
Werkstoffewerkstoffzeitschrift.de/wp-content/uploads/2015/01/Werkstoffe_03-16_Internet1.pdf ·...
44
Werkstoffe in der Fertigung ISSN 0939-2629/B 25800 www.werkstoffzeitschrift.de Ausgabe 3/Mai 2016
Transcript of Werkstoffewerkstoffzeitschrift.de/wp-content/uploads/2015/01/Werkstoffe_03-16_Internet1.pdf ·...

Werkstoffe in der Fertigung
ISSN 0939-2629/B 25800 www.werkstoffzeitschrift.de Ausgabe 3/Mai 2016
DIE FERTIGUNGSWELT VON MORGEN
2 Werkstoffe 3/2016
Inhaltsverzeichnis
Werkstoffe 3/2016
Werkstofftrends: Dreidimensionale Graphen-Netzwerke Seite 3
Europäische Nachrichten aus Jülich: Transnationaler M-ERA.NET Call 2016 Seite 4
Wissenswertes aus NRW: Nano-modifizierte Titanlegierung für Additives Herstellungsverfahren Seite 6
Die Notwendigkeit ganzheitlicher Optimierung im Leichtbau Seite 7
Nachrichten aus dem Steinbeis Zentrum Seite 8
IMKK aktuell: Seite 10
Nachrichten des Deutschen Kupferinstituts Seite 12
Nachrichten der Initiative Zink Seite 15
AVK: Seite 16
Thema: Leichtbau | Emotional Engineering – Neue Wege in der Leichtbau-Entwicklung Seite 18 Additive Fertigung | Trends in der Additiven Fertigung von Keramik Seite 20 Additive Fertigung Seite 21 3D-Druck | Flugzeugfertigung leicht gemacht: 3D-gedruckte Baugruppe sorgt für ein verringertes Gewicht beim Airbus A320 Seite 22
Titelstory: Vielfalt braucht Klarheit – Universal Design in der täglichen Praxis Seite 24
Messen und Termine Seite 25
Sonderteil Messebau Seite 31
Produkte, Innovationen Seite 32
IMPRESSUMFachzeitschrift
WERKSTOFFE in der Fertigung
Herausgeber und Verlag:HW-VerlagRumfordstraße 2D-86415 MeringPostfach 60, D-86407 MeringTelefon 08233 32761Telefax 08233 32762E-Mail: [email protected]:Amira Malik, Anschrift des VerlagesVertrieb und Anzeigen-Koordination:Dipl. oec. Tea Malik, Anschrift des VerlagesErscheinen:zweimonatlich, jeweils am MonatsendeGestaltung & Satz:ihoch3 verlag.werbeagentur gmbhJosef-Baumann-Str. 586316 FriedbergTelefon 0821 796362-05Telefax 0821 796362-06E-Mail: [email protected]:deVega Medien GmbHAnwaltinger Straße 1086165 AugsburgTelefon 0821 50 211-0Telefax 0821 50 211-33E-Mail: [email protected]:Das Jahresabonnement kostet € 45,–zzgl. Versandspesen und MwSt.Bezugsmöglichkeit:Direkt beim VerlagBezugsbedingungen:Abonnements werden mit Beginn des Bezugszeit-raums berechnet, Kündigungen müssen 6 Wo-chen vor Ende des Bezugszeitraums schriftlich vorliegen, andernfalls wird das Abonnement um ein volles Jahr verlängert. Adressenänderungen sind dem Verlag sofort bekannt zu geben. Stö-rungen, entstanden durch höhere Gewalt, entbin-den den Verlag von seinen Verpflichtungen.Zahlungsmöglichkeit:Stadtsparkasse AugsburgBLZ 720 500 00, Konto-Nr. 5 17 71Postscheckkonto MünchenBLZ 700 100 80, Konto-Nr. 3 24 21 98 00Manuskripte:Für unverlangt eingesandte Manuskripte wird keine Gewähr übernommen. Bei Zuschriften an die Redaktion wird das Einverständnis zum Abdruck vorausgesetzt. Bei Anfragen bitte Rück-porto beilegen. Bei Annahme eines Beitrages sind wir auch berechtigt, anderweitig darüber zu verfügen.
Wie durchdachte Verpackungen Ihren Alltag
erleichern? Eine Antwort finden Sie unter:
www.poeppelmann.com/universal-design
Christoph Majchszak von Pöppelmann FAMAC®
Universal Design in der täglichen Praxis.
BeilagenhinweisLiebe Leserinnen und Leser,
bitte beachten Sie den beiliegenden Flyer von
HOPPE UnternehmensberatungSeligenstädter Grund 863150 Heusenstamm
www.hoppe-net.de

2 Werkstoffe 3/2016 Werkstoffe 3/2016 3
Werkstofftrends
Der Werkstoff Graphen weist hervorragende Charakteristika auf, die ihn für viele verschie-dene Anwendungen hochinteressant macht. Ob er seine einzigartigen elektrischen Eigen-schaften sowie seine extrem hohe Festigkeit auch beim Einsatz als Volumenwerkstoff oder als Komposite beibehalten kann, ist jedoch in Teilen noch ungeklärt. Ein wesentlicher Grund hierfür ist, dass sich aufgrund der starken van-der-Waals-Kräfte die einzelnen Graphen-schichten zu Graphit stapeln, wodurch sich die Eigenschaften wieder erheblich verschlech-tern. Daher werden nun Graphen-Materialien entwickelt, bei denen die einzelnen Schichten in dreidimensionalen Netzwerken aufgespannt werden, ohne dass es zu einem Rearrangement zu Graphit kommt. Solche 3D Graphen-Netz-werke (3D-GN) werden je nach Strukturart als Graphen-Schäume (GF), Graphen-Schwämme (GS) oder Graphen-Aerogele (GA) bezeichnet. Ihre potentiellen Anwendungsgebiete entspre-chen bislang weitestgehend denen von Gra-phen- oder Graphenoxid-Schichten, wobei sie in der Nutzung deutlich verbesserte Leistungen zeigen.
Für die direkte Herstellung von 3D-GN kann zum einen das Matrizen-gestützte Verfahren der chemischen Gasphasenabscheidung (CVD, chemical vapour deposition) genutzt werden, zum anderen ist mittlerweile aber auch die Syn-these ohne Template möglich. CVD ermöglicht ein gezieltes und kontrolliertes Wachstum von Graphenschichten. Werden dabei dreidimensi-onale metallische Netzwerke wie z. B. Nickel-schäume als Templat eingesetzt, können diese anschließend weggeätzt werden. Zurück bleibt ein 3D-GN mit einer kontrollierten Morphologie und gut einschätzbaren technischen Eigen-schaften. Neben Metallen können auch Metall-oxide, metallische Nanostrukturen oder anor-ganische Salze als Templatmaterial verwendet werden. Es gibt zudem auch die Möglichkeit, 3D-GN ohne Template zu synthetisieren. Bei-spielsweise kann durch langsames Erhitzen einer Glukose-Ammoniumchlorid-Mischung auf 1350 °C erst ein Zwischenprodukt und per an-schließender Pyrolyse unter Argon-Atmosphäre bei konstanter Temperatur ein GF erzeugt wer-den.
Neben der direkten Herstellung ist auch die indirekte Erzeugung von 3D-GN aus dem bes-ser verfügbaren Graphenoxid (GO) möglich. So können z. B. aus einer wässrigen Suspension von GO durch Selbstorganisation 3D-Netzwerke gebildet und weiter zu sauerstofffreien Gra-phen-Gelen reduziert werden. Dispersionen von GO können zudem auch Moleküle oder Metall- Ionen enthalten, die die einzelnen Schichten
auf Abstand miteinander vernetzen, um Gra-phitbildung zu verhindern. Die anschließende Reduktion kann chemisch mit Reduktionsmit-teln, elektrisch an Elektroden oder hydrother-mal z. B. durch Erhitzen in einem Autoklaven er-folgen. Zumeist kann durch eine anschließende Gefriertrocknung aus den GO/Graphen-Gel-Dispersionen ein Aerogel erhalten werden. Auch mit GO als Ausgangsmaterial können analog zu reinem Graphen Template für die Herstellung der Netzwerkstrukturen genutzt werden. Hier-bei ist der Einsatz verschiedener Metalle (z. B. Zink, Eisen, Kupfer, Gold, Platin), Halbmetalle oder nicht-metallischer Kohlenstoff-basierter Filme möglich. Als Template sind zunehmend auch andere Materialien wie Kunststoffe (z. B. Polystyrol, Nafion), Nanopartikel aus Siliziumdi-oxid oder Textilfasern nutzbar.
Kürzlich konnte darüber hinaus ein GA mittels 3D-Druck hergestellt werden. Eine besondere Herausforderung stellt dabei zum einen die Her-stellung einer druckbaren GO-Suspension dar. Zum anderen muss während des Prozesses ein vorzeitiges Austrocknen der Struktur verhindert werden, da sonst die 3D-Struktur des Gels auf-grund der Kapillarkräfte zusammenbricht. Die nach dem Gefriertrockenen erhaltenen Gra-phen-Netzwerke zeigen ähnliche oder bessere Eigenschaften als konventionell hergestellte 3D-GN.
3D-GN besitzen hervorragende Eigenschaften, wobei im allgemeinen Netzwerke mit festen chemischen Verbindungen gegenüber zusam-mengelagerten Strukturen im Vorteil sind. Sie besitzen z.B. sehr große spezifische Oberflä-chen (bis > 500 m2/g), große Porosität (teilwei-se > 99,5 %) und damit extrem geringe Dichten. Eine GA-Variante weist beispielsweise lediglich eine Dichte von 3 mg/cm3 und hält damit den Rekord als Feststoff mit der geringsten Dich-te. 3D-GN besitzen darüber hinaus hohe elek-trische Leitfähigkeiten sowie gute mechanische Eigenschaften, wobei wiederholte Kompres-sionen von bis zu 90% des Volumens möglich sind. Änderungen im Herstellungsprozess be-wirken häufig größere Veränderungen in der inneren Struktur solcher Netzwerke, z. B. eine Änderung der Porosität oder der Porengröße, und damit verschiedener Eigenschaften des Vo-lumenkörpers. So konnte gezeigt werden, dass bei der Herstellung eines GS die Temperatur bei der Gefriertrocknung von entscheidender Bedeutung für die Porengröße ist. Die Porengrö-ße wiederum bestimmt z. B. die Wasserabsorp-tionseigenschaften des GS. So ist ein GS mit einer Porengröße von mehr als 300 µm wasser-abweisend, bei einer Porengröße von weniger 150 µm saugt der GS jedoch Wasser auf.
Daraus ergeben sich interessante Anwen-dungen für 3D-GN. So könnten wasserabwei-sende GS zum Aufsaugen organischer Ver-schmutzungen, wie z. B. von Ölteppichen auf Gewässern, genutzt werden. Durch ihre große spezifische Oberfläche können sie dabei ein Vielfaches ihres eigenen Gewichts speichern. Einige funktionalisierte 3D-GN-Nanokomposite eigenen sich auch zur Absorption von Schwer-metallionen aus wässrigen Lösungen. Vorstell-bar sind 3D-GN auch als Elektroden in ioni- schen Flüssigkeiten. Generell besitzen sie einen großen Anwendungsbereich bei Energiespei-cherung und –umwandlung. Dabei können sie sowohl als Gerüststrukturen für Schwefelelek-troden als auch als Komposite mit Eisenoxid als Anode in Li-S-Batterien genutzt werden. Zudem wurden sie bereits als Elektroden in Superkon-densatoren getestet, wobei hohe spezifische Kapazitäten, gute (Nenn )Leistungen sowie eine herausragende Zyklenstabilität nachgewiesen wurden. Ein Einsatz in Farbstoffsolarzellen als transparente Leiterbahnen oder zur Verbesse-rung der Leistung wurde ebenso erfolgreich ge-testet. Weitere potentielle Anwendungsgebiete sind Sensortechnik, z.B. als biomedizinische Sensoren oder Gassensoren, und Katalyse. Hierbei können sie selbst als metallfreie Kata-lysatoren, aber auch als Gerüststrukturen für katalytisch aktive Substanzen eingesetzt wer-den. Das poröse Netzwerk bildet dabei eine besondere Mikroumgebung für chemische Re-aktionen.
Trotz großer Fortschritte auf dem Gebiet der 3D-GN sind immer noch größere Herausforde-rungen zu bewältigen. Dazu gehören insbeson-dere die präzise Kontrolle der Netzwerkparame-ter während der Herstellung (Schichtwachstum, Porengröße und Porosität) und die weitere Op-timierung der mechanischen und elektrischen Eigenschaften der Volumenmaterialien. Dane-ben sind langfristig auch ähnliche dreidimen-sionale Netzwerke aus anderen 2D-Materialien möglich. Deren Entwicklung wird sich zukünftig maßgeblich auf die bereits erzielten Fortschrit-te der 3D-GN stützen können.
Dreidimensionale Graphen-Netzwerke Dr. Diana Freudendahl, Stefan Reschke, Dr. Ramona Langner
*Fraunhofer Institut fürNaturwissenschaftlich-Technische Trendanalysen
Appelsgarten 2, 53879 Euskirchenberichtet in jeder Ausgabe exklusiv
über Werkstofftrends

4 Werkstoffe 3/2016
Transnationaler M-ERA.NET Call 2016 gestartet
Das Bundesministerium für Bildung und Forschung stellt Fördermittel für Projekte mit den Schwerpunkten Graphen und graphenähnliche Materialien, Batterie-materialien und Materialien für die Addi-tive Fertigung zur Verfügung
Am 15. März 2016 wurde der transnati-onale Aufruf 2016 des M-ERA.NET-Kon-sortiums geöffnet. Stichtag für die Ein-reichung der obligatorischen nationalen Skizzen sowie der englischsprachigen Pre-Proposals ist der 14. Juni 2016.Im Rahmen der M-ERA.NET-Bekanntma-chung 2016 können sich Unternehmen und Forschungseinrichtungen aus fol-genden Ländern beteiligen: Deutschland, Belgien, Brasilien (Region Sao Paulo), Frankreich (Region ALCP), Italien, Irland, Israel, Island, Lettland, Luxemburg, Nie-derlande, Norwegen, Österreich, Polen, Portugal, Rumänien, Russland, Slowe-nien, Slowakei, Spanien, Südafrika, Türkei, Taiwan, Ungarn und Zypern.Es werden transnationale Verbundpro-jekte gefördert, an denen mindestens drei Verbundpartner aus mindestens zwei verschiedenen oben aufgeführten Partnerländern bzw. -regionen aktiv be-teiligt sein müssen. Die Zuwendungen werden länderspezifisch gewährt, d. h. je-des Land finanziert die an den Projekten beteiligten Unternehmen, Hochschulen oder Forschungseinrichtungen mit Sitz im jeweils eigenen Land.Es können Projektskizzen zu diesen sechs Themenfeldern eingereicht werden:
1. Integrated computational materials engineering
2. Innovative surfaces, coatings and in-terfaces
3. High performance synthetic and bio-based composite
4. Functional materials
5. Interfaces between materials and bio-logical hosts for health applications
6. Materials for additive manufacturing.
Als Querschnittsthema kann der Bereich „materials for low carbon energy techno-logies and related production technolo-gies“ adressiert werden.Das BMBF (Referat 511) und der Projekt-träger Jülich mit dem nationalen Förder-programm „Vom Material zur Innovation“, haben eine Themenauswahl und eine Themenfokussierung vorgenommen. Bei Projektskizzen mit deutscher Betei-
Europäische Nachrichten aus Jülich
ligung können die Bereiche 2, 3, 4 und 6 adressiert werden. Außerdem muss der Themenschwerpunkt im Bereich Gra-phen, graphenähnliche Materialien, Bat-teriematerialien oder Materialien für die Additive Fertigung liegen. Die Beteiligung deutscher Industriepartner wird positiv gewertet. Verbünde mit signifikanter Mit-wirkung von Industriepartnern werden bevorzugt behandelt. Informationen zur deutschen Beteiligung sind hier zu finden: https://www.ptj.de/werkstoffinnovationen.Als weiterer deutscher Fördermittelgeber beteiligt sich das BMBF Referat 512 an der Ausschreibung. Alle erforderlichen Call-Unterlagen und Informationen zu den teilnehmenden För-derorganisationen sind auf der M-ERA.NET Webseite zu finden: http://www.m-era.net/joint-call-2016.Jeder Partner sollte vor der Antragstellung unbedingt seine nationale Förderagentur kontaktieren und sich sorgfältig über die nationalen Teilnahmebedingungen infor-mieren.Zur Unterstützung bei der Partnersuche dient die NMP-TeAm3 Partnersuchplatt-form. Hier können Partnerangebote und Partnergesuche eingestellt und angese-hen werden: http://www.nmpteam.com/Das „ERA-NET on research on materials science and engineering including inter-
national cooperation – M-ERA.NET“ – mit 41 Partnern aus 28 verschiedenen Län-dern, startete Anfang 2012 als Projekt im siebten EU-Forschungsrahmenprogramm (FP7). Es wird nun von 2016 bis 2021 als Horizont 2020 Projekt fortgeführt. Inhaltlich wird eine breite Themenviel-falt von grundlagenorientierten Materi-alwissenschaften über Forschung und Entwicklung innovativer Werkstoffkon-zepte bis zu den Herstellungsprozessen abgedeckt. Deutsche Projektpartner sind das Bundesministerium für Bildung und Forschung (BMBF) und der Projektträger Jülich mit dem nationalen Förderpro-gramm „Vom Material zur Innovation“, so-wie der Projektträger Karlsruhe mit dem nationalen Programm „Innovationen für die Produktion, Dienstleistung und Arbeit von morgen“. Geplant sind u. a. jährliche transnationale Ausschreibungen.
Ansprechpartner: Katharina Schumacher Projektträger Jülich Geschäftsbereich NMT, 52425 JülichTel.: 02461/61-4879Email: [email protected]. Moritz WarneckeProjektträger JülichGeschäftsbereich NMT, 52425 JülichTel.: 02461/61-2458Email: [email protected]
Interessenten an der Werkstoffforschung in den Rahmenprogrammen der EU für Forschung- und Innovation können in Deutschland Unterstützung durch die vom Bundesministerium für Bildung und Forschung finanzierte Nationale Kontaktstelle Werkstoffe erhalten. Die Leistungen umfassen u. a.
• die Informationsaufbereitung und -weitergabe zu den Inhalten und Modalitäten der europäischen Forschungsförderung und zu aktuellen Entwicklungen in Brüs-sel in Form von Newslettern und Internetseiten;
• Unterstützung bei der Ermittlung geeigneter Ausschreibungsthemen sowie bei der Suche nach Kooperationspartnern;
• individuelle Beratung bis hin zur Durchsicht und Kommentie-rung von Projektanträgen.
Weitere Informationen und Kontaktdaten unter:
www.nks-werkstoffe.de

Dichtungen GmbHGummi Kunststoffe Dichtungen
Sofortbedarf - Einzel- und Serienfertigung
keine Werkzeugkosten
Derchinger Str. 143 | 86165 AugsburgTel. 0821/74867-0 | Fax 0821/74867-99
[email protected] | www.jurima-gmbh.de
• Mit bis zu zwölf Eingängen(je nach Typ)
• Stromversorgung über die USB-Schnittstelle
• über einen Treiber eine virtuelle serielle Schnittstelle
• Fusstasteranschluss• USB-Kabel & Treiber im
Lieferumfang enthalten• Verschiedene Messmittel
unter einen Hut
BOBE Industrie-ElektronikSylbacher Str. 3, D-32791 Lage, Tel. 0 52 32/9 51 08-0, Fax 0 52 32/6 44 94eMail: [email protected],Internet: www.bobe-i-e.de
Die M-Box als USB-Interface für die Qualtitässicherung
Hält 20 mal länger* mit Hochleistungskeramik
* mindestens - Maschinenbauteile aus Keramik. Verschleißfest, magnetisch und elektrisch neutral. Mehr unter doceram.com
3D-Entspiegelungsspray
Heidgraben, Tel. 04122 922-0www.helling.de
Handjochmagnete
Heidgraben, Tel. 04122 922-0www.helling.de
Rissprüfmittel für PT + MT
Heidgraben, Tel. 04122 922-0www.helling.de
UV-Leuchten
Heidgraben, Tel. 04122 922-0www.helling.de
Technische KeramikSiemensstraße 2D-73095 AlbershausenTel. +49 (0) 71 61 / 93 82-0Fax +49 (0) 71 61 / 93 [email protected]
Technische KeramikKeramische Beschichtungen
RauschertHeinersdorf-Pressig GmbHBahnhofstraße 1D-96332 Pressig
Tel. 0049-9265-78-0Fax 0049-9265-78-10899 infowww.rauschert.com
@ rauschert.deprg.
Besuchen Sie uns auch online www.werkstoffzeitschrift.de

