Competition policy and productivity growth: An empirical assessment

Innovation7
Die Software für Alle
D a s M a g a z i n v o n C a r l Z e i s s – S p e z i a l a u s g a b e
We make it visible.
SP
EZIA
LM
esst
echnik
VisibleProductivity

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 20052
Vorwort
Auf der diesjährigen Control 2005 setzen wir einen Schwer-punkt auf „Software für Alle“. Nicht nur die Funktionalität,sondern auch die Anwendungsorientierung und Benutzer-freundlichkeit haben die Software Calypso zum Marktführer inder Qualitätssicherung für zerspanende Fertigungsprozesse ge-macht. Mit HOLOS setzen wir den Standard im Messen vonFreiformflächen. Aufgrund der Marktposition von Calypso undHOLOS wünschen sich immer mehr unserer Kunden, dieseSoftwaresysteme auch für Messgeräte anderer Hersteller ein-setzen zu können.
Auf dem Stand des ia.cmm (International Association ofCMM-Manufacturers) sehen Sie, wie unsere Software CalypsoMaschinen anderer Hersteller steuert und auswertet, aberauch, wie eine Messmaschine unseres Hauses mit anderenSoftware-Paketen läuft. Über die offene DME-Schnittstelle hi-naus bieten wir auch Direktanschlüsse von Messsystemen an-derer Hersteller an, damit Sie die Anwendungsvorteile derZEISS Software auch breit in Ihrem Betrieb nutzen können.
Visible productivity: Nur durch überragende Produktivitätkann die Wettbewerbsfähigkeit unserer Kunden erhöht wer-den. In etlichen Benchmarks konnte Calypso als das Systemüberzeugen, mit dem am schnellsten Messprogramme er-stellt und modifiziert werden können. Basis dafür sind die ob-jektorientierte Messprogrammerstellung und die umfangrei-chen Möglichkeiten der CAD-Programmierung oder desOfflline-Moduls Calypso planner.
Geschwindigkeit, Genauigkeit sowie Zuverlässigkeit derMess-Ergebnisse sind Basis für die Qualität Ihrer Prozess-steuerung. Die ZEISS Navigator-Technologie bringt Messzeit-reduzierungen an realen Teilen von bis zu 50 Prozent. Diemeisten Automobilhersteller und Werkzeugmaschinenanbie-ter setzen heute die Navigator-Technologie für den Nachweisder Lehrenfähigkeit und bei GR&R Tests ein. Wie sagte unshier ein Kunde bei der Abnahme: „Navigator ist genial“.
Sichtbarmachung der Produktivität kann aber auch durch un-sere kompetenten Dienstleistungen und der damit verbunde-nen Reduzierung Ihrer Lifecycle Costs erfolgen. Was nutzendie besten Systeme, wenn sie nicht optimal eingesetzt oderbedient werden? Wenn in Spitzenzeiten nicht genügend Ma-schinen zur Verfügung stehen? Wenn Sie vor neue Messauf-gaben gestellt werden und Ihr Personal qualifizieren müssen?Auch für diese Fälle bieten wir „Visible Productivity“. Bei-spielhaft sei hier nur der in unserer Branche einmalige Tele-service genannt. Aber auch unsere dezentralen Schulungs-und Supportzentren in mehreren Städten Deutschlands, dieIhnen kompetente Unterstützung bieten. Diese Strategie derKundennähe und Kompetenz bauen wir auch internationalkontinuierlich aus, wie beispielsweise die vor kurzem inShanghai in Betrieb genommene Montage von Messmaschi-nen zeigt. Mit unserem globalen Logistik- und Produktions-netzwerk Oberkochen, Minneapolis, Shanghai sind wir zu-kunftsorientiert aufgestellt.
Dr. Rainer Ohnheiser,Geschäftsführer Carl ZeissIndustrielle MesstechnikGmbH
Carl Zeiss setzt Schwerpunkt auf „Software für Alle”
Dr. Rainer Ohnheiser
Das IMT-Systemhaus trägt sichtbar dazu bei, Ihre Produkti-vität zu steigern. Deshalb entwickeln und produzieren wir al-le wesentlichen Komponenten eines Messgerätes wie Luftla-ger, Maßstäbe, Sensoren, Steuerungen und Software aufeinan-der abgestimmt in unserem Haus. Mit unseren Systeminge-nieuren realisieren wir auch gerne die Integration der Mess-maschinen in Ihren Material- und Informationsfluss.
Unser Streben, Trendsetter in der Qualitätssicherung zu blei-ben, haben wir nicht zuletzt von unserem Pionier und Gründerder Carl-Zeiss-Stiftung Ernst Abbe. Dem genialen Physikerund Sozialwirtschaftler ist zu seinem 100. Todesjahr ein Ge-denkjahr gewidmet, da er auch heute noch den Geist bei Carl Zeiss prägt. Mit dem Abbeschen Komparatorprinzip hater bereits vor über 100 Jahren mögliche Messfehler analysiertund wissenschaftlich dokumentiert. Wen wundert es, dass inder Nachfolge von Ernst Abbe, Carl Zeiss IMT als erstes dierechnerische Führungsfehlerkorrektur CAA (Computer AidedAccuracy) entwickelt und eingesetzt hat. Diese Tradition ha-ben wir weiter fortgesetzt. Sowohl mit der patentierten Na-vigator-Technologie wie auch mit dem Hochpräzisionsmess-gerät UPMC ultra setzen wir Maßstäbe für schnelles undhochgenaues Messen.
Unsere Aufgabe sehen wir ganz besonders darin, die Per-spektiven für die Messtechnik zu erkennen und zu entwi-ckeln. Hierzu zählt für uns auch das Messen von Mikrobau-teilen (Mikroparts). Carl Zeiss IMT bietet mit der F25 einMessgerät mit Scanning-Technologie für Tastkugeldurchmes-ser von 50 bis 700 µm, um z.B. Mikrolinsen zu vermessen.Unser Computertomograph (CT) aus dem Hause Wällischmil-ler, seit zwei Jahren in Aalen eingesetzt, ist mit Messungenvon Kundenteilen im Mehrschichtbetrieb voll ausgelastet.
Durch Innovation, eigene Kraft, Kompetenz und Kontinuitätwollen wir weiterhin Maßstäbe setzen und Ihrem hohen An-spruch an Qualität als Ihr System- und Supportpartner ge-recht werden. In diesem Sinne begrüße ich Sie recht herzlichals unser Gast auf der Control 2005.
Ihr
Dr. Rainer Ohnheiser
Visible Productivity

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 3
Inha l t
Von Anwendern für Anwender
Firma Westfalia misst hochwertige Sitzschienen mit Calypso 34Johannes Hoffmann, Christian Wirnsberger
VAST navigator steigert die Produktivität bei BMW 36Andrew Thompson, David Sykes, Roger Bayer
Anwendungserfahrung mit passiv scannenden Sensoren 37Norbert Legner, Christian Wirnsberger
Messtechnik und Flächensoftware im Werkzeug- und Formenbau 38Achim Rank, Alfons Lindmayer
Scannendes KMG beseitigt Engpässe und erhöht die Produktivität 40Annette Smith
ScanMax als flexible Lehre für Linien- und Flächenformen 42Bernd Georgi, Karl-Josef Graf
Flexible Messlösungen mit dem Fertigungsmessgerät CenterMax 43Andrew Thompson, David Sykes, Roger Bayer
GageMax von Carl Zeiss erfüllt exklusive Ansprüche der GETRAG 44Frank Descher, Wolfgang Klaus Wiedmann
Vollintegrierte GageMax bei DUCATI Bologna, Italien 46Franco Lanzo, Giovanni Borsani, Andrea Cavazza, Antonio Bernardo Ciddio, Luciano Ferrari, Wolfgang Schwarz
Firma Liebherr misst hochgenaue hydraulische Bedienelemente ... 48Martin Niggel, Maximilian Kirschenhofer
Rationell erodieren im Werkzeug- und Formenbau 49Herbert Hahn
Dienstleistungen
Aktuelle Druckschriften zur Auswahl 50
Wir kümmern und um Sie ... 54Ronald Fuchs, Christoph Grieser, Lothar Hänle
AUKOM 56Robert Roithmeier
Kompetenz aktuell: Messtechnik hautnah erleben 57Wolfgang Thaler
Wir über uns
Messhäuser in Kundennähe Sabino Mastrapasqua, Bernd Rathgeb 58
Anwendungstechnik in neuen Räumen Josef Wanner 59
„Made in China“ für chinesische Kunden Johannes Gold 60
Fotbildungsaktivitäten ... Antonio Carlos Coelho, João Lopes 61
2005 – das Ernst Abbe Jahr Alfons Lindmayer, Kerstin Soldan 62
Richtige Schreibweise von Produktnamen bei der IMT GmbH 63
Vorwort
Software für alle 2Dr. Rainer Ohnheiser
Inhalt
Inhalt 3Impressum 3
Produktreport
Die Software für Alle: Calypso von Carl Zeiss 4Otto Boucky, Alfons Lindmayer
Warum auf Calypso umrüsten? 6Lutz Karras
CMM Master Control Center 8Robert Roithmeier, Udo Kirin
Zertifizierung von Zahnradsoftware 10Karl Buschhoff
Machen Sie mehr aus Ihren Messdaten 12Andreas Lotze
PRO T: Die Weiterentwicklung der Erfolgsplattform 14Stephan Klumpp, Bernd Balle
3D Computertomographie bei Carl Zeiss 16Hubert Lettenbauer
Messgerät F25 für die Mikrosystemtechnik 18Karl Seitz
Volles Programm – neu aufgestellt: Große Brücken und Portale 20Berndt Kammleiter
UPMC ultra: Die neue Referenz von Carl Zeiss 22Bernd Balle, Dietrich Imkamp
10 Jahre ScanMax – erfolgreich im Markt 23Bernd Georgi, Karl Seitz
Inline-Messtechnik in der Produktion rechnet sich 24Dietrich Imkamp, Hannes Daniel
Jetzt geht es rund: GageMax mit integriertem Drehtisch 26Hannes Daniel
Zweimal messen ist einmal zuviel 28Markus Walcz
Mit CNC an die Oberfläche 30Markus Walcz
In Bestform 31Markus Walcz
Neuer Multi-Sensor-Wechsler für alle Taster ... 32Josef Pfeilmeier
Keine Berührungsängste 33Ralf Stecher, Franz Nagel
Impressum
Innovation, das Magazin von Carl ZeissSPEZIAL Messtechnik Nr. 7, Mai 2005
„Innovation” erscheint mehrmals jährlich in zwangloser Folge in deutscher und englischer Sprache. Sie ist hervorgegangen aus der „Zeiss Information mit Jenaer Rundschau“ (1992 bis 1996), vormals „Zeiss Information“ (1953 bis 1991) und „Jenaer Rundschau“ (1956 bis 1991).Die Numerierung der Ausgaben erfolgt fortlaufend, beginnend mit 1/1996.
Herausgeber: Carl Zeiss, Oberkochen.
Chefredaktion: Alfons Lindmayer (verantwortlich)Carl Zeiss, D-73446 Oberkochen, Abteilung I-VMTelefon (+7364)/203539, Telefax (+7364)/204657, e-mail: [email protected], Germany, Internet: www.zeiss.de.imt
Redaktion und Gestaltung: Nadine KimmerleCarl Zeiss, D-73446 Oberkochen, Abteilung I-VM
„Innovation SPEZIAL Messtechnik” erscheint in unregelmäßigen Abständen.
© 2005, Carl Zeiss
Nachdruck einzelner Beiträge und Bilder nur nach vorheriger Rücksprache mit der Redaktion und mit Quellenangabe.
Anfragen zum Bezug der Zeitschrift und Adressenänderungen mit Angabe der Kundennummer (wenn vorhanden) bitte an die Redaktion richten.
Bildnachweis: Wenn nicht besonders vermerkt, wurden die Bilder von denVerfassern der Beiträge gestellt bzw. sind Werkfotos oder Archivbilder vonCarl Zeiss.
Autoren: Falls nicht anders angegeben, sind die Verfasser der BeiträgeMitarbeiter von Carl Zeiss und über die Redaktion zu erreichen.

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 20054
Ganz gleich, ob Sie mit Carl Zeiss oderanderen Messmaschinen oder Messsys-temen arbeiten – auf Calypso müssenSie nicht verzichten. Carl Zeiss Indus-trielle Messtechnik hat verschiedeneMöglichkeiten entwickelt, Calypso auchan Messsystemen anderer Hersteller zunutzen.
DME und kundenspezifische Schnitt-stellen als Türöffner zu Calypso
Über die DME-Schnittstelle können zu-künftig alle Messsysteme mit der An-wendersoftware Calypso DME-Clientbetrieben werden, wenn sie über einenentsprechenden DME-Server als Ma-schinenschnittstelle verfügen. Alternativbietet Carl Zeiss Industrielle Messtech-nik eine Vielzahl von Direktschnittstellenan, bei denen Calypso direkt an die be-
Die Software für Alle: Calypso von Carl ZeissOtto Boucky, Alfons Lindmayer
stehende Hardware angeschlossen wer-den kann. Das beschränkt sich nicht auf3D-Messmaschinen im klassischen Sinn.Es gibt auch Schnittstellen für Gelen-karm-Messgeräte, Lasertracker undComputer-Tomographen. Darüber hi-naus besteht natürlich die Möglichkeit,ältere Messmaschinen mit einer neuenSteuerung und neuer Sensorik auszu-statten und weiter zu nutzen. Carl ZeissIndustrielle Messtechnik bietet die Mo-dernisierungen mit bewährten eigenenKomponenten oder mit anderen han-delsüblichen Komponenten an. Damitkönnen die Anwender die für sie opti-male Lösung wählen, um Calypso ein-zusetzen. Die Oberkochener Messtech-nikspezialisten bringen diese Tatsachezeitgemäß zum Ausdruck mit: „Calypso– One fits All“.
Praktische Vorteilefür das Messen inder Prozesskette
Calypso ist um einen CAD-Kern herumaufgebaut. Diese Einbindung gestattetden Import von umfassenden 3D-Mo-dellen aus dem CAD. Damit stehensämtliche geometrischen Elemente des3D-Modells, ob erforderlich oder nicht,in der Messsoftware zur Prüfplangene-rierung zur Verfügung.
Die Anwender sind jedoch in erster Linienicht an Information über geometrischeElemente interessiert, sondern brau-chen Informationen über die Merkmale.Als da sind: Maße, Form- und Lage-To-leranzen etc. Und genau hier unter-scheidet sich Calypso mit seiner merk-malsorientierten Architektur von den
P rodukt repor t
Standardschnittstelle
DMEDimensionalMeasuringEquipment
Die Nutzung der Vorteile von Calypso waren bisher ausschließlich den Besitzern einerZEISS Koordinatenmessmaschine vorbehalten. Jetzt bietet Carl Zeiss die Möglichkeit,Calypso auch an andere Messsysteme zu adaptieren. Damit hat der Kunde es jetzt au-tomatisch einfach – er kann Calypso für alle seine Messgeräte und für alle Anforde-rungen als optimale Lösung einsetzen.
DME-Client DME-Server
Alternativ: Kundenspezifische Direktschnittstelle
weitere Hersteller
Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 5
anderen marktüblichen Softwarepake-ten. Die Calypso Philosophie arbeitetprimär mit diesen Merkmalen. EinMerkmal, z.B. eine Rechwinkligkeitsto-leranz, enthält alle Elemente die zu des-sen Überprüfung notwendig sind. Dasheißt alle geometrischen Elemente, beidiesem Beispiel die Elemente Zylinderund dessen Bezugsebene, die Berech-nungsformel, das dazugehörige Be-zugskoordinatensystem mit dessen Aus-richtelementen und die gewählte Mess-Strategie.
Da alle Eigenschaften des Merkmals imMerkmal selbst vorhanden sind, kannman Merkmale beliebig miteinanderkombinieren, weglassen oder hinzufü-gen. Alle Verfahrwege, die zwischenden Merkmalen (inkl. aller relevantenElemente!) erforderlich sind, werden da-bei immer wieder neu dynamisch be-rechnet. Prüfpläne für die einzelnen Fer-tigungsabschnitte lassen sich somit sehreinfach erstellen. Änderungen von Tole-ranzen oder Abläufen sind schnell undeinfach umsetzbar, da sich alles nur in-nerhalb eines Merkmals ändert undnicht den kompletten Ablauf beeinflusst.
Die zu prüfenden Merkmale müssenheute nicht mehr „von Hand“ selektiertoder zugewiesen werden. Die Selektionerfolgt vielmehr vollautomatisch durcheine von der Produktion erstellte Merk-malsliste (Characteristic Input). Somitschließt Calypso die Kette von der Kon-struktion (CAD 3D-Model) über die Prüf-planung (Merkmalsliste) bis hin zur Prü-fung (Prüfplan) an der Messmaschine.
Mit diesen Vorteilen, die deutlich mess-baren Kundennutzen bringen, ist Calyp-so bereits heute das am meisten be-nutzte Mess-Softwarepaket weltweit imPowertrain-Bereich der Automobilin-dustrie (Motoren, Getriebe, Antriebs-strang, Fahrwerk).
Otto Boucky,Leitung Geschäftsfeld Module IMT;Alfons Lindmayer,Leitung Marketing/Geschäftsstrategien IMT
P rodukt repor t
CAD-Datenaufbereiten
Sollgeometriedefinieren
Toleranzdefinieren
Messungprogrammieren
Umfahrwegeprogrammieren
Anpassungan KMG
CAD-Datenaufbereiten
Sollgeometriedefinieren
Toleranzdefinieren
Messungprogrammieren
Anpassungan KMG
Zeitersparnis mit
Visible Productivity
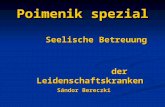
CAD-Modell
Merkmal: Rechtwinkligkeits-Toleranz
Calypso: Einfach automatischZur Überprüfung der Rechtwinkligkeit nur Merkmal auswählen und dieangebotenen Elemente selektieren – fertig !
Element: Zylinder
Element: Ebene
0,005 A
Ob Einzelpunkt oder
Scanning, ob am Ko-
ordinatenmessgerät
oder offline, ob taktil
oder optisch – mit
Calypso erledigen Sie
jede Messaufgabe
per Mausklick und in
einer Software-Um-
gebung.
Die Software für alle Aufgaben – Calypso: Einfach automatisch

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 20056
Als Besitzer eines Koordinatenmessge-räts machen auch Sie sich heute Ge-danken über den Begriff „Total Cost ofOwnership“. Dabei betrachten Sie si-cherlich die Kosten für Abschreibung,Bediener, Wartung und BetriebskostenIhres Koordinatenmessgeräts. Laufendentwickeln Sie Konzepte, wie sich dieProduktivität Ihres Koordinatenmessge-räts steigern lässt und wie Sie die Kos-ten weiter senken können.
Dieser Artikel will Ihnen Denkanstößegeben, wo Sie weiteres Rationalisie-rungspotenzial in Ihrem Messraum fin-den und nur den Bruchteil der jährli-chen Arbeitskosten dafür investierenmüssen.
Vergleich mit KMG-Wartung
Wenn Sie Ihr Koordinatenmessgerät be-trachten, finden Sie sicherlich einen Auf-kleber, der inhaltlich Bild 1 entspricht.
Dieser Aufkleber beweist, dass Sie IhrKoordinatenmessgerät regelmäßigüberprüfen und warten lassen. Das istselbstverständlich, da Sie Ihre Investiti-on schützen und keine Einbußen derProduktivität durch Verschleiß hinneh-men wollen.
Warum auf Calypso umrüsten? Lutz Karras
Bitte beantworten Sie sich folgendeFragen:
• Ist Ihre Software älter als zwölf Jahre?• Wann haben Sie zum letzten Mal ei-
ne neue Version Ihrer Software instal-liert?
• Arbeiten Sie immer noch mit derSoftware, die der Hersteller bei derAufstellung des Koordinatenmessge-räts installiert hat?
Wenn Sie eine Frage mit „ja” beantwor-ten konnten, dann arbeiten Sie unpro-duktiver als notwendig und sollten sichGedanken über Software machen.
Produktivitätsverluste:
1. durch alte Software
Jede Generation Software, die für Koor-dinatenmessgeräte auf den Marktkommt, ist – bedingt durch interne Ar-chitektur, Design der Benutzeroberflä-che oder durch intelligente Annahmen –
generell produktiver als die vorherigenGenerationen. Die Produktivität einerneuen Software steigt nach der Einfüh-rungsphase weiter an, flacht jedoch mitzunehmendem Alter ab. So wird früheroder später die ehemals überdurch-schnittlich produktive neue Softwaremit der Zeit unterdurchschnittlich pro-duktiv. Dann ist es Zeit für Sie, auf eineneue Software zu wechseln. Diese neueSoftware kann Calypso von der CarlZeiss IMT GmbH sein. Sie arbeiten heu-te mit Calypso deutlich effizienter als Ih-nen dies mit einer anderen Softwaremöglich ist.
2. ohne Wartung
Ohne einen Wartungsvertrag veraltetIhre Software schneller als Sie denken(gelbe Kurve in Bild 2), da Sie von wei-teren Software-Erweiterungen, die IhreProduktivität steigern würden, ausge-schlossen sind. Jede neue Version vonKoordinatenmessgeräte-Software bie-tet Ihnen Ergänzungen, mit denen SieIhre Aufgaben effizienter erledigen.Bild 1:
KMG-Aufkleber als Beweis der geprüften Qualität
Produkt repor t
Zeit
Pro
duk
tivi
tät
Generelle EntwicklungIhre Software ohne WartungsvertragIhre Software
Bild 2:Produktivität von Software

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 7
3. durch uneinheitliche Bedienung
Besonders unproduktiv arbeiten Sie,wenn in Ihren Messräumen unter-schiedliche Koordinatenmessgeräte mitunterschiedlicher Software verwendetwerden. Sie haben dann auf jeden Fallfür Ihre Bediener einen deutlich erhöh-ten Schulungsaufwand, da mehrereSoftwarepakete bedient werden müs-sen. Möglicherweise unterstützen dieSoftwarepakete nicht alle Auswertever-fahren, Berechnungsalgorithmen oderMessstrategien, die sie benötigen, umdie Messergebnisse zu erhalten, die Siebrauchen.Ein weiterer Grund für eine einheitliche
Software ist, dass Sie die Komplexität inIhrem Messraum deutlich reduzierenkönnen. Sie brauchen keine Zeit mehraufzuwenden, um die korrekte Patch
Version für die CAD-Schnittstelle des ei-nen Herstellers zu testen und gleichzei-tig Fehler in der Schnittstelle der ande-ren Hersteller zu prüfen. Auch die Ver-sorgung Ihres SPC-Systems mit Mess-Ergebnissen ist mit einer einzigenSchnittstelle deutlich stabiler.Eine einheitliche Software für alle Koor-dinatenmessgeräte befreit Sie von vie-len Problemen.
Calypso
Mit Calypso 4.2 können Sie auf einerVielzahl von Koordinatenmessgerätenarbeiten. Damit steht Ihnen „Visual Me-trology“ auch auf Messgeräten, dienicht von der Carl Zeiss IMT GmbH her-gestellt wurden, zur Verfügung.
Calypso 4.2 stellt Ihnen die Erfahrung
einer professionellen Truppe von Soft-ware-Entwicklern mit dem Hintergrundeines Koordinatenmessgeräte-Herstel-lers in Ihrem Messraum zur Verfügung. Mit Calypso bekommen Sie eine ein-heitliche Software für alle Koordinaten-messgeräte, die Ihnen deutliche Pro-duktivitätszuwächse im Messraumbringt, Schulungs- und Einführungsauf-wand durch intuitive Bedieneroberflä-chen gering hält und Ihnen einen deut-lichen Vorsprung gegenüber Ihren Mit-bewerbern verspricht.
Dipl.-Ing. Lutz Karras,Produktmanagement Software
P rodukt repor t
CADSystem
KMG-Hersteller 1
KMG-Hersteller 2
KMG-Hersteller 3
SPCSystem
CADSchnittstelle
SPCSchnittstelle
Software 1
CADSchnittstelle
SPCSchnittstelle
Software 2
CADSchnittstelle
SPCSchnittstelle
Software 3
CADSystem
KMG-Hersteller 1
KMG-Hersteller 2
KMG-Hersteller 3
SPCSystem
CalypsoCADSchnittstelle
SPCSchnittstelle
Bild 3:Vorher: Hohe Komplexität durch viele Schnittstellen
Bild 4:Nachher: Geringe Komplexität durch wenige Schnittstellen
vorher nachher

