
technica 03/2008
85
Im Fokus: Produktivität steigern - Standort sichern: «Im Ausland drehen Sie nicht schneller» Lagertechnik: Coils rein - Palettenregallager raus Metav / Tube / Wire Düsseldorf 31.3. bis 4.4.08 www.marktspiegel.ch www.technica-online.ch 03/2008 technica 03/2008 FÜGEN-TRENNEN-FORMEN
-
Upload
az-fachverlage-ag -
Category
Documents
-
view
352 -
download
14
description
Fachzeitschrift für die Maschinen-, Elektro- und Metallindustrie
Transcript of technica 03/2008

Im Fokus: Produktivität steigern - Standort sichern:
«Im Ausland drehen Sie nicht schneller»
Lagertechnik:
Coils rein - Palettenregallager raus
Metav / Tube / WireDüsseldorf31.3. bis 4.4.08
www.marktspiegel.chwww.technica-online.ch 03/2008
tech
nica
03/
2008
FÜ
GE
N-T
RE
NN
EN
-FO
RM
EN

HORIZONTAL CENTER NEXUS 4000-II
HORIZONTAL CENTER NEXUS 5000-II
HORIZONTAL CENTER NEXUS 6000-II
HORIZONTAL CENTER NEXUS 6800-II
WerkzeugmaschinenMachines-outils
WENK AG / SASolothurnstrasse 160, route de SoleurePF / CP 108, 2500 Biel / Bienne 6� 032 344 98 00, Fax 032 344 98 [email protected] / www.wenk-ag.ch
Ihr nächstes BearbeitungszentrumKompromisslos in Sachen Leistung und Spezifi kationenGebaut in den MAZAK Cyber Factories
Die Serie HORIZONTAL CENTER NEXUS II steht für Präzisionsbe-arbeitung über mehrstündigen Betrieb hinweg. Zurückzuführen ist dies auf die ausgefeilte Ma-schinenkonstruktion mit extre-mer Steifigkeit und einem enorm schnell reagierenden Antriebs-system.
Innovative Fertigungstechnik
Die Serie HORIZONTAL CENTER NEXUS II wird unter Zugrunde-legung zahlreicher modernster Technologien gebaut, die höchs-te Produktivität ermöglichen.
Massive Maschinenkonstruktion
Nebenzeiten werden durch die hochgenaue und mit hoher Ge-schwindigkeit ausgeführte Positio-nierung verkürzt.
Unübertroffene Flexibilität
HORIZONTAL CENTER NEXUS 8800-IINEU auch verfügbar als

03-08 technica 1
Der Verband der Schweizer MEM-Industrie Swissmem liess auf seiner letzten Presse-konferenz keinen Zweifel aufkommen. Derzeit «brummt» es gewaltig in der Ma-schinenindustrie und ein Ende der Hochkonjunktur ist derzeit nicht wirklich ab-sehbar. Die Schweizer Industrie steht derzeit sogar so gut da, dass es an Personalmangelt. Das ist für den Arbeitsmarkt ausserordentlich erfreulich.
Hatte man vor nur wenigen Jahren noch von Abwanderung der MEM-Industrie inNiedriglohnländer gesprochen, so ist derzeit absolut keine Rede mehr davon. Ganzim Gegenteil, einige Unternehmen holen die Produktion sogar wieder zurück in dieSchweiz. Die Gründe hierfür sind vielschichtig. Aber ein wichtiges Argument ist si-cher, dass sich der Lohnkostenanteil an den eigentlichen Werkstückkosten in denletzten Jahren erheblich reduziert hat. Das wurde auch seitens des Swissmem arti-kuliert: Die Produktivität der Unternehmen ist sozusagen explodiert, die Umsätzesind um ein Mehrfaches gestiegen bei bescheidenem Personalzuwachs.
Gleichwohl könnten viele Unternehmen derzeit noch mehr produzieren, würden siemehr qualifiziertes Personal finden. Wobei die Betonung auf «qualifiziert» liegt. Undhier herrscht derzeit Ebbe. Die MEM-Industrie sucht händeringend nach gut aus-gebildetem Personal, vom Anlagenbediener bis hin zur Ingenieurin.
Wie kommt man aber zu mehr qualifiziertem Personal? Die Position des Swissmemist hier eindeutig: Er fordert die Personenfreizügigkeit mit der EU, um gutes Perso-nal für die Schweizer MEM-Industrie rekrutieren zu können. Tatsächlich scheint derPersonalmangel das mögliche Wachstum zu bremsen. Das sind auch immer wiederArgumente kleiner mittelständischer Firmen, die in eine neue Maschine investierenwürden, wenn der Lieferant sie «mit Bedienung» anböte.
Fakt aber ist, dass die Produktivität mit immer höheren Automatisierungsgraden re-alisiert wird. Die Folgen davon sind, dass einfachere Tätigkeiten in vielen Fällenwegfallen, dafür komplexere Arbeiten nachgefragt werden. Mit hoher Wahrschein-lichkeit wird sich das in den nächsten Jahren in diese Richtung weiterentwickeln.Die Crux an dieser Entwicklung ist, dass generell nicht mehr so viele Menschen inder Industrie tätig sein werden, aber dafür umso mehr Qualifizierte. Diese Aussich-ten sollte vielleicht jeder Einzelne für sich nutzen und in seine eigene Ausbildunginvestieren. Unternehmer auf der anderen Seite sollten dies, wenn möglich, unter-stützen, um auch in Zukunft qualitativ an der Spitze zu stehen.
Denn nur dann, wenn wir in der Schweiz wirtschaftlicher und besser produzieren alsdas Ausland, hat der MEM-Standort Schweiz eine sichere Zukunft. Die Qualifika-tion des Einzelnen spielt hierfür die entscheidende Rolle.
Matthias Böhm, Stellvertretender Chefredaktor Technica
Boom sorgt für Nachfrage
Editorial
«Wer immer tut, was er schon kann, bleibt immer das, was er schon ist»
Henry Ford
Saia-Burgess Controls AGBahnhofstrasse 18 | CH-3280 Murten | SchweizT +41 26 672 71 11 | F +41 26 672 74 99www.start-controls.com | [email protected]
Saia®PCD
Saia®PCDDie Steuerung mit integriertem Web-Server

technica 03-08 3
Im Fokus: ProduktivitätssteigerungNeben Innovationskraft, Flexibilität und Präzision ist hoheProduktivität auf dem Werkplatz Schweiz eine wesentlicheVoraussetzung für die internationale Wettbewerbsfähig-keit. Unser Fokus-Thema «Produktivität steigern – Stand-ort sichern» zeigt unter verschiedenen Blickwinkeln auf,welche Strategien zur Produktivitätssteigerung beitragenkönnen.
ab Seite 14
Coils rein – Palettenregallager rausWenn es gelingt, die Produktion von Gütern so effizientund flexibel zu automatisieren, dass die Lohnkosten kei-nen entscheidenden Faktor der Produktionskosten darstel-len, gibt es auch keine Veranlassung, diese Produktion inBilliglohnländer zu verlagern. Die praktische Umsetzungdieser Erkenntnis erfordert oft neue Ansätze bei Produk-tionsprozessen und Fertigungseinrichtungen. So war diesauch bei der neuen Fertigungsstrasse für Palettenregalevon Bito in Meisenheim.
Seite 48
Automation nach MassIn den verschiedensten Branchen müssen an Produktions-,Verpackungs- oder Bearbeitungsmaschinen über verstell-bare Achsen die unterschiedlichsten Formate, Anschlägeoder Führungen an den Prozess oder das aktuell zu ferti-gende Produkt angepasst werden. Dabei ist noch häufigHandarbeit im Spiel, denn vollautomatisierte Lösungenmit durchgehend vernetzten Antrieben lohnen sich meistnur, wenn sehr oft verstellt werden muss.
Seite 40
Ausgabe 03-08 I Inhalt
Fügen-Trennen-Formen
Fügen, Trennen, Formen 65
Rohrbearbeitung der modernen Art 66Der Laser als Alternative zum Sägen und Fräsen
Zum Fügen-Trennen-Formen-Titelbild:Schneller und effektiver denn je 68Verbindungselemente einpressen, anschweissen und revlow-löten
Grossteile automatisiert schweissen 70Neue Roboterschweissanlage für den Stahlbau
Panorama 4
Export-ForumNeuer Anlauf in den Tiger-Staaten 10Suhner Abrasive Expert AG in Thailand
SwissmemMEM-Industrie: Exzellente Aussichten 12Swissmem fordert Personenfreizügigkeit
Im Fokus: Produktivität steigern –Standort sichern«Im Ausland drehen Sie nicht schneller» 14CNC-Drehzentrum sorgt für prozesssichere Teilefertigung
Neue Wunderwaffe in der Metallbearbeitung? 20Precise ECM: Elektrochemisches Abrtragungsverfahren
revolutioniert Fertigung
Messtechnik als Produktions-Beschleuniger 24Masslich schwankende Gussteile wirtschaftlich zerspanen
Wo sind die Späne? 27Hocheffiziente Späneentsorgung für Gross-Bearbeitungszentren
Fertigung + ProduktionBranchentreff der Fertigung 32Metav, Wire und Tube 2008 in Düsseldorf
Es kann nur eine geben 33Mit Präzision zum Erfolg
Josef Binkert: «Wie eine Berg-und-Tal-Bahn» 37
Automations- und AntriebstechnikAutomation nach Mass 40Mobiler Verstellantrieb schliesst die Lücke zwischen
mechanischen Handrädern und Servoantrieben
Damit der Strahl genau trifft 44Tensor SL montiert kleine so sicher wie grosse Serien
Lüfterlos mit Notbremse 46Leistungsfähige Box-PCs für Automationsaufgaben
Fördertechnik + LogistikCoils rein – Palettenregallager raus 48Automatisierte Regalstützen- und Traversen-Fertigung
Gut geschmiert ist halb gefördert 51Instandhaltung von Förderanlagen beginnt bei der Schmierung
Produkte 54Lieferantenverzeichnis 72Impressum/In dieser Ausgabe 79TechniKnacknuss 80

Panorama
4 technica 03-08
Newemag hat Schneider mc SA übernommenAls Anbieter von Werkzeugma-schinen mit unterschiedlichenSpezialisierungen ergänzen sichdie Angebote von Schneider undNewemag ideal. Während Schnei-der besonders stark in Vertikal-bearbeitungszentern ist, bildenDreh- und Fräsmaschinen sowie
Von links nach rechts: Hugo Tschümper-lin, Geschäftsführer Schneider mc SA,Pirmin Zehnder, Geschäftsführer undInhaber Newemag, Takayuki Uruta,Generalmanager Nomura Deutschland,Yoshitsugu Yuasa, GeneralmanagerNomura Japan, Bruno von Büren, ehema-liger Geschäftsführer Schneider mc SA.
Reto Gätzi mit Equipment.
komplexe Automationsprojektedas Kerngeschäft von Newemag.Mit einer beachtlichen Sorti-ments- und Kapazitätserweite-rung verbessert das Duo Newe-mag/Schneider zudem seine Lie-ferfähigkeit und erweitert seinLösungsspektrum markant. So werden beispielsweise dieBrother-Bearbeitungszenter direktab Lager Schneider oder ab LagerEuropa ausgeliefert.
NewemagWerkzeugmaschinen6343 Rotkreuz041 798 31 00
Bereits zum dritten Mal war JapanGastgeberland der Berufswelt-meisterschaft. Im November2007 unterstützte die Suhner Ab-rasive Expert AG Reto Gätzi, derals Schweizer Meister im BerufSchweisser an der Berufsweltmei-sterschaft teilnahm. Mit Suhner-Maschinen, -Schleifmitteln unddiversem Equipment reiste derAppenzeller nach Shizuoka, um
Suhner-Sponsoring für Reto Gätzi an der Berufsweltmeisterschaft
die Funken springen zu lassen.Reto Gätzi wurde von seinem Lehr-meister, der Firma Bühler AG, Ap-penzell, speziell auf die Weltmei-sterschaft vorbereitet. In seinerBerufskategorie holte er sich in Ja-pan denn auch ein Diplom alsSchweisser.Wir gratulieren Reto Gätzi im Na-men der Suhner Abrasive ExpertAG ganz herzlich für die erfolgrei-
che Teilnahme an den Berufswelt-meisterschaften und wünschenihm für die Zukunft alles Gute undviel Erfolg.
Suhner Abrasive Expert AG5201 Brugg056 464 28 80
Die Baumer Group, Frauenfeld,beging Anfang Januar die feierli-che Eröffnung ihrer Niederlassungin Shanghai mit über 150 Gästen,darunter namhafte Vertreter ausPolitik und Wirtschaft. BaumerChina – schon seit September
2006 als offizieller Vertreter fürBaumer-Produkte eingetragen –zählt heute bereits 40 Mitarbeiterund ist gleichzeitig Firmenzentra-le im nördlichen Asien für die Ver-kaufsbüros in Guangzhou, Beijingund Songjiang.
In der Baumer Group, einem derweltweit führenden Hersteller vonhochwertigen Sensorprodukten fürdie Fabrik- und Prozessautoma-tion, sind rund 2000 Mitarbeiterin 34 Standorten und 16 Ländernbeschäftigt. Mit den fünf Produkt-
segmenten Sensor Solutions, Mo-tion Control, Vision Technologies,Process Instrumentation und Glu-ing Systems deckt die Gruppe einbreites Leistungsspektrum ab. Derneue Standort in China ist einwichtiger Teil der vom Unterneh-men verfolgten Wachstums- undInternationalisierungsstrategie.Gleichzeitig kommt man den For-derungen der Kunden nach einerlokalen Präsenz nach.
Baumer Management Services AG8501 Frauenfeld052 728 11 55
Der Reihe nach eröffneten sie auf zeremonielle Art je eines der Produktsegmente von Baumer v.l.n.r.: Dr. Oliver Vietze – CEO & Chairman, Rüdiger Förster– Executive Board Member Marketing und Vertrieb,William Frei – Generalkonsul der Schweizer Bot-schaft in Shanghai, Peter Kreutzberger – stellvertre-tender Konsul der deutschen Botschaft, Liu Fusheng– stellvertretender Direktor der ausländischen Wirt-schaftskommission von Songjiang District, Li Zhenyu– Geschäftsführer von Baumer China.
Baumer Group: Einstieg in den chinesischen Markt

Zum Titelbild:
Sirius Positionsschalter - für jede Anwendung kombinierbar.Sirius Standard-Positionsschalter erfüllen nahezu alle Anforderungen im Industriealltag zuverlässig undsouverän - ob für das sichere Erfassen gefährlicher Bewegungen von Maschi-nenteilen oder zur Überwachung von Schutzeinrichtungen. StandardisierteBauformen und Funktionen erleichtern dabei nicht nur die Auswahl des pas-senden Schalters. Sie sorgen auch für einfache und effiziente Lagerung, Mon-tage, Verdrahtung und Wartung. Alle Positionsschalter sind modular aufgebautund somit die Antriebsköpfe untereinander austauschbar und kombinierbar.
Siehe Bericht auf Seite 62
Siemens Schweiz AGAutomation and Drives8047 Zürich0848 822 [email protected]/sirius-erfassen
Im Fokus: Produktivität steigern - Standort sichern:
«Im Ausland drehen Sie nicht schneller»
Lagertechnik:
Coils rein - Palettenregallager raus
Metav / Tube / WireDüsseldorf31.3. bis 4.4.08
www.marktspiegel.chwww.technica-online.ch 03/2008
FÜ
GE
N-T
RE
NN
EN
-FO
RM
EN
Hansjörg Adam tritt per sofort seine neueStelle als Director Mainte-nance & Support Servicesbei EMC in der Schweiz an.Sein Vorgänger, Didier Arnold, nimmt ei-ne neue Herausforderung als Senior Pro-gram Manager bei EMC Global Servicesan. Hansjörg Adam (46) startete seine be-rufliche Karriere bei Brown Boveri. Dieletzten Jahre war er in verschiedenen lei-tenden Positionen bei Swisscom be-schäftigt.
Lutz Freytag wird ab dem 1. April diesesJahres Vorstand Finanzender Schenker AG, Essen,und verantwortet dort dieRessorts Rechnungswesen/Finanzen,Controlling, Risk Management sowie Ein-kauf. Der promovierte Diplom-PhysikerDr. Lutz Freytag (49) ist seit 2005 Vor-stand Finanzen und Controlling bei derRailion Deutschland AG, Mainz.
Gerald Mies Geschäftsführer der FanucRobotics DeutschlandGmbH, wurde zum Vize-präsidenten der Fanuc Ro-botics Europe berufen. Er nimmt dieneue Funktion parallel zu seiner Verant-wortung für die deutsche Niederlassungwahr. Damit wird der Einfluss der deut-schen Gesellschaft verstärkt. Mit GeraldMies an der Spitze hatte die deutscheFanuc-Robotics-Niederlassung ihrenUmsatz im vergangenen Jahr auf rund65 Millionen Euro gesteigert.
Dr. Klaus Mittelbach Leiter der Abteilung Umwelt und Tech-nik beim Bundesverband der DeutschenIndustrie (BDI) und geschäftsführendesVorstandsmitglied von econsense ForumNachhaltige Entwicklung der DeutschenWirtschaft wechselt als künftiger Vorsit-zender der Geschäftsführung zum ZVEI– Zentralverband Elektrotechnik- undElektronikindustrie. Mittelbach über-nimmt die Position von Haupt-geschäftsführer Gotthard Grass.
Kaderkarussell
Der oberösterreichische Automa-tisierungsspezialist Bernecker+Rainer hat 2007 einen Umsatzvon 280 Mio. Euro nach 235 Mio.Euro im Vergleichszeitraum erzielt.Das entspricht einer Umsatzstei-gerung von rund 20%. Im gleichenZeitraum stieg die Zahl der Be-
B&R: Wachstum ungebrochenschäftigten auf weltweit 1700 Mit-arbeiter. Mit 145 Büros in 55 Län-dern demonstriert Bernecker+Rai-ner weltweit Kundennähe.Zurückzuführen ist dieser anhal-tende Erfolg auf die hohe Innova-tionskraft des Unternehmens sowiedie Philosophie der integrierten
03-08 technica 5
Helbling IT Solutions ab sofort Dassault-VARDer Softwarehersteller DassaultSystèmes setzt Helbling IT Solu-tions als Value Added Reseller(VAR) ein. Helbling IT Solutionsvertreibt die Produkte CATIA,ENOVIA SmarTeam und 3DViaComposer des Software Anbietersfür Product Lifecycle Management(PLM) in der Schweiz. Die IT-Be-
rater, seit langem bereits IBM Bu-siness-Partner im PLM-Umfeld,unterstreichen mit diesem weite-ren Geschäftsbereich ihre Stel-lung als kompetente Ansprech-partner für ganzheitliche IT-Inte-grationsdienstleistungen in derIndustrie. Dank der Partnerschaftmit den beiden renommierten
«Wir sind mit diesem Erfolg unserem strategischen Ziel, den Umsatz bis 2011 auf 500 Mio. Euro auszuweiten einen bedeutenden Schritt näher gekommen», so Hans Wimmer, Geschäftsführer B&R.
Automatisierung. Bernecker+Rai-ner investiert jährlich rund18 % desUmsatzes in eigene Forschungs-und Entwicklungsaktivitäten.Zum Portfolio gehören neben An-trieben, Steuerungen, Visualisie-rungs- sowie Prozessleitsystemenvor allem komplett integrierteAutomatisierungslösungen unddurchgängige Softwarewerkzeuge.
B&R Industrie-Automation AG8500 Frauenfeld052 728 00 55
Softwareherstellern bietet Helb-ling IT Solutions ab sofort kom-plette Lösungen, Dienstleistungensowie Hard- und Software-Pro-dukte für Engineering und Technikaus einer Hand an.Helbling IT Solutions8048 Zürich044 986 39 20
AMB 2008: bereits 1000 AusstellerWenn die internationale Ausstel-lung für Metallbearbeitung (AMB)vom 9. bis 13. September 2008auf dem Gelände der Neuen Mes-se Stuttgart ihre Tore öffnet, wirdsie sich in Hallen präsentieren, dieStandards in Europa und darüber
hinaus setzen. Endlich ist nunauch das möglich, was in früherenJahren bemängelt wurde: einethematische Zuordnung der betei-ligten Unternehmen. «Wir habendie Hallen entsprechend der unsvon den Ausstellern genannten
Ausstellungsschwerpunkte the-matisch geplant. So finden sichdie Besucher auch auf dem dop-pelt so grossen Gelände problem-los zurecht», ist man bei der Mes-seleitung überzeugt.