6 Werkstoffe 3/20166 Werkstoffe 3/2016
Die Verwendung von Nanopartikeln im Bereich des 3D-Drucks schreitet schnell voran. Vor allem bei auf Polymer basierten Materialien konnten z.B. durch Zugabe von Kohlenstoff-Nanoröhrchen, Graphen etc. sowohl signifikante Verbesserungen der mechanischen Eigenschaften als auch zusätzliche Eigenschaften, wie z. B. Einstellung elektrischer Leitfähig-keit (Elektronikbauteile, Sensoren, etc.) erzielt werden. Allerdings ist in dem noch jungen Technologiefeld des Additive Ma-nufacturing die Materialauswahl insbe-sondere für strukturelle Bauteile (i.d.R. Metall), welche hohen Anforderungen und Betriebsbedingungen (Lebensdauer, Hochtemperaturverhalten, Dämpfung, Maßhaltigkeit, etc.) unterworfen sind, heute noch sehr begrenzt. Obwohl Erfah-rungen im Einsatz von Nanopartikeln als Zusatz in Metallpulvern auch für AM-Ver-fahren existieren, wurde bisher insbeson-dere die Optimierung der Dispergierung innerhalb der Metallmatrix wie auch eine maßgeschneiderte Industrialisierung des Herstellungsprozesses für bestimmte Materialien/Produkte wenig betrachtet.Im Rahmen des EU-Projektes NANOTU-N3D forscht daher die vor allem als Her-steller von Hochenergie-Kugelmühlen (Simoloyer®) zur Herstellung nanostruk-turierter Werkstoffe durch High Kinetic Processing (HKP) bekannte Zoz GmbH aus Nordrhein Westfalen zusammen mit mehreren europäischen Partnern an der Entwicklung von neuartigen na-no-modifizierten Titanlegierungen für AM-Anwendungen. Unter einer teilweise dramatischen Verbesserung der mecha-nischen Eigenschaften sollen hier Struk-turbauteile, insbesondere für den Einsatz in Luft- & Raumfahrt sowie im Ausrü-stungssektor, bei gleichzeitiger Beibehal-tung der Vorteile von 3D-Druck-Verfahren (kurze Produktionszeiten auch für hoch-komplexe Bauteile, geringer Werkzeug-einsatz, effizienter Rohstoffeinsatz, etc.) mit damit einhergehender Kostenerspa-rung möglich werden. Der Fokus liegt in diesem Fall auf der Titanlegierung Ti6Al4V, welche mittels optimal dispergierten Na-nopartikeln verstärkt werden soll.
Auch im Fall von Pulverwerkstoffen für den Leichtbau ist die Verwendung von z. B. keramischen Nanopartikeln, feinst-verteilt durch HKP zur Verbesserung mechanischer Eigenschaften bekannt und etabliert. Für die Konsolidierung von Metallen durch Additive Manufacturing Verfahren wie EBM (Electron Beam Mel-ting) sowie SLM (Selective Laser Melting) sollen die Ausgangspulver nach heutigem Stand der Technik allerdings eine mög-lichst sphärische Partikelgeometrie auf-weisen. Genau das stellt an die Pulver-herstellung mittels HKP, insbesondere für duktile Basiswerkstoffe, bis heute eine große Herausforderung.Der wesentliche Unterschied zwischen dem EBM- und SLM-Verfahren liegt im Einsatz von unterschiedlichen Wärme-quellen und damit einhergehend unter-schiedlichen Bedingungen innerhalb der Produktionsmaschinen. Während das Pulver im EBM-Prozess durch einen oder mehrere Elektronenstrahlen geschmol-zen wird, kommt bei SLM hier ein Laser zum Einsatz. Die unterschiedlichen Wär-mequellen führen zu unterschiedlichen Genauigkeiten in Bezug auf die Oberflä-chengüte und Toleranzen und zu unter-schiedlichen Durchlaufzeiten. Auch die jeweiligen Bedingungen in der Prozess-kammer (Inertgas bei SLM, Vakuum bei EBM) führen zu unterschiedlichen Ma-terialeigenschaften im Hinblick auf die metallurgischen Strukturen und auf eine eventuelle Nachbearbeitung der gedruck-
ten Bauteile (Reduktion von Eigenspan-nungen, Schließung von Poren, etc.).Da sich aufgrund der unterschiedlichen Dichten von Metallschmelze und Kera-mikpartikeln eine optimale Dispergierung innerhalb des für den 3D-Druck verwen-deten Pulvermaterials als schwierig ge-staltet, liegt das Hauptaugenmerk der Forschungsarbeiten in einer bestmöglich homogenen Verteilung der Nanoparti-kel innerhalb der Metalllegierung – bei Einstellung einer bestmöglichen sphä-rischen Pulverpartikelform.Für die Herstellung der Pulver werden dazu innerhalb des Forschungsprojekts mit den Verfahren VIGA (Vacuum Induc-tion Melting Inert Gas Atomization) und EIGA (Electrode Inert Gas Atomization) zwei verschiedene Methoden der Roh-pulverherstellung genauer untersucht. Hierbei handelt es sich jeweils um Arten der Pulververdüsung, wobei im VIGA-Verfahren die Keramik-Nanopartikel im Verdüsungsvorgang separat in die Metall-tropfen in-situ „injiziert“ werden, während bei EIGA eine pulvermetallurgisch bereits vorgefertigte Elektrode (hergestellt via HKP, Simoloyer®) mit optimaler Disper-gierung der Nanopartikel induktiv aufge-schmolzen wird.Innerhalb der dreijährigen Projektlaufzeit (seit Oktober 2015) soll für die o. g. Ti-tanlegierung mit Zusatz von sogenannten „Core-Shell“-Nanopartikeln aus SiC (mit TiO2 oder Fe2O3 Hülle) ein optimierter Her-stellungsprozess evaluiert werden. Dabei soll der gesamte Produktionsprozess, beginnend mit der Pulverherstellung bis zum fertig gedruckten Bauteil sowohl im Labormaßstab als auch mit Hinblick auf spätere industrielle Fertigung abgebildet werden.Für die fertigen Spezialbauteile wird von einer Verbesserung der mechanischen Eigenschaften (Streckgrenze, Zugfe-stigkeit, Härte, Verschleiß, etc.) von ca. 30 % ausgegangen. In kritischen Anwen-dungen sollen zwischen 40 bis 50 % an Rohstoff eingespart werden können.Das Projekt NANOTUN3D wird unter dem „Grant Agreement No. 685952“ durch das Horizon 2020 Forschungs- und Inno-vationsprogramm der Europäischen Uni-on gefördert.
Nähere Informationen finden Sie unter: http://www.nanotun3d.eu
Autor:Dipl.-Ing. Andreas [email protected]
Wissenswertes aus NRW
Schematische Darstellung der AM-Verfahren (links EBM, Mitte SLM) sowie Simoloyer® HKP-Prozess- anlage (rechts)
Nano-modifizierte Titanlegierung für Additives Herstellungsverfahren
Werkstoffe 3/2016 76 Werkstoffe 3/2016
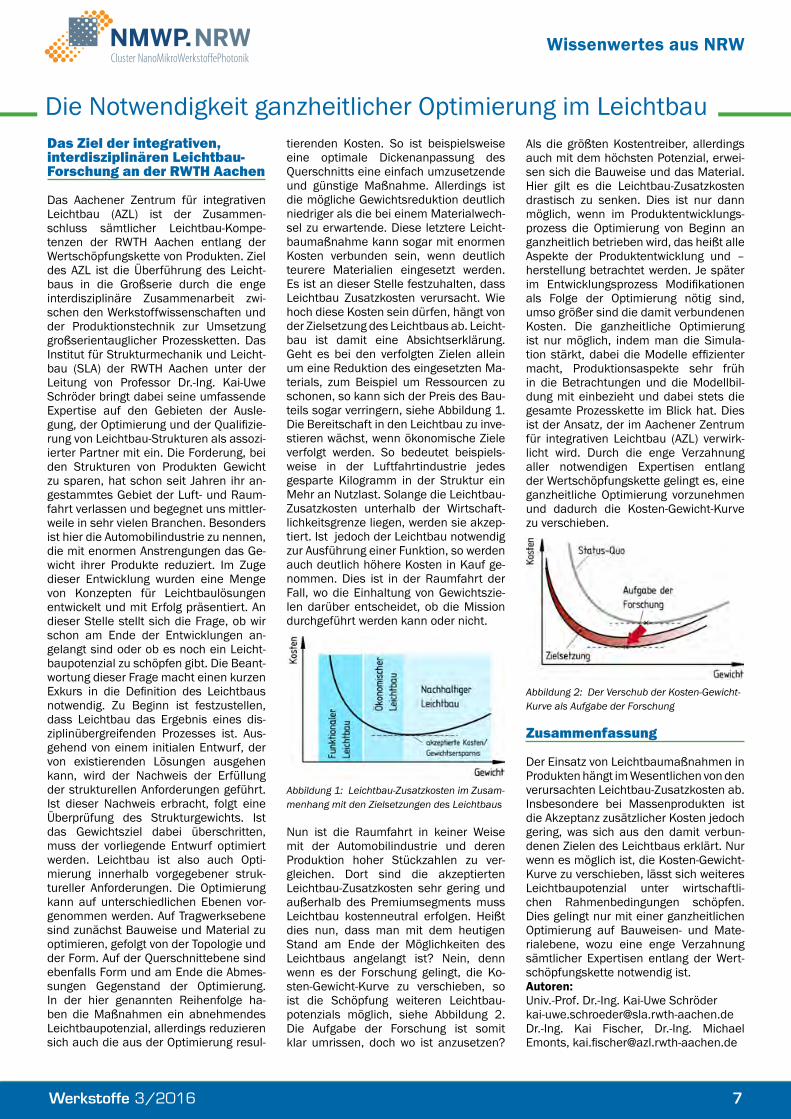
Als die größten Kostentreiber, allerdings auch mit dem höchsten Potenzial, erwei-sen sich die Bauweise und das Material. Hier gilt es die Leichtbau-Zusatzkosten drastisch zu senken. Dies ist nur dann möglich, wenn im Produktentwicklungs-prozess die Optimierung von Beginn an ganzheitlich betrieben wird, das heißt alle Aspekte der Produktentwicklung und –herstellung betrachtet werden. Je später im Entwicklungsprozess Modifikationen als Folge der Optimierung nötig sind, umso größer sind die damit verbundenen Kosten. Die ganzheitliche Optimierung ist nur möglich, indem man die Simula-tion stärkt, dabei die Modelle effizienter macht, Produktionsaspekte sehr früh in die Betrachtungen und die Modellbil-dung mit einbezieht und dabei stets die gesamte Prozesskette im Blick hat. Dies ist der Ansatz, der im Aachener Zentrum für integrativen Leichtbau (AZL) verwirk-licht wird. Durch die enge Verzahnung aller notwendigen Expertisen entlang der Wertschöpfungskette gelingt es, eine ganzheitliche Optimierung vorzunehmen und dadurch die Kosten-Gewicht-Kurve zu verschieben.
Abbildung 2: Der Verschub der Kosten-Gewicht-Kurve als Aufgabe der Forschung
Zusammenfassung
Der Einsatz von Leichtbaumaßnahmen in Produkten hängt im Wesentlichen von den verursachten Leichtbau-Zusatzkosten ab. Insbesondere bei Massenprodukten ist die Akzeptanz zusätzlicher Kosten jedoch gering, was sich aus den damit verbun-denen Zielen des Leichtbaus erklärt. Nur wenn es möglich ist, die Kosten-Gewicht-Kurve zu verschieben, lässt sich weiteres Leichtbaupotenzial unter wirtschaftli-chen Rahmenbedingungen schöpfen. Dies gelingt nur mit einer ganzheitlichen Optimierung auf Bauweisen- und Mate-rialebene, wozu eine enge Verzahnung sämtlicher Expertisen entlang der Wert-schöpfungskette notwendig ist.Autoren:Univ.-Prof. Dr.-Ing. Kai-Uwe Schrö[email protected]. Kai Fischer, Dr.-Ing. Michael Emonts, [email protected]
Das Ziel der integrativen, interdisziplinären Leichtbau-Forschung an der RWTH Aachen
Das Aachener Zentrum für integrativen Leichtbau (AZL) ist der Zusammen-schluss sämtlicher Leichtbau-Kompe-tenzen der RWTH Aachen entlang der Wertschöpfungskette von Produkten. Ziel des AZL ist die Überführung des Leicht-baus in die Großserie durch die enge interdisziplinäre Zusammenarbeit zwi-schen den Werkstoffwissenschaften und der Produktionstechnik zur Umsetzung großserientauglicher Prozessketten. Das Institut für Strukturmechanik und Leicht-bau (SLA) der RWTH Aachen unter der Leitung von Professor Dr.-Ing. Kai-Uwe Schröder bringt dabei seine umfassende Expertise auf den Gebieten der Ausle-gung, der Optimierung und der Qualifizie-rung von Leichtbau-Strukturen als assozi-ierter Partner mit ein. Die Forderung, bei den Strukturen von Produkten Gewicht zu sparen, hat schon seit Jahren ihr an-gestammtes Gebiet der Luft- und Raum-fahrt verlassen und begegnet uns mittler-weile in sehr vielen Branchen. Besonders ist hier die Automobilindustrie zu nennen, die mit enormen Anstrengungen das Ge-wicht ihrer Produkte reduziert. Im Zuge dieser Entwicklung wurden eine Menge von Konzepten für Leichtbaulösungen entwickelt und mit Erfolg präsentiert. An dieser Stelle stellt sich die Frage, ob wir schon am Ende der Entwicklungen an-gelangt sind oder ob es noch ein Leicht-baupotenzial zu schöpfen gibt. Die Beant-wortung dieser Frage macht einen kurzen Exkurs in die Definition des Leichtbaus notwendig. Zu Beginn ist festzustellen, dass Leichtbau das Ergebnis eines dis-ziplinübergreifenden Prozesses ist. Aus-gehend von einem initialen Entwurf, der von existierenden Lösungen ausgehen kann, wird der Nachweis der Erfüllung der strukturellen Anforderungen geführt. Ist dieser Nachweis erbracht, folgt eine Überprüfung des Strukturgewichts. Ist das Gewichtsziel dabei überschritten, muss der vorliegende Entwurf optimiert werden. Leichtbau ist also auch Opti-mierung innerhalb vorgegebener struk-tureller Anforderungen. Die Optimierung kann auf unterschiedlichen Ebenen vor-genommen werden. Auf Tragwerksebene sind zunächst Bauweise und Material zu optimieren, gefolgt von der Topologie und der Form. Auf der Querschnittebene sind ebenfalls Form und am Ende die Abmes-sungen Gegenstand der Optimierung. In der hier genannten Reihenfolge ha-ben die Maßnahmen ein abnehmendes Leichtbaupotenzial, allerdings reduzieren sich auch die aus der Optimierung resul-
tierenden Kosten. So ist beispielsweise eine optimale Dickenanpassung des Querschnitts eine einfach umzusetzende und günstige Maßnahme. Allerdings ist die mögliche Gewichtsreduktion deutlich niedriger als die bei einem Materialwech-sel zu erwartende. Diese letztere Leicht-baumaßnahme kann sogar mit enormen Kosten verbunden sein, wenn deutlich teurere Materialien eingesetzt werden. Es ist an dieser Stelle festzuhalten, dass Leichtbau Zusatzkosten verursacht. Wie hoch diese Kosten sein dürfen, hängt von der Zielsetzung des Leichtbaus ab. Leicht-bau ist damit eine Absichtserklärung. Geht es bei den verfolgten Zielen allein um eine Reduktion des eingesetzten Ma-terials, zum Beispiel um Ressourcen zu schonen, so kann sich der Preis des Bau-teils sogar verringern, siehe Abbildung 1. Die Bereitschaft in den Leichtbau zu inve-stieren wächst, wenn ökonomische Ziele verfolgt werden. So bedeutet beispiels-weise in der Luftfahrtindustrie jedes gesparte Kilogramm in der Struktur ein Mehr an Nutzlast. Solange die Leichtbau-Zusatzkosten unterhalb der Wirtschaft-lichkeitsgrenze liegen, werden sie akzep-tiert. Ist jedoch der Leichtbau notwendig zur Ausführung einer Funktion, so werden auch deutlich höhere Kosten in Kauf ge-nommen. Dies ist in der Raumfahrt der Fall, wo die Einhaltung von Gewichtszie-len darüber entscheidet, ob die Mission durchgeführt werden kann oder nicht.
Abbildung 1: Leichtbau-Zusatzkosten im Zusam-menhang mit den Zielsetzungen des Leichtbaus
Nun ist die Raumfahrt in keiner Weise mit der Automobilindustrie und deren Produktion hoher Stückzahlen zu ver-gleichen. Dort sind die akzeptierten Leichtbau-Zusatzkosten sehr gering und außerhalb des Premiumsegments muss Leichtbau kostenneutral erfolgen. Heißt dies nun, dass man mit dem heutigen Stand am Ende der Möglichkeiten des Leichtbaus angelangt ist? Nein, denn wenn es der Forschung gelingt, die Ko-sten-Gewicht-Kurve zu verschieben, so ist die Schöpfung weiteren Leichtbau-potenzials möglich, siehe Abbildung 2. Die Aufgabe der Forschung ist somit klar umrissen, doch wo ist anzusetzen?
Wissenwertes aus NRW
Die Notwendigkeit ganzheitlicher Optimierung im Leichtbau

8 Werkstoffe 3/20168 Werkstoffe 3/2016
Das europaweite Netzwerk Enterprise Europe Network (EEN) mit rund 600 Part-nern in über 60 Ländern hat 17 interne Sektorgruppen, in denen sich die Mitglie-der austauschen und bei regelmäßigen Treffen gemeinsame Aktionen im Dienst der Unternehmer und Wissenschaftler Europas planen. Das Steinbeis-Europa-Zentrum vertritt die Interessen der ba-den-württembergischen Unternehmen im EEN mit Bezug zu Forschung und Innova-tion und ist Mitglied in den Sektorgrup-pen Werkstoffe/Materialien, nachhaltiger Bau, Nano- und Mikrotechnologien, Um-welt Automobil, Healthcare, Transport und Logistik, BioChemTec, IKT, Intelli-
gente Energien und Women Entrepre-neurship. Die Sektorgruppe Werkstoffe & fortschrittliche Materialien unterstützt die Unternehmen bei der Internationa-lisierung und der Umsetzung von Inno-vationen. Unter anderem organisiert sie Unternehmerreisen und Kooperations-börsen. Dabei stehen folgende Themen im Fokus: Metalle, Kunststoffe, Polymere, biobasierte Materialien, Keramik, Be-schichtung und Verbundstoffe.Die Dienstleistungen der Sektorgruppe umfassen:• Suche nach Kooperationspartnern• Vermarktung innovativer Technologien• Vermittlung von potenziellen Partnern
z.B. auf internationalen Messen• Technologische Lösungen zur Pro-
duktentwicklung• Unterstützung bei der Finanzierung
und Förderung von Forschung, Ent-wicklung und Demonstration
• Transnationaler Technologietransfer• Beratung zu geistigen Eigentums-
rechten im In- und AuslandKontakt:Dr. Aude Pélisson-ScheckerE-Mail: [email protected]
Sektorgruppe Werkstoffe / Materialienhttp://een.ec.europa.eu/about/sector-groups/materials
Die Sektorgruppe Materialien des Enterprise Europe Network
Nachrichten aus dem Steinbeis Zentrum
29.-30.09.2016 in Besançon (Frankreich)
Die internationale Mikrotechnologie-Messe MICRONORA findet alle zwei Jah-re statt. Sie richtet sich an Unternehmen und Forschungseinrichtungen aus den Branchen Mikrotechnologie, Präzisions-technologie, Nanotechnologie, Miniatu-risierung und deren verschiedenen An-wendungen: Medizintechnik, Luftfahrt, Automobilindustrie, Telekommunikation, Mikroelektronik und Luxusgüterindustrie.
15.06.2016 Haus der Wirtschaft Stuttgart
Das alle zwei Jahre stattfindende landes-weite Cluster-Forum des Ministeriums für Finanzen und Wirtschaft Baden-Württem-berg ist der Fachkongress für clusterrele-vante Themen und wichtigster Treffpunkt für alle clusterinteressierten Personen in Baden-Württemberg.Das 7. Cluster-Forum steht unter dem Motto „Mit Clustern neue Wege gehen: Inspirationen zum Querdenken und Aus-brechen“. Die Veranstaltung nimmt das
Auf der Messe veranstalten das Stein-beis-Europa-Zentrum und CCI Région Franche-Comté im Rahmen des Enter-prise Europe Network die europäische Kooperationsbörse „Micro & Nanotech-nologies“. Bei vorab gebuchten bilate-ralen Gesprächen können die Teilnehmer Kooperationspartner kennenlernen und Erfahrungen auf internationaler Ebene austauschen. Ein Fokus liegt den The-men FOTGESCHRITTENE WERKSTOFFE, MIKRO- UND NANOSYSTEME, SMART MA-NUFACTURING.
bedeutende Thema der Veränderungsbe-reitschaft in den Fokus und ist somit für Wirtschaft, Wissenschaft und Politik glei-chermaßen interessant.Als besonderes Highlight wird der re-nommierte Trend- und Zukunftsforscher Matthias Horx (www.horx.com) aufzeigen, wo Chancen zum Auf- und Ausbrechen liegen und was der Unterschied zwischen realistischem und fatalem Optimismus ist. Nach der Vorstellung weiterer Pra-xisbeispiele besteht die Möglichkeit, in verschiedenen interaktiven Workshops selbst quer zu denken.
Veranstaltungsort
Parc des Expositions Micropolis / Boule-vard Ouest25052 BESANÇON CEDEX 5, FrankreichAnmeldung bis 15.09.2016Webseite: https://www.b2match.eu/micro-nano-event2016/registrationAnsprechpartner am SEZDr. Sabine Müller, Email: [email protected]. Aude Pélisson-Schecker, Email: [email protected]
Anmeldung
https://ssl.vdivde-it.de/registration/ 2574
Ansprechpartner
Steinbeis-Europa-ZentrumDr. Frederik MetzgerTel. 0711 123 4042Email: [email protected] Baden-Württemberg E-Mail: [email protected]
Europäische Kooperationsbörse auf der internationalen Mikrotechnik- und Präzisionsmesse MICRONORA
7. Cluster-Forum 2016 „Mit Clustern neue Wege gehen: Inspirationen zum Querdenken und Ausbrechen“

Werkstoffe 3/2016 98 Werkstoffe 3/2016
In der Vanguard-Initiative haben sich 30 europäische Regionen zusammengeschlossen, um Innovation und industrielles Wachs-tum in der EU voranzubringen. Unternehmen und Forschungs-einrichtungen, die mehr über die Vanguard-Initiative erfahren möchten oder eine Mitwirkung anstreben, können sich künftig an das SEZ wenden, das seit Januar 2016 als „Vanguard-Stütz-punkt Baden-Württemberg“ agiert. Die vom Ministerium für Finanzen und Wirtschaft geförderte Anlaufstelle will Industrie und Forschung im Land für die Initiative und ihre Möglichkeiten sensibilisieren und die in der Initiative mitwirkenden Akteure gemeinsam mit dem Ministerium unterstützen. Am 25. Februar kamen Unternehmen und Forschungseinrichtungen aus den 30 Regionen der Vanguard-Initiative in Brüssel zu einem Matchma-king-Event zusammen. Rund 400 Teilnehmer nutzten die Ge-legenheit, um sich über die insgesamt 32 Innovationsprojekte zu informieren und auszutauschen, die derzeit im Rahmen des Netzwerks vorbereitet werden.Zu den Kernthemen des 2013 gegründeten und seither deutlich erweiterten Netzwerks zählen:• Effiziente und nachhaltige Fertigung• 3D-Druck in der Produktion• Nanotechnologien sowie• Bioökonomie – Innovative Nutzung von Non-Food Biomasse
Hier erarbeiten länderübergreifende Konsortien von Unterneh-men und Forschungseinrichtungen innovative technologische Lösungen und Geschäftsmodelle. Ziel ist es, diese anschlie-ßend pilothaft umzusetzen bzw. im größeren Maßstab länder-übergreifend Demonstrationsprojekte durchzuführen. Diese Kooperationen werden für Industrie und Forschung aus Baden-Württemberg erschlossen, unter anderem durch gezielte Bera-tungen und Workshops.Nina Fritz, [email protected]
Nachrichten aus dem Steinbeis Zentrum
Steinbeis-Europa-Zentrum ist neuer Vanguard-Stützpunkt Baden-Württemberg
I n g e n i e u r s k u n s t 4 . 0
Für Maschinen- und Anlagenbauer steht es 4 :0. Die 4. industrielle
Revolution steht auf der digitalen Agenda der Welt. Das Fundament
für die Kunststoffproduktion der Zukunft. Das Ziel: Produktions-
prozesse zu vernetzen und zu verzahnen. Die weltweit bedeutendste
Messe der Kunststoff- und Kautschukindustrie präsentiert Ihnen mit
rund 3.200 Ausstellern in 19 Messehallen auf über 171.000 m2
Ausstellungsfl äche das gesamte globale Angebotsspektrum der
Branche. Alles, was in Zukunft die Welt bewegt. Planen Sie jetzt Ihren
Besuch.
Y o u r K e y t o t h e F u t u r e
k-online.com
kmd1602_Maschinenbau_100x297+3_DE.indd 1 14.04.16 16:41

10 Werkstoffe 3/201610 Werkstoffe 3/2016
WesterWaldCampus der Hochschule Ko-blenz und anliegende Forschungsinsti-tute bieten nachgefragte Ausbildung und Forschung auf höchstem NiveauHöhr-Grenzhausen gilt als das größte Aus-bildungs- und Forschungszentrum für Ke-ramik in Europa. Im Netzwerk von acht In-stitutionen können junge Menschen ihre berufliche Laufbahn in allen Ausbildungs-ebenen einzigartig gestalten. Der ingeni-eurwissenschaftliche Bachelor- und Ma-sterstudiengang Werkstofftechnik Glas und Keramik am WesterWaldCampus er-möglicht ein breit gefächertes Berufsan-gebot in der Forschung und Entwicklung, in der Produktion keramischer Erzeug-nisse sowie im Vertrieb. Das abwechs-lungsreiche und anwendungsorientierte Studium zeichnet sich insbesondere durch seine hohe Praxisorientierung aus. Durch kleine Semester sind eine gezielte und intensive Ausbildung und Betreuung möglich. Die enge Vernetzung zu Industrie und Forschung eröffnet den Studierenden frühzeitig Kontakte zu den Unternehmen, bei denen sie später ihren beruflichen Einstieg finden. Sowohl die Bachelor- als auch die Masterstudierenden haben ex-zellente Chancen auf dem Arbeitsmarkt. Die Nachfrage an Ingenieur/innen der Werkstofftechnik für Glas und Keramik ist dreimal so hoch wie die Anzahl der Absolventeninnen und Absolventen. Auch im Hinblick auf die keramische Forschung setzt der Campus Maßstäbe.
Optimization of high-tempera-ture thermal shock resistance CORNET 130EN
Für die Zustellung von Stahlpfannen wer-den aufgrund kürzerer Zustellungszeiten
und Kosteneinsparungen immer öfter monolithische Feuerfestmaterialien im Gegensatz zu vorgesinterten Steinen ver-wendet. Im Projekt HiShock geht es um die Entwicklung Al2O3-basierter, monoli-thischer Feuerfestmaterialien mit opti-mierter Hochtemperatur-Thermoschock-beständigkeit durch Änderungen der Phasenbestandteile. Eine in-situ Spinell-bildung soll für eine Elastifizierung der Feuerfestauskleidung der Stahlpfanne bei hohen Temperaturen sorgen. Hier-zu werden zunächst in Matrixversuchen verschiedene Precursoren auf ihr Spinell-Bildungsvermögen untersucht. Ausge-wählte Precursoren werden nachfolgend in zementhaltige und zementfreie Feu-erbetone implementiert. Weiter soll im
Rahmen des Projektes ein neuartiges Prüfverfahren zur Hochtemperatur-Ther-moschockbeständigkeit und eine neuar-tige bildbasierte Interpretationsmethode entwickelt werden.
Projektpartner: FGF e.V./CRIBC Belgien
Optimization of the water-to- cement ratio of refractory castables CORNET 119EN
Bei der Entwicklung von Feuerbetonen werden zwei wesentliche Ziele verfolgt: Zum einen wird der Anteil an Calcium-aluminatzement (CAC) systematisch gesenkt, zum anderen wird der An-machwassergehalt reduziert, um eine möglichst geringe Porosität zu erzielen. Untersucht man das Mikrogefüge solcher Feuerbetone, so stellt man fest, dass in den meisten Fällen der CAC nicht voll-ständig hydratisiert ist, also während des Abbindens keinerlei Funktion hat, jedoch die Feuerfestigkeit mindert. Der Lösungsansatz besteht darin, den Ze- mentgehalt optimal auf die Wasserzuga-be abzustimmen, sodass eine vollstän-dige Hydratisierung erfolgt und möglichst kein Porenwasser zurück bleibt. Um die-ses Ziel zu erreichen, werden verschie-dene Mess- und Prüfverfahren zur Inter-pretation des Abbindeverhaltens genutzt. Hierzu zählen neben den etablierten Ver-fahren wie Temperaturentwicklung und Änderung der Schalllaufzeit durch einen Probekörper auch die Änderung der elek-trischen Leitfähigkeit, die gravimetrische
Ausbildungs- und Kompetenzzentrum für Werkstoffentwicklung
IMKK aktuell

Werkstoffe 3/2016 1110 Werkstoffe 3/2016
IMKK aktuell
geometrieabhängige Umrechnungsfak-toren zu bestimmen.
Für weitere Informationen besuchen Sie unsere Homepage: www.hs-koblenz/wwc.de oder melden Sie sich unter: 02604/910916
physikalische Größen abgeleitet. Zudem werden Versuche mit unterschiedlichen Verflüssigern und variierenden Verflüssi-ger- und Anmachwassergehalten durch-geführt, um deren Einfluss weiter bestim-men zu können. Die durch das manuelle Abheben des Setztrichters auftretenden Abweichungen sollen im weiteren Ver-lauf des Projektes durch eine Auto-matisierung die-ses Verfahrens-schrittes minimiert werden. Zusätzlich soll die Viskosität von Feuerbetonen bestimmt werden. Hierfür wird ein Kugel-Rotations-Viskosimeter ge-nutzt. Auf Grund der Geometrie ist es möglich, Stoff-systeme mit Zu-schlagstoffen bis zu 5 mm zu mes-sen. Das Mess-system ist wie folgt aufgebaut: In einem zylind-rischen Probege-fäß bewegt sich eine Kugel auf einer Kreisbahn mit einer defi-nierten Rotations-geschwindigkeit. Das resultierende Moment wird auf-genommen und dient als Berech-nungsgrundlage für die scheinbare Viskosität. Zur Be-rechnung der ab-soluten Viskosität ist es notwendig,
Bestimmung der Poren- und Hydratwas-seranteile sowie rasterelektronenmikro-skopische Bewertungen verschiedener Betongefüge.
Projektpartner: FGF e.V./ICIMB Gliwice
Rheologische Wechsel- wirkungen tonmineralhaltiger Rohstoffe IGF-Vorhaben Nr.: 17882N
Durch immer komplexere Vorgängen beim Schlickergussverfahren resultieren Ausschussquoten zwischen 5 und 10%. Dabei werden die Einflüsse der Mineralo-gie, chemischen Zusammensetzung und der Korngrößenverteilung nicht ausrei-chend berücksichtigt. Die traditionellen Einpunkt-Messmethoden müssen daher um eine standardisierte und prüfmittelfä-hige Messmethode erweitert werden. Die Rotationsviskosimetrie stellte sich nach Prüfmittelfähigkeitsanalysen als sehr ge-eignet heraus. Darüber hinaus ermöglicht diese Messmethode die Erfassung von rheologischen und kolloidchemischen Kenngrößen, sodass reale Verfahrens- und Produktionsbedingungen abgebildet werden können. Eine prüfmittelfähige rheologische Messmethodik soll mit Hilfe der Rotationsviskosimetrie auf der Basis rheologischer Modelle und des Einbe-zugs verfahrenstechnischer Parameter entwickelt werden. Anhand eines ausge-wählten Rohstoffspektrums wird daraus ein rheologisch-mathematisches Modell entwickelt.
Projektpartner: FGK
Rheologie grobkeramischer Massen
Zur Beschreibung der rheologischen Ei-genschaften eines Feuerbetons wird mit-tels Videoaufzeichnung der Fließvorgang bei der Bestimmung des Ausbreitmaßes (ABM) in Anlehnung an DIN EN ISO 1927-4 erfasst. Anschließend werden durch Auswertung der Fließkurven weitere
workeer
Die Online-Jobbörse für Geflüchtete und ArbeitgeberAuf Workeer kommen Geflüchtete und Arbeitgeber
direkt, unkompliziert und kostenfrei in Kontakt.
Schalten Sie Stellenanzeigen oder suchen Sie in
unserem Bewerberpool gezielt nach neuen
Mitarbeitenden. Eröffnen Sie Chancen und
entdecken so ungenutze Potenziale.
WWW.WORKEER.DE

12 Werkstoffe 3/2016
Nachrichten des Deutschen Kupferinstituts
Experten diskutieren EU-Maß-nahmen / Einheitliches System fehlt
Trinkwasser ist als wichtigstes Lebens-mittel ganz grundsätzlich von sehr ho-hem Stellenwert für die Gesundheit des Konsumenten. Daher werden zu Recht in Europa sehr hohe Anforderungen an die Qualität des produzierten Wassers selbst, aber auch an seine „Transport-Ver-packung“ auf dem Weg zum Kunden ge-stellt. Seit Jahren wird auf europäischer Ebene dafür gekämpft, ein einheitliches europäisches System zu schaffen, das den Gesundheitsschutz der Verbraucher durch die Entwicklung eines vereinheitli-chten Prüf- und Zulassungsverfahrens für Materialien und Produkte, die in Kontakt mit Trinkwasser kommen, garantiert. Auf Einladung des Deutschen Kupferinstituts, das sich seit Jahren auf europäischer Ebene im Auftrag der europäischen Kup-fer-Halbzeugindustrie um den Bereich „Trinkwasser“ kümmert, diskutierten nun Vertreter des Umweltbundesamtes und des Technologiezentrums Wasser, welche Schritte unternommen werden müssen, um Trinkwasser auch weiterhin optimal zum Wohle des Verbrauchers zu schüt-zen. Dies auch vor dem Hintergrund, dass im Mai eine Veranstaltung mit der entsprechenden EU-Kommission und eu-ropäischen Spitzenverbänden in Brüssel stattfinden wird.Die EG-Trinkwasser-Richtlinie von 1998 regelt die Beschaffenheit des Trink-wassers in Europa, wonach spezifische Grenzwerte am Wasserhahn einzuhalten sind. Die Richtlinie wird mit der Trink-wasserverordnung aus dem Jahre 2001 in deutsches Recht umgesetzt. Damit kommt die Bundesrepublik ihrer Pflicht nach, beschränkt jedoch die Verwendung von in Deutschland aufgrund des hohen Gesundheitsstandards nicht geeigneten Produkten, was von der EU-Kommission wiederum als Handelshemmnis bezeich-net wird. Für das Umweltbundesamt ist diese Beschränkung jedoch wegen der gesundheitlichen Bedeutung aber ge-rechtfertigt.
Gesundheitsschutz steht im Vordergrund
Bedeutsam im Sinne des allumfäng-lichen Gesundheitsschutzes ist dabei auch die Berücksichtigung von Stoffen, die beispielsweise aus Leitungsmateri-alien ins Trinkwasser übergehen können. Oftmals sind diese hinsichtlich Vorkom-menshäufigkeit sowie Konzentrations-
Wirkungsbeziehung noch gar nicht oder nur unzulänglich verstanden. Und hier liegt das Problem für den Verbraucher: Die EG-Trinkwasser-Richtlinie schreibt in Artikel 10 den Mitgliedstaaten zwar vor, Materialien und Werkstoffe im Kontakt mit Trinkwasser zu regeln, gibt aber dabei keine konkreten Vorgaben. Dies hat dazu geführt, dass sich in einigen Mitgliedstaa-ten sehr unterschiedliche Bewertungs-verfahren entwickelt haben, während in anderen Staaten keine konkreten Rege-lungen existieren. Dazu Thomas Rapp vom Umweltbun-desamt: “Eine Regelung, die nur darauf abzielt, fertige Verteilungssysteme oder Trinkwasser-Installationen hinsichtlich möglicher Verunreinigungen zu unter-suchen, ist nicht ausreichend. Bei Un-kenntnis der genauen Bestandteile aller Komponenten ist nicht klar, auf welche Parameter das Trinkwasser zu untersu-chen ist. Zudem müssten bei festgestell-ten Überschreitungen Leitungen oder andere Komponenten im Bauwerk wieder ausgetauscht werden. Vielmehr ist es wichtig, dass die Produkte vor dem Ein-bau auf die trinkwasserhygienische Eig-nung untersucht werden und dies dem Installateur gegenüber durch ein Zertifi-kat bestätigt werden kann. Nur so kann der Verbraucher sicher sein, dass seine Gesundheit in keinerlei Weise gefährdet wird.“
Mangelnde europäische Regelung führt zu zahlreichen Problemen
Die Transport-Verpackung für Trinkwas-ser besteht in der Regel aus einem ver-zweigten Netzwerk von Rohren und Arma-turen, welche wiederum – je nach Größe, Funktion und technischer Eignung – aus sehr vielen Einzelkomponenten und ergo unterschiedlichen Vor-Materialien herge-stellt sein können. Dabei muss gewähr-leistet sein, dass das Produkt für den Anwendungszweck in der Praxis sicher betrieben werden kann. „Als Beispiel kann hier die Küchenarmatur angeführt werden. Diese muss sich beispielswei-se leicht betätigen lassen und eine Mi-schung zwischen Kalt- und Warmwasser zulassen. Es muss also ein sicherer Be-trieb im Sinne des Verbrauchers möglich sein. Bleibt man bei diesem ausgewähl-ten Beispiel so wird unter hygienischen Anforderungen verstanden, dass das Trinkwasser, das mit den in der Arma-tur verwendeten Materialien in Kontakt kommt, nicht nachteilig verändert wird“, erläutert dazu Josef Klinger, Geschäfts-führer des TZW und Leiter der Prüfstelle Wasser. Für die Hersteller von Materialien und Produkten ergibt sich noch ein wei-teres Problem: Die unterschiedlichen eu-ropäischen Anforderungsniveaus führen gegenwärtig dazu, dass in Deutschland
Verbraucherschutz optimieren: Hohe Trinkwasserqualität muss europaweit gewährleistet sein
Dr. Josef Klinger (l.) vom TZW Karlsruhe, Dr. Thomas Rapp (r.) vom Umweltbundesamt und Dr. Anton Klassert diskutierten darüber, welche Auswirkungen mangelnde europäische Regelungen im Bereich Trinkwasser auf den Verbraucherschutz haben Bild: Deutsches Kupferinstitut