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 20058
Auch in der Koordinatenmesstechnikwird die Notwendigkeit des organisier-ten Informationsmanagements immerklarer erkannt. Wenn z. B. in einem Un-ternehmen an zwei verschiedenenStandorten gleiche Bauteile gemessenwerden sollen, ist es sinnvoll, mit identi-scher Messstrategie vorzugehen undidentische Messprogramme, Tasterkon-figurationen etc. zu verwenden. Hierzuist es erforderlich, ortsunabhängig dendafür nötigen Daten- und Wissensab-gleich auf einfachste Weise zu organi-sieren.
Die meisten Dokumenten-Manage-ment-Systeme sind hierfür allerdings zuglobal. Hier setzt das CMM Master Con-trol Center an. Es wurde speziell für dieKoordinatenmesstechnik entwickeltund gibt einfache, werkergerechteWerkzeuge an die Hand.
Das CMM Master Control Center(CMM/MCC) ist eine zugriffsgesicherteLösung für Firmen-Intranets. Es wird alsserverbasierte Softwarelösung in denFirmen installiert. Es ist intuitiv bedien-bar und einfach zu verwalten. Dahersind für die Anwender keine Schulun-gen oder Fortbildungen nötig. Allemesstechnischen Informationen stehenmit dem CMM/MCC dort zur Verfü-gung, wo sie gebraucht werden. Selbst-verständlich bietet das CMM/MCCübersichtliche Benutzer- und Zugriffs-verwaltung und einfache individuelle Er-weiterungsmöglichkeiten für beliebigeneue Inhalte. Besonders ausgefeilt istdie indexbasierte extrem schnelle Voll-textsuche, die alle Dokumenttypen (inkl.PDF, Word, Excel, Powerpoint, Shock-wave Flash, Text, PostScript) nach Stich-worten, Autoren, Rubriken und anderenKriterien durchsucht.
Im Folgenden werden die spezifischenWerkzeuge zum Managen von Koordi-natenmessgeräten, Messstrategien, Pro-tokollen und KMG-Wissen vorgestellt.
CMM Master Control CenterRegeln, lenken und sichern Sie damit Ihre Koordinatenmesstechnik
Dr. Robert Roithmeier, Udo Kirin
Managen der KMG
Mit dem CMM/MCC können Sie Mess-geräte verwalten, elektronische Logbü-cher führen sowie Backup und Daten-abgleich der CNC-Programme steuern.
• Praxisrelevante Verwaltung vonMessgeräten inkl. Verwaltungsober-fläche für Backup- und Datenab-gleichsysteme (z.B. für die versionier-ten Calypso-Prüfpläne)
• Elektronische Logbücher zur Proto-kollierung von Wartung und Geräte-zustand inkl. Datensicherung (z.B.Upload der KMG-Diskette oder wich-tiger Einstellungen)
• Anbindung an den ZEISS Teleserviceund die Option Onboard Diagnosticszur Zustandsüberwachung steigernebenso die Produktivität der vom imCMM/MCC verwalteten KMG.
Onboard Diagnostics
Der aktuelle Verschleißzustand wich-tigster Komponenten eines Koordina-tenmessgerätes wird aus den in derSteuerung abgelegten Maschinenpara-metern ermittelt und ist jederzeit orts-unabhängig abrufbar. Beim Erreichenoder Überschreiten kritischer Messgrö-ßen können frühzeitig Warnungen ge-neriert und Verhaltensempfehlungenausgegeben werden. So wird eine ef-fektivere Planung von Stillstandszeitenmöglich:
• Wartungsintervalle können benutzer-spezifisch optimiert werden
• Log-Files aller wichtigen Ereignisse(inklusive Zeitstempel) können zu ei-nem späteren Zeitpunkt ausgewertetwerden
• Eine simultane Überwachung mehre-rer Koordinatenmessgeräte mit stän-dig abrufbarem Maschinenstatus istmöglich
• Nutzungsabhängige Wartungsfunk-tionen werden als „Ampellösung“ vi-sualisiert.
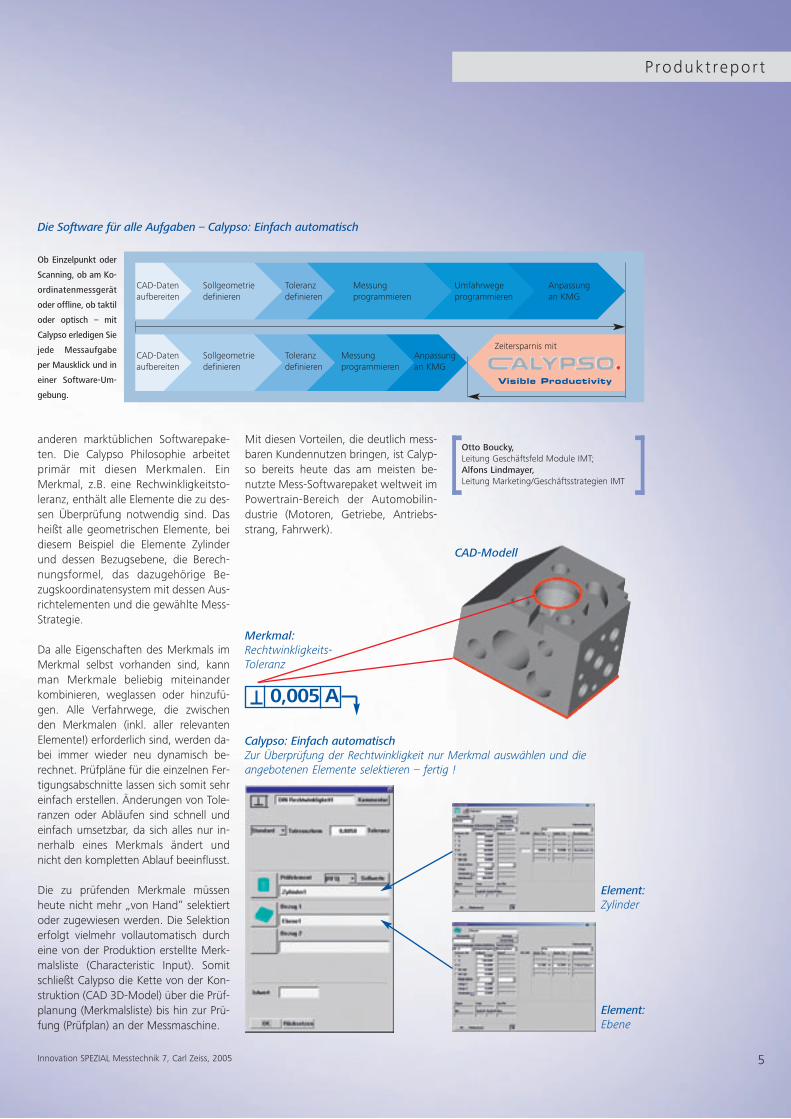
Bild 1:Screenshots vom CMM Master Control Center
Produkt repor t
Infos und kostenfreie Demo-Versionen: Carl Zeiss 3D Metrology ServicesGmbH Tel: (0 73 61) 5 59-18 00 Fax: (0 73 61) 5 59-18 99 E-Mail: [email protected]
Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 9
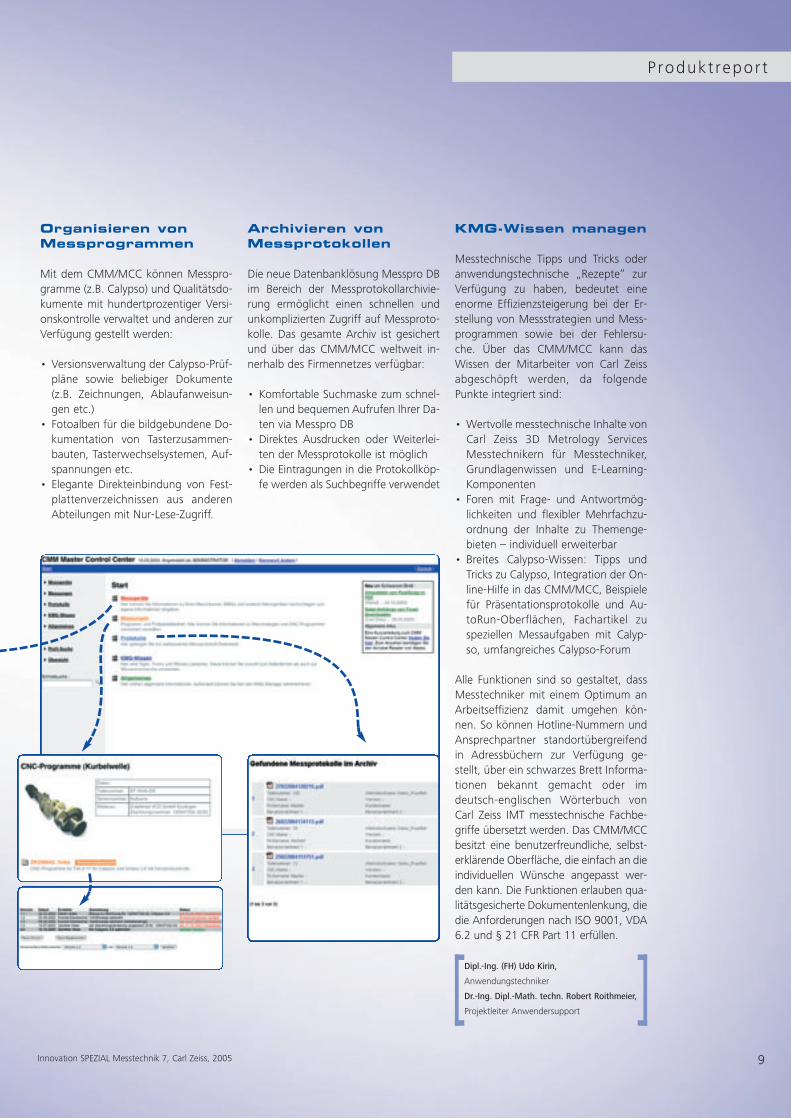
Organisieren vonMessprogrammen
Mit dem CMM/MCC können Messpro-gramme (z.B. Calypso) und Qualitätsdo-kumente mit hundertprozentiger Versi-onskontrolle verwaltet und anderen zurVerfügung gestellt werden:
• Versionsverwaltung der Calypso-Prüf-pläne sowie beliebiger Dokumente (z.B. Zeichnungen, Ablaufanweisun-gen etc.)
• Fotoalben für die bildgebundene Do-kumentation von Tasterzusammen-bauten, Tasterwechselsystemen, Auf-spannungen etc.
• Elegante Direkteinbindung von Fest-plattenverzeichnissen aus anderenAbteilungen mit Nur-Lese-Zugriff.
Archivieren vonMessprotokollen
Die neue Datenbanklösung Messpro DBim Bereich der Messprotokollarchivie-rung ermöglicht einen schnellen undunkomplizierten Zugriff auf Messproto-kolle. Das gesamte Archiv ist gesichertund über das CMM/MCC weltweit in-nerhalb des Firmennetzes verfügbar:
• Komfortable Suchmaske zum schnel-len und bequemen Aufrufen Ihrer Da-ten via Messpro DB
• Direktes Ausdrucken oder Weiterlei-ten der Messprotokolle ist möglich
• Die Eintragungen in die Protokollköp-fe werden als Suchbegriffe verwendet
KMG-Wissen managen
Messtechnische Tipps und Tricks oderanwendungstechnische „Rezepte“ zurVerfügung zu haben, bedeutet eineenorme Effizienzsteigerung bei der Er-stellung von Messstrategien und Mess-programmen sowie bei der Fehlersu-che. Über das CMM/MCC kann dasWissen der Mitarbeiter von Carl Zeissabgeschöpft werden, da folgendePunkte integriert sind:
• Wertvolle messtechnische Inhalte vonCarl Zeiss 3D Metrology ServicesMesstechnikern für Messtechniker,Grundlagenwissen und E-Learning-Komponenten
• Foren mit Frage- und Antwortmög-lichkeiten und flexibler Mehrfachzu-ordnung der Inhalte zu Themenge-bieten – individuell erweiterbar
• Breites Calypso-Wissen: Tipps undTricks zu Calypso, Integration der On-line-Hilfe in das CMM/MCC, Beispielefür Präsentationsprotokolle und Au-toRun-Oberflächen, Fachartikel zuspeziellen Messaufgaben mit Calyp-so, umfangreiches Calypso-Forum
Alle Funktionen sind so gestaltet, dassMesstechniker mit einem Optimum anArbeitseffizienz damit umgehen kön-nen. So können Hotline-Nummern undAnsprechpartner standortübergreifendin Adressbüchern zur Verfügung ge-stellt, über ein schwarzes Brett Informa-tionen bekannt gemacht oder imdeutsch-englischen Wörterbuch vonCarl Zeiss IMT messtechnische Fachbe-griffe übersetzt werden. Das CMM/MCCbesitzt eine benutzerfreundliche, selbst-erklärende Oberfläche, die einfach an dieindividuellen Wünsche angepasst wer-den kann. Die Funktionen erlauben qua-litätsgesicherte Dokumentenlenkung, diedie Anforderungen nach ISO 9001, VDA6.2 und § 21 CFR Part 11 erfüllen.
Dipl.-Ing. (FH) Udo Kirin,
Anwendungstechniker
Dr.-Ing. Dipl.-Math. techn. Robert Roithmeier,
Projektleiter Anwendersupport
P rodukt repor t

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200510
Seit den Anfängen der Koordinaten-messtechnik im Jahre 1975 misst CarlZeiss auch Zahnräder. Das erste Ziel wardie Automatisierung des Messablaufes.Dabei ist die Verzahnung ein Geome-trieelement ähnlich wie ein Zylinder. Ei-ne zweite Aufgabe war die automati-sche Auswertung der mit dem Tasteraufgenommenen Messpunkte, die bis-her manuell erfolgte. Die Kennwerteentsprechend den Toleranzvorgabenwurden für Flankenlinie, Profil, Teilungund Rundlauf ermittelt. Parallel dazuwurde eine ansprechende grafischeDarstellung der Ergebnisse entwickelt,so dass alles übersichtlich auf einemBlatt zusammengefasst ist. Im letztenJahr erhielten die Zahnradsoftware Gearpro und GON UX das neu geschaffeneZertifikat der Physikalisch-TechnischenBundesanstalt.
Mit der automatischen Auswertungwurden die Ergebnisse mit denen aufanderen Messgeräten vergleichbar. Da-bei zeigte sich, dass bei der gefordertenGenauigkeit der Zahnräder die Ergeb-nisse mehr als erwartet voneinander ab-wichen. Eine Ursache ist der unter-schiedliche Bezug der Messung: Wäh-rend die konventionellen Geräte relativzu den Zentrierspitzen und dem Gegen-halter messen, werden auf Koordina-tenmessgeräten die Bezugselementeder späteren Funktion wie zum Beispieldie Lagerstellen bevorzugt. Aber auchmit Testrädern, die durch ihre Konstruk-tion einen eindeutigen Bezug schaffen,konnten im Jahre 1984 im Vergleich zurToleranz keine ausreichend gleichen Er-gebnisse erreicht werden.
Vergleichbarkeit vonMessungen
Im VDI-Arbeitskreis „Messen an Zahnrä-dern und Getrieben“ wurde unter Mit-arbeit von Carl Zeiss an der Vergleich-barkeit der Messungen gearbeitet. Mantrennte die Messpunktaufnahme vonder Auswertung. Für die Werkstückauf-nahme und die Messpunktaufnahmegelten dieselben Regeln wie bei der
Zertifizierung von Zahnradsoftware Karl Buschhoff
Messung von Werkstücken auf Koordi-natenmessgeräten. Viele Parameter be-einflussen das Ergebnis. Zwischen denallgemeinen und den antastspezifischenEinflussgrößen muss unterschiedenwerden. Zu den allgemeinen Einfluss-größen zählen die Umgebungsbedin-gungen, von denen die Temperatur einWert ist. Die allgemeinen Einflussgrö-ßen sind nicht zahnradspezifisch. DieEinflüsse auf das Mess-Ergebnis könnenvon den Untersuchungen zum Verhal-ten von Messgeräten übernommenwerden. Zu den antastspezifischen Ein-flussgrößen gehören die Antastkraft,die Antastrichtung, die Messgeschwin-digkeit und die Punktdichte. Bei diesenEinflussgrößen sind viele der Meinung,dass sie vollständig zahnradspezifischsind. Das resultiert daraus, dass in denAnfängen nur spezielle Messgeräte zurZahnradmessung eingesetzt wurden.Bei ihnen wird der Taster durch mecha-nische Nachbildung der mathemati-schen Zusammenhänge der Zahnflan-kenoberfläche als Evolventenschrau-benfläche auf der mathematisch exak-ten Sollbahn geführt.
Optimierung derSoftware-Auswertung
Bei der Zahnradmessung ist nur dieSoftware zur Auswertung der Messungzahnradspezifisch. Im VDI-Arbeitskreiswurde eine Schnittstelle definiert, sodass die Messdaten als ASCII-Daten zurVerfügung gestellt werden. Diese kön-nen aus einer Messung abgeleitet odergeneriert werden. Diese Testdaten wer-den in die zu prüfende Zahnradsoftwa-re eingelesen. Die Testdaten sollen so
aufgebaut sein, dass mit möglichst we-nigen Testdatensätzen viele Auswertun-gen geprüft werden. Die Testdaten die-nen dazu, Probleme bei der Auswer-tung zu erfassen. In den Bildern 1 bis 3sind beispielhaft Diagramme für Flan-kenlinie, Profil, Teilung und Rundlaufdargestellt. Diagramme einer fehlerfrei-en Flankenlinie führen wahrscheinlichmit keiner Software zu Problemen. Da-her sind Abweichungen notwendig.Dazu sind generierte Messpunkte ambesten geeignet, weil gezielt Problemeeingebaut werden können. Es wurdenan den Messpunkten in der Nähe derAuswertegrenzen bewusst Abweichun-gen definiert, die das Ergebnis maßgeb-lich beeinflussen. Es ist zum Beispiel zuprüfen, ob alle Messpunkte innerhalb
P rodukt repor t
Bild 2:Diagramm-Auswertung von Teilung und Rundheit
Bild 1:Diagramm-Auswertung eines Profils
Bild 3:Diagramm-Auswertung von Flankenlinien
Fpk
rech
tsFr
Fpk
links
Md
k

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 11
und auf den Auswertegrenzen bei Flan-kenlinie und Profil in Betracht gezogenwerden. Außerdem muss für die Form-abweichung bei einer balligen Auswer-tung die Sollballigkeit berücksichtigtwerden. Ein weiterer Datensatz ist füreine Innenverzahnung, um die richtigeBerücksichtigung der Abweichungsrich-tung zu prüfen.
Einzelne Zahnradauswertungen
Die Teilung hat sich als problemlos he-rausgestellt. Beim Rundlauf lassen sich
abweichende Ergebnis-se berechnen, weil dieZahndicke oder dieVerschiebung der Posi-tion der Messkugeldurch die Teilungsab-weichung nicht richtigberücksichtigt werden.Dies wirkt sich beiZahnrädern mit unge-rader Zähnezahl, gro-ßem Modul und unge-wöhnlich großen Ab-weichungen aus. Au-ßerdem sind Testdatenfür eine sehr großeZähnezahl enthalten.Es wurde zwischensehr kleinen und gro-
ßen Abweichungen variiert, um die Ur-sache für mögliche Unterschiede im Er-gebnis sehen zu können. Dazu dienteauch die unterschiedliche Aufteilung derAbweichungen auf die rechte und linkeFlanke. Bei gleicher Tendenz auf beidenFlanken handelt es sich um einen Rund-lauffehler mit nahezu gleicher Zahndicke,während im anderen Fall Zahndicken-unterschiede bestimmend sind.
Insgesamt waren die Ergebnisse für elfTestdatensätze zu berechnen. Dabeisind drei für die Flankenlinie, zwei für
das Profil und sechs für Teilung undRundlauf. Insgesamt wurden 80 Kenn-daten berechnet. Davon entfielen aufdie Flankenlinie 24, auf das Profil vier-zehn und für jeden Testdatensatz derTeilung sieben Kennwerte.
Software-Genauigkeit
Mit der Physikalisch-Technischen Bun-desanstalt (PTB) in Braunschweig fandsich dankenswerterweise eine kompe-tente und neutrale Stelle, die im Rah-men eines Forschungsprojektes Refe-renzsoftware entwickelte. Die Vorgabenfür die Auswertung wurden für die Flan-kenlinie und das Profil aus der DIN 3960und der VDI-Richtlinie 2607 und für dieTeilung und den Rundlauf aus der DIN3960 und der VDI-Richtlinie 2613 abge-leitet. Die Ergebnisse der Zahnradsoft-ware dürfen nicht mehr als 0,0001mmvon den Sollwerten abweichen. Dieswird auch bei der Zertifizierung derMessung von regelgeometrischenMesselementen wie zum Beispiel vomKreis gefordert. Damit bewegen wir unsim Nanometerbereich. Die ZEISS Zahn-radsoftware Gear pro (Bild 4) und GONUX enthalten eine Schnittstelle, mit derdie PTB-Testdaten eingelesen werdenkönnen. Die Ergebnisse werden mit derGenauigkeit von fünf Nachkommastel-len im Protokoll ausgegeben. Mit denTestdaten wurden für beide Software-pakete die geforderten Auswertungendurchgeführt. In allen Fällen wird diegeforderte Genauigkeit erreicht. ImSeptember wurde Carl Zeiss bei derPTB-Veranstaltung „Accurate Gear Me-trology“ das Zertifikat ausgestellt. DasZertifikat ist in Bild 5 wiedergegeben.Damit ist ein weiterer Meilenstein er-reicht um die Genauigkeit in der Zahn-radmesstechnik sicherzustellen.
Dr. Karl Buschhoff, Entwicklung Software
Bild 5:Zertifikat von der PTBan den Hersteller CarlZeiss IMT für Gear pro
Produkt repor t
Bild 4:Screenshot derZEISS Zahnradsoftware Gear pro mit CAD-Modell

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200512
Reporting-Systeme gibt es viele – in al-len Preisklassen. Den selbstverständli-chen Forderungen an unkomplizierteProzessintegration, modulare Schnitt-stellen, einfache Handhabung und Wirtschaftlichkeit halten jedoch nurwenige stand.
Jetzt wurde bei Carl Zeiss IZfM (Innova-tionszentrum für Messtechnik) in Dres-den ein vollkommen neuartiges Frame-work zur Lösung vielfältiger Reporting-aufgaben geschaffen.
Reporting-Framework
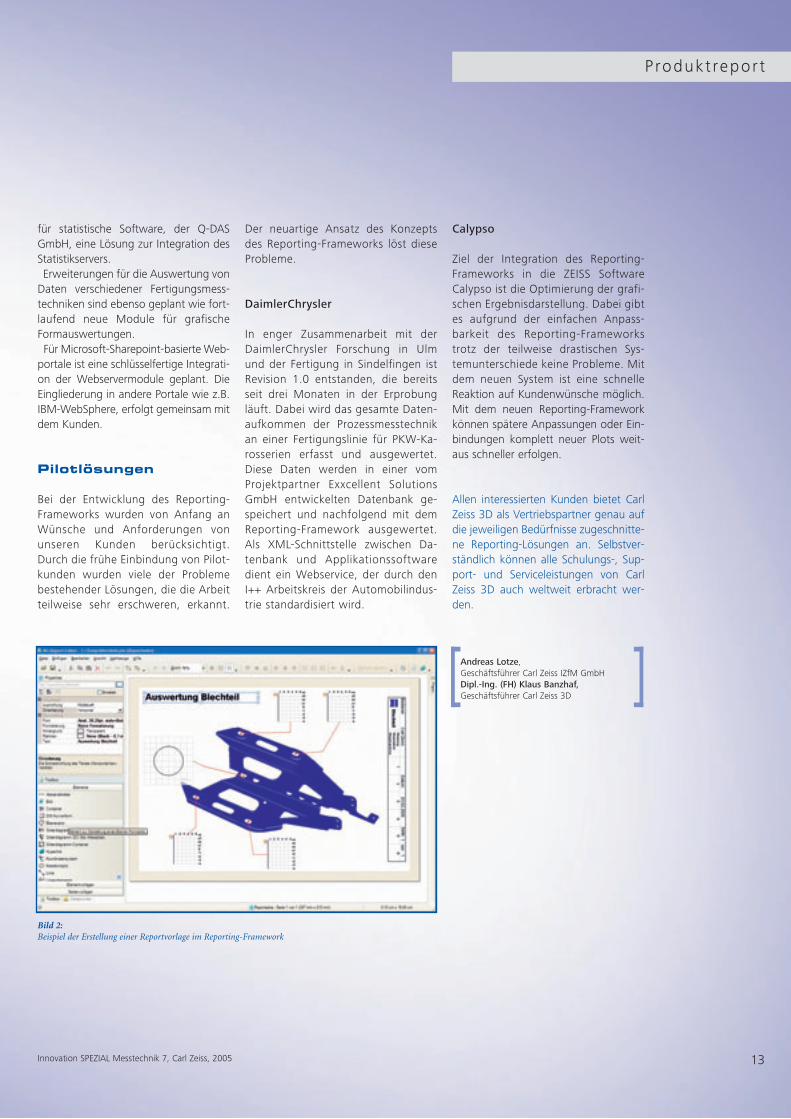
Es gibt verschiedene Ereignisse, dieIhre Mess-Ergebnisse beeinflussen,z.B. aus der Fertigung. Mit dem Re-porting-Framework erstellen Sie Vor-lagen, mit denen Sie definieren, wel-che Ihrer Mess-Ergebnisse und Ereig-nisse ausgegeben und wie diese dar-gestellt werden sollen. Die Erstellungder Vorlagen geht durch Anlehnungder Werkzeuge des Reporting-Frame-works an bestehende Office Softwareintuitiv von der Hand.
Das Reporting-Framework agiertdann zwischen Ihren Datenbankenund Software-Anwendungen. Es gibtalle Mess-Ergebnisse und Ereignisse,die Sie in der Vorlage bestimmt ha-ben, über einen beliebigen Web-browser aus. Die entsprechendeWebseite können Sie interaktiv nut-zen, also z.B. zoomen oder die Feh-lerüberhöhung individuell einstellen.So erkennen Sie auf einem Protokollgrafisch dargestellt neben dem ge-messen Werkstück und dessen Aus-wertung auch, welche Ereignisse aufdieses Ergebnis eingewirkt haben.
Machen Sie mehr aus Ihren Messdaten Andreas Lotze
Prozessintegration
Das gesamte System wurde unter .NETentwickelt und liegt als Baukasten vor.Dadurch lässt sich das Reporting-Frame-work entweder modular oder als Gan-zes in bestehende Kundensoftware in-tegrieren.
Umgekehrt ist die Einbindung beste-hender Anwendungen in das Reporting-Framework möglich. Auf diese Weisewird z.B. die Einbettung von qs-Stat-Grafiken und -Kennwerten realisiert.
Das Framework erlaubt auch diegleichzeitige Integration mehrerer Da-tenquellen, wodurch sich bisherige he-terogene Systeme elegant ablösen undZulieferer einfach integrieren lassen. Zusammengefasst kann das System also
dank des modularen Konzepts frei nachIhren Wünschen eingerichtet werden.
Ausgabevarianten
Reports lassen sich auf beliebigen End-geräten anzeigen. Da sich alle mit demSystem generierten Protokollvorlagenohne Mehraufwand in einer Web-applikation verwenden lassen, ist auchdie Integration von Reports ins Intranetein Kinderspiel. Nutzer benötigen ledig-lich einen Webbrowser, über den Sie de-zentral die Reports anschauen können. Alternativ kann man einen leistungsfä-
higen Viewer für Windows XP benut-zen, um sich die Reports anzeigen zulassen.
Geplante Erweiterungen
Für die Prozessüberwachung entsteht inZusammenarbeit mit dem Marktführer
P rodukt repor t
Bild 1:Schematische Darstellung des Reporting-Systems
Reporting-Framework
Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 13
für statistische Software, der Q-DASGmbH, eine Lösung zur Integration desStatistikservers. Erweiterungen für die Auswertung von
Daten verschiedener Fertigungsmess-techniken sind ebenso geplant wie fort-laufend neue Module für grafischeFormauswertungen. Für Microsoft-Sharepoint-basierte Web-
portale ist eine schlüsselfertige Integrati-on der Webservermodule geplant. DieEingliederung in andere Portale wie z.B.IBM-WebSphere, erfolgt gemeinsam mitdem Kunden.
Pilotlösungen
Bei der Entwicklung des Reporting-Frameworks wurden von Anfang anWünsche und Anforderungen vonunseren Kunden berücksichtigt.Durch die frühe Einbindung von Pilot-kunden wurden viele der Problemebestehender Lösungen, die die Arbeitteilweise sehr erschweren, erkannt.
Der neuartige Ansatz des Konzeptsdes Reporting-Frameworks löst dieseProbleme.
DaimlerChrysler
In enger Zusammenarbeit mit derDaimlerChrysler Forschung in Ulmund der Fertigung in Sindelfingen istRevision 1.0 entstanden, die bereitsseit drei Monaten in der Erprobungläuft. Dabei wird das gesamte Daten-aufkommen der Prozessmesstechnikan einer Fertigungslinie für PKW-Ka-rosserien erfasst und ausgewertet.Diese Daten werden in einer vomProjektpartner Exxcellent SolutionsGmbH entwickelten Datenbank ge-speichert und nachfolgend mit demReporting-Framework ausgewertet.Als XML-Schnittstelle zwischen Da-tenbank und Applikationssoftwaredient ein Webservice, der durch denI++ Arbeitskreis der Automobilindus-trie standardisiert wird.
Calypso
Ziel der Integration des Reporting-Frameworks in die ZEISS Software Calypso ist die Optimierung der grafi-schen Ergebnisdarstellung. Dabei gibtes aufgrund der einfachen Anpass-barkeit des Reporting-Frameworkstrotz der teilweise drastischen Sys-temunterschiede keine Probleme. Mitdem neuen System ist eine schnelleReaktion auf Kundenwünsche möglich.Mit dem neuen Reporting-Frameworkkönnen spätere Anpassungen oder Ein-bindungen komplett neuer Plots weit-aus schneller erfolgen.
Allen interessierten Kunden bietet CarlZeiss 3D als Vertriebspartner genau aufdie jeweiligen Bedürfnisse zugeschnitte-ne Reporting-Lösungen an. Selbstver-ständlich können alle Schulungs-, Sup-port- und Serviceleistungen von CarlZeiss 3D auch weltweit erbracht wer-den.
Andreas Lotze, Geschäftsführer Carl Zeiss IZfM GmbHDipl.-Ing. (FH) Klaus Banzhaf,Geschäftsführer Carl Zeiss 3D
Bild 2:Beispiel der Erstellung einer Reportvorlage im Reporting-Framework
Produkt repor t

