Schue Tt Gutta Gung 2004
22
Fachtagung Schüttgutfördertechnik 2004 Funktionsanalyse eines Rohrkettenförderers mit Hilfe der Diskrete Elemente Methode (DEM) Andre Katterfeld, Friedrich Krause Institut für Förder- und Baumaschinentechnik, Stahlbau, Logistik (IFSL) Otto-von-Guericke-Universität Magdeburg Inhaltsverzeichnis Formelverzeichnis 2 1 Einleitung 3 2 Beschreibung der Bewegungswiderstände 4 2.1 Bewegungswiderstände in horizontalen Wegabschnitten ............... 4 2.2 Bewegungswiderstände in vertikalen Wegabschnitten ................ 6 2.3 Bewegungswiderstände in Rohrbögen ......................... 7 3 Experimentelle Untersuchungen 9 3.1 Versuchsprogramm ................................... 10 3.2 Analyse des Kettenkraftsignals ............................ 10 4 Auswertung der Messungen 12 5 Ergebnisse 14 6 Schlußfolgerung 18 7 Untersuchungen mit Hilfe der Diskrete Elemente Methode 19 Literaturverzeichnis 22 1
-
Upload
sergio-lamana -
Category
Documents
-
view
72 -
download
6
Transcript of Schue Tt Gutta Gung 2004

Fachtagung Schüttgutfördertechnik 2004
Funktionsanalyse eines Rohrkettenförderers mit Hilfe derDiskrete Elemente Methode (DEM)
Andre Katterfeld, Friedrich KrauseInstitut für Förder- und Baumaschinentechnik, Stahlbau, Logistik (IFSL)
Otto-von-Guericke-UniversitätMagdeburg
Inhaltsverzeichnis
Formelverzeichnis 2
1 Einleitung 3
2 Beschreibung der Bewegungswiderstände 4
2.1 Bewegungswiderstände in horizontalen Wegabschnitten . . . . . . . . . . . . . . . 42.2 Bewegungswiderstände in vertikalen Wegabschnitten . . . . . . . . . . . . . . . . 62.3 Bewegungswiderstände in Rohrbögen . . . . . . . . . . . . . . . . . . . . . . . . . 7
3 Experimentelle Untersuchungen 9
3.1 Versuchsprogramm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.2 Analyse des Kettenkraftsignals . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
4 Auswertung der Messungen 12
5 Ergebnisse 14
6 Schlußfolgerung 18
7 Untersuchungen mit Hilfe der Diskrete Elemente Methode 19
Literaturverzeichnis 22
1

Funktionsanalyse von Rohrkettenförderern
Formelverzeichnis
A Fläche [m2]AK Fläche Kreissegment [m2]a Seitenlänge [m]A,B, C AbkürzungdK Korndurchmesser [mm]dRi Rohrdurchmesser [m]Fb,h,v Bewegungswiderstand im spez. Wegbereich [kN]FNq Normalkraft aus Meterlast im Linienmodell s. Abb. 4 [N]FNT
Normalkraft aus Kettenkraft im Linienmodell s. Abb. 4 [N]FRq Reibkraft aus Meterlast im Linienmodell s. Abb. 4 [N]FRT
Reibkraft aus Kettenkraft im Linienmodell s. Abb. 4 [N]FT Kettenkraft im Rohrbogen im Linienmodell s. Abb. 4 [N]ffc Fließfaktor nach Jenike
g Erdbeschleunigung [m/s2]H Höhe vert. Wegabschnitt [m]kb,h,v Korrekturfaktor des spez. Wegabschnittsl Länge hor. Wegabschnitt [m]lTS Stauscheibenteilung [m]ph,v Stauscheibendruck des spez. Wegabschnitts [Pa]qF Meterlast Schüttgut [N/m]qKS Meterlast Kette / Stauscheiben [N/m]r Radius Rohrbogen [m]s Stauscheibendicke [m]U Umfang [m]u Seitenlänge Grundseite Quadrat [m]vK Kettengeschwindigkeit [m/s]x, y, z Koordinatenα, β (Komplementär-) Winkel der geneigten Ebene [rad]ηI Gutstromwirkungsgrad = FüllungsgradηV Volumenwirkungsgradλa,p aktiver bzw. passiver Schüttgutdruckbeiwertµw Reibwert Schüttgut / RohrµKS Reibwert Stauscheiben / Rohr̺ Schüttdichte [kg/m3]ϕ Polarkoordinate am DEM-Modell s. Abb. 16 [rad]ψ Polarkoordinate im Linienmodell des Rohrbogens [rad]ψ0 Anfangspolarkoordinate im Linienmodell des Rohrbogens [rad]ξ Zentriwinkel eines Kreissegments [rad]
Indizes:
b Wegabschnitt Rohrbogen
h horizontaler Wegabschnitt
KS infolge Reibung Kette / Stauscheiben
SG infolge Reibung Schüttgut
Spalt infolge Spalteinflussv vertikaler Wegabschnitt
1 eines Stauscheibenabschnitts
2

Fachtagung Schüttgutfördertechnik 2004
1 Einleitung
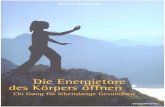
Rohrkettenförderer oder auch Stauscheibenförderer sind Stetigförderer mit umlaufendem Zug-mittel zum Transport von Schüttgütern. Die Funktion des Rohrkettenförderers beruht auf demPrinzip der Stauscheiben-Förderung.
(a) Förderung von Weizen (b) horizontaler Rkf
Abb. 1: Funktionsprinzip und Aufbau von Rohrkettenförderern
Das Funktionsprinzip des heute eingesetzten Rohrkettenförderers läßt sich am besten mitdem in Abb. 1a dargestellten Foto veranschaulichen. Eine Rundstahlgliederkette mit befestigtenStauscheiben bewegt sich axial mittig in einem Rohr. Die Kette bewegt sich als endlos umlaufen-des Zugmittel im feststehenden Tragmittel Rohr. Über den Einlauf kann Schüttgut in das Rohrgefüllt werden, welches dann von den Stauscheiben in Bewegungsrichtung der Kette transpor-tiert wird. Eine dreidimensionale Linienführung läßt sich durch den Einsatz von Rohrbögen oderKetten- bzw. Felgenrädern realisieren.
Am Institut für Förder- und Baumaschinentechnik, Stahlbau, Logistik (IFSL) der Otto-von-Guericke-Universität Magdeburg beschäftigt man sich seit einigen Jahren mit der Funktionsana-lyse von Rohrkettenförderern. Vor allem die Analyse der Bewegungswiderstände in horizontalenund vertikalen Wegbereichen und in Umlenkungen mit großem Radius (Rohrbogen) stehen imMittelpunkt der Arbeiten.
Durch den Aufbau einer komplexen Versuchsanlage mit umfangreicher und neuartiger Mess-technik können die theoretisch ermittelten Berechnungsmodelle hinsichtlich ihrer Praxisrelevanzuntersucht werden. Dabei steht vor allem die Messung der Ketten(zug)kraft im Mittelpunkt.In [12,14,15] wird die Versuchstechnik näher erläutert.
In [5–8] wurden von Krause et. al. erste grundlegende theoretische Betrachtungen zumRohrkettenförderer veröffentlicht. Unter anderem wurden Ansätze zur Berechnung des Volumen-bzw. Massenstroms und der Bewegungswiderstände sowohl in horizontalen und vertikalen Weg-bereichen, als auch in Umlenkungen mit großem Radius (Rohrbogen) vorgestellt.
Die in diesem Artikel vorgestellten Arbeiten führen diese Untersuchungen weiter. Im Unter-schied zu den genannten Veröffentlichungen basieren die folgenden Ausführungen auf einem um-fangreichen experimentellen Untersuchungsprogramm, bei dem die Förderung von sechs Schütt-gütern unter unterschiedlichen Betriebsbedingungen im Mittelpunkt stand.
Über dies hinaus sollen die ersten Ansätze zur numerischen Simulation der Transportvorgängein Rohrkettenförderern mit Hilfe der Diskrete Elemente Methode (DEM) vorgestellt werden.
3