Industrieofenbauseit 1902
Elektrisch und Gas-beheizte Anlagen fürdie Wärmebehandlung
GmbH
Gewerbeviertel 104420 MarkranstädtTel.: 034205/775-0Fax: 034205/775-27E-Mail: [email protected]://www.padelttherm.de
Wird auch
nicht heiß*bis 700 N/mm2 - Hochtemperaturwerk-
stoffe für industrielle Anwendungen. Halbzeuge und Zeichnungsteile.
Mehr unter dotherm.com
unter Druck*
Metallveredelung pur!
Hernee-Straße 1D-35753 Greifenstein-BeilsteinTel.: +49 (0) 27 79 - 71 07-0 Fax: +49 (0) 27 79 - 71 [email protected]
• Harteloxal (Hardcoating)
• Mittelhardcoating• Eloxieren• Polieren (extern)• Sandstrahlen• Glasperlenstrahlen
ww
w.g
arn
-vis
.co
m
90x125_Hernee 25.09.14 19:51 Seite 1
--------------------------------------------------Prodynamics GmbH - Frankfurt am Main
Tel. +49(0)69-70790850 [email protected]
-------- www.prodynamics.com --------
Sensoren & Messtechnik fürAircraft/Aerospace, Automotive & Industrie
PRODYNAMICS
--------------------------------------------------Prodynamics GmbH - Frankfurt am Main
Tel. +49(0)69-70790850 [email protected]
-------- www.prodynamics.com --------
Sensoren & Messtechnik fürAircraft/Aerospace, Automotive & Industrie
PRODYNAMICS
--------------------------------------------------Prodynamics GmbH - Frankfurt am Main
Tel. +49(0)69-70790850 [email protected]
-------- www.prodynamics.com --------
Sensoren & Messtechnik fürAircraft/Aerospace, Automotive & Industrie
PRODYNAMICS
www.karodur.com
Wasserschneidtechnik2 – 3D
www.karodur.com
Wasserschneidtechnik2 – 3D
Wasserschneidtechnik2 – 3D

14 Werkstoffe 3/201614 Werkstoffe 3/2016
zwar ein hoher Standard eingehalten wird, dieser aber durch die (fehlenden) Bestimmungen in anderen Ländern auf-geweicht wird bzw. neue Zertifizierungen nötig sind, was mit erheblichen Kosten für die Produzenten verbunden ist. Im Trinkwasserbereich ist Kupfer zusam-men mit zahlreichen Kupferlegierungen seit Jahrzehnten ein bewährter Werk-stoff, der höchste Qualität und Sicherheit für den Verbraucher garantiert. Die euro-päische Kupfer-Halbzeugindustrie hat ge-meinschaftlich spätestens seit 1998 ihre Werkstoffe, von denen man wusste, dass sie im Trinkwasser-Bereich eingesetzt werden, systematisch hinsichtlich ihrer trinkwasserhygienischen Eigenschaften geprüft und dabei jene eine Legierung aus dem Markt genommen, die den An-forderungen der Trinkwasser-Richtlinie nicht entsprochen hat. Viele weitere ha-ben ohnehin kein Problem oder wurden weiterentwickelt; es gibt auch gänzlich neue, die u.a. als Ersatz für den heraus-genommenen Werkstoff dienen können.
Forderung: Nur zuverlässige Materialien und Produkte einsetzen
Um diesen hohen Standard auch zu hal-ten, setzt sich das Deutsche Kupferinsti-tut für die Sicherstellung der bestmög-lichen Trinkwasserqualität in Europa ein. Dazu Anton Klassert, Geschäftsführer des Kupferinstituts: „Der Artikel 10 der Trink-wasserrichtlinie verlangt von Mitglied-staaten, die hygienische Sicherheit von Materialien und Produkten in Kontakt mit Trinkwasser zu gewährleisten. Aber eine entsprechende Einigung und Umsetzung auf europäischer Ebene erfordert auch
Nachrichten des Deutschen Kupferinstituts
eine gemeinsame Vereinbarung über de-ren freien Marktzugang. Bislang gibt es jedoch keinerlei legislativen Rahmen, der beide Aspekte berücksichtigt. Die Her-steller von Materialien bzw. Produkten wollen auf der sicheren Seite stehen, was die Zuverlässigkeit ihrer Produkte, aber auch den Marktzugang in der EU angeht. Dieser Marktzugang muss gewährleistet und mit Prüf- und Kontrollauflagen ver-knüpft sein, die gleichwohl die Existenz eines Herstellers nicht bedrohen, aber auch den Verbraucherschutz garantieren. Oberste Priorität hat dabei auf jeden Fall die Gewährleistung der bestmöglichen Trinkwasserqualität das heißt für uns, dass in allen EU-Staaten die hygienischen Ansprüche an entsprechende Materialien gleich hoch sein müssen und nicht gleich niedrig.“ Diesen Ansatz teilt auch das Umweltbun-desamt. Dazu Thomas Rapp: „Deutsch-land und die anderen EU-Mitgliedstaaten haben sich seit Anfang der 2000er Jahre für eine einheitliche europäische Rege-lung ausgesprochen, wie es sie für Mate-rialien im Kontakt mit Lebensmitteln gibt. Leider war die europäische Kommission bisher nicht bereit, eine entsprechende Regelung in Angriff zu nehmen. Damit be-steht für die Hersteller weiterhin ein gro-ßer Aufwand, da sie in vielen Staaten un-terschiedliche Prüfungen und Zertifikate benötigen. Für die Mitgliedstaaten ver-bleibt die Schwierigkeit, Prüfungen ande-rer Staaten anzuerkennen. Eine erzwun-gene Anerkennung kann dazu führen, dass das in Deutschland etablierte hohe Schutzniveau in Frage gestellt wird.“ Wie problematisch das nicht vorhandene System für den Verbraucher ist, unter-streicht auch Josef Klinger: „Zukünftig
gilt es, in Europa einen einheitlichen Qua-litätsstandard insbesondere bezüglich der hygienischen Anforderungen zu defi-nieren und festzulegen.“
Europäische Lösung in Sicht?
Für den Verbraucher bleibt zu hoffen, dass sich die zuständige EU-Kommission endlich bewegt und ein entsprechendes europaweit gültiges System zur Überprü-fung von Materialien und Produkten in Kontakt mit Trinkwasser installiert. Ei-nen Hoffnungsschimmer gibt es: Bereits 2015 haben sich die betroffene Industrie und Regulatoren bei einer Veranstaltung die europäischen Spitzenverbände Eur Eau, European Copper Institute, Plastics Europe sowie Aqua Europa für eine ein-heitliche europäische Umsetzung des Artikel 10 der EG-Trinkwasser-Richtlinie aus dem Jahre 1998 ausgesprochen. Am 12. Mai dieses Jahres werden in einer Folgeveranstaltung in Brüssel nun neben einer neuen Studie des Generaldirekto-rats „Umwelt“ der Europäischen Kom-mission auch der aktuelle Stand der ver-schiedenen Initiativen zur Durchsetzung einer europäischen Lösung vorgestellt und diskutiert.
Deutsches Kupferinstitut Berufsverband e.V.Am Bonneshof 540474 DüsseldorfPhone: +49 (0) 211 4796-328Telefax: +49 (0) 211 4796-310Mobile: +49 (0) 172 [email protected] www.kupferinstitut.de
Wir kümmern uns um Ihren Online-Erfolg: www.ihoch3.info
Ihre Website ist bei Google nicht zu finden?
Sie sind unzufrieden mit der Besucheranzahl?
Sie können Ihre Website selbst nicht aktualisieren?

14 Werkstoffe 3/2016 Werkstoffe 3/2016 15
TIB Chemicals AG verstärkt Netzwerk der Initiative ZinkSeit dem 01.01.2016 ist die TIB Chemi-cals AG ein neues Mitgliedsunternehmen der Initiative Zink und ergänzt deren Spektrum um einen der größten Produ-zenten von Zinkchemikalien. TIB Chemi-cals ist aus dem Zusammenschluss von Goldschmidt TIB und Goldschmidt Quimi-ca de México hervorgegangen. Heute hat das Unternehmen Standorte in Mann-heim, Hagen, Bitterfeld, San Luis Potosi (Mexiko) und Houston (USA). Rund 480 Mitarbeiter produzieren und verarbeiten mehr als 400.000 Tonnen Chemikalien. Die Produktpalette umfasst Schwefelver-bindungen und Säuren, Beschichtungssy-steme, Metall- und Oberflächenchemie, Katalysatoren, Prozessadditive und Bitu-men. „Zink ist – historisch gesehen – ein wich-tiges Standbein, denn Goldschmidt als Ursprung des Unternehmens betreibt am Standort Mannheim bereits seit 100 Jah-ren Zinkchemie und TIB Chemicals ist in-zwischen einer der größten Produzenten von Zinkchloridprodukten in Lösungs- oder Pulverform in Europa“, erklärt Marc Muller, Business Unit Director Metall- und Oberflächenchemie. Die Anwendungen der Produkte dieses Geschäftsbereichs sind enorm vielfältig: Zinkchloridprodukte werden in der chemischen Industrie zum Beispiel zur Herstellung von Nylon, Bak-teriziden, Fungiziden, Zinkseifen und UV-beständigen Kunststoffen benötigt. Sie dienen aber auch als Rohstoff zur Herstel-lung von Flussmitteln, die vor allem in der Metalloberflächenveredelung notwendig sind, unter anderem zur Vorbehandlung in der Feuerverzinkung. Bei der Erdölför-derung ersetzen Zinkbromidlösungen als sogenannte Completion Fluids die Bohr-spülung, wenn die Bohrung in der Ab-schlussphase ist, Zinknitrat kommt in der Galvanotechnik, Agrokultur und Acetatfa-serfärbung zum Einsatz, Zinkcarbonat in der Bitumenherstellung und Zinkacetat bei der Produktion von Holzschutzmitteln und Katalysatoren.Innovation ist einer der zentralen Wer-te, der in der Unternehmensphilosophie von TIB Chemicals fest verankert ist. So werden aktuell Pulver wie spezielle Zink-carbonate und Zinkbromide für die Kos-metik- und Pharmaindustrie entwickelt, denn – so Marc Muller: „Zink ist ein es-senzielles Element unseres biologischen Lebens. Nur ein paar seiner Funktionen von vielen: Es bestimmt wesentlich das gesunde Wachstum von Haut und Haa-ren, fördert die Zellregeneration und be-schleunigt damit die Heilung bei Entzün-dungen. Das sind Gründe, weshalb Zink in Pharmazie und Kosmetik eingesetzt wird. Aber hier sind noch lange nicht alle Potenziale ausgeschöpft.“ Ein For-
schungsgebiet von TIB Chemicals sind deshalb Tages- und Sonnencremes, die auf Nanozinkoxid setzen. Neben diesen F&E-Aktivitäten spielen Ressourcenschutz und Kreislaufwirt-schaft eine entscheidende Rolle: Vor eini-gen Monaten wurde erfolgreich ein Ener-giemanagementsystem nach ISO 50001 eingeführt. Außerdem nimmt TIB Che-micals im Rahmen der freiwilligen Rück-nahme gemäß § 26 KrWG alle bei den Kunden im Prozess entstehenden Abfälle zurück, führt sie entweder einem Verwer-ter zu oder fertigt daraus wieder Produkte mit hohem Qualitätsstandard. Beispiels-weise werden gebrauchte Fluxbäder, zinkhaltige Bei-zen oder die beim Verz inkungspro-zess anfallenden Filterstäube und Zinkaschen recy-celt oder entsorgt. Marc Muller: „Kurz gesagt: Wir agie-ren als Integrated Chemical Partner – von der Beratung über Entwicklung und Produktion bis zu Lieferung und Abholung. So neh-men wir eine füh-rende Position bei der Schließung des kompletten Werk-
stoffkreislaufs ein, übrigens als einziges Unternehmen, dass dieses Vorgehen ak-tiv betreibt.“
Kontakt:Dr.-Ing. Sabina GrundINITIATIVE ZINK im Netzwerk der Wirt-schaftsVereinigung MetalleAm Bonneshof 5 40474 Düsseldorf Fon: 0211 47 96 166 Fax: 0211 47 96 25 166 E-Mail: [email protected] Internet: www.zink.de
Nachrichten der Initiative Zink
„Die Mitglieder der Initiative Zink repräsentieren die Erzeugung, die Verarbeitung und das Recycling von Zink. TIB Chemicals verstärkt dieses Expertennetzwerk im Bereich der Zinkchemikalien und bringt eine weitere wichtige Facette ein – ganz im Sinne des kollegialen Austauschs und der Nutzung von Synergieeffekten.“

16 Werkstoffe 3/2016
Thermoplast- und Duroplast- verarbeitung in Serie!
Das Formpressen ist in der Composites-Industrie bereits seit langem bekannt. Speziell im Bereich der Serienfertigung haben entsprechende Verfahren einen festen Platz.
Grundlagen – Methoden – Werkzeuge
Die Herstellung von Bauteilen aus Leicht-baumaterialien, wie beispielsweise GFK oder CFK, bedeutet vielfach eine inten-sive Auseinandersetzung mit Möglich-keiten, aber auch Besonderheiten. Dies ist allgemein bekannt.
Vom Prototypen bis zur Serie – die RTM-Verfahren passen immer!
Ob die Herstellung eines Windkraftflü-gels, einer Gitarre oder eines Bauteils für die Automobilindustrie. Immer kann die RTM-Technologie helfen. Sie bietet Herstellungsmöglichkeiten sowohl für die
Mit der rasanten Entwicklung der faser-verstärkten Kunststoffe hat das Press-verfahren eine außerordentliche Renais-sance erfahren. Es öffnete die Tür zur rationellen und massenhaften Herstel-lung von relativ großen faserverstärkten Formteilen, sowohl mit duroplastischer als auch thermoplastischer Matrix.
Darüber hinaus ist aber auch die spa-nende Bearbeitung entsprechender Bauteile, wie beispielsweise Fräsen, Sägen oder Bohren oftmals nicht ohne entsprechendes Vorwissen problemlos und zielführend möglich. Methoden, Ma-schinen und Besonderheiten sollten allen Bearbeitern klar sein. Es gilt möglichst effizient und effektiv, aber auch qualitäts-
kleine Stückzahl, als auch für die Serie. Man muss das geeignete Verfahren nur kennen! Unsere Experten zeigen Ihnen wie es geht – vom Material bis zum fer-tigen Bauteil. So vielfältig wie die Verfahren auch sind, bieten doch alle Varianten einen en-ormen Vorteil. Es handelt sich stets um „geschlossene Verfahren“. Emissionen
Bei unserem Seminar am 24. Mai 2016 erhalten Sie einen kompakten Überblick über die sich bietenden Möglichkeiten und die gängigsten Verfahren.
Weitere Informationen und Anmeldung unter http://www.avk-tv.de/events.php
sicher zu arbeiten. Bei unserem neuen Seminar mit Praxisteil am 8. Juni 2016 beantworten unsere Experten Ihre Fra-gen, u.a. zu den Besonderheiten bei der Bearbeitung, den Methoden und Werk-zeugen sowie den Grenzen, aber auch den Möglichkeiten und Potenzialen.Weitere Informationen und Anmeldung unter http://www.avk-tv.de/events.php
bzw. Geruchsbelästigungen wie sie bei-spielsweise bei den offenen Verfahren entstehen werden deutlich minimiert.Treten Sie vom 21.–22. Juni 2016 mit un-seren Experten in Kontakt, bilden Sie ein individuelles Netzwerk und entdecken Sie zahlreiche Fertigungsmöglichkeiten. Weitere Informationen und Anmeldung unter http://www.avk-tv.de/events.php
AVK – Industrievereinigung verstärkte Kunststoffe
Pressverfahren in der Composites-Industrie – Evergreens mit Zukunft!
NEU – Spanende Bearbeitung von faserverstärkten Kunststoffen (inklusive Praxisteil)
RTM-Technology – Emissionsarm und variabel
Reinraumzelle
• Reinraumklasse A – D, bzw. ISO Klasse 5 – 8
• Modular • Flexibel• Größe frei
wählbar
Für weitere Informationen rufen Sie uns einfach an, faxen Sie uns, oder schreiben Sie eine E-Mail:
� +49-8122/99533Fax: +49-8122/10397
E-Mail: [email protected]
SPETEC® GmbHPostfach 1517, D-85425 Erding
www.spetec.de
Reinraumtechnik + LaserschutzLaserschutzwand
Reinraumtechnik + LaserschutzLaserschutzwand
Wellenlängenbereich Schutzstufe180 – 315 nm D AB8, IR AB4, M AB6
DIN geprüft
EN 12254> 315 – 1.050 nm DIR AB5, M AB7
> 1.050 – 1.400 nm D AB5, IR AB9, M AB8> 1.400 – 11.000 nm DI AB3
SP779_188x65_GMP_Laser_2.indd 1 11.12.15 09:40

16 Werkstoffe 3/2016 Werkstoffe 3/2016 17
SOYER-Schweißpistole gewinnt Bundesinnovationspreis 2016
Die Firma Heinz Soyer aus Wörthsee hat auf der diesjährigen Handwerksmesse in München den Bundespreis 2016 für her-vorragende innovatorische Leistungen für das Handwerk erhalten. Ausgezeich-net wurde ihre auf der Messe ausgestell-te Bolzenschweißpistole PH-9 SRM+G. Dank des integrierten Massekontakts kann in Zukunft beim Schweißen die Ver-wendung von separaten Massezwingen entfallen. Dies bietet dem Anwender er-hebliche praktische Vorteile, da nun der zeitraubende und umständliche Arbeits-gang, zwei separate und symmetrisch an-geordnete Massezwingen am Werkstück zu befestigen, komplett entfallen kann.Die Masseübertragung erfolgt jetzt über einen am Stützrohr federnd gelagerten Kontaktring. Zusammen mit der von So-yer entwickelten SRM®-Technologie wer-den somit die gefürchtete Blaswirkung mit einseitiger Wulstanhäufung und un-ansehnliche Verschmorungen auf dem Werkstück vermieden. Diese enorme Arbeitserleichterung bei gleichzeitiger Verbesserung der Produktqualität und
-sicherheit wurde kürzlich auch als tech-nische Neuheit zum Patent angemeldet (Nr. 10 2015 221 384.6). Für das Famili-enunternehmen aus Wörthsee ist es seit
1989 bereits das zwölfte Mal, dass es mit dem Bundesinnovationspreis ausge-zeichnet wurde.www.soyer.de
Bundesinnovationspreis 2016
Heinz Soyer jun., Andreas Jilg, Parlamentarische Staatssekretärin Frau Iris Gleicke (MdB), Heinz Soyer sen. (v.l.n.r.) | Foto: Gerhard Loske
MOBILES SCHWEISSEN IM KLEINST-FORMAT mit SOYER SRM Technology®
Stahl 8.8, brüniert
SOYER®- Universalbolzen HZ-1 M8geschweißt mit BMK-8i & SRM Technology®
Stahl 5.8, verkupfert
Fotocollage_Werkstoffe(ausgabe_03_2016).indd 1 10.05.2016 11:50:29

18 Werkstoffe 3/201618 Werkstoffe 3/2016
Wer muss sich im innovativen Leichtbau der Zukunft für einen agilen Entwicklungs-prozess mit wem vernetzen? Wie erfolgt diese Vernetzung? Wie können Partner-schaften und Kooperationen aussehen? Wieviel Leichtbau will und benötigt der Kunde in der Praxis wirklich? Das waren Kernfragen des Projekts Emotional En-gineering in Lightweight Design. Ein Pro-jekt, das jetzt erstmals als Sonderschau auf der Hannover Messe vom 25. bis 29. April im Bereich Industrial Supply in Halle 6 zu sehen war. Einen ersten Lösungsan-satz, wie die gestellten Fragen beantwor-tet werden können, gab es auch: Unter anderem im Silicon Valley wird er gelebt – mit lokaler Vernetzung von Menschen untereinander auf kleinem Raum und natürlich auch steigender Vernetzung der genutzten Maschinen und Hilfsmit-tel. Auch dieser Ansatz ist in seinem Ex-trem kritisch zu hinterfragen, doch birgt er großes Potenzial für positive Impulse für die Industrie im Allgemeinen. Da Produkte immer von und für Menschen gestaltet werden, ist Emotional Engi-neering ein Schlüsselthema für die Pro-duktentwicklung allgemein und speziell den modernen Leichtbau. Technisches sowie ästhetisches Design, Haptik, Funk-tionalität und magerer Energie- und Res-sourceneinsatz müssen sich sowohl auf Produkt- als auch auf Prozessebene zu einem Ganzen verbinden. Wie fühlt sich das Produkt bei Berührung an? Wie liegt es in der Hand? Welchen Qualitätsein-druck hinterlässt es? Wie ist es um die Nachhaltigkeit des Produktionsprozesses und der Werkstoffe bestellt?Das Leitthema des Konzepts Emotional Engineering in Lightweight Design sind die so genannten „5E“. Dies sind die Schlagworte Economic, Ecological, Envi-ronment, Emotion und Engineering. Im Material- und Systemleichtbau der Zu-kunft ist bei für den Kunden sicht- und be-rührbaren Bauteilen die reine funktionale Erfüllung der Leichtbauanforderungen schon heute oft nicht mehr ausreichend, um einen nachhaltigen Mehrwert für den Kunden zu erbringen. Dieser Mehr-wert umfasst heute auch das Konzept der „Kundenbegeisterung“ – die positive Überraschung des Kunden-, die neben der reinen Anforderungserfüllung immer häufiger das Ziel wird. Der schonende Umgang mit Ressourcen wie Energie und Werkstoffen, der den Leichtbau neben anderen Disziplinen notwendig macht, wird vom Kunden und auch Gesetzgeber schon heute implizit als selbstverständ-lich erwartet. Der Markt straft Produkte
schnell ab, die diesen Anforderungen nicht genügen.Das Themenfeld Leichtbau ist im indus-triepolitischen Rahmen der Hightech-Strategie in den Koalitionsvertrag der Bundesregierung eingebettet. Der Leicht-bau ist neben Industrie 4.0 und der Elek-tromobilität als Querschnittsbereich für eine strategische Innovationspolitik von besonderer Bedeutung. In der zukünf-tigen Mobilität steht das Thema Nachhal-tigkeit im Mittelpunkt. Wie sieht die Fort-bewegung im Jahr 2020 aus? Was sind die sich ändernden Anforderungen aus Sicht des Kunden? Für die derzeit voran-schreitende und sich weiter verstärkende Urbanisation der Gesellschaft ergeben sich neue Anforderungen an die Indus-trie. Das Zusammenwirken von Mensch, Maschine und Fahrzeugen in großen Metropolen muss berücksichtigt werden. Auch die Robotik muss sich mit der in-dustriellen Fertigung hoher Stückzahlen unter neuen Rahmenbedingungen ausei-nander setzen. Für die nachhaltige Sen-kung des Energieverbrauchs sämtlicher bewegter industrieller Güter müssen bewegte Massen und die Massenträg-heitsmomente reduziert werden. Wenn hierfür neue leichte Werkstoffe wie hoch-legierte Stähle, Leichtmetalle, Faserver-bundwerkstoffe, Naturwerkstoffe, oder hybride Verbundwerkstoffe verwendet werden, dann resultiert daraus auch der Bedarf für neue Fertigungs- und Monta-gekonzepte. Auch dem Zusammenspiel moderner Roboter und der industriellen Automatisierungstechnik mit dem Trans-
portwesen wird ein erhöhter Stellenwert zukommen. Das alles ist förmlich eine Hinführung zum Thema Industrie 4.0, in dem es um die Vernetzung der gesamten Industrie geht.Die Hannover Messe wählte Industrie 4.0 auch in diesem Jahr wieder zu ihrem Leitthema – diesmal mit dem Zusatz „Discover Solutions“. Lösungen zum An-fassen und Werkstoffe zum Erleben bot die Sonderschau Emotional Engineering in Lightweight Design dann auch für die Fachbesucher in der Solutions Area Leichtbau. Analog zu einer Fernsehkü-che wurden am Stand Experten verschie-dener Teilnehmer der Leichtbau Supply Chain präsent sein und live gemeinsam mit dem Fachpublikum der Messe ver-schiedene Leichtbau-Teile ästhetisch, konstruktiv und nachhaltig erstellt, opti-miert und prototypisch gefertigt. Im Mit-telpunkt standen Themenbereiche wie Mobilität/Transportation, Industrial De-sign, Urbanisierung und Robotik. Die Teil-nehmer und Organisatoren des Projekts Emotional Engineering in Lightweight De-sign entstammten der kompletten Supply Chain des praktischen Leichtbaus in der Industrie, von der frühesten Ideen- und Konzeptphase bis hin zur Serienent-wicklung und Fertigung. Beispiele sind die BUSSE Design+Engineering GmbH (Fachgebiete Industrie-Design, Produkt-Design, Produktentwicklung, Prototypen-bau), die trinckle 3D GmbH (3D Printing Solutions and Printing Service), die csi entwicklungstechnik GmbH (Fachgebiete Entwicklung Automotive, Strak, Karosse-
Thema – LeichtbauEmotional Engineering – Neue Wege in der Leichtbau-Entwicklung