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200514
Bereits vor einem Jahr war die Plattformfür die PRO-Serie (Unterflur) mit derEinführung der PRO Premium komplett.Jetzt setzen Carl Zeiss mit der Präsenta-tion der PRO T noch mal eins drauf! Einneues Konzept der Horizontalarm-Messmaschinen für den Karosseriebauerspart baggern, fundamentieren unddann erst Messplatte und Messmaschi-ne installieren können. Schneller instal-liert ist eine Messmaschine mit seitlicherFührung an einer eigensteifen Mess-platte. Dieses Konzept hat die Carl ZeissIndustrielle Messtechnik GmbH jetzt mitden neuen Messmaschinen PRO T ver-wirklicht.
PRO T:Die Weiterentwicklung der Erfolgsplattform Stephan Klumpp, Bernd Balle
Wie bei PRO wird es auch unter PRO T(Tisch/table) drei Typen geben: PRO Tcompact, PRO T select, PRO T premium,die sich in ihren Leistungsmerkmalenunterscheiden. Als äußere Kennzeichenwird „compact“ eine Teilverkleidung,„select“ kann, „premium“ wird eineVollverkleidung haben. Konzipiert sindsie für den Einsatz in Einzel- und Du-plexausführung in Aufflurausführung.
PRO T – eine leis-tungsstarke Familie
PRO T compact ist das robuste, einfachzu bedienende Einsteigermodell. PRO Tselect bietet produktive, multifunktio-nelle und damit flexible Lösungen fürMessaufgaben bei einem sehr weitenAuftragsspektrum. PRO T premium ist –im Messraum wie in der Fertigung – fürProzesskontrolle und anspruchsvolleAnalyseaufgaben konzipiert. Ihre An-wendungsbereiche sind dort, wo es aufmaximale Produktivität, Verlässlichkeitund Robustheit ankommt. Dabei ge-stattet sie, extrem genau, reproduzier-bar und individuell zu messen.
Das bewährte Bionic Design und die be-lastungsgerechten Trapez-Querschnitteführen zu einem geringen Gewicht, ho-her Steifigkeit und gutem Schwin-gungsverhalten. Sie sind die Vorausset-zung für hohe Genauigkeit und Maschi-nendynamik. Gleichzeitig ermöglichtdiese Bauweise die Verwendung einerHightech-Lagerung: Alle drei Achsensind über hochpräzise Linearführungen geführt und gelagert. Linearführungenhaben sich im Werkzeugmaschinenbaubewährt. Sie sind hochgenau, war-tungsarm und langzeitstabil.
Produktiv und sicher
Innovative Steuerungstechnologien
Selbstverständlich erfüllen auch allePRO T Produktlinien die hohen und si-cherheitsrelevanten Ansprüche der An-
P rodukt repor t
Bild 2:Bionic Design mit belastungsgerechten Trapezquerschnitten
Bild 1:PRO T compact: Horizontalarm-Messmaschine seitlich geführt an eigensteifer Gussplatte
Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 15
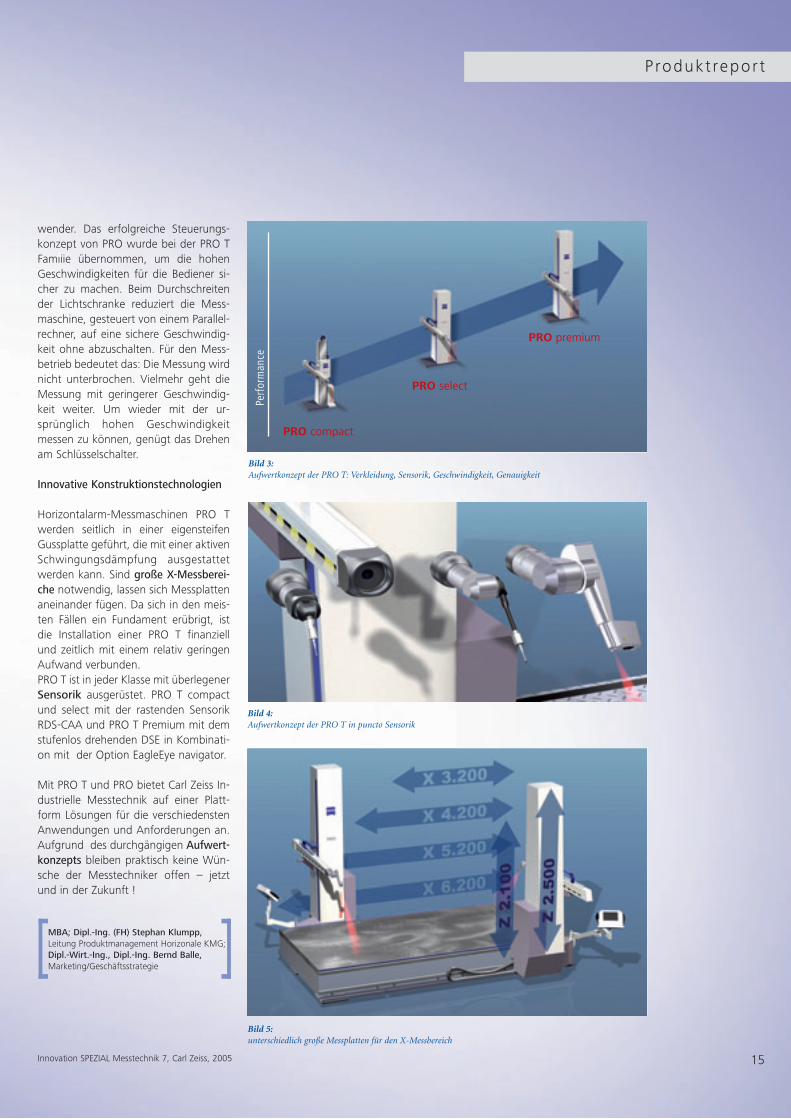
wender. Das erfolgreiche Steuerungs-konzept von PRO wurde bei der PRO TFamilie übernommen, um die hohenGeschwindigkeiten für die Bediener si-cher zu machen. Beim Durchschreitender Lichtschranke reduziert die Mess-maschine, gesteuert von einem Parallel-rechner, auf eine sichere Geschwindig-keit ohne abzuschalten. Für den Mess-betrieb bedeutet das: Die Messung wirdnicht unterbrochen. Vielmehr geht dieMessung mit geringerer Geschwindig-keit weiter. Um wieder mit der ur-sprünglich hohen Geschwindigkeitmessen zu können, genügt das Drehenam Schlüsselschalter.
Innovative Konstruktionstechnologien
Horizontalarm-Messmaschinen PRO Twerden seitlich in einer eigensteifenGussplatte geführt, die mit einer aktivenSchwingungsdämpfung ausgestattetwerden kann. Sind große X-Messberei-che notwendig, lassen sich Messplattenaneinander fügen. Da sich in den meis-ten Fällen ein Fundament erübrigt, istdie Installation einer PRO T finanziellund zeitlich mit einem relativ geringenAufwand verbunden. PRO T ist in jeder Klasse mit überlegenerSensorik ausgerüstet. PRO T compactund select mit der rastenden SensorikRDS-CAA und PRO T Premium mit demstufenlos drehenden DSE in Kombinati-on mit der Option EagleEye navigator.
Mit PRO T und PRO bietet Carl Zeiss In-dustrielle Messtechnik auf einer Platt-form Lösungen für die verschiedenstenAnwendungen und Anforderungen an.Aufgrund des durchgängigen Aufwert-konzepts bleiben praktisch keine Wün-sche der Messtechniker offen – jetztund in der Zukunft !
MBA; Dipl.-Ing. (FH) Stephan Klumpp, Leitung Produktmanagement Horizonale KMG;Dipl.-Wirt.-Ing., Dipl.-Ing. Bernd Balle,Marketing/Geschäftsstrategie
P rodukt repor t
Bild 4:Aufwertkonzept der PRO T in puncto Sensorik
Bild 5:unterschiedlich große Messplatten für den X-Messbereich
Bild 3:Aufwertkonzept der PRO T: Verkleidung, Sensorik, Geschwindigkeit, Genauigkeit
Perf
orm
ance
PRO compact
PRO select
PRO premium

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200516
Mit der 3D-Computertomographie (CT)wird die komplette Geometrie einesPrüfobjekts einschließlich seines Volu-mens erfasst. Damit sind auch quantita-tive Aussagen über Prüf- oder Mess-merkmale möglich, die mit taktilen oderoptischen Messverfahren nicht zerstö-rungsfrei ermittelt werden können.
Diese Eigenschaft ist insbesondere bei derPrüfung von Bauteilen mit komplexenGeometrien vorteilhaft, wo entweder dieZugänglichkeit zu einzelnen Merkmalennicht gegeben ist oder Abschattungenein ausreichendes optisches Erfassenverhindern. Zusätzlich werden auchFehler im Material wie Risse, Lunker,Gasporositäten oder Einschlüsse er-kannt, was ansonsten dreidimensionalohne Zerstörung des Bauteils schweroder gar nicht möglich ist.
Der Einsatz der 3D-Computertomogra-phie im Bereich der zerstörungsfreienPrüftechnik hat in den letzten Jahren ei-ne kontinuierliche Steigerung erfahren:Zum einen durch Erhöhung der Rechen-leistung von PCs, zum anderen durch„intelligente“ Auswerteverfahren. Sostehen teilweise bereits nach wenigerals 15 Minuten die kompletten Volu-mendaten eines Prüfobjekts dem An-wender am Bildschirm zur Verfügung.
3D-Computertomographie bei Carl Zeiss Hubert Lettenbauer
Rahmenparameter fürQualität
Das Ergebnis eines CT-Scans ist aller-dings maßgeblich von einigen Rahmen-parametern abhängig, die die Qualitätder gewonnenen Daten definieren:
1. Positioniergenauigkeit der Kinematik
Entscheidend für die Rekonstruktiondes Bauteils, also die Zusammensetzungder einzelnen 2D-Radioskopiebilder zueinem 3D-Volumenmodell, sind unteranderem exakte geometrische Verhält-nisse auf der gesamten Strecke Rönt-genquelle – Objekt – Detektor. Hier istoffensichtlich, dass nur mit hoher Posi-tioniergenauigkeit der gesamten Kine-matik (Lagerung, Antriebe, Temperatur-stabilität, Genauigkeit Drehtisch etc.)die Übereinstimmung der Geometriedes virtuellen Modells mit der Geome-trie des realen Originalteils erreichtwird. So erfüllen bei Wälischmillerhochwertige Granitkomponenten, Prä-zisionslagerungen und hochgenaueMaßstabstechnik höchste Ansprüche anGenauigkeit.
2. Bildauflösung
Die Auflösung der CT-Scans ist in ersterLinie bestimmt durch die Anzahl an De-tektorelementen – vergleichbar mit derPixelanzahl bei Digitalkameras. Entspre-chend ist durch eine hohe Anzahl De-tektorelemente die Auflösung des CT-Scans zu steigern: Hier sind 1024 x 1024aktuell als oberer Standard zu sehen.Bedingung bei den meisten Systemenist jedoch, dass sich das gesamte Prüf-objekt innerhalb der Detektorfläche be-findet, was die Auflösung vor allem beigroßen Bauteilen entscheidend be-grenzt. CT-Systeme von Wälischmillerbieten hier optional die Möglichkeit derso genannten Ausschnitts- oder ROI-CT(ROI = Region of Interest), bei der auchfür Detailbereiche des Werkstücks dievolle Detektorauflösung zur Verfügungsteht.
Bild 1:Computertomographvon Wälischmiller
Produkt repor t
Bild 2:CT-Scan: Das Innenleben eines Messkopfes

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 17
3. Auswertesoftware
Neben der Gewinnung qualitativ hoch-wertiger 3D-Volumendaten ist für denAnwender die effiziente Auswertungder Daten von entscheidender Bedeu-tung für seine Prozess-Sicherheit (Bild3). Die reine Visualisierung löst nämlichin den seltensten Fällen alle Mess- undPrüfanforderungen. Neben Defekter-kennung sind meist quantitative Aussa-gen über die Geometrie des Bauteils,Soll-Ist-Vergleich an Freiformflächen so-wie Reverse-Engineering-Applikationengefragt. Nur bei Carl Zeiss hat der An-wender die Möglichkeit, sich mit denSoftwaretools Calypso oder HOLOS inseiner vertrauten Umgebung zu bewe-gen: Schnell und komfortabel ermög-licht beispielsweise Calypso das Erstel-len KMG-kompatibler Prüfpläne. Damitkönnen aus den CT-Daten neben Mess-protokollen auch Form- und Lageplotsgeneriert werden, die effizient diejeni-
gen Informationen aus den Daten ex-trahieren, die der Anwender benötigt.Carl Zeiss bietet eine geschlossene Soft-warekette und erfüllt zurückgreifendauf die Erfahrung von 30 Jahren Mess-technik auch hier höchste Ansprüche.
Visible Productivity.
Entscheidend für optimalen und mess-baren Kundennutzen ist in jedem Fallein ganzheitliches, durchgängiges CT-System einschließlich der gesamtenSoftwarekette, welches alle Vorteile insich vereint.
Carl Zeiss bietet kompetente Beratungbeim Anlagenkauf von CT-Systemen derFirma Hans Wälischmiller GmbH. Alter-nativ zum Anlagenkauf können auf dieAuftragsprüfungen am CT als Dienst-leistung bei Carl Zeiss 3D MetrologyServices in Aalen zurückgegriffen wer-
den, wo im Mehrschichtbetrieb Kun-denteile gemessen werden.
Überzeugen Sie sich selbst von derüberlegenen Systemtechnik sowie vonder Kompetenz des Hauses Carl Zeiss inder Mess- und Prüftechnik: We make itvisible.
Dr.-Ing. Hubert Lettenbauer,Projektleiter CT
P rodukt repor t
3D-Volumendaten
Materialfehler-prüfung
Koordinaten-messtechnik
Freiformflächen-vergleich
Flächen-rückführung
3D CAD 3D CAD
Bild 3:Auswerteoptionen von CT-Daten bei Carl Zeiss

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200518
Einspritzregelung eines Turbodiesels;Höchstgeschwindigkeitsbohrer beimZahnarzt; Infusionsapparatur für die In-tensivstation; Präzisionsgehäuse einerArmbanduhr. Vier total verschiedeneBereiche, aber eine Gemeinsamkeit:Hier arbeiten Mikrobauteile, derenexakte Maße und Oberflächenbeschaf-fenheit einwandfreie Funktion gewähr-leisten müssen. Ihre Zuverlässigkeit gehteinher mit ihrer Qualität, die sich überdas Messen definiert.
Die Mikrosystemtechnik mit ihren fili-granen Teilen ist die Herausforderungfür taktiles und optisches Messenschlechthin. Hier existieren extrem klei-ne Dimensionen, wirken andere Kräfte,gelten andere Gesetzmäßigkeiten.Demzufolge sind auch die Anforderun-gen an ein Messgerät für die Mikrosys-temtechnik ganz andere als die an seinegroßen „Kollegen“ für den Automobil-oder Werkzeugbau.
Messgerät F25 für die Mikrosystemtechnik Karl Seitz
Um die zu messenden Teile auf demMessgerät zu positionieren und zu fixie-ren, sind Fixiervorrichtungen hoher Ge-nauigkeit notwendig.
Gleichzeitig müssen die Haltekräfte sehrgering sein, damit ein Mikroteil wäh-rend des Messens nicht deformiert odergar beschädigt wird. Das setzt umge-kehrt eine Sensorik des Messgerätesvoraus, die mit extrem kleinen Mess-kräften auskommen muss. So ist auchmaschinenseitig gewährleistet, dassbeim Messen mit taktilen Sensoren dasMikroteil nicht deformiert oder verscho-
ben wird. Beim KoordinatenmessgerätF25 der Carl Zeiss Industriellen Mess-technik GmbH entspricht diese Mess-kraft etwa einem Vierhundertstel derAntastkraft einer großen Industriemess-maschine.
Hinzu kommt: Für mehrdimensionaleMessaufgaben an mikrosystemtechni-schen Bauteilen ist es zwingend, auf ei-ne CAD-basierte Software wie Calypsozugreifen zu können. Da die Merkmalean den Werkstücken mit dem bloßenAuge praktisch nicht sichtbar sind, wer-den die Steuerdaten und Messprogram-me direkt im CAD-Modul programmiertund vor der Messung maschinenfern aufStörkonturen und Umfahrwege geprüft.Damit kann sichergestellt werden, dassmit den filigranen Taster alle Merkmaleohne Kollision erreicht werden.
Durch die prüfmerkmalgesteuerte undobjektorientierte Software Calypso
können aus dem kompletten Messpro-gramm – ohne Mehraufwand – beliebi-ge Merkmale angewählt und zur Aus-führung gebracht werden. Dies ist einentscheidender Vorteil für die Handha-bung des Messprogramms bei Detail-messungen am Werkstück.
Das Koordinatenmessgerät F25 missttastend und optisch sehr genau win-zigste Teile. Der Prototyp für die Quali-tätssicherung in der Mikrosystemtech-nik ist aber erst am Beginn seiner Mög-lichkeiten. Mittelfristig soll F25 in dieProzesskette integriert werden, ganzwie ihre großen „Kollegen“.
P rodukt repor t
Bild 2:Aufspannung von streichholzkopfgroßen Bauteilen
Bild 3:CAD-basierte Software Calypso
Bild 1:Messgerät F25 im Einsatz

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 19
Taktiles Messen mitMessunsicherheit250 Nanometer
Das Messvolumen des 3D-Koordinaten-messgerätes F25, ist ein Kubikdezime-ter. Die Messunsicherheit in diesem Vo-lumen beträgt 250 Nanometer bei einerAuflösung von 7,5 Nanometern. DieseAuflösung und das optimierte Regelver-halten der Linearantriebe ermöglichenes, mit kleinsten Antastkräften auch inBohrungen mit Durchmesser unter ei-nem Millimeter taktil zu messen.
Der 3D-Mikrotaster ist ausgelegt fürTaststiftdurchmesser von 20 bis 500 Mi-krometern und Tastkugeldurchmesservon 50 bis 700 Mikrometern bei einerfreien Schaftlänge von bis zu vier Milli-metern. Die Antastkräfte sind auf Wertevon weniger als 0,5 mN/µm minimiert.Ergänzend zur taktilen Messung dientfür die 2D-Messungen ein auf den vonder Mikroskopie bekannten ZEISS Ob-jektiven aufgebauter optischer Sensor.
Die Zukunft: Online-Prozesskontrolle vonmikrosystemtechni-schen Bauteilen
„Was diese Messtechnologie für künf-tige Anwender interessant macht",sagt Karl Seitz, Leiter Neue Technolo-gien bei Carl Zeiss Industrielle Mess-technik, „ist die Tatsache, dass dieseMessmaschine das Messen von Maß,Form und Lage an mikrosystemtechni-schen Bauteilen gestattet." Möglich istdas dank ihres speziellen taktilen Sen-sors. Dessen zentrale Komponente isteine komplexe Silizium-Membranfeder-Technik. Sie ist in Zusammenarbeit mitdem Institut für Mikrotechnik (IMT),Braunschweig, und der Physikalisch-Technischen Bundesanstalt, Braun-schweig, entstanden. Ihre wahren Fä-higkeiten, führt Seitz weiter aus, dürftedie F25 jedoch in Zukunft beweisen,wenn diese Messtechnologie für die in-tegrierte Qualitätssicherung in mikro-
systemtechnischen Fertigungsprozessenweiterentwickelt worden sei: „Dannkönnte sie das Herz der Qualitätssi-cherung jedes Herstellers für mikrosys-temtechnische Teile sein.“
Nachhaltige Förde-rung durch dasBMBF
In dem vom Bundesministerium für Bil-dung und Forschung (BMBF) geförder-ten Projekt MiMiKri hatte die Carl ZeissIndustrielle Messtechnik GmbH das Ko-ordinatenmessgerät F25 und die dazugehörende Sensorik zum Messen mikro-systemtechnischer Komponenten undBauteile entwickelt. Sicherzustellen wa-ren bei der Entwicklung außer der er-forderlichen Genauigkeit bei den klei-nen Verfahrwegen ein präzises Rege-lungsverhalten und extreme Schwin-gungsarmut des Koordinatenmessgerä-tes. In Zusammenarbeit mit dem Institutvoor Metrologie en Technologie (NMI)der Technischen Universität Eindhovenwar während einer Promotion eine Prä-zisionskinematik entwickelt worden, dienach dem Abbeschen Komparatorprin-zip arbeitet.
Vorgestellt wurde das Koordinaten-messgerät F25 erstmals auf der Control2004. Ihre Technologie gestattet dieQualitätssicherung feinmechanischerund mikrosystemtechnischer Produktein Industrie, Forschung und Entwick-lung.
Karl Seitz, Leiter neue Technologien
P rodukt repor t
Bild 4: Sensorik und Kleinstteile im Mikrometerbereich

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200520
Die Kooperation mit dem traditionsrei-chen italienischen Hersteller Coord3 er-schließt neue Möglichkeiten der Koordi-natenmesstechnik. Die von Coord3 bei-gesteuerte Gerätebasis der Gantry-Rei-he wird mit Software, Steuerungstech-nik und Sensorik von Carl Zeiss ausge-rüstet und fügt sich damit nahtlos ein indie bekannten Baureihen von Carl Zeiss.
Neu bei Maschinen in Brückenbauweise
Die Brückenbauweise bietet durch diehoch liegende Anordnung aller Funkti-onselemente einen sehr guten Schutzgegen Umwelteinflüsse und Beschädi-gungen. Die Bauweise mit geringstenbewegten Massen erlaubt auch mit ein-fachen Antrieben hohe Dynamik. Höchs-te Dynamik kann gefahren wer-denwenn die optional verfügbare Sicher-heits-Abschrankung eingesetzt wird.
Volles Programm – neu aufgestellt:Große Brücken und PortaleBerndt Kammleiter
Die Zugänglichkeit zum Werkstück beider Programmierung oder beim manu-ellen Messen ist unübertroffen. Am Bo-den bleibt viel Platz um Werkstücke zumBeispiel mit Hubwagen oder Gabelstap-lern in die Maschine zu bringen. Ferti-gungs- und Montagelinien die mit Flur-förderzeugen arbeiten, können einfachdurch das Messgerät geführt werden.In dieser Geräteklasse stehen die dreiBaureihen ATHENA, MCT Starlight undMCT Plus zur Verfügung.
ATHENA– für die Umformtechnik
Die ATHENA ist der Einstieg in die Klas-se der großvolumigen Koordinaten-messgeräte von Carl Zeiss. Die konse-quente Umsetzung des Baukastenprin-zips und das optimierte Design erlaubendie kostengünstige Bauweise bei kurzerLieferzeit. Das geringe Gesamtgewichtder Maschine reduziert die Anforderun-gen an die statischen Eigenschaften desAufstellortes.
Typische Aufgaben sind das Messenvon Bauteilen und Baugruppen aus demFahrzeugbau oder aus der Luft- undRaumfahrt. Es handelt sich bei denMessaufgaben meist um das Erfassenvon Freiformflächen und einigen weni-gen Anschlussmaßen.
ATHENA wird mit dem rastenden Dreh-Schwenk-Gelenk RDS als Sensorträgerausgerüstet, wahlweise in der VersionRDS CAA. Durch Wahl des passendenSensors kann optimal an die anstehendeMessaufgabe herangegangen werden:
Standardaufgaben löst man mit demim Lieferumfang enthaltenen TP6. FürScanning-Aufgaben wird künftig derVAST XXT zur Verfügung stehen.
Als optimale Software für diesen An-wendungsbereich empfiehlt sich HOLOS oder die Software Metrolog ge-koppelt über CMM-OS.
MCT– für den allgemeinen Maschinenbau
Die MCT-Baureihe ist so konzipiert, dassein großes Spektrum an Messbereichenabgedeckt werden kann. Mit MCT Starlight werden Messbereiche
von 2000x3000x1500mm bis2500x6000x2000mm realisiert. Bei al-len Baugrößen kommt in der Y-Achseein Doppelmaßstabssystem zum Ein-satz, bei X=2500mm zusätzlich einDoppelantriebssystem.
Wenn es noch mehr Messvolumensein soll, dann steht die MCT Plus zurVerfügung. Mit dieser Konstruktionkann z. B. auch die Größe 3500x12000x2500mm gebaut werden.
Durch die Ausstattung mit dem Mess-kopf VAST gold ist die Reihe MCT bes-tens vorbereitet für die anspruchsvollenMessaufgaben des allgemeinen Maschi-nenbaus: Rundheit, Zylindrizität, Gerad-heit – das ist alles in einer Aufspannungmessbar.
Große Eintauchtiefen mit langen Tas-tern sind mit dem Messkopf VAST goldkein Problem. Alternativ kann auch dasrastende Dreh-Schwenk-Gelenk RDSeingesetzt werden, wahlweise in derVersion RDS CAA.
Die geeignete Messsoftware ist hierCalypso mit seinen Optionen CAD-Schnittstellen, PCM-Technik, Statistik.
Bild 1:ATHENAfür Messbereichevon 2000x3000x1000 mmbis 2000x5000x1500
Produkt repor t
Bild 2:Der scannende Messkopf VAST gold

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 21
Maschinen in Portalbauweise
Die klassische Portalbauweise bildetnach wie vor die beste Grundlage fürhochgenaue Koordinatenmessgeräte.Das Portal bietet z.B. weniger Angriffs-möglichkeiten für räumliche Tempera-turgradienten. Die konsequent umge-setzte Stahlbauweise mit ausgegliche-nen Strukturen und Massenverhältnis-sen macht nicht nur im Klimaraum einegute Figur.
MMZ G– für den Präzisionsmaschinenbau
Die Baureihe MMZ G unterliegt einemstetigen Verbesserungsprozess, der nundurch eine geänderte Optik zum Aus-druck gebracht wird. Die serienmäßigeingesetzte Sicherheitstechnik genügthöchsten Standards.
Der Messkopf VAST gold stellt die op-timale Sensortechnik für diese Anwen-dung bereit: Hohe Scanningleistungauch bei großen Tastern ohne nennens-
werte Genauigkeitseinbußen.Die MMZ G ist das Messmittel erster
Wahl für hochpräzise Maschinenteile.Typische Werkstücke sind: Druckma-schinenseitenteile, Maschinenbetten fürBearbeitungszentren, Hauptspindelein-heiten, Getriebe großer Windkraftanla-gen. Das sind alles eng tolerierte Werk-stücke, bei denen nicht mehr viel Luftfür die Messunsicherheit bleibt – höchs-te Reproduzierbarkeit ist gefordert.
Typisch für diese Anwendung ist diegroße Bedeutung von Formprüfungen:Rundheit, Zylindrizität, Geradheit undEbenheit. Parallelität und Rechtwinklig-keit von Zylindern und Führungsbah-nen können mit genügend Reserve ge-messen werden.
Die geeignete Messsoftware ist auchhier Calypso mit seinen Optionen CAD-Schnittstellen, PCM-Technik, Statistik.Für den Getriebebauer wichtig: Mit derSoftware Gear steht eine hervorragen-de Zahnradsoftware zur Verfügung, dieauch bei großen oder geteilten Rädernihre Leistungsfähigkeit unter Beweisstellt.
Visible Productivity.
Alle Baureihen werden bei ITS nach be-währten ZEISS Standards montiert, inBetrieb genommen und endgeprüft.Die gültigen europäischen Normenwerden selbstverständlich eingehalten.Unser Partner ITS, mit langjähriger Er-fahrung mit Montage, Aufstellung undWartung großer Messmaschinen, stelltdies sicher.
Zurzeit können wir Ihnen bei ITS inOberndorf mehrere Großgeräte de-monstrieren: MCT Starlight, MMZ2000, MMZ G.
Berndt Kammleiter,Projektmanager
P rodukt repor t
Bild 4:MMZ G für Standard-Messbereiche von 2000x3000x2000mm bis 3000x7000x2500mm. Weitere Messbereiche sind möglich.
Bild 3:MCT Starlight für Messbereichevon 2000x3000x1500 mm bis 2500x6000x2000 mmMCT Plus für weitere Messbereiche

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200522
P rodukt repor t
Hochpräzise Maß, Form und Lage vonPräzisionsteilen messen und das in einerAufspannung und einer Ausrichtung –für diese Leistung der Spitzenklasse istdie UPMC-Reihe von Carl Zeiss bekannt.Jetzt haben wir diese Messmaschinen-Serie der Superklasse erweitert. Mit derUPMC ultra sind noch genauere Messun-gen möglich als bisher. Mit einer Spezifi-kation von 0,3µm + L/1000 für Länge-messungen ist die UPMC ultra das un-verzichtbare Referenzgerät für For-schung, Entwicklung und Qualitätssiche-rung und setzt einen neuen Maßstab.
UPMC ultra ist das Messgerät für höchs-te Ansprüche beim Messen an kleinenbis mittelgroßen Werkstücken und Leh-ren. Einsatzgebiete für dieses Hightech-Gerät sind Prüfmittelüberwachung,Erstbemusterung oder das Prüfen vonPräzisionsteilen im Messraum sowie inKalibrier- und Messlabors, Kalibrierun-gen und hochgenaue, spezielle Mess-aufgaben. Des Weiteren ist das Messenvon genauen Vorrichtungen, Werkzeu-gen und Verschleißteilen die Domänedieses hochpräzisen Gerätes.
Einzelpunktmessen und Scanning
Herz der UPMC ultra ist der patentierteaktiv messende Tastkopf für Einzel-punktmessung und aktives Scanning. Ergestattet das Bestimmen von Maß, La-ge und Form in einer Messung und ei-nem Bezugssystem. Das Umspannender Werkstücke und die zeitaufwändigeNutzung spezieller Form-Messgeräteentfällt. Mit dem patentierten Aktiv-Scanning lassen sich große Punktemen-gen auf den zu messenden Geometrienerfassen, die als Basis für alle geforder-ten Auswertungen dienen: Best-Fit-Me-thoden für Funktionsprüfungen; norm-gerechte Formberechnungen nach DINISO 1101 und Filter auch nach ISO TC57; Vermeidung von Störeinflüssendurch Eliminierung von Ausreißern.
Mit der UPMC ultra werden bei derFormmessung in vielerlei Hinsicht Mög-lichkeiten geboten, die über die Mess-möglichkeiten von Formtestern hinaus-gehen. Anstelle der mechanischen nutztder Anwender die rechnerische Ausrich-
UPMC ultra: Die neue Referenz von Carl Zeiss Bernd Balle, Dietrich Imkamp
tung; Formmessung ist in jeder Lagemöglich; alle Messergebnisse – dimensio-nale Messungen und Form-Ergebnisse –erscheinen in einem Programm, in einemProtokoll und beruhen auf einem einzi-gen gemeinsamen Bezugssystem. ZEISSGeräte mit aktiven Scanning-Köpfenwaren die einzigen Koordinatenmess-geräte, die an Vergleichsmessungen mitMehrwellennormalen teilgenommenhaben. Dabei wichen die Ergebnisse anden formfehlerbehafteten Normalenum weniger als 1µm von den kalibrier-ten Formfehlern ab (vgl. Jusko, O., Lüdi-cke, F., Wäldele, F.: Hochgenaue Rund-heitsmessungen auf Koordinatenmess-geräten, in: Innovation MesstechnikSpezial Nr. 2, Carl Zeiss IMT GmbH,Oberkochen 2000, S. 36-37, im Inter-net: www.zeiss.de/imt). Für die UPMCultra werden Spezifikationen für ver-schiedene Formmessaufgaben auch anformfehlerbehafteten Normalen ange-geben.
Die Hardware: Feinwerktechnik und Steuerungs-technik auf höchstem Niveau
Von Geräteseite her sind zahlreichekonstruktive Merkmale Garanten für ex-trem präzise Messungen. Der Zentralan-trieb sorgt für eine gleichmäßige torsi-onsfreie Kraftübertragung auf das Por-tal und den freien Zugang zum Mess-tisch. Der feststehende Tisch garantierteine werkstückgewichtsunabhängigeLeistung des Gerätes. Die CARAT Tech-nologie mit ihren keramikbeschichtetenFührungen sorgt für ein präzises lang-zeitstabiles Führungsverhalten.
Durch den Einsatz neuer Maßstäbeund Leseköpfe für die Messsystem in al-len Achsen konnte die Auflösung in dieGrößenordnung von Nanometern ge-bracht werden. Alle Maßstäbe mit derpatentierten, spannungs- und reibungs-freien Lagerung, bestehen aus derSchott Glaskeramik Zerodur. Wegen ih-res verschwindend geringen Wärme-ausdehnungskoeffizienten gibt es prak-tisch keine temperaturbedingten Ein-flüsse auf die Spezifikation der Länge-messabweichung von 0,3µm + L/1000.
Bewährte Technologien zur Sicherung
der Mess-Ergebnisse wurden konse-quent weiterentwickelt und optimiert:CAA – Computer Aided Accuracy – zurengmaschigen Führungsfehlerkorrekturund zur Korrektur statischer und dyna-mischer Biegefehler an der Geräteme-chanik, die durch Antastkräfte und Be-schleunigungen entstehen; thermischeNullpunktkorrektur durch Erfassung undrechnerische Kompensation der Tempe-raturdrift. In der Summe verfügt dieUPMC ultra über alle wirksamen Maß-nahmen, um störender Einflüsse auf dasMess-Ergebnis zu neutralisieren, fern zuhalten oder zu korrigieren. An der UPMC ultra wird die ZEISS Stan-
dardsteuerung ISC (Intelligent ScanningController) in einer erweiterten Varianteverwendet. Sie steuert die Messung mitdem aktiven Tastkopf mit seiner auslen-kungsunabhängigen Antastkrafterzeu-gung und stellt die Verbindung zurMessgerätesoftware her. In ihr sind wei-terhin die verschiedenen Kompensati-onsverfahren implementiert. Durch ih-ren modularen Aufbau und ihre Firm-wareupgradefähigkeit ist sie aufrüstbarund an zukünftige Aufgaben anpassbar.
Die Software: Entlastung für Messtechniker
Damit die UPMC ultra ihr ganzes Leis-tungsspektrum entfalten kann, bietetCarl Zeiss Industrielle Messtechnik zahl-reiche Software-Pakete. Sie bieten alleVorteile, das vorliegende Teilespektrumund jede Messaufgabe äußerst bedien-erfreundlich, effizient und hochpräziseabzuarbeiten. Darunter befinden sich:• Calypso, die Standard-Software für
das Messen an prismatischen Teilen;• Gear pro für das Massen an Zahnrä-
dern mit und ohne Drehtisch;• Blade für das Messen an Turbinen-
schaufeln;• HOLOS NT für das Messen und Digi-
talisieren von Freiformflächen.
Dipl.-Wirt.-Ing., Dipl.-Ing. Bernd Balle,Marketing/Geschäftsstrategie;Dr.-Ing. Dietrich Imkamp,Leiter Produktmanagement Portalmessgeräte