Funktionsanalyse von Rohrkettenförderern
2 Beschreibung der Bewegungswiderstände
Zur Beschreibung des Förderverhaltens von Rohrkettenförderern, des Leistungsbedarfs und derauf die Kette wirkenden Kräfte ist die Betrachtung der auftretenden Bewegungswiderstände not-wendig.
In [7, 8] wurden für horizontale und vertikale Wegabschnitte, sowie für Rohrbögen Berech-nungsmodelle vorgestellt. In Verbindung mit den experimentellen Messungen beinhalteten dieseModelle den Rankine’schen Schüttgutdruckbeiwert λ als einzige Unbekannte. Für λ wurde einWert zwischen dem aktiven und passiven Spannungszustand (λa, λp) erwartet. Für die wenigenuntersuchten Schüttgüter (Mehl und Weizen) konnten tatsächliche λ-Werte in diesem Bereichermittelt werden.
Bei der Untersuchung anderer Schüttgüter (grober Sand, Waschmittel) in [4] ergaben sichjedoch physikalisch irrelevante λ-Werte (λ < λa, λ > λp ). Es wurde geschlussfolgert, dass dieverwendeten analytischen Modelle nicht alle auftretenden Bewegungswiderstände beinhalten.
Folgende zentrale Annahme bildet daher eine wesentliche Grundlage zur Berechnung derBewegungswiderstände in den weiteren Untersuchungen: analog zu vielen Arbeiten zu Schütt-gutförderern (z.Bsp. Trogkettenförderer [13] und Schneckenförderer [17]) soll ein aktiver Ranki-
ne’scher Spannungszustand im Schüttgut während der Förderung angenommen werden.Über dies hinaus wurden die existierenden Berechnungsmodelle überarbeitet. Während in
[7, 8] für die Bewegungswiderstände in horizontalen Wegabschnitten ein Berechnungsmodell un-ter Annahme eines quadratischen Rohrquerschnitts vorgeschlagen wurde, konnte zur Validierungdieser Näherung ein analytisches Modell unter Verwendung des realen kreisförmigen Querschnittsentwickelt werden. Dieses soll an dieser Stelle jedoch nicht näher erläutert werden, da die Ergeb-nisse dieses ungleich komplexeren Berechnungsmodells nahezu identisch mit den Ergebnissen desNäherungsmodells mit quadratischen Rohrquerschnitt sind. Ebenfalls wurde das Berechnungsmo-dell zur Berechnung der Bewegungswiderstände in Rohrbögen um den Schüttguteinfluss ergänzt.Zusätzlich wurde versucht, ein Berechnungsmodell zur Abschätzung des Spalteinflusses in allenWegabschnitten zu entwickeln, das den Effekt des Verklemmens von Schüttgut im Spalt zwischenStauscheiben und Tragrohr berücksichtigt.
In den folgenden Kapiteln sollen die Ergebnisse der theoretischen Untersuchungen basierendauf den in [7, 8] veröffentlichten Aussagen zum Massen- und Volumenstrom zusammengefaßtdargestellt werden.
2.1 Bewegungswiderstände in horizontalen Wegabschnitten
Die Bewegungswiderstände in horizontalen Wegabschnitten resultieren zum größten Teil ausder Reibung der Stauscheiben und Kette am Rohr FhKS
, der Reibung des Schüttgutes an derRohrinnenwand FhSG
und der aus der Verklemmung des Schüttgutes zwischen Stauscheiben undRohrinnenwand resultierende sogenannte Spalteinfluss FhSpalt
:
Fh = FhKS+ FhSG
+ FhSpalt= l qKS µKS + FhSG
+ FhSpalt. (1)
Für die Ermittlung des Anteils des Bewegungswiderstandes, welcher aus der Schüttgutreibungan der Rohrinnenwand resultiert, ist die Kenntnis der Schüttgutdrücke im Rohr Voraussetzung.Dabei soll auf den Einfluss der Wandreibung verzichtet und ein aktiver Rankine’scher Span-nungszustand im Schüttgut vorausgesetzt werden. Darüber hinaus soll eine im gesamten Stau-scheibenabschnitt konstante horizontale Schüttgutoberfläche angenommen werden.
Die Annahme eines quadratischen Rohrquerschnitts vereinfacht die Untersuchung der Schütt-gutdrücke auf die Rohrwandung erheblich. Dieses Modell basiert auf der Annahme der Gleichheit
4

Fachtagung Schüttgutfördertechnik 2004
der Querschnittsflächen. Die Seitenlänge a wird definiert als
a =√A =
dRi
2
√π. (2)
Definiert man über dies hinaus die Schüttguthöhe h und die Grundseite u des Quadrates mit
h = ηI a und u = ηV a, (3)
ergibt sich mit
pz = ̺ g h und qF = ̺ g ηV ηIA, (4)
die Gleichung für FhSGals
FhSG= l qF (1 +
ηI
ηVλh) µw. (5)
Im so genannten Spalteinfluss FhSpaltsind die zusätzlichen Bewegungswiderstände zusammen-
gefasst, die durch das Verklemmen, der plastischen Verformung (Quetschen) und letztendlichder Zerstörung einzelner Schüttgutpartikel im Spalt zwischen Stauscheiben und Rohrinnenwandentstehen.
Eine exakte Beschreibung diese Vorgänge ist extrem schwierig. Augenscheinlich ähnelt derProzess der Zerstörung einzelner Partikel dem verfahrenstechnischen Prozess der Zerkleinerung,also dem Brechen oder Mahlen von Schüttgütern.
Im Bereich der Fördertechnik wurde der Spalteinfluss bislang nur für Schneckenförderer näheranalysiert. Nach Stahl [16], Wildgruber [18] und Leitner [10] spielt der Einfluss des Spalteszwischen Schnecke und Trog in Bezug auf Bewegungswiderstände, Gutzerstörung und Volumen-strom eine besondere Rolle. Ein Vergleich des Spalteinflusses in Rohrketten- und Schneckenför-derern ist aufgrund der viel kleineren Relativbewegung infolge fehlender Rotation des „Förder-organs“ (Schnecke bzw. Kette mit Stauscheiben) nicht angebracht.
Im Folgenden soll daher ein vereinfachtes Modell zur analytischen Beschreibung des Spalt-einflusses im Rohrkettenförderer vorgestellt werden. Es wird von einer gleichmäßigen Schütt-gutverteilung in den einzelnen Stauscheibenabschnitten mit horizontaler Schüttgutoberfläche imgesamten Stauscheibenabschnitt ausgegangen. Das Schüttgut im Spalt soll als Kontinuum angese-hen werden. D.h. es wird nicht die direkte Verklemmung einzelner Schüttgutpartikel betrachtet,vielmehr der Spannungszustand eines Schüttgutkontinuums und die daraus folgenden Seiten-wanddrücke bzw. die Reibkraft zwischen Rohrinnenwand und Schüttgut im Spalt. Diese grobenVereinfachungen lassen die im Folgenden beschriebenen Ansätze nur für feinkörnige, kohäsions-lose Schüttgüter brauchbar erscheinen. Ein um ein Vielfaches größerer Spalteinfluss ist bei derFörderung von grobkörnigen Schüttgütern zu erwarten. Dagegen ist bei der Förderung von kohä-siven Gütern aufgrund der größeren inneren Reibung mit einem wesentlich kleineren Spalteinflusszu rechnen, da das Schüttgut vor der Mitnehmerscheibe gestaut wird und kohäsionsbedingt we-niger Schüttgut in den Spalt eindringen kann.
Betrachtet man einen gefüllten Stauscheibenabschnitt im Schnitt senkrecht zum Rohrquer-schnitt, wie er in Abb. 2 dargestellt ist, wird deutlich, dass das Schüttgut im Spalt durch denBewegungswiderstand des Schüttgutes im spezifischen Stauscheibenabschnitt belastet wird, derentgegengesetzt zur Förderrichtung wirkt. Diese Belastung, also der Schüttgutdruck auf dasMaterial im Spalt soll mit phSpalt
bezeichnet werden. Allgemein ist der Schüttgutdruck auf Stau-scheibe und Spalt nichts anderes als der auf die Stauscheibenfläche wirkende Bewegungswider-standsanteil FhSG1
eines Stauscheibenabschnittes, der aus der Reibung des Schüttgutes an derRohrinnenwand resultiert.
5

Funktionsanalyse von Rohrkettenförderern
xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx
xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx
lTSv
hSG
Rohr
x
z
y
x
A A'
A - A'Stauscheibe
y
z
K
Schüttgut
s
F (l )TS
ξ
R
Abb. 2: Berechnungsmodell für den Spalteinfluss in horizontalen Wegabschnitten
Es gilt
phSpalt=FhSG1
AK. (6)
Im Spalt kann ein passiver Rankine’scher Spannungszustand angenommen werden. Für denDruck auf die Rohrinnenwand gilt daher λp phSpalt
. Die Fläche auf der dieser Seitenwanddruckwirkt ist gleich dem Umfang U der Rohrquerschnittsfläche multipliziert mit der Spaltöffnung, dieder Stauscheibendicke s entspricht. Der Umfang des mit Schüttgut gefüllten Rohrquerschnittskann durch folgende Formel näherungsweise berechnet werden
U =ξ
2ππ dRi . (7)
Dabei kann der Zentriwinkel ξ des gefüllten Kreissegments (s. Abb. 2) mit Hilfe der Gleichung
AK = AηI ηV =π
4d2
RiηI ηV =
1
2
(
dRi
2
)2
(ξ − sin ξ). (8)
numerisch berechnet werden.Für den Bewegungswiderstandsanteil infolge Spalteinfluss einer Stauscheibe ergibt sich dar-
aus folgende allgemeine Gleichung
FhSpalt1= µw U sλp
FhSG1
AK. (9)
Für den Bewegungswiderstandsanteil infolge Spalteinfluss des gesamten horizontalen Wegab-schnitts gilt
FhSpalt= l µ2
w ξ s λp
2 qF (1 + ηIηVλa)
π dRi ηI ηV. (10)
2.2 Bewegungswiderstände in vertikalen Wegabschnitten
Analog zum horizontalen Wegabschnitt setzt sich der Gesamtbewegungswiderstand in vertikalenWegabschnitten aus folgenden Hauptanteilen zusammen:
Fv = FvKS + FvSG + FvSpalt. (11)
6