Werkstoffe 3/2016 1918 Werkstoffe 3/201618 Werkstoffe 3/2016
Thema – Leichtbau
brauchslasten gestellt? Wie berechnen und prüfen wir die Erfüllung dieser Anfor-derungen?Weitere Bauteil-Beispiele der Workshops fanden sich z.B. aus dem Bereich indus-trieller Handwerkzeuge und der Robotik. Berücksichtigt beim Design der Lenklö-sung wurden Design und Package eines neuartigen Fahrzeugs mit Schnittstelle zur Urbanisation sowie neuartige Werk-stoffe und der Bezug zur Nachhaltigkeit unter der Rahmenbedingung konkreter Bauteilanwendungen. Zu beachten ist dabei auch der Zusammenhang zu den Themen Industrial Design und Emotion. Am folgenden Morgen jedes Workshop-Tages erfolgte eine Präsentation der Arbeitsergebnisse und Exponate. Diese Präsentation umfasste eine moderierte Abschlussdiskussion aller Ergebnisse un-ter dem Aspekt der Nachhaltigkeit. Der Standbesucher konnte so den Fortschritt der Arbeiten live oder zu verschiedenen Zeitpunkten begutachten.In den Workshops wurden an allen fünf Messetagen mit den Fachbesuchern die Herausforderungen des Leichtbaus unter Berücksichtigung der fünf E’s Economic, Ecological, Environment, Emotion und Engineering erlebt. Analog zum Konzept einer Fernsehküche waren am Stand alle Hilfsmittel vorhanden, die für den innova-tiven Entwicklungsprozess im Bereich des Leichtbaus notwendig sind: Werkzeuge des Design Thinking, klassische analoge Kreativmethoden, Industrial Design und Grafikgestaltung, FE-Berechnung und vir-tuelle Produktentwicklung bis hin zur ad-ditiven Fertigung per 3D Druck. All diese Elemente wurden live und verzahnt ein-gesetzt. Die ersten Ideen für das Projekt waren aus der Teilnahme des Instituts für Technik & Design GmbH Ingolstadt und des Leichtbau-Cluster Landshut an der Solutions Area Leichtbau der Hannover Messe 2015 entstanden. Hier war ein Fahrzeug mit strukturintegrierter Senso-rik vorgestellt worden. Die Sensorik er-mittelt Lasten und den Strukturzustand nach bionischem Prinzip. Resultierend aus den Ergebnissen war dann ein völlig neuartiges Konzept partnerschaftlich mit der Hannover Messe für das Jahr 2016 erstellt worden.
Produktentwicklung & Rapid Prototyping) sowie Prof. Dr.-Ing. Prof. h.c. Jörg Well-nitz. „Der Fokus unseres Standkonzepts lag ganz klar auf dem Tun“, so Professor Wellnitz. „Die Fachbesucher haben bei uns einen Einblick in den innovativen Ent-wicklungs- und Optimierungsprozess ver-schiedener Leichtbauteile bekommen, von der frühen Ideen- und Konzeptphase bis hin zu deren Additiver Fertigung. Und nicht nur das: die Standbesucher konn-ten selbst mitmachen, mitdiskutieren und sich einbringen.“Im Umfeld der Keynote Lectures fanden moderierte Live-Workshops am Stand mit Experten der Partnerfirmen und gemein-sam mit den Messe-Fachbesuchern statt. Hier wurde beispielsweise das Lenkgerät des Fahrzeugs der Zukunft – ein modu-lares Lenkrad und ein Joystick – unter dem Design-, Leichtbau-, Werkstoff- und Fertigungs-Aspekt betrachtet: wie steu-ern wir das Fahrzeug der Zukunft? Welche Anforderungen muss diese Lenk-Lösung erfüllen? Wie wird dieses Steuer-Element besonders leicht und ästhetisch? Welche neuartigen Werkstoffe bieten sich hier-zu an? Wie kann die Lösung trotz allen Leichtbaus kostengünstig in verschie-denen Stückzahlszenarien automatisiert hergestellt und montiert werden? Wieviel Leichtbau ist dabei für den Kunden über-haupt verträglich? Welche Anforderungen werden an das Bauteil hinsichtlich seiner Betriebslasten, Sonderlasten und Miss-
rie, Interieur, Exterieur, Consulting), die EOS GmbH (Industrial Additive Manufac-turing), die Institut für Technik & Design GmbH Ingolstadt (Wissenschaftliche Entwicklungsbegleitung), die hme Ulm GmbH (Ingenieurbüro für technische Be-rechnungen und simulationsgestützte Produktentwicklung) sowie das Leicht-bau-Cluster Landshut.„Mit Emotional Engineering richten wir den Fokus auf den eigentlichen Kreativ- oder Produkt-Entstehungsprozess und dessen Vernetzung und Verzahnung im Leichtbau“, sagt Professor Dr.-Ing. Prof. h.c. Jörg Wellnitz, Lehrstuhl für Leichtbau an der Technischen Hochschule Ingol-stadt und Adjunct Professor am RMIT Mel-bourne. „Wir konnten den Messe-Fachbe-suchern neue Anregungen und Ideen für ihre hauseigenen Leichtbau-Innovations-prozesse geben.“ Vermittelt wurden die Inhalte über moderierte Design Thinking-, Industrial Design-, Berechnungs- und Additive Manufacturing-Workshops. Ge-stützt wurde das Konzept durch Keynotes hochkarätiger Sprecher aus dem Bereich der Design-, Gestaltungs-, Leichtbau- und Werkstoff-Praxis. Bei den Workshops und Keynotes konnten die Messe-Fach-besucher sowohl vorab angemeldet als auch spontan teilnehmen. Beispielhafte Keynote-Sprecher waren Dr.-Ing. Ulf Tip-kemper (BMW Group), Prof. Lutz Fügener (Transportation Design, Pforzheim), Prof. Dr.-Ing. Franz-Josef Villmer (HS Lemgo,

20 Werkstoffe 3/201620 Werkstoffe 3/2016
Thema – Additive Fertigung
Die additive Fertigung ist für Kunststoffe und Metalle ein etablierter Prozess und wird vielfältig industriell umgesetzt. Aber auch für Keramiken gewinnen additive Fertigungsverfahren immer mehr an Be-deutung. Additive Fertigungstechnologien eröffnen im Vergleich zu den gängigen subtraktiven Verfahren eine neue Viel-falt an konstruktiven und gestalterischen Möglichkeiten. Durch den schichtweisen Aufbau kommen die Verfahren ohne kostspielige Werkzeuge aus und setzen auch nur so viel Material ein, wie für das Bauteil benötigt wird. Dies ist insbeson-dere dort sinnvoll, wo hochspezifische Komponenten in geringen Stückmengen gefertigt werden müssen – beispielswei-se bei medizinischen Implantaten und Instrumenten sowie Spezialwerkzeugen oder individuellen Designartikeln. Durch die Kombination mit bereits etab-lierten Dickschicht- und Direktschreibver-fahren sowie zusätzlichen Werkstoffen erhält die additive Fertigung aktuell ei-nen weiteren Entwicklungsschub von einer reinen Prototyping-Technologie hin zu einem serienfähigen Fertigungsver-fahren. Ein besonderer Schwerpunkt entsteht daher bei der Entwicklung von Multimaterialkomponenten sowie bei der Integration zusätzlicher elektrischer, sen-sorischer oder fluidischer Funktionen. Da-mit lassen sich neuartige Eigenschafts-kombinationen in Bauteilen realisieren. Um speziell bei sicherheitsrelevanten und medizinischen Anwendungen eine schnelle Produktentwicklung sicherzu-stellen, erlangt die prozessbegleitende Überwachung der additiven Fertigungs-prozesse Relevanz. Das Fraunhofer-In-stitut für Keramische Technologien und Systeme IKTS ist dabei ein kompetenter Forschungspartner sowohl für Keramik-hersteller und -anwender als auch für Entwickler und Hersteller von Anlagen für die additive Fertigung.
Multimateriallösungen
Um die Eigenschaften verschiedener Werkstoffklassen gezielt zu kombinieren, entwickelt das Fraunhofer IKTS eine er-gänzende Technologieroute zu den eta-blierten pulver- und suspensionsbasier-ten additiven Verfahren für die Keramik. Der 3D-Thermoplastdruck ist mit den Fused Deposition Modeling-Verfahren im Kunststoffbereich vergleichbar und ver-wendet partikelgefüllte thermoplastische Massen mit niedriger Schmelztempera-tur (80–100 °C). Ähnlich einer Tülle für Tortencreme wird das Material dabei punkt- oder liniengenau an den Stellen aufgetragen, an denen es benötigt wird –
Schicht für Schicht bis das Bauteil fertig ist. Die Anbindung der einzelnen Lagen untereinander ist sehr gut und erzielt die notwendigen Voraussetzungen hinsicht-lich Stabilität und Formgenauigkeit der Bauteile. Es können mehrere Vorratsbe-hälter und Dispensereinheiten verwendet und somit unterschiedliche Materialien in einem Bauteil abgeschieden werden. Dies ist entscheidend, um mehrkompo-nentige und/oder gradierte Bauteile her-zustellen. So lassen sich innerhalb eines Bauteils gezielt die Vorteile verschiedener Materialien wie elektrische Leitfähigkeit, mechanische Festigkeit, Porosität oder ähnliche Eigenschaften kombinieren. Die Anpassung des Schwindungsverhaltens der verschiedenen Komponenten erfolgt durch Einstellung des Pulvervolumenan-teils in der Masse sowie durch Anpassung der Partikelgrößenverteilungen und gege-benenfalls Modifizierung der Partikelform.
Funktionsintegration
Die keramische Multilayertechnologie ist bereits seit vielen Jahren ein erfolgreich etabliertes Verfahren, um funktionsinte-grierte Komponenten für die Mikro- und Leistungselektronik, Sensorik oder En-ergietechnik herzustellen. Unter dem Begriff Laminated Object Manufacturing (LOM) erfährt die Technologie nun wie-der vermehrt Beachtung, da sie dem An-wender die Möglichkeit eröffnet, gezielt anforderungsspezifische multifunktiona-le 3D-Komponenten aufzubauen. Der Technologiebezeichnung entsprechend werden zunächst keramische Folien mit-tels verschiedener Schlickergießtechno-logien ein- oder mehrschichtig hergestellt und im Anschluss Schicht für Schicht mit Hilfe von Dickschicht- und Direktschreib-verfahren wie dem Sieb-, Schablonen-, Inkjet- oder Aerosoldruck strukturiert. So lassen sich funktionelle Pasten und Tin-ten optimal aufbringen. Dadurch können lageweise beliebige Materialien integriert und verschiedene Funktionalitäten wie Leiterbahnen, passive Bauelemente, Heizer und Sensoren eingebettet wer-den. Durch Übereinanderschichten und Verpressen der so hergestellten Einzel-schichten wird die gewünschte 3D-Kom-ponente generiert. Aktuelle Anwendungs-gebiete des LOM sind die Aufbau- und Verbindungstechnik der Elektronik (kera-mische und glaskeramische Mehrlagen-verdrahtungsträger für Hochfrequenz- und Leistungsanwendungen), die Aktorik (piezoelektrische Stapelaktoren) sowie Sensorik (diverse physikalische und che-mische Sensoren) und Medizin- und Bio-technologie (μ-fluidische Komponenten).
Prozessüberwachung in der additiven Fertigung
Mit neuen konstruktiven, funktionalen und gestalterischen Möglichkeiten wach-sen jedoch auch die Anforderungen, um die Produktqualität speziell bei Hoch-leistungsanwendungen sicherzustellen. Am Fraunhofer IKTS wird daher intensiv die Entwicklung leistungsfähiger und ko-steneffizienter Monitoringtechnologien für die Inline-Qualitätskontrolle vorange-trieben. Ein Beispiel dafür ist die optische Kohärenztomographie (OCT). Mit ihrer Hilfe können schnell hoch aufgelöste In-formationen über die Streuintensitäten in verschiedensten Materialien gewonnen werden. Aus der bildhaften Darstellung dieser Signale lässt sich eine Vielzahl von Qualitätsparametern extrahieren. Die OCT ist somit in der Lage, sowohl die Oberfläche als auch die innere Struktur der Materialien zu analysieren. So kann beispielsweise die Anhaftung der einzel-nen Schichten additiv hergestellter Kera-miken untersucht werden. Ergänzt durch weitere optische oder Ultraschalltechno-logien können zusätzliche qualitätsbe-einflussende Größen wie Poren und De-laminationen erfasst werden. Bei den am Fraunhofer IKTS für die additive Fertigung entwickelten und eingesetzten Technolo-gien liegt der Fokus auf einer prozess-begleitenden Messung. Dadurch können Fehler noch während des Fertigungsvor-gangs erkannt und somit Prozesse justiert oder fehlerhafte Bauteile aussortiert wer-den. Das macht diese Prüftechniken zu einem Schlüssel für hocheffiziente und zertifizierte additive Fertigungsprozesse. Die kontinuierliche Überwachung ver-schiedener additiver Fertigungstechniken ist eine wichtige Grundlage für den Trans-fer dieser Prozesse in die industrielle Se-rienproduktion.
KontaktFraunhofer-Institut für Keramische Technologien und Systeme IKTSDr. Tassilo [email protected]
Trends in der additiven Fertigung von Keramik
Auf einem keramischen Multilayer mittels Aerosoldruck aufgebrachte Kontaktbahnen

Werkstoffe 3/2016 2120 Werkstoffe 3/2016
Thema – Additive Fertigung
sparen, denn jeder Hersteller hat Bedarf an Werkzeugen und Vorrichtungen in ge-ringen Stückzahlen wie bspw. Handwerk-zeuge, Prüflehren oder Montagevorrich-tungen und andere Produktionshilfen.Die Herstellung von Fertigungswerkzeu-gen bietet die ideale Gelegenheit, die digitale Fertigung zu testen. Diese Werk-zeuge kommen zum Einsatz, um die Her-stellung und Montage schnell, effizient, konsistent und kostengünstig zu gestal-ten. In diesem Kontext wird der 3D-Druck gegenüber Standardverfahren zu einer risikoarmen und rentablen Alternative. Da die Werkzeuge vom Unternehmen und nicht vom Kunden verwendet werden und der Zeit- und Kostenaufwand für ihre Herstellung gering ist, bleibt ein Fehlver-such ohne große Folgen. Erweist sich ein Versuch allerdings als erfolgreich, wer-den mit der digitalen Fertigung sowohl die Produktivität und Qualität als auch die Kosten für die Herstellung von Teilen optimiert.Neben der Industrie bietet der 3D-Druck auch anderen Branchen Vorteile. Auf-grund des hohen Bedarfs an individuell gefertigten Hilfsmitteln wie Orthesen, Prothesen, Hörgeräten und Zahnbrücken gehörten medizinische und zahnmedizi-nische Fachkräfte schon früh zu den An-wendern der digitalen Fertigung. Unter-nehmen haben erkannt, dass 3D-Druck nicht unbedingt ein direkter Ersatz, aber in jedem Fall eine leistungsstarke Ergän-zung zu herkömmlichen Herstellungsver-fahren sein kann.Sie ist eine Herstellungsalternative, bei der die Produktion beschleunigt und die Kosten bei gleichzeitiger Schaffung neu-er Möglichkeiten und neuer Geschäfts-modelle gesenkt werden.
www.stratasys.com
sich die digitale Fertigung für Ihr Pro-jekt eignet, müssen Sie zunächst das Projekt im Hinblick auf die gewählte Technologie beurteilen.Welche Technologie Sie auch immer wählen mögen – die additive Ferti-gung bietet gegenüber herkömm-lichen Fertigungsverfahren enorme Vorteile. Zu den am häufigsten ange-führten zählen:
• der Wegfall von Investitionen in Werkzeuge,
• ein beschleunigter Konstruktions-zyklus und verkürzte Markteinfüh-rungszeiten,
• erweiterte Konstruktionsmöglich-keiten,
• schnellere, kostengünstigere Über-arbeitungen
• sowie maßgefertigte Bauteile und Kleinserienproduktion.
All diese Vorteile führen zu Effizienz, Fle-xibilität, kürzeren Lieferzeiten und ge-ringen Ausgaben. 3D-Druck ist ein Ferti-gungsverfahren, das im Hinblick auf das Produktdesign, die Fertigungsmethoden und Betriebsabläufe Alternativen schafft. Ein zusätzlicher Vorteil liegt darin, dass es sich bei vielen additiven Fertigungs-verfahren um recht „umweltfreundliche“ Verfahren handelt. Bei ihnen fallen im Vergleich zu Fräsverfahren oder anderen subtraktiven Fertigungsmethoden sehr geringe Mengen an Ausschuss an. Es werden keine unnötigen Bestände gefer-tigt, da zu keinem Zeitpunkt ein Vorteil darin besteht, mehr aufzubauen als be-nötigt. Ein Vorteil zu Gunsten der Umwelt ist der relativ geringe Stromverbrauch, der bei der additiven Fertigung für die Herstellung von Teilen anfällt.Mit der additiven Fertigung werden die Spielregeln für die Entscheidungsfindung in Bezug auf die Fertigung im Wesent-lichen neu geschrieben. In vielen Fällen stellt sie das genaue Gegenteil zu her-kömmlichen Fertigungsverfahren dar.
ANWENDUNGSVIELFALT
Die digitale Fertigung erfüllt in der Pro-duktion häufig eine von zwei Aufgaben. Unternehmen können das Verfahren un-ter anderem dazu nutzen, um Produkte zu fertigen oder um Vorrichtungen her-zustellen, die bei der Fertigung der Pro-dukte helfen.Die additive Fertigung eignet sich aus-gezeichnet für die Kleinserienfertigung. Aber auch Unternehmen, deren Schwer-punkt auf der Massenfertigung liegt, kön-nen sie nutzen, um Zeit und Kosten zu
Von Scott Crump, Stratasys, Inc.
Bei dem Begriff „additive Fertigung“ han-delt es sich um einen Oberbegriff, der für Prozesse verwendet wird, bei denen Bauteile durch den Aufbau von Schich-ten gefertigt werden – im Gegensatz zu subtraktiven Verfahren wie dem Fräsen oder der maschinellen Verarbeitung. Die additive Fertigung wurde entwickelt, um die Fertigung von Prototypen zu automa-tisieren und war daher ursprünglich unter dem Begriff „Rapid Prototyping“ bekannt. Sie ist auch unter verschiedenen ande-ren Bezeichnungen geläufig, eine der be-kanntesten davon der Begriff „3D-Druck“.Bei dem Verfahren der digitalen Fertigungwerden CAD- oder andere Daten verwen-det, um ein additives Fertigungssystem anzutreiben, mit dem einsatzbereite Bauteile produziert werden. Beispiele dafür sind Komponenten, die in Teile von Produktionsanlagen, Ersatzteile oder Fertigungswerkzeuge, wie Montagevor-richtungen und andere Produktionshilfs-mittel, einfließen. Neben den CAD-Daten, die den weitaus größten Teil der verwen-deten Daten darstellen, können auch andere Arten von Daten genutzt werden, um additive Fertigungsmaschinen anzu-treiben. Dazu zählen unter anderem 3D-Scandaten (für das Reverse-Engineering) und DICOM-Daten (zur physischen Dar-stellung in der medizinischen 3D-Bildge-bung).Die digitale Fertigung macht Verfahren wie Abformen, maschinelle Verarbei-tung, Guss und Biegen überflüssig. Statt Material zu entfernen oder in Form zu bringen, werden die Endprodukte eines Unternehmens hergestellt, indem ein Ma-terial schichtweise aufgetragen wird. Ab-gesehen von ein paar Minuten, um einen Produktionsablauf vorzubereiten und ein Teil abschließend zu reinigen, erledigt die additive Fertigung alles in einem einzigen Arbeitsschritt, direkt von der CAD-Datei bis hin zum fertigen Produkt.
EIN VERFAHREN – VIELE TECHNOLOGIEN
Bei der additiven Fertigung handelt es sich um ein Verfahren, nicht um eine Technologie. Dieses Verfahren kann mit verschiedenen additiven Fertigungstech-nologien und vielfältigen Funktionen durchgeführt werden. Additive Ferti-gungstechnologien weisen eine grundle-gende technische Gemeinsamkeit auf: Sie fertigen Bauteile direkt aus einer CAD-Datei. Additive Fertigungsverfahren funktionieren jedoch auf unterschied-liche Art und Weise. Um festzustellen, ob
Additive Fertigung

22 Werkstoffe 3/2016
Die vierte Revolution in der Fertigungsin-dustrie ist in vollem Gange und lässt uns derzeit Trends und Veränderungen sicht-bar erleben. Vor allem Startups setzen auf innovative Arbeitsweisen, brechen mit traditionellen, immer noch stark se-quentiellen Produktentwicklungsprozes-sen und nutzen agile, dynamische Ver-fahren, um schneller zu einem besseren Produkt zu kommen.Während in der traditionellen Produktent-wicklung Parameter wie Form und Größe eines Produktes im Kopf des Designers entstanden und vom Computer lediglich dokumentiert wurden, geht der Trend aktuell in Richtung generatives Design. Dabei stellt der Rechner das Herzstück des Designprozesses dar und schlägt auf Basis vorgegebener Bedingungen eine ganze Reihe möglicher Lösungen vor – auch solch komplexe, auf die der Designer nicht gekommen wäre. Da die-se Strukturen nicht über herkömmliche Fertigungsverfahren realisierbar sind, rückt die additive Fertigung in den Fokus der herstellenden Betriebe. Schicht für Schicht lassen sich mit 3D-Druckern und innovativen Materialien heute schon ein-zelne Komponenten oder auch komplette Erzeugnisse, wie Schuhe oder Uhren, fer-tigen. Auch der Flugzeughersteller Airbus macht sich die Vorteile der additiven Fertigung zu Nutze. Gemeinsam mit dem Design-Softwareentwickler Autodesk konstruier-te und fertigte Airbus die bisher weltweit größte, in einem 3D-Druckverfahren her-gestellte Komponente für ein Verkehrs-flugzeug. Die Struktur der als „bionisches
Element“ bezeichneten Flugzeug-Bau-gruppe basiert auf Algorithmen, die Zell-strukturen und Knochenwachstum simu-lieren. Das so generierte Gerüst wurde anschließend in additiver Fertigung (3D-Druck) produziert.Die Baugruppe wird in einem Airbus A320 eingesetzt und trennt dort den Passagierraum von der Bordküche des Flugzeugs. Neben einem möglichst ge-ringem Gewicht zur Reduktion des Kero-sinverbrauches wurden auch hohe Anfor-derungen an die Stabilität gestellt. Denn die Trennwand trägt auch die Klappsitze für das Bordpersonal. Dank des zukunfts-weisenden Design- und Herstellungspro-
zesses konnten Autodesk und Airbus eine Kabinenkomponente fertigen, die alle geforderten Parameter in puncto Design und Aufbau integriert und im Vergleich zu konventionellen Bauteilen stabiler und gleichzeitig leichter ist.
Rechenleistung in der Cloud ermöglicht generatives Design
Da sich mittels Cloud-Computing viele Zentraleinheiten (CPU) zu einem großen Rechenwerk verbinden lassen, können bei der generativen Gestaltung auf Basis von Vorgaben und Regeln viele Entwicklungs-alternativen durchgespielt werden – die ohne Weiteres in die Hunderte oder Tau-sende gehen können. Dadurch eröffnen sich oft neue Varianten, die selbst erfah-rene Entwickler nicht in Betracht gezogen hätten, die aber die Qualität und Perfor-mance des Modells verbessern. Durch die Simulation und den Vergleich verschie-dener Designs am Computer entfällt auch die häufig zeitintensive Anpassung oder Neuerstellung von Prototypen. Als Vorteil erweist sich die Cloud-Anbindung auch dann, wenn Ingenieure nicht mehr an einem Ort gemeinsam an einem Design-prozess zusammenarbeiten. Durch Cloud-Lösungen können sie sich in virtuellen Umgebungen über die vorgeschlagenen Geometrien der Konstruktionssoftware austauschen und den optimalen Vor-schlag identifizieren. Die Cloud-Anbindung lässt Unternehmen in der Entwicklungs- und Produktionsphase auch auf Compu-ting-Ressourcen zugreifen, die bei Bedarf einfach skalierbar und damit hochprofita-bel sind. Innovative Hersteller wie Airbus
Flugzeugfertigung leicht gemacht: 3D-gedruckte Baugruppe sorgt für ein verringertes Gewicht beim Airbus A320
Thema – 3D-Druck
Der Herstellungsprozess des bionischen Trennwand soll weiter optimiert und verkürzt werden
Die Struktur der Trennwand ist der Natur nachempfunden

22 Werkstoffe 3/2016 Werkstoffe 3/2016 23
Die bionische Wand ist im hinteren Teil des Flugzeugs angebracht und trennt Passagierraum von Bordküche
Thema – 3D-Druck
zeigen, was mit generativem Design und additiver Fertigung bereits möglich ist.
Weniger Treibstoffverbrauch durch generatives Design
Je geringer das Gewicht, desto geringer der Kerosinverbrauch. Mit seiner hoch-stabilen, aber extrem leichten Mikrogitter-struktur ist das von Airbus und Autodesk entwickelte bionische Element 45 Prozent (30 Kilogramm) leichter als herkömmliche Baugruppen dieser Art. Bezogen auf die gesamte Kabine der noch zu fertigenden Flugzeuge vom Typ Airbus A320 rechnet Airbus durch den neuen Entwicklungs- und Fertigungsansatz mit einer Einspa-rung von 465.000 Tonnen CO2 pro Jahr. Das würde einem Rückgang von jährlich 96.000 Autos auf den Straßen entspre-chen. Das bionische Element besteht aus Scalmalloy®. APWorks, eine auf additive Fertigung und Spezialmaterialien ausge-richtete Airbus-Tochter, entwickelte diese Aluminium-Magnesium-Scandium-Legie-rung der zweiten Generation mit Blick auf die Herstellung von 3D-gedruckten Struk-turen. Dabei bietet Scalmalloy® heraus-ragende mechanische Eigenschaften: Es dehnt sich, bevor es bricht. Das Material ist jetzt erstmals im größeren Rahmen in einer Flugzeugkomponente zum Einsatz gekommen.
Kooperation markiert Meilen-stein im generativen Design
Das bionische Element wurde gemein-sam von Autodesk, Airbus, APWorks und
fahren und gibt einen konkreten Ausblick darauf, wie unterschiedliche Branchen in Zukunft konstruieren, zusammenarbei-ten und fertigen werden.
www.autodesk.de
Die Trennwand besteht aus drei Teilen, einem Sitz für Flugbegleiter, einer Abdeckung und der Struktur
The Living entwickelt, einem Autodesk-Entwicklungsstudio, das sich auf die Nutzung generativen Designs und neu-er Technologien in unterschiedlichsten Branchen und Anwendungen spezialisiert hat. Die erste Testphase der neuen Bau-gruppe wurde bereits erfolgreich abge-schlossen. Die Entwicklung und Produk-tion der ersten 3D-gefertigten Baugruppe für die Flugzeugfertigung ist ein erster Meilenstein moderner Produktionsver-

24 Werkstoffe 3/2016
Christoph Majchszak, Produktdesigner bei Pöppelmann, achtet auf die Umset-zung des internationalen Design-Kon-zepts. Er gestaltet Produkte derart, dass sie für möglichst viele Menschen ohne Anleitung nutzbar sind. Gutes Design trägt zur intuitiven Benutzung komplexer Produkte bei und ist zudem gestalterisch anspruchsvoll. Universal Design hingegen ist die Antwort auf einen Trend, der Gene-rationen verbindet: Der Wunsch nach ei-ner neuen Einfachheit, in Verbindung mit innovativer Technologie, gutem Design und einer hohen Benutzerfreundlichkeit. Es gibt zahlreiche Unterschiede in den heutigen Lebenswelten von Jungen und Alten, von Gesunden und Kranken, von Menschen mit und ohne Handicap. Eine neue Besinnung auf Verständlichkeit und Handhabung ist gefragt und bedingt ein Umdenken – auch in der Kunststoff ver-arbeitenden Industrie. Der Geschäftsbe-reich FAMAC® des Lohner Familienunter-nehmen Pöppelmann stellt sich bei der Entwicklung und Fertigung von Kunst-stoffprodukten für die Nahrungsmitte-lindustrie, die Kosmetik- und Pharma-branche sowie für die Medizintechnik den immer schnelleren Entwicklungen der Märkte. Und entwickelt Produkte, die sinnvoll und intelligent gestaltet sind, in-tuitiv benutzbar und fehlertolerant sind.
Der Ansatz: Gutes Design muss innerhalb verschiedener Lebenswelten funktionieren
„Universal Design ist dabei kein gestal-terischer und funktionaler Kompromiss, sondern das Resultat einer genaueren Betrachtung des Nutzers, der verschie-denste Eigenschaften und Bedürfnisse besitzt“, so Christoph Majchszak. „Markt-
fähigkeit, Marktpotenzial, Realisierbar-keit, Innovationsgrad und Nachhaltigkeit sind natürlich weiterhin zentrale Aspekte, die ich bei den Entwicklungs- und Desi-gnprozessen berücksichtige – Universal Design ist hierfür die ideale Grundlage.“ Mit den demografischen Auswirkungen und Entwicklungen sind zahlreiche Unter-nehmen bereits heute konfrontiert. Diese erfordern in Zukunft deutliche Verände-rungen und ein hohes Maß an Innovati-onsbereitschaft im Produktdesign. Die Produktgestaltung steht dabei in einer großen Verantwortung. Denn Funktiona-lität, Ergonomie, die richtige Wahl der Materialienbeschaffenheit und Bediener-oberflächen sind ebenso in dieser Diszi-plin verankert wie die Ästhetik.
Design muss sich an den Bedürfnissen der Nutzer orientieren
Ein Beispiel aus der Praxis des Kunststoff-Spezialisten aus Lohne ist ein Süßstoff-Spender, den Christoph Majchszak für Pöppelmann FAMAC® im Auftrag der Fir-ma Teekanne entwickelte. Der Kandisin Spender bietet mittels seiner Form einen sicheren Halt und eine einfache Handha-bung. Die große Taste stellt ein klares An-zeichen der Funktion dar und ermöglicht eine einfache Bedienung – nicht, wie bei anderen Spendern mit einem gezielten Fingereinsatz, sondern viel einfacher: durch einfaches Zusammendrücken der Hand. Die Form des Spenders ist frei von scharfen Ecken oder Kanten. Leichte Rundungen und Schwingungen erzeugen eine natürliche Form. Das Design geht keine Kompromisse in der Gestalt ein. Es stigmatisiert nicht. Und wird dadurch zu
einem Produkt wird, das den Grundgedan-ken des Universal Designs widerspiegelt. Dieses Praxisbeispiel zeigt, dass Unter-nehmen, die das Potential erkennen und die Prinzipien des Universellen Designs in Entwicklungs- und Produktionsprozes-sen berücksichtigen, über kurz oder lang eine vorteilhafte wirtschaftliche Position einnehmen können. Denn Produkt- und Verpackungsdesign sind häufig die erste Kommunikation mit dem Verbraucher. Dementsprechend werden hohe Anforde-rungen an ein neues Produkt gestellt. Die Verwirklichung von Universal Design in konkreten Designprozessen kann somit auch gewinnbringend sein.
Wurzeln reichen weit zurück
Der Ursprung des Universal Designs liegt in den Rehabilitationstechniken der 1950er Jahre. Da im zweiten Weltkrieg viele Menschen verwundet wurden und bleibende Schäden behielten, mussten verschiedene sogenannte assistierende Technologien entwickelt werden. Der Be-griff „Universal Design“ wurde jedoch erst in den 1980er Jahren von dem amerika-nischen Architekt und Designer Ronald L. Mace und seinen Mitarbeitern am Center for Universal Design North Carolina State University verwendet. Die Arbeitsgruppe aus Architekten, Ingenieuren und Desig-nern entwickelte Prinzipien für Universal Design mit dem Ziel, Produkte für die größtmögliche Gruppe von Menschen nutzbar zu machen.Lernen Sie Christoph Majchszak per-sönlich kennen. Schauen Sie sich den Film an: bei Pöppelmann FAMAC®: https://www.youtube.com/watch?v=OlS-s31IL2M
Titelthema
Als Produktdesigner entwickelt Christoph Majchszak für unsere Kunden neue und individuelle Produktlösungen
Mehrteiliger Kandisin Süßstoffspender – für einen Inhalt von 250 und 500 Tabletten
Vielfalt braucht Klarheit – Universal Design in der täglichenPraxis