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 23
750 ScanMax sind in den letzten 10Jahren ausgeliefert worden; davon 340Geräte in Deutschland. Der Kundenkreishat sich gegenüber dem ursprünglichenKundenkreis von kleinen und mittel-ständigen Betrieben auch auf vielenamhaften Großkunden erweitert.
Der Grund liegt im Konzept des Scan-Max, welches nach wie vor Alleinstel-lungsmerkmale genießt:• die Säule bringt die Stabilität• das Doppelarmprinzip bringt die
Schnelligkeit und Ergonomie• der echte Scanning-Messkopf bringt
die abgesicherten und aussagefähi-gen Ergebnisse zum Messen vonForm, Maß und Lage.
Die Erkenntnis der Wirtschaftlichkeitund Zuverlässigkeit des ScanMax hatsich mehr und mehr verbreitet, das lässtdie steigende Anzahl von Folgebestel-lungen erkennen. Der ScanMax hat auf-grund der Marktnachfrage und seinerBesonderheiten einen festen Platz imProduktportfolio von Carl Zeiss.
10 Jahre ScanMax – erfolgreich im Markt Bernd Georgi, Karl Seitz
Diesjährige Detailverbesserungen
Dieses Jahr wurde vor allem in punctoGenauigkeit und Software weiter ver-bessert.
Der ScanMax kann nun auch mit einerhöheren Genauigkeit für besondereAufgabenstellungen bestellt werden:u2 (µm) 2,4 + L/60u3 (µm) 2,9 + L/50
Die Software ScanWare Revision 2.8.0weist folgende markante Neuerungenauf: • Die neue Funktion „Scanning in Werk-
stück-Koordinaten“ nutzt den motori-schen Z-Antrieb und bietet neue Ein-satzmöglichkeiten
• Eine Schieflage bis zu 20° ist möglich,wobei die Z-Achse bei Bewegungenin X- und Y-Richtung auf konstanterHöhe gehalten wird
• Die Genauigkeit der Tasterkalibrierungkann durch Mittelwertbildung zusätz-lich gesteigert werden
• Nützliche Informationen rund umden ScanMax können auf einerHomepage aufgerufen werden, die indie Software integriert ist.
Besonderes zum 10-Jährigen
Zum 10-Jährigen Jubiläum des Scan-Max wird für eine befristete Zeit einUmrüstpaket zu Sonderkonditionen an-geboten. Mit diesem Upgrade erhöhensich die Messleistungen, die Darstel-lungsmöglichkeiten und die Einsatz-möglichkeiten des ScanMax. DetaillierteInformationen zu diesem Upgrade wer-den wir unseren Kunden zukommenlassen und in einem gesondertenNewsletter veröffentlichen.
Bernd Georgi,Projektleiter;Karl Seitz,Leiter neue Technologien
Bild 1:Erfolgreicher ScanMax
Bild 2:Prüfkörper zur Feststellung der Genauigkeit
Bild 3:Schieflage der Teile bis zu 20° ist möglich
Produkt repor t

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200524
Mit den Inline-Produkten Scanmax, Cen-termax und Gagemax bietet Carl ZeissKoordinatenmessgeräte für den Einsatzdirekt in der Produktion. Sie sind so aus-gelegt, dass sie nicht durch zusätzlicheMaßnahmen vor Wärme oder Ver-schmutzung aus der Produktionsumge-bung geschützt werden müssen. WelcheKostenvorteile entstehen beim Einsatzdieser Geräte?
Die Inline-Koordinatenmessgeräte vonCarl Zeiss arbeiten dank ihrer speziellenAuslegung (Bild 2) ohne zusätzlicheMaßnahmen in der Produktion zuver-lässig. Natürlich erhöht diese Auslegungdie Herstellkosten und damit den Be-schaffungspreis. Allein aufgrund der Be-schaffungskosten ist ein solches Koordi-natenmessgerät kaum zu rechtfertigen.Jedoch haben Erfahrungen gezeigt,dass die Betriebskosten eines Messgerä-tes seine Beschaffungskosten schnellübersteigen. Bei der Prüfung der Wirt-schaftlichkeit sind daher beide Kosten-arten zu berücksichtigen.
Eine Methode, die alle Kostenarten be-rücksichtigt, ist die Lebenszykluskosten-rechnung. Die Betrachtung der Lebens-zykluskosten einer Investition umfasstdie Anschaffungs- und die Folgekosten,
Inline-Messtechnik in der Produktionrechnet sich Dietrich Imkamp, Hannes Daniel
die sich aus Betriebs- und Entsorgungs-kosten zusammensetzen. Sie sind beiKoordinatenmessgeräten in Abhängig-keit von den Einsatzbedingungen undden zu messenden Produkten sehr un-terschiedlich. Es ist daher hier nur mög-lich, die einzelnen Kostenarten zusam-menzustellen und aufzuzeigen, wie siesich im Vergleich der verschiedenen In-stallationsarten von Messgeräten dar-stellen. Zusätzlich wurde eine Lehre inden Vergleich aufgenommen. Ein Inline-Koordinatenmessgerät ist durchaus eineAlternative zu einer Lehre oder einemVielstellenmessgerät. Insbesonderedann wenn man den geringen Auf-wand für Änderungen berücksichtigt,die zumeist durch Anpassen der CNC-Messprogramme verwirklicht werden(Bild 3).
Kostenvergleiche
Anschaffungskosten
Ein Inline-Messgerät anzuschaffen, istteurer als die Anschaffung eines Stan-dardkoordinatenmessgerätes oder einerLehre. Sofern die Anzahl der zu prüfen-den Merkmale verhältnismäßig klein istund es sich vorwiegend um einfacheMerkmale handelt wie Durchmesseroder Abstände, verursacht eine Lehre
die geringsten Anschaffungskosten.Auch wenn das Standardkoordinaten-messgerät zunächst günstiger ist, kanndieser Kostenvorteil durch Einhausungund Klimatisierung schnell verloren ge-hen. Bei einem Inline-Koordinatenmess-gerät und einer geeigneten Lehre ent-fällt diese Kostenposition.
Um das Messgerät verwenden zu kön-nen, sind Taster und CNC-Messpro-gramme sowie Vorrichtungen zum Auf-spannen der Teile erforderlich. Je nachNutzung des Messgerätes werden dieseKomponenten unterschiedlich ausge-legt. Bei einem Inline-Messgerät spieltdiese Auslegung eine wesentliche Rolle,wenn das Gerät durch Produktionsper-sonal ohne messtechnische Ausbildungbedient wird. Carl Zeiss hat Anwenderzu ihren Erwartungen an Koordinaten-messgeräte im Messraum und in derProduktion befragt. Es wurde deutlich,dass die Anwenderunterstützung fürGeräte in der Produktion wesentlichwichtiger ist als für Geräte im Mess-raum. Hierbei spielen eine nutzerge-rechte Softwareschnittstelle, über diedas Produktionspersonal das Gerät be-dient, und leicht interpretierbare Mess-protokolle eine wichtige Rolle. Zusätz-lich werden Vorrichtungen zur einfa-chen Aufspannung der zu messendenTeile gebraucht, damit sie vom Produk-
Bild 2:Gegenüberstellung eines Standard- und eines Inline-Koordinatenmessgerätes
Produkt repor t
Bild 1:Inline rechnet sich

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 25
tionspersonal auf dem Messgerät im-mer in der richtigen Position befestigtwerden, ohne dass es zu Verwechslun-gen kommt. Darüber hinaus ist beson-ders bei schweren Teilen auch ein ge-eignetes Beladesystem erforderlich.
Die für die Taster, CNC-Messprogrammeund Vorrichtungen anfallenden Kostenwerden hier unter dem Begriff der Inte-grationskosten zusammengefasst. DieseKosten können bei einem Inline-Mess-gerät einen erheblichen Teil der Be-schaffungskosten ausmachen. Genausokann die Anpassung einer Lehre odereiner Vielstellen-Messeinrichtung hoheKosten verursachen, wenn sie durchProduktionspersonal bedient wird. Eindurch einen Spezialisten bedientesStandardkoordinatenmessgerät verur-sacht dagegen nur geringe Integrati-onskosten.
Folgekosten
Die Folgekosten einer Messgeräteinstal-lation setzen sich aus den Betriebs-, Un-terhalts- und Entsorgungskosten zu-sammen.
Bei den Betriebskosten werden hier nurPersonal-, Raum- und Energiekostenaufgeführt. Je nach Einsatzumgebungsind weitere Kostenpositionen zu be-rücksichtigen. Bei den Betriebskostenfällt sofort auf, dass den günstigen Be-schaffungskosten des Standardkoordi-natenmessgerätes erhebliche Kosten fürdas qualifizierte Personal und die er-forderlichen Einrichtungen gegenüber-stehen. An dieser Stelle zeigen sich dieKostenvorteile der in der Produktioneingesetzten Geräte. Zusätzlich ergebensich Vorteile aus der direkten Verfügbar-keit der Mess-Ergebnisse in der Produk-tion, was monetär schwer erfassbar ist.
Die Höhe der Unterhaltskosten hängtwesentlich von den Einsatzbedingun-gen ab. Hier können die einfach aufge-bauten Lehren wahrscheinlich vorteil-haft sein. Jedoch fallen auch bei ihnenWartungskosten an. Sehr ungünstigsind die Änderungskosten bei Lehren.Oft ist der totale Umbau erforderlich,falls überhaupt möglich. Bei einem Ko-ordinatenmessgerät reicht meist dasÄndern der CNC-Messprogramme zurAnpassung an eine andere Messaufga-be. Diese Flexibilität ermöglicht es auch,
Koordinatenmessgeräte einfach für an-dere Messaufgaben weiter zu nutzen.
Die in Bild 3 gezeigten Verhältnisse las-sen sich sicher nicht auf jede Anwen-dung übertragen. In Einzelfällen sind –je nach Art der Merkmale und der Ein-satzumgebung – die Kostenverhältnisseganz anders. Verschiedene Beispiele ha-ben jedoch gezeigt, dass der Einsatzvon Inline-Koordinatenmessgerätengroße Einsparpotenziale erschließt. Soließen sich in einem Fall schon beimKauf durch den Verzicht auf eine Ein-hausung 30.000 Euro eingesparen. ImVerlauf der kalkulatorisch angesetztenNutzungszeit von zehn Jahren ergabensich weitere Einsparungen wegen gerin-gerer Betriebskosten von über 200.000Euro. In jedem Fall führt nur die ganz-heitliche Betrachtung zu einer klarenAussage über die kostengünstigste Lö-sung.
Dr.-Ing. Dietrich Imkamp,Leiter Produktmanagement Portalmessgeräte;Dipl.-Ing. Hannes Daniel,Produktmanagement Inline
P rodukt repor tP rodukt repor t
Bild 3:Darstellung der Kosten von Messraum- und Inline-Koordinatenmessgeräten sowie Lehren

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200526
Selten hat ein neues Produkt von CarlZeiss so eingeschlagen. Auf der Control2003 stellte die Industrielle Messtechnikden neuen GageMax vor, ein kompaktesKoordinatenmessgerät für die Ferti-gung. Direkt im Anschluss an die Messewurden allein 16 Geräte verkauft, da-von sechs in die USA. Seither hält dieErfolgsgeschichte an. Carl Zeiss liefertebisher über 60 GageMax weltweit aus,hauptsächlich in die Automobilzuliefer-industrie.
GageMax erscheint in einem für Koordi-natenmessgeräte ungewohnten De-sign, angelehnt an das Erscheinungsbildeines modernen Bearbeitungszentrums.Und das ist kein Zufall: GageMax istkomplett für die Werkstatt und den rau-en Fertigungsbetrieb konstruiert.
GageMax – konsequent für die Fertigung entwickelt
Seine gesamte Messtechnik ist in einer„3D-Box“ gekapselt und somit vor Um-welteinflüssen wie Schmutz, Ölnebelusw. geschützt. Außerdem wirkt seineoptimale Isolierung Temperaturschwan-kungen entgegen, und der stabile Un-terbau aus Mineralguss schluckt ge-meinsam mit der passiven Schwin-gungsdämpfung Bodenvibrationen.Auch die bewährte Sensor-Technik vonCarl Zeiss kommt dem GageMax zugu-te: So sorgt der Scanning-MesskopfVAST XT für höchste Informationsdichtebei kürzesten Messzeiten mit absolutzuverlässigen Ergebnissen. Die ZEISSMess-Software-Bibliothek bietet volleKompatibilität zu bestehenden Anla-gen. Die Bedienoberfläche der Softwarelässt sich durch aufgeschaltete Pro-grammstart-Knöpfe für den Fertigungs-betrieb optimieren. Komplettiert wirddie Konstruktion durch Maßstäbe ausZerodur, der bewährten Glaskeramikaus dem Hause Schott, die über einenthermischen Ausdehnungskoeffizientenvon nahezu Null verfügt.
Jetzt geht es rund GageMax mit integriertem DrehtischHannes Daniel
µ-genau und mittendrin
Aufgrund der guten Erfahrungen beiden ersten Installationen und durch ei-ne verbesserte Isolierung konnte dieTemperaturspezifikation im Jahr 2004noch einmal erweitert werden: Von15°C bis 40°C ist die Messunsicherheitdes GageMax spezifiziert. Wie schonbeim großen Bruder CenterMax wirddie Genauigkeit dabei in Abhängigkeitder tatsächlichen Umgebungstempera-tur definiert (TVA=Temperature VariableAccuracy). So beträgt die Messunsicher-heit bei 20°C MPEE (2,2+L/300) und bei40°C MPEE = (3,2 + L/200) im Messvo-lumen von 750x500x500mm3. Dabeisind Schwankungen von zehn Kelvinpro Tag, drei Kelvin pro Stunde undräumliche Temperaturunterschiede vonzwei Kelvin pro Meter zulässig – genü-gend Reserve um den Klimabedingun-gen in fast jeder mechanischen Ferti-gung gerecht zu werden.
Selbstverständlich stehen auch unter-schiedliche Optionen zur Absicherungdes Messbereichs zur Verfügung: VonTrittschutzmatten für Stand-alone-Sys-
teme über Schiebetür-Lichtschranken-Kombinationen bis hin zu Vollkapselun-gen über eine Hub-Haube.So findet man den GageMax heute bei
Werkzeugherstellern in Skandinavienebenso wie bei Automobilzulieferern inAndalusien, England, Kanada, der Slo-wakei und den USA. Auch namhafteMotorradhersteller in Italien und denUSA setzen für die Qualitätssicherung inder Produktion auf GageMax.
Dabei stehen alle Geräte direkt im Fer-tigungsumfeld. Die meisten sind überBeschickungsanlagen oder Lade-Robo-ter verkettet und automatisiert. Andereersetzen mitten in der Fertigung kom-plette Messräume – bei einem Platzbe-darf von unter 4m2.
P rodukt repor t
Bild 1:Tatsächliche Messwerte aus einem Versuch mit dem Ergebnis:So gut wie keine Reaktion des GageMax auf extreme Temperaturschwankungen

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 27
Neu 2005: GageMax mit inte-griertem Drehtisch
Ein neuer Meilenstein in der Erfolgsge-schichte ist der GageMax mit integrier-tem Drehtisch RT1, den die Carl Zeiss In-dustrielle Messtechnik GmbH erstmalsauf der Control 2005 präsentiert.
Integrierter Drehtisch, das heißt:
• erweitertes Teilespektrum, z.B. rotati-onssymmetrische Teile, Schraubenver-dichter, Zahnräder
• erweiterter Messbereich durch besse-re Zugänglichkeit rund um das Werk-stück
• kürzere Messzeiten durch vereinfachteUmfahrwege – dadurch auch wenigerEinfluss von Temperaturschwankungenauf das Mess-Ergebnis
• sichere Mess-Ergebnisse durch verein-fachte Tasterkonfigurationen
• funktionsgerechtes Messen durch 4-Achsen-Scanning
• volle Integration aller Drehtischfunktio-nen in die Mess-Software
Auch mit Drehtisch:fit for production
Der Drehtisch RT1 hat sich schon beivielen hundert Geräte-Installationenwie bei der PRISMO, der hochgenauenUPMC und anderen bewährt. Für denGageMax wurde er dynamisch opti-miert. Die Einbaulage des Drehtisches indas Mineralguss-Untergestell des Gage-Max wurde so gewählt, dass kein Mess-bereich verloren geht und auch nochPlatz für die Aufspannung bleibt. DerDrehtisch kann Lasten bis 80 kg auf-nehmen. Der Durchmesser der Plan-scheibe beträgt 400 mm. Um optimaleZugänglichkeit sowie bestmöglicheNutzung des Messvolumens zu errei-chen, wird der Drehtisch außermittig imlinken Drittel des Messbereichs ange-ordnet.
Die Drehtisch-Messunsicherheit (3D-Al-pha) beträgt, ebenfalls temperaturab-hängig, nach TVA definiert:Bei 20°CRadial: MPEFR = 4,5 µmTangential: MPEFT = 4,5 µmAxial: MPEFA = 3,5 µmBei 40°CRadial: MPEFR = 7,3 µmTangential: MPEFT = 7,3 µmAxial: MPEFA = 6,3 µmGageMax mit RT1 läuft bereits erfolg-reich bei Pilotkunden und ist ab sofortverfügbar.
Dipl.-Ing. Hannes Daniel,Produktmanagement Inline
Bild 3 und 4:Funktionsgerechtes Messen durch 4-Achsen-Scanning
Produkt repor t
Bild 2:Typische Anwendungen für den GageMax mit Drehtisch RT1

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200528
Mit den Kombinationsgeräten Surfcom2000 und Surfcom 5000 von Carl Zeisskönnen Sie Oberflächen und Konturenmit nur einer Messung erfassen.
Bisher war es nur möglich, Oberflächenund Konturen an ein und demselbenSystem zu erfassen, wenn für die Ober-flächenmessung ein anderes Tastsystemwie für die Konturmessung eingesetztwurde. Anschließend mussten die ein-zelnen Parameter am selben Werkstücknoch einmal gemessen werden. DieMessergebnisse zu analysieren und ineinem Messprotokoll auszugeben,konnte nur mit relativ großem Soft-wareaufwand geschehen. Der Taster-wechsel, die nötige Zweifachmessungund die Auswertung nahm ca. doppeltso viel Mess- und Auswertezeit in An-spruch.
Mit der neuen Produktlinie Surfcomsind Sie für die eventuelle Notwendig-keit von Konturmessungen in der Zu-kunft gerüstet und sparen sich dabeicirca 50 Prozent der gesamten Mess-und Auswertezeit.
Surfcom 2000
Die Linie Surfcom 2000 ist mit einemneuartigen Tastsystem ausgestattet.
Mit diesem Tastsystem können in einemMessvorgang sowohl Oberflächen- alsauch Konturdaten aufgenommen wer-den. Der Auslenkungsbereich des Tas-ters liegt zwischen ± 2,5mm. Oberflä-chen- und Konturdaten können also innur einem Arbeitsschritt mit nur einemTaster in einem Bereich von 5 mm auf-
Zweimal messen ist einmal zuviel Markus Walcz
genommen werden. Durch den Wegfalldes Tasterwechsels ist neben der we-sentlichen Zeitersparnis und der damitverbundenen Produktivitätssteigerungeine drastische Vereinfachung in derHandhabung des Systems sichergestellt.
Variantenvielfalt
Die Linie Surfcom 2000 verfügt wegender Ausstattung mit der patentierten Li-nearmotor-Technologie in der Vor-schubeinheit über eine extrem hoheMess- und Verfahrgeschwindigkeit so-wie über eine extreme Wartungs- undVerschleißarmut. Wie auch die bereitsim vergangenen Jahr erfolgreich einge-führten Produktlinien Contourecord
1700, Contourecord 2700, Surfcom1500 und Surfcom 1900 ist auch Surf-com 2000 durch seinen modularen Auf-bau mit z.B. Topographie (3D), unter-schiedlich hohen Säulen, großen Tisch-platten und großen Vorschubeinheitenerhältlich.
Als Krönung kann auch die Linie Surf-com 2000 jederzeit mit den ebenfallsvon Carl Zeiss neu in den Markt einge-führten CNC-Tisch-Optionen (siehe Sei-te 30) zu einem vollautomatischenCNC-Messplatz ausgerüstet werden.Mit diesen Tischmodulen und einemProgramm der TIMS-Softwareplattform(integrativer Bestandteil der Linie Surf-com 2000), kann ein vollautomatischerCNC-Ablauf sichergestellt werden.
P rodukt repor t
Bild 1: Tastsystem der Surfcom 2000 für einen Mess-bereich von 5mm
Bild 2:Das Kontur- und Oberflächenmessgerät Surfcom 2000 DX

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 29
Surfcom 5000
Die Linie Surfcom 5000 ist ebenfalls miteinem neuartigen Tastsystem ausge-stattet. Oberflächen- und Konturdatenkönnen in nur einem Arbeitsschritt mitder Standard-Tasterlänge in einem Be-reich von 13 mm aufgenommen wer-den, mit der doppelten Tasterlänge so-gar in einem Bereich von 26 mm.
Das Highend-Gerät
Extrem hohe Geschwindigkeiten beienormen Genauigkeiten, so lässt sichdas neue Surfcom 5000 von Carl Zeisswohl am besten charakterisieren.
Die Reduzierung der Messzeiten, beigleichzeitiger Steigerung der Produkt-qualität sind die fassbaren Ergebnisse.Mit dem Surfcom 5000 ist damit einweiterer Technologiesprung im Bereichhochgenauer Oberflächen- und Kontur-analyse gelungen.
Durch die Anwendung der reibungsfrei-en Linearmotortechnologie in der Vor-schubeinheit, gepaart mit der laserge-steuerten Messeinheit, ist eine maxima-le Ausnutzung der aktuellen Möglich-keiten der Branche sicherstellt.
Überdies kann durch den modularenProduktaufbau eine Aufrüstung des Sys-tems auf Topographiemessung erfol-gen, um Oberflächen auch im dreidi-mensionalen Modus zu erfassen.
Durch die Möglichkeit der vollautomati-schen Programmierbarkeit des Systemsauf Basis des integrierten TIMS-Soft-
warekonzeptes, ist eine maximale Be-dienerfreundlichkeit und Komplexitätsre-duktion gesichert, welche wiederum je-dem Mitarbeiter die Bedienung ermög-licht und damit unnötige Bindung vonspezialisierten Kapazitäten verringert.
Mit seinem funktionellen und gefälligenDesign wird das Surfcom 5000 bereitsheute den ergonomischen Anforderun-gen von morgen gerecht.
Wir freuen uns, Ihnen auf der Control2005 oder jederzeit in einem unsererDemozentren einen detaillierten Ein-blick in die Leistung dieser Geräteneu-heiten bieten zu können.
Markus Walcz,Produktmanager
Bild 4:Das Highend-Kontur- und Oberflächen-messgerät Surfcom 5000
Produkt repor t
Leistungsdaten Surfcom 5000
Messbereich:X = 200 mm Z = 13 mm mit StandardtastarmlängeZ = 26 mm bei DoppeltastarmlängeMessgeschwindigkeit: Rauheit max. 3 mm/s Kontur/Welligkeit max. 20 mm/sVerfahrgeschwindkeit: X = 60 mm/s Z = 200 mm/sMessgenauigkeit: X = ± (0,2 + L/1000)µm L = Messlänge in mmZ = ± (0,2 + H/1000)µm H = Messhöhe in mmGeradheitsgenauigkeit:X = 0,05 + 3 L/10000 µm L = Messlänge in mmDatenpunktzahl pro Messung:von 150.000Auflösung:X = 0,31 nmZ = 0,3 nm
Bild 3:Tastsystem der Surfcom 5000 für einen Messbereichvon 13mm

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200530
Mit dem Baukastensystem an Tischmo-dulen zur Automatisierung von CNC-Messabläufen, ist Carl Zeiss als ersterHersteller in der Lage, eine wesentlicheLeistungssteigerung in der Qualitätssi-cherung zu ermöglichen. So könnenauch Klein- und mittelständische Betrie-be wertvolle Kapazitäten einsparen unddie Produktivität maximieren.
Mit den neuen verschiedenen CNC-ge-steuerten Tischmodulen können Sie IhreWerkstücke in alle Richtungen flexibelpositionieren und Ihre Messungen dannvollautomatisch ablaufen lassen:
Die Y-Richtung decken Sie mit dem Ver-fahrtisch ab.
Drehen auf der X-Y-Ebene decken Siemit diesem Drehtisch ab.
Drehen in Z-X-Ebene decken Sie mitdiesem zweiten Drehtisch ab.
Diese Tischmodule ermöglichen einezielgerichtete Automatisierung, die aufIhre kundenspezifische Anwendung zu-geschnitten ist.
Flexibel kombinieren
Mit diesem neuartigen Lösungskonzeptvon Carl Zeiss ist jeder Messablauf beiden Klassen Contourecord (Konturmess-gerät) und Surfcom (Oberflächenmess-gerät) nunmehr voll automatisierbar. Sie können diese Tischmodule unterei-
nander kombinieren und somit eineMotorisierung jeder Achse zur Ausrich-tung und Positionierung Ihres Werk-stückes erzielen.
Die CNC-Tischmodule können auf je-dem Gerät der aktuellen Contourecord1700/2700 und Surfcom 1500/1900-Linie adaptiert werden.
Sie können sowohl mit dem Grundge-rät mitbeschafft als auch nachgerüstetwerden.
Mit CNC an die OberflächeMarkus Walcz
Sparen
Sie ersparen sich kostenintensive Son-dergeräte, deren Funktionsumfang Siein den meisten Fällen nicht voll aus-schöpfen.
Sollten sich Ihre Anforderungen erwei-tern, können Sie sich dennoch Ihre be-nötigte Automatisierungserweiterungdann anschaffen, wenn Sie sie wirklichbrauchen. Damit ist ein optimales Preis-Leistungs-Verhältnis für optimale Produk-tivität und jedes Budget sichergestellt.
Markus Walcz,
Produktmanager
Verbessertes Preis-Leistungs-Verhältnis durch die optimale modulare CNC-Lösung
Bild 1:Kombinationsmöglichkeitender CNC-Tischmodule
Bild 2:Kombinationsbeispiel
Produkt repor t

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 31
Auch bei Formmessungen zeigt sichCarl Zeiss innovativ und erweitert seineProduktlinie Rondcom um ein manuel-les Gerät (Rondcom 44) und ein CNC-Gerät (Rondcom 54).
Mit der von Rondcom 47 und 55 ge-wohnten Variationsvielfalt in Volumen,Gewicht und Genauigkeit treten nunRondcom 44 und 54 mit einer Überle-genheit in puncto Flexibilität und Leis-tung auf den Markt. Der Grundaufbauvon Rondcom 44 und 54 ist identisch,was ein Höchstmaß an Modularität undFlexibilität gewährleistet. Beide Geräte-typen sind sowohl mit der SäulenhöheZ=350 mm als auch mit der SäulenhöheZ=500 mm verfügbar.
Mit den neuen Gerätetypen und ihrenVariationen ist der Formmessbereichvon Carl Zeiss nun in der Lage, für jedesBudget die optimalen Leistungsdatenzu liefern. Zusätzlich können Sie sichden Weg zur Erweiterung jederzeit of-fen halten, um bei der Qualitätssiche-rung immer über dem Standard zu sein.Wie bei allen anderen Neuerungen imGeschäftsbereich der Form & Oberflächevon Carl Zeiss, laufen die Systeme unterder integrierten Software-Plattform TIMS,um eine maximale Austausch- und Ver-wendbarkeit der Form-, Oberflächen-und Konturdaten bieten zu können.
Rondcom 44
Rondcom 44 ist ein Formmessgerät, wel-ches mit einem manuellen Drehtisch aus-gestattet in der Lage ist, Werkstücke biszu einem Gewicht von 30 kg hochgenauund extrem schnell zu vermessen.
Als zusätzliches Highlight ist Rondcom44 mit einem neuartigen manuellenTastsystem ausgestattet, welches durchseinen flexiblen Aufbau schnellesSchwenken und Drehen durch den Be-diener ermöglicht und damit extremschnell und zuverlässig zu handhabenist.
In Bestform Markus Walcz
Durch die neuentwickelte Korrektur-software sind hochgenaue Formmes-sungen schon bei grober Ausrichtunginnerhalb des Auslenkungsbereichesdes Messtasters möglich.
Der absolute Nutzen der Rondcom 44Geräteversionen erschließt sich demKunden wenn er den ursprünglich ma-nuellen Drehtisch auch im CNC-Modusnutzen will:
Im Gegensatz zu jedem anderen ma-nuellen System kann das Rondcom 44jederzeit zu einem CNC-Formtester(Rondcom 54) aufgerüstet werden.
Dies geschieht vor Ort beim Kunden,d.h. das Gerät muss nicht zum Herstel-ler zurückgesendet werden. Daraus ent-stehen dem Kunden schon bei der Be-schaffung eines Formtesters dieser Klas-se bei Carl Zeiss Kostenvorteile.
Rondcom 54
Das Rondcom 54 ist die CNC-Versiondes Rondcom 44. Der Kunde, welchervon vornherein eine voll automatisierteLösung in der Formmessung anstrebt,wird sich mit dem Rondcom 54 mehrals zufrieden zeigen.Standardmäßig ist Rondcom 54 mit ei-
nem der genauesten CNC-Rundtischeauf dem Markt und manuellen Tastop-tionen ausgerüstet. Rondcom 54 istaber schon ab Werk für die Aufrüstungmit einem CNC-Tastsystem ausgelegt.Selbstverständlich ist das Rondcom 54auch als voll CNC-fähige Geräteversionab Werk zu haben.
Markus Walcz, Produktmanager
Bild 1:Das Formmessgerät Rondcom 44 (baugleich Rondcom 54) mit Drehtisch
Produkt repor t

