVH Durch die Abkehr von dezentralen Schneid- öl- und Kühlschmiermittelkühlern an Bearbei- tungszentren zugunsten einer zentralen Kühl- anlage spart der Kältemaschinenhersteller Bit- zer in seinem neuen Werk Rottenburg-Ergen- zingen rund 30 % an Strom ein. Da die neu- en Produktionshallen erstmals auch klimati- siert werden, ist jetzt eine Präzision in der Fer- tigung auf wenige Tausendstel Millimeter mög- lich. Die Klimaanlage und der Kühlkreislauf für die Schneidölkühlung werden durch separate
Transcript of Luftgekühlte Direktverflüssiger der Baureihe GVH …...REF010_V2_2004_DE Seite 2 luftgekühlte...

REF010_V2_2004_DE Seite 1
Bitzer-Werk: Höhere Präzision durch KlimatisierungZentrale Kühleinheit für Schneidöle und Kühlschmiermittelersetzt 25 dezentrale Kälteaggregate
Luftgekühlte Direktverflüssiger der Baureihe GVH von Güntner auf dem Dach über der Kältezen-trale des neuen Bitzer-Werkes in Rottenburg-Ergenzingen, ca. 20 km südlich von Sindelfingen
Geschäftsfeld: Klimakälte
Anwendung: Rückkühlen von Medien
Land / Ort: Deutschland / Rottenburg-Er-genzingen
Kältemittel: Wasser, R407C, R134a
Produkt: Verflüssiger GVH
Durch die Abkehr von dezentralen Schneid-öl- und Kühlschmiermittelkühlern an Bearbei-tungszentren zugunsten einer zentralen Kühl-anlage spart der Kältemaschinenhersteller Bit-zer in seinem neuen Werk Rottenburg-Ergen-zingen rund 30 % an Strom ein. Da die neu-en Produktionshallen erstmals auch klimati-siert werden, ist jetzt eine Präzision in der Fer-tigung auf wenige Tausendstel Millimeter mög-lich. Die Klimaanlage und der Kühlkreislauf fürdie Schneidölkühlung werden durch separate

REF010_V2_2004_DE Seite 2
luftgekühlte Split-Flüssigkeitskühler von Com-bitherm gekühlt. Die dazu gehörenden Axial-verflüssiger der Baureihe GVH stammen vonGüntner.
Im neuen Bitzer-Werk in Rottenburg-Ergenzin-gen werden Schraubenverdichter hergestellt.
Werkzeugmaschinenhersteller und deren Kun-den entdecken immer häufiger, dass durchkonstante Umgebungstemperaturen währendder Fertigung die Präzision der zu bearbei-tenden Teile um den Faktor 8 bis 10 gestei-gert werden kann. Wo früher eine Genauigkeitvon mehreren Hundertstel Millimeter erreich-bar waren, schafft dieselbe Werkzeugmaschi-ne bei gleichmäßigen Umgebungstemperatu-ren heute eine Genauigkeit im Tausendstel-Mil-limeter--Bereich. Konstante Raumtemperatu-ren bei der Produktion von Maschinenteilenmindern nicht nur die Ausschussrate, sondernersparen dem Bedienpersonal auch das stän-dige Nachmessen von Dreh- und Schleifteilen,das Nachjustieren der Werkzeuge sowie das ty-pische „Paaren“, also die manuelle Zuordnungvon Maschinenteilen mit Bohrung und Wellennach der in DIN 7157 empfohlenen Passungs-auswahl.
Qualitätskontrolle im Bitzer-Werk: Die Präzision in derFertigung konnte gegenüber einer nicht klimatisiertenProduktion um den Faktor 8 bis 10 gesteigert werden.