24 Werkstoffe 3/2016 Werkstoffe 3/2016 25
Messen und Termine
Ob Prototyping oder Serienfertigung – der Einsatz von Additive Manufacturing (AM) oder 3D-Druck-Verfahren in der Industrie nimmt rasant zu. Diese Entwicklung the-matisieren die drei Keynotes des Rapid.Tech Fachkongresses 2016. Spitzenma-nager von Stratasys, Siemens und Volks-wagen geben in ihren hochkarätigen Vorträgen Einblicke in aktuelle Anwen-dungen und Zukunftskonzepte. Zum Messestart am 14. Juni 2016 ver-deutlicht Dipl.-Ing. Helmut Zeyn, Siemens Industry Software GmbH, die Herausfor-derungen für additive Fertigungsverfah-ren bei der Herstellung von Serienteilen. Darüber hinaus stellt Zeyn innovative Ent-wicklungen vor, mit denen bei der Inte-gration von AM-Prozessen in eine beste-hende Fertigung die Anforderungen einer modernen Serienproduktion hinsichtlich Prozesssicherheit, Prozessüberwachung, Nachverfolgbarkeit und Datenaustausch effizient erfüllt werden können. Tag 2 (15. Juni 2016) beginnt mit der Keynote von Wolfgang Kochan, Gene-ral Manager D-A-CH Region, Stratasys GmbH. In seinem Vortrag „Industrie 4.0 und Additive Manufacturing – ein Blick in die Zukunft“ stellt er die zentralen Fragen der nächsten Jahre: Inwiefern ist Additive Manufacturing schon heute ein fester Be-standteil der Produktentwicklungszyklen bzw. im Umfeld Industrie 4.0? Wie wird die 3D-Druck Technologie in Zukunft von Unternehmen genutzt werden, um Pro-zesse zu optimieren, Markteinführungs-zeiten zu verkürzen sowie Kostensen-kungen zu realisieren? Für den Keynote-Vortrag am dritten Mes-setag (16. Juni 2016) konnte die Messe Erfurt Dr. Steffen Landua, Leiter Tech-nologieentwicklung Werkzeugbau und Presswerk der Volkswagen AG, gewinnen. In seinem Referat informiert er über die Chancen, die der metallische 3D-Druck bei der Fertigung von Betriebsmitteln und Serienbauteilen in der Automobil-industrie bietet und welcher Vorteil Her-
stellern daraus erwächst. Außerdem be-leuchtet Landua die Anforderungen aus der Automobilproduktion an das Additive Manufacturing, beispielsweise hinsicht-lich Produktivität, Werkstoffauswahl und Bauraumgrößen, sowie den Serienstand der 3D-Drucktechnologie. Additive Manufacturing (AM) beziehungs-weise der 3D-Druck ist in den letzten Jahren soweit fortgeschritten, dass heute auch qualitativ hochwertige Bauteile und Komponenten aus verschiedenen Metal-len gedruckt werden können. Den Stand der Technik, Entwicklungstrends sowie die Möglichkeiten und Grenzen für den industrialisierten Einsatz der Technolo-gien beleuchtet das neue Fachforum „3D Metal Printing“ der Rapid.Tech, internati-onale Fachmesse & Konferenz für Addi-tive Manufacturing, die vom 14. bis 16. Juni 2016 in Erfurt stattfindet. Zahlreiche Anwendungen, beispielsweise aus der Luftfahrtindustrie und Medizin-technik, verdeutlichen, dass additive Fer-tigungsverfahren bei der Herstellung von Serienteilen völlig neue Möglichkeiten hinsichtlich Produktdesign, Effizienz, Ge-schwindigkeit und Flexibilität bieten. Es ist daher nicht verwunderlich, dass im-mer mehr Unternehmen den industriellen Einsatz von AM-Technologien evaluieren. In der Serienfertigung werden jedoch deutlich höhere Ansprüche gestellt als bei der PrototypenherstellungBei der 13. Rapid.Tech, internationa-le Fachmesse & Konferenz für Additive Manufacturing, wird es erstmals auch die Fachforen „Additive Lohnfertigung“, „Elektronik“ und „Automobilindustrie“ geben. Die neuen Kongressbereiche er-möglichen neben den etablierten Fach-foren „Medizintechnik“, „Zahntechnik“, „Konstruktion“, „Luftfahrt“, „Werkzeuge“ und „Wissenschaft“ sowie der Anwender-tagung den intensiven fachlichen Aus-tausch zu speziellen AM-Themen.
www.rapidtech.de
13. Rapid.Tech – neues Fachforum „3D-Metal Printing“
Rapid.TechInternational Trade Show & Conference for Additive Manufacturing
FabCon 3.DThe 3D Printing Community Event
14. – 16. Juni 2016 Messe Erfurt
Seit 12 JahrenKompetenz für
generative Technologien
www.rapidtech.de
Jetzt 3 Tage ! Messe + Fachkongress
160 Aussteller
10 Länder
über 100 internationale Referenten
11 Fachforen u.a. mit:
AnwendertagungAdditive Lohnfertigung3D Metal PrintingWerkzeuge
3D PrintingConference
Foodprinting

26 Werkstoffe 3/2016
Messen und Termine
die größte Ausstellergruppe der K, die Hersteller von Maschinen und Anlagen, aufwarten. Neue komplexe Produktions-einheiten werden im laufenden Prozess präsentiert werden, die Themen Industrie 4.0, Ressourceneffizienz und Null-Fehler-Produktion stehen im Mittelpunkt. Neueste Entwicklungen der Polymerfor-schung stellen die Anbieter von Roh- und
Wachsende Weltbevölkerung, zuneh-mende Urbanisierung, steigender Ener-giebedarf, Ressourcenschwund, Klima- wandel – es gilt, große Herausforde-rungen zu bewältigen. Die globalen Auf-gaben erfordern kreative Köpfe, innova-tive Technologien und leistungsfähige Materialien. Vom 19. bis 26. Oktober trifft sich auf der K 2016 in Düsseldorf die Kunststoff- und Kautschukbranche, um ihre Lösungsbeiträge vorzustellen. Mehr als 3.000 Aussteller aus über 50 Natio-nen werden an der K 2016 teilnehmen. Mit einer Fülle von Weltpremieren wird
Kunststoff- und Kautschukbranche präsentiert Lösungs-beiträge zu globalen Herausforderungen
Hilfsstoffen vor – Werkstoffe, die zu einer ausgewogenen ökonomischen und öko-logischen Balance beitragen. Neben der Optimierung von Standardkunststoffen werden Additive und Füllstoffe, Bio- und Funktionspolymere sowie selbstverstär-kende Polymere entscheidende Leitthe-men sein.www.k-online.com
Die Messen PRODEX und SWISSTECH präsentieren auch dieses Jahr vom 15. bis 18. November 2016 wieder das ganze Spektrum der MEM-Industrie. Im Schwei-zer Industriesektor gibt es nirgends mehr Technologie und Kompetenz zu sehen als in Basel. Basel ist 2016 wieder Schauplatz der wichtigsten und grössten Industriemes-sen in der Schweiz. Die PRODEX – Interna-tionale Fachmesse für Werkzeugmaschi-nen, Werkzeuge und Fertigungstechnik – und die SWISSTECH – Internationale Fachmesse für Werkstoffe, Komponenten und Systembau – verzeichneten 2014 zusammen über die vier Messetage fast 53'000 Fachbesucher.Hohe Produktions- und Lohnkosten so-wie der konstant starke Franken fordern
der MEM-Branche einiges ab. Effizienz-steigerung und Optimierung sind für eine gesunde Entwicklung eine grosse Herausforderung. Das Messe-Power-Duo fokussiert auf das Thema Industrie 4.0, zeigt neue Technologien, Prozesse, Ma-schinen aber auch innovative Produkte um am nationalen und internationalen Markt bestehen zu können. Begleitend zur doppelten Messepower finden unter anderem wieder der Nachwuchstag am ersten Messetag, diverse Workshops und Referate, die Professional 3D-Printing Show sowie die PRODEX Award Verlei-hung 2016 statt.Die PRODEX steht erneut ganz im Zei-chen von Produktionseffizienz und kon- sequenter Optimierung des Wertschöp-fungsflusses. Sie zeigt den Fachbesu-chern aus Einkauf, Beschaffung, Fer-tigung und Produktion einen klaren, differenzierten Überblick über die ge-samte Fertigungskette der MEM-Industrie auf. Statt losgelöster, thematisch geglie-
derter Angebote präsentiert sie sämtliche Bearbeitungsprozesse anhand lücken-loser und praxisnaher Prozessketten. Zusammen mit den Patronatspartnern Swissmem und tecnoswiss bietet die PRODEX dafür ein einzigartiges Umfeld.Die SWISSTECH ermöglicht dem Besu-cher den kompletten Überblick der Be-reiche Werkstoffe, Apparate- und Maschi-nenbauteile, Werkzeugbau, Wärme- und Oberflächenbehandlung, Normteile und technische Produkte, Systembau und Technische Infrastruktur Services. Auch im 2016 wird die sehr erfolgreiche Son-derschau „Professional 3D-Printing“ wieder durchgeführt. Ebenso stellt die SWISSTECH die beste Verbindung zwi-schen Anbietern, Einkäufern und Ent-scheidern her. Dies spiegelt sich auch in der hohen Qualität der Besucher wider.
www.prodex.chwww.swisstech-messe.ch
PRODEX und SWISSTECH 2016 – doppelte Messepower der MEM-Industrie

Werkstoffe 3/2016 2726 Werkstoffe 3/2016
Unabhängig davon, ob ein wässriges Me-dium oder ein Lösemittel eingesetzt wird, mit jedem zu reinigenden Teil gelangen partikuläre und/oder filmische Verunrei-nigungen in das Reinigungsbad. Die Auf-bereitung der Medien ist daher ein wich-tiger Schritt für die qualitätssichernde und effiziente Prozessführung in der Teilereinigung. Um partikuläre und fil-mische Kontaminationen zu entfernen, stehen verschiedene Lösungen zur Verfü-gung. Welche die richtige ist, hängt von den Sauberkeitsanforderungen, der Art und Menge der einbrachten Verunreini-gen sowie vom Reinigungsmedium ab.Wässrige Reiniger bestehen aus den Komponenten Builder und Tensid, die sich in ihrer Reinigungswirkung ergänzen. Sie stehen kombiniert als Vollreiniger oder als modulare Reinigersysteme zur Verfü-gung. Im Reinigungsprozess werden bei-de Komponenten unterschiedlich stark verbraucht. Für eine stabile Reinigungs-leistung ist es daher erforderlich, beide Komponenten stabil im vorgegebenen Konzentrationsbereich zu halten, diese also verbrauchsabhängig nachzudosie-ren. Dies gelingt am besten beim Einsatz modularer Reinigungssysteme, denn es existieren inzwischen verschiedene Me-thoden, um Builder und Tensid separat zu analysieren. Dazu zählen beispielsweise die Titration, Leitfähigkeitsmessung so-wie für Builder die Messung der Schallge-schwindigkeit, die Blasendrucktensiome-trie wird für Tenside eingesetzt. Für die kontinuierliche Überwachung der Qualität von Reinigungs- und Spülbädern stehen ebenfalls praktikable Lösungen zur Verfügung, beispielsweise speziell für Reinigungsprozesse entwickelte Sen-
soren. Sie erfassen und dokumentieren die Badbelastung durch partikuläre sowie organische Verunreinigungen und zeigen einen erforderlichen Badwechsel an. Mikro- und Ultrafiltration sind Fein- und Feinstfiltrationsverfahren. Sie werden für bereits mit herkömmlichen Aufbe-reitungssystemen vorgereinigte Flüssig-keiten eingesetzt und für die Aufbereitung von Bädern, bei denen eine Filterfeinheit unter 100 µm erforderlich ist. Es lassen sich damit sehr feine Verunreinigungen aus den Reinigungs- und Spülflüssig-keiten entfernen, aber auch Reinigerbe-standteile. Der Unterschied zwischen Mi-kro- und Ultrafiltration liegt in der Feinheit der eingesetzten Filtermembran. Ultrafiltrationsanlagen, die beispielswei-se mit verschleißfesten und bis zu 95°C beständigen Keramikmembranen und einer Porenweite von nur 0,04 µm aus-gestattet sind, entfernen im Bypass nicht nur Feinstpartikel sowie Reste von Ölen und Emulsionen, sondern auch Bakte-rien bis auf wenige ppm zuverlässig aus den Flüssigkeiten. Dies kann auch die Wechselintervalle von Filtereinsätzen in Beutel-, oder Kerzenfiltern deutlich ver-längern. Es wird dadurch, dauerhaft, eine sehr hohe Badqualität, wie sie bei vielen Reinigungsaufgaben erforderlich ist, und eine lange Standzeit erreicht.Welches System eignet sich, um die Reinigerkonzentration kontinuierlich zu überwachen? Wie lässt sich der Ver-schmutzungsgrad wässriger Reinigungs- und Spülbäder zuverlässig kontrollieren? Welche Medienaufbereitung ist bei der spezifischen Reinigungsaufgabe ideal? Antworten auf diese und viele weitere Fragen rund um Badmonitoring und -pflege bietet die parts2clean. Die inter-nationale Leitmesse für industrielle Teile- und Oberflächenreinigung findet vom 31. Mai bis 2. Juni 2016 auf dem Stutt-garter Messegelände (Germany) statt. Sie ermöglicht umfassende Informatio-nen über Reinigungssysteme, alternative Reinigungstechniken, Reinigungsmedien, Qualitätssicherungs- und Prüfverfahren, Reinigungs- und Transportbehältnisse, Entsorgung und Wiederaufbereitung von Prozessmedien, Handling und Automati-on, Dienstleistung, Beratung, Forschung und Fachliteratur.
www.parts2clean.de
Messen und Termine
Parts2Clean: Überwachung und Pflege der Reinigungsmedien
www.goodfellow.com
SCHNELLERVERSAND
SUPPLY CHAINMANAGEMENT
70 000PRODUKTE
10
Goodfellow GmbHPostfach 13 43D-61213 Bad NauheimDeutschlandTel. : 0800 1000 579oder +44 1480 424 810Fax : 0800 1000 580oder +44 1480 424 [email protected]
SONDER-ANFERTIGUNGEN
Ihr Partner fürStandard-und Hightech-Materialien
ON-LINE KATALOG
Laboratory_ger_276x60:Mise en page 1 28/05/12 8:51 Page 1

28 Werkstoffe 3/2016
Messen und Termine
Präzise Einzelteilentgratung von Schüttgutware
Sita Prüfsystem für ihre Fertigung
Reinigungskörbe in Sondermaßen als Standard
Die Einzelteilentgratung von Schüttgut-ware erfordert schnelle und intelligente Automatisierungssysteme im Verbund mit einer präzisen Reinigungs- und Entgrat-technologie. Strama-MPS verbindet die Kernkompetenzen Automatisierung und Reinigung zur Erreichung hoher Waren-durchsätze mit zuverlässigen Prozessen für anspruchsvolle Reinigungs- und Ent-gratergebnisse. Anlagen des Unterneh-mens entgraten beispielsweise simultan
Fertigungshilfsmittel wie Öle, Fette, Kühl-schmierstoffe und Trennmittel sind beim Herstellen von Rohteilen unerlässlich. Als Rückstand auf der Bauteiloberfläche wer-den Sie für viele Prozesse zum Störstoff und müssen durch Reinigung entfernt werden. Beim Lackieren und Kleben füh-ren Rückstände dieser filmischen Ver-unreinigungen zu mangelnder Haftung, beim Schweißen zu Poren in der Schweiß-naht, beim Gasnitrieren durch Störung der Gasdiffusion zu Weichfleckigkeit. Bauteilsauberkeit stabil und effizient si-chern erfordert die regelmäßige Kontrol-le des Reinigungsergebnisses und das Überwachen der Prozessmedien. Der rechtzeitige Eingriff und das zielgerich-tete Steuern des Prozessverlaufes ver-hindern Störungen in der Prozesskette Bauteilfertigung. Auf der parts2clean 2016 präsentiert die SITA Messtechnik das innovative Fluores-zenzmesssystem SITA FluoScan 3D für die Kontrolle filmischer Verunreinigungen auf Bauteilen. Reinigungstechniker nutzen seit Jahren die weltweit bewährte SITA Fluoreszenz-messtechnik als Handmessgeräte zur Sauberkeitskontrolle von Bauteilen oder
Anlagen mit Arbeitskammern für das Chargenmaß von 521 x 321 x 200 mm (L x B x H) – oder auch „Schäfer A“ – haben sich in der Teilereinigung eta-bliert. Immer häufiger wird dieses Chargenmaß in Sonderanlagen auf bis zu 300 mm Höhe vergrößert, um einen höheren Durchsatz zu ermöglichen. Für die Nutzung der vollen Kapazität waren bei den Reinigungsbehältnissen bis-her ebenfalls Sonderanfertigungen erforderlich. Metallform hat das umfang-reiche MEFO-BOX-Standardprogramm jetzt um verschiedene Warenkörbe mit den Abmessungen 521 x 321 mm (L x B) erweitert. Sie stehen in den Höhen 108, 158, 200 und 300 mm ab Lager zur Verfügung. Dies ermöglicht, Chargen bedarfsgerecht in kleinere Einheiten aufzuteilen. Außerdem kann die Kapazität der Reinigungsanlage voll ausgeschöpft werden. Die dadurch mögliche Durch-satzerhöhung trägt dazu bei, die Reinigungskosten pro Teil zu reduzieren.Besuchen Sie uns auf der parts2clean Halle 5, Stand D25www.metallform.de
24 Kleinstbauteile mit präziser HD-Spritz-technologie auf ± 20µm genau. Dafür fa-hren zum Beispiel 2 mm Rotationslanzen zeitgleich und berührungslos bei sechs Bauteilen in 3 mm Bohrungen ein.Besuchen Sie uns auf der Parts2clean Halle 5, Stand C01und auf der Automatica Halle A6, Stand 411
www.strama-mps.de
als bauteilspe-zifische Inline-messung mit hohem Durch-satz. Das neue F e r t i g u n g s -p r ü f s y s t e m SITA FluoScan 3D ist eine u n i v e r s e l l e Systemlösung für die berüh-rungslose Sau-berkeitskon-trolle, welche die Vorteile beider Ansät-ze vereint. Es realisiert eine automatisierte Kontrolle von Bauteilen mit einer hohen Messwertdichte. Die integrierte Mess- und Steuersoftware ermöglicht eine ein-fache und flexible Anpassung an neue Bauteilgeometrien und Prüfaufgaben. Mehrere Bauteile werden auf der Arbeits-fläche platziert und durch Multipart-Scan automatisch nacheinander gemessen. Geringste Verunreinigungen werden prä-
zis erfasst. Anwendungsbeispiele wie die Kontrolle von Aludruckgussteilen vor dem Verkleben oder von Bauteilen vor dem Schweißen verdeutlichen den Nutzen für eine qualitätssichernde Prozessführung. Besuchen Sie uns in Suttgart auf der Parts2clean 2016, Halle 5, Stand C35
www.sita-process.com

28 Werkstoffe 3/2016 Werkstoffe 3/2016 29
Die formnext powered by tct setzt ihre erfolgreiche Entwicklung wei-ter fort. Rund ein halbes Jahr vor der Eröffnung am 15. November 2016 in Frankfurt am Main hat die formnext bei den Buchungen die Vorjahresfläche bereits deutlich übertroffen. Zahlreiche inter-nationale Marktführer haben sich für eine Messeteilnahme auf der formnext 2016 entschieden. Aus dem Additive Manufacturing ist u.a. mit Additive Industries, Alphacam, Arburg, Concept-Laser, 3D Systems, EOS, Envisiontec, Keyence, Materialise, Prodways, Reni-shaw, Ricoh, SLM, Stratasys, Trumpf und Voxeljet nun die Weltelite vertreten. Auch aus der Spitzenriege der Maschinenbauindustrie gibt es prominente Anmeldungen: GF zeigt sich jetzt auf einem ei-genen Stand sowie Hermle und Sauer/DMG Mori. Weitere Tradi-tionsunternehmen wie Bikar Metalle, Heraeus, Kegelmann, Knarr, Lamy, Listemann, Werth Messtechnik und viele mehr betrachten die Formnext als ihre Messeplattform. Auch beim Softwaresektor sehen wir u.a. mit Unternehmen wie Altair, Autodesk, Dassault Systèmes, Ikoffice, Machineworks eine gute Entwicklung.Mit ihrer einzigartigen Kombination von Additive Manufacturing und konventionellen Technologien zeigt die formnext die nächste Ge-neration intelligenter industrieller Produktion. Ein wichtiger Grund für den Erfolg der formnext ist neben dem innovativen Messekon-zept auch die sehr hohe Besucherpräsenz von Entscheidern und Entwicklern aus der ganzen Welt. So kamen Vertreter zahlreicher Marktführer, OEMs und Zulieferunternehmen als Fachbesucher zur formnext 2015: Von BMW, Daimler, Ferrari, Honda, Opel, Porsche, Tesla und Volkswagen über Airbus, GE, Lufthansa bis hin zu Adi-das, BASF, Ferrero, Fresenius, Hilti, Johnson, Nike, Procter & Gam-ble oder Siemens. Die Gesamtzufriedenheitsrate der Besucher zur Messepremiere lag bei erstklassigen 96 Prozent.Die Integration neuer Technologien in bestehende und künftige Produktionsprozesse ist bereits ein wichtiges Thema für viele Un-ternehmen und wird in seiner Bedeutung weiter steigen. Wie sich neue Produktideen noch effizienter realisieren lassen und welche weiteren Chancen sich daraus ergeben zeigt die formnext powered by tct 2016 mit begleitender Fachkonferenz vom 15. – 18.11.2016 in Frankfurt am Main.
www.formnext.de
formnext 2016
Messen und Termine
Frankfurt am Main, 15.– 18.11.2016formnext.de
Folgen Sie uns
@ formnext_expo # formnext16
Informationen:+49 711 [email protected]
Messefi lm 2015
Touch tomorrow!An vier Messetagen im November fi nden Besucher in Frankfurt inspirie-rende Lösungen für die schnelle und effi ziente Realisierung von Produkt-ideen. Mit ihrer einzigartigen Kombi-nation aus Additive Manufacturing und konventionellen Technologien zeigt die formnext powered by tct die nächste Generation intelligenter industrieller Produktion. Vom Design über die Herstellung bis zur Serie.
Seien Sie dabei. Es lohnt sich.
Where ideastake shape.
International exhibition and conferenceon the next generation of manufacturing technologies
www.langescheid.de
Eugen LangescheidVolmestraße 45
58579 SchalksmühleTel. 023 55/15 36
Fax 023 55/ 61 61
Hartmetall-Konstruktions-
teile im.Verschleißbereich.
Hartmetall-Maschinenteile.im Verbund mit.
anderen Werkstoffen.
Teile ausHartmetall
Langescheid e.K.Volmestraße 45
58579 SchalksmühleTel. 02355/1536Fax 02355/6161

WWW.STM.ATMADE IN AUSTRIA100% PREMIUM QUALITY
30% ihrer operati ven Kosten werden durch Abrasiv verursacht.
Unsere Lösung: OneClean, das modulare System für Recycling und Wiederaufb e-reitung von Wasser und Abrasiv.
Von Einsti egslösungen bis hin zu komplexen 3D-Systemen. STM bie-tet Wasserstrahlschneide-Lösungen um Sie noch effi zienter, wirtschaft li-cher und erfolgreicher zu machen.
WATERJET SOLUTIONS
Farbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne SprühnebelFarbspritzen ohne Sprühnebel
®
Profi-Spritzpistole für jeden EinsatzWeitere Infos unterwww.metacap.deoder +49 (0)451 5820091
LineartechnikAbrichttechnik
Sonderlösungen
ERO-Führungen GmbHErich Rothweiler & SöhneWeißkreuzstraße 1679843 Löffingen - UnadingenFon: +49 77 07 / 15 80Fax: +49 77 07 / 91 [email protected]
Brikettierung zahlt sich aus!
Brikettierpressen von HÖCKER POLYTECHNIK verdichten Metall-späne optimal.
Dadurch werden hohe Erlöse beim Entsorger erzielt. Ein Return-of-invest unter 12 Monaten ist möglich!
Rufen Sie uns an!Telefon +49 (0) 5409 405 - 0
HÖCKER POLYTECHNIK GmbHBorgloher Straße 1 49176 Hilter · GermanyFon + 49 (0) 5409 405 - 0Fax + 49 (0) 5409 405 - [email protected]
• Bis zu 90% Volumenredu- zierung
• Hohe Erlöse durch Vermark- tung der Briketts
Bes
uche
n Si
e un
s au
ch o
nlin
e: w
ww
.wer
ksto
ffze
itsch
rift.d
e

Werkstoffe 3/2016 31
Unternehmen, die im Land der Morgen-röte einen Markteintritt planen, ihnen bietet eine Messebeteiligung eine gute Möglichkeit. Allerdings sollten sie eines mitbringen: einen langen Atem. Die Kul-tur in Japan ist auf langfristige Vertrau-ensbildung angelegt und die braucht eins: Zeit. Wer also eine Messe als Test-ballon zum Markteintritt nutzen möchte, wird beim ersten Mal sehr wahrschein-lich keinen Geschäftsabschluss reali-sieren. Dennoch: potenzielle japanische Geschäftspartner werden das Unterneh-men wahrnehmen und darauf warten, ob man bei der nächsten Messe wieder vor Ort ist. Wer also das Investment tätigen will, sollte gleich für mindestens drei Auf-tritte planen. Wird Aussteller von einem potenziellen Geschäftspartner während einer Messe mehrfach besucht, ist dies durchaus üblich. Der erste Besuch er-folgt oftmals durch die „Vorhut“, das sind Mitarbeiter, die die Messe systematisch nach potenziellen Geschäftspartnern durchstöbern. Der nächste Besuch er-folgt dann durch fachspezifisches Perso-nal, bspw. Ingenieure aus der Entwick-lungsabteilung. Beim dritten Besuch darf man davon ausgehen, dass der Besucher Entscheidungsträger ist. Dennoch ein Geschäftsabschluss mit ihm nach dem ersten Kontakt ist auf jeden Fall die Aus-nahme, und nicht die Regel.
Standgestaltung / Exponate
Japaner lieben die Fülle an Informati-onen. Steht zur Disposition nur die Pro-duktneuheiten zu zeigen oder doch das
ganze Portfolio, so ist die klare Empfeh-lung: Das ganze Portfolio. Lieber einen Messestand vermeintlich vollstopfen als auf Produkte verzichten. Gleiches gilt für die graphische Gestaltung des Messeauf-tritts. Am Text darf gespart werden, nicht aber an grafischer Erläuterung zu Produkt und/oder Unternehmen.
Abwicklung des Messeauftritts
Wie so oft gilt auch in Japan der drin-gende Rat mit einem erfahrenen Partner vor Ort zusammen zu arbeiten. Dies er-spart böse Überraschungen. Beispiels-weise ist es auf vielen Messegeländen nicht möglich zu riggen. Eine Abhängung von der Decke entfällt damit, was auf den Standbau entsprechende Auswirkungen hat. Auch gibt es eine Reihe von Materi-alien, die auf Messen nicht zulässig sind oder aber über japanische Zertifikate ver-fügen müssen – beispielsweise für den Brandschutz. Diese beizubringen kann für jemanden, der sich vor Ort nicht aus-kennt, zu einem echten Problem werden. Weiterer Punkt ist das Thema Einfuhr. Auch hier gilt Profis beauftragen. Sonst kann es passieren, dass Exponate auf-grund von fehlender Dokumentation im Zoll hängen bleiben und nie den Weg auf das Messegelände finden. Geht es
um die Zahlung von Leistungen vor Ort so ist die Überweisung die Zahlungs-weise der Wahl. Weniger üblich ist eine Zahlung per Kreditkarte. Eher wird dann Cash gezahlt, beispielsweise für Dienst-leistungen (Standreinigung, Anschlüsse, ...). Schecks sind die große Ausnahme.
Hospitality
Es hängt von der Messe ab, ob Catering auf dem Messestand notwendig ist oder nicht. Diese Frage gilt es an den Partner vor Ort zu richten. Egal ob Catering oder nicht: Alkohol wird auf Messen nicht aus-geschenkt. Was aber erwartet wird, ist Standpersonal, das Japanisch spricht und ggf. dolmetschen kann. Gibt es kein eigenes Personal mit Japanisch Kennt-nissen sollte man entsprechende Hostes-sen oder Übersetzer vor Ort engagieren. Auch Broschüren sollten in Japanisch vor-handen sein. „Nice to have“, aber kein „must have“, sind Give Aways. Mehr zum Thema „Ausstellen in Japan“ finden Interessierte auf der IFES-Website. Hier stehen in der Rubrik „10 Minutes about...“ ein Video über die zentralen Fragen zu Messebeteiligungen in Japan bereit. Auch sind auf der Webseite quali-tätsgeprüfte Partner zu finden. www.ifesnet.com
Sonderteil: MessebauAusstellen in…Eine Serie des IFES International Federation of Exhibition and Event Servies. Diese Mal: Japan
Beim Messebau zunächst prüfenWer mit seiner Firma auf einer Messe ausstellt braucht einen Messestand, soviel steht fest. Ob das Messestand Design die Besucher anspricht und da-mit die Besucherfrequenz am Messestand erhöht, ist nicht von vornherein sicher. Der Vergleich von An-geboten ist also zu empfehlen. Wichtig ist es darauf zu achten, dass bei einem Marketinginstrument wie dem Messestand, neben den Kosten auch die Lei-stung eine wichtige Rolle spielt. Dein-Messestand bietet Ausstellerfirmen einen kostenlosen Messe-service. Wer bei Dein-Messestand ein Angebot an-fordert, der erhält aus einem Netzwerk von mehr als 100 unabhängigen Messebauunternehmen bis zu 3 individuelle Messebau-Angebote mit Visualisierung und Kalkulation. Das spart Zeit und bringt den opti-malen Leistungsvergleich. www.dein-messestand.com(Bildquelle: Dein Service GmbH)