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200532
Durch die enorme Vielfalt der einsetz-baren Messköpfe bei ZEISS Portalmess-geräten wurde eine neue Generationvon Sensor- bzw. Tasterwechsel-Maga-zinen erforderlich. Die geniale Neuheitdabei ist, mit nur einem flexiblen Maga-zin die neu entstandene Tasterwechsel-vielfalt zu erschließen.
Mit den neuen Multi-Sensor-Racks(MSR) löst Carl Zeiss die kompletten bis-lang eingeführten ZEISS Tasterwechsel-magazine und die ProMax Basic Maga-zine ab. Zur Abdeckung aller Größender Portalmessgerätereihen von CarlZeiss sind jetzt nur noch sechs verschie-dene MSR-Typen notwendig.
Das Wechseln der Taster bzw. der Sen-soren geschieht passiv, d.h. das MSRwird von dem Portalmessgerät bedientund muss somit innerhalb des Messvo-lumens des Portalmessgerätes positio-niert sein.
Welche besonderen Vorteile zeichnendiese neuen MSR aus?
• Grundsätzlich besitzen diese neuenMSR zwei Montage-Ebenen für Sen-sor- bzw. Taster-Ablagen
• Eine Montageebene kann dabei va-riabel in der Höhe verstellt werden,die andere ist in Höhe fest und durchdas Design des MSR vorgegeben
• Optional kann das MSR mit einer drit-ten Montageebene, ebenfalls mit va-riabler Höheneinstellung, bestücktwerden
• Alle Taster- und Sensorablagen kön-nen auf dem MSR individuell je nachBedarf bestückt werden. So könnenSie Ablageplätze beziehen für messen-de Systeme (VAST XT/ VAST gold, MT),für optische Systeme (ViScan, DTS), fürschaltende Systeme (ST3 und RDS-Sensoren mit unterschiedlichen Auf-nahmetellern, wie z.B. RST P; TP2/TP6/ TP20; TP200), sowie für passiveScanning-Messköpfe (VAST XXT undSP25). Carl Zeiss empfiehlt die RDS-Ablageplätze für die neuen passivenScanning-Sensoren an die höhenver-stellbare Montage-Ebene zu montie-
Neuer Multi-Sensor-Wechsler für alleTaster der ZEISS PortalmessgeräteJosef Pfeilmeier
ren, da die Taststiftlängen sehr stark(zwischen 50 und 250 mm) variierenkönnen
• Darüber hinaus kann jedes MSR zusätzlich mit 3fach-Tasterablage-Magazine für die passiven Scanning-Messköpfe VAST XXT und SP25 aus-gestattet werden
• Vormontierte Einheiten werden kun-denspezifisch bestückt, getestet undkurzfristig auftragsbezogen geliefert.
Durch die freie Wahl der Bestückungvon Sensor- und Tasterablagen bei densechs neuen MSR-Typen wird ein hohesMaß an Flexibilität erreicht, die den Betreibern von ZEISS Koordinatenmess-maschinen alle nur denkbaren System-erweiterungen für die Zukunft offenhalten. – Also ein genialer Multi-Sensor-Wechsler für alle ZEISS Portalmessgeräte.
Vergleichen wir auch wirtschaftliche As-pekte, so sind die neuen ZEISS Multi-Sensor-Racks sogar günstiger als zweivergleichbare einreihige Magazine deralten Bauweise, was diese MSR-Typennoch interessanter macht.
Dipl.-Ing. (FH) Josef Pfeilmeier,Leiter Vertriebssupport IMT
Bild 2:Multi-Sensor-Rack (MSR) für alle Sensoren und Taster der ZEISS Portalmessgeräte
Produkt repor t
Bild 1:RDS mit VAST XXT
Bild 3:3fach-Tasterablage-Magazin für VAST XXT
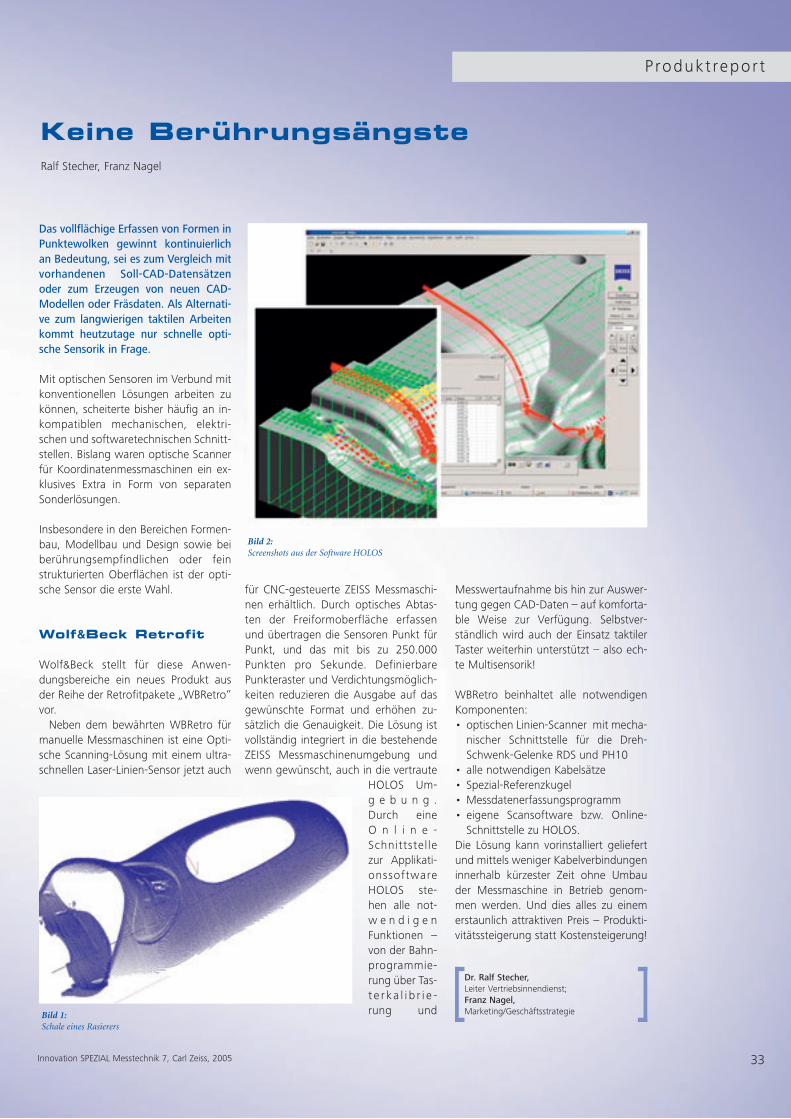
Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 33
Das vollflächige Erfassen von Formen inPunktewolken gewinnt kontinuierlichan Bedeutung, sei es zum Vergleich mitvorhandenen Soll-CAD-Datensätzenoder zum Erzeugen von neuen CAD-Modellen oder Fräsdaten. Als Alternati-ve zum langwierigen taktilen Arbeitenkommt heutzutage nur schnelle opti-sche Sensorik in Frage.
Mit optischen Sensoren im Verbund mitkonventionellen Lösungen arbeiten zukönnen, scheiterte bisher häufig an in-kompatiblen mechanischen, elektri-schen und softwaretechnischen Schnitt-stellen. Bislang waren optische Scannerfür Koordinatenmessmaschinen ein ex-klusives Extra in Form von separatenSonderlösungen.
Insbesondere in den Bereichen Formen-bau, Modellbau und Design sowie beiberührungsempfindlichen oder feinstrukturierten Oberflächen ist der opti-sche Sensor die erste Wahl.
Wolf&Beck Retrofit
Wolf&Beck stellt für diese Anwen-dungsbereiche ein neues Produkt ausder Reihe der Retrofitpakete „WBRetro“vor.
Neben dem bewährten WBRetro fürmanuelle Messmaschinen ist eine Opti-sche Scanning-Lösung mit einem ultra-schnellen Laser-Linien-Sensor jetzt auch
Keine Berührungsängste Ralf Stecher, Franz Nagel
für CNC-gesteuerte ZEISS Messmaschi-nen erhältlich. Durch optisches Abtas-ten der Freiformoberfläche erfassenund übertragen die Sensoren Punkt fürPunkt, und das mit bis zu 250.000Punkten pro Sekunde. DefinierbarePunkteraster und Verdichtungsmöglich-keiten reduzieren die Ausgabe auf dasgewünschte Format und erhöhen zu-sätzlich die Genauigkeit. Die Lösung istvollständig integriert in die bestehendeZEISS Messmaschinenumgebung undwenn gewünscht, auch in die vertraute
HOLOS Um-g e b u n g .Durch eineO n l i n e -Schnittstellezur Applikati-onssoftwareHOLOS ste-hen alle not-w e n d i g e nFunktionen –von der Bahn-programmie-rung über Tas-t e r k a l i b r i e -rung und
Messwertaufnahme bis hin zur Auswer-tung gegen CAD-Daten – auf komforta-ble Weise zur Verfügung. Selbstver-ständlich wird auch der Einsatz taktilerTaster weiterhin unterstützt – also ech-te Multisensorik!
WBRetro beinhaltet alle notwendigenKomponenten:• optischen Linien-Scanner mit mecha-
nischer Schnittstelle für die Dreh-Schwenk-Gelenke RDS und PH10
• alle notwendigen Kabelsätze• Spezial-Referenzkugel• Messdatenerfassungsprogramm• eigene Scansoftware bzw. Online-
Schnittstelle zu HOLOS. Die Lösung kann vorinstalliert geliefertund mittels weniger Kabelverbindungeninnerhalb kürzester Zeit ohne Umbauder Messmaschine in Betrieb genom-men werden. Und dies alles zu einemerstaunlich attraktiven Preis – Produkti-vitätssteigerung statt Kostensteigerung!
Dr. Ralf Stecher, Leiter Vertriebsinnendienst;Franz Nagel,Marketing/GeschäftsstrategieBild 1:
Schale eines Rasierers
Bild 2:Screenshots aus der Software HOLOS
Produkt repor t

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200534
Eine flexible und dennoch auf eigeneBedürfnisse zugeschnittene Messsoft-ware zu sehen, war die Anforderung,welche Westfalia Presstechnik GmbH &Co. KG. aus Crimmitschau an uns stell-te. Dabei war die Einfachheit der Hand-habung grundlegende Voraussetzung.Die täglichen Messaufgaben solltennicht durch umständliche, unverständli-che und zeitraubende Softwarefunktio-nalitäten verzögert werden. Die Soft-ware Calypso von Carl Zeiss erweist sichals schnelles und effizientes Instrumentfür diese Thematik. Das konnten wirWestfalia zeigen, als wir sie zu einemBesuch im Hause Carl Zeiss einluden.
Das Unternehmen Westfalia produziertseit Sommer 1998 hochwertige Sitz-schienen und Metallpressteile. Inmittendes traditionsreichen sächsischen Auto-mobil- und Maschinenbaustandorteswurde eine hochmoderne, 7.000 Qua-dratmeter große Fertigungsstätte errich-tet. Neueste Maschinentechnologienund optimale logistische Abläufe sinddort kombiniert worden.
Das Ergebnis: Maßgeschneiderte Präzi-sionsprodukte mit Passformgarantie, dieauch in puncto Wirtschaftlichkeit denhohen Ansprüchen der internationalenKunden gerecht werden. Unter ande-rem sorgen auch zwei Messmaschinenvon Carl Zeiss für eine entsprechend ho-he Qualität.
Firma Westfalia misst hochwertige Sitzschienen mit Calypso Johannes Hoffmann, Christian Wirnsberger
Die Entscheidungfällt auf Calypso
Die Sitzschienen-Profile von WestfaliaPresstechnik stellen sowohl einen ho-hen Anspruch an den Messtechnikerwie auch an die Messsoftware. Johan-nes Hoffmann, Leiter der Messtechnikbei Westfalia, kann auf eine jahrzehnte-lange Erfahrung in diesem Bereich zu-rückgreifen. Diese kam ihm zugute, alser unsere Messsoftware auf Herz undNieren prüfte, bevor es zu einer endgül-tigen Entscheidung für Calypso kam.
Johannes Hoffmann konnte währendseines Besuchs in unserem Hause livemiterleben, wie durch die einfache Me-nüführung und den übersichtlich gestal-teten Arbeitsbereich von Calypso in kür-zester Zeit ein Messprogramm entsteht.Im gemeinsamen Dialog konnten dieHürden bei der Messung seiner Schie-nenprofile genommen werden und Ca-lypso seine Stärken beweisen.
Mit Calypso zur Lösung
Die Sitzschienen von Westfalia scheinenauf den ersten Blick idealgeometrisch,doch dieser Schein trügt. BesondereAufmerksamkeit muss den Profilseg-menten geschenkt werden, in denenspäter die Kugellager laufen. Ein zu ge-ringer Abstand der oberen Profil-enden würde zwangsläufig zu einerSchwergängigkeit und damit zu vorzei-tigem Verschleiß führen.
Bild 1:Firma Westfalia Presstechnikin Crimmitschau
Von Anwendern fü r Anwender
Bild 3:Sitzschienen werden mit ZEISS Technologien gemessen
Bild 2:Sitzschienen von Westfalia Presstechnik

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 35
Konturprüfung des Profils mit Calypso curve
Zur stabilen und sicheren Erfassung derKonturdaten des Profils an Sitzschienenkam nur die Scanning-Technologie inFrage. Sie liefert eine hohe Punktedich-te bei geringer Messzeit und bildet so-mit die Grundlage für einen wirtschaft-lichen Soll-Ist-Vergleich der Kontur. Beider Ermittlung des Zwei-Kugel-Maßesan verschiedenen Tiefen der Schienewird Calypso curve eingesetzt. Durchdiese Softwareoption ist ein vollständigerProfilvergleich möglich. Die dabei ge-wonnenen Daten können u.a. als ASCII-bzw. VDA-Daten exportiert und bei Be-darf weiter bearbeitet werden.
Paarungsmaß überprüfen mitCalypso PCM
Eine weitere Anforderung war die Ein-passung der verschiedensten Kugel-durchmesser in das gescannte Profil.Das dabei ermittelte Zwei-Kugel-Maß,welches im Hunderstelbereich toleriertist, bildet die Grundlage für weitereAussagen bezüglich der späteren Funk-tionsfähigkeit. Normalerweise würdehierfür eine Vielzahl von gleichartigenMessprogrammen benötigt. Mit derSoftwareoption Calypso PCM wird einUniversalprogramm erstellt, das mit ver-schiedenen Variablen versehen ist undsomit jede Teilefamilie misst. Die dreiBuchstaben PCM stehen für „Parametri-sierter Codierter Messablauf“. Im FallWestfalia wurde mit Calypso PCM einflexibles Messprogramm erstellt, wel-ches zur Messung mehrerer gleicharti-ger Schienen eingesetzt werden kann.
Spitze !
Auf die Frage, wie die bisherige Zusam-menarbeit mit dem Hause Carl Zeisswar, antwortete Johannes Hoffmannmit einem alles sagenden „Spitze !“. Be-sonders beeindruckt hat ihn die umfas-sende Demonstration der Erstellung ei-nes Messablaufes, der in der Praxis alsäußerst kompliziert gilt: „Mit dem Tool‚Kreis in Kontur einpassen’ konnte dieaufwändige manuelle Berechnung derKurven voll automatisiert werden.“ Jo-hannes Hoffmann hat vor, weitere ZEISSMesszentren in seiner Produktion einzu-setzen und die bisher verwendeten Leh-ren abzulösen: „So erhöht sich dieQualität bei gleichzeitiger Senkungmeiner Kosten“.
Johannes Hoffmann,Leiter der Messtechnik bei Firma Westfalia;Christian Wirnsberger, Anwendungstechniker
Von Anwendern fü r Anwender
Bild 6:Johannes Hoffmann,Leiter der Messtechnik bei Westfalia Presstechnik
Bild 4:Soll-Ist-Vergleich des Schienenprofilsin Calypso
Bild 5:Grafische Darstellung des Zwei-Kugel-Maßes in Calypso

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200536
Nachweisbare Produktivitätssteigerun-gen führten beim BMW MotorenwerkHams Hall in Birmingham/Englandkürzlich zur Ümrüstung der ersten PRISMO auf VAST navigator Technolo-gie. Weiter Umrüstungen sind in Kürzegeplant.
Die sieben beim Neubau 1999 ange-schafften Messgeräte PRISMO VASTHTG haben hervorragende Arbeit imBereich der Zylinderblock-, Zylinderkopf-und Kurbelwellenmessung bewiesen.
Einstieg in die Navigator-Technologie
Bei der Einweihung der neuen IMT Nie-derlassung in Rugby im November 2003war VAST navigator eines der gezeigtenProdukte. Die Leistungsfähigkeit desNavigator-Systems wurde den eingela-denen Kunden an einem BMW Motor-block demonstriert. Weniger als 2 Stun-den Programmierarbeit benötigten dieAnwendungstechniker von Carl Zeissum die Messzeit drastisch zu reduzie-ren. Dies war der Anlass für die Inge-nieure von BMW, die PRISMO von CarlZeiss für ihre eigenen Auswertungen zunutzen.
VAST navigator steigert die Produktivität bei BMWAndrew Thompson, David Sykes, Roger Bayer
VAST navigator:Vorteile für BMW
Bei Messungen von circa 50 Merkmalenan einem 4-Zylinder-Motorblock konntedie Messzeit um 60 Prozent – von 29Minuten auf 11 Minuten – reduziertwerden.
Das geschlossenes Konzept aus Senso-rik, Steuerungstechnik, Verfahren undSoftware ermöglicht beim VAST naviga-tor schnelle Scanning-Geschwindigkei-ten bei höchster Genauigkeit. Produkti-vitätssteigerungen von 30 bis 40 Pro-zent wurden mit diesem Scanning der3. Generation unter Beweis gestellt. Beider speziellen BMW Anwendung wur-den mit 60 Prozent Produktivitätssteige-rung selbst diese beeindruckendenWerte bei weitem übertroffen.
Andrew Thompsen, CENG MBA ,Division Manager CZ IMT UK;David Sykes,Regional Sales Manager CZ IMT UK;Dipl.-Ing. Roger Bayer,Key Account Manager CZ IMT
Bild 2:Tangentiales Anfahren zur Beschleunigung der Messbewegung
Von Anwendern fü r Anwender
Bild 3:Helix-Scanning zur vollständigen Erfassung zylindrischer Geometrien in kürzester Zeit
Bild 1:Messkopf VAST gold mitNavigator-Technologie

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 37
Anwendungserfahrungen mit passiv scannenden Sensoren Norbert Legner, Christian Wirnsberger
Seit der Vorstellung des passiven Sen-sors VAST XXT auf der Control im ver-gangenen Jahr, konnten die hervorra-genden Eigenschaften dieses Sensors inverschiedenen Anwendungen bestätigtwerden.
Vor allem in der Kombination mit un-serem RDS (Rastendes Dreh-Schwenk-Gelenk), welches sich durch die präziseSchrittweite von 2,5° und dem vollstän-digen Schwenkbereich von ± 180° (inder A- und der B-Achse) bewährt hat,bleibt fast keine Messposition uner-reicht; 20768 Stellungen können ange-fahren werden. Aufgrund dieser Tatsa-che sind Messungen mit hoher Punkte-dichte und hoher Reproduzierbarkeitmöglich, wie sie sowohl für Formaussa-gen als auch funktionelle Prüfungennotwendig sind.
Calypso als prüfmerkmalorientiertes Ex-pertensystem ermöglicht im Umgangund in der Programmierung mit demSensor ein schnelles und flexibles Ergeb-nis. Dies beginnt bereits beim Einmes-sen der Tastersyteme. Das patentierteHelixkalibrierverfahren ermöglicht, inkurzer Zeit jede Stellung mit stabilenund genauen Werten zu erfassen. Beiunplausiblen Ergebnissen weist ein As-sistent den Anwender unmittelbar an,das Tastersystem bzw. die Einmesskugelauf etwaige Verschmutzungen, loseVerbindungen oder gar mechanischeBeschädigungen zu überprüfen. Unterunbeständigen Umgebungsbedingun-
gen müssen die Taster häufig nachbe-stimmt werden. Hier bietet die 6-Punkt-Geometrie-Nachbestimmung eine er-hebliche Zeiteinsparung.
Vermessung von Felge und Schüssel
Bei der kürzlichen Messung von Felgeund Schüssel eines Automobilherstellerskonnte Calypso in seiner breiten An-wendungsvielfalt klare Vorteile aufzei-gen. Anfänglich wurde das Messsystemauf einer Offline-Station mit Hilfe vonCAD-Datensätzen nachgebildet d.h. derTaster, die passiven Scanning-Sensorenund das Koordinatenmessgerät (in die-sem Fall eine Spectrum mit den Bauma-ßen X=1000 mm Y=1000 mm Z=580mm). Damit war es möglich, die einzel-nen Programmteile vorab einer Kollisi-onsprüfung und einer Ablaufoptimie-rung zu unterziehen, ohne den regulä-ren Messbetrieb zu unterbrechen.Durch den mehrstufigen Tasterwechsel
am RDS konnten dann die verschie-densten Messaufgaben an der Felge miteinem einzigen Modul bewältigt wer-den. Die notwendige Tasterlänge von125 mm, schließt die gängigsten Ein-tauchtiefen komplett mit ein. Die breiteTellerbasis sorgt für das nötige Stützmo-ment und reproduzierbare Wechselvor-gänge, was sich auch in der Prozessfä-higkeit niederschlägt.
Messung eines Verdichterrades
Ein weiterer Anwendungsfall ergab sichbei der Messung eines Verdichterrades,dessen Achse mit Lauftoleranzen von10 µm sowie mit Formtoleranzen vonbis zu 5 µm versehen war. Voraussetzungdafür war der Einsatz des VAST XXT ander bewährten Baureihe PRISMO, welchedie erforderliche Grundgenauigkeit er-füllt. Vorangegangene Messungen amFlick- und am Wellennormal bestätigtendie hohe Formtreue des Sensors. Da indiesem Beispiel kein Drehtisch zum Ein-
satz kommen konnte, war die Kombina-tion VAST XXT am RDS sehr hilfreich. Sieermöglichte die Formprüfung sowohlauf der Vorder- als auch auf der Rück-seite der jeweiligen Schaufeln mit derAuswertesoftware für FreiformflächenHOLOS. Auf einen komplexen Tasterauf-bau, der ohne Drehtischeinsatz zwangs-läufig notwendig wäre, konnte dadurchverzichtet werden.
Weitere Anwendungen
Die Einsatzmöglichkeiten dieses Sensorslassen sich noch beliebig weiterführen.Weniger komplex, jedoch nicht minderanspruchsvoll, erwies sich die Messungvon Wasserpumpengehäusen, Hüftpro-thesen und Glaskörpern. Auch auf denKunststoffsektor, wo häufig dünnwan-dige und biegsame Werkstückpartiengemessen werden, findet der VAST XXTaufgrund seiner geringen MesskräfteAnwendung. Dies zeigt, dass Messauf-gaben wie sie uns tagtäglich begeg-nen, bei Berücksichtigung gewisserRandbedingungen, lösbar sind.
Norbert Legner,Anwendungstechniker;Christian Wirnsberger,AnwendungstechnikerBild 1:
CAD-Modell einer Felge
Bild 2:Formabweichung an Glaslinse mit HOLOS
Von Anwendern fü r Anwender

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200538
Um die hohen Qualitätsansprüche derKunden aus dem Automobilumfeldnoch schneller, zuverlässiger und effek-tiver zu erfüllen, hat der Zulieferer Au-gust Läpple die gesamte Messtechnikauf die Flächensoftware HOLOS vonCarl Zeiss umgestellt. Angestrebtes Zielist die durchgängige, direkte Daten-kommunikation sowohl intern als auchmit den Automobilbauern.
Läpple ist einer der führenden Automo-bilzulieferer Europas und Systempartnerfür die gesamte Bandbreite der Um-form- und Karosserietechnik. Am Haupt-standort Heilbronn, im irischen Carlow,im südafrikanischen Rosslyn und imbayerischen Teublitz entstehen Produkti-onsanlagen, Werkzeuge und Formenzur Umformung von Stahl- und Alumini-umblech sowie zur Herstellung vonKunststoffteilen. Darüber hinaus liefertdas Unternehmen komplette Baugrup-pen, Blechpressteile und Prototypen andie Blech verarbeitende Industrie.
Bei den maßgeschneiderten Aufgabenfür die Automobilindustrie ist die Mess-technik naturgemäß von Bedeutung.Schon länger geplant, hat Läpple vorkurzem eine umfassende Erneuerungseiner messtechnischen Prozesse abge-
Messtechnik und Flächensoftware im Werkzeug- und Formenbau Achim Rank, Alfons Lindmayer
schlossen. Diese Erneuerung umfasstzum einen Modernisierungen bereitsvorhandener manueller und CNC-ge-steuerter Messmaschinen sowie die An-schaffung einer Horizontalarm-Mess-maschine CARMET für das Werk Teu-blitz. Zum anderen besteht die Moder-nisierung im kompletten Austausch derMesssoftware in den europäischenWerken. Dazu waren vierzig Anwen-dungstechniker, die zum Teil in dreiSchichten im Einsatz sind, im Gebrauchvon HOLOS zu schulen.
Messtechnik-Umstellung
Achim Rank, zuständig für die Mess-technik in der Qualitätssicherung beiLäpple: „Die Umstellung auf die Flä-chensoftware HOLOS (Bild 1) geschah,ohne Netz und doppelten Boden'. Diesdeshalb, weil wir bei Holos – trotz ei-ner intensiven anwendungsspezifi-schen Schulung – anfangs nie sicherwaren, ob die Software wirklich in un-serem Sinn funktioniert. Bei der altenSoftware wussten wir genau, wie siearbeitet und wo sie welche Problemebereitet. Unsere Erfahrung sagte uns
aber schnell, dass die Mess-Ergebnisseplausibel sind.“ Hinzu kam, führt Rankweiter aus, dass die Mitarbeiter nachder fünftägigen Schulung bei der CarlZeiss Industriellen Messtechnik in Aalenan ihre Arbeitsplätze zurückkehrten undmit HOLOS messen mussten. Zwar habeunmittelbar im Anschluss an die Schu-lung der Trainer noch drei Tage vor Ortunterstützend zur Seite gestanden.Aber spätestens ab dann war die Mess-technik-Mannschaft bei Läpple auf sichselbst gestellt.
Insgesamt hat Läpple in den vergan-genen Monaten 22 manuelle und vierCNC-gesteuerte Horizontalarm-Mess-maschinen modernisiert (Bild 2). DieSoftware wird künftig über Pflegever-träge abgesichert und gewartet. Damitverfügen alle Werke in Europa über eineeinheitliche, moderne Qualitätssiche-rung, welche die Herstellprozesse imWerkzeug-, Formen- und Prototypen-bau unterstützt (Bild 3 und Bild 4). InHeilbronn, Teublitz und Carlow stehenexakt dieselben Messmöglichkeiten zurVerfügung. Vor allem die CNC-gesteu-erte CARMET in Teublitz mit den Mess-bereichen 6000x1600x2400mm (X-, Y-,Z-Richtung) einschließlich dem rasten-den Dreh-Schwenk-Element „RDS“ so-
Von Anwendern fü r Anwender
Bild 1:Porsche-Seitenwand: gemessen mit der Flächensoftware HOLOS
Bild 2:CNC-Messung der Umrisslinien einer Türöffnung