Albrecht Höpfer, Technischer Verkauf und Ver-kaufsförderung bei der Bitzer KühlmaschinenGmbH in Sindelfingen, erklärt das Problem
der temperaturabhängigen Fertigungstoleran-zen so: „Zur präzisen Fertigung unserer Käl-temittelverdichter bzw. deren Einzelteile brau-chen wir einen nachvollziehbaren Temperatur-verlauf in der Produktion. Dazu müssen wirdie Raumtemperatur zwar nicht Strich fah-ren, sie sollte jedoch im Tagesverlauf kon-stant sein. Probleme schaffen die so genann-ten Tageshüpfer im Sommer, also relativ nied-rige Raumtemperaturen bei Beginn der Früh-schicht mit Anstieg auf Höchsttemperaturenam späten Nachmittag, wenn die Spätschichtbeginnt. Solche Temperaturschwankungen er-fordern bei hochpräzisen Teilen wie Rotorenoder Verdichtergehäusen eine laufende Er-fassung der Toleranzabweichung mit entspre-chenden Nachstellmaßnahmen beim Werk-zeug und an der Maschine. Dadurch entste-hen relativ große Toleranzfelder im Bereichvon Hundertstel Millimetern mit dem Ergeb-nis, dass Passungen bzw. Rotoren und Ver-dichtergehäuse mit großem Zeitaufwand ge-paart werden müssen. Klimatisierte Produktli-nien in Kombination mit konstanten Schneid-öltemperaturen eröffnen uns dagegen den Ge-nauigkeitsbereich von Tausendstel Millimetern.Damit entfällt das aufwändige Paaren, d. h. wirkönnen Verdichterbauteile mit Bohrungen undRotorwellen beliebig zuordnen. Das spart Kos-ten, mindert die Ausschussrate und verbessertdie Effizienz unserer Verdichter.“
Fabrik der Zukunft in Ergenzingen
Mit diesen Erkenntnissen war es für die Ver-antwortlichen von Bitzer nur konsequent, diemechanische Fertigung der neuen Fabrik fürSchraubenverdichter in Rottenburg-Ergenzin-gen komplett zu klimatisieren. Während derVorplanung stellte sich heraus, dass für die
rund 16.200 m2 große Fabrik eine vergleichs-weise hohe Kühlleistung von 1.430 kW not-wendig gewesen wäre. Bei näherer Betrach-tung der thermischen Lasten stellte sich her-aus, dass insbesondere die etwa 25 de-zentral den Bearbeitungszentren zugeordne-ten Schneidöl- und Kühlschmiermittelkühlerzu einer erheblichen thermischen Belastungder Raumluft und damit zur Lasterhöhungder Klimaanlage beigetragen hätten. Diesesin der bisherigen Produktion realisierte Kühl-
REF010_V2_2004_DE Seite 3
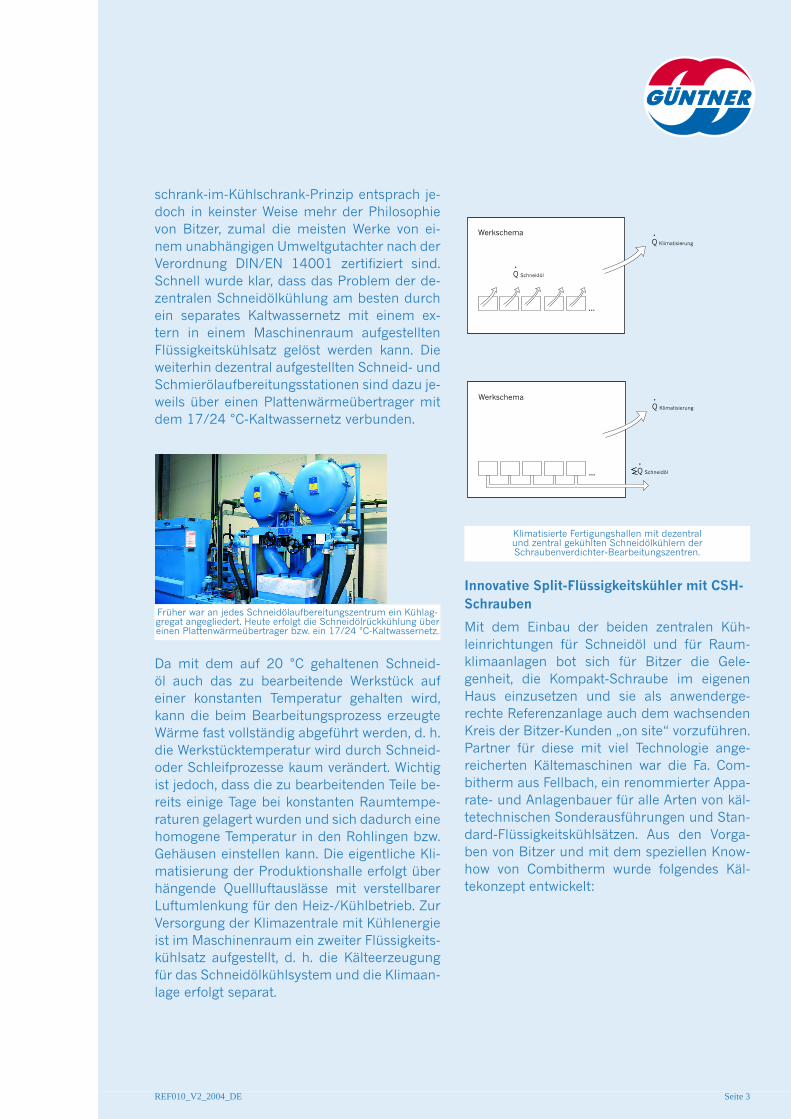
schrank-im-Kühlschrank-Prinzip entsprach je-doch in keinster Weise mehr der Philosophievon Bitzer, zumal die meisten Werke von ei-nem unabhängigen Umweltgutachter nach derVerordnung DIN/EN 14001 zertifiziert sind.Schnell wurde klar, dass das Problem der de-zentralen Schneidölkühlung am besten durchein separates Kaltwassernetz mit einem ex-tern in einem Maschinenraum aufgestelltenFlüssigkeitskühlsatz gelöst werden kann. Dieweiterhin dezentral aufgestellten Schneid- undSchmierölaufbereitungsstationen sind dazu je-weils über einen Plattenwärmeübertrager mitdem 17/24 °C-Kaltwassernetz verbunden.