32 Werkstoffe 3/201632 Werkstoffe 3/2016
3D-DRUCK
Der neue 3D-Drucker J750
Stratasys Unternehmen für Lösungen im Bereich 3D-Druck und Additive Fertigung, stellt mit dem J750 einen innovativen 3D-Drucker vor, der den 3D-Druck neu definiert. Mit ihm lassen sich erstmals die Grenzen überwinden, die der Techno-logie bisher gesetzt waren, indem er es Anwendern ermöglicht, eine breite Palet-te verschiedener Materialien – von steif bis flexibel, von transparent bis undurch-sichtig – mit einem bisher unerreichten Farbspektrum aus 360.000 verschie-denen Tönen zu kombinieren. Durch die-se Vielseitigkeit entstehen realistische Prototypen und Produkte ohne Nachbear-beitung in nur einem Druckvorgang. Der J750 ist das Highlight innerhalb der Objet Connex-Produktgruppe von Stra-tasys, in der Multimaterial- und Multi-farb-3D-Drucker zusammengefasst sind. Mit dem J750 lassen sich jetzt Prototypen herstellen, die in sich eine Vielzahl von Farben, Materialien und Materialeigen-schaften vereinigen, so dass realistische Modelle in Rekordzeit zur Verfügung ste-hen – und das für fast alle Anwendungen. Darüber hinaus ist der J750 in der Lage, Werkzeuge, Formen oder Schablonen für die Fertigung herzustellen. Die inno-vative Lösung ermöglicht durch diese sofortige Verfügbarkeit von Prototypen eine schnellere Entscheidungsfindung im Produktdesign und verkürzt so den Entwicklungsprozess und die Marktein-führungszeit deutlich. Da zahlreiche Prozesse durch diese Zeiteinsparung überflüssig gemacht und Ressourcen ein-gespart werden können, erlaubt der J750 eine erhebliche Senkung der Kosten für die Fertigung authentischer Prototypen. Bereits wenige Stunden nach dem ersten Konzeptentwurf können die Produktent-wicklungsteams eine realistische Ein-schätzung des fertigen Produkts in Bezug auf Aussehen und Funktionalität erhalten und Optimierungen bei Bedarf unmittel-bar umsetzen. Der J750 ist eine Komplettlösung mit einem optimierten Workflow, der auf der neu entwickelten Software PolyJet Studio™ basiert. Die innovative Benut-zeroberfläche der Software ermöglicht
Nutzern die unkomplizierte Auswahl der Materialien und sorgt für ideale Abläufe bei der Druckerstellung sowie der Ver-waltung laufender Druckaufträge. Durch einfach zu bediendende Steuerungswerk-zeuge werden Farbzuweisungen, Trans-parenzen und Härtegrade kontrolliert; Farbtexturen können verlustfrei durch aus CAD-Werkzeugen importierte VRML-Dateien geladen werden.Dank der durchdachten Kontsruktion des J750 reduzieren sich auch die für Materialwechsel bedingten Ausfallzeiten. Der J750 erlaubt die Nutzung von sechs verschiedenen Materialien und verwal-tet und priorisiert sie intelligent, indem er die am meisten genutzten immer für den sofortigen Druck bereitstellt. Dank innovativer Druckköpfe können simu-lierte Produktionskunststoffe wie Digital ABS™ doppelt so schnell wie mit anderen Stratatsys PolyJet-Systemen verarbeitet werden. Da die fertigen Modelle aus au-thentischen Farben, Farbtexturen und Materialien bestehen, müssen sie nach-träglich weder gefärbt noch zusammen-gesetzt werden.Durch seine Vielseitigkeit kann der J750 in zahlreichen Branchen und für verschie-denste Produkte und Anwendungen ein-gesetzt werden. Dazu gehören die Kon-sumgüterindustrie, Servicedienstleister, Designunternehmen, Universitäten und Ausbildungsstätten, Medizintechnikan-bieter, Krankenhäuser oder medizinische Forschungseinrichtungen sowie Firmen im Special Effects- oder Animationsbe-reich.www.stratasys.com
Wenn Gussformen nicht mehr gegossen, sondern gedruckt werden
voxeljet forciert den Wachstumsmarkt USA und nimmt jetzt das größte 3D-Drucksystem in Michigan in Betrieb. Mit dem 3D-Drucker VX4000 unterstreicht einer der führenden Anbieter von großfor-matigen 3D-Druckern und On-Demand-Teile-Dienstleistungen seine wichtige Position auf dem US-Markt. Als Direkt-abnehmer profitiert vor allem die ame-rikanische Gießereiindustrie davon. Mit 3D-Druckern lassen sich zum Beispiel große Lauf- und Turbinenräder am Stück herstellen. Und das in der Regel in kürze-
Produkte, Innovationenrer Zeit und kostengünstiger als mit tradi-tionellen Verfahren. Weltweit verfügt kein anderes 3D-Druck-system für Sandformen über ein größe-res, zusammenhängendes Bauvolumen. Der Bauraum entspricht mit 4.000 x 2.000 x 1.000 mm (LxBxH) ungefähr Golfgröße. Die VX4000 ist sehr schnell und dabei noch einfach zu bedienen. Der riesige 3D-Drucker erlaubt neben der kostengün-stigen Produktion von sehr großen Einzel-formen auch die Herstellung von Kleinse-rienbauteilen oder die Kombination aus beidem. Darüber hinaus werden stabile Seitenwände mitgedruckt, d.h. die Größe des Baufeldes kann flexibel angepasst werden. Bei keinem vergleichbaren Sys-tem lässt sich derart die Baugeschwindig-keit an das Bauvolumen anpassen.Ein weiterer Clou: Das Schichtbauverfah-ren wurde für diesen Drucker speziell an-gepasst. Die Bauplattform wird während des Druckprozesses nämlich nicht abge-senkt, sondern der Druckkopf hebt sich mit jeder Schicht an. So wird das große Gewicht der Bauplattform ohne weiteres getragen, diese kann über eine Schiene schnell ausgetauscht werden. Dadurch ist ein nahezu permanentes Drucken möglich.Die Formen entstehen durch den schicht-weisen Auftrag des Partikelmaterials Quarzsand, das mit einem Binder selek-tiv verklebt wird. Nach dem Druckprozess muss die Form nur noch entpackt, also vom überschüssigen Sand befreit wer-den. Da die Sandformen direkt aus den CAD-Daten entstehen, setzen sie Maß-stäbe in puncto Detailreichtum und Prä-zision.Zwar hat sich voxeljet auf die additive Fertigung für die Gießereiindustrie spe-zialisiert, doch kann im Prinzip jedes Un-ternehmen von der voxeljet Technologie profitieren. Einzige Voraussetzung: es befasst sich mit dem Thema Guss, etwa indem es Gussteile konstruiert, verarbei-tet, einsetzt oder optimiert.Mit der Entscheidung, die VX4000 auch in den Vereinigten Staaten einzusetzen, komplettiert voxeljet dort sein Service-Angebot für den On Demand-3D-Druck großer Sandformen. www.voxeljet.de
3D-DRUCK IM WERKZEUGBAU
3D-Druck im Werkzeugbau verkürzt Fertigungszyklen um 70 Prozent
Modernste Lasertechnik macht vieles möglich, was vor wenigen Jahren noch undenkbar oder nur mit immensem Auf-wand zu realisieren war. Mit innovativen

Werkstoffe 3/2016 3332 Werkstoffe 3/2016
voxeljet AG Paul -Lenz-Straße 1a 86316 Friedberg [email protected] www.voxeljet.com
Americas EMEA AsiaPacific
3D -Drucksysteme· Industrietaugliche 3D-Drucksysteme · Effektiver Dauereinsatz durch robuste,
hochwertige Komponenten· Druck von Formen mit komplexen
Geometrien und Hinterschneidungen
Dienstleistungs -Center für Sandguss-Kerne und Formen· Großformatige Bauräume bis 8 m³· geeignet für den Guss aller gängigen
Leichtmetall-, Eisen- und Stahllegierungen· Seriennahe Abgusseigenschaften
Feinguss -Modelle· Modelle bis 1.000 x 600 x 500 mm· Ideal für Feinguss dank optimalem
Ausbrennverhalten· werkzeuglose Herstellung
der Ausschmelzmodelle
3D -Drucksysteme3D -Drucksysteme3D -Drucksysteme3D -Drucksysteme3D -Drucksysteme
RAPID.TECHHALLE 2 STAND 2-213
ENTMAGNETISIERUNG
Curiesieren für jeden Anspruch
Rechtzeitig zur Fachmesse „parts2cle-an“ informiert Maurer Magnetic über die neue Produkt-Kategorisierung ihrer Entmagnetisier-Geräte der Linie Maurer Degaussing, die künftig drei Gruppen umfasst. Für die Mehrzahl der Anwen-dungen, besonders im Bereich der Tei-lereinigung, sind die Geräte der Gruppe „Standard“ eine wirtschaftliche Lösung. Für höhere Ansprüche, z. B. in der Fein-streinigung, ist das Einhalten sehr hoher magnetischer Anforderungen erforder-lich. Dafür und für das Entmagnetisieren von Hartmetall-Teilen, stehen die Geräte der Gruppen „Comfort“ bzw. „Premium“ zur Verfügung. Die Gruppe „Standard“ umfasst derzeit ein Angebot von 18 Spu-len mit Spitzenfeldstärken von 30 bis 60 kA/m nebst den dazugehörigen Steu-ergeräten. Die Dimensionierung der Spulen ist auf die gängigen, im Reini-gungseinsatz üblichen Korbgrößen, ab-gestimmt. Je nach Anordnung der Teile, entweder als Schüttgut oder orientiert im Warenträger, ist die Ausrichtung des Magnetfeldes der Entmagnetisierspule horizontal oder vertikal möglich. Das Entmagnetisieren erfolgt nach dem patentierten „Maurer Degaussing“-Ver-fahren, auch „Curiesieren“ genannt. Ähn- lich dem Erwärmen über die „Curie-Tem-peratur“ hinaus werden durch dieses Verfahren die magnetischen Strukturen von ferromagnetischen Teilen und Bau-gruppen nahezu vollständig neutralisiert. Das Material ist danach mit denselben vorteilhaften Eigenschaften ausgestattet wie ein geschmiedetes Teil. Beobach-tungen an curiesierten Teilen belegten darüber hinaus einen magnetischen Selbstheilungseffekt. Die Geräte können mit einer Spule oder mit einer zweiten Spule in der so genannten „Helmholtz-konfiguration“ betrieben werden. Eine Standard-Steuerschnittstelle erleichtert die Integration der Geräte in automati-sierte Produktionsanlagen. Das Maurer Degaussing-Verfahren selbst ist bereits äußerst energie-effizient. Für zusätzliche Energieeinsparungen sorgt die Blind-stromkompensation der Steuergeräte. www.maurermagnetic.ch
Laseranwendungen können heute For-men in Metall „gedruckt“ werden, mit de-nen sich zum Beispiel Fertigungszyklen für Kunststoffspritzgussteile um bis zu 70 Prozent reduzieren lassen. Denn mit lasergeführtem 3D-Druck in Me-tall lassen sich Formeinsätze realisieren, die auch bei komplexen Endprodukten optimal konturnah temperiert werden können. Diese Kühlkanäle mit herkömm-lichen Herstellungsverfahren in ein Werk-zeug einzubringen ist praktisch nicht möglich. Die verbesserte Temperierung verkürzt die Zykluszeiten beim Spritzgie-ßen maßgeblich. Das schafft zusätzliche Kapazitäten, ohne den Maschinenpark erweitern zu müssen. Bei gleicher Kapa-zität können Spritzgießer so eine höhere Produktion erzielen.Das Verfahren des 3D-Drucks in Metall reduziert zudem Entwicklungs- und Pro-duktionszeiten der Werkzeuge deutlich. Mit dem Laserschmelzen hergestellte Werkstücke überzeugen dabei mit höchs-ter Qualität.Die Möglichkeiten der Lasertechnik sind nahezu unbegrenzt. Jedoch erfordert die-se komplexe Technologie eine Menge an Erfahrung, um Projekte ohne Probleme und Verzögerungen umzusetzen. Des-halb ist es ratsam, bereits bei der Pla-nung eines neuen Produktes, einen Fach-mann hinzuzuziehen. Ein Laserspezialist, wie die bkl-lasertechnik, unterstützt sei-ne Kunden bei allen Fragen, wie sie die Lasertechnik gewinnbringend einsetzen können und verwirklicht auch komplexe Projekte gemeinsam mit den Entwick-lungsteams der Kunden. Optimalerweise sollten die Kunden die Laserfachleute von bkl-lasertechnik möglichst frühzeitig hinzuziehen, um gemeinsam Einspar-potenziale und neue Gestaltungsmög-lichkeiten der Lasertechnik auszuloten. Denn auch im Designbereich eröffnet die Lasertechnik ganz neue Perspektiven. Komplexe Laserstrukturen können prak-tisch verzerrungsfrei in jedes Werkzeug eingelasert werden. Neben der 16-jährigen Erfahrung im 3D-Druck in Metall bietet die bkl-lasertechnik auch einen umfassenden Katalog mit über 80 Lasertexturen an. Bei Bedarf set-zen die Spezialisten von bkl-lasertechnik auch die ausgefallensten Gestaltung-sideen und -wünsche der Kunden mit einem spezialisierten Designerteam um.www.bkl-lasertechnik.de
Produkte, Innovationen

34 Werkstoffe 3/2016
Produkte, Innovationen
Die verantwortliche Montagefirma Eret verbaute neben dem kompakten Helix-Tor auch ein Iso-60 Sektionaltor von Al-pha Deuren. Die Paneele des Iso-Tores haben dieselbe Profilierung wie beim Helix-Spiraltor. Sie sind 60 Millimeter stark und haben stabile, thermisch ge-trennte Alurahmensektionen. Damit er-reicht es im geschlossenen Zustand eine sehr gute Energiebilanz, ohne dabei auf natürliches Tageslicht verzichten zu müs-sen. Aufgrund des eingebauten Schnell-laufantriebs ist die Leistungsfähigkeit der beiden Sektionaltore deutlich besser als bei Standardlösungen.Die Sektionaltore von Alpha Deuren werden nach Auftragseingang in einer modernen Produktion exakt auf Maß ge-fertigt und über den Fachhandel, einge-baut. In enger Zusammenarbeit mit der Service- und Montagefirma vor Ort kön-nen so eine optimale Beratung und das technische Know-how bei der Installation sichergestellt werden.www.alpha-deuren.nl
Neue Siebdrucklinie für hohe Beschichtungsqualität
Der Sensorikspezialist Novotechnik hat am Standort Ostfildern bei Stuttgart in eine neue Siebdrucklinie investiert. Plas-maaktivierungsanlage, moderne Sieb-druckmaschine und kontinuierlicher Durchlaufofen zum Einbrennen von sieb-gedruckten Widerständen sind dabei vollautomatisch miteinander verkettet. Ein besonderes Highlight der Linie sind extrem geringe Schwankungen in der Schichtdicke. Damit ist Novotechnik in der Lage Sensoren zu produzieren, die ohne Nacharbeit bereits hochpräzise Po-sitionen erfassen können. Novotechnik stellt diese hochmoderne Anlage auch Dritten in Lohnfertigung zur Verfügung. Dabei können FR4 und beliebige andere Substratmaterialien in Größen bis 300 x 300 mm bedruckt werden, z.B. elektro-nische Schaltungen, Schaltungen aus bedruckten Widerständen anstelle von SMD-bestückten Platten oder auch an-deren großflächige Beschichtungen, bei denen es auf eine möglichst konstante Beschichtungsqualität ankommt. Bei potentiometrischen Sensoren, die im
INDUSTRIAL SUPPLY
Laserschutzvorhang mit DIN EN 12254 Zertifikat
Um Laserbereiche vom restlichen Ferti-gungs- bzw. Laborbetrieb abgrenzen zu können, werden oft Laserschutzvorhänge eingesetzt. Spetec präsentiert in diesem Zusammenhang seinen Laserschutz-vorhang LP12. Die Vorhänge werden je nach Kundenwunsch in verschiedenen Größen und Ausführungen angeboten. Das Material des Laserschutzvorhangs wird in „Sandwichbauweise“ hergestellt. Das heißt, es wird unbrennbares, licht-undurchlässiges Material auf ein une-lastisches Trägergewebe aufgebracht, welches dem Vorhang mechanische Stabilität gibt. Der Spetec Laserschutz-vorhang LP 12 ist von DIN Certco geprüft und zertifiziert. Bei der Konfektionierung der Vorhänge werden großflächige Folien verarbeitet und mit einem Klettband vernäht. Die Vorhänge können in allen beliebigen Längen und Breiten hergestellt werden. Montiert werden die fertigen Vorhänge an einem Metallprofil, das wiederum an der Decke oder der Wand befestigt wird.Die Aufhängung der Vorhänge kann über Ösen, spezielle Gleiter oder auch durch Klettband mit Schraubensicherung er-folgen. Dadurch kann der Laserschutz-vorhang an optische Tische und sonstige Gehäuse passgenau angepasst werden.Eine weitere Variante ist die Einpassung des Laserschutzvorhanges in einen Rah-men aus Metallprofil. Mit Rollen versehen entsteht dadurch eine mobile Stellwand als Laserschutz.www.spetec.de
Sektionaltore
Hochwertig, langlebig und schnell – das sind die drei wesentlichen Merkmale der Sektionaltore von Alpha Deuren. Zu die-sem klaren Qualitätsanspruch passen die Prinzipien der Firma Hack Formen-bau, die auf Werkzeugkonstruktionen und Fertigung von Spritzgussformen spe-zialisiert ist. Gunnar Hack, geschäftsführender Gesell-schafter von Hack Formenbau beauftrag-te WESTO-BAU, ein neues Produktions-gebäude als Erweiterung am Standort in Kirchheim zu errichten. Als es um die Auswahl eines professionellen Torlie-feranten ging, entschied man sich für den niederländischen Hersteller Alpha Deuren. Nun sorgen zwei hochmoderne Sektionaltore dafür, dass Gabelstapler und LKWs schnell und sicher die Waren durchfahren können.Eines der Tore, das Helix-Spiraltor, öffnet mit einer maximalen Laufgeschwindigkeit von bis zu 1,1 Metern pro Sekunde sechs Mal schneller als ein herkömmliches Sektionaltor – eine Leistung, die für stark frequentierte Durchgänge immens wich-tig ist, um wenig Energie zu verschwen-den. Dank der filigranen Spiralen, auf die sich das Tor beim Öffnen aufrollt, wird Zeit und wertvoller Platz gespart. Diese Spiraltechnologie sowie der Verzicht auf einen Gewichtsausgleich über kostspie-lige Zug- oder Torsionsfedern machen das Helix-Tor hocheffizient, langlebig und wartungsarm.Bewegt wird das Tor über eine Alumini-umwelle und einem per Frequenzum-richter geführten Aufsteckantrieb. Dazu gesellt sich ein ausgeklügeltes Ketten- und Stahlseilsystem, das über Ritzel und Umlenkrollen läuft. Auf diese Weise wird das Torblatt zügig in die obere und untere Endlage befördert. Sicherheit im Betrieb gewährleisten Sensoren und ein Licht-gitter, das im Führungsschienensystem integriert ist. Die Sensoren des Lichtgit-ters überwachen die Hauptschließkante und stoppen das Tor, bevor es zu einer Berührung mit Hindernissen kommt. Für eine schnelle sowie sichere Installation sorgen die vormontierten Ketten- und Stahlseilsysteme in der Führungsschie-ne. Das mikroprofilierte Torblatt in einer Stärke von 40 Millimetern verfügt über eine hervorragende Dämmleistung.

Werkstoffe 3/2016 3534 Werkstoffe 3/2016
tionsradius ist er prädestiniert für den Betrieb von z.B. Kameras oder Access Points in Industrie, Logistik und allen anderen Bereichen, in denen keine se-parate Stromquelle zur Speisung der Endgeräte zur Verfügung steht. Alterna-tiv können vier der 24 Ports durch SFP-Einschübe zu Dual-Speed-Glasfaserports umgerüstet werden. Der KGS-2641 überzeugt mit umfang-reichen Layer-2- und Layer-3-Funktionen. Darüber hinaus kann er als DHCP-Server eingesetzt werden. Die Möglichkeit zum Konfigurations-Up- und Download erlaubt es, die Einstellungen des Switches kin-derleicht wiederherzustellen oder zu ver-vielfältigen.Der KGS-2641 unterstützt „Green-Ether-net“, denn die Abschaltung nicht aktiver Ports reduziert den Stromverbrauch auf den tatsächlichen Bedarf. Und trotzdem entgeht ihm nichts: Das integrierte Alarm-Relay informiert über Strom- oder Verbin-dungsausfälle auf Glas- und Kupferports. Weitere Sicherheits-Features sind die redundante Stromversorgung sowohl in der der Gleich- als auch in der Wech-selstromausführung und der Auto Laser Shutdown, der eine Verletzung der Augen bei abgezogenem Kabel am Glasfaser-port verhindert.Als robuster 19‘‘ Industrieswitch fühlt sich der KGS-2461 überall wohl: klas-sisch im Rack oder dank erweitertem Temperaturbereich von -30°C bis +60°C in rauer Umgebung. Durch seine enormen „Mean-Time-Between-Failures“ (MTBF) von 200.000 Betriebsstunden bietet der KGS-2461 einen störungsfreien Betrieb von über 20 Jahren. www.kti.de
KERAMIK IM DRAHTZUG
Höchstmögliche Prozesssicher-heit bei steigender Produkt- qualität im Drahtzug
Seit mehr als 50 Jahren finden kera-mische Werkzeuge aus dem Hause Cer-amTec in der drahtfertigenden Industrie Verwendung. Maschinenkomponenten wie Ziehringe, Zieh- und Führungsrollen oder Ringsegmente, Ösen und Formele-mente unterliegen harscher Belastung und damit einem andauernden Ver-
gerung der Qualität und gleichzeitig eine Senkung der Kosten zu erreichen. Kelch stellt die Smart Factory Services als ein-zelne Module zur Verfügung, die der Kun-de selbst kombiniert. So hat er ein auf sich abgestimmtes Paket, das den größt-möglichen Optimierungseffekt analysiert und implementiert. Die Engineering Services widmen sich der Bestandsanalyse. Infolgedessen wer-den beim Kunden die Subsysteme ver-netzt und die Datenhaltung und -pflege zentralisiert. Für die Datenpflege stellt Kelch seine Spezialisten zur Verfügung, so konzentriert sich der Kunde auf seine Kernkompetenz. Fakt ist, nur die zentrale Datenpflege und -verwaltung gewährlei-sten die Richtigkeit und Vollständigkeit der Daten.Die Tool Services dienen dazu, die Werk-zeugvielfalt zu reduzieren, den Zusam-menbau und die Standzeit zu optimieren und die Beschaffung und Lagerung zu übernehmen. Der Kunde profitiert be-reits durch die Werkzeugeinstell- und Schrumpfgeräte von optimal zusammen-gebauten und eingestellten Werkzeugen. Kelch schafft weitere Vorteile, wie lukra-tive Preise für einzelne Komponenten und eine verlässliche Kundenbetreuung durch den technischen Support.Die Financial Services kümmern sich um die Finanzierung eines modernen Geräte-parks. So spart der Kunde hohe Anschaf-fungskosten, denn einige Maßnahmen bedeuten eine Erneuerung von einzelnen Maschinen, da ältere Maschinen-Genera-tionen für eine Vernetzung nicht ausge-legt sind. Das Know-how, die Produkte und die Fer-tigung sind gegeben, um Industrie 4.0 umzusetzen. Den grundlegenden Vorteil, den Kelch hat ist, dass der komplette Prozess von der Konstruktion/Program-mierung über die Werkzeugaufbereitung und Vermessung, die Fertigung bis hin zur Vermessung der produzierten Teile verstanden und optimiert wird. http://www.kelch.de
INDUSTRIESWITCHES
Neues PoE-Flaggschiff im Switch-Portfolio
Mit dem KGS-2461 hat KTI sein neues PoE-Flaggschiff unter den Industrieswit-ches vorgestellt. Über seine Kupferports kann er 24 angeschlossene Endgeräte mit jeweils bis zu 30 Watt (PoE+/High-PoE) versorgen. Mit diesem großen Ak-
Maschinenbau und Automobilindustrie sehr viele Einsatzbereiche haben, wer-den im Siebdruckverfahren Dickschicht-widerstände auf Leiterplatten gedruckt. Je nach Anwendung gilt es dabei unter-schiedliche Anforderungen unter einen Hut zu bringen: Genauigkeit und Repro-duzierbarkeit müssen konstant bleiben. Da die Betriebsbedingungen für jede Anwendung unterschiedlich sind, ent-wickelt und produziert Novotechnik die siebdruckfähigen Leitpasten selbst, mit denen die potentiometrischen Sensoren hergestellt werden, und kann so auf die ständig steigenden Anforderungen mit maßgeschneiderten Lösungen reagieren.Ein Maß für die Genauigkeit eines Poten-tiometers ist die Linearität bzw. der Line-aritätsfehler. Dieser Linearitätsfehler wird maßgeblich von der Siebdruckqualität bestimmt. Die entscheidenden Faktoren dabei sind die Güte der Siebdruckpaste und die gleichmäßige Aufbringung dieser auf das Substrat. Hier bringt die neue Siebdrucklinie erstklassige Ergebnisse. (Bild 2). Das Resultat sind potentiomet-rische Sensoren mit höchster Linearität. Sie werden z.B. im Automobilbau als Gaspedal- oder Drosselklappensensoren eingesetzt. Auch im industriellen Umfeld finden sich vielseitige Anwendungen: In Stell- und Regelventilen, Führerständen, Schiffsbau, Windkraftanlagen, Schweiß-zangen, Spritzgussmaschinen, kurz: über- all da, wo die Position eines beweglichen Bauteils möglichst genau erfasst werden muss.www.novotechnik.de
INDUSTRIE 4.0
Industrie 4.0 Komplettlösung mit flexibel kombinierbaren Modulen
Kelch bietet eine integrierte und ver-netzte Komplettlösung für Industrie 4.0 an. Die Dienstleistung basiert auf den folgenden flexibel zusammenstellbaren Modulen: Planung, Digitalisierung, Inte-gration, Optimierung, Beschaffung, Lage-rung und Finanzierung. Diese bilden die Kernthemen rund um das Werkzeug und die dazugehörigen Prozesse. Datenkonsistenz und Vernetzung sind grundlegende Bausteine, um eine Stei-
Produkte, Innovationen