Fachtagung Schüttgutfördertechnik 2004
Ausgehend von den in [7, 8] beschriebenen Herleitungen für
FvKS = H qKS, (12)
und
FvSG = H qFdRi
4 lTS µw ηV ηI λa
(
e4 µw λa
dRiηV ηI lTS − 1
)
, (13)
soll an dieser Stelle nur auf die Herleitung für den Anteil des Spalteinflusses FvSpaltnäher einge-
gangen werden. Analog zur Herleitung des Spalteinflusses in horizontalen Wegabschnitten kanndie Berechnung dieses Bewegungswiderstandsanteils erst nach Deklarierung der Spaltfläche er-folgen. Dies ist in vertikalen Bereich jedoch wesentlich einfacher, da die Stauscheibe zentrisch imRohr „hängt“. In Abb. 3 wird das verdeutlicht:
xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx
xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx
lTSv
F (l )vSG
Rohr
x
z
y
x
A A'
A - A'Stauscheibe
y
z
K
Schüttgut
s
TS
Abb. 3: Berechnungsmodell für den Spalteinfluss in vertikalen Wegabschnitten
Die Spaltfläche ist unabhängig vom Füllungsgrad. Es ergibt sich folgende Gleichung
FvSpalt=
H
lTSµw U sλp
FvSG1
A. (14)
Ersetzt man U, FvSG1und A erhält man
FvSpalt=
H
lTSsλp
λa
qF
(
e4 µw λa
dRiηV ηI lTS − 1
)
ηI ηV. (15)
2.3 Bewegungswiderstände in Rohrbögen
Die Untersuchung der Bewegungswiderstände in Umlenkungen beschränkt sich auf die Betrach-tung von Umlenkungen mit großem Radius, da bei kleinen Radien die Verdrehung der Kettenglie-der und die damit entstehenden Querkraft-Biege-Beanspruchungen nicht vernachlässigt werdenkönnen.
Die in [7,8] veröffentlichten Betrachtungen zum Rohrbogen bezogen sich auf die Bewegungs-widerstände infolge der Stauscheibenreibung am Rohr. Der Einfluss der Schüttgutreibung bzw.des Spalteinflusses wurde bislang nur näherungsweise berücksichtigt. Daher soll das in den ge-nannten Arbeiten vorgestellte Linienmodell um diese Einflüsse ergänzt werden.
7

Funktionsanalyse von Rohrkettenförderern
qdF sinβ cosψ
ψd
F ( )ψT
F ( )ψ sin( )dψ2T
qdF sinβ sinψ
F ( )ψT cos( )dψ2
+dF ( )ψF ( )ψT T
+dF ( )]ψ[F ( )ψT T cos( )dψ2
sin( )dψ2+dF ( )]ψ[F ( )ψT T
dFRT
dFNT
x
yz
dFRSG
xyz+dFRSpalt
xyz
(a) Blick auf eine geneigte Ebene Eα(β)
qdF βcos
v k
dF =Nq
dF Rq
x
y z
(b) Blick senkrecht zu einergeneigten Eα(β) - Ebene
Abb. 4: Gleichgewichtsbetrachtung am differentiellen Bogenelement
Abb. 4 zeigt die in [7, 8] hergeleitete Gleichgewichtsbetrachtung am differentiellen Bogenele-ment. Ergänzt wurde diese Darstellung um die Schüttgut-Reibkraftkomponenten dF xyzRSG
und dieSpalt-Komponente dF xyzRSpalt
in allen drei Dimensionen x, y und z. Dabei setzen sich diese Kom-ponenten aus den bereits beschrieben Bewegungswiderständen im horizontalen und vertikalenWegabschnitt zusammen:
dF xyzRSG+Spalt= dF xRSG
+ dF xRSpalt+ dF yRSG
+ dF yRSpalt+ dF zRSG
+ dF zRSpalt, (16)
mit dF xRSG=
r dψ sinψ sinβ qF dRi
4 lTS µw ηV ηI λa
(
e4 µw λa
dRiηV ηI lTS − 1
)
, (17)
dF xRSpalt=
r dψ sinψ sinβ
lTSsλp
λa
qF
(
e4 µw λa
dRiηV ηI lTS − 1
)
ηI ηV, (18)
dF yRSG= r dψ cosψ qF µw
(
1 +ηI
ηVλh
)
, (19)
dF yRSpalt= r dψ cosψ µ2
w ξ s λp
2 qF (1 + ηIηVλa)
π dRi ηI ηV, (20)
dF zRSG= r dψ sinψ cosβ qF µw
(
1 +ηI
ηVλh
)
, (21)
dF zRSpalt= r dψ sinψ cosβ µ2
w ξ s λp
2 qF (1 + ηIηVλa)
π dRi ηI ηV. (22)
Die rekursive Lösung dieser inhomogen linearen Differentialgleichung kann durch Variation der
8

Fachtagung Schüttgutfördertechnik 2004
Konstanten ermittelt werden:
FT(ψ) = eµKS(ψ−ψ0)
[
FT(ψ0) +A(µKS sinψ0 + cosψ0)
µ2KS + 1
+B(µKS cosψ0 − sinψ0)
µ2KS + 1
+CµKS
]
−
A(µKS sinψ + cosψ)
µ2KS + 1
+B(sinψ − µKS cosψ)
µ2KS + 1
+CµKS
. (23)
Mit den Abkürzungen:
A =r cosα qF dRi
lTS ηI ηV λa
(
e4 µw λa
dRiηV ηI lTS − 1
) (
1
4µw+s λp
dRi
)
+
r sinα qF µw
(
1 +ηI
ηVλh
) (
1 +2µw ξ s λp
π dRi ηI ηV
)
+ r qKS cosα, (24)
B = r qF µw
(
1 +ηI
ηVλh
) (
1 +2µw ξ s λp
π dRi ηI ηV
)
− r qKS µKS cosα, (25)
C = r qKS µKS sinα. (26)
3 Experimentelle Untersuchungen
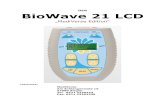
Ein großer Teil der Arbeiten befaßte sich mit der Verifizierung der theoretischen Ergebnisse ameigens dazu aufgebauten Rohrkettenförderer-Großversuchsstand.
Antrieb
Meßbunker
Schneckenförderer
Einlauf
Aus-lauf
Spannstation67
2
9
10
01
8
3
45
(a) 3d-Modell mit durchnummerierten Wegabschnitten (b) Photo
Abb. 5: Rohrkettenförderer-Versuchsstand
Für die Erfassung der Kettenkraft wurde eine spezielle Messstauscheibe entwickelt, die mit Hilfevon Dehnmessstreifen- und Telemetrietechnologie eine Übertragung der Kettenzugkraft-Datenaus dem geschlossenen metallischen Förderrohr in allen Wegabschnitten ermöglicht. [15] MitHilfe dieser Technologie konnten umfangreiche Versuchsreihen durchgeführt werden.
9

Funktionsanalyse von Rohrkettenförderern
3.1 Versuchsprogramm
Die experimentellen Untersuchungen sollten den Einfluss von Schüttguteigenschaften und Fül-lungsgrad auf die Kettenkraft dokumentieren. Schon in Vorversuchen konnte aus einer Vielzahlvon Versuchen geschlussfolgert werden, dass die Kettengeschwindigkeit als Betriebsparameterder Förderanlage nur einen sehr geringen Einfluss auf die Kettenkraft besitzt.
Die Veränderung der Kettenvorspannung führt zu einer nahezu konstanten Verschiebung desKettenkraftverlaufs und soll daher ebenfalls nicht näher betrachtet werden [4]. Vor diesem Hin-tergrund wurde ein Versuchsprogramm geplant, das die Förderung von sechs Schüttgütern beivier Füllungsgraden vorsah.
Tabelle 1: Schüttgutklassen und ausgewähltes Versuchsschüttgut
K r i t e r i u m Schüttgut
Kohäsion ffc Körnung, mm ̺, kg/m3
freifließend,
rieselfähig,
ffc ≥ 10
grobkörnig,
2 ≤ dk ≤ 10
gering: ≤ 500 Hafer
hoch: ≥ 1000 Kunstdünger
feinkörnig,
dk ≤ 2
gering: ≤ 700 Senfkörner
hoch: ≥ 1000 Quarzsand
kohäsiv
2 ≤ ffc ≤ 4
feinkörnig,
dk ≤ 2
gering: ≤ 500 Weizengrießkleie
hoch: ≥ 1000 Basaltmehl
Für die Auswahl der Schüttgüter wurden basierend auf den Schüttgutparametern Dichte,Korngröße und Kohäsivität Schüttgutklassen definiert und jeweils ein typisches Gut ausgewählt(s. Tabelle 1).
Das Untersuchungsprogramm sah die Durchführung von jeweils fünf Versuchen für vier Fül-lungsgrade (ca. 40%, ca. 60%, ca. 80%, ca. 90 - 100%) vor. Für alle genannten Schüttgüter wurdenFörderversuche durchgeführt.
Bei der Förderung von Basaltmehl traten aufgrund der Fluidisierungseffekte große Problemebei der eindeutigen Festlegung des Füllungsgrades auf. Dies spiegelt sich in den gewonnenenMesswerten wieder, die kritisch betrachtet werden müssen und nur bedingt zur Gewinnung vonallgemein gültigen Aussagen herangezogen werden können.
Massive Förderprobleme traten ebenfalls bei dem Schüttgut Kieserit (Kunstdünger) auf. Auf-grund der spezifischen Schüttgutparameter, insbesondere aufgrund der Korngröße und der sehrhohen Schüttdichte, wurde der Antrieb des Versuchsstandes überlastet. Daher liegen keine Mes-sergebnisse für dieses Schüttgut vor.
Über dies hinaus wurden Versuche mit doppelter Stauscheibenteilung (lTS = 0, 32 m stattlTS = 0, 16 m) durchgeführt, um den Einfluss dieses Konstruktionsparameters zu dokumentieren.Für diese Untersuchungen wurden Förderversuche mit Hafer und Weizengrießkleie durchgeführt.
3.2 Analyse des Kettenkraftsignals
Der charakteristische Kettenkraftverlauf wie er in Abb. 6a dargestellt ist, konnte bei allen Mes-sungen beobachtet werden. Zur besseren Orientierung sind in das Diagramm die einzelnen We-gabschnitte eingezeichnet, wie sie auch in Abb. 5a wiederzufinden sind. Vor allen Dingen inter-essieren die Wegabschnitte des Fördertrums 8 (horizontaler Wegabschnitt), 9 (Rohrbogen) und10 (vertikaler Wegabschnitt). Die Messdaten dieser Abschnitte ermöglichen die Berechnung derBewegungswiderstände, die in Kapitel 4 beschrieben sind.An dieser Stelle soll auf einige besondere Merkmale des allgemeinen Kettenkraft-Verlaufs einge-gangen werden.
10