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 39
wie dem Modul „CAA“ für die rechneri-sche Korrektur der Messpositionen istlaut Rank ein wichtiger Schritt, um auchzukünftig die geforderte Teilequalität si-cherzustellen. Mit CAA müssen nur we-nige Positionen kalibriert werden – undin nur kurzer Zeit stehen über 20 000Positionen für die Messungen zur Verfü-gung.
Vorteile für Auftrag-nehmer und -geber
Hauptgründe für Läpple, sich für diesenWeg der Modernisierung zu entschei-den, waren die Funktionalität der be-währten Software HOLOS, ihr Verbrei-tungsgrad und die Erfahrungen aus na-hezu 30-jähriger Zusammenarbeit mitCarl Zeiss Industrielle Messtechnik.Überdies ist die Flächensoftware bei al-len Hauptkunden im Einsatz, darunterDaimlerChrysler, Porsche, VW und BMW.Allein DaimlerChrysler nutzt in den Stutt-garter Werken nahezu 400 Lizenzen.Auch aus diesem Grund war es fürLäpple naheliegend, sich für diese Soft-ware zu entscheiden.
Neben den umfassenden Möglichkei-ten der 3D-Flächenmessung bietet dasProgramm umfangreiche Möglichkeitender Auswertung für geometrische Ele-
mente wie Bohrungen, Flächen, Kegelund Zylinder. Damit ist die Komplett-messung von Baugruppen hinsichtlichForm und Gesamtgeometrie in nur ei-nem Messablauf möglich.
Die Software ist im manuellen wieauch im CNC-Betrieb identisch zu hand-haben und verfügt über alle relevantenSchnittstellen zu CAD-Paketen. Die Dar-stellung der Einzelergebnisse und dieMessberichterstellung im pdf-Formatsind auf den ersten Blick vielleicht „Klei-nigkeiten“, machen jedoch das Lebender Messtechniker angenehmer, weileinfacher. Eine weitere „kleine“ Selbst-verständlichkeit ist das reproduzierbareund genaue Messen selbst bei federn-den Teilen – eine alltägliche Herausfor-derung in der Blechmessung. Makro-Elemente vereinfachen die CNC-Mes-sungen, das Dokumentenhandling unddie Datenverwaltung erfüllen wesentli-che Forderungen von Messtechnikern.HOLOS navigator erstellt gezippte Da-teien, die für spätere Vergleiche heran-gezogen werden können.Gefragt, welche Vorteile HOLOS im Be-
reich Messtechnik bei Läpple gebrachtund welche Wünsche er als Leiter derMesstechnik habe, betont Achim Rank:„Vorteile sind eindeutig die Komplett-messung von Geometrien und Frei-formflächen sowie das referenzierte
Messen von Umriss, Beschnitt undLochbild sowie die zeitgemäßen, viel-fältigen Möglichkeiten der grafischenDokumentation. Hinzu kommt, dassdie Software für manuelle wie für CNC-gesteuerte Maschinen eine identischeBasis bietet. Von großer Wichtigkeit fürLäpple als Lieferant sind die Schnitt-stellen zu den unterschiedlichstenMessformaten der Automobilindus-trie.“Viel Potenzial liegt noch im Bereich der
maschinenfernen Programmierung.Auch wird es zukünftig unverzichtbarsein, ein datenbankunterstütztes Aus-wertesystem zur Analyse der Messdatenund als Managementinstrument zu ent-wickeln.
Dipl.-Ing. (FH) Achim Rank,Qualitätssicherung bei Fa. LäppleAlfons LindmayerLeitung Marketing/Geschäftsstrategien IMT
Bild 3:Motorisch-manuelle Messung von Einzelpunkten in HOLOS, durchgeführt vonReinhold Frombach, Messtechniker bei Läpple
Von Anwendern fü r Anwender
Bild 4:Überprüfen der CNC-Antastpunkte nach der Offline-Programmierung

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200540
Die Wahl eines geeigneten Fahrzeugsfür Fahrten durch den Wald oder durchunbekanntes, unwegsames Geländekann eine ziemlich schwierige Aufgabesein. Mit einem entsprechend ausge-statteten Geländewagen (ATV) liegenSie allemal richtig, denn hier haben Siealles, was Sie brauchen: Flexibilität,Kontrolle, sichere Fahreigenschaften.Die Wahl der richtigen Technologie zurVermessung komplexer Teile stellt eineHerausforderung ganz anderer Art dar,aber die notwendigen Eigenschaftenzur Durchführung der Messaufgabekönnen ganz ähnlich sein.
Anfang des Jahres stand die FirmaTEAM Industries Inc. (TEAM) vor einersolchen Herausforderung. Gesucht wur-de eine Lösung zur Entschärfung vonEngpässen, die durch neue Projekte undarbeitsintensive Kundenanforderungenentstanden waren. Außerdem solltenPrüfabläufe und Prozesse für einen be-vorstehenden Kaizenprozess optimiertwerden.
Mit 1300 Mitarbeitern liefert die Fa.TEAM Antriebstränge und auftragsge-fertigte Lösungen für verschiedeneMärkte, u.a. für die Automobil-,Schneemobil- und Geländefahrzeugin-
Scannendes KMG beseitigt Engpässeund erhöht die Produktivität Annette Smith
dustrie. In seinem Werk für Auftragsfer-tigungen in Cambridge, einer von sie-ben Produktionsstätten in Minnesota undNorth Carolina (USA), stellt TEAM in ers-ter Linie Rahmen- und Antriebsstrang-komponenten für Unternehmen wieHonda, Polaris, John Deere und Eatonher. Gearbeitet wird hier in zwei 10-Stun-den-Schichten und am Wochenende.
Kundenanforderungengerecht werden
Bevor sie sich für das neue Koordina-tenmessgerät (KMG) PRISMO von CarlZeiss entschied, arbeitete die Fa. TEAMmit zwei PRISMO für die täglichen Pro-duktionskontrollen und die Erstmuster-freigabe. „Die PRISMO war für dieMehrzahl der Prüfaufgaben nicht mehrausreichend, also wurde der Großteilder Arbeiten auf der aktiv scannendenPRISMO VAST durchgeführt. Das führtean der VAST letztendlich zu einem er-heblicher Rückstau“, erläutert BrentHarcey, Qualitätsmanager bei TEAM.Zusätzlich zum bisherigen Arbeitsanfallfordern die meisten Kunden inzwischenbei jedem Anlauf eines neuen Produktseinen Fähigkeitsnachweis mit mindes-tens 30 Teilen. Das bedeutet, dass eineMaschine ausschließlich für diesenZweck vorgesehen werden musste. An-gesichts mehrerer neuer Projekte in derPipeline und eines bevorstehenden Kai-zenprozesses traf Harcey die Entschei-dung, ein neues Koordinatenmessgerätanzuschaffen.
Im Juli 2004 installierte TEAM einePRISMO mit der Technologie VAST navi-gator. Die dynamische Scanningtechno-logie des VAST navigators bietet zweiwesentliche Vorteile: Zeitersparnis undhöhere Scanninggeschwindigkeiten.Ohne die Technologie VAST navigatorfährt der Taster in die Messzone, be-rührt das Werkstück, stellt sich ein undführt den Scan durch. Mit dem VASTnavigator geschieht dies alles in einereinzigen Bewegung, dem so genanntentangentialen Antasten. „Es ist ein ganznahtloser Ablauf: das Aufsetzen, Scan-
nen und Abheben – alles in einer ein-zigen, kontinuierlichen Bewegung,” er-klärt Harcey.
Vor Einsatz des VAST navigators hatteTEAM eine feste Scangeschwindigkeitvorgegeben, welche die Möglichkeitendes KMG nur zu ca. 40 bis 50 Prozentnutzte. Mit der automatischen Selbstre-gelung der Scanninggeschwindigkeitbeim VAST navigator kann TEAM das Po-tenzial des KMG jetzt voll ausschöpfen.
Der Unterschied liegtim Detail
TEAM führt bei jedem erstellten Pro-gramm eine Untersuchung über dieWiederholbarkeit und Vergleichbarkeit(Gage Repeatability and Reproducibility– GR&R) durch. Es gibt Fälle, wo be-stimme Merkmale nicht den GR&R-Kri-terien von TEAM entsprechen. Die Soft-ware Calypso gestattet es, diese Merk-male individuell anzupassen, ohne dassdas gesamte Programm verlangsamtwerden muss. „Schon seit Jahren wün-sche ich mir, dass es möglich ist, ein
Bild 1:„Es ist ein nahtloser Ablauf: das Aufsetzen, Scannenund Abheben – alles in einer einzigen, kontinuierli-chen Bewegung”
Von Anwendern fü r Anwender
Bild 2:Duane Olson prüft ein komplexes Drehgehäuse für einen Kompa

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 41
Programm zu schreiben, es auszupro-bieren und seine Schwächen herauszu-finden und zu beseitigen. Die Pro-grammeditierfunktion von Calypso bie-tet jetzt diese Möglichkeit. Es ist ganzeinfach: Man geht in das Programm,ändert die Antastgeschwindigkeit, denAntastort und die Punktdichte. Da-durch können wir jetzt robustere Pro-gramme erstellen“, so Harcey.
Ein weiteres wichtiges Thema für Har-cey war die Kapazitätserweiterung: „Je-der, der schon einmal in einem Prüfla-bor gearbeitet hat, kennt das: Wennman ein Gerät 80 Prozent der Zeitnutzt, bedeutet das noch lange nicht,dass die übrigen 20 Prozent als zu-sammenhängender Block für die Pro-grammierung zur Verfügung stehen.Vielmehr fallen freie KMG-Zeiten nor-malerweise in kleinen Fragmenten an,die nicht ausreichen, um ein neuesProjekt aufzurufen und ein Programmzu starten.“ Die Software Calypso Plan-ner auf CAD-Basis gestattet es seinemTeam, offline zu programmieren. DieFlexibilität, entweder online oder offlinezu programmieren, eröffnet Kapazitä-ten und ermöglicht es TEAM, das Pro-
gramm genau dann bereitzustellen,wenn das Produkt da ist.Im Oktober 2004 wurde bei TEAM das
„lean manufacturing program“ auf denWeg gebracht. Da die Reduzierung derRüstzeiten eine der Komponenten vonKaizen war, musste Harcey den Freiga-beprozess für das Einrichten der Geräteüberprüfen und verbessern. Aufgrundvon Produktivitätssteigerungen erhöhtesich die Anforderung für die Erstmuster-prüfung von 4 auf 16 Teile. Dank demPRISMO VAST navigator gelang es Har-cey, die neuen Vorgaben aus der Kai-zen-Veranstaltung zu erfüllen.
Die KMG des Typs PRISMO VAST sindzu einem Bestandteil des Prüfprozessesgeworden. Die damit gemessenen Teilereichen von Antriebs- und Achswellenbis hin zu Gehäusen. Die Geräte könnenauch schwerere und längere Taster (biszu 800 mm) aufnehmen, was TEAM indie Lage versetzte, zusätzliche Projektezu übernehmen. Inzwischen könnendort neben Zug-, Kupplungs- und Ge-triebekomponenten auch große Fahr-zeugträger vermessen werden.
TEAM benötigte eine Messtechnolo-gie, die Engpässe beseitigen und die
Produktivität steigern konnte. Mit einerPRISMO mit der Technologie VAST navi-gator hat sich das Unternehmen für dierichtige Technologie entschieden, umdiese beiden Ziele zu erreichen.
Annette Smith,Kommunikation und Marketing Minneapolis
Von Anwendern fü r Anwender
aktladeranbau
Bild 3:PRISMO mit VAST navigator beim Scannen der Seitenwand eines LKW-Lenksystems

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200542
Von Anwendern fü r Anwender
Die Sarnamotive Schenk GmbH setztden ScanMax als SPC-Prüfplatz direktneben den Kunststoff-Spritzmaschinenein, um den hohen Qualitätsanforde-rungen ihrer Kunden kontinuierlich ge-recht zu werden.
Karl-Josef Graf, Leiter der Messtechnikdes Kunststoffteileherstellers Sarnamo-tive Schenk, hat die Anwendungstech-nik in Oberkochen aufgefordert, dieEinsatzmöglichkeit des ScanMax zu er-weitern, so dass Messungen von Frei-formflächen in der Produktion möglichsind.
ScanMax hat sich bereits als SPC- Stati-on für unterschiedlichste Kunststoffteilebei Sarnamotive Schenk bewährt. Aller-dings bisher nur für die klassischen Auf-gaben der Maß- und Lage-Kontrolle.Aus dem Erfahrungsaustausch bei denregelmäßigen Anwendertreffen war be-kannt, dass ScanMax vielfach und sehrerfolgreich für Profilmessungen in derFertigung eingesetzt wird. Speziell beiFreiformflächen ist der handgeführteScanning-Tastkopf des ScanMax sehrvorteilhaft. Ebenso nutzbringend hat ersich auch in Verbindung mit HOLOS imFormenbau bewährt.
Aufgaben für Carl Zeiss
Die neue Herausforderung war nun, dieEinsatzmöglichkeit des ScanMax alsFreiformflächen-Lehre zu erweitern. DieVorgabe lautete, eine schnelle und si-chere Lösung für den Schichtbetrieb zuerarbeiten und eine automatische Do-kumentation und Speicherung derMess-Ergebnisse sicherzustellen.
ScanMax als flexible Lehre für Linien- und Flächenformen Bernd Georgi, Karl-Josef Graf
Insider wissen, dass dabei das ThemaAusrichten von Einzelteilen im Automo-bilbau für Koordinatenmessgeräte undderen Software-Pakete eine anspruchs-volle und wegen der Iterationen häufigauch zeitaufwendige Aufgabe ist. Hiermusste also die Innovation ansetzen.
Problemlösung
Der Durchbruch für die Problemlösungkam mit der Idee, die erforderlichenSpannvorrichtungen sowohl mit Refe-renzelement zum einfachen Ausrichtenals auch mit Führungen zu versehen.
Für Karl-Josef Graf eignet sich dafürseine PRISMO im Messraum. Ihr kommtdie Aufgabe zu, das Koordinatensystemdes Werkstücks relativ zum Koordina-tensystem der Spannvorrichtung zu be-stimmen. In der Konstruktionsabteilungvon Sarnamotive Schenk werden dieCAD-Daten vom Fahrzeugsystem aufdiesem Weg in das System der Spann-vorrichtung transformiert. So erhältScanMax die benötigten CAD-Daten.Diese Strategie ist die moderne Varianteder Aufgabe „Nullen der Lehre mit ei-nem Meister (PRISMO)“. Die PRISMOstellt außerdem durch zyklische Stich-proben die Qualität der Messungen inder Fertigung sicher.
Mit diesem Vorgehen ist sowohl eineeinfache, schnelle und funktionsgerech-te Ausrichtung gegeben als auch dieÜbereinstimmung der Ergebnisse mitden Ergebnissen im Messraum.
Softwareanpassung
Das Automatisieren der Auswertungenmit HOLOS einschließlich der Daten-speicherung war danach nur noch eineFleißaufgabe und erfolgte als Dienstleis-
tung. Alle Funktionen in HOLOS wurdenmit einem Skript automatisiert. DiesesSkript ermittelt und überträgt auch dieDaten der Linien- und Flächenform (ISO1101) für die SPC-Überwachung. Lie-gen die gemessenen Werte innerhalbder festgelegten Toleranzen, gibt HO-LOS grünes Licht. Anderenfalls schaltetHOLOS auf gelb oder rot und warnt so-mit den Werker frühzeitig.
Messsystemanalyse
Natürlich gehört ein Lehrennachweiszur Aufgabenstellung, bevor ein Scan-Max als Lehre in Betrieb genommenwerden kann. In dem Fall, wo unter-schiedliche Werker im Schichtbetriebden ScanMax benutzen, war die Me-thode 2 der Messsystemanalysen für dieFreigabe erforderlich.
Ergebnis
Für Sarnamotive Schenk, betont Karl-Jo-sef Graf, lägen die Vorteile auf derHand. Man könne schneller und präzi-ser, also wirtschaftlicher messen. Zu-dem erlaube das System für die Frei-formflächenmessung in der Kunststoff-Fertigung die Selbstkontrolle durch denWerker im Schichtbetrieb. Hinzukommt, dass mit ScanMax die statisti-sche Dokumentation besonders einfachist. So erfüllt man die Anforderungendes Auftraggebers nach geltenden QM-Normen.
Der Messspezialist ist zufrieden: „DasMessen von Freiformflächen gegenCAD-Datensatz im Rahmen der Werker-selbstkontrolle mit ScanMax motiviertunsere Werker. Gleichzeitig erhält unse-re Produktion schnell die benötigten – und vor allem verlässlichen – Pro-zessdaten.“
Bernd Georgi,Projektleiter Karl-Josef Graf, Leiter der Messtechnik bei Sarnamotive Schenk
Bild 1:Prozess, wie derScanMax zu einerFreiformflächen-Lehre wird

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 43
Zur Verbesserung des Fertigungsprozes-ses für die neuen Vorder- und Hinter-achsgehäuse für Allradantrieb hat sichDana Traction Technologies Europe fürCenterMax aus dem Hause Carl Zeissentschieden. Dana hat die IndustrielleMesstechnik von Carl Zeiss mit der Lie-ferung von drei Koordinatenmessgerä-ten (KMG) für seine neue Produktions-anlage im Werk Witton beauftragt.
Andrew Thompson, Bereichsleiter beiCarl Zeiss, erklärte: „Dana suchte einenPartner, der über weitreichende Erfah-rung auf dem Gebiet flexibler, ferti-gungstauglicher Lehren verfügt. Gefor-dert war eine vielseitige Messlösungzur Erhöhung der Produktivität im Fer-tigungsprozess, die außerdem denTemperaturschwankungen in der Pro-duktionsumgebung standhält.”
Einsatzgebiete derCenterMax
In der neuen Produktionsanlage vonDana werden wöchentlich über 5.000Achsgehäusepaare geprüft. Um eineoptimale Getriebeleistung sicherzustel-len, muss Dana bei den gefertigtenAchsgehäusen die Übereinstimmungzwischen den beiden Gehäusehälftenvalidieren. Nur so kann die Abdichtungder Achse gewährleistet werden. ZweiCenterMax dienen dazu, die kritischenMaße zu messen und die Ergebnisse derPrüfmerkmale entsprechend den Anfor-
Flexible Messlösungen mit dem Ferti-gungsmessgerät CenterMax von ZEISS Andrew Thompson, David Sykes, Roger Bayer
derungen an den Montageprozess voll-automatisch zurückzumelden.
Ein drittes Gerät ist in der Montages-traße installiert und misst die erforderli-chen Ausgleichsscheiben für die End-montage des Getriebes. Das Gerät istvoll in ein Brückentransportsystem inte-griert und misst 100% der Teile. Sämtli-che Messdaten werden direkt an dieSystemsteuerung der Montagestraßezurückgemeldet.
Vorteile der CenterMaxfür Dana
Mit der Mess-Technologie von ZEISSverfügt Dana über eine flexible Alterna-tive zur herkömmlichen Lehre. Als Spe-zialvorrichtungen sind Lehren nur fürdie Prüfung eines bestimmten Aufbausausgelegt. Somit bleibt dem Unterneh-men keine Flexibilität, um eventuelleModifikationen des Produktes im Laufeseines Lebenszyklus zu berücksichtigen.CenterMax bringt daher erhebliche Kos-teneinsparungen über die gesamte Pro-duktlebensdauer hinweg und ermög-licht auch in der Zukunft größere Flexi-bilität bei weiteren Produkten.
Dana benötigte eine universelle Mess-lösung, die es gestattet, schnell aufKundenanforderungen zu reagieren.Daher fiel die Wahl des Unternehmensfür die Überprüfung seiner Achsgehäu-se auf CenterMax. Im Falle von Kon-struktionsänderungen am Produkt,braucht CenterMax einfach nur umpro-grammiert zu werden, was nur eine mi-nimale Betriebsunterbrechung verur-sacht.
Scanning-Technologie
Im CenterMax gelangt Scanning-Tech-nologie der dritten Generation, die so-genannte Navigator-Technologie, zumEinsatz. Sie umfasst drei Komponenten:den Sensor VAST gold, die Navigations-software Calypso sowie die Steuerung„Scanning Engine”. Im Anwendungsfallbei Dana waren die Zykluszeiten vonentscheidender Bedeutung. Bevor derAuftrag für die Lösung CenterMax er-
teilt wurde, führte Carl Zeiss daher Lauf-zeittests durch – als Nachweis für dieLeistungsvorteile der ZEISS Navigator-Technologie.
Das herausragende Scanning-Verfah-ren fügt sich nahtlos in jede Fertigungs-straße ein und ist mit den unterschied-lichsten Umgebungen kompatibel. DasGerät bietet den Vorteil einer hohenScanning-Geschwindigkeit in Verbin-dung mit großer Genauigkeit und ge-währleistet dadurch eine nie da gewe-sene Produktivität. Das aktive Schwin-gungsdämpfungssystem kompensierteventuell auftretende, dynamische Um-gebungseinflüsse auf das Werkstück.
Ian Rawbone, Process Engineering Ma-nager bei Dana zeigte sich sehr ange-tan: „Wir sind mit der Leistungsfähig-keit des CenterMax hochzufrieden.Dank seiner Flexibilität können wir je-derzeit Modifikationen am Produktvornehmen und die Messroutine ent-sprechend ändern. Das Gerät ist voll inunsere Fertigung integriert und trägtso erheblich zur Beschleunigung desProduktionsprozesses bei.”
Andrew Thompsen, CENG MBA ,Division Manager CZ IMT UK;David Sykes,Regional Sales Manager CZ IMT UK;Dipl.-Ing. Roger Bayer,Key Account Manager CZ IMT
Bild 2:Zwei CenterMax überprüfen bei DANA in der Produktion Achsgehäuse
Bild 1:CenterMax in der Montagestraße
Von Anwendern fü r Anwender

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200544
Verglichen mit der Größe eines Autoge-triebes ist das eines Motorrads einZwerg. Werden die Kräfte verglichen,ist es ein Riese, der das Motorrad in einpaar Sekunden auf Höchstgeschwindig-keit bringt. Dazu müssen die Zahnräderdes Getriebes perfekt ineinander grei-fen. Die GETRAG Getriebe- und Zahn-radfabrik Hermann Hagenmeyer GmbH& Cie KG in Neuenstein vermeidet miteiner GageMax von Carl Zeiss im Ferti-gungsbereich Sand im Getriebe.
In einem Pilotversuch hat die GETRAGdie höhere Wirtschaftlichkeit des Mes-sens von Getriebeteilen in der Fertigunggegenüber dem Messen im Messraumuntersucht. Zugrunde lag eine Rech-nung zur Wirtschaftlichkeit mit einerKapitalrücklaufzeit von eineinhalb Jah-ren im Vergleich zu einer Koordinaten-messmaschine im Messraum. Für denVergleich wichtige Faktoren waren: • Wegfall der Wegezeiten zwischen
Fertigung und Messraum• schnelleres Messen durch Scanning
und höhere Dynamik• geringere Wartungskosten.
Frank Descher, Dipl.-Ing. FachbereichMesstechnik in der Zentralen Technikder GETRAG, ist überzeugt von Gage-Max: „Die Messmaschine hat unsereErwartungen voll erfüllt. Scanning ver-ringert in vielen Fällen – vor allem beikleinen, stark formfehlerbehaftetenFormelementen – die Messunsicher-heit. Sie bietet sogar das Potenzial fürMessaufgaben mit noch höheren An-forderungen an die Messgenauigkeit.“Die Software Calypso erfülle alle Erwar-tungen. Die Mitarbeiter hätten sichschnell an die graphische Darstellungder Werkstücke gewöhnt. Auch dieAuswertung der Mess-Ergebnisse mitdem CMM-Reporter für statistischeZwecke sei funktional. Des Weiteren,führt Descher aus, ließen sich die Er-gebnisse des Pilotversuchs in gewissenGrenzen auch für den Einsatz der Koor-dinatenmessmaschine CenterMax in derGehäusefertigung verallgemeinern.Und: „Die Messung prismatischer Geo-metrien sowie die Bestimmung von
GageMax von Carl Zeiss erfüllt exclusive Ansprüche der GETRAG Frank Descher, Wolfgang Klaus Wiedmann
Form und Lage an prismatischenWerkstücken direkt in der Fertigung,ohne zusätzliche Schutzmaßnahmen,ist technisch sehr gut möglich undwirtschaftlich.“
Fertigung gegenMessraum
Mess-Ergebnisse genauer als erwartet
Qualifiziert wurde die Maschine nachISO 10360-2 und Getrag-Norm 4403(Prüfmittelfähigkeit).
Bei der Abnahme der Grundgenauig-keit nach ISO 10360-2 wurden die vonCarl Zeiss für GageMax zugesichertenLängenmessunsicherheiten weit unter-schritten. Längenmessungen für denRaum wiesen die Leistungsfähigkeit undMessgenauigkeit von GageMax bei denrauen Fertigungsbedingungen nach:Die zulässigen Längenmessunsicherhei-ten wurden nur zu 50 Prozent und dieVorgaben zur Scannigabweichung nurzu 25 Prozent ausgenutzt. Die Überprüfung der Wiederholbarkeit und
Reproduzierbarkeit nach GETRAG-Normzeigte ebenfalls überzeugende Ergebnisse(Cg > 4,7; R&R (ANOVA) < 11,5 Prozent).
Zur Überprüfung der Stabilität der Ga-geMax während der Pilotphase, wurdezu verschiedenen Zeitpunkten ein Ein-stellring mit Durchmesser 100,008mmund einer Rundheit von 0,7µm in ver-schiedenen Lagen (auch raumschräg,Maximalanforderung für das Gerät) undbei aktivierter Temperaturkompensationfür das Werkstück gemessen. Die ge-messenen Abweichungen vom Sollwertbeliefen sich auf 0,7 bis 2,0µm für dieRundheit und -0,4 bis 2,3µm für denDurchmesser.
Die Versuche zeigten gute Vergleich-barkeit der Ergebnisse zwischen einemSpezialmessgerät im Messraum und derGageMax in der Fertigung.
Um die Messergebnisse abzusichern,wurde zum Ende der Pilotphase die Sta-bilität von GageMax mit einem KMG-Check überprüft. Dabei stellten die GE-TRAG-Messtechniker fest, dass die zu-lässigen Abweichungen nur bis zu 70Prozent ausgenutzt worden waren.
Bild 1:GageMax in der Fertigung bei GETRAG
Von Anwendern fü r Anwender

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 45
Hersteller erfüllt Voraus-setzung für optimaleMess-Ergebnisse
Um die Prozesskette zur Herstellung derGetriebeteile zu optimieren, warenzahlreiche Bedingungen zu erfüllen: Ga-geMax musste eine ausreichend gerin-ge Messunsicherheit bei Temperaturenvon 18°C bis 35°C haben. Zusätzlichsollte die Messmaschine mit einemTemperaturgradienten von 4K vom Bo-den bis zu drei Metern Höhe zurecht-kommen. Hinzu kam als Kriterium noch,dass rundherum die Luft mit Feuchtig-keit, Öl und Partikeln geschwängert ist.
GageMax ist so konzipiert, dass ihrefeinmechanischen und elektronischenKomponenten diese messtechnikfeindli-che Umgebung verkraften: Wälzlageranstelle von Luftlagern sowie gekapsel-te Führungen machen die Messmaschi-
ne unempfindlich gegen Schmutz undsomit auch sehr wartungsfreundlich.Das stabile Maschinengestell aus Mine-ralguss – wie es auch bei Fertigungsma-schinen verwendet wird – dämpft zu-verlässig Bodenschwingungen aus derFertigung. Das Scanning-Tastsystem be-wirkt geringere Messunsicherheit undhöhere Messgeschwindigkeiten zu-gleich. Der Einsatz einer automatischenTasterwechseleinrichtung reduziert Stö-rungen und senkt die Messzeiten.
Gute messtechnischePerspektiven
Gerade ein solcher Pilotversuch ist dieQuelle für Wünsche zur Software undHardware. Im Hinblick auf die Funktio-nalität der VerzahnungsmesssoftwareGear pro hätten die Messtechniker vonGETRAG beispielsweise gerne eine
Rücknahmebewertung, die den hausin-ternen Richtlinien entspricht, unsymme-trische Korrekturen und die Möglichkeitder Fräsertalkompensation. Notwendigsind ebenfalls kalibrierte Verzahnungs-normale mit definierten Welligkeitenum das Übertragungsverhalten desTastsystems beurteilen zu können. Mitdiesem Wissen kann die offengelegteFilterung eingestellt werden. Eine ein-stellbare Filterung wie in Gear pro istsehr sinnvoll, aber leider noch kein In-dustriestandard in der Verzahnungs-messtechnik.
Bei dem Test für einen Serieneinsatzzur Verzahnungsmessung mit GageMaxhat sich nach Frank Deschers Angabendas Fehlen eines Drehtischs ungünstigbemerkbar gemacht. So lautet dennauch sein Fazit: „Zur Verzahnungsmes-sung in der Serie, vor allem zur Tei-lungsmessung, ist ein Drehtisch vorteil-haft, da das Messen an rotationssym-metrischen Teilen sehr viel einfacherwird.“
Aber der GETRAG-Messtechniker darfsich in vielfacher Hinsicht freuen: VomMai 2005 an wird es einen Drehtisch alsOption für GageMax geben. Dieser inKombination mit der Zahnrad-Mess-software Gear pro, der Standardsoftwa-re Calypso zum Messen prismatischerTeile und einem beweglichen, preiswer-ten Tasterwechselmagazin dürfte nahe-zu alle seine Wünsche an die Messtech-nik und Wirtschaftlichkeit erfüllen. Mitdem beweglichen Tasterwechselmaga-zin lässt sich dann das Messvolumenvon GageMax noch rationeller nutzen.Bei kritischen Prüflingsgrößen ist dieseLösung günstiger als ein größeres Mess-volumen.
Frank Descher,Messtechnik bei GETRAG;Wolfgang Klaus Wiedmann,Leitung InLine und Projekte
Von Anwendern fü r Anwender
Bild 2:GageMax als Testsieger