6 technica 03-08
Panorama
Scania hat sich dafür entschieden,Fanuc GE als alleinigen CNC-Anbie-ter für neue Bearbeitungslinien inSchweden einzusetzen. Auf diesenLinien soll eine überarbeitete Versiondes Scania V8-Lkw-Dieselmotorsmit 15,6 Litern Hubraum gefertigtund somit das Produktionsvolumen
von V8-Motoren erheblich gesteigertwerden. Einer der zentralen Faktorenbei der Entscheidung für die CNC-Steuerungen der Serie 31i waren die bisher gemachten Erfahrungen:Fanuc-Steuerungen sind ausseror-dentlich zuverlässig. Ein weitererSchlüsselfaktor bei der Entschei-
dung für Fanuc war deren garan-tierte Ersatzteilverfügbarkeit von25 Jahren.Als Bedienoberfläche im Produk-tionsbereich wird die «FANUC AutoHMI-NC» eingesetzt, bei der auf derBedienerseite kein PC mehr erfor-derlich ist. Da jede Maschine allein
von der CNC gesteuert wird, werdendie Nachteile von PCs wie instabilerBetrieb, Virengefahr, kurze Lebens-zyklen usw. umgangen. GE Fanuc Automation CNCSwitzerland GmbH2555 Brügg 032 366 63 63
die in einem weiten Anwendungs-bereich eingesetzt würden, darun-ter Industriesicherheit und Auto-mation. «Diese Fähigkeiten mit derweltweiten Führungsposition vonRockwell Automation in Steuer-und Informationssystemen für dieindustrielle Automatisierung zuverbinden, ermöglicht mehr Her-stellern auf der ganzen Welt, ihreMitarbeiter vor Maschinen- undAnlagenunfällen zu schützen.»Kunden werden nach dem Ab-schluss der Übernahme weiterhinProdukte über das bestehende Di-
Rockwell Automation übernimmt Cedes-GeschäftsbereichRockwell Automation, Inc. gibtbekannt, dass sie den Geschäfts-bereich Sicherheit und Automa-tion der Cedes AG, Landquartübernimmt. Cedes Sicherheit undAutomation ist ein führender An-bieter von Sicherheits- und Mess-Lichtvorhängen, auf Sicherheitund weitere Bereiche ausgerich-teten Sensoren, Steuerungen so-wie damit verbundenem Zubehörfür industrielle Anwendungen. DieBedingungen für die Übernahmewurden nicht bekannt gegeben.Cedes Sicherheit und Automation
betreibt ein internationales, vor-wiegend auf Europa ausgerichte-tes Vertriebsstellennetz. Die Über-nahme umfasst Produkte, Tech-nologien,Entwicklungs-Engineering, Mar-keting, Verkauf und Vertrieb des inden Märkten industrielle Sicher-heit und Automation tätigen Ge-schäftsbereichs. Beat de Coi, Geschäftsführer undGründer der CEDES AG, sagte,dass man sich über 20 Jahre aufdie Entwicklung von Optosensorik-Technologien spezialisiert habe,
Watt d’Or 2009 – die Auszeichnung für hervorragende Energieprojekte Jahr für Jahr erlangen in derSchweizer Energieszene Innova-tionen Marktreife. Das Bundes-amt für Energie (BFE) zeichnetBestleistungen auf diesem Gebietjährlich mit dem Watt d’Or aus.Die Auszeichnung wird in den fünfKategorien Gesellschaft, Energie-technologien Geräte und Anlagen,erneuerbare Energien, energieef-fiziente Mobilität sowie Gebäude
vergeben. Auch dieses Jahr suchtdas BFE Bestleistungen aus demEnergiebereich. Die Ausschrei-bung für den Watt d’Or läuft nochbis am 31. August 2008.
Von der Idee bis zur AuszeichnungFür jede Kategorie setzt das BFENominatoren-Teams ein. Diese –allesamt ausgewiesene Fachleute –nehmen die Projektvorschläge ent-
gegen und suchen auch selbst-ständig nach geeigneten Projekten. Nominiert werden können Projek-te, die im Zeitraum August 2007bis August 2008 realisiert oder ak-tiv wurden, einen erkennbarenFortschritt gegenüber dem bishe-rigen Stand der Technik und einendeutlichen energetischen Nutzenim Sinn der schweizerischen Ener-giepolitik bringen.
Scania entscheidet sich für Fanuc CNC-Steuerungen
Auszeichnungswürdige Projektekönnen von jedermann vorge-schlagen werden. Eingabeschlussist am 31. August 2008. Der Wattd’Or ist nicht dotiert. Weitere In-formationen und das Anmeldefor-mular gibts unter www.wattdor.ch. Bundesamt für Energie (BFE)Watt d’Or 3003 Bern031 322 56 75
stributionsnetzwerk von Cedes Si-cherheit und Automation beziehenkönnen. Sobald Produkte unter derMarke Allen-Bradley verfügbarsind, können diese auch über dasDistributionsnetzwerk von Rock-well Automation erworben werden. Der CEDES-GeschäftsbereichSicherheit und Automation wirdin den Betriebsbereich Architec-ture and Software von RockwellAutomation integriert. Rockwell Automation AG5001 Aarau062 889 77 77
Diesel und Kerosin als Treibstoff für Brennstoffzellen former, der fast keine Alterungser-scheinungen mehr aufweist, kom-men sie diesem Ziel nun einen gros-sen Schritt näher. «Über 2000 Betriebsstunden langgewinnt der neue Reformer effi-zient wasserstoffhaltiges Gas ausDiesel oder Kerosin», sagt Prof. Dr.Ing. Ralf Peters vom Jülicher Insti-tut für Energieforschung. DiesesGas kann sowohl von Hochtempe-
ratur- als auch von Niedertempera-tur-Brennstoffzellen für die Strom-gewinnung im Kilowattbereich ge-nutzt werden. Mit diesem Erfolgsteht das Team um Peters mit ander Weltspitze und rechnet mit er-sten einsatzfähigen Systemen in et-wa drei Jahren. Der Schlüssel zu diesem Erfolg liegtin dem geschickten Design des Re-formers. In seinem Innern befindet
sich ein Wabenkörper, der mit feinverteilten Edelmetallpartikeln be-schichtet ist. Er dient als Katalysatorund zersetzt die Kohlenwasserstoffeim Diesel oder Kerosin zusammenmit Luft und Wasserdampf in die Ga-se Kohlenmonoxid, Kohlendioxidund den begehrten Wasserstoff.Forschungszentrum Jülich GmbHDE-52425 Jülich+49 2461 61 4771
Ohne Schadstoffe erzeugen Brenn-stoffzellen effizient und zuverlässigStrom. Aber als Treibstoff benötigensie Wasserstoffgas, das wegen derfehlenden Infrastruktur noch nichtflächendeckend zur Verfügung ge-stellt werden kann. Entwickler desForschungszentrums Jülich wollendeshalb die nahezu überall verfüg-baren Treibstoffe Diesel oder Kero-sin nutzen. Mit einem neuen Re-

03-08 technica 7
Mit 150 Mitarbeitenden erzielt die IftestAG, Wettingen einen Umsatz von 47Mio. Franken. Für das Jahr 2008 plantdas Unternehmen im Bereich Entwick-lung ein Umsatzwachstum von 60%.Dazu werden 2 Mio. Franken in die Er-weiterung und den Ausbau von Räum-lichkeiten investiert. Gleichzeitig wirdein neuer Bereich «Technologie» gebil-det, den Christian Jung als Geschäfts-leitungsmitglied (CTO) übernehmenwird. Jürgen Schulz leitet die Entwick-lung, Hans Baumann die Prüftechnikund Werner Kunz ist für den Verkaufinnerhalb des neuen Bereichs «Techno-logie» zuständig.
Den Spatenstich für Minergie-Büroge-bäude in Birmensdorf konnte vor kurzemdie ZT Fachmessen AG feiern. Das neueGebäude wird auf 400 m2 Büroraumüber 20 Arbeitsplätze umfassen. Für dieZT Fachmessen AG als Veranstalterinvon drei der grössten Baumessen derSchweiz war die Entscheidung klar, dasGebäude nach Minergie-Standard zu re-alisieren. Die Räumlichkeiten sind En-de 2008 bezugsbereit.
TRUMPF Laser GmbH + Co. KG hat dieGeschäftsaktivitäten in den BereichenLaser-Kunststoffschweissen und selek-tives Laser-Löten von der Fisba Optik AGübernommen. Damit erweitert Trumpfseine Bandbreite der Anwendungen vonLasersystemen. Die Fisba Optik AG kon-zentriert sich auf Mikrooptiken für dieStrahlformung von Laserdioden oderkundenspezifischen Lasermodulen so-wie auf die Entwicklung von OEM-Bau-gruppen oder kundenspezifischen op-tronischen Bearbeitungsköpfen.
Die mechatroniX – internationale Fach-messe für progressive Produktentwick-lung durch Mechatronik, die vom 27. bis29. Mai 2008 in Augsburg hätte statt-finden sollen, wird auf den 16. bis 18.Juni 2009 neu terminiert. Das Ausstel-lungsportfolio der Fachmesse konzen-triert sich auf Systeme, Komponentenund Bauteile aus der Aktorik, Sensorikund Prozessorik sowie aus anderen Ge-bieten wie beispielsweise der Optik, diein mechatronischen Systemen zum Ein-satz kommen.
Splitter
Baumüller und Uwe Hassler tätig.Die Baumüller Anlagen-System-technik GmbH & Co. KG wird vonHerbert Hesslinger und JochenLoy geführt. Die Baumüller Repa-raturwerk GmbH & Co. KG leitendie Geschäftsführer Karl-HeinzKlier, Helmut Reif und Ralf Die-trich.
Baumüller Holding GmbH & Co. KGDE-90482 Nürnbergwww.baumueller.de
Baumüller Unternehmensgruppe: mehr Effizienz durch neue OrganisationDie Baumüller Unternehmens-gruppe aus Nürnberg startet miteiner neuen Organisationsstrukturin das Jahr 2008. Um ihre Markt-stellung als einer der führendenAnbieter in der Antriebs- undAutomatisierungsbranche weiterauszubauen, hat die BaumüllerHolding GmbH & Co. KG, die vonden beiden GeschäftsführernGünter Baumüller und AndreasBaumüller geführt wird, ihre Or-ganisationsstruktur deutlich effi-zienter gestaltet. So erhalten dieKunden künftig das gesamte Pro-
dukt- und Dienstleistungsspek-trum der Automatisierung aus ei-ner Hand. Die Unternehmens-gruppe hat sich in den ver-gangenen Jahrzehnten besondersin den Branchen graphische In-dustrie, Kunststoff-, Textil- undVerpackungsindustrie den Ruf ei-nes kompetenten und innovativenPartners des Maschinenbaus er-worben. Dieses spezielle Know-how bleibt weiter bestehen undwird künftig ausgebaut. In der Baumüller Nürnberg GmbHsind die Geschäftsführer Andreas
Bei Fragen zu Anwendungen oderFunktionen von Elektrowerkzeu-gen kann das Studium von Hand-büchern und Nachschlagewerkenschnell mühsam werden. Um kom-fortabler zur gewünschten Infor-
mation zu kommen, gibt es jetztunter www.powertool-portal.comoder www.bosch-pt.com das neueumfangreiche Wissensportal «Po-wer Tools Learning Campus». Dervirtuelle, dreidimensionale Cam-
pus bietet dem Nutzer mit Anima-tionen, Videoclips, Hörbüchern sowie vielen weiteren Medien einen Zugang zur Arbeit mitElektrowerkzeugen.
Power Tools – das Wissensportal zu Elektrowerkzeugen
Robert Bosch: Positive Entwicklung weltweit fortgesetzt Die Bosch-Gruppe ist internatio-nal weiter auf Wachstumskurs: ImJahr 2007 stieg der Umsatz umnahezu sechs Prozent auf 46,1Milliarden Euro. Wechselkursbe-reinigt betrug das Umsatzplusrund acht Prozent. Alle drei Unter-nehmensbereiche (Industrietech-nik mit Elektrowerkzeugen undHausgeräten, Sicherheitstechnik,Kraftfahrzeugtechnik) leisteten ei-nen positiven Beitrag zu dieserEntwicklung. Auch beim Ertragkam das Unternehmen voran: DasVorsteuerergebnis entsprach mitnahezu acht Prozent vom Umsatzder langfristigen Zielrendite.2006 hatte das Ergebnis vor Steu-ern bei 7,1 Prozent gelegen. Auchdie Zahl der Mitarbeiter ist erneutgestiegen: Ende 2007 waren rund272 000 Mitarbeiter bei Boschbeschäftigt – das sind 11 000
mehr als noch im Jahr zuvor. DerWachstumsschwerpunkt lag er-neut in der Region Asien/Pazifik. Zum Jahreswechsel kündigteBosch eine Reihe von Übernah-men an. Hierzu zählen: HolgerChristiansen in Dänemark, ein In-standsetzer von Startern und Ge-neratoren, Health Hero Networkin den USA, ein Anbieter teleme-dizinischer Lösungen, ExtremeCCTV in Kanada, ein Hersteller vi-deogestützter Sicherheitstechnik,sowie RoboToolz in Hongkong, einSpezialist für Laser-Messwerkzeu-ge. Insgesamt hat Bosch im Jahr2007 für Akquisitionen und An-teilserhöhungen rund 800 Millio-nen Euro ausgegeben.Darüber hinaus plant Bosch zu-sammen mit Mahle die Gründungeines paritätischen Gemein-schaftsunternehmens zur Ent-
wicklung und Fertigung sowie zumVertrieb von Abgasturboladern.Die Serienfertigung soll 2010 auf-genommen werden.Um technologisch führend zubleiben, steigerte Bosch 2007 dieAusgaben für Forschung und Ent-wicklung auf 3,6 Milliarden Euro.Das entspricht knapp acht Pro-zent vom Umsatz. Ausserdemmeldete Bosch für 2006 über3000 Patente weltweit an.Wachstumsimpulse erwartetBosch vor allem mit Produktenund technischen Lösungen fürden Umwelt- und Klimaschutz.Wachstumsschwerpunkte sindweiterhin die Regionen Asien/Pa-zifik und Mittelosteuropa.
Robert Bosch GmbH DE-70839 Gerlingen-Schillerhöhe+49 7 11 8 11-0

8 technica 03-0 8
Panorama
Datum Ort Thema Kosten Veranstalter/Infos26.3. / 2.4. / 9.4. /
16.4. / 23.4.08
25.3. / 1.4. / 8.4. /
15.4. / 22.4.08
Winterthur
Murten
Kosten senken mit dem Web-basierten HMI-Konzept kostenlos Saia-Burgess Controls AG
Bahnhofstrasse 18
3280 Murten
026 672 74 75
Fax 026 672 74 99
1. – 4.4.08 Zürich Prüfen von Werkzeugmaschinen auf Anfrage Inspire / ETH Zürich
8092 Zürich
dipl. Masch.-Ing. ETH Thomas Liebrich
044 632 46 76
9.4.08 Wien NIDays Austria 2008 kostenlos National Instruments Switzerland Corp.
5408 Ennetbaden
056 200 51 51
7.–10. /21.–24.4.
7.–11.4.08
8.4.08
10.4.08
14.4.08
Dietikon Grundlagen der Pneumatik und Elektropneumatik
Pneumatik für Ausbilder
Strategie Workshop
Service Feedback
Instandhaltung und Fehlersuche bei pneum./el.-pneum. Anlagen
auf Anfrage Festo Didactic
8953 Dietikon
044 744 55 44
15. /16.4.08 Weinfelden Edelstahl-Seminar für Praktiker kostenlos Suhner Abrasive Expert AG
5201 Brugg
056 464 28 80
24.4.08 Hannover Die Produktionskosten-Revolution – «Product Lifecycle Costing
(PLC)-Software FACTON
kostenlos Facton GmbH
D-14482 Potsdam
Katrin Becker
+49 331 97992 402
24. /25.4.08 Pfäffikon SZ Sichere Maschinen nach Niederspannungs- und
EMV-Richtlinien
1180.– IBL-Solutions GmbH
9404 Rorschacherberg
071 855 77 29
Bosch-Rexroth-Schulungen für Hydraulik, Pneumatik,
Mechatronik, Linear- und Montagetechnik,
Antriebs- und Steuerungstechnik
Kursinhalte und Termine finden Sie unter
www.boschrexroth.ch/seminare
Bosch Rexroth Schweiz AG
Kontaktperson: Walter Bhend
Hemrietstrasse 2
8863 Buttikon
055 464 63 79
Veranstaltungskalender
beleuchtet in seinem Referat «Di-stributionslogistik im Aufbruch»das Spannungsfeld von Kosteneinerseits und Service, Standor-ten sowie Beständen anderseits.Der Impuls-Apéro beginnt um 17 Uhr und findet in der Brasse-rie Lipp, Uraniastrasse 9, in
Durchgängigkeit als ErfolgsfaktorDer diesjährige Impuls-Apéro derDr. Acél & Partner AG findet am15. April statt. Er steht unter demMotto «End-to-end-Prozesse –Durchgängigkeit als Erfolgsfak-tor».Die Referenten erörtern in Kurz-vorträgen aus der Praxis folgende
Themen: Oliver Kress äussert sichanhand des Beispiels des Produk-tionssystems von Toyota zu «Welt-klasseproduktion als Massstab»;Albert Grossenbacher erläutertanhand der Case Study «Alu-Ex-press» das Thema «Keimzellen alsTreiber des Wandels»; René Rahm
Zürich statt. Die Teilnahme ist ko-stenlos; die Anmeldung ist bis spä-testens 11. April möglich auf [email protected] oder per Fax auf 044 447 20 69.Weitere Informationen sind unter044 447 20 60 erhältlich.
schlossener Berufslehre oder adä-quaten Kenntnissen, sowie an dieentsprechenden Arbeitgeber, diesich für die angebotenen Stu-diengänge der Fachrichtunge Be-triebstechnik, Logistik, Energie-technik, Konstruktionstechnik,
Infoabend bei der ABB TechnikerschuleWie läuft eine Ausbildung zumDipl. Techniker HF ab? Wie funk-tioniert das Nachdiplomstudium«Executive in Business Enginee-ring»? Was sind die Voraussetzun-gen für diese berufsbegleitendenStudiengänge? Solche und ähnli-
che Fragen beantworten die Info-abende der ABB TechnikerschuleBaden, die am 10. April, 23. Juniund 18. August jeweils um 18 Uhrin der Aula der Schule stattfinden. Die Infoabende richten sich anDamen und Herren mit abge-
Informatik, Informationstechnikoder für das Nachdiplomstudiuminteressieren.
ABB Technikerschule5400 Baden058 585 33 02

Die Energiepolitik der EU und der Nachbar-staaten Deutschland und Österreich zeigen diegrossen internationalen Chancen der Energie-märkte. Teilnehmerinnen und Teilnehmer derTagung sind eingeladen, diesbezügliche Fragenan die hochkarätigen Referentinnen und Refe-renten zu stellen und sich an den Podiumsdis-kussionen aktiv zu beteiligen.
Das Programm im Detail9.00: Eintreffen der Teilnehmerinnen und
Teilnehmer, Besuch der Tischmesse.9.35: Begrüssung – Baden, Energiestadt
mit grosser Tradition und Zukunft.9.50: Energie Cluster Kanton Aargau –
Ansatzpunkte und Perspektiven10.10: Erfolgreicher energiecluster.ch:
Wie gearbeitet wird, wie es weiter-geht. Praxisbeispiele und Nutzender Leistungen für ein Unternehmenaus Bau, Haustechnik und Industrie.
10.30: Welche regionalen, nationalenStandortanforderungen sind ent-scheidend?Welche Rolle spielen Innovationenim nationalen internationalen Wett-bewerb?Welche Erwartungen haben
innovative Unternehmen an die For-schungs- und Energiepolitik? Konkrete Beispiele aus der Haustechnikbranche und Indus-trie.
10.50: Fragen an die Referentinnen undReferenten, Podiumsdiskussion.
11.30: Energiemarkt Europa – Energiepoli-tik der EU, Marktentwicklung,Potential, Rahmenbedingungen, För-derinstrumente.
11.50: Zukunftsfähiges Bauen – Forschungund Umsetzung im Spannungsfeldder neuen SIA-Anforderungen. Neue Ansätze im Sanierungsmarkt.
12.10: Energiemarkt weltweit aus der Sichtder ABB. Strategien, Erfahrungenund Visionen.
12.25: Innovationen in der Haustechnik-branche: Weitere Erfindungen sindnötig und möglich.
12.45: Fragen an die Referentinnen undReferenten, Podiumsdis-kussion.
13.00: Mittagessen/Stehlunch.
14.00: Energieforschung des Bundesamtesfür Energie, Rolle, Zielsetzungen,Programme, Umsetzung.
14.20: KTI-Innovationsförderung im Ener-giebereich, Angebote der Fördera-gentur für Innovationen KTI. Waskönnen KMU von der KTI erwarten?
14.40: Forschungstätigkeiten am PSI undim ETH-Bereich. Übersicht der F&E-Aktivitäten. Was können KMU vonder Forschung erwarten? Was bietendas PSI und die ETH an? Wie dif-fundieren die Hochschulen ihr Wis-sen?
15.00: Die Sicht von zwei innovativen Aar-gauer Architekten: Wo besteht weite-rer Forschungsbedarf? Welchen Bei-trag können Netzwerke leisten?
15.30: Fragen an die Referentinnen undReferenten, Podiumsdiskussion.
16.00: Schlusswort, Apéro, Besuch derTischmesse, BtoB, Networking.Tagungsleitung: Dr. Ruedi Meier,Geschäftsleiter energiecluster.ch
17.30: GV energie.cluster.ch.
Weitere InformationenDatum: 22. April 2008Zeit: 9.00 bis 17.00 UhrTagungsort: BadenKosten: CHF 180.–
Mitglieder energiecluster.ch CHF 120.–
Anmeldung und weitere Auskünfte: www.energie-cluster.ch
03-08 technica 9
Die Jahrestagung 2008 des energie-cluster.ch steht im Zeichen derEnergieforschung und der Umsetzung im Bau-, Haustechnik- undEnergie-bereich. Im Energiekanton Aargau, konkret in der traditio-nellen und zukunftsorientierten Energiestadt Baden, werden For-schungspotenziale, Standortanforderungen und Chancen des Clu-ster-Ansatzes im Rahmen der Jahres-tagung konkret sichtbargemacht.
Energieforschung – die Chancen und Möglichkeiten
Auftragsfertigung von komplexen Einzelteilen und Serien auf modernstenBearbeitungszentren (Drehen/Fräsen).
Top-Aktuell: 7-Achsen-Fräs-Zentrum für die Komplettbearbeitung
Im Ifang 2 - CH-5001 AarauEgli Maschinenbau AG
Telefon 062 824 22 89www.egli-cnc.ch
ab Stange bis Ø 100 in höchster Präzision.
high quality production
2_Egli_def_bearb.indd 1 24.12.2007 10:31:22 Uhr

Die Energiepolitik der EU und der Nachbar-staaten Deutschland und Österreich zeigen diegrossen internationalen Chancen der Energie-märkte. Teilnehmerinnen und Teilnehmer derTagung sind eingeladen, diesbezügliche Fragenan die hochkarätigen Referentinnen und Refe-renten zu stellen und sich an den Podiumsdis-kussionen aktiv zu beteiligen.
Das Programm im Detail9.00: Eintreffen der Teilnehmerinnen und
Teilnehmer, Besuch der Tischmesse.9.35: Begrüssung – Baden, Energiestadt
mit grosser Tradition und Zukunft.9.50: Energie Cluster Kanton Aargau –
Ansatzpunkte und Perspektiven10.10: Erfolgreicher energiecluster.ch:
Wie gearbeitet wird, wie es weiter-geht. Praxisbeispiele und Nutzender Leistungen für ein Unternehmenaus Bau, Haustechnik und Industrie.
10.30: Welche regionalen, nationalenStandortanforderungen sind ent-scheidend?Welche Rolle spielen Innovationenim nationalen internationalen Wett-bewerb?Welche Erwartungen haben
innovative Unternehmen an die For-schungs- und Energiepolitik? Konkrete Beispiele aus der Haustechnikbranche und Indus-trie.
10.50: Fragen an die Referentinnen undReferenten, Podiumsdiskussion.
11.30: Energiemarkt Europa – Energiepoli-tik der EU, Marktentwicklung,Potential, Rahmenbedingungen, För-derinstrumente.
11.50: Zukunftsfähiges Bauen – Forschungund Umsetzung im Spannungsfeldder neuen SIA-Anforderungen. Neue Ansätze im Sanierungsmarkt.
12.10: Energiemarkt weltweit aus der Sichtder ABB. Strategien, Erfahrungenund Visionen.
12.25: Innovationen in der Haustechnik-branche: Weitere Erfindungen sindnötig und möglich.
12.45: Fragen an die Referentinnen undReferenten, Podiumsdis-kussion.
13.00: Mittagessen/Stehlunch.
14.00: Energieforschung des Bundesamtesfür Energie, Rolle, Zielsetzungen,Programme, Umsetzung.
14.20: KTI-Innovationsförderung im Ener-giebereich, Angebote der Fördera-gentur für Innovationen KTI. Waskönnen KMU von der KTI erwarten?
14.40: Forschungstätigkeiten am PSI undim ETH-Bereich. Übersicht der F&E-Aktivitäten. Was können KMU vonder Forschung erwarten? Was bietendas PSI und die ETH an? Wie dif-fundieren die Hochschulen ihr Wis-sen?
15.00: Die Sicht von zwei innovativen Aar-gauer Architekten: Wo besteht weite-rer Forschungsbedarf? Welchen Bei-trag können Netzwerke leisten?
15.30: Fragen an die Referentinnen undReferenten, Podiumsdiskussion.
16.00: Schlusswort, Apéro, Besuch derTischmesse, BtoB, Networking.Tagungsleitung: Dr. Ruedi Meier,Geschäftsleiter energiecluster.ch
17.30: GV energie.cluster.ch.
Weitere InformationenDatum: 22. April 2008Zeit: 9.00 bis 17.00 UhrTagungsort: BadenKosten: CHF 180.–
Mitglieder energiecluster.ch CHF 120.–
Anmeldung und weitere Auskünfte: www.energie-cluster.ch
03-08 technica 9
Die Jahrestagung 2008 des energie-cluster.ch steht im Zeichen derEnergieforschung und der Umsetzung im Bau-, Haustechnik- undEnergiebereich. Im Energiekanton Aargau, konkret in der traditio-nellen und zukunftsorientierten Energiestadt Baden, werden For-schungspotenziale, Standortanforderungen und Chancen des Clu-ster-Ansatzes im Rahmen der Jahres-tagung konkret sichtbargemacht.
Energieforschung – die Chancen und Möglichkeiten
Auftragsfertigung von komplexen Einzelteilen und Serien auf modernstenBearbeitungszentren (Drehen/Fräsen).
Top-Aktuell: 7-Achsen-Fräs-Zentrum für die Komplettbearbeitung
Im Ifang 2 - CH-5001 AarauEgli Maschinenbau AG
Telefon 062 824 22 89www.egli-cnc.ch
ab Stange bis Ø 100 in höchster Präzision.
high quality production
2_Egli_def_bearb.indd 1 24.12.2007 10:31:22 Uhr