36 Werkstoffe 3/2016
stellten Fahrzeugstruktur, überzogen mit einer Außenhaut aus wetterbeständigem Textil. Der „EDAG Light Cocoon“ soll aus Designersicht polarisieren und bricht be-stehende Denkmuster in der Fahrzeug-konzeption auf. Die Karosseriestruktur greift bionische Muster auf und überführt in eine leichte Karosseriestruktur. Ein Concept Car, das nachhaltige Wege auf-zeigt und gleichzeitig das technologische Potenzial der additiven Fertigung verkör-pert.In einem Gemeinschaftsprojekt zeigten EDAG Engineering (Wiesbaden), Laser Zentrum Nord (Hamburg, ), Concept Laser (Lichtenfels) und die BLM Group (Cantù, IT) mit dem bionisch optimierten, hybrid gefertigten Spaceframe eine neue Perspektive auf, wie ein wandelbares und flexibel zu fertigendes Karosserie-konzept realisiert werden kann, um die zunehmende Fahrzeugvarianz durch die Vielzahl von Antriebsvarianten und Last-stufen beherrschbar zu machen. Kombiniert werden generativ hergestellte Karosserieknoten und intelligent bear-beitete Profile. Die Knoten können dank generativer Fertigung hochflexibel und multifunktional gestaltet werden, um z. B. unterschiedliche Fahrzeugvarianten ohne zusätzliche Werkzeug-, Betriebs-mittel- und Anlaufkosten „On demand“ produzieren zu können. Als Verbindungs-elemente dienen Profile aus Stahl. Auch diese können durch unterschiedliche Wandstärken und Geometrien individuell und einfach den vorgegebenen Laststu-fen angepasst werden. Beim NextGen Spaceframe handelt es sich um eine Kombination von genera-tiv gefertigten 3D-Knoten und intelligent bearbeiteten Profilen aus Stahl. Die Kno-ten können vor Ort für die jeweilige Vari-ante „Just in Sequence“ (JIS) hergestellt werden, ebenso wie die Profile, welche zunächst durch 3D-Biegen und anschlie-ßend durch 2D- und 3D-Laserschneid-verfahren in die gewünschte Form und Länge gebracht werden. Im Fokus steht das Fügen einzelner Bauteile zu einer Hybridstruktur, um topologieoptimierte Strukturen herzustellen, wie sie aktuell noch nicht möglich sind. Zum Einsatz kommt das Laserschweißen, das sich durch filigrane Schweißnähte und ge-ringe Wärmeeinbringung auszeichnet. Geschweißt werden die Bauteile mittels Kehlnaht am Überlappstoß. Geome-trische Grundlage hierfür, ist die komplett umlaufende Einschuhung der Profile, welche durch 3D-Vermessung der Profile auch „On demand“ mittels additiver Fer-tigung angefertigt wird. Diese Verbindung ermöglicht das umlaufende Schweißen für eine große Anbindungslänge bei ei-ner gleichzeitig guten Vorpositionierung der Bauteile. Die Profile werden auto-matisch durch den Knoten ausgerichtet
stiger als Metalle und unterliegen nicht der Korrosion. Was aber, wenn Wärmleit-fähigkeit oder elektrische Leitfähigkeit oder sogar beides in Kombination gefor-dert ist? Die neu entwickelten Wärmeleitfähig-keitsgraphite GraphTHERM der Georg H. Luh bieten für diese Anwendungsfälle äu-ßerst leistungsfähige Additivkonzepte mit einem hervorragenden Preis-Leistungs-Verhältnis. Das mineralische Additiv Graphit besteht wie Diamant ausschließlich aus kristal-linem Kohlenstoff und besitzt hervorra-gende elektrische und wärmeleitfähige Eigenschaften. Des Weiteren ist Graphit chemisch inert und bietet ein exzellentes Preis-Leistungs-Verhältnis. Mit diesen Eigenschaften stellt Graphit ein äußerst leistungsfähiges Additiv für Kunststoffan-wendungen dar, die hohe Wärmeleitfähig-keiten erfordern und in denen darüber hi-naus elektrische Leitfähigkeit gewünscht ist oder diese zumindest nicht stört. Die neue Produktreihe GraphTHERM zeichnet sich durch hohe Reinheit und niedrige BET-Oberfläche aus. Dies erlaubt für Wärmeleitanwendungen Füllgerade von bis zu 60 %, ohne dass die mecha-nischen Eigenschaften zu sehr darunter leiden. In Kunststoff-Compounds für Wär-meleitanwendungen sind damit Werte von mehr als 20 [W/m•K] erreichbar. www.luh.de
LASERTECHNOLOGIE
NextGen Spaceframe verbindet Leichtbau und Flexibilität
Die Hersteller sind aktuell gefordert, die zunehmende Anzahl an Antriebskon-zepten und Energiespeichersystemen in Fahrzeugstrukturen zu integrieren. Die Karosserien von morgen, speziell im Hinblick auf alternative Antriebssysteme in variantenintensiven Kleinserien, müs-sen nicht nur leichter, sondern vor allem hochflexibel konzipiert werden. Die Folge ist eine steigende Anzahl an Fahrzeug-derivaten, die nach anpassungsfähigen und wirtschaftlich zu fertigenden Karos-seriekonzepten verlangen. Die additive Fertigung könnte in absehbarer Zeit ganz neue denkbare Wege offerieren. Das EDAG Concept Car „Light Cocoon“ ist ein kompakter Sportwagen mit einer bionisch gestalteten und generativ herge-
Produkte, Innovationen
schleiß. Deshalb ist heute die Verwen-dung von besonders widerstandsfähigem Keramikmaterial in allen modernen Drahtziehmaschinen Standard. Die Ke-ramikspezialisten bieten auch Großbau-teile mit einem Durchmesser von bis zu 485 Millimetern an. Drahtzugmaschinen können problemlos auf Werkzeuge aus technischer Keramik umgerüstet werden.Dank ihrer hervorragenden tribologischen Eigenschaften verhilft die CeramTec-Hochleistungskeramik den Drahtherstel-lern zu einer besseren Drahtoberfläche. Korrosionsschäden bei beschichteten Drähten werden darüber hinaus vermie-den. Die keramischen Ziehwerkzeuge sind der Garant für einen konstanten Schlupf des Drahtes. Infolgedessen kommt es im Produktionsprozess kaum zu Draht-brüchen, was die Instandhaltungskosten für den Produzenten deutlich reduziert. Die Erhöhung der Standzeiten bringt eine Verkürzung der Gesamtrüstzeiten mit sich. Außerdem stellen die verbesserten Maschinenlaufzeiten eine höchstmög-liche Prozesssicherheit bei gleichzeitig steigender Produktqualität sicher.CeramTec zählt seit jeher zu den Pionie-ren im Einsatz von technischer Hochleis-tungskeramik im Drahtzugprozess. In den letzten 50 Jahren führte eine konti-nuierliche Weiterentwicklung der wider-standsfähigen Keramik-Werkstoffe sowie der Produktionsmöglichkeiten dazu, dass sich das Unternehmen als zuverlässiger Partner der Drahtherstellungsindustrie etablierte. www.ceramtec.de
KUNSTSTOFF- COMPOUNDS
Wärmeleitfähige Kunststoff-Compounds
Mit der Produktreihe GraphTHERM stellt Georg H. Luh eine Reihe von neu ent-wickelten Hochleistungsgraphiten zur Verbesserung der Wärmeleitfähigkeit in Kunststoffen vor. Bei weitgehender Erhal-tung der mechanischen Eigenschaften werden Leitfähigkeiten von 20 [W/m•K] und mehr erreicht. Technische Kunststoffe erobern Anwen-dungsbereiche, die klassischerweise Metallen vorbehalten waren. Kunststoffe sind leichter, einfach formbar, preisgün-

Werkstoffe 3/2016 3736 Werkstoffe 3/2016
Produkte, Innovationen
way Competition in die neue Rennsaison. Das Auto wird sowohl mit schnellen Run-denzeiten als auch bahnbrechendem De-sign für Aufmerksamkeit sorgen – auch dank der von RAMPF Tooling Solutions speziell für die Composites-Industrie ent-wickelten RAKU-TOOL® Block- und Flüs-sigmaterialien. Callaway Competition ist seit über 25 Jah-ren im Rennsport tätig und das dienst-älteste Team der ADAC GT Masters, der renommierten Rennserie für Sportwa-gen der Klasse GT3. Bei allen bisherigen Rennen war eine von Callaway gebaute Corvette am Start – die Callaway Corvet-te Z06.R GT3 ist mit 23 Laufsiegen der nach Siegen erfolgreichste Rennwagen der ADAC GT Masters. Vom Serienmodell wurden für die neue Corvette C7 GT3-R allerdings nur das Chassis sowie der bis zu 600 PS starke, wassergekühlte 6,2 Liter-V8-Motor über-nommen. Die Entwicklung des Fahrzeugs – komplett in Eigenregie – begann Mitte 2014 im CAD mit der Entwicklung der technisch relevanten Teile. Ende des Jah-res wurde das Fahrzeugdesign festgelegt und im Frühjahr 2015 in Leingarten mit dem Fahrzeugbau begonnen.Gemäß den CAD-Daten wurden die For-men für den Rennwagen direkt gefräst. Hierfür lieferte RAMPF Tooling Solutions hochwertige Blockmaterialien der Mar-ke RAKU-TOOL®, mit denen Formen zur Produktion von diversen Leichtbauteilen für die C7 GT3-R hergestellt wurden. Für die Teile, die nicht in Prepreg gefertigt wurden, kam RAKU-TOOL® Resin-Infusion zum Einsatz.1. Die Bremsluftführung wurde aus
Formen mit Werkzeugblockmaterial RAKU-TOOL® WB-1404 hergestellt. Bei der Produktion der Kohlefaser-teile kam das Epoxid-Infusion-System RAKU-TOOL® EI-2500 / EH-2970 zum Einsatz.
2. Die Mittelkonsole wurde aus Formen mit Epoxid Werkzeugblockmaterial RAKU-TOOL® WB-0700 hergestellt.
3. Die Türaußenhaut wurde aus Formen mit Werkzeugblockmaterial RAKU-TOOL® WB-0801 hergestellt.
4. Der hintere Kotflügel wurde aus For-men mit Modellblockmaterial RAKU-TOOL® MB-0600 hergestellt.
chen einen derzeit maximalen Leichtbau und einen hohen Grad an Funktionsin-tegration. Sowohl die Knoten als auch die Profile können ohne Zusatzaufwand auf neue Geometrien und Lastanforde-rungen angepasst werden. Sie bieten so die Möglichkeit, jedes einzelne Teil last-stufengerecht auszulegen, und nicht wie bisher, die Dimensionierung der Bauteile an der größten Motorisierung bzw. Last-stufe auszurichten. Der Grundgedanke ist also eine Knoten-Profil-Bauweise, die optimal auf die Anforderung der Modell-variante abgestimmt werden kann. Das Ergebnis zeigt eine lastpfadoptimierte Spaceframe-Struktur. Durch den Einsatz vorrichtungs- und werkzeugarmer Verfah-ren können zukünftig alle Karosserievari-anten wirtschaftlich und mit höchstmög-licher Flexibilität gefertigt werden. www.concept-laser.de
Fasergekoppeltes Blaues Laserdioden-Modul mit hoher Strahlqualität
Frankfurt Laser Company präsentiert den FACH-450-10W-FC105, ein neues blaues Laserdioden-Modul mit hoher Lei-stung und herausragender Strahlqualität. Basierend auf Laserdioden liefert dieses Modul über 10W optische Leistung bei einer Wellenlänge von 450nm aus einer Faser mit 105µm Kerndurchmesser und verfügt über eine integrierte Grundplatte zur Wasserkühlung sowie einen Tempe-raturfühler. Die Laserausgangsleistung kann durch Verwendung mehrerer dieser fasergekoppelten 10W Laserdioden-Mo-dule frei skaliert werden. Die erwartete Lebensdauer beträgt über 10.000 Stun-den.Hauptanwendungsgebiete sind Bearbei-tung von Kunststoffen und hochpräzi-ses Mikro-Löten von Platinen, sowie die Verwendung in 3D Druckern und Laser-bildschirmen. Weitere vielfältige Anwen-dungsgebiete finden sich in Industrie, Medizin und Wissenschaft.www.FRLASERCO.COM
LEICHTBAU
Leichtbau in Perfektion
Mit viel Power und geringem Gewicht startet die Corvette C7 GT3-R von Calla-
und fixiert. Genutzt wird ein Scheiben-laser mit robotergeführter Optik. Zudem sind die angewandten Lasertechniken zur Herstellung von Profilen und Knoten in der Montage hochgradig automati-sierbar. Das Konzept bietet in Bezug auf die Kostenstruktur der Fertigung und ei-ner möglichen Zeiteinsparung hohe Po-tenziale. Die additiv gefertigten Knoten können entsprechend jeder Laststufe angepasst werden, durch z.B. zusätzliche versteifende Elemente bei hohen Lastan-forderungen. Damit wird jede Variante ge-wichts- und funktionsoptimal ausgeführt. Die Hybridbauweise überbrückt mit den Profilen die geforderten Distanzen der Struktur, während die Knoten zur Verbin-dung der Profile dienen. Beide Elemente wurden im CAE/CAD optimiert und ge-währleisten die geforderten Anforderun-gen einer Karosseriestruktur.Im vorliegenden Fall übernahm EDAG Engineering neben der koordinierenden Funktion die Erarbeitung und Optimie-rung des Spaceframe-Konzeptes, Laser Zentrum Nord das Laserschweißen, BLM Group das 3D-Biegen und Laserschnei-den und Concept Laser die additive Ferti-gung der Knoten. Der LaserCUSING-Prozess von Concept Laser generiert Bauteile schichtweise direkt aus 3D-CAD-Daten. Die Methode erlaubt die Produktion von komplexen geometrischen Bauteilen ohne Werk-zeug. Es können Bauteile erzeugt wer-den, die mit konventioneller Herstellung nur sehr schwierig oder unmöglich zu fertigen sind. Bei dieser Konzeption kön-nen die Knoten im konventionellen Stahl-guss nicht hergestellt werden. Um einen fehlerfreien Aufbau sicherstellen zu kön-nen, ist an Flächen mit einem Winkel kleiner 45° zur Bauplattform eine Sup-portstruktur vorzusehen. Neben einer reinen Stützfunktion nimmt der Support vor allem Eigenspannungen auf und ver-hindert einen Verzug der Bauteile. Auf-grund der komplexen Knotengeometrie ist eine saubere Supportaufbereitung die Grundlage einer erfolgreichen Produkti-on. Nach der Supportaufbereitung wird das Bauteil virtuell in einzelne Schichten geschnitten. Nach dem Datentransfer auf die LaserCUSING-Anlage werden die ent-sprechenden Prozessparameter zugewie-sen, und der Bauprozess wird gestartet. Gefertigt wurden die Knoten auf einer X line 1000R-Anlage von Concept Laser, die den entsprechenden Bauraum (630 x 400 x 500 mm3) für solche Projekte auf-weist und mit einem 1kW-Laser arbeitet. Das Spaceframe-Konzept vereint die Vorteile des 3D-Drucks, wie Flexibilität und Leichtbaupotenzial, mit der Wirt-schaftlichkeit bewährter konventioneller Profilbauweisen. In beiden Technologien spielt der Laser die zentrale Rolle. Die topologieoptimierten Knoten ermögli-

38 Werkstoffe 3/2016
Produkte, Innovationen
tiger ist die professionelle Filterung der Arbeitskabine einer Strahlanlage. SIGG Strahltechnik hat sich neben der Entwick-lung und dem Bau von unterschiedlichen Strahlanlagen auch auf die Herstellung von Staubabscheidern spezialisiert.Wahlweise mit einem Taschen- oder Patronenfilter ausgestattet, sorgen die-se nicht nur für saubere Luft und klare Sicht. Sie sammeln auch zuverlässig jede Menge Staub, damit dieser recycelt oder entsorgt werden kann. Lieferbar sind die Staubascheider in verschiedenen Grö-ßen- und Leistungsklassen. Sie stellen sicher, dass das Strahlmittel und die abgestrahlten Materialien, die sich im Umlauf befinden, ausgeschieden werden. Aufgenommen wird das abge-schiedene Material in Staubbehältern oder Schubladen.Bei einem Taschenfilter gelangt die zu reinigende Staubluft zuerst in den Vorabscheider. Hier werden primär die schweren Staubteile gefiltert und in ei-ner Schublade abgelagert. Der restliche Feinstaub setzt sich anschließend auf den textilen Taschenfiltern aus Nadelfilz ab und wird wirksam separiert. Die durch den Ventilator geförderte Reinluft tritt seitlich aus dem Filter aus und wird in den Arbeitsraum zurückgeführt.Die Filterreinigung der Staubabscheider erfolgt mit einer handbetätigten Abklopf-vorrichtung. Das geschieht manuell mit einer Drehkurbel.Weitere Vorteile sind die kompakte Bau-weise der Taschenfilter sowie der Dreh-strommotor, der für den Dauerbetrieb geeignet ist. Taschenfilter empfehlen sich für Einsätze in der Maschinenindustrie, in der Oberflächentechnik, der Kunststoff-verarbeitung oder der Elektronik.Beim Staubabscheider mit einem Pa-tronenfilter, wird der Filter automatisch durch einen Pressluftstoß gereinigt. Im Filterteil des Patronenfilters ist dafür ei-gens ein Drucklufttank eingebaut. Ein Magnetventil gibt diese Pressluftstöße frei. Die Reinigungsintervalle können über ein Zeitrelais gesteuert und je nach Bedarf eingestellt werden.Die Hochleistungsabscheider bewirken, dass sich während des Strahlvorganges in der Kabine ein Unterdruck bildet, so dass gute Sichtverhältnisse in der Kabine herrschen. Die eingebaute Drosselklappe oder der Frequenzumrichter ermöglichen ein stufenloses Einstellen der Absauglei-stung und können dadurch den unter-schiedlichen Strahlmitteln angepasst werden. Staubabscheider mit Patronenfil-ter sind für den speziellen Einsatz in der Sandstrahltechnik gedacht und sorgen für klare Sicht und staubfreie Luft in der Strahlkammer. Mit ihrem hohen Rein-heitsgrad bewähren sie sich besonders beim Abscheiden feiner Stäube.www.sigg-strahltechnik.de
dokumentiert und analysiert auch unpro-duktive Nebenzeiten. Dank AndonSPEED kann der Mitarbeiter direkt an seinem Packarbeitsplatz per Knopfdruck ein optisches Signal auslö-sen, welches dem Logistiker eindeutig den entsprechenden Handlungsbedarf anzeigt und damit ein sofortiges Reagie-ren ermöglicht. Ob der Mitarbeiter Materialnachschub benötigt, Hilfe anfordert oder freie Ka-pazitäten anzeigt – dank AndonSPEED braucht er nicht lange nach einem An-sprechpartner zu suchen. Umständliche Transportwege, sowie lange Reaktions- und Wartezeiten gehören der Vergangen-heit an, Prozesse noch schlanker und ef-fizienter gestaltet werden. Dabei ist AndonSPEED nicht nur schnell montiert und sofort einsatzbereit son-dern auch einfach und selbsterklärend.Mit AndonSPEED können Sie alle Prozes-sdaten sammeln, ordnen, untersuchen und auswerten. Sie erhalten dank der mitgelieferten Software ein lückenloses, unverfälschtes Reporting und Transpa-renz im gesamten Prozess. Zudem können Sie die gewonnenen Da-ten aussagekräftig visualisieren, Pro-zesse und Zusammenhänge einfach in individuellen Ansichten veranschaulichen und Defizite sichtbar machen. Dank der gewonnenen Transparenz über Stillstände und Wartezeiten können Sie eine kontinuierliche Verbesserung erlan-gen und aufgedeckte Potenziale konse-quent und dauerhaft zur Prozessoptimie-rung nutzen. www.werma.com
LUFTTECHNIK
Staubfreie Luft dank starker Filter
Staub ist beim Strahlen von Werkstückeneine große Herausforderung. Umso wich-
5. Der vordere Kotflügel wurde aus For-men mit Werkzeugblockmaterial RAKU-TOOL® WB-1404 und dem Mo-dellbaublockmaterial MB-0600 herge-stellt.
„RAKU-TOOL® WB-0691 und WB-0700 eignen sich speziell für Legewerkzeuge, Vakuumtiefziehformen und für die Ver-arbeitung von Prepregs“, erklärt Marcus Vohrer, Leiter Anwendungstechnik bei RAMPF Tooling Solutions. „In den Formen aus RAKU-TOOL® WB-1404 wurden Koh-lefaserteile mit Resin-Infusion EI-2500 / EH-2970 hergestellt. Die Vorteile: die sehr gute Oberfläche der Resin-Infusion-Teile, die gute Passgenauigkeit und die Tatsache, dass es zu keiner Beschädi-gung der Formen beim Entformungspro-zess kommt.“ RAMPF Tooling Solutions bietet eine ganzheitliche Produktpalette von Flüssig-, Pasten- und Blockmaterialien speziell für die Composite-Industrie. Diese umfasst Epoxid- und Polyurethansysteme und ge-währleistet eine konstante Produktquali-tät mit hohen mechanischen Endeigen-schaften. Zentraler Ansprechpartner für den Com-posite-Herstellungsprozess war Ester-lössl aus Rutesheim. Die Kohlefaser-Komponenten im Prepregverfahren wurden von ubc und Brebeck Compo-sites in Tschechien hergestellt, Schäfer Modell- und Formenbau sowie die Kegel-mann Technik waren jeweils für Türen, Innenausstattung und Fronthauben zu-ständig. Übrigens werden nicht nur Rennspor-tenthusiasten in Deutschland in den Genuss kommen, die C7 GT3-R auf der Rennstrecke in Aktion zu sehen: Das Auto entspricht dem Reglement und den Sicherheitsanforderungen des Automo-bilweltverbands FIA und kann somit welt-weit in Rennserien eingesetzt werden.www.rampf-gruppe.de
LOGISTIK
Andon-System zur Optimierung von Prozessen im Versand- handel
Signalgerätehersteller WERMA Signal-technik präsentiert mit AndonSPEED ein intelligentes und innovatives Call-for-Action-System speziell für Versandzen-tren. Anders als herkömmliche Andon-Hilfsmittel signalisiert dieses nicht nur schnell und eindeutig Störungen sondern

Werkstoffe 3/2016 3938 Werkstoffe 3/2016
Produkte, Innovationen
sorgt durch die Turbulenz beim Eintritt in die Vorlagephase für Schaumbildung. Die Schaumhöhe wird gemessen, sobald das Reservoir leer ist, sowie nach 60, 180 und 300 Sekunden. Die Höhenmessung und die Zeitnahme mussten bisher ma-nuell vorgenommen werden. So waren die Ergebnisse vom Anwender abhängig und unterlagen einer entsprechenden Unsicherheit. Mit dem RMFA gehört dies nun der Vergangenheit an. Das RMFA bindet die gemäß ASTM D 1173 genormten Gefäße in eine neu entwickelte Messvorrichtung zur elek-tronischen Höhenerfassung ein. Dabei sind entlang des einfach einzusetzenden Einlaufgefäßes eine LED-Leiste und eine Sensorleiste angebracht. Die Schaumhö-he wird anhand der Helligkeitsdifferenz an der Schaum-Luft-Grenze detektiert – eine Messmethode, die KRÜSS bereits erfolgreich beim Dynamic Foam Analyzer – DFA100 einsetzt. Die elektronische Höhenerfassung sorgt für eine erheblich verbesserte Wieder-holbarkeit der Messung und erreicht mit einer Auflösung von 0,4 mm eine bisher noch nie dagewesene Präzision. Der initi-ale Messwert für die Schaumhöhenmes-sung muss nicht manuell mit dem Aus-fließen der Reservoirlösung koordiniert werden, sondern entspricht dem elektro-nisch erfassten Zeitpunkt, bei dem die maximale Schaumhöhe registriert wird. Auch die anderen Messzeitpunkte wer-den immer exakt eingehalten. Zudem er-fasst das Instrument neben der Schaum-höhe auch die Flüssigkeitshöhe. Dadurch dokumentieren die Messdaten, ob die in der Norm angegebene Füllhöhe genau eingehalten wurde. Neben der verbesserten Reproduzierbar-keit und Genauigkeit spart die elektro-nische Datenerfassung viel Zeit, da die Messung nicht mehr live verfolgt werden muss. So gewinnt der Anwender bei jeder Schaumanalyse fünf Minuten, die er zum Beispiel für die Vorbereitung der näch-sten Tensidlösung nutzen kann. Das RMFA wird zusammen mit der univer-sellen KRÜSS Software ADVANCE betrie-ben, die eine am Workflow ausgerichtete Benutzeroberfläche mit intuitiver Bedien-barkeit und ansprechendem Design ver-bindet. Neue Messungen entstehen mit einem Klick aus einer eigens für norm-gerechte Analysen kreierten Messvorla-ge. Nach dem Start zeichnet ADVANCE Daten für den gesamten Zeitverlauf der Schaum- und Flüssigkeitshöhe auf. Die Werte nach Ross-Miles werden automa-tisch herausgegriffen, zusammen mit zusätzlichen Informationen über den Zerfallsverlauf und die Drainage. Die Er-gebnisse und Rohdatenkurven beliebiger Messungen können mit wenigen Klicks gemeinsam in Tabellen und Diagrammen dargestellt werden. Da die ASTM D 1173
geschlossenen Prozess einer einzigen Lasermarkiermaschine möglich. Der dreistufige Markierprozess beginnt mit der Teile-Validierung, bei der das Kame-rasystem prüft, ob das richtige Produkt ohne Beschädigung vorliegt und ob noch keine Kennzeichnung vorhanden ist. Der Markierinhalt wird automatisch je nach Lage des Produkts darauf ausrichtet, so dass die Markierung automatisch an der richtigen Position entsteht. In einer zwei-ten Stufe findet die Laserkennzeichnung selbst statt. Die Markier-Validierung nach der Kennzeichnung, die dritte Stufe, stellt sicher, dass Kontrast, Position und Größe stimmen. Hier erkennt die OCV (Optical Character Verification) außerdem, ob die richtigen Inhalte widergegeben wurden, und die 1- und 2D-Codes können noch einmal ausgelesen, geprüft und klassifi-ziert werden. Hersteller profitieren vom HELP-Prozess in vielfacher Weise: Lückenlose Rückver-folgbarkeit, verbesserte Produktqualität, Einhaltung von internationalen Kenn-zeichnungsvorschriften, Flexibilisierung des Produktionsprozesses, geringere Ko-sten durch weniger Ausschuss, Effizienz-steigerung durch Standardisierung und Prozesssicherheit.www.foba.de
MESSTECHNIK
Automatisierte Schaumanalyse nach Ross-Miles
Auf der analytica 2016 in München stellt KRÜSS ihr neues Messinstrument zur Schaumanalyse vor: den Ross Mi-les Foam Analyzer – RMFA. Das RMFA ist das erste Instrument zur elektro-nischen Schaumhöhenmessung nach dem Standard ASTM D 1173, der viel-fach für Schäumbarkeitsuntersuchungen schaumbildender Substanzen herange-zogen wird. Messungen mit dem RMFA zeichnen sich durch hohe Wiederholbar-keit, großen Probendurchsatz und kom-fortables Datenhandling aus. Bei Messungen nach ASTM D 1173 wird die schaumbildende Lösung in einem hohen, zylindrischen Einlaufgefäß mit genormten Maßen vorgelegt. Eine zweite Menge derselben Lösung wird über ein ebenfalls genormtes Reservoir von oben eingelassen, fällt durch die Säule und
MARKIERSYSTEM
„HELP“ für die Kennzeichnung von Medizinprodukten
Hohe Produktvielfalt und geringe bis mitt-lere Produktionsmengen sind typisch für Hersteller von Medizinprodukten. Kleine, für den Einmalgebrauch vorgesehene Medizinprodukte, aber auch wiederver-wendbare Risikoklasse III-Produkte un-terliegen strengen Qualitätskriterien und müssen dauerhafte Produktsicherheit gewährleisten, auch was die Kennzeich-nung angeht. HELP (Holistic Enhanced Laser Process) von FOBA ist ein innova-tiver kamerabasierter Markierprozess.FOBA bietet mit HELP als einziger Her-steller von Lasermarkiersystemen eine integrierte Komplettlösung mit greif-barem Mehrwert für die Produktion von medizinischen Produkten. Das dreistufige geschlossene System erhöht die Prozess-sicherheit vor und nach der Laserkenn-zeichnung und vereinfacht die Einhaltung gesetzlich vorgeschriebener Kennzeich-nungsstandards, wie etwa der UDI (Unique Device Identification)-Richtlinien. Zur Identifizierung der Produkte vor der Markierung und zur automatischen Aus-richtung des Markierinhalts kommt das TTL (Through-the-Lens) Vision System IMP (Intelligente Markierpositionierung) zum Einsatz. Dieses kamerabasierte Sys-tem stellt sicher, dass nur die korrekte Markierung in der richtigen Position auf dem richtigen Produkt aufgebracht wer-den kann. Nach Abschluss der Lasermar-kierung wird diese mittels optischer Zei-chenerkennung (OCV Optical Character Verification) und 2D Code-Validierung im Rahmen des HELP-Prozesses geprüft. Alle Prozessschritte – von der Produkt-prüfung über die Markierausrichtung und anschließende Laserkennzeichnung bis hin zur Markierprüfung und Code-Rücklesung – werden mit nur einem Sys-tem und unter Verbleib des Produkts im