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200546
In Bologna werden bei DUCATI MOTORHOLDING spa die weltweit faszinieren-den Motorräder produziert. Mit über40.000 Motorrädern im Jahr muss einehöchst produktive Fertigung und Monta-ge sichergestellt werden. Etwa 1.000Mitarbeiter kümmern sich um Adminis-tration, Entwicklung und Produktion,wovon 650 Arbeiter mit höchster Effi-zienz in einer Kanban-Montage auftrags-bezogen fertigen und dann die Spitzen-produkte international bereitstellen.
Durch die vielen im Markt neu einge-führten Modelle musste die Produkti-ons-Kapazität entsprechend ausgebautwerden um Komponenten in DUCATI-typischer Qualität fristgerecht bereitstellen zu können. An diesem Punktkam GageMax als Teil der Lösung zumEinsatz – während der erfolgreichenProjektabstimmungen wurde das letzt-endliche Design und die Art der Inte-gration diskutiert und dann in kürzesterZeit mit allen Projektpartnern gemein-sam umgesetzt.
Messtechnik bei DUCATI
Seit Jahren protokolliert DUCATI dieQualität der Produkte, die aus Bolognageliefert werden. Diese Qualitätssiche-rung muss schon bei der Prozess-Pla
Vollintegrierte GageMax bei DUCATI, Bologna, Italien Franco Lanzo, Giovanni Borsani, Andrea Cavazza, Antonio Bernardo Ciddio, Luciano Ferrari, Wolfgang Schwarz
nung berücksichtigt werden:Wechselnde Marktbedürfnisse nachneuen Modellen und speziellen Ni-schenmodellen fordern alle Abteilun-gen, im Speziellen jedoch die Produkti-on: Neue Wege zur Lieferung der Kom-ponenten müssen gefunden werden.Die Nockenwellen der berühmten 2-Zy-lindermotoren und deren Derivate wer-den nun in speziellen Fertigungsinselnbearbeitet. Roboter transferieren voll-automatisch die Bauteile zwischen denEinzelbearbeitungen in der Zelle. Um je-doch aus diesen Zellen gute Teile mithöherem Durchsatz liefern zu können,musste ein neues Konzept her. Mr.Franca Lanza: „Das Risiko auf Ergebnis-se aus dem Zentralmessraum zu war-ten und währenddessen unter Um-ständen Teile ausserhalb Toleranz zuproduzieren, konnte nicht akzeptiertwerden”. Die konventionelle Lösung,Mehrstellen-Messvorrichtungen zur sta-tistischen Auswertung zu integrieren,kam nicht in Frage. GageMax als flexi-bles Messgerät war hier genau die rich-tige Lösung.
Zwischen zwei Bearbeitungszentren –
einer Waschmaschine und einer Tempe-rierkabine – wird der GageMax durchden Roboter mit Teilen über eine Palet-tenvorrichtung automatisch beschickt.In dieser Fertigungsinsel ist die Koordi-natenmessmaschine nur Teil des gesam-ten Prozesses. Obwohl die Messmaschi-ne für die Steuerung des komplettenProzesses bezüglich Position, Form undLage der bearbeiteten Merkmale ver-antwortlich ist, ist GageMax nur einesvon vielen Werkzeugen. In dieser Funk-tion kommuniziert GageMax mit demübergeordneten Master, dem Roboterund dem direkt angeschlossenen Zel-lenrechner. Die Bearbeitungszentrenund die Messmaschine kommunizierenals sogenannte Slaves über den Zellen-rechner und ermöglichen damit einenhöchst automatisierten Prozess. Unbe-arbeitete Teile, die manuell in einemPufferlager eingelegt werden, werdenin der Zelle schrittweise verteilt. Nachder mechanischen Bearbeitung werdendie Teile gewaschen und dann in einerSpezialbox auf Umgebungstemperaturabgekühlt. Luft mit hohem Druck kühltdie warmen Bauteile und sichert so dieMessung im Koordinatenmessgerät.
Bild 1:DUCATI Modell 999R
Von Anwendern fü r Anwender
Bild 2:Isola 1 – Integrierter GageMax mit Roboter in Fertigungsinsel

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 47
CAD-Daten basierte Offline-Programmierungund Simulation
Die Zykluszeit jeder Station in der Zelledarf von der Messmaschine nicht über-schritten werden. Durch selbstzentrie-rende Antastungen, Scanning mit demaktiven Messkopf VAST XT und einemoptimierten Programmablauf, könnenalle bearbeiteten Merkmale 100-pro-
zentig geprüft und protokolliert wer-den. Ein Programm ermöglicht die Aus-wertung und Korrektur innerhalb vondrei Minuten. Aufgrund der striktenZeitvorgaben wurde eine komplexe Tas-terkonfiguration gewählt, wodurch dieMessung ohne Tasterwechsel erfolgenkann. Desweiteren überprüft das Sys-tem komplett automatisiert, in einemSelbsttest die Taster und nutzt – im Fal-le eines Tasterdefekts – die Ersatzkonfi-guration für die darauf folgenden Mes-sungen.
Die kritischste Forderung war jedochdie Realisierung des Projektes in der hei-ßen Phase: Fähig zu sein, mit allen Pro-jektpartnern gemeinsam die Lösung zurealisieren, also auch in kürzester ZeitProgramme für alle Bauteile bereitstel-len zu können. Mit den zu Verfügunggestellten CAD-Daten von allen Bautei-len und Vorrichtungen, war die Pro-grammierung in Calypso einfach. Eben-so wurde die Tasterkonfiguration, aufdiesen CAD-Daten basierend, virtuell er-stellt und mit Calypso simulation schritt-weise optimiert.
Qualitätssicherung undProzesseinbindung
Beide voll integrierten GageMax wer-den durch KUKA-Roboter beschickt undführen automatisch die Messung derBauteile und die Datenrückführung andie jeweiligen Zellenrechner durch. Beidieser Art der Automation muss ein Sys-tem auch in jeder Hinsicht abgesichertsein. Ein 2-kanaliges Sicherheitskonzepterlaubt es, bei etwaigem Ausfall des un-tergeordneten Koordinatenmessgerä-tes, die Bearbeitung in der Zelle fortfah-ren zu lassen. Ein Not-Signal des Zellen-rechners legt jedoch die komplette An-lage still. Desweiteren kann die Mes-sung mit einer sicheren Geschwindig-keit von 70mm/s bei deaktiviertem Ro-boter durchgeführt werden. Sollte einServiceeinsatz in einem Bearbeitungs-zentrum stattfinden, kann das Koordi-
natenmessgerät nach wie vor für die Si-cherstellung der Qualität genutzt wer-den.
Mit dieser messtechnischen Lösung inder Zelle kann DUCATI nun die Moto-renteile in bester Qualität produzierenund liefern: Aus Bologna – einer lie-benswürdigen italienischen Stadt –grandiose, weltweit berühmte Motorrä-der mit einzigartigen Design undSound!
Franco Lanza, Industrialization new technology manager;Giovanni Borsani,IMT Division manager;Dr. Andrea Cavazza, System integration;Ing. Antonio Bernardo Ciddio,Application Engineer;Dipl.-Ing. (FH) Wolfgang Schwarz,Vertrieb Europa
Von Anwendern fü r Anwender
Bild 3:Simulationsablauf der Messprogramme in der Software Calypso
Bild 4:Isola 3 – GageMax auf linearer Achse integriert in ei-ne weitere Fertigungszelle über Roboter
Bild 5:Das DUCATI Team: Mr Abbondi, Mr Lanza, Mr Capucci

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200548
Die Liebherr-Aerospace LindenbergGmbH mit 1.650 Beschäftigten, ist ei-ner der führenden europäischen Her-steller von Flugzeugausrüstungen. DasProgramm umfasst Betätigungssystemefür die Flugsteuerung, Fahrwerks- undKlimatisierungssysteme. Die Produktesind nicht nur an Bord vieler Großraum-flugzeuge im Einsatz, sondern beispiels-weise auch in Business-Jets und Ret-tungshubschraubern.
Nach der sehr präzisen Herstellung undBearbeitung dieser Komponenten, müs-sen wichtige Merkmale gemessen wer-den. Einstiche, Abstandsmaße, Radienund Winkel sind nur ein Teil der sehreng tolerierten Messmerkmale, dieLiebherr-Aerospace mit dem Contoure-cord 1700 von Carl Zeiss hochgenauüberprüft. Diese Merkmale sind für diehydraulischen Komponenten sehr wich-tig, da die Dichtungen in den entspre-chenden Dichtungssitzen auch noch beiArbeitsdrücken bis zu 350 PSI abdich-ten müssen, und dies bei Temperaturenvon -40°C bis +60°C. Des Weiterenmüssen die Gehäuse auch über einesehr hohe Festigkeit verfügen, für diebestimmte Radien sehr wichtig sind.Werden die Betätigungselemente nichtentsprechend hochgenau gefertigt undüberprüft, würden Risse im Gehäuse,Undichtheit bei Dichtsitzen und somitBeeinträchtigung der gesamten Funkti-on entstehen.
Firma Liebherr misst hochgenaue hydrau-lische Bedienelemente aus der Luffahrt Martin Niggel, Maximilian Kirschenhofer
Messen wo und wie esgebraucht wird
Im ersten Arbeitsschritt spannt Mess-techniker Armin Krön die Werkstückeauf und richtet sie aus. Anschließend,im zweiten Arbeitsschritt, tastet eine25µm-Konturspitze die Kontur ab. Hier-bei beträgt der Punkteabstand 0,1µm.Danach wird die Kontur bemaßt undmit der Software TIMS ausgewertet. Dieerfassten Messdaten werden als über-sichtliches Protokoll ausgedruckt undarchiviert. Die Überprüfung der Teilereicht von einer Erstteilprüfung vor Seri-enanlauf über eine so genannte First Ar-ticle Inspection „FAI“, bei der alle mess-baren Kenngrößen festgehalten wer-den, bis hin zu einer 100-Prozent-Prü-fung.
Liebherr-Aerospace setzt für die Über-prüfung von entsprechenden Konturenseit etwa einem Jahr ein Contourecord1700 im Feinmessraum und seit einemhalben Jahr ein weiteres Konturmessge-rät direkt in der Produktion als System-lösung ein. Die beiden Geräte sind mitVorschub von 200mm und einem Sys-temarbeitsplatz mit integrierter aktiverDämpfung ausgestattet. Für Liebherr-Aerospace war es sehr wichtig, einekomplette Systemlösung von einem Lieferanten angeboten zu bekommen.
Firmen-Kooperation
Carl Zeiss bietet die Konturmessgerätein verschiedensten Ausbaustufen an.Von einem Standard-Konturmessgerätbis hin zu einer kompletten Systemlö-sung ist alles erhältlich. 200mm Vor-schub in X-Richtung mit patentierter Li-nearmotortechnologie, aktiv gedämpf-ten Systemarbeitsplatz und eine 3-Achs-Positionierung, die eine entsprechendePositionierung der verschiedenen Teileper Knopfdruck im CNC- Ablauf erlaubt,sind nur einige der Highlights.
Liebherr-Aerospace ist wegen seineranspruchsvollen Kontur-Messaufgaben – von Feinstkonturen bis hin zu sehrgroßen Radien in tiefen Bohrungen –zum Technologiepartner von Carl Zeiss
geworden. Liebherr-Aerospace leistetmit Informationen einen Beitrag zurpermanenten Modifizierung der Hard-und Software im Bereich Form- undOberfläche bei Carl Zeiss.
Martin Niggel,Vertriebsaußendienst Form- und Oberfläche;Maximilian Kirschenhofer,Qualitätssicherungsbeauftragter Fertigung undMessraum bei Liebherr-Aerospace
Bild 1:Armin Krön beim Aufspan-nen und Ausrichten desWerkstücks
Von Anwendern fü r Anwender
Bild 3:Konturmessgerät Contourecord 1700 mit 200mm Linear-Vorschubseinheit
Bild 2:Konturtastkopf mit 25µm Spitze beim Abtasten

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 49
Von Anwendern fü r Anwender
Potenziale, um Fertigungskosten zusenken – es gibt sie auch an scheinbareinfachen Maschinen. Am Beispiel einerSenkerodiermaschine zeigt sich, wie imWerkzeug- und Formenbau kürzere Fer-tigungszeiten bares Geld bringen kön-nen. Auch hier ist AutomatisierungTrumpf.
Das grundsätzliche Problem ist, dass imAllgemeinen zahlreiche – notwendige –Umstände zum Stillstand der Erodier-maschine führen: beispielsweise dasmanuelle Aufspannen und Einrichtendes Werkstücks, das Einspannen undmanuelle Ausrichten der Elektroden,das Schreiben der Programme. Hinzukommen Stillstandszeiten nach Feier-abend und am Wochenende. Bei maxi-mal 2.000 Erodierstunden jährlich rech-net sich dann auch die Fachkraft an derMaschine nicht mehr.
Schon seit Jahren bewähren sich Ero-diermaschinen in Verbindung mit 3D-Messzentren von Carl Zeiss und der Soft-ware U-Soft Solid im Werkzeug- undFormenbau. Sie haben wesentlich dazubeigetragen, das Erodieren durch auto-matische Prozesse zu rationalisieren.Aber es gibt zusätzliche Maßnahmen,die Effizienz weiter zu steigern. So istdas stufenweise Aufrüsten einer solchenAnlage zu einem späteren Zeitpunkt je-derzeit denkbar. Damit erreicht der Be-treiber den jeweils gewünschten Auto-matisierungsgrad. Die finanziellen Vor-teile belegt eine Amortisationsrechnung,die die FerMeTec GmbH auf Anfragegern für ihre Erodiermaschinen erstellt.
Automatisierung nach und nach
Bereits bei der Standardausführung emp-fiehlt sich eine automatische Elektroden-wechselvorrichtung (Bild1). Wird eineAuslastung von jährlich 2.000 Stundenangenommen, betragen die Selbstkostenin diesem Fall etwa 37 Euro pro Stunde.Hierzu ist eine Investition von bis zu130.000 Euro notwendig. Damit ist abereine sehr gute Basis für weitere Schritte
Rationell Erodieren im Werkzeug- undFormenbau Herbert Hahn
der Automatisierung gelegt.
Eine preisgünstige Alternative auf demWeg zur Vollautomatisierung ist derEinsatz einer manuell geführten Palette(Bild 2) für Erodier- und Messmaschinesowie ein externes Programmiersystemmit Grafiksimulation. Hiermit ergibt sicheine deutliche Reduzierung der Maschi-nenstillstandszeiten durch stark verkürz-te Rüstzeiten, kürzere Durchlaufzeitenund damit eine Steigerung der Produk-tivität und Qualität.
Ein weitere Steigerung der Produktivitätbringt ein System für den automati-schen Palettenwechsel (Bild 3). Damitwird der 24-Stunden-Tag nahezu er-reicht.
Vollautomatisch ero-dieren: Selbstkostenminimieren
Nach vollständiger Automatisierung –ausgehend vom Standard mit Automa-tik für den Wechsel der Elektroden –enthält die Erodiermaschine zudem ei-nen automatischen Palettenwechsler,ein Teile-Identifizierungssystem und einProzessleitsystem (Bild 4). Bei etwa6.000 Stunden Auslastung verringertsich der Selbstkostenstundensatz auf et-wa 18 Euro bei einer Erodierzelle. In derEndausbaustufe betragen die Investiti-onskosten – Stand: Mitte 2005 – maxi-mal etwa 250.000 Euro.
Damit bietet die Maschine die Möglich-keit, rund um die Uhr zu erodieren. Zu-sätzliche Sicherheit bei der völlig flexi-blen Nutzung der Wechselflächen fürElektroden und Paletten bringen Mikro-chips für die eindeutige Identifizierung.Jetzt steuert das Prozessleitsystem alleArbeitsabläufe nach Termin und Dring-lichkeit. Und falls für einen Auftrag Elek-troden fehlen, wird durch automati-schen Palettenwechsel der nächste Auf-trag freigegeben und abgearbeitet.
Herbert Hahn,
Geschäftsführer FerMeTec
Bild 1:Elektrodenwechselvorrichtung
Bild 2:Handpalettisierung
Bild 3:Automatischer Palettenwechsler
Bild 4:Teile-Identifizierer im Prozessleitsystem
Bild 5:Koordinatenmessgerät Vista

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200550
Aktuelle Druckschriften zur Auswahl
Bestellkarten siehe letzte Umschlagseite
Innovation SPEZIAL Messtechnik 7
Sprache: deutsch, englischBestell-Nr.: 60-25-085
Lieferübersicht
Sprache: deutsch, englischBestell-Nr.: 60-25-078
Warum industrielle Messtechnik vonCarl Zeiss?Sprache: deutsch, englischBestell-Nr.: 60-25-044
Vista.Ergonomie und Technik ...Sprache: deutsch, englischBestell-Nr.: 60-20-104
SPECTRUM.KMG mit großer SensorvielfaltSprache: deutsch, englischBestell-Nr.: 60-20-121
CONTURA.Messtechnik auf höchstem NiveauSprache: deutsch, englischBestell-Nr.: 60-20-112
www.zeiss.de/imt
Dienst le i s tungen
1 2 3
4 5 6

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 51
PRISMO.Der Maßstab.Sprache: deutsch, englischBestell-Nr.: 60-20-128
CenterMax.Mitten in der Zukunft ...Sprache: deutsch, englischBestell-Nr.: 60-20-116
GageMax.Die flexible Lehre ...Sprache: deutsch, englischBestell-Nr.: 60-20-122
ScanMax.Die intelligente Lehre ...Sprache: deutsch, englischBestell-Nr.: 60-20-110
Form, Kontur, Oberfläche.WerkstattprüfmittelSprache: deutsch, englischBestell-Nr.: 60-20-703
Telefon: 01803 336 336
Dienst le i s tungen
�
7 8 9
11 12
ACCURA.
Sprache: deutsch, englischBestell-Nr.: 60-20-130 10

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200552
Aktuelle Druckschriften zur AuswahlFortsetzung
Bestellkarten siehe letzte Umschlagseite
value services
Sprache: deutsch, englischBestell-Nr.: 60-25-051
Warum Horizontalarm-Messtechnikvon Carl Zeiss?Sprache: deutsch, englischBestell-Nr.: 60-25-075
Qualitätssicherung im Fahrzeugbau.Sprache: deutsch, englischBestell-Nr.: 60-25-038
PRO und PRO TProduktiv messenSprache: deutsch, englischBestell-Nr.: 60-20-129
Highlights in Serie
Sprache: deutsch, englischBestell-Nr.: 60-25-043
Telefax: +49 73 64 203 870
Dienst le i s tungen
13 14
16 17 18
MMZPräzision im großen MaßstabSprache: deutsch, englischBestell-Nr.: 60-20-117 15
Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 53
Calypso
Sprache: deutsch, englischBestell-Nr.: 60-11-068
HOLOS-NT
Sprache: deutschBestell-Nr.: 60-11-065
DIMENSION
Sprache: deutsch, englischBestell-Nr.: 60-11-058
BladePro
Sprache: deutsch, englischBestell-Nr.: 60-11-069
E-Mail: [email protected]
Dienst le i s tungen
19 20 21
22 23
VAST Navigator
Sprache: deutsch, englischBestell-Nr.: 60-20-125
EagleEye Navigator
Sprache: deutsch, englischBestell-Nr.: 60-22-219
24

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200554
Kundenorientierung heißt: Konzentrati-on auf das Geschäft des Kunden undnicht auf den Verkauf des eigenen Pro-dukts. Wie auch schon Sam Walton sag-te: „Es gibt eigentlich nur einen Boss:Den Kunden“.
Immer mehr Kunden wünschen sich aufGrund der Komplexität von Prozessenbzw. verketteter Lösungen flexibleDienstleistungen, die auf ihre Bedürfnis-se zugeschnitten sind. Deshalb schnürtder Technische Service von Carl Zeiss mitseinen Support-Mitarbeitern „Rund-um-sorglos-Pakete“ für seine Kunden.
Gestiegene Kundenanforderungen
Ergänzend zu den flächendeckendenKundenzufriedenheitsabfragen, führtder Technische Service bei seinenSchlüsselkunden u.a. Abfragen zu ge-sonderten Themenbereichen durch.Diese ergaben, dass bei Kunden derWunsch nach: • Minimierung von Stillstandzeiten• Sicherstellung von hoher Gerätever-
fügbarkeit• einheitlicher Ausstattung ihres Gerä-
teparks im Vordergrund stehen.
Kundenspezifische Serviceleistungen (Customer Care Initiative)
Der Technische Service der Carl ZeissIMT GmbH bietet Kunden eine Custo-mer Care Initiative für Instandhaltungs-arbeiten, zur Sicherstellung der Verfüg-barkeit und Harmonisierung seiner An-lagen.
Diese Initiative beginnt mit einem aus-führlichen Beratungsgespräch, in dem al-les erfasst wird: Angefangen bei den Kun-dendaten und seinem Gerätespektrum bishin zu den Rahmenbedingungen und Ein-satzorten der Anlagen; dazu gehören z.B.klimatische und räumliche Verhältnnisse,Nutzungsgrad, Personal-Know-How, Ver-netzung und bisherige Serviceaktivitätenan den Messmaschinen.
Wir kümmern uns um Sie ...Die Customer Care Initiative des Technischen Service von Carl Zeiss
Ronald Fuchs, Christoph Grieser, Lothar Hänle
Maßgeschneiderte Wartungsarbeiten
Auf dem Weg über das Beratungsge-spräch, können Optimierungspotenzialefrühzeitig erkannt und für die maßge-schneiderte Lösung berücksichtigt wer-den. Für die Wartungsaktivitäten ist u.a.der Einsatzort der Maschinen aus-schlaggebend: Eine Maschine, die bei-
spielsweise im Messraum steht, mussanders gepflegt werden als eine, diefertigungsnah oder fertigungsintegrierteingesetzt wird. Anhand dieser kunden-spezifischen Daten wird also ein indivi-dueller Wartungsplan bzw. eine Anla-genklassifizierung erstellt und durchge-führt (Bild 1).
Harmonisierung von Messanlagen
Eine weitere Stufe der Customer CareInitiative ist die so genannte Harmoni-sierung von Software- und Hardware-ständen.
In einem ersten Schritt werden Soft-ware-Versionen (Firmware) der Steue-rungen, Sensorik, Bedienpulte, Rechneretc. aktualisiert und optimal auf die ein-gesetzten Versionen der Mess- und Aus-wertesoftware abgestimmt. Oftmalssind nämlich schon Updates der Aus-wertesoftware erfolgt, ohne dass dieHardware berücksichtigt wurde.
Im zweiten Schritt werden alle Anla-gen zur Abstimmung untereinander be-trachtet. Sind Anlagen veraltet, insbe-
sondere die Steuerungs- oder Rechner-systeme, erhält der Kunde eine abge-stimmte Modernisierungsvariante oderein Upgrade-Paket. Je komplexer die In-stallation und Integration der Systemein Kundennetze und -prozesse ist, destohöher ist das Risiko einer Störung. Häu-fig wird eine solche Störung durch man-gelhaftes Zusammenspiel diverser Pro-
zessbausteine verursacht. Das kann eineCAD-Anbindung, das Firmennetz odereine voll integrierte Inline-Messtechniksein. In Folge werden dann alle aufge-nommenen Problempunkte innerhalbeines festgelegten Zeitrahmens abgear-beitet (Bild 2).
Bild 1:Kundenspezifischer Wartungsplan mit KMG-Klassifikation
Dienst le i s tungen
Bild 2:Die Basis für kundenspezifische Dienstleistung
Effektive GerätenutzungUmgebungsbedingungenAnlagenprioritätReparaturanfälligkeitWartungsaktivitätenPersonalausbildungsstandHardwarestände, FirmwareSoftwarestände, RevisionenKundenzufriedenheitsabfrage
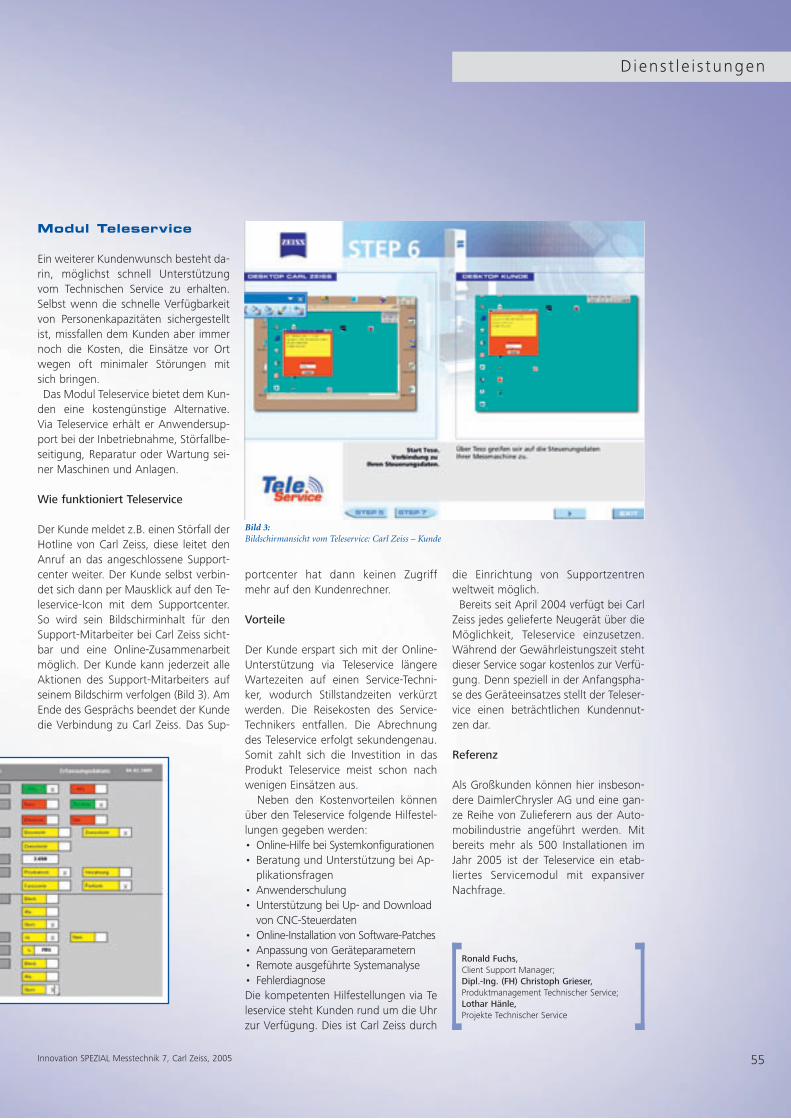
Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 55
Modul Teleservice
Ein weiterer Kundenwunsch besteht da-rin, möglichst schnell Unterstützungvom Technischen Service zu erhalten.Selbst wenn die schnelle Verfügbarkeitvon Personenkapazitäten sichergestelltist, missfallen dem Kunden aber immernoch die Kosten, die Einsätze vor Ortwegen oft minimaler Störungen mitsich bringen. Das Modul Teleservice bietet dem Kun-
den eine kostengünstige Alternative.Via Teleservice erhält er Anwendersup-port bei der Inbetriebnahme, Störfallbe-seitigung, Reparatur oder Wartung sei-ner Maschinen und Anlagen.
Wie funktioniert Teleservice
Der Kunde meldet z.B. einen Störfall derHotline von Carl Zeiss, diese leitet denAnruf an das angeschlossene Support-center weiter. Der Kunde selbst verbin-det sich dann per Mausklick auf den Te-leservice-Icon mit dem Supportcenter.So wird sein Bildschirminhalt für denSupport-Mitarbeiter bei Carl Zeiss sicht-bar und eine Online-Zusammenarbeitmöglich. Der Kunde kann jederzeit alleAktionen des Support-Mitarbeiters aufseinem Bildschirm verfolgen (Bild 3). AmEnde des Gesprächs beendet der Kunde die Verbindung zu Carl Zeiss. Das Sup-
portcenter hat dann keinen Zugriffmehr auf den Kundenrechner.
Vorteile
Der Kunde erspart sich mit der Online-Unterstützung via Teleservice längereWartezeiten auf einen Service-Techni-ker, wodurch Stillstandzeiten verkürztwerden. Die Reisekosten des Service-Technikers entfallen. Die Abrechnungdes Teleservice erfolgt sekundengenau.Somit zahlt sich die Investition in dasProdukt Teleservice meist schon nachwenigen Einsätzen aus.
Neben den Kostenvorteilen könnenüber den Teleservice folgende Hilfestel-lungen gegeben werden:• Online-Hilfe bei Systemkonfigurationen• Beratung und Unterstützung bei Ap-
plikationsfragen• Anwenderschulung • Unterstützung bei Up- and Download
von CNC-Steuerdaten• Online-Installation von Software-Patches• Anpassung von Geräteparametern• Remote ausgeführte Systemanalyse • Fehlerdiagnose Die kompetenten Hilfestellungen via Teleservice steht Kunden rund um die Uhrzur Verfügung. Dies ist Carl Zeiss durch
die Einrichtung von Supportzentrenweltweit möglich.
Bereits seit April 2004 verfügt bei CarlZeiss jedes gelieferte Neugerät über dieMöglichkeit, Teleservice einzusetzen.Während der Gewährleistungszeit stehtdieser Service sogar kostenlos zur Verfü-gung. Denn speziell in der Anfangspha-se des Geräteeinsatzes stellt der Teleser-vice einen beträchtlichen Kundennut-zen dar.
Referenz
Als Großkunden können hier insbeson-dere DaimlerChrysler AG und eine gan-ze Reihe von Zulieferern aus der Auto-mobilindustrie angeführt werden. Mitbereits mehr als 500 Installationen imJahr 2005 ist der Teleservice ein etab-liertes Servicemodul mit expansiverNachfrage.
Ronald Fuchs,Client Support Manager;Dipl.-Ing. (FH) Christoph Grieser,Produktmanagement Technischer Service;Lothar Hänle,Projekte Technischer Service
D iens t le i s tungen
Bild 3:Bildschirmansicht vom Teleservice: Carl Zeiss – Kunde