Export-ForumExport-ForumIN ZUSAMMENARBEIT MIT OSEC BUSINESS NETWORK SWITZERLAND
10 technica 03-08
Die Suhner Abrasive Expert AG istTeil der Suhner Group und imMarkt mit Schleifmaschinen undSchleifmitteln tätig. Via Tochter-gesellschaften und sechzig Agen-ten weltweit vertreibt das Unter-nehmen rund 80% seiner Produk-te im Ausland. Nebst demHeimmarkt sind die Nachbarlän-der zentral, aber auch Russlandund das übrige Osteuropa.Schon einmal, bis zur Asienkrise1997, waren die Brugger in den Ti- Hub in Bangkok ab. Aus einer
Longlist von potenziellen Partnernwurden drei Firmen ausgewähltund vor Ort besucht. Mit demschon zu Beginn definierten Kron-favoriten, Diethelm, konnte mansich schliesslich einigen undunterschrieb im April die Verträge.Bereits im März reiste Annaheimins Land und besuchte erste Kun-den. Inzwischen seien die «DemoTools» gerüstet, sodass im Früh-herbst erste konkrete Geschäfteabgewickelt werden können, wieAnnaheim hofft.
Die Suhner Abrasive Expert AGwird zum Osec-Stammkunden.Neben Thailand setzte man auchfür Hongkong, die Ukraine und das Baltikum auf die Dienste desBusiness-Netzwerks.
Zum zweiten Mal wagt die Suhner Abrasive Expert AG denMarkteintritt in Thailand. Diesmal liessen sich die Bruggervon Osec Business Network Switzerland beraten. Und sie bereuten es nicht: «Dank Osec haben wir viel Zeit undGeld gespart. Ich würde sofort wieder mit dem Business Network zusammenarbeiten», kommentiert Olivier W.Annaheim, Area Sales Manager Asia, Suhner AbrasiveExpert AG, die Zusammenarbeit.
Suhner Abrasive Expert AG in Thailand
Neuer Anlauf in den Tiger-Staaten
Olivier W. Annaheim, Area SalesManager Asia, Suhner AbrasiveExpert AG: «Thailand bietetheute eine gewisse Stabilität,und das Land wird auch im High-end-Segment, in dem wir tätigsind, interessant.»
Suhner-Oberflächenbearbeitungswerkzeuge werdenbald auch in Thailand im Einsatz stehen.
InfosSuhner Abrasive Expert AGOberflächentechnik5200 Brugg AG056 464 28 [email protected]
ger-Staaten aktiv, zogen sich dannaber zurück. Im Frühling 2006 fielder Entscheid, den Neustart zu wagen, wobei neben China undMalaysia auch Thailand erschlos-sen werden sollte. Laut Olivier W.Annaheim, Area Sales ManagerAsia, sprach man sich für einenkompletten Neuanfang aus und reaktivierte die bestehenden Kon-takte nicht.
Erste Geschäfte in SichtMit exaktem Bedürfnis- und Händ-lerprofil wandte man sich an RolfM. Noll, Osec-Senior Consultant.Dieser wickelte das Mandat ge-meinsam mit dem Swiss Business
Rollen undRäder Generalvertretung
BAUMGARTNER AGTelefon 044 847 64 64 Telefax 044 847 64 65 8108 Dällikonwww.baumgartnerag.ch e-mail: [email protected]
jeder Art und für alle Zweckedirekt ab unserem Lager
Kata
logb
este
llen
oder
als
PDF-
Down
load


12 technica 03- 08
SCHWEIZERISCHE MASCHINEN-,
ELEKTRO- UND METALL-INDUSTRIE
KIRCHENWEG 4, 8008 ZÜRICH
TEL. 044 384 41 11, FAX 044 384 42 42
Selten konnte Swissmem (Ver-band der schweizerischen Ma-schinen-, Elektro- und Metall-Industrie) derart gute Zahlen präsentieren. Die beim Swissmemgemeldeten schweizerischenUnternehmen der MEM-Industriekonnten im Jahr 2007 die Expor-te um 12% auf 78 Mrd. Frankensteigern, bei den Umsätzen resul-tierte ein Plus von 14%. Für daslaufende Jahr rechnen die Swiss-mem-Mitgliedunternehmen miteiner weitgehend stabilen Markt-entwicklung.
VorjahresergebnisseübertroffenDie Auftragseingänge der 290Swissmem-Meldefirmen nahmen
im 2007 stark zu und verzeichne-ten eine Steigerungsrate von22,3%. Dabei wuchsen die Auf-träge aus dem Ausland (21,3%)ähnlich stark wie jene aus dem In-land, die sich gegenüber dem Vor-jahr um 25,8 % erhöhten. Die Ex-portquote lag Ende 2007 bei80,5%. Im vierten Quartal 2007erhöhten sich die Auftragsein-gänge im Quartalsvergleich um14,4%. Sowohl beim Ausland-(14,9%) als auch beim Inlandge-schäft (12,4%) konnten die gutenVorjahresergebnisse übertroffenwerden.
Mehr als 13 000 StellenDie Umsätze der MEM-Industriestiegen 2007 im Vergleich zum Vor- wickelte sich dank des soliden
Wachstums der Weltwirtschaftsehr erfreulich.
PersonenfreizügigkeitgefordertDer freie Personenverkehr ist nichtnur für die MEM-Industrie, son-dern für den gesamten Wirt-schaftsstandort Schweiz von zen-traler Bedeutung. Die Verhinderungspolitik gewisserKreise hält Swissmem für wirt-schaftlich schädlich und politischfahrlässig, denn damit werden dieBilateralen Verträge als Ganzes ge-fährdet. -böh-
Selten war die Stimmung zur Jahrespressekonfe-renz des Swissmem so ausgezeichnet. Denn dieSchweizer Wirtschaft boomt wie lange nicht mehr.Es wurde sogar argumentiert, dass man über eine gewisse Abschwächung des derzeitigen Wirtschaftsbooms nicht ganz unglücklich wäre.Danach sieht es aber derzeit nicht aus.
Swissmem fordert Personenfreizügigkeit
MEM-Industrie: Exzellente Aussichten
Technica-Kommentar
Europa und Asien stark – USA schwächelnWie es scheint, spielt die Wirtschaft der USA nicht mehr die ent-scheidende Rolle für die Schweiz wie bisher. Denn obwohl dieSchweizer Exporte in die USA sich nicht steigern konnten, verlief derGeschäftsverlauf der Schweizer MEM-Industrie herausragend, dankEuropa und Bereichen von Asien. Die Entwicklung der Exporte im Jahresvergleich zeigte in allen wich-tigen Wirtschaftsräumen – mit Ausnahme der USA, Japan und Süd-korea – eine positive Tendenz auf. In den westeuropäischen Märkten(EU und EFTA) – wohin zwei Drittel der Schweizer Exporte gehen –nahmen die Verkäufe um 13,3% zu. Im Hauptabsatzmarkt Deutsch-land gab es einen Exportzuwachs von 14,0%, gefolgt von Italien mit13,5% und Frankreich mit 13,2%. In Asien – mit einem Exportanteil von 15,2% die zweitwichtigste Ab-satzregion für die schweizerische MEM-Industrie – betrug das Export-wachstum 11,1%. Positive Wachstumsraten zeigten China (+23,3%),Singapur (+16,4%) und Indien (+10,1%). Die Exporte nach Japan (–2,9%) und Südkorea (–7,5%) waren hingegen rückläufig. Auch dieExporte in die USA – mit einem Exportanteil von 8,8% der drittwich-tigste Absatzmarkt – blieben mit (–0,2%) knapp unter Vorjahresniveau. Das ist an und für sich keine positive Nachricht, aber: die USA scheinenmittlerweile nicht mehr den überragenden Einfluss auf die Weltwirt-schaft zu haben. Das wäre generell zu begrüssen. Denn die Konjunktur-zyklen der USA waren für den Europäischen Wirtschaftraum von über-ragender Bedeutung – im Positiven, wie im Negativen. Vielleicht ist das – mit dem Zusammenbruch des Sozialismus und der Öffnung neu-er Märkte – jetzt Vergangenheit.
Matthias Böhm Stv. Chefredaktor, Technica
Alle an der Swissmem-Jahrespressekonferenz anwesenden Vertretermachten sich für die Personenfreizügigkeit stark (v.l.n.r.): Dr. Ulf Berg(Mitglied des Swissmem-Vorstandsausschusses, Präsident des Verwal-tungsrates Sulzer AG, Winterthur), Valentin Vogt (Mitglied des Swiss-mem-Vorstandsausschusses, CEO Burckhardt Compression AG, Winter-thur), Hans-Ulrich Bigler (Direktor Swissmem), Hans Hess (Vizepräsi-dent Swissmem, Mitglied des Verwaltungsrates Geberit AG, Jona).
jahr um 13,9%. Der Auslandum-satz nahm um 13,6% zu, jener imInland um 14,8%. Die gute Kon-junkturlage schlug sich auch in ei-ner erhöhten Beschäftigung nie-der: Innerhalb eines Jahres schu-fen die Unternehmen 13 706(4,2%) Vollzeitstellen, im Dreijah-resvergleich betrug der Zuwachs31 897 Stellen (10,4%). DieMEM-Industrie verzeichnete im 3.Quartal 2007 insgesamt 338785Vollzeitbeschäftigte, die Kapazi-tätsauslastung lag per Ende Jahrauf Vorjahresniveau bei 90,9%. Der Geschäftsgang der SchweizerMEM-Industrie im Jahr 2007 ent-
Perfekt für Sie gemacht.
www.mapal.de
22 Zähne aus Diamant.
Für 24.000 Zylinderblöcke aus AlSi9Cu3.
Und besonders große Herausforderungen.
Reiben | Feinbohren | Aufbohren | Bohren Fräsen Aussteuern | Spannen | Dienstleistungen
Seine Stärke zeigt der HP-FaceMill von MAPAL insbesondere in HPC-Anwendungen oderbeim Bearbeiten labiler Bauteile. Und das bei Schnitttiefen bis zu 10 mm. Das Ergebnis:Sichere Prozesse mit gesteigertem Zeitspanvolumen, höchste Oberflächengüte, keineNebenzeiten sowie mehrfach höhere Standzeiten.Spitzentechnologie von MAPAL macht auch Sie erfolgreicher. Denn wir sind die Spezialisten:Für individuelle Bearbeitungslösungen mit höchster Präzision und Wirtschaftlichkeit.
Besuchen Sie uns auf der METAV in Düsseldorf, Halle 4, Stand D22.
Fokus-Thema: Produktivität steigern - Standort sichern
Das Fertigungs-Unternehmen R.Arnold AG in Schattdorf ist jungund alteingesessen zugleich. Alt-eingesessen, weil es eine langeTradition hat, und jung, weil Ro-land Arnold es erst vor wenigenJahren vom damaligen Firmenin-haber übernommen und komplettmodernisiert hat. Modernisierenheisst in diesem Fall: ein höchstproduktiver Maschinenpark, umwirtschaftlich zu agieren.
Komplexe und präzise DrehteileDie R. Arnold AG ist auf Drehteilekonzentriert mit zum Teil erheb-lichen Fräsanteilen. Nach Aussa-ge von Inhaber Roland Arnoldlohnt sich die Fertigung insbeson-dere dann, «wenn die Werkstückekomplex und aus schwierig zu zer-spanenden Materialien sind. Geldverdienen wir mit Werkstückenaus schwierigen Materialien, dieQuerbearbeitungen, Rückseiten-bearbeitungen und enge Toleran-zen haben, im Prinzip dort, wo wirdie Maschinentechnologie ausrei-zen können. Generell bewegt sichdas Werkstoffspektrum von Kunst-stoff über rostfreie Stähle bis hinzu Buntmetallen. Stark sind wirzudem im rostfreien Bereich.»
zirka 80 mm gehts ab der Stange,darüber sorgt ein Roboter für dasTeilehandling. Der Maschinenparkwurde sorgfältigst vom Firmenin-
haber Roland Arnold ausgewählt:Was zählt sind Produktivität, Zu-verlässigkeit, Flexibilität und Prä-zision.
CNC-Drehzentrum sorgt für prozesssichere Teilefertigung
«Im Ausland drehen Sie nicht schneller»
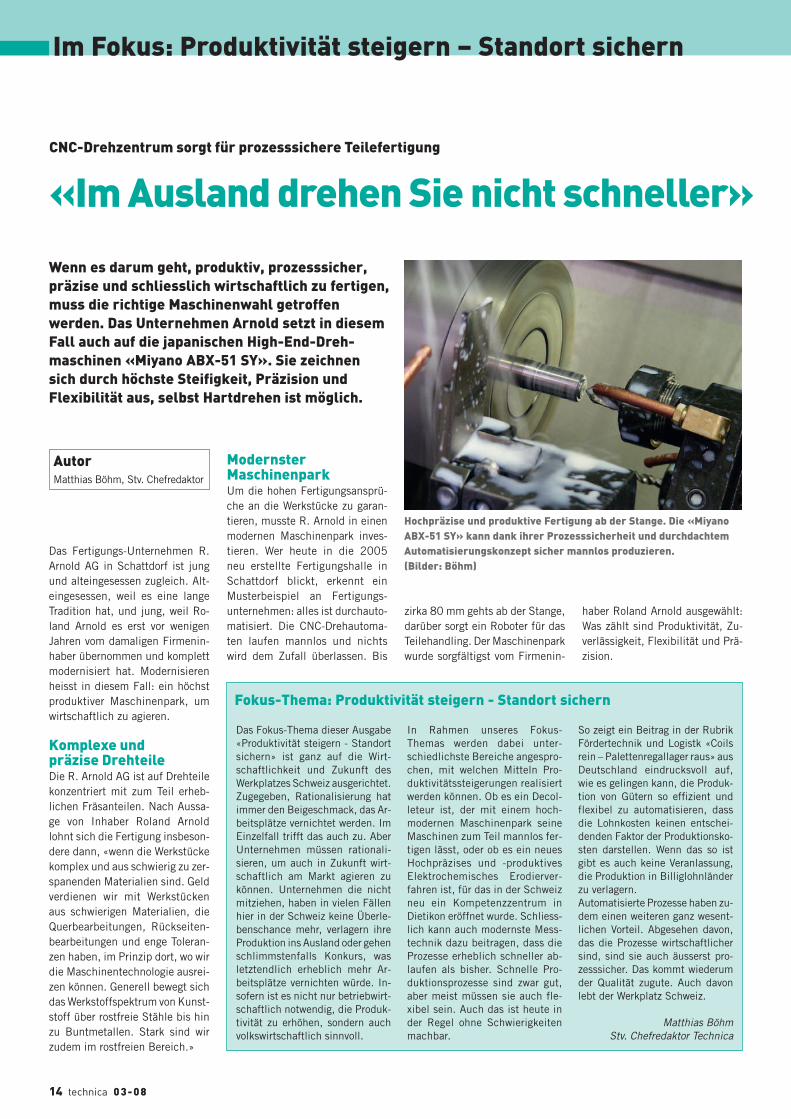
Wenn es darum geht, produktiv, prozesssicher,präzise und schliesslich wirtschaftlich zu fertigen,muss die richtige Maschinenwahl getroffen werden. Das Unternehmen Arnold setzt in diesemFall auch auf die japanischen High-End-Dreh-maschinen «Miyano ABX-51 SY». Sie zeichnensich durch höchste Steifigkeit, Präzision und Flexibilität aus, selbst Hartdrehen ist möglich.
Hochpräzise und produktive Fertigung ab der Stange. Die «MiyanoABX-51 SY» kann dank ihrer Prozesssicherheit und durchdachtemAutomatisierungskonzept sicher mannlos produzieren. (Bilder: Böhm)
14 technica 03- 08
Modernster MaschinenparkUm die hohen Fertigungsansprü-che an die Werkstücke zu garan-tieren, musste R. Arnold in einenmodernen Maschinenpark inves-tieren. Wer heute in die 2005 neu erstellte Fertigungshalle inSchattdorf blickt, erkennt ein Musterbeispiel an Fertigungs-unternehmen: alles ist durchauto-matisiert. Die CNC-Drehautoma-ten laufen mannlos und nichtswird dem Zufall überlassen. Bis
Im Fokus: Produktivität steigern – Standort sichern
AutorMatthias Böhm, Stv. Chefredaktor
Das Fokus-Thema dieser Ausgabe«Produktivität steigern - Standortsichern» ist ganz auf die Wirt-schaftlichkeit und Zukunft desWerkplatzes Schweiz ausgerichtet.Zugegeben, Rationalisierung hatimmer den Beigeschmack, das Ar-beitsplätze vernichtet werden. ImEinzelfall trifft das auch zu. AberUnternehmen müssen rationali-sieren, um auch in Zukunft wirt-schaftlich am Markt agieren zukönnen. Unternehmen die nichtmitziehen, haben in vielen Fällenhier in der Schweiz keine Überle-benschance mehr, verlagern ihreProduktion ins Ausland oder gehenschlimmstenfalls Konkurs, wasletztendlich erheblich mehr Ar-beitsplätze vernichten würde. In-sofern ist es nicht nur betriebwirt-schaftlich notwendig, die Produk-tivität zu erhöhen, sondern auchvolkswirtschaftlich sinnvoll.
In Rahmen unseres Fokus-Themas werden dabei unter-schiedlichste Bereiche angespro-chen, mit welchen Mitteln Pro-duktivitätssteigerungen realisiertwerden können. Ob es ein Decol-leteur ist, der mit einem hoch-modernen Maschinenpark seineMaschinen zum Teil mannlos fer-tigen lässt, oder ob es ein neuesHochpräzises und -produktivesElektrochemisches Erodierver-fahren ist, für das in der Schweizneu ein Kompetenzzentrum inDietikon eröffnet wurde. Schliess-lich kann auch modernste Mess-technik dazu beitragen, dass dieProzesse erheblich schneller ab-laufen als bisher. Schnelle Pro-duktionsprozesse sind zwar gut,aber meist müssen sie auch fle-xibel sein. Auch das ist heute inder Regel ohne Schwierigkeitenmachbar.
So zeigt ein Beitrag in der RubrikFördertechnik und Logistk «Coilsrein – Palettenregallager raus» ausDeutschland eindrucksvoll auf,wie es gelingen kann, die Produk-tion von Gütern so effizient undflexibel zu automatisieren, dassdie Lohnkosten keinen entschei-denden Faktor der Produktionsko-sten darstellen. Wenn das so istgibt es auch keine Veranlassung,die Produktion in Billiglohnländerzu verlagern. Automatisierte Prozesse haben zu-dem einen weiteren ganz wesent-lichen Vorteil. Abgesehen davon,das die Prozesse wirtschaftlichersind, sind sie auch äusserst pro-zesssicher. Das kommt wiederumder Qualität zugute. Auch davonlebt der Werkplatz Schweiz.
Matthias BöhmStv. Chefredaktor Technica

Durchdachtes MaschinenkonzeptZu seiner Maschinenauswahl sagtRoland Arnold prägnant: «Wir ha-ben eigentlich nur produktive Ma-schinen. Wenn eine Maschinenicht passt, dann schmeissen wirsie raus.» Er gibt dazu auch gleichein Beispiel: «Ich hatte auchschon taiwanesische Maschinen,aber das lohnt sich nicht. Es ist so,die Miyano ist durchdacht, dieläuft einfach. Die Teileentnahme istbeispielsweise bei der Miyano di-rekt integriert, da tropft nichts und
bei der Werkstückentnahme sindkeine Späne dabei. Das sind De-tails, aber die sind wichtig.» RolfJauch, Verkaufsleiter bei Newe-mag sagt dazu, das «mittlerweileca. 400 Miyano-Maschinen imSchweizer Markt sind, deren An-wender genau diese Details sehrschätzen.»
Jahrhundert-HochwasserDass die Wahl auf die japanischeMiyano-Drehmaschine im Jahr2005 fiel hat aber auch mit dem
Der Maschinenraum: Die Hauptspindel und die Gegenspindel sindmit C-Achsen und der obere Revolver mit einer Y-Achse ausgerü-stet. Die Übergabe von der Haupt- zur Gegenspindel kann bei vollerDrehzahl erfolgen.
Spezialisiert auf Dreh- und Dreh-Frästeile1986 wurde die Firma Fritz Hauser AG von Fritz Hauser als Mechani-sche Werkstatt, Décolletage in Steinhausen (ZG) gegründet. Er be-gann mit einer CNC-computergesteuerten Drehmaschine und diver-sen kleinen Kurvenautomaten mit der Herstellung von Drehteilen fürverschiedene Kunden in der Zentralschweiz. 1997 erfolgte ein ersterStandortwechsel nach Ebertswil (ZH). Der jetzige Inhaber Roland Ar-nold hatte sich bereits 1998 am Geschäft beteiligt und 2000 dasUnternehmen übernommen und in R. Arnold AG umbenannt. In2005 zügelte das Unternehmen nach Schattdorf, wo es im gleichenJahr zu der verheerenden Flutkatastrophe kam, die letztlich auch da-zu führte, dass das Unternehmen über einen hochmodernen Maschi-nenpark verfügt.Mit derzeit sechs Mitarbeitern setzt das Unternehmen voll auf Flexi-bilität im Drehteilesektor. R. Arnold sagt es so: «Wir sind klein undflexibel, obwohl wir im Moment sehr viel Arbeit haben. Die Idee ist,dass wir immer eine Maschine für Aufträge frei haben. Unser Teile-spektrum reicht von 3 bis 80 mm Durchmesser ab Stange, ab 80 mmmit Roboter. Drehen und Fräsen auf der Drehmaschine. Komplett-bearbeitung. Wir bearbeiten auch komplette Frästeile ab Stange.Allerdings muss man hier Stückzahlen haben, weil es sich sonstnicht lohnt einzurichten. Generell produziert das Unternehmen fürdie Branchen Maschinenbau, Sonnenstoren, Werkzeuge für die Auto-mobilindustrie sowie die Möbelindustrie.
ImLive-Training-CenteroptimierenSie inmehrerenStufeneinerealeMontageabteilung. Sie bauen innerhalb von drei Tagen bestehen-de Arbeitsplätze 1:1 um und verbessern ganz wesentlich Material-fluss, Bestände und Durchlaufzeit. Erleben Sie live den Unterschiedvon konventioneller Werkstattfertigung und hochproduktivemOne-Piece-Flow.
Wir begleiten aktiv die Umsetzung erfolgreicher Verbesserungs-projekte, – wir sind Ihr Partner auf dem Weg zu BestPractice!
L E A NPRODUCTION
L I V E
STAUFEN.AGBeratung.Akademie.Beteiligung
Birchstrasse 2CH-8472 Seuzach
+41 52 316 37-59
LIVE-
TRAINING-CENTER
Nehmen Sie teil:
15. –17.04.2008in Wetzikon
mit Besichtigungder Eugen Seitz AG
Jetzt anmelden!
Fortsetzung Seite 16