Fachtagung Schüttgutfördertechnik 2004
0 5 10 15 20
Weg [m]
0
1
2
3
4
5
Kra
ft [k
N]
6 7 8 9 10 10 2 3 4 5
horizontal Bogen
vertikal
F ö r d e r t r u m
Nummern der Wegbereiche
Hafer ηΙ = 0,41
(a)
0 1 2 3 4 5 6 7 8 9 10
Frequenz [Hz]
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Leis
tung
sdic
hte
[N2 ]
Hafer vK=0,3 m/s
Leerlauf vK=0,3m/s
(b)
Abb. 6: (a) Charakteristischer Verlauf der Kettenkraft bei der Förderung von Hafer (vK =0, 3m/s); (b) Frequenzanalyse des Kettenkraftsignals
In Abb. 6a ist die Schwankung der Kettenkraft um einen spezifischen Mittelwert leicht er-kennbar. Diese Schwankung ist auf den Eingriff des Antriebskettenrades in die einzelnen Ketten-glieder, den so genannten Polygoneffekt zurückzuführen. Mit Hilfe einer Frequenzanalyse (FastFourier Transformation, FFT) des Kettenkraftsignals kann man diese Tatsache deutlich veran-schaulichen (s. Abb. 6b).
Aus der größten Leistungsdichte, die näherungsweise mit 0 Hz angegeben werden kann (Ba-sisfrequenz), lässt sich ableiten, dass der Gleichanteil im Signal maßgebend ist bzw. dass dasKettenkraftsignal um einen Mittelwert schwankt. Leicht erkennbar ist weiterhin der Peak in derLeistungsdichte bei rund 1, 88 Hz. Dies entspricht genau der Zeit zwischen zwei Eingriffen derZähne des Antriebskettenrades bei einer Kettengeschwindigkeit von vK = 0, 3 m/s und einesKettenrad-Teilkreisdurchmessers von dTeilkreis = 0, 4 m. Die kleineren Peaks bei rund 3,8, 5,6,7,5 und 9, 4 Hz sind als Vielfaches dieses Eingriffs zu interpretieren. Schwerer zu erkennen istder Peak im Frequenzverlauf bei ca. 0, 24 Hz. Dieser ist auf die Exzentrizität des Antriebsketten-rades zurückzuführen, die zusätzliche Bewegungswiderstände am Ende des vertikalen Bereichesverursachen kann (steilerer Kettenkraftverlauf am Ende des Bereichs 10 in Abb. 6a). Wie ausdem Vergleich der Frequenzanalysen des Kettenkraftsignals bei der Förderung von Hafer und imLeerlauf leicht ersichtlich ist, ergeben sich keine weiteren periodischen Störungen, die auf denTransport des Schüttgutes zurückzuführen wären.
Aus der Betrachtung des Kettenkraftverlaufs im Fördertrum (s. Abb. 6a) können folgendeSchlussfolgerungen gezogen werden:
• Die Kettenkraft im Bereich des Einlaufs in die Spannstation (6) schwankt um den Wertvon rund 0, 45 kN. Dieser Wert entspricht in etwa der Hälfte des Wertes der Kettenvor-spannung von 0, 89 kN. Unter Berücksichtigung des Messfehlers (ca. 3%) und eines nichtideal geschmierten Spannschlittens entspricht der Kettenkraftverlauf in diesem Abschnittden Erwartungen.
• Im horizontalen Wegabschnitt (8) ist der Kettenkraftverlauf annähernd linear steigend.
• Im Rohrbogen (9) ergibt sich ein stark exponentiell ansteigender Kettenkraftverlauf.
• Im vertikalen Wegabschnitt (10) steigt die Kettenkraft weiter an. Dabei kann in Dreivier-tel des Wegabschnittes von annähernd linearem Anstieg ausgegangen werden, während dasletzte Viertel einen wesentlich steileren exponentiellen Anstieg aufweist. Bislang wird alsUrsache dieses Anstiegswechsels die geringfügige Exzentrizität des Antriebskettenrades in
11

Funktionsanalyse von Rohrkettenförderern
Verbindung mit den schüttgutmechanischen Prozessen bei der Entleerung der Stauschei-benabschnitte vermutet.Am Ende des vertikalen Wegabschnitts, wird das Kettenkraftmaximum des gesamten Ver-laufs erreicht. Dieser Maximalwert ist für die am Antrieb wirkende Umfangskraft unddamit für die Leistungsberechnung des Motors von entscheidender Bedeutung. Beim Errei-chen dieser Position, in der ein Zahn des Antriebskettenrades in das Kettenglied direkt vorder Messstauscheibe eingreift, wirken auf das Messkettenglied alle Bewegungswiderständeaus den vorhergehenden Wegabschnitten. Nach dem Eingriff des Antriebskettenrades indas Kettenglied hinter der Messstauscheibe wird das Messkettenglied schlagartig entlastet,was sich im Kettenkraft-Diagramm im Bereich 0 deutlich widerspiegelt.
Die folgenden Diagramme veranschaulichen die Abhängigkeit der Kettenzugkraft von den Betriebs-und Schüttgutparametern eindrucksvoll. Charakteristisch für alle gezeigten Kettenkraftverläufemit Ausnahme von Weizengrießkleie und besonders ausschlaggebend für die Berechnung derbenötigten Antriebsleistung ist der Peak der Kettenkraft am Ende von Bereich 10.
0 5 10 15 20
Weg [m]
0
2
4
6
8
Kra
ft [k
N]
HaferWeizengrießkleie
SenfkörnerBasaltmehlQuarzsand
6 7 8 9 10 10 2 3 4 5
(a)
0 5 10 15 20
Weg [m]
0
1
2
3
4
5
6K
raft
[kN
]6 7 8 9 10 10 2 3 4 5
lTS = 0,16m, ηΙ = 0,9lTS = 0,32m, ηΙ = 0,86
(b)
Abb. 7: Vergleich der Kettenkraftverläufe in Abhängigkeit: (a) vom geförderten Schüttgut (ηI =ca. 60%, vK = 0, 3m/s) und (b) von der Stauscheibenteilung (Schüttgut: Hafer; vK =0, 2m/s)
4 Auswertung der Messungen
Zur Berechnung der Bewegungswiderstände werden die Kraftdifferenzen der einzelnen Abschnit-te ermittelt (Kraft am Ende des Abschnittes minus Kraft am Anfang des Abschnittes). Dieerrechneten Werte sind in Abb. 8 zusammenfassend dargestellt.Im horizontalen Wegabschnitt (Bereich 8) sind dabei die Kettenkraftdifferenzen direkt proportio-nal zur Schüttgutdichte und zum Gutstromwirkungsgrad. Aufgrund des stärkeren Spalteinflussesentsprechen in diesem Abschnitt trotz niedrigerer Schüttgutdichte die Kraftdifferenzen des grob-körnigen Hafers denen von Senf. Die Kettenkraftdifferenzen für Basaltmehl erscheinen trotz hoherSchüttgutdichte zu gering und abweichend von allen anderen Schüttgütern nahezu konstant. DieUrsache liegt in der Fluidisierung des Schüttgutes beim Füllvorgang. Daher ist die wahre Schütt-gutdichte bei der Förderung wesentlich kleiner als der im Labor ermittelte Wert.
Im Rohrbogen (Bereich 9) kann bei Schüttgütern mit vergleichsweise geringer Schüttgutdich-te kein nennenswerter Anstieg der Kettenkraftdifferenz mit steigendem Gutstromwirkungsgradfestgestellt werden. Die Kettenkraftdifferenzen können als konstant betrachtet werden. Die Ket-tenkraftdifferenzen der Schüttgüter mit großer Schüttgutdichte weisen hingegen eine deutlichedirekte Proportionalität zum Füllungsgrad auf.
12