40 Werkstoffe 3/2016
Produkte, Innovationen
art-Schnittstellen Ethernet und RS422. Mit seinem kompakten Gehäuse eignet sich der CHRocodile C Sensor besonders für Inprozesskontrollen im Rahmen der Qualitätssicherung und zur Integration in automatischen optischen Inspektionsma-schinen. Dabei ermöglichen seine hohe Dynamik und ein exzellentes Signal/-Rauschverhältnis Messungen auf unter-schiedlichsten Oberflächen.Das robuste und berührungslos arbei-tende Messsystem ist wartungsfrei und einfach in Inspektionsmaschinen inte-grierbar.www.precitec-optronik.de
OBERFLÄCHE
Flexibles Keramikband von ISOTEC
Der Oberflächenspezialist ISOTEC erwei-tert seinen Produktbereich der „Flexiblen Keramiken und Materialen“ um ein fle-xibles Keramikband. Mit einer Hitzebe-ständigkeit bis zu 1.100 °C und einer extremen Biegsamkeit ermöglicht es un-geahnte Einsatzmöglichkeiten in unter-schiedlichsten Branchen.Der neueste Hybridwerkstoff von ISO-TEC beweist, dass Robustheit, Tempe-raturbeständigkeit und Härte nicht im Widerspruch zur Flexibilität stehen. Das flexible Keramikband besteht aus einer 100 µm dicken Metallfolie, die in einem speziell von ISOTEC entwickelten Prozess gleichmäßig mit einer µ-genauen Kera-mikschicht rundum überzogen wird. Das Gesamtpaket ist ca. 250 µm dick. Durch ihren höheren Materialanteil bestimmt die Keramik die Haupteigenschaften des Verbundstoffes. Der metallische Kern dient lediglich als Trägermaterial und macht das Band mit einem Biegeradius von 3 mm extrem biegsam. Andere Bie-geradien sind auf Wunsch möglich.Die besondere Werkstoffkombination vereint in einem sehr festen Verbund alle typischen Merkmale der Metalle im Kern und der Keramiken auf der Oberfläche. Das Band kann bei Temperaturen bis zu 1.100 °C eingesetzt werden. In der Standardausführung hat das Kera-mikband eine Oberflächenrauigkeit von Ra 6 μm, wobei andere Oberflächenwerte auf Wunsch hergestellt werden können. Weitere Eigenschaften sind Verschleißbe-
Steuerung und Alarmierung,• Integrationsmöglichkeit in eine SPS
nach Industrie 4.0,• selbständiges Erkennen und Scannen
von Stückgut,• Serielle Schnittstelle 485 und 232 um-
schaltbar/programmierbarBesuchen Sie uns auf der Sensor + Test Halle 5, Stand 251www.heitronics.com
CHRocodile C: Ein neuer berüh-rungsloser Kompaktsensor für Abstands- und Schichtdicken-messungen
Precitec Optronik stellte auf der Control 2016 mit dem CHRocodile C einen neu-en chromatischen Sensor vor. Der neue Kompaktsensor misst ultragenau und mit hoher Geschwindigkeit sowohl Abstände als auch Schichtdicken. Das revolutio-näre Bauprinzip integriert Optoelektronik und Messkopf in einem einzigen zigaret-tenschachtelgroßen Gehäuse. Mit vier ebenfalls neu entwickelten Messköpfen, die sich durch den Anwender einfach austauschen lassen, kann das System in weiten Grenzen parametrisiert und der Messaufgabe angepasst werden.Der neue CHRocodile C Sensor ist der kleinste All-in-one-Punktsensor von Pre-citec Optronik. Die chromatisch-konfokal messende Einheit aus Sensor und Mess-kopf wiegt im einsatzbereiten Zustand nur 440 Gramm. Die optischen Mess-köpfe lassen sich ohne Werkzeug wech-seln. An der Systemeinheit selbst gibt es keine weiteren Einstellelemente; Leucht-dioden informieren über Status und Be-triebsbereitschaft des Messsystems.Das triggerbare System besitzt einen Sync-Ausgang und verfügt über die Stand-
Messungen verschiedener Konzentrati-onen eines Tensids empfiehlt, ist auch dieser schnelle Ergebnisvergleich optimal auf die Norm ausgerichtet. Besuchen Sie uns auf der analytica Halle A1, Stand 311 www.kruss.de
Infrarot LineScanner LS15
HEITRONICS präsentiert die neue Ge-neration Infrarot LineScanner LS15 zur Qualitätssicherung in der Produktion durch höchste Messgenauigkeit bei der kontinuierlichen berührungslosen Tem-peraturüberwachung und –Regelung ver-schiedenster Applikationen.Der LineScanner LS15 wird zur zeilenför-migen Oberflächen-Temperaturmessung im Bereich von -50 °C bis 3000 °C ein-gesetzt. Für den Einsatz in rauer und hei-ßer Umgebung wird eine HD-Ausführung bis 280 °C angeboten. Mit einem Scanwinkel von 90° können großflächige Temperaturauswertungen für die Überwachung und Regelung aller Messobjekte in Produktionsprozessen durchgeführt werden. Typische Anwen-dungen sind zum Beispiel der Einsatz in Prozesskontrollen bei der Papierverar-beitung, Kunststofffolienherstellung, Le-bensmittelproduktion, Metall- und Glas-verarbeitung. Über die integrierte Schnittstelle und zugehörige Software ist die Messeinheit frei programmierbar, und der Betrieb ist sowohl ferngesteuert als auch autark möglich. Das Produktprogramm bietet eine Vielzahl von Variationsmöglichkeiten in Ausstattung, Programmierbarkeit und Temperaturbereichen. Die wesentlichen Produkteigenschaften:• Scan Geschwindigkeit – 10 Hz /900°/
Sekunde,• 500 individuelle /oder 1000 aufeinan-
derfolgende Messpunkte in einer Reihe pro Scan,
• Messgeschwindigkeit – bis zu 1 ms,• je 8 unabhängig programmierbare
Digital Ein-/Ausgänge zur autarken

Werkstoffe 3/2016 4140 Werkstoffe 3/2016
Produkte, Innovationen
reichen von 34 g/10 min bei den ul-traleicht fließenden 3017er-Typen für denDünnwand-Spritzguss bis zu 3 g/10 min bei den hochviskosen 3030er-Extrusions-typen. Je nach Typenfamilie sind spezielle Additivierungen, zum Beispiel zur Erhö-hung der Hitze- und/oder UV-Stabilität, sowie Ausführungen in optischer Qualität verfügbar. Alle TRIREX® Standardtypen sind nach UL94 in die Brennbarkeitsklas-se V-2 bei 1,5 mm eingeordnet und erfül-len die Anforderungen der EU sowie der FDA für den Kontakt mit Lebensmitteln.Dank ihrer hohen Transparenz und Di-mensionsstabilität, Schlagzähigkeit und Temperaturbeständigkeit sowie ihrer sehr guten mechanischen und dielektrischen Eigenschaften eignen sich TRIREX® PC-Typen für vielfältige Anwendungen, zu denen Gehäuse für elektrische und elek-tronische Geräte ebenso gehören wie Kfz-Leuchten, Steckverbinder, optische Bau-teile und Behälter für Industrie, Gewerbe und Haushalt. Ultrapolymers vertreibt die TRIREX PC-Typen in Deutschland, Öster-reich und der Schweiz.www.ultrapolymers.comwww.samyangcorp.com
WASSERSTRAHL- TECHNOLOGIE
Effizient Fertigen mit der Wasserstrahltechnologie
Wasserstrahlschneiden ist eines der am schnellst wachsenden industriellen Fertigungsverfahren. Besonders die viel-seitigen Anwendungsfelder, die einfache Handhabung und die Effektivitätsstei-gerungen überzeugen Anwender in ver-schiedensten Branchen. STM gehört mit seiner über 25 jährigen Tradition zu den Wasserstrahlschneide-Pionieren. Bei der STM Stein Moser hat Wasser-strahlschneiden System und Tradition. Bereits vor 27 Jahren begann das öster-reichische Unternehmen mit der serien-mäßigen Fertigung von eigenen Anlagen. Das Ziel des Unternehmens war von An-fang an, Kunden ebenso wirtschaftliche wie maßgeschneiderte Fertigungslö-sungen bei serienmäßiger Qualität und erstklassigem Service zu bieten. Heute zählt STM zu den führenden Wasser-strahlschneidespezialisten. Mit einem attraktiven Preis-Leistungsverhältnis,
Die Geometrie und Anforderungen der Profilbänder werden stets individuell – Hand in Hand mit dem Kunden – definiert und nach speziell festgelegten Fertigungs-plänen gefräst. Die Profiltech-Frästechno-logie ermöglicht die Herstellung von Stu-fenbändern mit sehr präzisen, schmalen Kanälen mit kleinsten Radien ab 50µm. Die verwendeten Werkzeuge garantieren hierbei ein höchstes Maß an Präzision, überwacht und gewährleistet durch Alico-na Messeinrichtungen. Durch das präzise Profiltech-Fräsverfah-ren, das mit den Hochleistungsölen von Bantleon ermöglicht wird, werden keine Spannungen in das Material eingebracht. Die Gefügestruktur bleibt erhalten und die Härte, Zugfestigkeit sowie die elek-trische und thermische Leitfähigkeit über die Profilbreite wird nicht beeinflusst. Des Weiteren stellt Profiltech die Bänder durch das Richten optimal auf den Stanz-prozess ein.Vorteile für den Stanzer und Galvaniker:• die Bänder können in einer hohen
Stanzgeschwindigkeit gefahren werden (kein verdralltes, welliges Stanzband),
• kein Abrieb und Werkzeugbruch,• optimale Bandpositionierung (kein Aus-
schuss),• kein Zusatzaufwand durch Richtpro-
zess,• keine Verarbeitungsprobleme im Folge-
prozessDie passende Schmierstofftechnologie von Bantleon ermöglicht es Profiltech res-sourceneffizient zu produzieren und Ferti-gungsvorteile für den Kunden zu erzielen. Im Folgeprozess des Stanzens kann beispielsweise durch den Einsatz von Fräsbändern auf den Prägeprozess ver-zichtet werden, d.h. es können dadurch einfachere und kleinere Stanzwerkzeuge gebaut werden und die Herstellkosten der Werkzeuge, aber auch die Rüst- und Wartungszeiten, fallen geringer aus. Die Integration von zusätzlichen Fertigungs-schritten (Pilotlöcher, Tape-Technik) er-möglicht im Folgeprozess der Galvanik spezielle Maskentechniken einzusetzen. Durch diese können Edelmetall-Einspa-rungen erzielt werden.www.alicona.comwww.bantleon.comwww.profiltech.com
TECHNISCHE KUNSTSTOFFE
Ultrapolymers erweitert Portfolio
Der Kunststoff-Distributor Ultrapolymers Deutschland hat sein Portfolio an tech-nischen Kunststoffen um die TRIREX® Po-lycarbonat-Standardtypen von Samyang Corporation erweitert. Deren Viskositäten (MFI 300 °C, 1,2 kg)
ständigkeit, elektrische Isolation, geringe thermische Ausdehnung, Korrosionsbe-ständigkeit, Temperaturstabilität, Löse-mittelbeständigkeit und Beständigkeit gegen Säuren und Laugen.Je nach Wahl der verwendeten Schicht-werkstoffe entstehen Keramikbänder mit unterschiedlichen Eigenschaften und Strukturen. Neben unterschiedlichen Ke-ramikschichten und Schichtdicken bietet ISOTEC das Flexible Band auch in Ausfüh-rungen mit metallischem Überzug an.www.iso-tec.de
STANZTEC MESSE
Vernetzte Technologien für anspruchsvolle Stanztechnik
Die Hochleistungsöle von Bantleon sind feste und wichtige Bestandteile im Her-stellungsprozess der Profiltech Stufen-bänder. Die Alicona-Messeinrichtungen sichern höchste Präzision und Prozesssi-cherheit. Gemeinsam präsentieren sich die Firmen als Verbund auf der Stanztec 2016 in Pforzheim. „Es handelt sich hierbei um eine strate-gische Partnerschaft von der alle profi-tieren“, so Corinna Ruess, techn. Leiterin bei Profiltech. „Sowohl Lieferanten, Kun-den – wie Stanzer und Galvaniker – als auch Endkunden“. Die gesamte Prozesskette wird von Pro-filtech und Bantleon durchdacht – von der Fertigung der Profilbänder bis hin zum fertigen Endprodukt. Individuelle Kundenbedürfnisse werden stets in die Produktentwicklung miteinbezogen. Kom-plettiert wird die Synergie durch hochprä-zise Qualitätssicherungssysteme von Ali-cona Imaging . Sowohl bei Profiltech als auch bei Bant-leon steht der ganzheitliche und kunden-spezifische Ansatz stets im Vordergrund. So berücksichtigen beide Unternehmen bereits im Fertigungsprozess der Profil-bänder die Bedürfnisse der Kunden und beziehen die nachfolgenden Anforderun-gen der Stanztechnik und Galvanik in die Produktentwicklung mit ein. Bantleon liefert an Profiltech nicht nur das passende Öl für die Fertigung, son-dern bietet auch auf das Öl abgestimmte Reinigungslösungen. Galvaniker haben demnach keine Haftungsprobleme im Folgeprozess.

42 Werkstoffe 3/201642 Werkstoffe 3/2016
Produkte, Innovationen
WERKZEUG- ÜBERWACHUNG
Werkzeugüberwachungssystem
Das Unipower Werkzeugüberwachungs-system HPL 600 ist speziell für die seri-elle Kleinteilefertigung mit hohen Taktra-ten und kleinen Werkzeugen entwickelt worden, eignet sich aber auch für lange Bearbeitung etwa auf Tiefbohrstationen.Gemessen und überwacht wird die Wirk-leistungsaufnahme der Spindelantriebe, wobei die Verluste des Antriebsweges automatisch ausgeblendet werden. Das störsichere Messsystem ist problemlos ohne Sensorik im Bearbeitungsraum nachrüstbar und für Antriebe am Netz als auch für Frequenzumrichterantriebe geeignet.Das Überwachungssystem erkennt spon-tane Werkzeugbrüche, Werkzeugver-schleiß sowie fehlende Werkzeuge und Werkstücke, sichert so den Produktions-ablauf sowie die Qualität der Produkte und vermeidet Ausschuss und unnötige Stillstandszeiten.Im Lieferumfang enthalten ist eine PC-Software zur Parametrierung sowie zur grafischen Darstellung und Analyse des Bearbeitungsverlaufs mit den eingestell-ten Grenzwerten. Nach der Inbetriebnah-me kann die Einheit standalone arbeiten.Das System verwaltet 16 verschiedene Schnitte, inklusive der statistischen Wer-te. Bei Bedarf können beliebig viele Pa-rametersätze gespeichert und geladen werden. Die statistischen Werte sind ex-portierbar zur Weiterverarbeitung in der Qualitätssicherung.www.unipower.de
abdeckt. Abgesehen von technischer Effizienz und individueller Beratung legt das Unternehmen großen Wert auf eine flexible Funktionalität: Die Maschinen werden technisch exakt dem Bedarf an-gepasst, der Kunde muss keinerlei unnüt-ze Zusatzapplikationen in Kauf nehmen und legt sich dennoch nicht fest. Denn auch Einsteigermodelle sind beliebig aufrüstbar und lassen sich veränderten Anforderungen schnell und zuverlässig anpassen. Dazu trägt die Vielseitigkeit des Modulsystems mit Schneidetischen und Zubehör in verschiedensten Ausfüh-rungen entscheidend bei. Zudem bietet die bedienerfreundliche, wartungsarme Konstruktion der Anlagen eine ressour-ceneffiziente Fertigung und ein rundum überzeugendes Preis-LeistungsverhältnisDurch eine kontinuierliche Beratung, Schulung sowie einen umfassenden Er-satzteil- und Wartungsservice stellt STM sicher, dass die Fertigungsprozesse sei-ner Kunden auch langfristig maximal pro-fitabel bleiben. Eine STM Wasserstrahlschneidanlage kann andere Schneidlösungen perfekt ergänzen oder zum Teil auch ersetzen. Denn Wasserstrahlanlagen überzeugen nicht nur, wenn es darum geht finale Pro-dukte herzustellen, sondern auch bei der Vorbereitung von Werkstücken. Die wich-tigsten Vorteile sind das keine Stärken-einschränkung bestehen – Das Schnei-den von bis 280 mm starken Edelstahl ist je nach Kapazität der Hochdruckpumpe möglich. Mit dem Wasserstrahl können auch hitzeempfindliche Materialien wie Kunststoff, Gummi, oder Verbundwerk-stoffe genauso wie Glas, Stein und sehr harte Keramik geschnitten werden. Es bestehen auch keine Probleme mit re-flektierenden Materialien wie Messing und Aluminium. Da es ein kaltes Schnitt-verfahren ist entsteht kein Hitzeeinfluss, daher gibt es kein Verbrennen und keine Veränderung des Materialgefüges durch Hitze. Eine besondere Eigenschaft ist der einfache Materialwechsel – nur die Schnittgeschwindigkeit wird geändert, weder Gas, noch Optik müssen getauscht werden. Auch der Abstand zwischen Düse und Material ist bei weitem nicht so kritisch wie bei anderen Schneidverfahren. www.stm.at
hohem Bedienungskomfort sowie Ver-schleißfestigkeit, Wartungsfreundlichkeit und Effizienz ermöglichen die kompakten Portalanlagen auch kleinen und mittleren Betrieben den Einstieg in die boomende Werkzeugtechnologie. Aber nicht nur das: Dank intensiver Forschungstätigkeit in Kooperation mit namhaften Institutionen garantiert STM nicht nur organisatorisch, sondern auch technologisch Kontinuität. Zudem sorgt ein gewachsenes Netzwerk an Lieferanten und Vertriebspartnern für eine ebenso enge wie reibungslose Zu-sammenarbeit.STM hat ihren Hauptsitz im österrei-chischen Eben und ist seit 1986 in der Entwicklung von Wasserstrahlschneide-Technologien aktiv. Hervorgegangen aus einem klassischen Steinmetz-Betrieb produzierte das Unternehmen anfänglich Folienschneidemaschinen für die Stein-industrie in Österreich, Deutschland und Skandinavien. Der Erfolg veranlasste STM 1990 dazu, das Wasserstrahlschneidsys-tem für andere Industriezweige zu adap-tieren und zu erweitern. Heute verfügt der innovative Fullservice-Spezialist über ein breites Sortiment, das insbesondere den Bedarf der Stahl-, Alumium, Metall-, Kunststoff-, Dichtungswerkstoff-, Stein- und Glasindustrie nahezu vollständig
Besuchen Sie uns auch online www.werkstoffzeitschrift.de

42 Werkstoffe 3/201642 Werkstoffe 3/2016 Werkstoffe 3/2016
Die Wartung und Instandhaltung der Be-triebsmittel ist eine wichtige Aufgabe im laufenden Betrieb von mittelständischen Unternehmen. Die Dokumentation der Wartung hingegen ist oft uneinheitlich und hält einer offiziellen Prüfung nach einem Schadenfall durch die Gewerbe-aufsicht und Berufsgenossenschaften nicht stand. Die Softwarelösung War-tungsplaner der Hoppe Unternehmens-beratung erinnert und dokumentiert gesetzeskonform alle Prüftermine und Wartungstermine und bietet damit juri-stische Sicherheit.
Wartungsplaner 2016 für Win-dows organisiert Wartungen, Prüfungen, Inspektionen und Instandhaltungen!
Unfälle im Berufsalltag – ein unange-nehmes Thema für mittelständische Un-ternehmen. Allein in Deutschland haben sich im Jahr 2015 trotz hoher Sicherheits-standards rund 825.000 Arbeiter und An-gestellte am Arbeitsplatz verletzt. Oft sind Maschinen und elektrischen Anlagen des Unternehmens am Unfallgeschehen be-teiligt, was eine Untersuchung durch die Gewerbeaufsichtsämter und Berufsge-nossenschaften nach sich zieht. Neben der Herausforderung den Arbeitsausfall und die Ersatzinvestitionen zu kompen-sieren, sehen sich die Geschäftsleitung und die bestellten Sicherheitsbeauftrag-ten mit Nachforschungen und gegebe-nenfalls Schadenersatzforderungen der Versicherungen wegen Nichteinhaltung von Sicherheitsbestimmungen konfron-tiert. Im Falle eines Unfalls prüft die Ge-werbeaufsicht in Unternehmen nicht nur die Einhaltung der Sicherheitsbestim-mungen, sondern auch die Prüffristen, Prüfzyklen und den Wartungszustand al-
ler betroffenen Maschinen und elektrischen Geräte. Sind Zweifel am ordnungs-gemäßen Zustand der Be-triebsstätte gegeben, dann reicht eine Prüfplakette oft nicht aus. Der Sicherheitsbe-auftragte ist dann aufgefor-dert eine nachvollziehbare Wartungsdokumentation vorzulegen, die Informatio-nen • über die Art der Prüfung, • die Prüf- und Messergeb-
nisse, • das Datum der Prüfung • sowie den Namen des Prüfers beinhalten. Gut wenn man als Fachkraft für Arbeitssicherheit dann eine detail-lierte Übersicht über den Wartungshi-storie und die anstehenden Wartungen der Betriebsmittel hat. Eine sehr gute Möglichkeit diesen Prüfungen zu begeg-nen ist der Aufbau einer professionellen Wartungsdokumentation, die die Planung und den Nachweis jeglicher Art von Prü-fungs-, Wartungs- oder Instandhaltungs-arbeiten organisiert. Seit 1998 wird die Software Wartungsplaner diesen Anfor-derungen gerecht, da sie einerseits Prüf-fristen sowie Prüftermine aufzeigt und andererseits Berichte über die geprüften Geräte einschließlich einer lückenlosen Historie ermöglicht. Der Wartungsplaner ist für sicherheitsrelevante Tätigkeiten konzipiert und ist daher für die täglichen Herausforderungen von Sicherheitsfach-kräften, Sicherheitsingenieuren, Verant-wortlichen in der Instandhaltung und Wartungsteams geeignet. Die Vorteile liegen klar auf der Hand: Sicherheitsbe-auftragte können das Instandhaltungs-management deutlich optimieren, da die Software sowohl Prüffristen als auch Instandhaltungsintervalle erfasst und so-mit die Dokumentation von Prüfungen, Reparaturen, Instandsetzungen und War-tungen automatisch vorgibt. Daher ist der Wartungsplaner ideal für die Betriebsmit-telwartung gemäß gängigen gesetzlichen Vorgaben (u.a. BGV, BetrSichV, AUDIT, ISO, TPM, UVV). Darüber hinaus bietet der Wartungsplaner einige interessante Features. So können Stammdaten und Anlagenstruktur angelegt und Wartungs-pläne, Prüfpläne und Inspektionspläne erstellt werden. Auch lassen sich Störauf-träge und Reparaturen effizient erfassen und übersichtliche Dokumentationen über den Lebenslauf aller Anlagen und Maschinen erstellen. Auf dieser Basis las-sen sich die Kennzahlen und das Control-ling im Rahmen der Arbeitsvorbereitung optimieren. Unternehmen und Behörden sind gesetzlich dazu verpflichtet, ihre Ge-
rätschaften und Maschinen regelmäßig zu warten – und diese Wartungen auch in schriftlicher Form zu belegen. Der Wartungsplaner hilft dabei und erinnert an alle anstehenden Prüfungen. In der neuen Version 2016 wurden einmal mehr viele neue Funktionen realisiert, so auch ein Modul für die RFID-Erfassung. Unter-nehmen und Behörden müssen u.a. das Produktsicherheitsgesetz (GPSG), das Arbeitsschutzgesetz (ArbSchG), das Ar-beitssicherheitsgesetz (ASiG) und die Be-triebssicherheitsverordnung (BetrSichV) beachten. Geschieht dies nicht, können teure Bußgelder ausgesprochen werden.Der Wartungsplaner für Windows-Com-puter hilft dabei, ein Anlagenkataster zu erstellen. Das erzeugt passend zu jedem Gegenstand, der gewartet werden muss, ein eigenes Datenblatt. Das merkt sich den Namen, den Standort, eine Serien-nummer, das Anschaffungsdatum, ein Foto und die Historie der zuletzt durch-geführten Wartungen. Zu jedem Gegen-stand merkt der Wartungsplaner den nächsten Termin für eine Wartung, eine Prüfung, eine Inspektion oder eine In-standhaltung vor – und erinnert anschlie-ßend aktiv daran. Der Wartungsplaner kann die Prüfberichte jederzeit ausgeben – für die Berufsgenossenschaft, die tech-nischen Überwachungsdienste oder für andere Prüforganisationen. Die Software unterstützt den Anwender auch bei Audits und bei der ISO-Zertifizierung – die Prüf-fristen werden gemäß DGUV, BGV, UVV oder TRBS übersichtlich dokumentiert.Die Software für das Wartungsmanage-ment ermöglicht es, Wartungs- und In-standhaltungsvorschriften zu hinterle-gen, die anstehenden Wartungsaufgaben in einem Kalender zu planen und entspre-chende Wartungsaufträge in Prüfberich-ten zu generieren. Der Wartungsplaner kostet in der Einzelplatzlizenz 195,- Euro + Mwst. Eine kostenlose Demoversion steht unter www.wartungsplaner.de zum Download bereit.
Rechtssichere Wartung und Instandhaltung der Betriebsmittel
Wartungsplaner
Ulrich Hoppe, Senior Berater, Hoppe Unternehmensberatung
Software kostenlos testen unter www.wartungsplaner.de

Hernee-Straße 1 · D-35753 Greifenstein-BeilsteinTel.: +49 (0) 2779-7107-0 · Fax: +49 (0) [email protected]
Eloxal von hart bis farbig
Sand- und Glasperlenstrahlen
HERNEE HARTANODIC GMBH
Der Beilsteiner MetallveredlerHERNEE Harta nodic hat sich seitBestehen kontinuierlich posi tivweiter entwickelt. GeschäftsführerJens Neeb setzt auf Qualität undTermineinhaltung. Sein Augen merkliegt dabei auch besonders auf demUmwelt schutz.
Das Unternehmen steht für Spit zen-qualität, Flexibili tät und exzellentenService. Firmen aus dem ganzenBundesgebiet – darunter viele Mittel-ständler – zäh len zu seinen Kunden.„Unser Unternehmen ist technisch aufdem neuesten Stand und kann fast alleAluminium legierungen harteloxierenund einfärben“erklärt Jens Neeb. EinenVergleich mit den Mitbewerbern scheuter nicht.
Umfangreiches LeistungsspektrumDas breit gefächerte Leistungsspektrumder HERNEE Hartanodic GmbH umfasst
Harteloxal (Hardcoating), Mittel-Hard-coating und Eloxieren in verschiedenenFarben, Sandstrahlen, Glasperlen-strahlen, Ultra schallreinigen undPolieren.
Harteloxal immer bedeutender
Es ist unübersehbar: Harteloxal gewinntzu neh mend an Bedeutung – ob in derLuftfahrt-, Automobil- und Halbleiter-industrie, im Ma schinen-, Getriebe- undArmaturenbau sowie in der Mess- undRegeltechnik. Kleinmengen und Schnell-schüsse werden innerhalb von Stundenfertiggestellt. Möglich machen dies einezertifizierte Ablauforganisation und eingut geschultes Fachpersonal.
Die Vorteile auf einem Blick:
• ausführliche Beratung • kurze Produktionszeit (auf Wunsch
24-h-/48-h-Dienste)
• erfahrene, hochqualifizierte Mitar-beiter
• ein umfangreiches Produktionsspek-trum (de ko ratives Eloxal, Hard-coating, sandgestrahlte Ober flächen,verschiedene Farben)
• umfangreicher – auch internationa-ler – Kun den stamm
• seriöse und prompte Angebote• termingerechte Lieferungen (Liefer-
service)
NEUUm den wachsenden Anforderungender Kundschaft gerecht zu werden,hat die HERNEE Hartanodic GmbHIhr Leistungsspektrum erweitert.
Sandstrahlen (Aluminiumoxid)
Unter Sandstrahlen versteht man dieOberflächenbehandlung eines Materialsdurch einen starken Luftstrahl und derEinwirkung von Sand als Schleifmittel.Die Sandstrahltechnik kommt immerdann zum Einsatz, wenn es darum geht,Metallteile, Profile, Bleche und andere
Bauteile zu entlacken, zu entrosten undauf eine anschließende Weiterverarbei-tung oder Lackierung vorzubereiten.Unterschiedliche Körnungen gewährlei-sten dabei exakt die Ergebnisse, diebenötigt werden.
Glasperlenstrahlen
Durch das Strahlen mit Glasperlen wer-den hochwertige Metalle, an die hoheoptische Anforderungen gestellt wer-den, weiter veredelt. Diese Oberflächen-behandlung stellt ein edles Finish dar,
wodurch Werkstücke optisch hochwer-tiger erscheinen. Die so erzielte homo-gene Oberflächenstruktur entsprichtobendrein den Anforde rungen derLebensmittelindustrie und läßt sichbesonders gut reinigen.
Modernste Maschinentechnik, Erfah-rung, Know-How, termingerechte Ferti-gung, zuverlässige Bearbeitung – dassind die Voraussetzungen, die dieHERNEE Hartanodic GmbH zu einemflexiblen Partner in der Strahltechnik mitSand und Glasperlen machen.
Wilf
ried
Gar
n ·
Vis
uel
le K
om
mu
nik
atio
n ·
Wet
zlar
185x260.Porträt_Hernee 16.10.13 11:01 Seite 1


