16 technica 03- 08
Im Fokus: Produktivität steigern – Standort sichern
Jahrhunderthochwasser vor 3 Jah-ren in Schlattdorf zu tun und dassder WerkzeugmaschinenspezialistNewemag zwei nagelneue Miyanoam Lager hatte. Kurz: das Hochwasser stand in2005 1,5 Meter hoch in der Ma-schinenhalle – noch heute an denWänden «ablesbar» – und hattepraktisch den gesamten Maschi-nenpark vernichtet. Gleichwohl,die Aufträge mussten abgearbeitetwerden und so war Not am Mann:neue Maschinen mussten her. Ne-wemag bot R. Arnold zwei Miyano-Drehmaschinen BNE-51 SY abLager an, die zwar nicht 99%ig insein Portfolio passten, aber mitdenen er temporär und vor allemsofort loslegen konnte – gesagt ge-tan. Nur drei Wochen nach demJahrhundert-Hochwasser flogenbei der R. Arnold AG bereits wie-der die Späne – und das nicht zuknapp.
Die Stärken der japanischen MaschinenDie japanischen WZM zeigten da-bei ihre Stärken: höchste Präzi-sion kombiniert mit optimaler Pro-zesssicherheit, nur die Flexibilitätliess ein wenig zu wünschen übrig.Nach einem Jahr suchte dasUnternehmen Arnold flexiblereNachfolgemaschinen für die bei-den Miyano. Weil die bisherigenMiyano hervorragende Arbeit lie-ferten und Roland Arnold zu100% überzeugten, fiel die Wahlauf den gleichen Hersteller aber
flexiblere Modelle: zwei «MiyanoABX-51 SY». Mit acht Achsen,zwei Revolvern à 12 Werkzeuge,Hauptspindel und Gegenspindel,Stangelader sowie einer Fanuc Se-ries 31i, Modell A. Die Fanuc-Steuerung eignet sichausgezeichnet für die Maschinen-programmierung und ist hochpro-duktiv. Was Roland Arnold be-sonders gefällt, ist das sehr ein-fache Kopieren von Programmenoder Teilen davon: «Das geht rela-tiv flott. Für normale Drehteile be-nötige ich im Prinzip kein CAM-System. Gleichwohl, machen wirschwierigere Werkstücke auch amPC und übertragen das NC-Pro-gramm auf die Maschine.»
Simultanbearbeitungmit 2 RevolvernDamit die Revolver auch simultanan einer Achse zerspanen können,ist ein Revolver unten links undder andere Revolver oben rechtsim Bearbeitungsraum installiert.Alle Positionen können mit ange-triebenen Werkzeugen bestücktwerden. Total kann man auf die-sem Drehzentrum mit 24 ange-triebenen Werkzeugen arbeiten. R. Arnold sagt in diesem Zu-sammenhang aber, dass er «maxi-mal 4 angetriebene Werkzeuge proRevolver einsetzt». Gleichwohl,mit erhöhten Achsvorschüben und2 Revolvern, welche eine Simul-tan-Bearbeitung zulassen, kanndie Produktivität um ein Mehr-faches erhöht werden.
Werkstückübergabe bei voller DrehzahlDie Hauptspindel und die Gegen-spindel sind mit C-Achsen und derobere Revolver mit einer Y-Achseausgerüstet. Es besteht generelldie Möglichkeit, mit beiden Re-volvern auf der Haupt- oderGegenspindel zu zerspanen. Die-ses Maschinenkonzept erlaubt ei-
ne optimale Bearbeitung mit sehrgeringen Stillstandzeiten. «Damitkeine Zeit verloren geht, kann dasWerkstück zur Rückseitenbearbei-tung sogar bei voller Drehzahl andie Gegenspindel übergeben wer-den», sagt R. Jauch.Wenn die Maschinen mannlos be-trieben werden, muss auch derSpänefluss sichergestellt sein.
Ausgezeichneter WZM-SpezialistDer WZM-Spezialisten Newemag betreibt heute weit mehr als nurWZM-Handel. Das Unternehmen ist ein ausgezeichneter Fertigungs-spezialist mit dem Fokus auf Automatisierungskonzepte. Das bestä-tigt auch Geschäftsführer und Inhaber Pirmin Zehnder in einem kur-zem Gespräch mit der Technica-Redaktion: «Modernste Automatisie-runglösungen im Fertigungssektor sind eine ganz wichtigestrategische Ausrichtung unseres Unternehmens.» Aber das Unternehmen ist heute mehr Generalist und Fertigungs-spezialist als Händler. Wenn es beispielsweise darum geht, Machbar-keitsstudien oder die Wirtschaftlichkeit von Maschineninvestitionenzu prüfen, ist man bei dem Rotkreuzer Unternehmen an der richtigenAdresse. Rolf Jauch: «Wir garantieren, das ein mit dem Kunde defi-niertes Teilespektrum in einer bestimmten Zeit mit entsprechenderLosgrösse wirtschaftlich hergestellt werden kann. Wir haben hierfüreine Abteilung die solche Projekte und Zeitstudien analysiert und realisiert. Zudem haben wir auch Unterstützung vom europäischenMiyano-Headquarter bei Düsseldorf. Allerdings muss ich betonen, die Spezialisten sind immer die Maschinen-Anwender beim Kunden.Denn nur mit ihnen gemeinsam kommen wir zum Ziel.»Auch in Hinsicht auf den Service betont R. Jauch den hohen techni-schen Standart von Newemag: Unsere Maschinen sind alle für einemoderne Datenübertragung vorbereitet.Schliesslich konnte die Technica-Redaktion noch die Firma Newe-mag in Rotkreuz besuchen. Hier fällt zum einen das sehr gut einge-richtete Ersatzteillager auf, als auch der bemerkenswerte Lagerbe-stand sofort verfügbarer neuer Werkzeugmaschinen. Erich Haberma-cher, Verkaufs-Koordination bei Newemag betont in diesemZusammenhang. « Wir haben immer einige neue Werkzeugmaschinenam Lager. So können wir unsere Kunden im Bedarfsfall sofort unter-stützen. Schliesslich war dies auch eine Erfolgsstrategie bei unseremKunden R. Arnold.»
Roland Arnold (rechts im Bild, Inhaber R. Arnold AG) ist von derQualität und Produktivität der Miyano überzeugt. Erich Habermacher(links im Bild, Verkaufskoordination Newemag) und Rolf Jauch (Ver-kaufsleiter Newemag) betonen zudem die hohe Zuverlässigkeit undFlexibilität der Maschinen.
Typisches Werkstück, das auf der «Miyano ABX-51 SY» gefertigtwurde.

03-08 technica 17
Hierfür sorgt die 30°-Schrägbett-Konstruktion.
Maschinen sind sehr flexibelDoch noch einmal zum Thema Ma-schinenflexibilität. Denn hierfürwaren die Miyanos bisher nichtwirklich bekannt. Rolf Jauch sagtdazu Folgendes: «Wusste man imMarkt bis vor 10 Jahren, dass Mi-yano exzellent für grosse Seriendie ideale Maschine im Décolle-tage-Bereich baut, so ist jetzt fest-zuhalten, dass die «ABX-Maschi-nen» sich ideal sowohl für Klein-serien als auch Grossserien eig-nen. Ihre Flexibilität hat sichgegenüber den Vorgängermodel-len enorm erhöht. Gleichwohl sinddie bisherigen Werte wie Präzi-sion, Automation und Prozesssi-cherheit weiterhin Spitzenwerte.»Dass die Prozesssicherheit stimmt,zeigt sich am mannlosen Betrieb.Derzeit fährt das Unternehmen im
1-Schicht-Betrieb. Gleichwohl lau-fen die Maschinen zirka 15 Stun-den pro Tag, je nach Auftragslagewerden die Maschinen auch amWochenende mannlos betrieben.
Exzellente thermische StabilitätUm die hohe Prozesssicherheit zugarantieren, muss die Maschine überstatische, dynamische und thermi-sche Stabilität verfügen. Hier bringtdie Miyano Spitzenleistungen. Sieist äusserst stabil konzipiert. Ein be-sonderes Merkmal des japanischenWZM-Spezialisten sind die hoch-steif ausgeführten Flachführungenaller Längs- und Querachsen. Und:alle Führungen sind geschabt. Bei einem Verfahren, bei dem ei-gentlich die Schweizer WZM-BauerSpitzenreiter sind, beherrschenauch die Japaner das Handwerkausgezeichnet. «Abgesehen davon,dass geschabte Führungen präzisersind, sind sie auch langlebiger»,
fügt R. Jauch hinzu. Das berichtenihm seine Kunden, die bereits mehrals 10 Jahre mit den Maschinen ar-beiten. Nebenbei bemerkt: die Fir-ma Newemag ist sogar in der Lage,die Führungen zu regenerieren, sieschabt Führungen bei Bedarf nachund so laufen sie wieder über Jahre.
Integrierter KühlmitteltankPräzision wird also grossgeschrie-ben, das zeigt sich auch am sehrguten thermischen Verhalten derMaschine. Eine exzellente thermi-sche Stabilität erreicht die Maschi-ne zum einen durch eine durch-gängige Gusskonstruktion und zumandern durchden integ-riertenKühlwassertank, der für eine aus-gezeichnete Wärmestabilität sorgt. Letztlich wirkt sich das auf die Teile-genauigkeit aus, R.Arnold: «N6er-Qualität kann problemlos gefertigtwerden auf den Miyanos.» RolfJauch ergänzt: «Aber auch Hart-
drehen ist machbar, das liegt ander sehr stabilen Auslegung derMaschine.»
Exakt und stabil: WerkzeugschnittstellenWenn ein Maschinenkonzept aufSteifigkeit ausgelegt ist, dann mussalles stimmen bis hin zur Werk-zeugschneide: Etwas Besonderessind die Schnittstellen zwischenRevolver und Werkzeug. Auch hiersetzt der japanische Werkzeugma-schinenspezialist auf Steifigkeitund Präzision pur. Roland Arnold:«Die mit Passstiften versehenenWerkzeughalter werden einfach aufden Revolver gesteckt, mit vierSchrauben angezogen und sie pas-sen, ohne dass wir sie nachjustie-ren müssen. Das ist richtig gut.»R. Jauch ergänzt: «Ab Mitte Jahrhaben wir auf allen Maschinen dasgleiche Werkzeughaltersystem.Sowohl auf kleinen als auch aufden grossen Maschinen kann der
Präzise, komplex und schwierig zu zerspanen: typisches Teilespektrum bei der R. Arnold AG, das in den meisten Fällen direkt von der Stange gefertigt wird.
Die Werkzeugrevolver-Werkzeug-Schnittstelle ist auf Steifigkeit pur ausgelegt. Im rechten Bild die Rückseitenbearbeitung mit dem zweitenRevolver auf der Gegenspindel.

18 technica 03- 08
Im Fokus: Produktivität steigern – Standort sichern
zeugbrüche und erheblich wenigerWerkzeugverschleiss auf der Mi-yano hat, im Vergleich mit einerähnlichen Maschine eines euro-päischen Herstellers.» R. Jauch: «Die Aussage kann ichunterstreichen. Unsere deutschenMiyano-Kollegen haben in diesemZusammenhang den Werkzeugver-schleiss verglichen. Dabei wurdenauf unterschiedlichen Maschinendie gleichen Schnittmeter gefah-ren. Die Miyanos weisen erheblichweniger Werkzeugverschleiss aufals Vergleichsmaschinen. In derPraxis hat sich gezeigt, dass alleindas Maschinenkonzept bessereStandzeiten bringt.» Generell istfestzuhalten, dass das Maschi-nenkonzept der Miyano 100 Pro-zent durchdacht ist und für höchstanspruchsvolle und vor allem wirt-schaftliche Drehteilefertigungkonzipiert ist.
Maschinenverfügbar-keit garantiertDoch die beste Maschine nutzt nurwenig, wenn der Service nichtstimmt. Der Service ist ein ganzwesentliches Element, sagt R. Ar-nold. Nach R. Arnold sind die häu-figsten Fehlerquellen «Sensoren,die verklebt sind. Dabei muss ichsagen, dass der Service von Ne-wemag bisher immer einwandfreifunktioniert hat».Rolf Jauch: «Wenn die Maschineneu ist, muss sie 7–8 Jahre laufen.Wir haben bei Newemag 16 Perso-nen im Service, was uns ganz wich-tig ist: Wenn uns ein Kunde amMorgen anruft, sollte er am glei-chen Tag etwas von unseren Servi-cetechnikern hören. Um die Ma-schinen schnell zum Laufen zubringen, haben wir bei Newemagein sehr gut eingerichtetes Ersatz-
InfosNEWEMAG Werkzeugmaschinen 6343 Rotkreuz 041 798 31 [email protected] www.newemag.ch
Anwender:R. Arnold AG6467 Schattdorf041 871 00 [email protected]
Automatisierungskonzept: Ab der Stange werden die Werkstücke gefertigt und von dem spänegeschützten Teilefänger dem Förderband zugeführt.
teillager. Für die Miyano-Maschi-nen ist das europäische Zentralla-ger in Erkrath bei Düsseldorf opti-mal gelegen. Von dort werden wirsehr gut bedient. Steuerungstech-nisch läuft es direkt über Fanuc.Wir versuchen alles, um unsereKunden bestmöglichen Service zugarantieren. Zur Not wird auchschon mal aus einer Lagermaschi-ne ein Bauteil ausgebaut.»
Standort SchweizZum Schluss noch ein Wort zumFertigungsstandort Schweiz. R.Arnold hebt die Stärken desStandortes hervor: «Ich denke, dieSchweiz ist für unseren Sektor einsehr guter Standort. Das Werkzeughabe ich einen Tag nach Bestel-lung und das Rohmaterial ist auchimmer lieferbar. Zudem verfügenwir über sehr gut ausgebildeteFachleute. Und wieso sollten wirteurer als das Ausland sein. Gut,wir müssen natürlich automatisie-ren und die Prozesse optimieren.Wenn wir das machen, können wirimmer ein wenig schneller drehen(liefern) als unsere Konkurrenz imAusland.» Das ist der kleine, aberfeine Unterschied.
Anwender die gleichen Werkzeugeeinsetzen.» Das war auch derGrund, warum Roland Arnold zweiMaschinen bestellt hat, wegen derspezifischen Werkzeug-Revolver-Schnittstellen. Denn so verteilensie die Werkzeugkosten auf zweiMaschinen.
Weniger WerkzeugverschleissLetztendlich wirkt sich die hoheStabilität der Miyano-Maschinenauf folgende Bereiche positiv aus:
– auf den Werkzeugverschleissund
– auf das Oberflächenbild unddie Präzision am Werkstück.
Allein das enorme Maschinenge-wicht von 9 Tonnen lässt auf Sta-bilität sondergleichen schliessen.R. Arnold sagt in diesem Zu-sammenhang, dass «der Werk-zeugverschleiss definitiv geringerist als auf vergleichbaren Maschi-nen. Erst kürzlich hatte mir dasmein Maschinenbediener wiederbestätigt, dass er kaum Werk-
HBd
Ist doch gerade die richtige Bühne, um ein paar wichtige Merkmale hervorzuheben:
Die Stahlteile: feuerverzinkt. Die Kolbenstangen: hartverchromt.
Beides also geschützt vor Rost und Korrosion und damit extrem robust und langlebig.
Deshalb zeigen sich unsere Hebebühnen allen Ansprüchen gewachsen.
Auch den gehobensten.
Aufzüge, Hebebühnen, Ladebrücken, Verladetechnik Postfach, 4002 Basel
Tel. 0848 88 90 88, Fax 061 319 66 [email protected], www.trapo.ch
Ein Unternehmen von ThyssenKrupp Aufzüge AG

WinkelgetriebeRéducteurs à revnoi d’angle
Axiale FreiheitLiberté axiale
0041 (0)26 492 99 11WWW.ASSAG.CH
03-08 technica 19
Brütsch/Rüegger AG, Werkzeuge und Normteile, Postfach, 8010 ZürichTel. +41 44 736 63 63, Fax +41 44 736 63 00, Internet: www.brw.ch, E-Mail: [email protected]
FUTURO – Die Markefür kühle Rechner mit Sinn für Qualität.
High Quality Tools. Gross in Qualität, klein im Preis.
FUTURO ist die Eigenmarke von Brütsch/Rüegger. Sie steht für ausgewählte Spitzenprodukte der Mess-, Montage- und Fertigungstechnik wie auch des Arbeitsschutzes.Jedes Produkt muss anspruchsvolle Testreihen bestehen, bevor es ins FUTURO-Sortiment aufgenommen wird.
2_FUTURO_bearbeitet.indd 1 20.2.2008 14:38:47 Uhr
20 technica 03- 08
Die Gebr. Bräm AG in Dietikon istnicht nur ein Erodierspezialistfür Präzisionsteile im Hart-/
Feinbereich, sondern auch Pionier indiesem Sektor in der Schweiz. DiesePionierrolle erfährt jetzt abermals ei-nen Schub, denn das Unternehmensetzt seit Kurzem auf ein neues hoch-produktives präzises elektrochemi-sches Erodierverfahren: Electro Che-mical Machining (ECM) und baut inder Schweiz ein Kompetenzzentrumfür das neue Erodierverfahren auf. Mitdiesem Verfahren können Werkstückehöchst produktiv und wirtschaftlichgeneriert werden, wie es bisher un-denkbar war. Neu ist vor allem die Prä-zision am Werkstück, die jetzt mitdem Precise-ECM-Verfahren erreichtwerden kann.
Die technologischenGrundlagenSpricht man von Electro ChemicalMachining (ECM), so muss ein Namegenannt werden: der englische Physi-ker und Chemiker Michael Faraday(1791–1867). Er gehört zu den gröss-ten Forschern des 19. Jahrhunderts.und gilt als Entdecker der Elektroly-se. Die «faradaysche Gesetze» (1832)beschreiben den Zusammenhang zwi-schen Ladung und Stoffumsatz beider Elektrolyse. Unter Elektrolyse ver-steht man die Aufspaltung einer che-mischen Verbindung (z. B. eine be-stimmte Metalllegierung) unter Ein-wirkung des elektrischen Stroms.
Anwendungen in der RaumfahrtDas ECM-Verfahren wurde erstmals1920 bei der Herstellung von Bohrun-gen angewandt. Bereits 1930 wurdeein funktionstüchtiges elektrochemi-sches Senkverfahren zum Patent an-gemeldet. In den 50er-Jahren fanddann das Verfahren erstmals Anwen-dung in der Luft- und Raumfahrt. Auf-grund seiner grossen verfahrensspe-zifischen Vorteile finden sich heuteECM-Bearbeitungsmaschinen (Sen-ken, Bohren, Entgraten, Polieren) invielen Produktionsbereichen u. a. inAutomobilindustrie, Medizinaltech-nik, Umformtechnik.
Ein altes Verfahren entwickelt sichzum hochproduktiven präzisenHightech-Prozess für Mittel- undGrossserien. Präzisionskomponen-ten, die aus Kostengründen inEuropa nicht mittels klassischer,abtragender Verfahren hergestelltwerden konnten, werden plötzlichwieder für den Standort Schweizinteressant. Möglich macht diesdas neu entwickelte elektro-chemische Abtragungsverfahren«Precise ECM».
Precise ECM: Elektrochemisches Abtragungsverfahren revolutioniert Fertigung
Neue Wunderwaffe in der Metallbearbeitung?
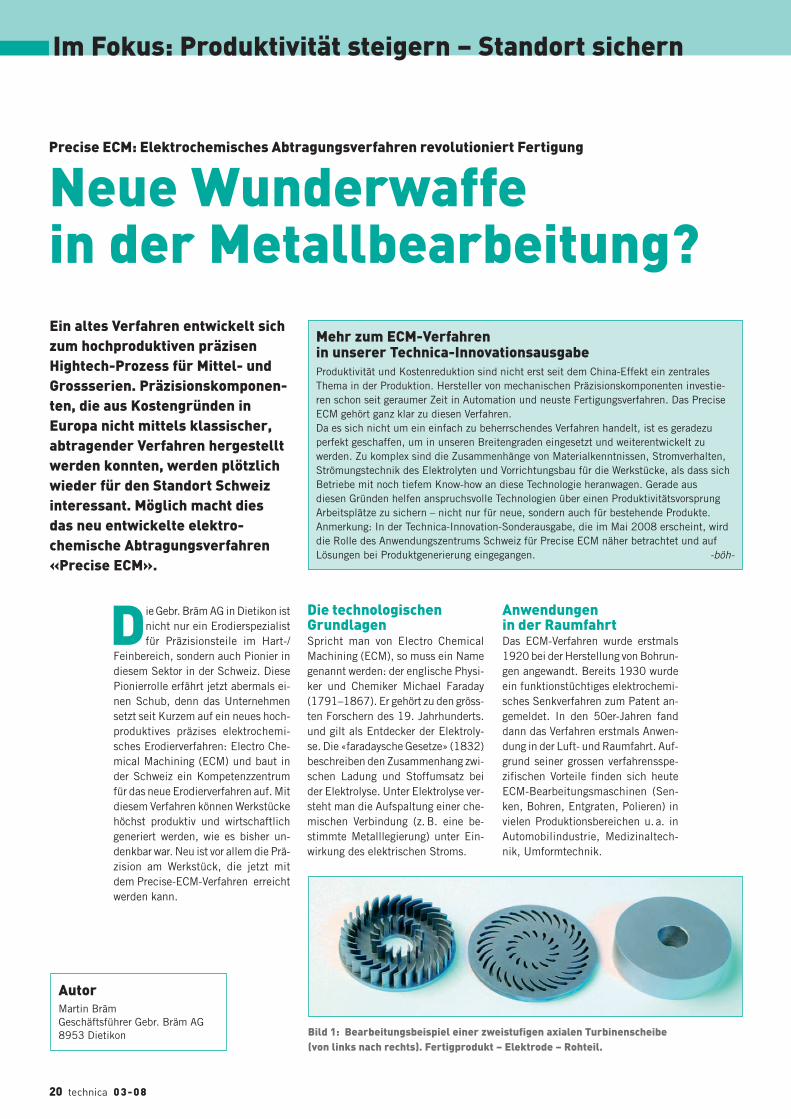
Bild 1: Bearbeitungsbeispiel einer zweistufigen axialen Turbinenscheibe(von links nach rechts). Fertigprodukt – Elektrode – Rohteil.
Im Fokus: Produktivität steigern – Standort sichern
Mehr zum ECM-Verfahren in unserer Technica-Innovationsausgabe Produktivität und Kostenreduktion sind nicht erst seit dem China-Effekt ein zentrales Thema in der Produktion. Hersteller von mechanischen Präzisionskomponenten investie-ren schon seit geraumer Zeit in Automation und neuste Fertigungsverfahren. Das PreciseECM gehört ganz klar zu diesen Verfahren. Da es sich nicht um ein einfach zu beherrschendes Verfahren handelt, ist es geradezu perfekt geschaffen, um in unseren Breitengraden eingesetzt und weiterentwickelt zu werden. Zu komplex sind die Zusammenhänge von Materialkenntnissen, Stromverhalten,Strömungstechnik des Elektrolyten und Vorrichtungsbau für die Werkstücke, als dass sichBetriebe mit noch tiefem Know-how an diese Technologie heranwagen. Gerade aus diesen Gründen helfen anspruchsvolle Technologien über einen ProduktivitätsvorsprungArbeitsplätze zu sichern – nicht nur für neue, sondern auch für bestehende Produkte.Anmerkung: In der Technica-Innovation-Sonderausgabe, die im Mai 2008 erscheint, wirddie Rolle des Anwendungszentrums Schweiz für Precise ECM näher betrachtet und aufLösungen bei Produktgenerierung eingegangen. -böh-
AutorMartin BrämGeschäftsführer Gebr. Bräm AG8953 Dietikon