Fachtagung Schüttgutfördertechnik 2004
0 0.2 0.4 0.6 0.8 1horizontal
0
500
1000
1500
2000
2500
3000
3500
4000
Kra
ftdiff
eren
z [N
]
0 0.2 0.4 0.6 0.8 1Bogen
Hafer
Weizengrießkleie
Senfkörner
Basaltmehl
Quarzsand
0 0.2 0.4 0.6 0.8 1vertikal
0
500
1000
1500
2000
2500
3000
3500
4000
F ü l l u n g s g r a d ηΙ
Abb. 8: Vergleich der Kettenkraftdifferenzen in den verschiedenen Wegabschnitten in Abhän-gigkeit vom Gutstromwirkungsgrad und gefördertem Schüttgut (lTS = 0, 16m)
Die Kettenkraftdifferenzen im vertikalen Wegabschnitt (Bereich 10) sind direkt proportionalzur Schüttgutdichte und zum Gutstromwirkungsgrad. Aufgrund des stärkeren Spalteinflussesergeben sich bei der Förderung von Hafer trotz niedrigerer Schüttgutdichte größere Kraftdiffe-renzen als bei Senf.
Beim Vergleich der Kettenkraftdifferenzen bei einfacher und doppelter Stauscheibenteilung(hier nicht dargestellt) ergaben sich, wie bereits Abb. 7b vermuten lies, Unterschiede der Ketten-kraft nur im vertikalen Bereich. Diese Tatsache kann mit dem unterschiedlichen Spannungszu-stand im Schüttgut aufgrund unterschiedlicher Verhältnisse von Füllhöhen zu Rohrdurchmessererklärt werden (Janssen’sche Silogleichung).
Mit der Bestimmung des Reibwerte µKS (Leerversuche) und der Betriebs- sowie Schüttgut-parameter sind alle Variablen für eine Berechnung nach den im Theorie-Kapitel erläutertentheoretischen Modellen bekannt.
Einen erster Vergleich zwischen ge-
2.5 5 7.5 10
Weg [m]
0
1
2
3
4
5
Kra
ft [k
N]
7 8 9 10 0
horizontal Rohrbogen vertikal
Hafer ηΙ = 0,41Regression der Messwerteberechnete Kettenkräfte
Abb. 9: Beispiel eines Vergleichs für gemesse-ne und errechnete Bewegungswiderstände(vK = 0, 3m/s, lTS = 0, 16m)
messenen und berechneten Kraftverläu-fen zeigt Abb. 9 am Beispiel eines Ket-tenkraftverlaufs bei der Förderung vonHafer mit einfacher Stauscheibenteilungund einem Gutstromwirkungsgrad vonηI = 0, 41.
Abb. 9 zeigt den Kettenkraftver-lauf (dünn), die Regressionkurven bzw.-geraden aus den Messwerten (gestri-chelt) und die berechneten Verläufe derKettenkraft (dick). Zu erkennen ist ein-deutig die mangelnde Übereinstimmungder theoretischen Ergebnisse mit dengemittelten Messwerten. Die auf demBerechnungsmodell basierenden Ergeb-nisse sind offensichtlich zu klein. D.h.die Modelle berücksichtigen nicht allein der Realität auftretenden Bewegungswiderstandsanteile bzw. die in den Modellen formuliertenAnnahmen treffen in der Realität nicht zu.
13

Funktionsanalyse von Rohrkettenförderern
Schon bei der Betrachtung dieses einen Beispiels wird deutlich, dass rein analytische Berech-nungsmodelle nicht ausreichend genau die realen Vorgänge im Förderer wiederspiegeln.
Die Gründe dafür liegen vor allem im unbekannten Spannungszustand des Schüttgutes. DieAnnahme eines aktiven Rankine’schen Spannungszustandes nach Kapitel 2 ist eine Vereinfa-chung, die kritisch betrachtet werden muss. Aufgrund des bislang unzureichend formuliertenStoffmodells zur Beschreibung der Mechanik von Schüttgütern speziell in Förderanlagen kann je-doch auf keinen anderen Ansatz zurückgegriffen werden. Die Annahme einer horizontalen Schütt-gutoberfläche in allen Berechnungsmodellen stimmt ebenfalls nicht mit der Realität überein. Dar-über hinaus ist die theoretische Beschreibung des Spalteinflusses nach Kapitel 2.1 und 2.2 nurfür feinkörnige kohäsionslose Schüttgüter zutreffend, deren durchschnittlicher Korndurchmesserkleiner als der Spaltdurchmesser ist. Bei grobkörnigeren Schüttgütern ist mit Verklemmungenund Kornzerstörungen zu rechnen. Die dadurch entstehenden zusätzlichen Bewegungswiderstän-de können bislang theoretisch nicht beschrieben werden.
Im Folgenden soll daher ein nach Fottner [1] benanntes semi-empirisches Berechnungsver-fahren vorgeschlagen werden, mit dessen Hilfe realitätsnahe Berechnungsergebnisse unter Ver-wendung der bereits vorgestellten analytischen Modelle erzielt werden können.
Der Vorteil eines semi-empirischen Verfahrens liegt zum einen in der relativ flexiblen Handha-bung dieses Verfahrens, das auch für nicht untersuchte bzw. eindeutig definierte Parameterkon-figurationen (Konstruktions-, Betriebs- und Schüttgutparameter) brauchbare Ergebnisse liefert.
Verschiedene Ansätze für die Integration so genannter Korrekturfaktoren in die Berechnungs-modelle sind denkbar. Vorzuziehen ist eine möglichst einheitliche Variante der Definition in allenWegabschnitten.
Setzt man voraus, dass die bereits aufgestellten analytischen Berechnungsmodelle die spezifi-schen Bewegungswiderstandsanteile relativ korrekt beschreiben, müssen in diesem Sinne zusätzli-che Bewegungswiderstandsanteile für realitätsnahe Ergebnisse berücksichtigt werden. Die grund-legende Beschreibung der Transportvorgänge in allen mechanischen Stetigförderern erfolgt überdie Addition von positiven oder negativen Bewegungswiderständen. Drückt man diese zusätzli-chen Anteile als Vielfaches des bereits berechneten theoretischen Gesamtbewegungswiderstandsaus, kann folgender allgemeiner Ansatz für die Berechnung der realen Bewegungswiderständeformuliert werden:
Fgemessen = Fberechnet + k Fberechnet = (1 + k)Fberechnet. (27)
5 Ergebnisse
Die Betrachtung der berechneten Korrekturfaktoren erlaubt Aussagen zur generellen Anwend-barkeit der verwendeten theoretischen Berechnungsmodelle, die auf vereinfachenden Annahmenbasieren. Da dem Spalteinfluss entscheidende Bedeutung bei der Förderung zugemessen wird,sollen im Folgenden die Korrekturfaktoren jeweils mit und ohne rechnerische Berücksichtigungdes Spalteinflusses betrachtet werden.
In Abb. 10-12 sind die aus fünf Versuchen gemittelten Korrekturfaktoren für alle Schüttgüterin den drei Wegabschnitten bei der Förderung mit einfacher und doppelter Stauscheibenteilungdargestellt. Die eingezeichneten Fehlerbalken charakterisieren den Maximal- und Minimalwertder Korrekturfaktoren, die in fünf Versuchen ermittelt wurden. Auf eine Regression der Wertein Abhängigkeit des Füllungsgrades wurde in diesen Darstellungen zur Verbesserung der Über-sicht verzichtet. Aufgrund der unterschiedlichen theoretischen Berechnungsmodelle können dieKorrekturfaktoren der einzelnen Wegabschnitte nicht miteinander verglichen werden. Die Kor-rekturfaktoren für Basaltmehl sollen nicht näher kommentiert werden, da von einem falschenFüllungsgrad ausgegangen werden muss. Die Werte sind nur der Vollständigkeit halber abgebil-
14