Früher war an jedes Schneidölaufbereitungszentrum ein Kühlag-gregat angegliedert. Heute erfolgt die Schneidölrückkühlung übereinen Plattenwärmeübertrager bzw. ein 17/24 °C-Kaltwassernetz.
Da mit dem auf 20 °C gehaltenen Schneid-öl auch das zu bearbeitende Werkstück aufeiner konstanten Temperatur gehalten wird,kann die beim Bearbeitungsprozess erzeugteWärme fast vollständig abgeführt werden, d. h.die Werkstücktemperatur wird durch Schneid-oder Schleifprozesse kaum verändert. Wichtigist jedoch, dass die zu bearbeitenden Teile be-reits einige Tage bei konstanten Raumtempe-raturen gelagert wurden und sich dadurch einehomogene Temperatur in den Rohlingen bzw.Gehäusen einstellen kann. Die eigentliche Kli-matisierung der Produktionshalle erfolgt überhängende Quellluftauslässe mit verstellbarerLuftumlenkung für den Heiz-/Kühlbetrieb. ZurVersorgung der Klimazentrale mit Kühlenergieist im Maschinenraum ein zweiter Flüssigkeits-kühlsatz aufgestellt, d. h. die Kälteerzeugungfür das Schneidölkühlsystem und die Klimaan-lage erfolgt separat.
...
...
Klimatisierte Fertigungshallen mit dezentralund zentral gekühlten Schneidölkühlern derSchraubenverdichter-Bearbeitungszentren.
Innovative Split-Flüssigkeitskühler mit CSH-Schrauben
Mit dem Einbau der beiden zentralen Küh-leinrichtungen für Schneidöl und für Raum-klimaanlagen bot sich für Bitzer die Gele-genheit, die Kompakt-Schraube im eigenenHaus einzusetzen und sie als anwenderge-rechte Referenzanlage auch dem wachsendenKreis der Bitzer-Kunden „on site“ vorzuführen.Partner für diese mit viel Technologie ange-reicherten Kältemaschinen war die Fa. Com-bitherm aus Fellbach, ein renommierter Appa-rate- und Anlagenbauer für alle Arten von käl-tetechnischen Sonderausführungen und Stan-dard-Flüssigkeitskühlsätzen. Aus den Vorga-ben von Bitzer und mit dem speziellen Know-how von Combitherm wurde folgendes Käl-tekonzept entwickelt:
REF010_V2_2004_DE Seite 4
Kälteschema „Schneidöl- und Kühlschmiermittel-kühlung“ mit separat aufgestelltem Verflüssiger
A Klimakälte
• Niedertemperatur-Kaltwasserverteil-netz 6/12 °C zur Versorgung von zweiRLT-Anlagen in der mechanischen Fer-tigung, einer RLT-Anlage für die Quali-tätssicherung, einer RLT-Anlage im So-zialtrakt sowie einem Umluftkühler imServerraum
• Ein Flüssigkeitskühlsatz mit R407Cals Kältemittel, bestehend aus zweiKältemittelkreisen mit zwei Schrau-benverdichtern CSH 8551-110Y, dieso angeordnet sind, dass jede Schrau-be separat zugeschaltet werden kann.Damit ist eine stufenlose Leistungs-anpassung von Q.min = 50 kW bisQ.max = 500 kW möglich. Für gerin-gere Leistungsabnahmen bzw. kurz-zeitige Leistungsspitzen steht ein Puf-ferspeicher mit 1.480 Liter Inhalt be-reit.