Es war aber noch ein weiter Weg vomklassischen ECM zum Precise ECM,da die Oberflächengüte und Produk-tivität noch bedeutende Schritte ma-chen mussten.
Verwandschaft zur FunkenerosionDas grundlegende Prinzip des elektro-chemischen Abtragens ist die Auflö-sung eines als positiv gepolten,metallischen Werkstücks (Anode) ineinem elektrisch leitfähigen Medium(Elektrolyt). Der negative Pol (Kathode)ist die Elektrode.Der Prozess ist also im Grunde recht ein-fach. Je exakter die Beschaffenheit derElektrode (Geometrie und Oberfläche)und je näher die Elektrode an das Werk-stück geführt wird, desto genauer istauch das Abbild im Werkstück. Weite-re wichtige Prozessparameter werdenspäter noch aufgezeigt. Hier zeigt sichschon die Verwandtschaft des ECM-Ver-fahrens mit der Funkenerosion (EDM). Die Funkenerosion stellt eine derSchlüsseltechnologien für den For-men- und Werkzeugbau dar. Die
Senk-erosion ist ein hoch genauesVerfahren, ist aber vergleichsweiselangsam und somit teuer. Zudem er-zeugt die hohe Prozesstemperatur un-ter spezifischen Bedingungen Rand-zonenschäden am Werkstück sowieeinen unvermeidlichen Elektrodenab-brand.
Der Schritt vom ECM zum «Precise ECM» Das Precise ECM ist eine Weiterent-wicklung des elektrochemischen Sen-kens. Durch eine innovative Maschi-nenkonzeption und eine Verbesserungder Prozessführung konnten die Ein-satzmöglichkeiten des herkömm-lichen ECM-Senkverfahrens deutlicherweitert werden.
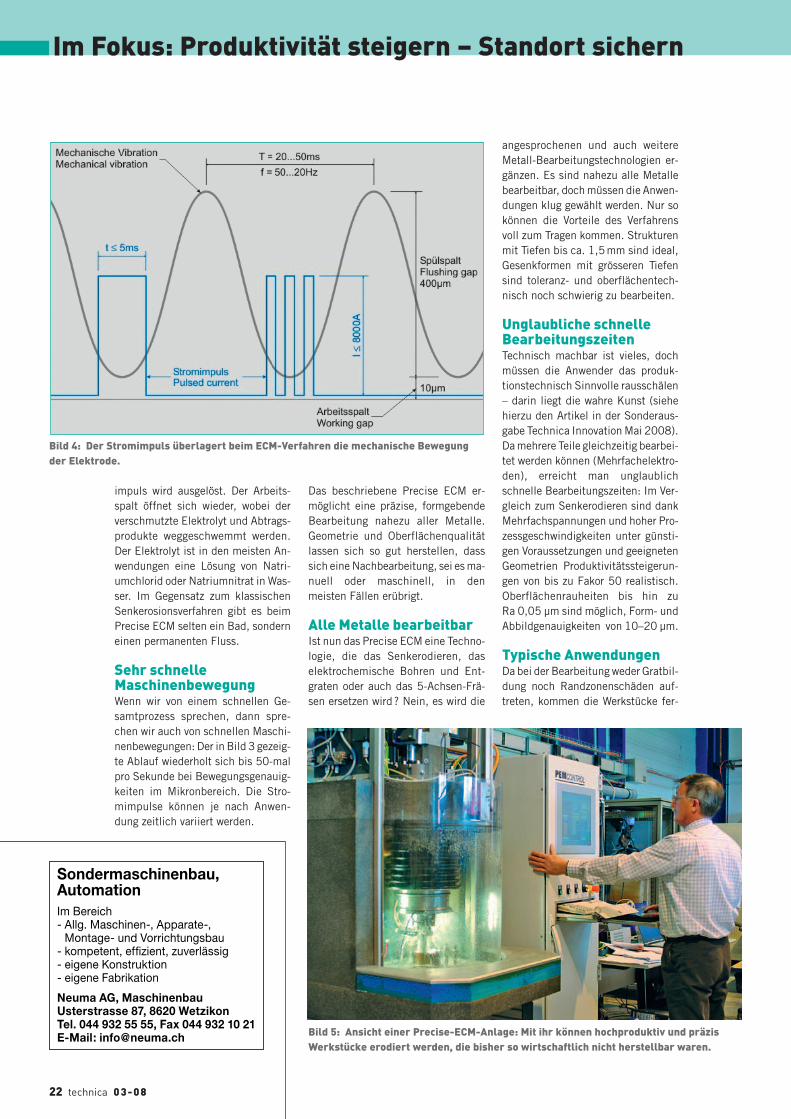
Der AbtragungsprozessDer Bearbeitungsprozess verläuftgrundsätzlich in drei Schritten (siehehierzu Bild 3).Der Arbeitsspalt öffnet sich und fri-scher Elektrolyt wird zugeführt. DerArbeitsspalt schliesst sich bis auf wenige µm und ein gesteuerter Strom-
Bild 2: Die elektrochemischen Grundlegen des ECM-Prozesses.
Bild 3: Elektrochemisches Senken: Der Bearbeitungsprozess verläuftgrundsätzlich in drei Schritten.
2_TA_3-08_bearb.indd 1 25.2.2008 14:32:19 Uhr
22 technica 03- 08
angesprochenen und auch weitereMetall-Bearbeitungstechnologien er-gänzen. Es sind nahezu alle Metallebearbeitbar, doch müssen die Anwen-dungen klug gewählt werden. Nur sokönnen die Vorteile des Verfahrensvoll zum Tragen kommen. Strukturenmit Tiefen bis ca. 1,5 mm sind ideal,Gesenkformen mit grösseren Tiefensind toleranz- und oberflächentech-nisch noch schwierig zu bearbeiten.
Unglaubliche schnelle BearbeitungszeitenTechnisch machbar ist vieles, dochmüssen die Anwender das produk-tionstechnisch Sinnvolle rausschälen– darin liegt die wahre Kunst (siehehierzu den Artikel in der Sonderaus-gabe Technica Innovation Mai 2008).Da mehrere Teile gleichzeitig bearbei-tet werden können (Mehrfachelektro-den), erreicht man unglaublichschnelle Bearbeitungszeiten: Im Ver-gleich zum Senkerodieren sind dankMehrfachspannungen und hoher Pro-zessgeschwindigkeiten unter günsti-gen Voraussetzungen und geeignetenGeometrien Produktivitätssteigerun-gen von bis zu Fakor 50 realistisch.Oberflächenrauheiten bis hin zu Ra 0,05 µm sind möglich, Form- undAbbildgenauigkeiten von 10–20 µm.
Typische AnwendungenDa bei der Bearbeitung weder Gratbil-dung noch Randzonenschäden auf-treten, kommen die Werkstücke fer-
Das beschriebene Precise ECM er-möglicht eine präzise, formgebendeBearbeitung nahezu aller Metalle.Geometrie und Oberflächenqualitätlassen sich so gut herstellen, dasssich eine Nachbearbeitung, sei es ma-nuell oder maschinell, in den meisten Fällen erübrigt.
Alle Metalle bearbeitbarIst nun das Precise ECM eine Techno-logie, die das Senkerodieren, daselektrochemische Bohren und Ent-graten oder auch das 5-Achsen-Frä-sen ersetzen wird ? Nein, es wird die
impuls wird ausgelöst. Der Arbeits-spalt öffnet sich wieder, wobei derverschmutzte Elektrolyt und Abtrags-produkte weggeschwemmt werden.Der Elektrolyt ist in den meisten An-wendungen eine Lösung von Natri-umchlorid oder Natriumnitrat in Was-ser. Im Gegensatz zum klassischenSenkerosionsverfahren gibt es beimPrecise ECM selten ein Bad, sonderneinen permanenten Fluss.
Sehr schnelle MaschinenbewegungWenn wir von einem schnellen Ge-samtprozess sprechen, dann spre-chen wir auch von schnellen Maschi-nenbewegungen: Der in Bild 3 gezeig-te Ablauf wiederholt sich bis 50-malpro Sekunde bei Bewegungsgenauig-keiten im Mikronbereich. Die Stro-mimpulse können je nach Anwen-dung zeitlich variiert werden.
Bild 4: Der Stromimpuls überlagert beim ECM-Verfahren die mechanische Bewegungder Elektrode.
Bild 5: Ansicht einer Precise-ECM-Anlage: Mit ihr können hochproduktiv und präzisWerkstücke erodiert werden, die bisher so wirtschaftlich nicht herstellbar waren.
Im Fokus: Produktivität steigern – Standort sichern
Sondermaschinenbau,AutomationIm Bereich- Allg. Maschinen-, Apparate-,
Montage- und Vorrichtungsbau- kompetent, effi zient, zuverlässig- eigene Konstruktion- eigene Fabrikation
Neuma AG, MaschinenbauUsterstrasse 87, 8620 WetzikonTel. 044 932 55 55, Fax 044 932 10 21E-Mail: [email protected]
2_engineering_bearb.indd 1 7.1.2008 13:56:00 Uhr

03-08 technica 23
Arbeit mit Senkerosion geleistet ha-ben, sind nicht automatisch auch gute Anwender für Precise ECM. Esbraucht vielmehr den Forschergeist,um sich selber Grundlagenwissen zuerarbeiten. Precise ECM ist einehochspannende Technologie, derenPotenzial, aber auch deren Mühennicht unterschätzt werden dürfen.
rechner überwacht. Die Werte vonStrom, Spannung und Pulslänge wer-den permanent neu errechnet undüberprüft. Ob nun ein Werkstück alleine bearbei-tet wird und nur 1000 A verbrauchtoder ob acht Werkstücke zusammenbearbeitet werden und 8000 A ver-brauchen – der Prozess dauert genaugleich lange. Die durchschnittlicheBearbeitungsdauer pro Werkstücksinkt aber um Faktor acht. Hierkommt nun aber ein komplizierenderFaktor hinzu: das Strömungsverhaltendes Elektrolyten.
Strömungstechnisches«Know-how»Die Anforderungen an den Vorrich-tungsbau, um die Werkstücke opti-mal zu umströmen, steigen stark an,je mehr Teile gleichzeitig bearbeitetwerden sollen. Hier ist nicht nur Er-fahrung im Werkzeugbau gefragt, son-dern auch Wissen in der Strömungs-technik. Anwender, die bislang gute
tig von der Maschine. Häufiger An-wendungsbereich sind Verzahnungenaller Art insbesondere für Antriebs-,Mess-, Medizinal- und Automobil-technik, Stempel für die Umform-technologie, Pressstempel zur Tablet-tenherstellung in der Pharmaindus-trie, Komponenten für die Textil-maschinenindustrie sowie für Fluid- und Fluidmesstechnik. DünnwandigeWerkstücke (z. B. Bipolarplatten fürBrennstoffzellen) eignen sich hervor-ragend für das Precise ECM, weil keine thermische oder mechanischeBelastung wirkt.
Enorme ProduktivitätWoher stammt die hohe Produktivität?Jedes Werkstück «zieht» eine be-stimmte Menge Strom während derBearbeitung. Modernste Precise-ECMMaschinen stellen mehrere TausendAmpere Stromstärke zur Verfügung.Diese wird von einer hochdynami-schen Konstantstromquelle (Genera-tor) geliefert und mittels Echtzeit-
InfosApplication Center Schweiz Precise ECMGebr. Bräm AG8953 Dietikon044 746 46 [email protected]
weiterer Link:www.pemtec.de
HYDAC Engineering AGAllmendstrasse 11
Tel.: 041 747 03 27CH-6312 Steinhausen
Fax: 041 747 03 29
www.hydac.com
Speicherservice:
• Blasen-, Membran- und Kolbenspeicher
• Systeme, Komponenten und Zubehör
• Auslegung und Beratung
• Service und Reparatur vor Ort
• Vorspanndrücke bis 400 bar
• Beratung bei den gesetzlichen
Vorschriften
• und vieles mehr ...
Alles aus einer Hand. Für die ganze Welt.
Speichertechnik

24 technica 03- 08
Fertigungstechnisch gesehen,ist jedes Teil ein Einzelstück»,sagt Michael Kiehl. Der Produk-
tionsbereichsleiter der Zelter GmbHaus Hennef (D) fährt mit dem Dau-men langsam über die Konturen ei-nes gut 500 mm langen Turbolader-gehäuses. «Trotzdem gleichen siesich am Ende wie ein Ei dem anderen– zumindest, was die entscheidendenMasse angeht.» Für die Lagernesterder bis zu 300 000 1/min rotierendenFlügelräder beispielsweise müssten±0,05 mm Präzision garantiert sein.Derartige Toleranzen in Form und Lage einzuhalten, gehören zum Tages-geschäft. Hierbei sei die Fertigungs-messtechnik von Blum-Novotest dasentscheidende Mittel zum Zweck.
20 000 Teile pro WocheDas 400-Mitarbeiter-UnternehmenZelter ist Zulieferer der Automobilin-dustrie. 1923 gegründet, gilt dasUnternehmen als konstanter Partnerder Branche und liefert einbaufertige
Serienteile wie Auspuffkrümmer, Na-ben, Teile für Lenkgetriebe, Brems-und Riemenscheiben oder eben auchdie Gehäuse für Turbolader. Im WerkII werden hauptsächlich Teile austemperaturbeständigem GGV 7 pro-duziert. Obwohl Michael Kiehls Be-reich in drei Schichten arbeitet, istdie Produktion voll ausgelastet. JedeWoche werden an die 20 000 Teilehergestellt. Durchschnittlich zweiSattelzüge pro Tag schaffen die fürsolch einen Output erforderlichenHalbzeuge heran.
Rohteile mit starken Massabweichungen«Die Masse dieser Gussteile schwan-ken in der Regel um 2 mm», erklärtMichael Kiehl, «jedes ist anders alsdas folgende.» Daher variiere auchdie Lage der zu bearbeitenden Flä-chen, Bohrungen und Kanäle, wennsie in die Vorrichtung der Werkzeug-maschine gespannt werden. Zelter arbeitet mit derzeit 34 Bearbeitungs-zentren. Die Verfahrwege betragen biszu 800 mm. Die eine Hälfte der Maschinen ist mit Messtastern desTyps «TC 51-20» der Blum-NovotestGmbH ausgerüstet, die andere mit
Manchmal lohnt es sich auch über den Teller-rand zu schauen: Denn eine Prozessoptimie-rung der besonderen Art kommt von unseremnördlichen Nachbarn. Und zwar die Serien-fertigung von Turboladern, die fertigungs-technisch betrachtet eine Art Einzelteilferti-gung darstellt, denn: die Masse der Rohteileschwanken in der Regel um 2 mm. Daher vari-iert auch die Lage der zu bearbeitenden Flä-chen, wenn sie in die Vorrichtung der Werk-zeugmaschine gespannt werden. Gleichwohlkann der Prozess – dank ausgefeilter Mess-technik – hoch automatisiert ablaufen.
Masslich schwankende Gussteile wirtschaftlich zerspanen
Messtechnik als Produktions-Beschleuniger
Dank «TC 51-20» weiss das Bearbeitungszentrum, wo es los-legen soll: Der Messtaster erfasst einzelne Punkte der Roh-teile, übergibt sie an die Maschinen-CNC. Diese ermittelt fürjedes Teil, wo die jeweiligen Nullpunkte liegen. (Bilder: Filì)
Im Fokus: Produktivität steigern – Standort sichern
Gewaltiges SparpotenzialDas Sparpotenzial dank der Messtechnologie ist gewaltig: Erst einmal ge-spannt und abgetastet, können die Halbzeuge theoretisch auf derselbenMaschine einbaufertig bearbeitet werden. Zwar werden die Teile bislangimmer noch auf zwei verschiedenen Maschinen geschruppt und ge-schlichtet – das verbleibende Aufmass zwischen den Spannungen liegtzwischen 0,4 mm und 0,5 mm. Aber dies liegt nicht an der Messtechnik. Grund ist vielmehr die zerklüftete Geometrie der Gehäuseteile und derhierdurch bedingte unterbrochene Schnitt. Insofern schruppt undschlichtet Zelter sie auf verschiedenen Maschinen, erfasst den Werk-stücknullpunkt auf dem jeweiligen Bearbeitungszentrum jedoch jeweilsüber den «TC 51-20». Der geldwerte Vorteil gegenüber der vorherigenPraxis ist immer noch enorm. Ende der 90er-Jahre hatte Michael Kiehlseine Maschinen erstmals mit Blum-Messtastern ausgerüstet: «Sie warenseinerzeit das Beste, was der Markt hergab.» Daran habe sich nichts geändert. -böh-
AutorDipl.-Ing. Wolfgang FilìFachjournalist

einer Werkzeug-Bruchkontrolle Typ«Z-Nano» sowie «Z-Nano IR», beideebenfalls von Blum. Die Messtechnikdes Ravensburger Unternehmensschafft die Voraussetzung dafür, dasssich die masslich schwankendenGussteile wirtschaftlich in Serie zer-spanen lassen.
Früher sehr umständlichgefertigtBis Ende der 90er-Jahre war das nochanders. Das Unternehmen hatte zu-nächst innerhalb der MaterialzugabeOrientierungsflächen an den Gasein-und -austritt der Halbzeuge gefräst.Als Verfahrenskniff war dies geschickt.Nachteilig daran war jedoch, dass diesauf einer separaten Maschine geschahund die so geschaffenen Referenz-punkte auf dem Weg bis zur Produk-tionsmaschine verschmutzen konnten.
«Intelligente» LageerkennungEffizienter ist da das Vorgehen mit derMesstechnik von Blum: Gespannt indie Werkzeugaufnahme der NC-Ma-
schine, erfasst der Messtaster «TC 51-20» einzelne Punkte der Gussteilgeo-metrie – mithin die Ist-Daten – undübergibt sie per Infrarot an die Steue-rung des Bearbeitungszentrums. DieCNC wiederum vergleicht sie mit denin der Teilezeichnung angegebenenKoordinaten – den Soll-Daten – und er-rechnet, wo die jeweiligen Nullpunkteliegen. Dies kann zum Beispiel eineBohrung sein. Damit wird für jedes zubearbeitende Werkstück der Serie eineigener Referenzpunkt gelegt. Oderanders ausgedrückt: Durch die Erfas-sung der Referenzpunkte des Halb-zeugs «weiss» die Werkzeugmaschi-ne, wo sie loslegen soll.
Sehr schnelle AnfahrgeschwindigkeitDer heute bevorzugt eingesetzte «TC51-20» ist für eine Beschleunigungbis 100 m/s2 ausgelegt. Allerdingswerden solche Werte von kaum einemBearbeitungszentrum erreicht. Wassich hingegen unmittelbar in Cent undEuro auszahlt, ist die 5m/min schnel-le Antastgeschwindigkeit. Je nachKomplexität erfasst der «TC 51-20»die weit auseinanderliegenden Be-zugspunkte der bis zu 500mm langenTeile innerhalb fünf bis zehn Sekun-den. Dadurch wird der Durchsatz entscheidend erhöht. Dabei machenihm auch Kühlmittel und Schmutznichts aus. Seine Kapselung ent-spricht IP 68.
Michael Kiehl, Produktionsbereichsleiter bei Zelter, ist von den Blum-Messtastern unddem dadurch gewonnenen Produktivitätsgewinn überzeugt.
Der «Z-Nano IR» kann im Arbeitsraum mittenzwischen die Werkstücke und Spannvorrichtun-gen gesetzt werden, sodass das zu prüfendeWerkzeug sie bestmöglich erreicht und aufset-zen kann. Die erfassten Daten werden kabellosan die Maschinen-CNC übertragen.
03-08 technica 25
Daten per Infrarot übertragenAuch das Handling ist denkbar ein-fach: Der «TC 51-20» wird wie ein ge-wöhnliches Tool im Werkzeugmagazinder NC-Maschinen abgelegt und imFalle einer Messung in den Arbeits-raum eingewechselt. Dabei arbeitetder Taster bidirektional: So können damit alle erforderlichen Messopera-tionen durchgeführt werden. Nebender üblichen drückenden Messung istbeim «TC 51-20» dank seines inno-vativen Messwerks auch eine ziehen-de Messung möglich. In diesem Fall ist dies insoweit vonVorteil, weil der Taster die als Spiraleausgebildeten Innenflächen der Tur-binengehäuse exakt erfassen kann.Die Datenübertragung geschieht ohnejedes Kabel. Vielmehr wird die Infor-mation per Infrarot an den ebenfallsIP-68-gekapselten, im Arbeitsraumangebrachten Empfänger des TypsBlum «IC 55» übertragen, der sie sei-nerseits an die Werkzeugmaschinen-steuerung weitergibt.
Unverwüstlicher MesstasterDas Konzept des Tasters ist robust.Deshalb lässt er sich auch auf High-speed-Werkzeugmaschinen und -Be-arbeitungszentren mit hohen Ein-gangsgeschwindigkeiten verfahren,ohne dass das Messwerk auslenkt.Daher gibt es weder beim Beschleu-