Fachtagung Schüttgutfördertechnik 2004
det. Im Folgenden soll auf die wichtigsten Erkenntnisse der Auswertung der Korrekturfaktoreneingegangen werden.
horizontaler Wegabschnitt: Hier ergeben sich für die feinkörnigen Schüttgüter (Weizengrieß-kleie, Quarzsand, Senfkörner) nahezu vom Füllungsgrad unabhängige Korrekturfaktoren. Beimgrobkörnigen Schüttgut Hafer steigen die Korrekturfaktoren mit zunehmendem Füllungsgradstark an.
0 0.2 0.4 0.6 0.8 1
mit rechn. Berücksichtigung Spalteinfluss
-1
-0.5
0
0.5
1
1.5
2
2.5
3
Kor
rekt
urfa
ktor
kh[]
0 0.2 0.4 0.6 0.8 1
ohne rechn. Berücksichtigung Spalteinfluss
-1
-0.5
0
0.5
1
1.5
2
2.5
3
HaferWeizengrießkleie
SenfkörnerBasaltmehlQuarzsand
F ü l l u n g s g r a d ηΙ
(a)
0 0.2 0.4 0.6 0.8 1
mit rechn. Berücksichtigung Spalteinfluss
-0.5
0
0.5
1
1.5
2
2.5
3
3.5
4
Kor
rekt
urfa
ktor
kh[]
0 0.2 0.4 0.6 0.8 1
ohne rechn. Berücksichtigung Spalteinfluss
-0.5
0
0.5
1
1.5
2
2.5
3
3.5
4
Hafer lTS=0,32m
Weizengrießkleie lTS=0,32m
Hafer lTS=0,16m
Weizengrießkleie lTS=0,16m
F ü l l u n g s g r a d ηΙ
(b)
Abb. 10: Korrekturfaktoren im horizontalen Wegabschnitt bei einfacher (a) und doppelter (b)Stauscheibenteilung
Ohne Berücksichtigung des Spalteinflusses ergeben sich für Weizengrießkleie (kohäsiv, geringeDichte, feinkörnig, relativ weiche Partikel) Korrekturfaktoren von nahezu konstant null. DieseFeststellung ist bedeutend, folgt doch daraus, dass für diese Schüttgutgruppe das Berechnungs-modell und die darin getroffenen Annahmen der Realität entsprechen. Unter Berücksichtigungdes Spalteinflusses ergeben sich negative Korrekturfaktoren für Weizengrießkleie. Dies bestätigtdie Vermutung, dass für kohäsive Güter der Spalteinfluss aufgrund der Stauung des Schüttguteszu vernachlässigen ist.
Trotz rechnerischer Berücksichtigung des Spalteinflusses ergeben sich für die feinkörnigenSchüttgüter Senf und Quarzsand nahezu konstante Korrekturfaktoren von < 0, 5. Dies bedeutet,dass der Ansatz zur Berechnung des Spalteinflusses die Realität nur unzureichend beschreibt.
Es wurde bereits vermutet dass der theoretische Berechnungsansatz des Spalteinflusses fürgrobkörnige Güter wesentlich zu kleine Werte liefert. Die berechneten Werte der Korrekturfak-toren für Hafer bestätigen dies.
Der Vergleich der Korrekturfaktoren bei der Förderung mit einfacher und doppelter Stau-scheibenteilung ergibt große Differenzen bei kleinem Füllungsgrad für beide untersuchten Schütt-güter. Diese Differenz kann durch die Ausbildung unterschiedlicher Schüttgutoberflächen in deneinzelnen Stauscheibenabschnitten erklärt werden. Aufgrund der wesentlich größeren Schüttgut-menge in einem Stauscheibenabschnitt bei doppelter Stauscheibenteilung, bildet sich ein wesent-lich größerer Staubereich. Dies verursacht wesentlich größerer Schüttgutdrücke als bei einfacherStauscheibenteilung. Bei großen Füllungsgraden gleichen sich die Korrekturfaktoren jedoch er-wartungsgemäß.
Abschnitt Rohrbogen: Anders als im horizontalen Wegabschnitt ergibt sich aus der Abb.11 ein fast gleicher Verlauf der Korrekturfaktoren für nahezu alle Schüttgüter. Dies wird aufeinen weitaus größeren Anteil der Reibkraft zwischen Stauscheiben und Rohr zurückgeführt,
15

Funktionsanalyse von Rohrkettenförderern
der damit bestimmender Anteil am Gesamtbewegungswiderstand in diesem Abschnitt ist. DieKorrekturfaktoren verhalten sich dabei umgekehrt proportional zum Füllungsgrad.
0 0.2 0.4 0.6 0.8 1
mit rechn. Berücksichtigung Spalteinfluss
-1
-0.5
0
0.5
1
1.5
2
2.5
3
Kor
rekt
urfa
ktor
kb
0 0.2 0.4 0.6 0.8 1
ohne rechn. Berücksichtigung Spalteinfluss
-1
-0.5
0
0.5
1
1.5
2
2.5
3HaferWeizengrießkleie
SenfkörnerBasaltmehlQuarzsand
F ü l l u n g s g r a d ηΙ
(a)
0 0.2 0.4 0.6 0.8 1
mit rechn. Berücksichtigung Spalteinfluss
-1
-0.5
0
0.5
1
1.5
2
2.5
3
Kor
rekt
urfa
ktor
kb
0 0.2 0.4 0.6 0.8 1
ohne rechn. Berücksichtigung Spalteinfluss
-1
-0.5
0
0.5
1
1.5
2
2.5
3
Hafer lTS=0,32m
Weizengrießkleie lTS=0,32m
Hafer lTS=0,16m
Weizengrießkleie lTS=0,16m
F ü l l u n g s g r a d ηΙ
(b)
Abb. 11: Korrekturfaktoren im Rohrbogen bei einfacher (a) und doppelter (b) Stauscheibentei-lung
Quarzsand zeigt jedoch einen auffällig ansteigenden Verlauf des Korrekturfaktors mit höheremGutstromwirkungsgrad. Dies ist auf einen sehr starken Peak am Ende des Rohrbogens zurückzu-führen, der bei allen Versuchen mit Quarzsand bei einem Füllungsgrad von größer 90% auftrat.Dieser Peak kann nur durch Verklemmungen von Schüttgut / Messstauscheibe am Übergang vomBogen in den vertikalen Wegabschnitt erklärt werden. Der dadurch verfälschte Korrekturfaktorkann nicht zur Ableitung allgemeiner Aussagen herangezogen werden.
Der berechnete Spalteinfluss reduziert die Korrekturfaktoren bei allen Schüttgütern um ca.25%. Bei Weizengrießkleie führt die rechnerische Berücksichtigung zu Korrekturfaktoren um null.Bei allen anderen Schüttgütern ergeben sich trotz rechnerischer Berücksichtigung des Spaltein-flusses bei kleinem und mittlerem Füllungsgrad Korrekturfaktoren größer null. Bei hohen Fül-lungsgraden größer 90% ergeben sich jedoch auch für Hafer und Senf Korrekturfaktoren nahenull, welche eine Übereinstimmung von Theorie und Messung andeuten.
Der Vergleich der Korrekturfaktoren bei der Förderung mit einfacher und doppelter Stau-scheibenteilung zeigt eine erwartungsgemäß gute Übereinstimmung.
Vertikaler Wegabschnitt: Hier zeigt sich bei allen Schüttgütern ein nahezu konstanter Ver-lauf der Korrekturfaktoren gegenüber dem Füllungsgrad unter Berücksichtigung des Spalteinflus-ses. Dabei schwanken leichte, feinkörnige Schüttgüter (Weizengrießkleie, Senf) um einen Wert von0, 5, während grobkörnige und schwere Schüttgüter (Hafer, Quarzsand) einen kv-Wert von ca.1, 5 aufweisen.
Die rechnerische Berücksichtigung des Spalteinflusses führt zwar zur Reduzierung der Kor-rekturfaktoren, jedoch wird in keinem Fall ein Wert um null erreicht. Dies bedeutet, dass dieAnsätze zur Definition des Spalteinflusses nur unzureichend die Realität widergeben. Währendder experimentellen Untersuchungen konnte in diesem Wegabschnitt ein mehr oder weniger star-kes Rieseln des Schüttgutes aus dem Spalt beobachtet werden. Dies führt auch bei kohäsivenSchüttgütern zu höheren Bewegungswiderständen, die im vorliegenden Berechnungsmodell nichtberücksichtigt werden konnten. Aufgrund des gleichmäßigen Spaltes um die Stauscheibe und derveränderten Größe des Spaltes kann dieses Rieseln bei der Förderung mit allen Füllungsgradenregistriert werden. Dadurch können die wesentlich gleichmäßigeren Verläufe der Korrekturfakto-ren in Abhängigkeit vom Füllungsgrad erklärt werden.
Weiterhin ergeben sich starke Abweichungen der Korrekturfaktoren für die Förderung mit
16

Fachtagung Schüttgutfördertechnik 2004
0 0.2 0.4 0.6 0.8 1
mit rechn. Berücksichtigung Spalteinfluss
-1
-0.5
0
0.5
1
1.5
2
2.5
3
3.5
4
Kor
rekt
urfa
ktor
kv
0 0.2 0.4 0.6 0.8 1
ohne rechn. Berücksichtigung Spalteinfluss
-1
-0.5
0
0.5
1
1.5
2
2.5
3
3.5
4
HaferWeizengrießkleie
SenfkörnerBasaltmehlQuarzsand
F ü l l u n g s g r a d ηΙ
(a)
0 0.2 0.4 0.6 0.8 1
mit rechn. Berücksichtigung Spalteinfluss
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
Kor
rekt
urfa
ktor
kv
0 0.2 0.4 0.6 0.8 1
ohne rechn. Berücksichtigung Spalteinfluss
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
Hafer lTS=0,32m
Weizengrießkleie lTS=0,32m
Hafer lTS=0,16m
Weizengrießkleie lTS=0,16m
F ü l l u n g s g r a d ηΙ
(b)
Abb. 12: Korrekturfaktoren im vertikalen Wegabschnitt bei einfacher (a) und doppelter (b)Stauscheibenteilung
einfacher und doppelter Stauscheibenteilung in diesem Wegabschnitt. Dies ist auf den von derFüllhöhe eines Stauscheibenabschnitts abhängigen veränderten Spannungszustand im Schüttgutzurückzuführen (passive Spannungszustände).
Berechnung Antriebsleistung: Zur Berechnung der spezifischen Antriebsleistung muss zu-sätzlich der in Kapitel 3.2 beschriebene Kettenkraftpeak am Ende des vertikalen Bereiches be-rücksichtigt werden. Dazu wurde die Abhängigkeit der auftretenden Kraftpeaks von der durchRegression ermittelten maximalen Kettenkraft analysiert. Das Ergebnis ist in Abb. 13 dargestellt.Mit Hilfe dieses Diagramms kann zu einer theoretisch berechneten Kettenkraft der auftretendeKraftpeak ermittelt und die am Antrieb wirkende Umfangskraft durch Addition berechnet wer-den.
0 2 4 6 8
durch Regression ermittelte Kettenkraftam Ende vom vertikalen Bereich [kN]
0
1
2
3
4
5
Diff
eren
z zu
m M
ax. P
eak
[kN
]
Hafer lTS=0.16m
Hafer lTS=0.32m
Wgk lTS=0.16m
Wgk. lTS=0.32m
SenfkörnerBasaltmehlQuarzsandRegressionskurve
0.285
y = 4.427 e-3103.31 (51.91 x
3-88.815 x)
-1
+0.285
Abb. 13: Gemessene Kettenkraft-Maxima am Ende des vertikalen Bereichs in Abhängigkeit vonder wirkenden mittleren Kettenkraft
17