• Ein luftgekühlter Kältemittelverflüssi-ger, Fabrikat Güntner GVH 102 B/2x4-L(D). Die Verflüssigerventilatoren sindüber Phasenanschnittregler stufenlosdrehzahlgesteuert. Das Signal dazukommt von einem digitalen Druckauf-nehmer, d. h. bei steigendem Kältemit-teldruck wird die Drehzahl der Verflüs-siger-Ventilatoren erhöht.
B Schneidöl- bzw. Kühlschmiermittelkühlung
• Hochtemperatur-Kaltwasserverteilnetz17/24 °C zur Versorgung von der-zeit 19 Plattenwärmeübertragern derSchneidölaufbereitungsanlage sowievon drei weiteren Kühleinrichtungen
• Ein Flüssigkeitskühlsatz mit R134aals Kältemittel, bestehend aus zweiKältemittelkreisen mit zwei Schrau-benverdichtern CSH 8551-110Y; stu-fenlose Leistungsregelung von 50 bis500 kW. Für sehr kleine Leistungsab-nahmen bzw. kurzzeitige Leistungs-spitzen steht ein Pufferspeicher mit900 Litern Inhalt zur Verfügung.
• Ein luftgekühlter Kältemittelverflüssi-ger, Fabrikat Güntner GVH 082 B/2x4-N(D). Die Regelung erfolgt nach demgleichen Prinzip wie beim Klimakäl-teaggregat.
Die Split-Flüssigkeitskühlsätze sind so aufge-baut, dass sie unter verschiedenen Betriebsbedin-gungengefahren und kontrolliert werden können.
Um das außergewöhnlich flexible Regelverhal-ten der Bitzer-Kompaktschraube im Teillast-betrieb transparent zu machen, können überdas Energiemanagementsystem folgende Wer-te abgerufen werden:
• Betriebsstrom in Ampere• kVA-Aufnahme• Elektrische Leistung in kW• Summenzähler Kilowattstunden• Cos f als Momentanwert
Für Versuche und Demonstrationszwecke sindaußerdem verschiedene manuelle Schaltfunk-tionen eingebaut, um Kunden bestimmteschraubenverdichterspezifische Eigenschaftenzu erklären.

REF010_V2_2004_DE Seite 5
Hocheffiziente Musteranlage in Split-Bau-weise
Kältemittelsammler mit Regelung und Druckaufneh-mer für die Regelung der Verflüssiger-Ventilatoren
Steffen Klein, Geschäftsführer Combitherm,beurteilt das realisierte Kälteerzeugungskon-zept so: „Wir haben hier zusammen mit denFachleuten von Bitzer zwei hocheffiziente Mus-teranlagen aufgebaut, die optimal auf die bei-den Anwendungen Klimakälte und Schneidöl-kühlung zugeschnitten sind. Für Bitzer bietetsich hier die einmalige Möglichkeit, die Vor-teile ihrer neuen Generation von optimiertenKompakt-Schraubenverdichtern an ihrer Anla-ge praxisgerecht vorzuführen. Eine Besonder-heit ist, dass dieselbe Schraube sowohl fürden R134a- als auch für den R407C-Kältemit-telkreislauf eingesetzt werden kann.
Weitere Besonderheiten sind die Ausführungder Wasserkühlsätze mit je einem Economi-zer-Kreislauf und einem Kältekreis mit inne-rem Wärmetauscher zur Flüssigkeitsunterküh-lung und Sauggasüberhitzung, um eine ma-ximale Leistungseffizienz zu erzielen. Zudemwurde die R407C-Anlage mit elektronischenExpansionsventilen ausgerüstet, um auch andiesem Anlagenteil die Möglichkeiten der Tech-nik demonstrieren zu können.“
Die CNC-Bearbeitung im Verbund verbessert die Maschinen-auslastung und ermöglicht eine Rund-um-die-Uhr-Fertigung.