26 technica 03- 08
ohne jede mechanische Schaltunggeneriert. Anders als bei mit mecha-nischem Schaltprinzip arbeitendenTastern ist Verschleiss damit ausge-schlossen. Ein Verkanten der Messflä-che des Z-Nano ist nicht möglich. DasFunktionsprinzip mit Linearführung ermöglicht, auch ausgesprochen klei-ne, feine und filigrane Werkzeuge zuvermessen. Bei der Standardausfüh-rung des Z-Nano IR bedeutet diesDurchmesser >0,5 mm, in der Ausfüh-rung «High Precision» sogar >0,1 mm.Mechanisch betätigt ist allein dieRückstellung. Sie geschieht per Fe-derkraft.
Jedes Teil ein EinzelstückFertigungsstechnisch gesehen, ist beiZulieferer Zelter tatsächlich jedes Teilein Einzelstück. Dass die um Milli-meter schwankenden Gusshalbzeugesich dennoch wirtschaftlich in Seriebearbeiten lassen, liegt auch mass-geblich an der Fertigungsmesstechnikvon Blum-Novotest – oder, wie Pro-duktionschef Kiehl konstatiert, an«dem Besten, was der Markt hergibt».
nigen noch beim Abbremsen uner-wünschte Schaltsignale oder mecha-nische Beschädigung. Hinzu kommt,dass weder Schmutz noch Späne oderKühlschmierstoff die Zuverlässigkeitbeeinträchtigen. Trotz der Messwert-auflösung im Bereich von Tausends-tel Millimetern ist der «TC 51-20»auch im harten Produktionsalltag un-verwüstlich.
Integrierte WerkzeugvermessungEbenfalls seit Jahren bei Zelter ein-gesetzt, vermessen die Blum-Tast-köpfe der Reihe «Z-Nano IR» die Be-arbeitungswerkzeuge auf Länge undprüfen sie auf Bruch. Damit ergänzensie die TC-Geräte und sorgen für Pro-zesssicherheit. Beide Gerätearten –also die Messtaster wie die Tastköp-fe «Z-Nano IR» – lassen sich nachdem Duo-Prinzip einsetzen. Dabeikönnen auf ein und derselben Werk-zeugmaschine zwei «TC-Messtaster»,zwei «Z-Nano IR Duo» oder ein «TC-Messtaster» sowie ein «Z-Nano IRDuo» jeweils parallel eingesetzt wer-den. Die erfassten Daten werden überden im Arbeitsraum installierten«IC55-Empfänger» an die Maschi-nen-CNC weitergegeben.Der «Z-Nano IR» arbeitet – übrigenswie alle aktuellen Taster dieses Her-stellers – mit einer internen Licht-schranke: Das Schaltsignal wird
InfosBlum-Novotest GmbHDE-88182 Ravensburg0049 751 600 [email protected] www.blum-novotest.com
Für die Lagernester dieser Turbolader sind ± 0,05 mm Mass-abweichung das Maximum. Fertigungsmesstechnik ist dabeidas entscheidende Mittel zum Zweck.
Im Fokus: Produktivität steigern – Standort sichern
Kurt Breuning IRCO Maschinenbau GmbHSindelfinger Str. 9 • 71144 Steinenbronn
DEUTSCHLAND
Fon: 0049 (0)7157 52860 • www.breuning-irco.dee-mail: [email protected]
M71
ch M
H1Das automatische Beladen und Entladen von Drehmaschinen sichert Spitzenergebnisse
bei den Stückzeiten. Ziehen Sie den Breuning-Joker!
1 ILS-RBK 100/160 Kurzstangen-Ladeautomat, Werkstofflängen: 1.200/1.600 + 2.200 mm
2 ecoPROFI Mehrkanal-Lademagazin, Werkstofflängen: 3.000 bis 6.000 mm
3 PROFImat Mehrkanal-Lademagazin, Werkstofflängen: 3.000 bis 6.000 mm
4 NEU! SiMag Einkanal-Lademagazin, Werkstofflängen: 3.000 bis 6.000 mm
5 ILS-REX 72/100 Entladeautomat 1.600 mm und Sonderlösungen bis 6.000 mm
POWERDREHEN
1 2
3 4
5
FIRSTCLASS-KOMPLETTBEARBEITUNG
NEU
Halle 17Stand C19
2_M71ch MH1_bearb.indd 1 18.2.2008 9:11:40 Uhr

03-08 technica 27
Das Unternehmen Ruag Compo-nents mit 420 Mitarbeitern inAltdorf gehört nicht nur
Schweizweit zu einem der modern-sten Betriebe in Sachen GrossteileFertigung. Der – nach dem Jahrhun-derthochwasser vor knapp über 2 Jah-ren in Altdorf – komplett neu aufge-baute Betrieb setzt Zeichen im Be-reich modernste Zerspanung.
Werkstücke bis 25 TonnenAuf die Frage der Technica, für wel-che Bereiche das Unternehmen tätigist, sagt Kurt Imhof, Marketing RuagComponents (Bereich Mechanical En-gineering), Folgendes: «Wir belieferndie Maschinen-, Automobil-, Wind-kraft- und Halbleiterindustrie mitgrossen und hochpräzisen Kompo-nenten. Generell fertigen wir kubischeoder zylindrische Werkstücke bis 4 mDurchmesser und 18 bis 25 TonnenGewicht. Sie werden im Einzelfall biszu 50 % zerspant.» Logischerweisehandelt es sich bei solchen «Boliden»eher um kleinere Serien und Einzel-teile und produziert wird fast aus-schliesslich für das Ausland.Kurt Imhof fügt ergänzend hinzu:«Zudem ist die Wasserkraft immer einThema und in den Bereichen der
Schaufelbearbeitung von Wassertur-binenrädern sind wir derzeit in Abklä-rung, ob wir hier Aufträge generierenwerden.» Dass die Bauteile, die dasWerk verlassen, beste Schweizer Qua-lität haben, versteht sich von selbst,nicht zuletzt ist das Unternehmen Ru-ag Luft- und Raumfahrt-zertifiziert.
Riesiges SpäneaufkommenExtrem hoch ist der Level auch beimSpäneaufkommen, für das die Gross-
bearbeitungszentren sorgen. Derpraktisch vollautomatisierte Maschi-nenpark läuft derzeit drei Schichten,7 Tage die Woche. Das heisst ununter-brochener Spänefluss. Wer glaubt,dass bei den riesigen Spanvoluminaim ganzen Produktionsbereich riesigeKübel mit Spänen in den Produktions-hallen stehen, hat sich getäuscht.Ganz im Gegenteil: Von den Spänensieht man praktisch nichts. Man mussnach ihnen suchen, um sie zu entde-cken. Verantwortlich für diese exzellenteSpänelogistik ist das deutsche Unter-nehmen ARP, in der Schweiz vertre-ten durch die Helfina AG. Ein Unter-nehmen, das die Späneentsorgungdurchorganisiert bis ins letzte Detail.
Rechenexempel hat sich gelohnt Das bestätigt der Technica-Redaktionauch Markus Havrda, Leiter Mechani-cal Engineering bei Ruag Compo-nents: «Ich bin sehr zufrieden mit derAnlage und kann sagen, wir sind be-
In den völlig neuen Produktionshallen bei Ruag Components inAltdorf stehen acht Gross-Bearbeitungszentren (max. X=5500,Y=5000, Z=3500), die richtig ins Volle gehen. Sie sorgen für einphänomenales Zeitspanvolumen. Im Bericht geht es aber weni-ger um die Werkstücke als vielmehr um das Abfallprodukt unddessen Aufbereitung: die Späne. Die bisherige Späneentsorgungwar ineffizient und arbeitsintensiv. Damit ist jetzt Schluss: DieSpäne werden zerkleinert, abgesaugt, getrennt, aufbereitet undschliesslich entsorgt, alles vollautomatisch, mit über 95-pro-zentiger Prozesssicherheit.
Hocheffiziente Späneentsorgung für Gross-Bearbeitungszentren
Wo sind die Späne?
AutorMatthias BöhmStv. Chefredaktor, Technica
Blick in eine der modernsten Fertigungshallen Europas. Acht Grossbearbeitungszentrenbei Ruag Components AG in Altdorf produzieren derzeit 24 Stunden pro Tag und 7 Tagedie Woche Späne.

28 technica 03-08
Im Fokus: Produktivität steigern – Standort sichern
geistert, wie der Automatismus ab-läuft. Das hätten wir im Vorfeld nichtgedacht. Auch ein Lob von meinerSeite an die Wirtschaftlichkeit. DieAnlage wird sich bei uns innert kurzerZeit amortisieren. Die Investition hatzwar einige abgeschreckt, denn essind ja ‹nur› Späne. Aber das Rechen-exempel hat sich gelohnt. Früher hat-ten wir klassische Kübel-Entsor-gung.»Wie Gustav Fricker, GeschäftsführerHelfina, gegenüber der Technica be-tont, war «eine der Grundbedingun-gen an die Anlage, dass die unter-schiedlichen Späne-Materialien (Alu-minium und Stahl) separiert undaufbereitet werden, ohne dass mansich gross um die Späne kümmern
muss. Zwar bearbeiten die Maschinenzur gleichen Zeit Stahlguss und Alu,aber die Anlage muss die Späne si-cher getrennt entsorgen können. Dasheisst, sie muss flexibel und prozess-sicher arbeiten können.» Der Grunddafür ist einfach: Der Erlös für dieSpäne ist höher. Markus Havrda fügthinzu: «Durch die Späneaufbereitunghaben wir mehr Erlös bei der Späne-vergütung. Durch die hohen Rohstoff-vergütungen ist das derzeit richtigGeld.»
So funktionierts Die Späneentsorgungsanlage bei Ru-ag ist eine sogenannte Hochvakuum-Anlage, die praktisch wie ein riesiger‹Industrie-Staubsauger› funktioniert.
Die Anlage wird über Sensoren voll-automatisch gesteuert. Allerdings be-ruht die Programmierung der Steue-rungstechnik auf viel Erfahrung, wie
Spänerecycling: direkt in den SchmelztiegelDie bei Ruag installierte Späneaufbereitungsanlage kann bis zu 1,5 Tonnen Späne proStunde bewegen. An jeder Maschine wird genau dosiert, wie viel Spanvolumen in dasRohrsystem eingelassen wird.Das Hochvakuumsystem ist so ausgelegt, dass Späne bis maximal 80 Gramm auf die Waage bringen können. Mit der Hochvakuumtechnik können Späne auf bis zu 480 MeterRohrlänge gefördert werden. Die 560 mbar Unterdruck beschleunigen die Späne auf 180km/h. Das entspricht einem ordentlichen Wirbelsturm, mit Spänen versetzt, kann das eineerhebliche Abrasion am Rohrleitungssystem mit sich bringen, sofern nicht genügend harteMaterialien für die Vakuumrohre benutzt werden. Die Bögen sind aus diesem Grund ausgehärtetem Manganstahl. Das Unternehmen ARP bietet sogar die Möglichkeit an, Aluspäne direkt wieder demSchmelzprozess zuzuführen. Wolfgang Riegert sagt hierzu: «Wichtig bei diesem Kreispro-zess ist die Ausgasung der Späne, dadurch spart man 40% Rohware beim Schmelzprozessein. Eine solche Anlage kostet 1–2 Mio. Franken. Payback haben Sie in 4 Monaten. Einesolche Anlage haben wir bei Ronal Schweiz für Alufelgen installiert. Heute hat man nurnoch 2 Prozent Abbrand beim Schmelzprozess. Es wird wegen wirtschaftlicher Zwängebald ein ‹Muss› werden, dass AL-Bearbeiter die Späne entsprechend recyceln. Das Ausga-sen ist ein schwieriger Prozess, den wir aber beherrschen. Die Emulsion sitzt sozusagenim letzten Loch. Das Öl muss komplett entfernt werden. Im Prinzip ist das, was wir beiRuag machen, eher einfach.»
Eine Ursache für das grosse Zeitspanvolumen: Dieses Alu-Werk-stück mit einem Volumen von zirka 1,5 m3 wird aus dem Vollengefräst. Zerspanungsraten bis 50% werden generiert.
Die zweite Ursache für ein hohes Spanvolumen: Auch dieser Schiffs-Motorblock wird bei Ruag Components zerspant.
Direkt an der Maschine werden die Späne mitdieser Schnecke dem Unterdruckrohr zugeführt.
Hier wird das Ventil angesteuert, um den Unter-druck am Rohrsystem aufzubauen. Wie im Bildzu erkennen ist, bauen sie die Unterdruckrohresehr schmal.

03-08 technica 29
werden und das realisieren wir. Amanspruchsvollsten ist in der Regel dieEinfahrphase nach der Erstinstalla-tion der Anlage. Hier muss die Anla-ge ‹feingetunt› werden. Jetzt läuft sienatürlich vollautomatisch». Das gesamte Rohrsystem von der Ma-schine bis zu den Spänesilos zeich-net sich besonders durch seine hoheFlexibilität aus. Dabei nimmt sich derDurchmesser der Rohre mit gerademal 100 mm eher bescheiden aus,gegenüber der Gross-BAZ in Chalet-Grösse. Es ist immer möglich, Ma-schinen aus dem System herauszu-nehmen oder neue hinzuzufügen, oh-ne dass grössere Umbauarbeiten amRohrsystem erforderlich werden.
Auf 180 km/h beschleunigtDie Späne kommen von der Maschi-ne direkt in einen Spänezerkleinerer,der maschinennah installiert ist. DieSpäne müssen hier auf eine bestimm-te Grösse zerkleinert werden, weil dieAnlage die Späne so besser saugenund zentrifugieren kann und die Spä-ne bei der anschliessenden Lagerungdadurch weniger Volumen beanspru-chen. Eine Dosierschnecke übergibtdie Späne schliesslich an die Saug-stelle. Jetzt läufts ähnlich wie bei derRohrpost; nur gleichmässiger. Wenndie Steuerung das Signal gibt zu sau-gen, wird am Rohranfang eine Klap-pe geöffnet. Ein Hochvakuum von560 mbar Unterdruck – das ent-spricht dem Zehnfachen eines Indus-
Wolfgang Riegert, Geschäftsführerder ARP, betont: «Wir wissen aus Er-fahrung, wann, wie und wo gesaugtwerden muss. Das Spanzeitvolumender Maschinen variiert erheblich, jenach Fertigungsprozess der Maschi-ne. Wir haben hier bei Ruag eineSaugstation für 3 Maschinen ausge-legt. Insgesamt entsorgen wir derzeit6 Maschinen. Da die Maschinen jenach Werkstück unterschiedlicheWerkstoffe zerspanen, dürfen dieSpäne keinesfalls gemischt werden.Alles muss 100 % getrennt abgesaugt
Ruag: wichtiger Arbeitgeber in AltdorfDie Ruag Components in Altdorf agiert als eigenständigeUnternehmen in der Ruag-Holding. Mit derzeit ca. 400 Mitar-beitern ist die Ruag Components ein wichtiger Arbeitgeber derRegion. Inklusive der Grossteile-Bearbeitung (Mechanical Engineering), die in diesem Bericht fokussiert wurde, verfügtRuag Components über vier Profitcenter: • Mechanical Engineering• Automotive• Coatings und• Environment«Alle Bereiche müssen wirtschaftlich agieren und arbeitenkomplett eigenständig», betont Kurt Imhof, Marketing Ruag,gegenüber der Technica. Dabei erstaunt, welche Bandbreitedas Unternehmen hier abdeckt.Im Bereich Mechanical Engineering werden sowohl Präszisions-werkstücke bis 25 Tonnen Gewicht gefertigt als auch die Mon-tage komplexer Baugruppen.Im Automotive-Sektor verfügt das Unternehmen insbesonderein der Umformtechnik über ein exzellentes Know-how. Gefer-tigt werden unter anderem Getriebe-, Wandler- und Kupplungs-komponenten sowie Gehäuse und Bauteile für Schwingungs-dämpfer.Ein besonders breites Spektrum an Lösungen bietet dasUnternehmen im Bereich der Oberflächenbeschichtung an: Al-Passivierungsverfahren, Anodisieren, Brünieren, galvanischVerzinnen, Tauchlackieren, Gleitbeschichtungen usw. bis hinzu Pulverbeschichten. Selbstverständlich verfügt dieser Ge-schäftsbereich auch über ein entsprechendes Prüflabor.Im Bereich Environment geht es unter anderem um das Recy-clieren von Rohstoffen. Das Unternehmen hat im Elektro- undElektronikschrottrecycling eine besonders starke Kompetenzentwickelt und sorgt dabei für einen nachhaltigen Schutz derUmwelt.
InfoRuag ComponentsIndustriezone Schächenwald6460 Altdorf041 875 72 [email protected]
Die Späneaufbereitungsanlage im Hintergrund: Hier werden die Späne zentrifugiert und vom Kühlschmierstoff getrennt. Rechts im Vordergrundein BAZ von Stama.
Die fertig zerspanten Aluminium-Werkstücke: Alle Späne sind weg.

30 technica 03-08
InfosHelfina AG5070 Frick 056 464 68 60 [email protected]
Endstation für den Abtransport mit Lastwagen: Jede der 6 Silokammern fasst maximal10 m3 Späne. Hier werden die Späne fein säuberlich in den Silokammern getrennt gela-gert. Im Bild Markus Havrda (links), Leiter Mechanical Engineering bei Ruag Compo-nents, und Gustav Fricker, Geschäftsführer Helfina.
triesaugers – saugt dann die Spänevon der Maschine und beschleunigtsie auf bis zu 180 km/h zu den Auf-bereitungsstationen.Hier werden die Späne zentrifugiertund vom Kühlschmierstoff befreit.Damit die Aluminiumspäne zu 99%rein sind, werden sie zusätzlich perMagnetabscheidung sicher vonFremdspänen gesäubert.
Endstation SpänesiloAb hier kommt eine zweite Saugsta-tion zum Zug, die die aufbereitetenSpäne an die im Aussenbereich ste-henden sechs Spänesilos (vier für Alu-minium, zwei für Stahl) befördert. Jede der Silokammern fasst maximal10 m3. Entleert werden die Kammernautomatisch über grosse Klappen indarunterstehende Lastwagen. Auf dasumständliche Container Auf-bzw.-Ab-laden kann so komplett verzichtetwerden. Auch kostenintensive Ölab-scheider oder Überdachungen sinddurch die Bauart der Silos und dietrockene Qualität der Späne nichtmehr notwendig. Nicht zuletzt auf-grund der hervorragenden Trennungund Trocknung kann mit den Spänenein hoher Rückvergütungswert gene-riert werden.
Auch ideal für SerienfertigungGenerell hat sich bei dem Unterneh-men Ruag Components gezeigt, dassdurch diese Form der vollautomati-schen Späneentsorgung der Verfü-gungsgrad des gesamten Maschinen-parks erheblich optimiert wurde. Einweiterer grosser Vorteil der Anlage ist,dass sie auch bei zukünftigen Maschi-neninvestitionen sehr flexibel ange-passt werden kann. Schliesslich noch eine Empfehlungvon Markus Havrda auf die Frage, fürwelche Bereiche eine solche Anlagezu empfehlen ist: «Auf jeden Fall für Aluminium- und Stahlbearbeitungund im Bereich der Serienbearbei-tung kann ich eine solche Anlageempfehlen.»
Leitstand/FeinplanungTermintreue erhöhen!
MES: MDE/BDEOptimale Auslastung erreichen!
WerkzeugverwaltungWerkzeugverfügbarkeit erhöhen!
DNC/FDM: Daten-ManagementProzesssicherheit maximieren!
CAM/SimulationRüstzeiten reduzieren!
Die Software-Lösungen der
COSCOM Prozesskette:
Perlenfür Ihre Prozessoptimierung
COSCOM GmbHIndustriepark Logistikcenter 1
CH-6246 Altishofen
Telefon: +41 (0) 62 748 10 00
Telefax: +41 (0) 62 748 10 09
Internet: www.coscom.eu
E-Mail: [email protected]
METAV – Halle 3, Stand D 54
Telefon: +41 (0) 62 748 10 00
Telefax: +41 (0) 62 748 10 09
Internet: www.coscom.eu
E-Mail: [email protected]
2_TA-58_bearbeitet.indd 1 29.2.2008 8:20:04 Uhr

03-08 technica 31
1
2
3
4
Haben Sie schon mal überlegt, wielange Ihre Maschine pro Tag fürRüst- und Umrichtarbeiten stillsteht? Nehmen wir an 3 Stunden.Das sind pro Woche 15 Stunden.Da hilft Ihnen das seit Jahrenbewährte und weltweit erprobte EROWA Spannsystem.
Wie Sie dieProduktivität Ihrer Anlagen Schritt für Schrittweiter steigern können, sagen wirIhnen gerne.
* Verglichen mit einer Maschine ohne EROWA Komponenten.
50%mehr*Maschinenzeit!
EROWA AGCH-6233 BüronTel. 041 935 11 11Fax 041 935 12 13mail: [email protected]
Stan
dar
dis
iere
nO
rgan
isie
ren
A
uto
mat
isie
ren
Inte
gri
eren
Systemlösungen aus einer Hand
EROWA Spannsystemehalten jedes Werkstück.
WER HÄLT MICH ?
2_erowa_bearb.indd 1 18.2.2008 13:19:37 Uhr
ERFOLG DURCH QUALITÄT
22. – 25. APRIL 2008
P.E. Schall GmbH & Co. KGGustav-Werner-Straße 6 · D - 72636 Frickenhausen · Tel. +49 (0) 7025.9206 - 0
Fax +49 (0) 7025.9206 - 620 · [email protected] · www.schall-messen.de
Mitglied in den Fachverbänden:
Veranstaltungsort:Neue Messe Stuttgart · Messepiazza · 70629 Stuttgart
Veranstalter:

Anlässlich des internationalenMetav-Presseforums Mitte Januarin Essen zeigt sich Detlev Elsing-horst, Vorsitzender des Metav-Komitees, für den Geschäftserfolgder Metav-Aussteller optimistisch:«Der europäische Werkzeugma-schinenverbrauch ist in den ver-gangenen vier Jahren steil ange-stiegen und mit ihm die Produk-tion der europäischen Werk-zeugmaschinenhersteller.» VieleUnternehmen arbeiteten seit Mo-naten an der Kapazitätsgrenze.Die hohe Investitionsbereitschaftder europäischen Industrie werdeaus heutiger Sicht auch im lau-fenden Jahr anhalten. Metav-Aussteller nutzen diese Chanceund lenken den konjunkturellenRückenwind auf ihr Geschäft, soElsinghorst weiter.
indem sie flexible Fertigungslösun-gen anbieten, die Verkürzung derProduktionsprozesse durch Verfah-rensintegration und -substitutionunterstützen sowie im Vorfelddurch Simulation und Lebens-zyklusorientierung Entscheidungs-hilfen bieten. «Für internationale Produktionsex-perten aus den Anwenderindus-trien bietet ein Besuch der Metav
in Düsseldorf die Chance, sich2008 umfassend über neue Ferti-gungstechnik aus aller Welt von dereinfachen Maschine bis zur kom-plexen Anlage zu informieren undfrühzeitig ihre Investitionsent-scheidungen zu treffen», erklärtElsinghorst. Vor dem Hintergrundlängerer Lieferzeiten könne dieszum entscheidenden Vorteil gegen-über der Konkurrenz werden.
Metav 2008: Fertigungsauftakt in Düsseldorf
Branchentreff der FertigungDie Metav 2008, Internationale Messe für Ferti-gungstechnik und Automatisierung, findet vom31. März bis 4. April parallel zur Wire und Tubestatt. Gut 800 Aussteller aus 23 Ländern sind der-zeit gemeldet. Damit präsentiert sich die Metavwieder in acht Hallen auf dem Düsseldorfer Mes-segelände. Bemerkenswert: Wie bereits auf derEMO Hannover im vergangenen Jahr haben dieAsiaten, d. h. China, Korea, Taiwan, Japan undIndien, ihre Standfläche stark vergrössert.
Metav, Wire und Tube in KürzeDie weltweit führenden Leitmessen Wire, Internationale FachmesseDraht und Kabel, und Tube, Internationale Rohrfachmesse, sind wei-ter auf Wachstumskurs. Beide präsentieren sich vom 31. März bis 4.April 2008 bereits zum elften Mal gemeinsam auf dem DüsseldorferMessegelände. Erstmals ergänzt die Metav, Internationale Messe fürFertigungstechnik und Automatisierung, das Messeduo, so dass Düs-seldorf im Frühjahr 2008 für fünf Tage Weltforum dieser drei Wachs-tumsbranchen ist. Zur Wire haben sich über 1080 Unternehmen aus 50 Nationen an-gemeldet. Branchenschwerpunkte sind Draht-, Kabel- und Glasfaser-maschinen, Federfertigung, Umformtechnik, Draht und Kabel. 37 000 Fachleute, davon 22 000 aus dem Ausland, werden erwartet.Die Wire findet in den Hallen 9 bis 14 statt. Bei der Tube sind es bisher 950 Firmen aus 45 Ländern, die sichund ihre Produkte in Düsseldorf zeigen werden. Flächenmässig ver-zeichnet die Internationale Rohrfachmesse damit bereits heute einnoch stärkeres Wachstum als zum selben Zeitpunkt 2006. Derzeitsind bereits 41 000 Nettoquadratmeter belegt, 2006 waren es ins-gesamt 31 653 Quadratmeter.
Termin: 31. März bis 4. April 2008Öffnungszeiten: 31. März bis 3. April 2008 (9.00 –18.00 Uhr)
4. April 2008 (9.00 –17.00 Uhr)Ausstellungsort: Messegelände DüsseldorfEintrittskarten: Tageskarte 25 Euro, ermässigt 8 Euro
Info Metav: Verein Deutscher Werkzeugmaschinenfabriken e.V. (VDW)D-60325 Frankfurt0049-69-756 081 53/[email protected]
Info Wire und Tube: Messe Düsseldorf GmbH40474 Düsseldorf 0049-211-45 60 01www.messe-duesseldorf.de
CH-Vertretung: Intermess Dörgeloh AG8001 Zürich043 244 89 [email protected]
Fertigung + Produktion I Fachmessen
32 technica 03-08
Lösungen zur Produkti-vitätssteigerung In den geraden Jahren hat sich dieMetav als eine Top-Veranstaltungfür die Fertigungstechnik undAutomatisierung in Deutschlandund Europa fest etabliert. Dienächste Metav wird für Besucherund Aussteller sogar doppelt at-traktiv, da zum gleichen Termindie beiden internationalen Leit-messen Wire – InternationaleFachmesse Draht und Kabel – undTube – Internationale Rohr-Fach-messe – stattfinden werden. Käufer von Werkzeugmaschinen in-vestieren in neueste Fertigungsver-fahren und -technologien, weil sieimmer effizienter produzieren müs-sen. Das gilt umso mehr, je höherdie Kosten sind. Dem begegnen dieAnbieter von Werkzeugmaschinen,
Die Metav in Düsseldorf bietet in diesem Jahr den Auftakt im BereichFertigung und Automation. (Bild: Rene Tillmann / Messe Duesseldorf)