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200556
In die Untersuchung und Zertifizierungder Prüfmittelfähigkeit moderner Koor-dinatenmessgeräte wird heute viel Zeitund Geld investiert. Dem gegenübergab es aber bisher keine allgemein an-erkannte Ausbildung für die Bedienerdieser Geräte. Obwohl beispielsweisedie Auswahl von Auswertemethodenund Antaststrategien großen Einflussauf das Mess-Ergebnis haben. Diesenoffensichtlichen Missstand zu beenden,ist das Ziel der Ausbildung zum Koordi-natenmesstechniker (AUKOM).
Die Industrie hat den Nutzen erkannt,denn mit standardisiert geschultem Per-sonal können:• Zeit und somit Kosten gespart werden• gleichzeitig die Qualität der Mess-
Ergebnisse verbessert werden• Fachkommunikationen zwischen
Standorten mit ausgebildetem Fachper-sonal verbessert werden, da die gleicheFachterminologie verwendet wird.
AUKOMAusbildung zum Koordinatenmesstechniker
Dr. Robert Roithmeier
AUKOM stößt damit auf große Reso-nanz. Nachdem vor drei Jahren derDachverband „Ausbildung Koordinaten-messtechnik e. V.“ gegründet wurdeund AUKOM-Trainer vom Verband zerti-fiziert wurden, konnten in den AUKOM-Schulungen bis jetzt über 400 Koordina-tenmesstechniker ausgebildet werden.
Die Organisation AUKOM
AUKOM schuf einen fundierten undvergleichbaren Ausbildungsstand derKoordinatenmesstechniker. Der Dach-verband verfolgt hierbei das Ziel, die be-darfsgerechte, aktuelle, überprüfbareund nachweisbare Ausbildung in derKoordinatenmesstechnik zu gewährleis-ten und das Niveau und der Ausbildungsicherzustellen. Die Mitglieder desDachverbands mit ihren zertifiziertenTrainern bieten AUKOM-Schulungen für
die Anwender von Koordinatenmessge-räten an. Allein die Carl Zeiss Gruppehat in Deutschland und Österreich zu-sammen acht zertifizierte AUKOM-Trai-ner und führt flächendeckend AUKOM-Schulungen durch. Schulungen im eng-lischen und spanischen Sprachraumsind in der Entwicklung.
Was wird dem Auszu-bildenden geboten?
Die modular aufgebaute neutraleGrundlagenausbildung in der Koordina-tenmesstechnik vermittelt notwendigesGrundwissen über:• Normen• mathematische, physikalische und
messtechnische Grundlagen• praxisgerechte Vorgehensweisen
zum Auslegen des Prüf- und Messab-laufplans
• praxisgerechte Vorgehensweisenzum Durchführen und Auswerten derMessungen.
Diese Ausbildung, die mit allgemein ver-gleichbaren, geräteneutralen Tests undZertifikaten abschließt, wird durch gerä-tespezifische Schulung an den Koordi-natenmessgeräten vervollständigt. AlleSchulungen schließen mit einer schriftli-chen Prüfung ab. Nur bei bestandenerPrüfung erhält der Teilnehmer als Ab-schluss ein AUKOM-Zertifikat. Die Prü-fungen werden zentral vom Dachver-band vorgegeben, so dass die allgemei-ne Vergleichbarkeit der Zertifikate ge-währleistet ist.
Dr.-Ing. Dipl.-Math. techn. Robert Roithmeier,
Projektleiter Anwendersupport
Bild 1:Struktur der Ausbildung zumKoordinatenmesstechniker
Dienst le i s tungen

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 57
D iens t le i s tungen
„KOMPETENZ aktuell. Messtechnik produktiv, hautnah zu erleben bei denkostenlosen Anwendertagen von CarlZeiss 3D.” Unter diesem Motto setztCarl Zeiss 3D das bereits im vergange-nen Jahr gestartete Vertriebskonzeptfort.
Die Informationsveranstaltungen wer-den an allen Standorten von Carl Zeiss3D – in Köln, Peine, Aalen und Mün-chen – durchgeführt. Neu in diesemJahr ist die Präsentation der ZEISS InLi-ne-Messmaschinen.
Nachdem letztes Jahr circa 260 Kun-den an unseren Anwenderforen teilnah-men, haben dieses Jahr bereits am ers-ten Termin über 80 Teilnehmer die Ge-legenheit genutzt, umfassende Infor-mationen zu aktuellen Messtechniklö-sungen von Carl Zeiss zu erhalten. Wäh-len auch Sie aus einem jeweils 3-tägi-gen Programm beliebig Ihre Themen-schwerpunkte sowie den Veranstal-tungsort aus und erleben Sie moderns-te Technologie zum „anfassen”.
Wir bieten Ihnen am ersten Anwen-dertag Lösungen zur Produktivitätsstei-gerung durch Messung in der Ferti-gungslinie. Am zweiten Tag bieten wir
Messtechnik hautnah erleben
Wolfgang Thaler
Ihnen die Möglichkeit, ZEISS Software-pakete an mitgebrachten Teilen auf„Herz und Nieren“ zu testen, und amdritten Tag zeigen wir Ihnen Moderni-sierungslösungen und Fremdgeräte-Schnittstellen.
Die Anwendertage bilden somit dieideale Informations- und Kommunikati-onsplattform für Fragen und Belange
rund um die Koordinatenmesstechnik.Themenspezifisch gegliedert nach An-wendungen mit Portal- und Horizontal-armmessgeräten.
An diesen Anwendertagen zeigen wirIhnen, dass unsere Betreuung nichtbeim Verkauf der Messmaschine endet,sondern unser Anspruch auch eine le-benslange Systembetreuung beinhaltet.
Den Terminplan mit Inhalten sowie dasAnmeldeformular finden Sie unterwww.zeiss3d.de. Selbstverständlichkönnen Sie diese Unterlagen auch tele-fonisch bei uns unter der Nummer (0 73 61) 5 59 18 00 anfordern.
Dipl.-Ing. (FH) Wolfgang Thaler,Geschäftsführer Carl Zeiss 3D
Bild 1:Terminplan der einzelnen Anwendertage mit Angaben zu Veranstaltungsorten und Inhalten
Bild 2:Anwendertage in Peine
KOMPETENZaktuell.

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200558
Unter einem Messhaus verstehen wirNiederlassungen in Kundennähe mitsieben bis zehn Mitarbeitern und derentsprechenden Geräteausstattung.Auftragsmessungen, Auftragsprogram-mierungen, Flächenrückführungen so-wie anwendungstechnische Unterstüt-zungen können vor Ort beim Kundendurchgeführt werden.
Die messtechnischen Aufgaben umfas-sen dabei Messungen an Serienteilen,Messungen gegen CAD-Modelle undErstmusterprüfungen. Bei den zu mes-senden Werkstücken handelt es sich so-wohl um prismatische Teile wie z.B. Zy-linderköpfe oder Getriebegehäuse alsauch um Freiformflächen-Teile wie z.B.Karosserie- oder Kunststoffteile. Die Ge-räte- und Softwareausstattung ist dabeiauf die Anforderungen des Kundenum-feldes angepasst. Neben Koordinaten-messgeräten in Portal- und Horizontal-armbauweise stehen auch Form- undOberflächenprüfgeräte zur Verfügung.
Messhäuser in KundennäheBernd Rathgeb, Sabino Mastrapasqua
Kundenvorteile
Die geografische Nähe zu Kunden bie-tet entscheidende Vorteile sowohl beimTransport von Teilen wie auch bei derAbstimmung von Messstrategien undbei der Beratung in allgemeinen mess-technischen Problemstellungen. Nebenschnellen Reaktionszeiten kann CarlZeiss 3D seinen Kunden eine intensiveBetreuung bieten und erreicht so eineoptimale Kundenbindung durch einepartnerschaftliche Zusammenarbeit. Diekleinen Einheiten vor Ort bleiben über-schaubar und bieten ein Höchstmaß anFlexibilität um schnell auf veränderteKundenanforderungen reagieren zukönnen.Die Niederlassungen vor Ort bieten da-
rüber hinaus dem lokalen Vertrieb dieMöglichkeit Software- und Hardware-Demos in Kundennähe durchzuführen.Des Weiteren bietet jedes Messhaus anbestimmten Terminen Anwendertageunter dem Motto „Kompetenz aktuell,Messtechnik hautnah erleben“ an. Hierkönnen sich Kunden zu neuen Produk-ten und Innovationen informieren. Derdabei entstehende direkte Dialog mitKunden lässt Problemstellungen erken-nen und zeigt Verbesserungspotenzialeauf.
Der enge Verbund mit der Mutterge-sellschaft Carl Zeiss 3D Metrology Ser-vices GmbH in Aalen bietet zudem Vor-teile. Sie kann sowohl bei Kapazitätseng-pässen wie auch bei der Abwicklung vongrößeren Projekten aushelfen. Des Wei-teren sorgt die Muttergesellschaft für dieWeiterbildung ihrer Mitarbeiter um sieimmer auf dem neuesten Stand der Soft-ware- und Hardwaretechnik zu halten.
Firmenstrategie
Mit den bestehenden Standorten in Aa-len, Stuttgart (Ostfildern), München(Eching), Köln und Peine ist Carl Zeiss3D in den wichtigsten industriellen Bal-lungszentren vertreten und erschliesstDeutschland flächendeckend.
Dieses in Deutschland erfolgreichetablierte Konzept gilt es nun in an-grenzende europäische Nachbarstaatenzu übertragen um das dortige Wachs-tumspotenzial zu nutzen. Ein entspre-chendes Kundenpotenzial und die not-wendige Infrastruktur sind wichtigeFaktoren für die Auswahl geeignetereuropäischer Standorte.
Trends und Chancen
Kunden machen zunehmend deutlich,dass sie die Lösungen ihrer messtechni-schen Probleme von einem starken undkompetenten Partner erwarten, der auchdie Gesamtverantwortung übernimmt.So werden Dienstleistungen, die Über-nahme von Komplettverantwortungen,messtechnische Betreibermodelle undOutsourcing die Zukunft bestimmen. Derweitere Ausbau der Messhäuser über dieGrenzen Deutschlands hinaus, ist daherein wichtiger Schritt zum Komplett-dienstleister (Full Service Supplier) in derMesstechnik. Mit dezentralen flexiblenEinheiten wird fachliche Kernkompetenzmit Kundennähe vereint.
Bernd Rathgeb,Geschäftsführer Carl Zeiss 3D Peine;Sabino Mastrapasqua,Geschäftsführer Carl Zeiss 3D
Bild 1:Messhäuser der Carl Zeiss3D Metrology ServicesGmbH in Deutschland:(1) Peine, (2) Köln,(3) Stuttgart, (4) Aalen,(5) München
Wir über uns
(1)
(2)
(3) (4)
(5)

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 59
Wi r über uns
Ab der Control 2005 in Sinsheim wirddie Anwendungstechnik der Carl ZeissIMT GmbH das Produktprogramm derPortal-Koordinatenmessgeräte in neuenRäumen in Oberkochen präsentieren.
Um Gesprächen mit unseren Kunden ei-nen angemessenen Rahmen zu geben,haben wir in den Umbau der Anwen-dungstechnik investiert. Die neuen Räu-me bieten viel Transparenz und gestatteneinen Ausblick in den Montagebereichunserer Koordinatenmessgeräte. Bei derPlanung wurde Wert darauf gelegt, durchSchalldämmungsmaßnahmen auch meh-reren Besuchergruppen gleichzeitig einenAufenthalt zu ermöglichen, ohne dass siesich gegenseitig stören.
Anwendungstechnik in neuen RäumenJosef Wanner
Ein Besuch lohnt sich
Wir möchten, dass sich für unsere Kun-den der Weg nach Oberkochen immerlohnt: • Für Altkunden zum wertvollen Erfah-rungsaustausch mit kompetenten Ge-sprächspartnern und zum Kennenler-nen nützlicher Neuentwicklungen. BeiCarl Zeiss als innovativem Komplettan-bieter ist der Umfang an Neuheiten im-mer sehr groß und umfasst den Geräte-bereich mit Steuerungstechnik, die Sen-sorik und die Software. Das Zusammen-spiel dieser Komponenten entscheidetüber Genauigkeit, Einsatzspektrum undAuswertemöglichkeiten der Koordina-tenmessgeräte. • Für Neukunden zum Kennenlernen un-serer leistungsstarken, universell einsetz-baren Koordinatenmessgeräte. An ihreneigenen Werkstücken lösen wir gemein-sam die vielfältigen Messaufgaben.
Kooperation fängt beiunseren Demos an
Großen Wert legen wir auf die enge Zu-sammenarbeit mit unseren Kunden. Eshat sich vielfach bestätigt, dass davonbeide Seiten profitieren. Die Herstellungvon Produkten, mit denen unsere Kun-den ihre Messaufgaben präzise und ef-fizient lösen können, ist unser Ziel. Ein-fache Handhabbarkeit und die Verfüg-barkeit der erforderlichen Funktionalitätentscheiden über die Effizienz eines Sys-tems. Das Einhalten der Gerätespezifi-kationen und der Taktzeiten im Ferti-gungsumfeld sind dafür Grundvoraus-setzung.
Wir möchten Sie bereits heute auf dieneue Anwendungstechnik und auf un-sere Produkte neugierig machen undfreuen uns darauf, Sie möglichst baldbei uns in Oberkochen begrüßen zudürfen.
Josef Wanner, Leiter Anwendungstechnik Portal KMG
Bild 1:Mit dem Zerschneiden einesBandes eröffnen die Anwen-dungstechniker ihre neuen Demo-Räume in Oberkochen

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200560
Carl Zeiss IMT eröffnete am 6. Dezem-ber 2004 eine Produktionsstätte für Ko-ordinatenmessgeräte in China. Angesie-delt ist das Werk in Wai Gao Qiao FreeTrade Zone, Pudong, Shanghai. CarlZeiss IMT Shanghai produziert zukünftigdas Koordinatenmessgerät CONTURAmit aktivem Scanning.
Aufgrund der schnellen Entwicklungder chinesischen Fertigungsindustrie inden letzten Jahren, ist die Nachfrage anKoordinatenmessgeräten drastisch ge-stiegen auf dem chinesischen Markt.Vor allem die Automobilindustrie er-zeugt einen sehr großen Bedarf anHigh-End Measuring Technologie. Umdiesen Anforderungen gerecht zu wer-den und um einen strategischen Vorteilzu generieren, hat sich Carl Zeiss IMTentschieden, eine Produktionsfirma fürKoordinatenmessgeräte direkt in dieserRegion zu eröffnen.
China steigt ein mitScanning-Technologie
Die sich schnell entwickelnde chinesi-sche Industrie benötigt höhere Messge-nauigkeiten und Geschwindigkeiten.Chinesische Kunden haben daher gleichdie Vorteile der Scanning-Technologiegegenüber dem konventionellen schal-tenden Tastkopf für sich entdeckt. CarlZeiss bietet Ihnen die CONTURA mit akti-vem Scanning, als weltweiter Marktfüh-rer in dieser Technologie, zu einem sehrguten Preis-Leistungs-Verhältnis an. Aus-gestattet mit dem patentierten MesskopfVAST XT für high-speed Scanning, derSteuerung C99 und der CAD-basiertenScanning-Software Calypso, stellt dieCONTURA einen sehr attraktiven Einstiegin die Scanning-Technologie dar.
„Made in China” für chinesische Kunden Johannes Gold
Carl Zeiss direkt beim chinesischen Kunden
Die neue Carl Zeiss IMT Produktionsstätte in Shanghai bringt den chinesischen Kun-den neben wirtschaftlichen Vorteilen und Hochqualitätsprodukten auch einen sehrstarken Aftersales-Service sowie eine effiziente Lieferung von Ersatzteilen. Diesstärkt die Beziehung zu chinesischen Kunden und lässt Carl Zeiss einen Schritt nä-her an sein Ziel kommen: Unsere Kunden weltweit mit einem hervorragenden, kun-dennahen und kompetenten Service und Support zu versorgen.
Bild 2: Mitarbeiter bei der Eröffnung der Carl Zeiss IMT Shanghai
Wir über uns
Bild 1: Das neu eröffnete Werk der Carl Zeiss IMT in Shanghai/ Volksrepublik China
Johannes Gold, Dipl.-Ing. (FH)Leiter Vertrieb Asien

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 61
In der Messtechnik bei Carl Zeiss gab esin der letzen Jahren viele Innovationenwie z.B.: Inline-Messungen (GageMax,CenterMax), Integration von optischenSensoren (EagleEye und Viscan), Ent-wicklungen von hochgenauen undschnellen Scannig-Methoden (VAST na-vigator), Steigerung der Produktivität,neue Sensorik in der Karosseriemessung,Nutzung des Internets um Teleservice zubetreiben, Entwicklung projektorientier-ter und bedienerfreundlicher Softwarefür KMG (Calypso, HOLOS, Gear pro, Blade). Daher hat sich Carl Zeiss dazuentschieden in Fortbildungsmaßanah-men für seine Partner und seine Kundenin Südamerika zu investieren.
Wann immer sich die Möglichkeit bot,brasilianischen und argentinischen Kun-den die neue Technologie zu vermitteln,wurden Sie nach Deutschland eingela-den. In der Zeit der Control 2004 be-suchte beispielsweise eine Delegationvon 25 Personen aus Südamerika CarlZeiss in Deutschland. Die Delegationbestand aus Kunden (u.a. VW/Audi,DaimlerChrysler, ZF, INA, Muri, Embra-co, Weg, TMT, Tupy, Cummins), Busi-ness Partnern, VG-Leitern und demSalesteam von Carl Zeiss.
Fortbildungswoche während der Contol2004 bei Carl Zeiss in Deutschland
In Zusammenarbeit mit der Carl Zeiss3D Akademie, der Anwendungstechnikund dem Marketing wurde eine Agen-da aufgestellt, um jedem Kunde bei sei-nen Interessenschwerpunkten zu denjeweiligen Produkten gerecht zu wer-den. In der Messe-Woche vergangenesJahr hatten unsere südamerikanischenKunden dann die Gelegenheit, unserehervorragende Technologie „live und inFarbe“ zu erleben: Sie besuchten deut-sche Referenzkunden, bekamen Live-präsentationen und waren auf der Con-trol 2004 in Sinsheim.
Kundenmeinungen
Diese Veranstaltung wurde von unserenKunden in Südamerika als sehr positivund hervorragend empfunden. Sie wa-ren beeindruckt von Carl Zeiss, seinenMitarbeitern und der innovativen Tech-nologie. Besonders gefallen hat ihnendie Möglichkeit der offenen Kommuni-kation, das Erleben von neuen Soft-ware-Generationen, Produkten und An-wendungen und die Diskussionen überneue Investitionsstrategien in der Mess-
technik. Ein Kunde meinte am Ende derVeranstaltung: „Man muss es einfachgesehen haben um es zu glauben“. Die-se Aussage ist exakt die, die Carl Zeissunter dem Motto „Visible Productivity.“in die Welt tragen möchte.
Carl Zeiss plant nach diesem Erfolg eineweitere Fortbildungswoche
Die Fortbildungswoche 2004 hat dasbis dahin schon sehr gute Image vonCarl Zeiss in Südamerika noch weitergesteigert. Die offene und ehrlicheKommunikation zwischen allen Beteilig-ten hat dazu beigetragen, dass CarlZeiss auch in Brasilien und Argentinienals Technologie-Marktführer anerkanntund akzeptiert wird.
Da der Erfolg auf beiden Seiten so großwar, lädt Carl Zeiss dieses Jahr wieder eineDelegation aus Südamerika ein, um Kun-den die Möglichkeit zu bieten die neuenTechnologie zu erlernen und ihre Kennt-nisse in der Messtechnik zu vertiefen.
Dipl.-Ing. Antonio Carlos Coelho,
Sales Manager – Carl Zeiss do Brasil;
Dr.-Ing. João Carlos Oliveira Lopes,
Regional Sales Manager Südamerika
Fortbildungsaktivitäten für Kundenaus SüdamerikaAntonio Carlos Coelho, João Lopes
Wi r über uns
Bild 2:Lokalisierung der Kunden von Carl Zeiss in Brasilien und Argentinien
Bild 1:Gruppenfoto von Teilnehmern der Fortbildungswoche vor dem Carl Zeiss Innovationsraum

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 200562
Für das Unternehmen Carl Zeiss hat so-wohl der Mensch als auch der ForscherErnst Abbe eine besondere Bedeutung.Als Mensch hat Ernst Abbe Herausra-gendes geleistet: Mit der Gründung derCarl-Zeiss-Stiftung und seiner betrieb-lichen Sozialpolitik hat er etwas ge-schaffen, das noch lange Jahre danachbeispiellos geblieben ist. Getreu seinemMotto „Keine Wohltaten – besseresRecht“ setzte er sich unmittelbar fürverbesserte Arbeitsbedingungen und ei-ne soziale Absicherung der Arbeiter ein.
Als Forscher hat sich Ernst Abbe den Rufeines genialen Physikers verschafft.Nachvollziehen kann man dies, wennman bedenkt, dass er z.B. schon vorüber 100 Jahren mögliche Messfehleranalysiert und dokumentiert hat. Dasdarauf aufbauende Abbesche Kompara-torprinzip trug maßgeblich zum Erfolgder Messtechnik im Hause Carl Zeiss bei.
Abbesche Komparatorprinzip
Dank Ernst Abbe wurde die Messtech-nik weitaus präziser. Das von Ernst Ab-be 1888 publizierte Komparatorprinzipist noch heute jedem Messtechniker einBegriff.
Von zentraler Bedeutung sind hierbeidie so genannten Kippfehler, die dieAbweichung zwischen gemessener undtatsächlicher Länge erklären. Mit die-sem Problem hat sich Ernst Abbe übermehrere Jahre hinweg befasst undkonnte schließlich Kippfehler verschie-dener Ordnungen beschreiben. Heutekennt man die Folgenden:Kippfehler 1. Ordnung entstehen durchschräges Ablesen oder zu hohe Mess-kraft. Sie treten am häufigsten auf.Kippfehler 2. Ordnung werden durchschräges Ansetzen verursacht und kön-nen durch exaktes Fluchten ausgegli-chen werden.Kippfehler 3. Ordnung schließlich werdendurch Aufbau und Arbeitsweise bei opti-schen Längen-Messgeräten verursacht.
2005 – das Ernst Abbe Jahr bei Carl Zeiss Alfons Lindmayer, Kerstin Soldan
Das Abbesche Komparatorprinzip be-schreibt nun, wie Längenmessgerätegrundsätzlich aufgebaut werden solltenum führungsbedingte Messfehler aus-zuschließen: Die zu messende Streckeund die Maßverkörperung sollten z.B. ineiner Geraden liegen. Die Erkenntnissevon Ernst Abbe hat Carl Zeiss IMT in dierechnerische FührungsfehlerkorrekturCAA (Computer Aided Accuracy) umge-setzt. Dieses moderne Korrekturverfah-ren kompensiert die von Ernst Abbeaufgezeigten Fehler und liefert hoch-präzise Mess-Ergebnisse.
Es ist verständlich, dass die Mitarbeitervon Carl Zeiss auch heute noch mitStolz auf Ernst Abbe erfüllt sind. Mit Lei-denschaft erhalten sie die Errungen-schaften dieses beeindruckenden Men-schen aufrecht. Das Unternehmen CarlZeiss gedenkt daher im Jahr 2005 ErnstAbbes 100. Todestag.
Alfons Lindmayer, Leitung Marketing/Geschäftsstrategien IMT;Kerstin Soldan,BA-Studentin zur Zeit bei Carl Zeiss IMT
Bild 1:Ernst Abbe: Pionier und Gründer der Carl-Zeiss-Stiftung
Wir über uns

Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005 63
<-Pe
rfor
atio
nRichtige Schreibweise von Produktnamenbei der Carl Zeiss IMT GmbH
Wir über uns
Software
Blade®
Calypso®
Calypso® curveCalypso® PCMCalypso® plannerCalypso® simulationCMM-OSDME®
Gear®
Gear® proGON UXHOLOSScanWareTIMSUMESS® UXU-SOFT solid®
Sensorik
DSEDTSEagleEyeMTRDSRDS-CAARST PST 3 VAST® goldVAST® navigatorVAST® XTVAST® XXTViScanWBRetro
Hardware
CARMET®
CenterMax®
ContourecordCONTURA®
F25GageMax®
MMZMMZ GPRISMO®
PRO®
PRO® compactPRO® selectPRO® premiumPRO® TPRO® T compactPRO® T selectPRO® T premiumRondcomScanMax®
SPECTRUM®
SurfcomUPMC UPMC ultraVista®
Sonstiges
AUKOMCAACarl Zeiss als UnternehmenCMM/MCCMesspro DBTeleserviceZEISS als MarkeZerodur®
Andere Hersteller
qsSTAT® von Q-DAS®
ATHENA von Coord3MCT Plus von Coord3MCT Starlight von Coord3PH 10 von RenishawSP 25 von RenishawSP 600 von RenishawTP 2 von RenishawTP 6 von RenishawTP 20 von RenishawTP 200 von Renishaw
Die korrekte Schreibweise trägt dazu bei, dass Unsicherheiten – intern wie auch bei unseren Kunden – vermieden werden. Die korrekte Schreibweise von Produktnamen ist mit der Rechtsabteilung von Carl Zeiss abgestimmt . Insbesondere ist hierbei wichtig:• Groß-/Kleinschreibung• Korrekte Setzung von Leerzeichen• Korrekte Setzung von Bindestrichen• Akkurates Setzen von ® (registered trademark)
Um den Lesefluss nicht zu stören, wurden in der vorliegenden Innovation auf ®-Kennzeichnung und Hervorhebungen von Produktnamen verzichtet. Aus diesem Grund und der Vollständigkeit halber sind hier alle verwendeten Marken und Namennach Produktgruppen gegliedert aufgeführt:

Ich bitte Sie um Zusendung folgender Druckschriften:
# deutsch englisch
1 60-25-085 � �2 60-25-078 � �3 60-25-044 � �4 60-20-104 � �5 60-20-121 � �6 60-20-112 � �7 60-20-128 � �8 60-20-116 � �9 60-20-122 � �
10 60-20-130 � �11 60-20-110 � �12 60-20-703 � �
# deutsch englisch
13 60-25-075 � �14 60-25-038 � �15 60-20-117 � �16 60-20-129 � �17 60-25-143 � �18 60-25-051 � �19 60-11-068 � �20 60-20-125 � �21 60-22-219 � �22 60-11-065 � �23 60-11-058 � �24 60-11-069 � �
Ich bitte Sie um Zusendung folgender Druckschriften:
# deutsch englisch
1 60-25-085 � �2 60-25-078 � �3 60-25-044 � �4 60-20-104 � �5 60-20-121 � �6 60-20-112 � �7 60-20-128 � �8 60-20-116 � �9 60-20-122 � �
10 60-20-130 � �11 60-20-110 � �12 60-20-703 � �
# deutsch englisch
13 60-25-075 � �14 60-25-038 � �15 60-20-117 � �16 60-20-129 � �17 60-25-143 � �18 60-25-051 � �19 60-11-068 � �20 60-20-125 � �21 60-22-219 � �22 60-11-065 � �23 60-11-058 � �24 60-11-069 � �
<- Perforation
<- Perforation
< P
erfo
ratio
n
Verwenden Sie einfach diese Postkarteund kreuzen Sie Ihre Wünsche an.– vgl. Seite 50 - 53.
Denken Sie bitte an die Angabe Ihrer Anschrift!
Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005
Innovation SPEZIAL Messtechnik 7, Carl Zeiss, 2005
Antwort
Carl ZeissI-VMz.H. Frau Kubiak
73446 Oberkochen
Deutschland
Absender:
Antwort
Carl ZeissI-VMz.H. Frau Kubiak
73446 Oberkochen
Deutschland
Absender:
Perforation ->
Perforation ->
<- S
chni
ttka
nte
Verwenden Sie einfach diese Postkarteund kreuzen Sie Ihre Wünsche auf der Rückseite an – vgl. Seite 50 - 53.
Denken Sie bitte an die Angabe Ihrer Anschrift!

60
-25
-08
5-d
Prin
ted
in G
erm
any.
I
V/2
00
5 T
oo
Änd
erun
gen
in A
usfü
hrun
g un
d Li
efer
umfa
ng s
ow
ie t
echn
isch
e W
eite
rent
wic
klun
g v
orb
ehal
ten.
G
edru
ckt
auf
chlo
rfre
i geb
leic
htem
Pap
ier.
© C
arl Z
eiss
© K
onz
ept,
Tex
t un
d G
esta
ltun
g:
Car
l Zei
ss.
„„In über 30 Jahren haben wir uns mit Hilfe der
ZEISS Messtechnik den Ruf der Qualitätsführerschafterhalten. Mit den neuen Messsystemen können wir die Produktivität zum Nutzen unserer Kunden weiter steigern.“
Rune Karlsson, Vice President, Produktion & Logistik, AB Sandvik Coromant,Sandviken, Schweden
„