Auch die Ausführung als Split-Flüssigkeitsküh-ler, also die externe Aufstellung des Kältemit-telverflüssigers auf dem Dach, sei bewusst sogewählt, spare sie doch durch ein optimales∆t gegenüber einer vergleichbaren Glykolanla-ge rund 20 bis 30 % an Wärmeaustauscher-fläche bei der Rückkühlung ein und verbesserezudem die Effizienz des Kältekreislaufs. „EineSplit-Anlage ist immer noch die eleganteste Lö-sung“, so Steffen Klein. „Der Verzicht auf ver-lustbehaftete Wärmetauscher steigert die Effi-zienz des Kältekreislaufs. Insgesamt sind Split-Anlagen viel schlanker aufgebaut und somitauch kostengünstiger.“ Da Glykol mittlerweilenicht mehr als ökologisch unbedenklich gel-te, werde die höhere Kältemittelfüllmenge vonSplit-Anlagen eher in Kauf genommen. „Wir alsKälteanlagenbauer und Hersteller von Flüssig-keitskühlern bevorzugen deshalb – wann im-mer möglich – luftgekühlte Split-Flüssigkeits-kühler“, so Steffen Klein. Auf die Frage, warumer Güntner Produkte einbaue, hat Steffen Kleineine einfache Antwort: „Von Kälteanlagen hän-gen heute ganze Produktionszweige ab. Dar-aus ergibt sich für uns als Hersteller und An-lagenbauer eine große Verantwortung. Wir set-zen deshalb auf Premium-Produkte wie Bitzerund Güntner, um unsere Kunden optimal zubedienen. Als größte Hersteller am Markt sindBitzer und Güntner für uns mit die wichtigstenLieferanten.“
Eine Kältezentrale wie aus dem Lehrbuch. Be-sonders überrascht sind die Besucher vom
niedrigen Geräuschpegel der Bitzer-Schraube.
Vorteile der zentralen Schneidölkühlung aufeinen Blick
• Keine Wärmeabgabe in die Halle• Verzicht auf Kühlschrank-im-Kühl-
schrank-Prinzip bei klimatisierten Pro-duktionshallen

REF010_V2_2004_DE Seite 6
• Verbesserte Arbeitsumgebung für dieBeschäftigten
• Höhere Maßhaltigkeit der bearbeitetenTeile
• Wartung vieler dezentraler Kühlaggre-gate entfällt
• Platzgewinn von ca. 2,5 m2 je Bearbei-tungszentrum durch Wegfall des Kühl-aggregats
• Stromeinsparung von rund 30 % ge-genüber dezentraler Lösung
• Geringerer Stromanschlusswert• Höhere Verfügbarkeit durch redun-
dante Kälteerzeugung• Höhere Auslastung der zentralen
Schneidölkühlung durch Gleichzeitig-keitsfaktor
• Niedrigere spezifische Anschaffungs-kosten
• Hohe Regelgenauigkeit des Kaltwas-sersystems
• Lärmminderung am Arbeitsplatz
Vorteile der Klimatisierung von Produktions-hallen mit CNC-Bearbeitungszentren
• Maßgenauigkeit wächst von Hunderts-tel auf Tausendstel Millimeter
• Temperaturabhängige Nachjustierungvon Werkzeugen und Maschinen ent-fällt
• Maßtoleranzprüfung kann minimiertwerden
• Manuelle Zuordnung von Maschinen-teilen mit Bohrungen und Wellen (Pai-ring) entfällt
• Geringere Ausschussquoten• Höhere Produktqualität durch niedri-
gere Toleranzen, dadurch höhere Ge-samteffizienz der Verdichter
• Einfacherer Teileaustausch im Repara-turfall
• Höhere Produktivität durch men-schen- und prozessgerechtes Raum-klima
• Weniger Platzbedarf
Christian Wehrle (links) und Albrecht Höpfer (rechts), bei-de Fa. Bitzer: „Die Klimatisierung erlaubt uns eine Prä-zision, die den Fertigungsprozess nachhaltig verbes-
sert, die Produktion sicherer macht, die Effizienz unse-rer Schrauben steigert und die Ausschussrate senkt.“