Warum das Unternehmen Fehér AG kürzlich in das ja-panische 5-Achs-BAZ in-
vestiert hat seine Gründe. Einer davonist, dass kaum eine Maschine auf dem Markt existiert, die derart an-spruchsvolle Zerspanaufgaben so prä-zis, komplex und prozesssicher reali-sieren kann, wie sie in dem Unterneh-men an der Tagesordnung sind. Das 16-Personen-Unternehmen Fehérist in der Ostschweiz ein Begriff. Das1969 gegründete Unternehmen hatsich auf hochpräzise und komplexeBauteile spezialisiert, vieles davon fürdie Medizinaltechnik und für den Gasturbinenbau. Das heisst unter anderem Werkstoffe, die auf höchsteFestigkeit und Korrosionsbeständig-keit ausgelegt sind.Das macht die Zerspanung nicht ein-facher, ganz im Gegenteil: lästige Nickel-Basis- und Titan-Legierungen,die höchst anspruchsvolle Zerspan-verfahren – und Geduld vom Zerspa-ner – fordern.
Sehr schwierige ZerpanbedingungenGleich zu Beginn weist Andreas Fehérauf die teilweise enorm schwierigenZerpanbedingungen hin, die Nickel-Basislegierungen mit sich bringen:hohe Kaltverfestigung und Zähigkeitsowie schlechte Wärmeleitfähigkeit
sind typische Merkmale. Halbzeug-Lieferanten machen deshalb bereitsim Vorfeld darauf aufmerksam, dassausschliesslich scharf geschliffeneWerkzeuge und extrem stabil konzi-pierte Maschinen zum Zerspanen derNickel-Basis-Legierungen genutztwerden sollten. Gerade beim Fräsen,wo sehr hohe Zerspankräfte generiertwerden. Kurz: das Maschinenkonzept– insbesondere die Steifigkeit – mussstimmen. Hier punktet die «NMV5000 DCG»: denn das Steifigkeits-und Stabilitätskonzept der Maschineist herausragend. Letztendlich machtsich das auch für die Präzision be-zahlt. Markus Fässler, Verkaufsleiterder Josef Binkert AG, sagt in diesemZusammenhang, «dass die Maschinefür diese Aufgabenbereiche hervor-ragend geeignet ist».
Spezialist für Nickel-Basis-LegierungenAndreas Fehér bestätigt das wie folgt:«Unser Stärke ist die Serien-Ferti-gung komplexer Werkstücke. Teile mithöchster Präzision, deren Losgrössensich dabei zwischen 20 und 500Stück bewegen. Generell decken wirden gesamten Dreh-Fräsbereich ab.Das Werkstoffspektrum reicht vonKunststoff, über schwer zerspanbareStähle, Aluminium, bis hin zu Nickel-Basis-Legierungen. Letzteres ist eineSpezialität von uns, hier verfügen wirüber exzellentes Know-how. Zur Zer-spanung dieses Werkstoffes benöti-gen wir eine Maschine mit höchsterSteifigkeit und Präzision. Undschliesslich braucht es auch Erfah-
rung und – vor allem – eine unheim-liche Geduld, solche Werkstücke zufertigen. Man muss wissen, welchesWerkzeug das richtige ist. Für eine effiziente Zerspanung müssen wir oftvon dem einen Werkzeugherstellerdas Werkzeug ‹A› und von dem ande-ren Hersteller das Werkzeug ‹B› neh-men, aber das sind Erfahrungswerte– nur dann zerspant es sich optimal.»
BT40: über eine TonneEinzugskraftWenn es um hohe Steifigkeit im Zer-spanungsprozess geht, dann mussauch die Werkzeug-Maschine-Schnitt-stelle hochsteif ausgeführt sein. Meistbedeutet das HSK oder Steilkegel mitPlananlage. «Beides ist bei der Mori-Seiki machbar, aber nicht unbedingtnotwendig», wie Paul Haas, Hand-lungsbevollmächtiger der Binkert AG,gegenüber der Technica sagte. Denn
Praxisbericht I Fertigung + Produktion
In der Headline eines Mori-Seiki-Katalogs heisst es schlicht:«Die weltbeste 5-Achsen-Maschine». Gemeint ist das Vertikal-Bearbeitungszentrum «NMV 5000 DCG». Um der Sache auf den Grund zu gehen, besuchte die Technica-Redaktion das Fertigungs-Unternehmen Fehér in Balgach SG. Auf Nachfrageder Technica, ob sie tatsächlich so gut ist, antwortete MitinhaberAndreas Fehér kurz: «Ja, das kann man so sagen.» Mehr dazu im Bericht.
Mit Präzision zum Erfolg
Es kann nur eine geben
AutorMatthias BöhmStellv. Chefredaktor Technica
Auf Steifigkeit ausgelegtes Maschinenkonzept:für die 5-achsige Simultanbearbeitunganspruchsvollster Werkstücke ist die «NMV5000 DCG» optimal ausgelegt. Oben im Bild istdie oktogonale Struktur der Z-Achse gut zuerkennen.
03-08 technica 33

34 technica 03- 08
Fertigung + Produktion I Praxisbericht
«die Steilkegelaufnahmen BT40 vonMori Seiki sind in diesem Fall absolutausreichend. Sie müssen nicht ein-mal eine Plananlage haben», wie erauf Nachfrage der Redaktion betonte. Der Grund hierfür ist die enorme Ein-zugskraft, mit der die Steilkegel ein-gezogen werden. Denn die Mori-Seiki-
Maschinen nutzen ein speziellesKniehebel-System anstelle des klas-sischen Tellerfederpakets. «Das Knie-hebel-System bringt über ‹1 Tonne›Einzugskräfte, und somit eine völligausreichend Steifigkeit, auch für dieschwierigen Anwendungsfälle bei derFehér AG», sagt Paul Haas.
Thema Präzision: kalt und warm präziseZum Thema Präzision sagt AndreasFehér Folgendes: «Nicht selten müs-sen wir Werkstücke unter einem Hun-dertstel im Raum geschwenkt ferti-gen, in der Regel sind es 2/100. SolcheToleranzen sind auf der ‹NMV 5000›problemlos zu machen. Hier sind wirlängst nicht am Limit. Und betonenmöchte ich, dass die Präzision überdie gesamten 2 Schichten möglich ist.Wir müssen nicht warten, bis die Ma-schine warm gefahren wurde.» Dass die Maschine diese enorme Wär-mestabilität aufweist ist bemerkens-wert, denn wie Andreas Fehér weiterfortführt, wurde seit Juni 2007 bis An-fang Dezember 2007 ohne die steue-rungsintegrierte Wärmekompensationgefahren: «Und trotzdem haben wirdie Präzision hinbekommen. Wir hat-ten ‹auch so› kein Massproblem.»
Auch als MessmaschinenutzbarApropos Präzision: In Einzelfällenwird die «NMV» auch als Messma-schine genutzt, insbesondere dann,wenn dies produktiver scheint. EinMesskopf von Renishaw inklusive G-Code-Programmierung kann dasWerkstück präzise auf der Maschinevermessen. Sollten einige Werte nichtdem Soll entsprechen, kann – sofernMaterial abgetragen werden muss –anschliessend das Werkstück korri-giert werden. Der Messvorgang liegtim µ-Bereich. Aber Andreas Fehér be-
Für höchste Steifigkeit sorgt die Werkzeug-Spindel-Schnittstelle.Die Werkzeugkegel werden von einem Mori-Seiki-eigenen Knie-hebelsystem mit über einen Tonnen Zugkraft beaufschlagt. Wenndas nicht reichen sollte sind Plananlagen optional erhältlich.
Von links nach rechts: die Gesprächspartner der Technica-Redak-tion: Attila Fehér (Inhaber), Paul Haas (Handlungsbevollmächtigter,Josef Binkert AG), Andreas Fehér (Inhaber), Domenico Rizzi (CNC-Fräser), Selman Aslani (CNC-Fräser).
Unternehmen Fehér: «Fertigung am Limit»Gegründet wurde das Unternehmen Fehér von Andreas Fehér senior an «Heiligabend», dem 24.12.1969.Auf der Internetseite des Unternehmens heisst es: «Mit einer positiven Einstellung und viel Initiativ-geist, wagte Andreas Fehér sen. den Schritt in die Selbstständigkeit und gründete in Diepoldsau die Fir-ma Fehér. Anfangs wurde noch in einer kleinen, gemieteten Werkstatt produziert. Der Traum von einereigenen Werkstatthalle wurde 3 Jahre später verwirklicht.» Das mittlerweile fast 40 Jahre alte Unternehmen ist langjähriger Mori-Seiki-Anwender. Fast der komplet-te Maschinenpark wird von dem japanischen Werkzeugmaschinenhersteller bereitgestellt. Entsprechendeng sind die Beziehungen zu der Josef Binkert AG, die in der Schweiz Mori Seiki vertritt. Konzentriert hat sich das Unternehmen auf ein Teilespektrum, das an Präzision und Komplexität kaumzu überbieten ist. In diesem Zusammenhang betonen Attila und Andreas Fehér auch ihre hochwertigePraxiskenntnis: «Wir sind 100-prozentige Praktiker. Zudem sind wir sehr nah am Produkt und Fertigensowie fast immer am Limit.» Das merkt man auch im Gespräch und beim Durchgang durch das Unter-nehmen. Zudem ist das Unternehmen im Komponentenbau tätig und bietet Dienstleistungen im BereichMesstechnik und CAD/CAM-Bereich an.In den letzten 6 Jahren ist das Unternehmen von 5 auf 16 Mitarbeiter stark gewachsen.Der Vater und Gründer Andreas Fehér war bis 2006 im Unternehmen tätig, bis er 2006 das Unterneh-men an seine Tochter und die beiden Söhne übergab. Sie kennen das Unternehmen von der «Pike» aufund sind seit den 90er-Jahren im Unternehmen aktiv. «Ganz wichtig ist uns, zu sagen», so Andreas Fe-hér gegenüber der Technica, «dass es ein Glücksfall ist, dass es funktioniert mit uns Geschwistern.» DieAufgabenbereiche sind entsprechend klar verteilt im Unternehmen: Tochter Ibolya Fehér ist für den Be-reich Finanzen und Administration, Attila Fehér für den Drehbereich und Andreas Fehér für das Fräsenverantwortlich.
Im Bild das 2001 neu gebaute Firmengebäude des UnternehmensFehér in Balgach.

03-08 technica 35
Bei dem sogenannten DCG-Konzepthandelt es sich um ein Mori-Seiki-eigenes Antriebskonzept: Sowohl dieY-Achse als auch die Z-Achse sind miteinem Zwillingsantrieb versehen. Da-durch werden Momente beim Be-schleunigen vermieden und Schwin-gungen auf ein Minimum reduziert.Letztlich macht sich das am Werk-stück mit exzellenten Oberflächen,verbesserter Rundheit und äussersterPräzision bemerkbar. Und last, but notleast bringt die enorme Steifigkeit derMaschine auch eine längere Werk-zeugstandzeit.
Weitere Vorteile des MaschinenkonzeptesAngesprochen auf positive Merkmaleder Maschine sagt Andreas Fehér Fol-gendes: «Ein wesentliches Merkmalsind ganz sicher die grossen Verfahr-wege (X-730, Y-510, Z-510). Sie sindfür eine Maschine dieser Baugrössewirklich hervorragend. Dann ist auchdie Zugänglichkeit ein Riesenplus,das darf man auf keinen Fall unter-
schen Maschinenaufbau und an demherausragenden Kühlsystem: Kühlöl,das per Innenkühlung die Kugelroll-spindel und die Traglager kühlt. Na-türlich wird auch die Hauptspindelper Ölmantelkühlung sicher tempe-riert. Nimmt man jetzt noch den ge-samten thermo-symmetrischen Auf-bau des Maschinenkonzepts alsDreingabe hinzu, wird klar, warum dieelektronische Wärmekompensationpraktisch das «i-Tüpfelchen» in Sa-chen «µ» der japanischen Präzisions-maschine darstellt.
Werkzeuge halten längerAndreas Fehér gibt schliesslich nochzum Besten: «Im 5-Achs-Bereich istdie ‹NMV 5000› die beste, die es amMarkt gibt. Das liegt sicher auch andem DCG-Antriebskonzept. Aller-dings gibt es Konkurrenzprodukte, dieeinen schnelleren Werkzeugwechselrealisieren. Dadurch sind die Neben-zeiten einige Prozentpunkte langsa-mer als Vergleichmaschinen, aber dasist vernachlässigbar.»
tont aber: «Wir versuchen das Messenauf der Maschine eher zu vermeiden,wegen der Kosten. Gleichwohl, bei be-stimmten Einzelteilen ist das sehrpraktisch und auch wirtschaftlich.»
Enorme WärmestabilitätDoch zurück zu Wärmekompensation.Jetzt wo man bei Fehér die Funktionfür die Wärmekompensation aktivierthat, sind die Toleranzen noch siche-rer einzuhalten. Der Grund, warumdie Wärmekompensation erst nach ei-nem halben Jahr «entdeckt» wurde,liegt nicht zuletzt daran, dass die Ma-schine praktisch sofort Späne ma-chen musste. Man hatte schlicht kei-ne Zeit, die «Bedienungsanleitung» inRuhe durchzulesen. Kommt hinzu:die Maschinen sind manchmal sokomplex, das man sich langsam andie Technologie herantasten muss. Dass die Maschine selbst ohne ein-geschaltete elektronische Wärme-kompensation richtig gute Ergebnisseam Werkstück bringt, liegt letztlich andem exzellenten thermosymmetri-
Blick auf die «NMV 5000 DCG»: Die Maschine baut für ihre Verfahr-wege sehr kompakt. In Zukunft wird die Maschine mit hoher Wahr-scheinlichkeit auch bei Fehér mit vollautomatischem Werkstück-handling ausgerüstet.
Typisches Bauteilspektrum des Unternehmens Fehér. Im rechten Bild ist eine fertig montierte Baugruppe zu sehen.
Die Produktionshalle des Unternehmens Fehér: Praktisch jedeMaschine ist von der Josef Binkert AG. Nur eine Ausnahme bestätigtdie Regel.

36 technica 03- 08
Fertigung + Produktion I Praxisbericht
«Zwar hatten wir auch schon mal nach‹links und rechts› geschaut, aber bis-her hat uns der eingeschlagene Wegüberzeugt. Für uns wäre es aber amidealsten, wenn alles von Josef Bin-kert wäre. Ein wesentliches Argumenthierfür ist auch, dass das den Serviceerheblich erleichtert. Letztendlichsind die Monteure und Servicetechni-ker der Josef Binkert AG die beste Ver-kaufsunterstützung.»«Der Kaufentscheid fand praktisch abKatalog statt», wie Attila Fehér sagte.Paul Haas betont in diesem Zu-sammenhang: «Das grosse Vertrauenin Mori Seiki und in die Schweizer Ge-neralvertretung Josef Binkert AG. Attila und Andreas Fehér hatten ledig-lich ein Modell und ein Prospekt der‹NMV 5000 DCG› sehen können,mehr nicht.» Zudem scheint die Head-line im Katalog «Die weltbeste 5-Achsen-Maschine» nicht zu viel ver-sprochen zu haben.
bereits eine Realisierung geprüft. Esist recht sicher, dass wir in Zukunftein Werkstück-Handling integrierenwerden. Wie und was wir realisieren,müssen wir aber noch genau prüfen».
In die Zukunft investiertAngesprochen auf die Wirtschaftlich-keit des Werkplatzes Schweiz wird At-tila Fehér konkret: «Im Prinzip ist dieKombination, wie wir sie machen, op-timal für den Standort Schweiz. Wirfertigen komplizierte, hochpräziseTeile – oft aus sehr schwierig zerspan-baren Werkstoffen – in eher kleinenSerien für eine anspruchsvolle Kund-schaft. So fertigen wir absolut wirt-schaftlich. Und wenn ich es mit mei-ner eher unschweizerischen geringenBescheidenheit formulieren darf: Wirsind technologisch Spitzenklasse.» Attila Fehér führt in diesem Zu-sammenhang auch die Investition indie neue Mori Seiki an: «Dass wir auchin Zukunft an der Spitze bleiben, istsicher auch mit ein Grund, warum wirin die ‹NMV 5000› investiert haben.»
Investition ab KatalogMori-Seiki-Maschinen von der JosefBinkert AG sind eine Tradition bei Fehér: «Auch unser Vater (AndreasFehér senior) hat bereits auf diese Zusammenarbeit gesetzt.» Das er-kennt man unschwer am Maschinen-park. Er ist Mori-Seiki-geprägt mit ei-ner Ausnahme. Warum das so ist, be-gründet Andreas Fehér wie folgt:
schätzen. Ein weiterer, sehr positiverAspekt ist, dass die Automations-lösung seitlich adaptiert werden kann,ohne dass sie im Weg ist, wenn bei-spielsweise manuell die Maschine be-stückt werden sollte.Dass die Maschine mit dem sogenann-ten DCG-Verfahren (s.o.) ausgestattetist, merkt man an der Präzision amWerkstück. Schliesslich kann ich nochdie ausgezeichnete Übersichtlichkeitder Maschine hervorheben. Denn derBlick zum Werkstück ist gerade beim5-Achsen-Fräsen sehr wichtig.» Paul Haas betont in diesem Zu-sammenhang noch die Direktantriebeder B- und C-Achse. Das heisst: ab-solut spielfreie und schnelle Antriebe.Die C-Achse kann im Drehmodus biszu 1200 U/min drehen.
Aufwändig: oktogonale Z-AchseUnd schliesslich muss auch die insAuge stechende oktogonale Füh-rungsstruktur der Z-Hauptspindel-Führung erwähnt werden. Die vierFührungsbahnen der «Oktogonal RamConstruction» sind so zueinander an-geordnet, dass sich die Wärmeeinflüs-se kompensieren. Dank der Gleitfüh-rungen an den Führungsbahnen wer-den zudem Schwingungen starkreduziert. Um auch die Produktivität gegebe-nenfalls zu erhöhen, ist das Werk-stück-Handling bereits vorbereitet.Andreas Fehér: «Wir haben mit Erowa
InfosJosef Binkert AG8304 Wallisellen044 832 55 [email protected]
AnwenderFehér AG9436 Balgach071 723 10 [email protected]
Komax AG, Rotkreuz
Systems
Riedstrasse 18
CH-6343 Rotkreuz
Tel. +41 41 799 45 00
www.komaxgroup.com
Professionals in Advanced Automation
n Platzieren statt konstruieren
n Stabiler, formschlüssiger Aufbau
n CAD-Daten für alle Module
n Kleinster Wartungsaufwand
n Vielfältige Kombinationen
n Einfachste Montage
Domino –Handlingkomponenten

03-08 technica 37
Welt sich für das Dixi-Werk in Le Locle interessierte, bestand darin,dass Dixi den Ruf geniesst, weltweitdie genauesten WZM herzustellen, wo-von Mori Seiki auch profitieren kann.
Gleichwohl, die Unternehmensphi-losophie ist doch sicher sehr unter-schiedlich?Ja, es ist ein Zusammenspiel von zweigrundverschiedenen Geschäfts-Philo-sophien. Mori Seiki produziert sehr ge-naue Maschinen, aber in grossenStückzahlen und vielfältigen Modellen.Bei Dixi Machines sieht man die Ziel-setzung für die Fertigung von kleinenStückzahlen in allerhöchster Genau-igkeit. Beide Unternehmensstrategienwerden einen positiven Synergie-effekt bringen.
Die Maschinenindustrie zeichnetsich aus durch eine Berg-und-Tal-fahrt. Sie haben das über Jahrzehn-te miterlebt und alle «Täler» wirt-schaftlich erfolgreich überstanden.Ja, der Werkzeugmaschinenhandel istwie eine Berg- und Talbahn. UnserPrinzip ist, bei Hochkonjunktur nichteuphorisch und während Durststre-cken nicht mutlos zu werden, sondernden guten Mittelweg mit der ganzen
Millionen für Neubeschaffungen undProduktion investiert worden sind.Und mit grosser Wahrscheinlichkeitist ein weiterer Ausbau geplant.
Wie ist die Situation aktuell bei Dixi Machines?Neben der Produktionspalette von Di-xi ist vorläufig nur die Montage desMori-Seiki Bearbeitungscenter NMV5000DCG vorgesehen. Man darf an-nehmen, dass es nicht dabei bleibenwird. Die Frage, warum Mori Seiki alseine der grössten WZM-Hersteller der
Technica: Wie ist ihre Einschätzungbezüglich der Investition von MoriSeiki in Dixi Machines in Le Locle.Josef Binkert: Sie müssen wissen, LeLocle ist der erste ausländische Pro-duktionsstandort von Mori Seiki. DieInvestition hat sicher auch etwas mitdem Generationswechsel in derUnternehmensführung von Mori Sei-ki zu tun. Für Dixi Machines ist dasein Glücksfall. Denn Mori Seiki istsehr daran interessiert den Betriebweiter auszubauen. Das erkennt manallein schon daran, dass über CHF 25
Josef Binkert: «Wie eine Berg-und-Tal-Bahn»Josef Binkert ist einer der Grossen innerhalb derSchweizer Werkzeugmaschinenbranche. Mit 91 Jahrenist er noch immer in der Geschäftsleitung der JosefBinkert AG aktiv. Mit seiner Erfahrung zeigt er äus-serst präzise auf, warum der FertigungsstandortSchweiz so erfolgreich ist. Er gibt Auskunft, wie manein Unternehmen nicht nur gründet, sondern auchsicher in die Zukunft führt und darüber, was dieBeweggründe von Mori Seiki sind, in Le Locle (DixiMachines) zu investieren.
Josef Binkert, Inhaber der Josef Binkert AG: «Sie sehen ausmeinen Antworten, dass ich volles Vertrauen habe für dieweitere Zukunft der schweizerischen Industrie und dass wirmit unserem bekannten Fleiss der fortschreitenden Globali-sierung zuversichtlich entgegenblicken können.»
Josef und Paulette Binkert mit Markus Fässler (rechts) Verkaufsleiter derJosef Binkert AG vor dem Firmensitz in Wallisellen: «Wir glauben weiter-hin an einen starken Fertigungsstandort Schweiz. Seien wir glücklich, ineinem solchen Land wirtschaftlich zu dessen weiterem Wohlstand einenBeitrag leisten zu können.»