Funktionsanalyse von Rohrkettenförderern
6 Schlußfolgerung
Für die einzelnen Schüttgutgruppen konnten in den Wegabschnitten die Korrekturfaktoren inAbhängigkeit vom Füllungsgrad ermittelt werden. Es konnte festgestellt werden, dass das Be-rechnungsmodell zur Berücksichtigung des Spalteinflusses die tatsächlichen Einflüsse vor allembei grobkörnigen Schüttgütern nur sehr unzureichend beschreibt. Bei der Förderung treten in Ab-hängigkeit vom Füllungsgrad und vom Schüttgut unterschiedliche Effekte auf, die auch aus denBeobachtungen der experimentellen Untersuchungen ableitbar sind (Herunterrieseln des Schütt-gutes, unterschiedliche Schüttgutstauung in Abhängigkeit von der Stauscheibenteilung, etc.) undzusätzliche Bewegungswiderstände verursachen. Ein semi-empirisches Auslegungsmodell mit spe-zifischen Korrekturfaktoren ist daher unerläßlich.
Für ein in der industriellen Praxis handhabbares Verfahren zur Dimensionierung von Rohr-kettenförderern ist die Entwicklung einer Auslegungssoftware unumgänglich, in die die Berech-nungsmodelle und die ermittelten Korrekturfaktoren integriert werden können.
Vereinfachend kann jedoch von der Tatsache ausgegangen werden, dass ein Förderer immerfür eine mögliche Maximal-Belastung ausgelegt sein sollte. Daher reduziert sich die Betrachtungauf die Korrekturfaktoren für große Füllungsgrade. Tabelle 2 ordnet den definierten Schüttgut-klassen aus Tabelle 1 die gerundeten Korrekturfaktoren zu. Dabei soll das Berechnungsmodellmit rechnerischer Berücksichtigung des Spalteinflusses einheitlich für alle Schüttgüter verwendetwerden. Wie gezeigt wurde, ist die Untersuchung der Bewegungswiderstände in Rohrkettenför-
Tabelle 2: Für ein vereinfachtes Dimensionierungsverfahren vorgeschlagene Korrekturfaktorenin Abhängigkeit von der spezifischen Schüttgutklasse
K r i t e r i u m kh kb kv
Kohäsion ffc Körnung, mm ̺, kg/m3
freifließend,
rieselfähig,
ffc ≥ 10
grobkörnig,
2 ≤ dk ≤ 10
gering: ≤ 500 2 0 1,5
hoch: ≥ 1000 ? ? ?
feinkörnig,
dk ≤ 2
gering: ≤ 700 0,5 0 0,5
hoch: ≥ 1000 0,5 0,5 1,5
kohäsiv
2 ≤ ffc ≤ 4
feinkörnig,
dk ≤ 2
gering: ≤ 500 0 0 0,5
hoch: ≥ 1000 ? ? ?
derern überaus komplex. Selbst aus umfangreichen experimentellen Untersuchungen lassen sichnicht ohne weiteres Regeln für ein allgemeines Auslegungsverfahren ableiten.
Die Ursachen für diese Tatsache wurden bereits im Detail erläutert. Generell ergeben sich ausder Interaktion des Schüttgutes mit den Bauteilen des Förderer komplexe schüttgutmechanischeZustände, die analytisch nur sehr vereinfachend formuliert werden können. Eine messtechnischeErfassung der direkten Vorgänge beim Transport des Schüttgutes ist bis heute nicht realisierbar.Die experimentellen Untersuchungen beschränken sich daher auf die Messung der Auswirkungdieser Effekte, zum Beispiel auf die Messung der Antriebsleistung oder auf die Messung derKräfte an einem Bauteil. Dies führt wie bei Fottner [1] beschrieben zu empirischen, semi-empirischen oder semi-analytischen Auslegungsverfahren, die einen immensen experimentellenAufwand erfordern.
18

Fachtagung Schüttgutfördertechnik 2004
7 Untersuchungen mit Hilfe der Diskrete Elemente Methode
Wie in [2, 9] berichtet wurde, stellt die Diskrete Elemente Methode (DEM) einen vielverspre-chenden Ansatzpunkt dar, um die schüttgutmechanischen Vorgänge im Rohrkettenförderer undin anderen Schüttgutförderern besser zu verstehen.
Die Diskrete Elemente Methode, kurz DEM genannt, erlaubt die Berechnung und Simulati-on von diskreten, diskontinuierlichen Vorgängen, aber auch von kontinuierlichen Vorgängen andiskreten Elementen. Sie stellt damit den Gegensatz zur klassischen kontinuumsmechanischenBetrachtungsweise dar. Schüttgüter, also granulare Medien, stellen als Fördergut von Stetigför-derern aller Art ein solches Diskontinuum dar.
Der grundlegende Gedanke der DEM ist, dass für alle Partikel, d.h. für alle diskreten Elemen-te eines physikalischen Mehrkörpersystems, wie es zum Beispiel ein Schüttguthaufen darstellt, dieNewton’schen Bewegungsgleichungen für jeden möglichen Freiheitsgrad gelöst werden [11].
Die Methode ist im Kern simpel. Das Pro-
resultierende Kräfteund Momente
Lösung derBewegungsgleichungen
für jedes Partikel
Relativbeweung
Anwendung des Kraft -Verformungs - Gesetzes
für jeden Partikelkontakt(in Abhängigkeit vom
Kontaktmodell)
Kontaktkräfte
neue Partikel- und Wandpositionen und Kontaktpunkte
Abb. 14: Allg. Berechnungszyklus in ei-nem DEM-Programm (nach [3])
blem liegt in der immensen Anzahl der zuberücksichtigenden Teilchen. So begrenzte bisAnfang der 1990er Jahre einzig und allein dieRechentechnik die Anwendung auf ein Mini-mum. Mit Hilfe moderner Computer mit im-mer höherer Rechengeschwindigkeit sind heu-te komplexe Simulationen mehrerer zehntau-send Partikel mit einem handelsüblichen PClösbar. Noch vor wenigen Jahren konnten die-se Berechnungen nur von teuren Parallel-Rech-nern effizient gelöst werden.
In der Verfahrenstechnik wird die DEMseit längerer Zeit als adäquates Mittel zur Simulation von verfahrenstechnischen Prozessen wieMischen, Klassieren und Sichten, sowie zur Ermittlung von elementaren Schüttgutparameterneingesetzt.
Bislang hat die DEM in der Fördertechnik jedoch nur wenig Einzug gehalten. Die Gründedafür liegen zum einen in der mangelnden Verbreitung der DEM als alternatives Verfahren zurLösung und Überprüfung von fördertechnischen Problemstellungen, zum anderen im Fehlen einereinfach zu handhabenden Software, die eine effiziente Anwendung der Methode überhaupt erstermöglicht.
Im Rahmen zweier Forschungsprojekte sollen in den nächsten Jahren am IFSL die Grund-lagen für den Einsatz der DEM in der Schüttgut-Fördertechnik erarbeitet werden. In Zusam-menarbeit mit den Unternehmen Aumund-Fördererbau GmbH & Co. KG, Bühler AG, EmdeIndustrie-Technik GmbH, Magdeburger Förderanlagen und Baumaschinen FAM GmbH, ITAS-CA Consultants GmbH, Koch Transporttechnik GmbH, MAN TAKRAF Fördertechnik GmbH,Phoenix AG, RWE Power AG und ThyssenKrupp-Fördertechnik GmbH sollen die grundlegendenEinsatzmöglichkeiten und der Realitätsgrad der Simulationsmethode genauer untersucht werden.
Allgemein müssen die Simulationsmodelle um einen gewissen Grad abstrahiert werden. Dasgilt nicht nur für die Geometrie von zu simulierenden Bauteilen, sondern ebenso für das Schütt-gut. Feinkörnige Schüttgüter bedeuten sehr hohe Partikelanzahlen. Es muss untersucht werden,welchen Realitätsgrad die Simulation unter Verwendung größerer Partikel mit speziell angepaßtenEigenschaften (Partikelform, Reibwerte etc.) erreicht. Ein weiterer Ansatzpunkt ist die Redukti-on des zu untersuchenden Problems auf die elementaren Geometrie- und Funktionsbestandteile.
Im Falle eines Rohrkettenförderers interessiert vor allem die Interaktion des Schüttgutes mitden Stauscheiben und der Rohrwandung. Da im horizontalen und vertikalen Teil die Stauscheiben
19

Funktionsanalyse von Rohrkettenförderern
zueinander parallel liegen, kann das Simulationsmodell mit so genannten periodischen Grenzenverwandt werden. Dabei interagieren maximal zwei Stauscheiben und das Schüttgut dazwischenmiteinander. Erreichen die Schüttgutpartikel bzw. die Stauscheibe eine periodische Grenze, wer-den sie im Modell an die entgegengesetzte Grenze versetzt. Dabei bleiben alle Eigenschaften(Geschwindigkeit, Spannungen etc.) konstant.
Auf diese Weise konnte als erste Anwendung der DEM ein vereinfachtes Modell des Rohrket-tenförderers entwickelt werden. In diesem Modell sollen vor allem grundlegende Untersuchungenzur Schüttgutmechanik der Förderung durchgeführt werden. Während eine Quantifizierung derSimulationsergebnisse bislang noch nicht vorgenommen werden konnte, können jedoch qualita-tive Aussagen zum Spannungsverlauf, aus dem die verschiedenen Bewegungswiderstandsanteileresultieren, schon aus den ersten Simulationen abgeleitet werden. Über dies hinaus sind dieWandspannungs-Verläufe direkt ermittelbar. Im Folgenden sollen einige Ergebnisse der Simula-tionen zu horizontalen Rohrkettenförderern präsentiert werden.
Abb. 15: Qualitative Untersuchungen der Spannungsverläufe in sehr grobkörnigen Schüttgut ei-
nes vereinfachten Rohrkettenförderer-Modells. Schwarz Linien , Kontaktkräfte, helledicke Linie , Spur der Hauptspannungsebenen in einem Messbereich (dünner Kreis)
Abb. 15 zeigt das vereinfachte Simulationsmodell mit periodischen Grenzen und 1500 Partikeln(∅ 4 . . . 8 mm) in zwei Perspektiven. Als schwarzes unregelmäßiges Liniennetz sind die Kon-taktkräfte zu erkennen. Die Dicke der Linien charakterisiert die Stärke der Kontaktkräfte, dieden Spannungsverlauf versinnbildlichen. Anders als in der Realität können in der Simulation anjedem Ort und zu jeder Zeit unabhängig vom Vorhandensein von Bauteilen bzw. Modellwändendie spezifischen Spannungen, die Lage der Hauptspannungsebenen, die Geschwindigkeitsfelderetc. ermittelt werden. Mit so genannten Messkugeln (im Bild dünne weiße Linie) kann der zuuntersuchende Bereich definiert werden. In Abb. 15 ist die Spur der Hauptspannungsebenen alsdicke weiße Linie erkennbar. Anders als in den theoretischen Berechnungsmodellen angenommen,ist die Ebene, die die größte und die kleinste Hauptspannung aufspannen nicht identisch mit dery-z-Ebene, sondern liegt geneigt im Raum. Schon diese Tatsache veranschaulicht, dass die ge-zeigten Berechnungsmodelle die Wirklichkeit nur unzureichend beschreiben.
Selbst die Untersuchung von ruhendem Schüttgut (nicht durch eine Stauscheibe in Förder-richtung bewegt) in einem kreisförmigen Rohrquerschnitt ist alles andere als trivial. Die theore-tischen Überlegungen, deren Ergebnis das Berechnungsmodell mit Annahme eines quadratischenRohrquerschnitts stützen, führen zu komplexen Gleichungen mit einem nur teilweisen stetigenWandspannungsverlauf. Zur Überprüfung wurden DEM-Simulationen mit feinkörnigem Schütt-
20

Fachtagung Schüttgutfördertechnik 2004
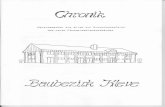
gut (∅ 0, 4 . . . 1, 2 mm, Partikelanzahl: 100.000) durchgeführt, deren Ergebnis in Abb. 16 darge-stellt ist. Dabei wurde der kreisförmige Rohrquerschnitt durch ein 96-eckiges Polygon abstrahiert,um die auf die Wandung wirkenden Kräfte bzw. Drücke zu visualisieren.
ϕ
Abb. 16: Qualitative und quantitative Untersuchungen der Wanddruckverläufe in ruhendemfeinkörnigem Schüttgut mit eingezeichneten auf den Rohrradius normierten Wand-spannungen (100.000 Partikel, nPolygon = 96)
In weiteren Untersuchungen müssen die Simulationsergebnisse quantitativ mit den Ergebnissender theoretischen und experimentellen Untersuchungen verglichen werden. Dabei interessieren vorallem der spezifische Verlauf der Wandspannung bei der Förderung von fein- und grobkörnigenSchüttgut mit verschiedenen Füllungsgraden und die resultierende Kraft auf die Stauscheibe,da aus diesen Größen direkte Rückschlüsse auf den Bewegungswiderstand möglich sind. Ab-schließend müssen die Ergebnisse für den untersuchten Stauscheibenabschnitt auf den gesamtenhorizontalen Wegabschnitt des Versuchsförderers bezogen werden.
Das Simulationsmodell des horizontalen Rohrkettenförderers kann mit veränderter Stauschei-benposition und verändertem Gravitationsvektor sehr einfach auf vertikale Wegabschnitte vonRohrkettenförderern übertragen werden. Problematischer ist die Untersuchung der Vorgänge imRohrbogen, da periodische Simulationsgrenzen hier nur bedingt einsetzbar sind.
21

Funktionsanalyse von Rohrkettenförderern
Literatur
[1] Fottner, J. : Praxisgerechte Auslegung und wirtschaftlicher Einsatz von Hochleistungs-Schneckenförderern. München, Technische Universität, Dissertation, 2002
[2] Gröger, T. : Partikelmechanische Untersuchungen zur senkrechten Schlauchgurtförderung. Mag-deburg, Otto-von-Guericke-Universität, Dissertation, 1999
[3] Itasca Consulting Group Inc.: PFC3D - Theory and Background
[4] Katterfeld, A. : Theoretische Analyse eines Berechnungsmodells von Rohrkettenförderern undexperimentelle Überprüfung durch Parametervariation. Magdeburg, Otto-von-Guericke-Universität,unveröffentlichte Diplomarbeit, 2001
[5] Krause, F. ; Banse, W. : Der Rohrkettenförderer (Stauscheibenförderer) - ein universeller raum-gängier Förderer für viele Gutarten und kürzere Förderwege. In: 13. Breslauer Herbstschule Otto-von-Guericke-Universität Magdeburg, Institut für Förder- und Baumaschinentechnik, Stahlbau undLogistik, 2000
[6] Krause, F. ; Banse, W. ; Schmolke, S. ; Lorz, S. : Beanspruchung der Rundstahlkette vonStauscheibenförderern (Rohrkettenförderer). In: Tagungsband Schüttguttagung Otto-von-Guericke-Universität Magdeburg, Institut für Förder- und Baumaschinentechnik, Stahlbau und Logistik, 1997
[7] Krause, F. ; Banse, W. ; Schmolke, S. ; Werner, A. : Theoretische und experimentelle Unter-suchungen an Rohrkettenförderern. In: Tagungsband zur Fachtagung Schüttgutfördertechnik Otto-von-Guericke-Universität Magdeburg, Institut für Förder- und Baumaschinentechnik, Stahlbau undLogistik, 1998
[8] Krause, F. ; Banse, W. ; Schmolke, S. ; Werner, A. : Einfluß der Schüttguteigenschaften aufden Bewegungswiderstand von Stauscheibenförderern (Rohrkettenförderern). In: Tagungsband zurFachtagung Schüttgutfördertechnik Otto-von-Guericke-Universität Magdeburg, Institut für Förder-und Baumaschinentechnik, Stahlbau und Logistik, 1999
[9] Krause, F. ; Katterfeld, A. : Einsatz der Diskrete Elemente Methode in der Schüttgut-Fördertechnik. In: Tagungsband zur Fachtagung Schüttgutfördertechnik Otto-von-Guericke-Universität Magdeburg, Institut für Förder- und Baumaschinentechnik, Stahlbau und Logistik, 2003
[10] Leitner, J. : Untersuchungen zum Spalteinfluss und Einlauf des Fördergutes in senkrechten undsteil geneigten Schneckenförderern. Leoben, Montanuniversität, Dissertation, 1999
[11] Lungfiel, A. : Ermittlung von Belastungsgrößen mittels der Diskreten-Elemente-Methode für dieAuslegung von Sturzmühlen. Freiberg, Bergakademie Freiberg, Dissertation, 2002
[12] Reschke, M. : Theoretische und experimentelle Untersuchungen an einem Rohrkettenförderer-Versuchsstand. Magdeburg, Otto-von-Guericke-Universität, unveröffentlichte Diplomarbeit, 1998
[13] Saller, M. : Fortschritts-Berichte VDI-Reihe 13. Bd. 30: Beitrag zur Berechnung und Optimierungsenkrechter Trogkettenförderer . Düsseldorf : VDI Verlag, 1987
[14] Schmolke, S. ; Katterfeld, A. : Measurement Signals of the Chain Tractive Force from a ClosedPipe Circuit. In: Conference Proceedings MAT, Messegesellschaft Nürnberg, 2001
[15] Schmolke, S. ; Werner, A. : Datenübertragung aus einer metallisch gekappselten Förderstrecke.Patent. März 2000. – DE 19838831
[16] Stahl, H. : Beitrag zur Förderung leicht fließender, feinkörniger Schüttgüter im senkrechtenSchneckenförderer unter Spalteinfluß. München, Technische Universität, Dissertation, 1994
[17] Vollmann, A. : Untersuchung der Schüttgutförderung in geneigten Schneckenförderern. München,Technische Universität, Dissertation, 2000
[18] Wildgruber, A. : Experimentelle Untersuchungen zur Bestimmung des Leistungsverlustes im Spaltsteiler Schneckenförderer. München, Technische Universität, unveröffentlichte Diplomarbeit, 1998
22