38 technica 03- 08
Fertigung + Produktion I Interview
Ihren Kunden die anwendungs-spezifische Optimallösung. Washeisst das konkret?Uns ist es dergestalt möglich, die kun-denspezifischen Probleme unsererAbnehmer vollumfänglich zu erfassenund die gemeinsam besterarbeitetenVorschläge für Neubeschaffungen zuunterbreiten, unter Berücksichtigungdes gesamten Umfeldes der Betriebeunserer Anwender.
Im Vorfeld sagten Sie, dass Sie ihreVerkaufs- und Dienstleistungs-strukturen optimieren wollen, kön-nen Sie sagen, in welche Richtungdas geht?Wir sind laufend bestrebt, die Distri-bution unserer Maschinen zu verbes-sern, indem wir die Kundennähe unddamit das Vertrauen fördern. Dazu ge-hört der stete Weiterausbau des Kun-dendienstes um eventuell Stillstand-zeiten der Maschinen zu vermeiden.
Gibt es noch weitere Aspekte?Die Anforderungen unserer Kundenwerden immer grösser. Wir werdenheute auch vermehrt für die Bearbei-tung von Applikationsvorschlägen fürden Anwender eingesetzt. Die Über-mittlung unserer breit gefächerten Er-fahrungen im zerspanenden Bereichgehört zu unseren selbstverständ-lichen Dienstleistungen.
Will ein Unternehmen in den Be-reich Medizintechnik oder Luftfahrteinsteigen, können Sie hier fach-kompetentes Know-how und auchFertigungslösungen anbieten?Ja, das gehört zu unseren Aufgaben.
Sie haben beschlossen das Aktien-kapital in eine Stiftung zu überfüh-ren. Was bedeutet das konkret fürIhr Unternehmen?Es ist für alle Partner wichtig, dass derNachlieferungsservice und der Ersatz-teildienst garantiert ist durch den un-veränderten Weiterbestand der ge-samten, erfahrenen Belegschaft. Essichert auch die Arbeitsplätze und dieim Laufe der vielen Jahre aufgebau-ten Vertrauensverhältnisse mit denKunden und den Lieferwerken. Dieserfolgt durch die sukzessive Übertra-gung des gesamten Firmenkapitals ineine Stiftung. (Siehe Kastentext hier-zu).
mens. So wagte ich 1954 den Schrittin die Selbstständigkeit, als Ein-Mann-Firma. Mein erstes Büro war inder Bahnhofstrasse in Zürich. Im Ver-kaufsprogramm führte ich zu Beginnvor allem englische WZM, weil Eng-land damals nach dem Krieg auf die-sem Gebiet das führende europäischeLand war. Der Erfolg stellte sich rela-tiv schnell ein und ich sah dies auchdarin bestätigt, dass ich eine Einla-dung von der englischen Königin er-hielt.
Was ist für ein Unternehmen wie ih-res wichtig, um langfristig erfolg-reich zu bleiben? Wir setzen nicht auf kurzfristige Erfol-ge, sondern wir arbeiten auf der Ba-sis einer langfristigen Strategie, diedarin besteht, die eigenen Mitarbei-ter stets weiter auszubilden, damit siedie steten Neuentwicklungen unsererLieferwerke kompetent und fachge-recht den Abnehmern für unsere Pro-dukte übermitteln können.
Neben englischen Maschinen habenSie heute ein breites Maschinen-programm.England hat seine alleinige führendeStellung im Bereich von WZM sukzes-sive verloren. Im Interesse der schwei-zerischen metallverarbeitenden Indu-strie übernahmen wir deshalb weitereAlleinvertretungen aus Deutschland,Italien, Spanien, Amerika, Frankreichund zuletzt aus Japan.
In Ihrem letzten Bulletin schriebenSie, Sie suchten gemeinsam mit
Mannschaft zu finden. Dies ermög-lichte es uns ohne Entlassungen oderPersonalabbau solche konjunkturel-len Phasen zu überbrücken.
Wie entwickelt sich der WerkplatzSchweiz gegenwärtig?Man kann sagen, dass trotz Auslage-rung einiger Betriebe oder Produk-tionssegmente ins Ausland dieSchweiz fähig war, solche Entwicklun-gen mit der Produktion anderer Erzeug-nisse stets zu kompensieren, speziellim Bereich der Uhrenindustrie, der Na-no- und Micromechanik, der Medizi-naltechnologie sowie allgemein vonWerkstücken der höchsten Präzision.
Woher kommt diese gute Positio-nierung?Grundvoraussetzungen für die gutePositionierung sind sicher unsere her-vorragend ausgebildeten Fachkräfteund unser duales Ausbildungssystem.Ich habe deshalb volles Vertrauen indie Schweizer Fertigungsindustrie,weil sie dank ihrer Kenntnisse effi-zienter arbeitet als manche Firmen inden umliegenden Ländern und somittrotz höheren Lohnkosten immer nochwirtschaftlicher produzieren kann.
Wie kamen Sie persönlich zurSelbstständigkeit?Man muss die Gewissheit haben, dassman vieles besser und erfolgreichermachen kann als es beim bisherigenArbeitgeber der Fall war. Dazu gehörtein starker Durchhaltewillen verbun-den mit grossem Verantwortungsge-fühl für die Zukunft des Unterneh-
Josef Binkert AG StiftungDas Firmenkapital des Unternehmens Josef Binkert AG wird sukzessive in eine Stiftungdie laut Handelsregister folgenden Zweck hat:«In gemeinnütziger Weise die Ausrichtung von Beiträgen an die Aus- und Weiterbildungsowie die Auszeichnung besonderer Leistungen (z.B. durch Verleihung von Anerkennungs-preisen) von Berufsleuten technischer Berufszweige, insbesondere in den Sektoren Werk-zeuge, Werkzeugmaschinen und Werkstoff-Entwicklung und künftiger daraus hervorgehen-der neuer Technologien. Die Ausrichtung von einmaligen oder wiederkehrenden Beiträgenan entsprechende Institutionen der beruf-lichen Aus- und Weiterbildung, ein-schliesslich Behinderten-Werkstätten undverwandte soziale oder gemeinnützigeEinrichtungen.»
Weichenstellung: Josef und PauletteBinkert übertragen sukzessive das Firmenkapital der Josef Binkert AG in die umschriebene Stiftung.

Murrplastik AG | Ratihard 40 | 8253 Willisdorf
Tel. 052 / 646 06 46 | Fax 052 / 646 06 40 | www.murrplastik.ch
Viele Dinge
sind flexibel...
...aber mit SICHERHEIT nur
unsere Kabelschutzschläuche!
• Stark belastbar und flexibel
• Hochwertige Materialien
• Passend für alle Anwendungen
• Schnelle Montage
• Hohe Ausreißfestigkeit
• Hohe Schutzart IP 69 K
Raumsysteme
Sorgen Sie für ein gutes Arbeitsklima.Indoor-Raumsysteme für jeden Bedarf:– Hallenbüros in Kürze bezugsbereit– Ein- oder zweigeschossige Bauweise– Für witterungs-, lärm- und staubgeschütztes Arbeiten
Condecta AGStegackerstrasse 6, CH-8409 WinterthurTelefon +41(0)52 234 5151, [email protected]
WWW.AGATHON.COM
NORMALIEN – WEIT ÜBER DER NORM:Hochpräzise Norm- und Spezialführungs-Elemente.
GETRIMMT AUF WIRTSCHAFTLICHKEIT IM WERKZEUGBAU.
SMART IN EFFIZIENZ UND PREIS!
AGATHON AG | CH-4503 SolothurnTel. +41 32 617 45 01 | Fax +41 32 617 47 [email protected] | www.agathon.com

40 technica 03- 08
Die für kleinere Betriebe ak-zeptable Automatisierung beider Spindelpositionierung be-
schränkt sich auch heute oft auf mechanische Positionsanzeigen, vondenen der Maschineneinrichter denPositions-Istwert ablesen kann, dieSollwerte liegen schwarz auf weiss als Rezeptur vor. Verstellt wird perHandkurbel. Sind viele Spindeln zuverstellen und zahlreiche Rezepturenoder Einstellmuster zu verwalten,schleichen sich bei diesem Vorgehengern Fehler ein. Beim Lesen kannman schnell in der Zeile verrutschenund auch die Spindelnummer wird abund an mal verwechselt. Eine falscheingestellte Spindel bedeutet aberimmer, dass zunächst einmal Aus-schuss produziert wird, bis der Fehlergefunden und korrigiert ist. Das kostetZeit und verursacht unnötige Kosten.Abhilfe schaffen hier Spindelpositio-niersysteme. Allerdings sollte sich derAutomatisierungsgrad individuell aufdie Anforderungen der jeweiligen Ap-plikation abstimmen lassen. Schliess-lich wird bei Verstellachsen der Gradder Automatisierung ausschliesslichvom Kosten-Nutzen-Verhältnis be-stimmt. «Technischer Overkill» lohntsich hier ganz sicher nicht.
Teilautomatisierung mitdem AkkuschrauberBaumer IVO hat diese Problemstel-lung erkannt und heute ein flexiblesSpindelpositioniersystem im Pro-gramm, das sich in unterschiedlichenAusbaustufen und Baugrössen denverschiedensten Automatisierungsbe-dürfnissen anpasst. Dabei kann mandie einzelnen Systemkomponentenauch problemlos innerhalb einer Maschine miteinander kombinieren.Die Möglichkeiten reichen von einerelektronischen Unterstützung der ma-nuellen Verstellung bis hin zur servo-getriebenen Vollautomatisierung. Mitdem AccuDrive gibt es jetzt eine wei-tere Variante, die die Lücke zwischenmechanischen Handrädern und Servo-antrieben schliesst und sich dadurchbesonders für teilautomatisierte For-
mateinstellungen an Holz-, Druck-,Verpackungs- und Metallbearbei-tungsmaschinen eignet.
Einstellfehler vermeidenund Rüstzeiten reduzierenDas System besteht aus einem akku-schrauberähnlichen, mobilen Ver-stellantrieb, der über eine Infrarot-
In den verschiedensten Branchen müssen an Produk-tions-, Verpackungs- oder Bearbeitungsmaschinenüber verstellbare Achsen die unterschiedlichsten Formate, Anschläge oder Führungen an den Prozessoder das aktuell zu fertigende Produkt angepasstwerden. Dabei ist noch häufig Handarbeit im Spiel,denn vollautomatisierte Lösungen mit durchgehendvernetzten Antrieben lohnen sich meist nur, wennsehr oft verstellt werden muss.
Mobiler Verstellantrieb schliesst die Lücke zwischen mechanischen Handrädern und Servoantrieben
Automation nach Mass
Elektronische Unterstützung der manuellen Positionierung. Kleine Positionsanzeigen,kombiniert mit einem kompakten Controller, führen den Bediener zur korrekten Zielposition. (Foto: Baumer IVO)
Automation à la cartePositionieraufgaben, die an teilweise sehr unterschiedlichenMaschinen immer wieder für Formatanpassungen notwendigsind, werden häufig noch manuell erledigt. Hier liegt ein gros-ses Rationalisierungspotenzial. Zu diesem Zweck hat BaumerIVO ein Spindelpositioniersystem entwickelt, das sehr flexibelist und sich in unterschiedlichen Ausbaustufen und Baugrös-sen dem gewünschten Automatisierungsgrad und den jeweili-gen Einbauverhältnissen anpasst. Das Spektrum reicht von derreinen Sollwertanzeige und dem Einfachbedienterminal, mitdem sich auch Istwerte eingeben lassen, bis hin zum automa-tisch arbeitenden motorisierten System. Dabei kann man dieSystemkomponenten problemlos auch innerhalb einer Maschi-ne miteinander kombinieren, also beispielsweise bei häufigerVerstellung mit Servoantrieben arbeiten, während man beieher selten zu verstellenden Spindeln die elektronischen Posi-tionsanzeigen mit einem Handrad oder dem neuen AccuDrivekombiniert. Dieser mobile Verstellantrieb schliesst jetzt dieLücke zwischen mechanischen Handrädern und Servoantrie-ben und eignet sich dadurch besonders für teilautomatisierteFormateinstellungen an Holz-, Druck-, Verpackungs- undMetallbearbeitungsmaschinen.
AutorenJohannes Schuff, ProduktmanagerProzessanzeigen bei der BaumerIVO GmbH & Co. KG, und Ellen-Christine Reiff, Redaktionsbüro Stutensee
Automations- und Antriebstechnik I Antriebstechnik

03-08 technica 41
Schnittstelle mit den an den Ver-stellachsen montierten Spindel-positionsanzeigen kommuniziert. Sta-tus-LEDs signalisieren dem Bediener,welche Spindeln bei einem Format-wechsel in welcher Reihenfolge ein-zustellen sind. Verwechslungen unddie damit häufig verbundenen Kolli-sionen einzelner Maschinenteile sinddadurch ausgeschlossen. Dabei istdie Bedienung sehr praxisgerecht.Zum Einstellen der Spindel wird derAkkuschrauber einfach auf der Ver-stellspindel angedockt, erhält seineBefehle für Vor-, Zurück- oderSchleichfahrt von der jeweiligen Spin-delpositionsanzeige und stoppt auto-matisch, wenn die Zielposition er-reicht ist. Der Bediener wird dadurch deutlichentlastet, vor allem wenn bei einemFormatwechsel viele Spindeln zu ver-stellen sind. Davon profitieren nichtnur die Handmuskeln, sondern durchdie kürzeren Rüstzeiten auch der Pro-duktionsprozess. Da beim Verstellenzudem die Positionierrichtung z. B.für einen korrekten Spindelspielaus-gleich berücksichtigt wird, sind For-matwechsel präzise reproduzierbarund Einstellfehler aus diesem Grundausgeschlossen.
Elektronisch hinterlegteEinstellmusterMit dem mobilen Verstellantrieb ver-einfacht sich aber nicht nur derWechsel der gespeicherten Formate.Bereits beim Einrichten neuer For-mate ist er ein sinnvolles Hilfsmittel.Auch hier wird wieder der Akku-schrauber einfach auf der Positio-nieranzeige der einzustellenden Ach-se aufgesteckt. Anschliessend wirdüber zwei Tasten die Positionierrich-tung ausgewählt. Sobald der Bedie-ner dann die Auslösetaste des An-triebs drückt, beginnt die Positionier-fahrt. Den jeweiligen Istwert liest ervom Display der Spindelpositionsan-
zeige ab. Ist die für das jeweilige For-mat passende Position erreicht, wird
sie als Sollwert in die elektronischhinterlegte «Rezeptur» übernommen.
Voll automatisierte Lösungen mit durchgehend vernetzten Antrieben lohnen sich, wenn oft verstellt werden muss. (Foto: Baumer IVO)
10 Jahre Produktion0 Fehler100% Verfügbarkeit
Maximale Maschinen-Verfügbarkeit:Mit CNC-Steuerungen von Fanuc GE
Unsere Steuerungen sind die verlässlichsten der Welt: Statistisch gesehen kann erst nach über 10 Jahren ein Steuerungsfehler auftreten. Das spart teure Service-Ein sätze und reduziert die TCO (Total Cost of Ownership) auf ein Minimum. Ihr Vorteil: höchste Zuverlässigkeit für maximale Verfügbarkeit.
Nur eine unserer Stärken.
Fanuc GE CNC Switzerland GmbH / Erlenstrasse 35a - P.O. Box CH-2555 Brügg BE / Tel.: (+41) 32 366 63 63 / Fax: (+41) 32 366 63 [email protected] / www.fanucge.ch
CNC CONTROLS DRIVE SYSTEMS LASER SYSTEMS SERVICE
Fortsetzung Seite 42

42 technica 03- 08
sich auch bei schlechten Lichtver-hältnissen gut ablesen. Der Memory-Controller arbeitet im weiten Be-triebsspannungsbereich von 85 bis260 VAC und bei Netzfrequenzen von50 oder 60 Hz, eignet sich also fürden weltweiten Einsatz. Dies wirdauch mit der mehrsprachigen Bedie-nerführung unterstützt. Vom Control-ler aus können komplexe Rezepturenprogrammiert und bis zu 100 Formateabgespeichert werden.
Bis zu 100 solcher Einstellmusterkann der kompakte Controller desSpindelpositioniersystems verwaltenund bei einem Formatwechsel denbis zu 32 an den Spindeln montier-ten Positionsanzeigen zur Verfügungstellen. Das Spindelpositioniersystem kannentweder als Stand-alone-Lösung ar-beiten oder direkt mit der Maschinen-steuerung kommunizieren. Für nahe-zu alle gängigen Feldbussysteme gibtes die passenden Gateways, die denDatenverkehr des Bussystems auf dasRS485-Netzwerk der Spindelposi-tionsanzeigen übertragen und umge-kehrt. Da die Umdrehungen mit ei-nem absoluten Multiturn-Messsystemerfasst werden, gehen auch im span-nungslosen Zustand oder bei Strom-ausfall keine Positionswerte verloren.Die 7-Segment-Anzeige der Positions-anzeigen ist hinterleuchtet und lässt
Formatumstellung im Handumdrehen ermöglichtder mobile Verstellantrieb AccuDrive. Position,Drehrichtung, Drehzahl und Spindelspielaus-gleich werden automatisch an den Verstell-antrieb gesendet. (Foto: Baumer IVO)
InfosBaumer IVO GmbH & Co. KG D-78022 VS-SchwenningenCH: Baumer Electric AG8500 Frauenfeld052 728 11 [email protected]
Automations- und Antriebstechnik I Antriebstechnik
UNIVER AG, CH-6312 Steinhausen
Tel. +41 (0)41 741 75 80, [email protected]
www.univer-ag.ch
Wolfensberger AG
8494 Bauma
T 052 396 11 11
F 052 396 15 50
www.wolfensberger.ch
Für überzeugende Lösungen aus einem GussWolfensberger bietet vom Sphäroguss bis zum hochlegierten Stahl
eine umfassende Werkstoffpalette, mit zwei Formverfahren:
Sandguss und keramisches Genaugiessverfahren. Zusätzlich über-
nehmen wir für Sie auch die einbaufertige Bearbeitung und
weitere Dienstleistungen, von der Konstruktion bis zur Logistik.
Wir sind an der Hannover Messe:Halle 003, Geschoss B26, Stand 17
2_sw_bearbeitet.indd 1 18.2.2008 10:13:10 Uhr

2_p3104_1800_bearb.indd 1 6.11.2007 8:39:57 Uhr
Ennetbürgen041 610 67 07
Produkte:
n Servoantrieben Direkt- & Linearantrieben Metallbalgkupplungenn Schrittmotorantriebe
Plan-les-Ouates022 794 93 26
Tätigkeiten:
Verkauf & Vertrieb nBeratung n
Anwendungsberechnung nKundendienst n
Metallbalgkupplungen
2_Viertelseite_bearb4.indd 1 28.2.2008 16:40:16 Uhr
STEIGERN SIEIHRE PRODUKTIVITÄT MIT NAKAMURA-TOME
Nakamura-Tome Drehzentren in neun Baureihen
- Führend in der Komplettbearbeitung mitDoppelspindeldrehmaschinen (4-13 NC-Achsen)
- Dreh-Fräszentren mit automatischenWerkzeugwechslern (Wkz-Magazine bis 120 Plätze)
- Dank kompakter, stabiler Bauweise eine hoheProduktionsgenauigkeit
- Günstigste Stückkosten mit Nakamura-Tome
Walter Meier ist Ihr Partner für modernste Werkzeug-maschinen, Werkzeuge und Reinigungsanlagen führender Hersteller. Wir beraten Sie gerne und kompetent.
Gesamtlösungen für Präzisionsfertigung
Walter Meier (Fertigungslösungen) AGBahnstrasse 24CH-8603 SchwerzenbachTel. 044 806 46 46Fax 044 806 47 [email protected]

«Wenn heute Ärzte mit medizini-schen Lasergeräten Augen operie-ren, Körperhaare oder Tatoos ent-fernen, müssen beide – Arzt undLaser – äusserst präzise arbeiten»,sagt Ekkehard Kress, Geschäfts-führer der Gesellschaft für inno-vative Industrieelektronik mbH(iie) mit Sitz im oberbayerischenSoyen. Um die Präzision geräte-seitig sicherzustellen, setzt dasUnternehmen auf die flexibleSchraubtechnik der Tensor-SL-Baureihe von Atlas Copco Tools.«Innovative Produkte benötigeninnovative Fertigungslösungen»,betont Kress. Entscheidend seider flexible Montageplatz in derKleinserienfertigung: Ein Montage-mitarbeiter, der vormittags Laser-Stromquellen der einen Baureihemontiert, kann am selben Platznachmittags andere Komponen-ten fertigen oder Stromquellen einer anderen Modellreihe. Durchunterschiedliche Bau- und Leis-tungsgrössen, den Einbau ver-schiedener Kondensatoren oderetwa anderer Kühlkörper ergebensich unzählige Varianten. Sie allelassen sich mit einem einzigenTensor SL bearbeiten.
Auch zum Gewinde-schneiden geeignetUrsprünglich für die dokumenta-tionspflichtige Schraubmontageentwickelt, verwendet iie die Ma-schinen aber auch zum Gewinde-schneiden und zum Einsetzen von
Mehrstufigkeit kombiniert. Für diebei diesen Stromquellen erforder-lichen, sehr geringen Verschrau-bungstoleranzen eignet sich dasTensor-SL-System besonders gut.Für sicherheits- und funktionskri-tische Verbindungen mit Drehmo-menten zwischen 0,3 und 12 Nmstehen mehrere Werkzeuge dieserSerie zur Verfügung.
Bestmögliche Produk-tionsqualität ist Fir-menphilosophieVor der Anschaffung der Tensorensetzte iie elektrische oder pneu-matische Schrauber sowie Akku-werkzeuge ein. «Häufig musstenwir mit erheblichem Zeit- und Kos-tenaufwand nacharbeiten», sagtEkkehard Kress. Der Grund waren
Tensor SL montiert kleine so sicher wie grosse Serien
Damit der Strahl genau trifft
Medizinische Laser heilen bereits Augen. Aller-dings nur, wenn sich der Laserstrahl sehr genauregeln lässt. Eine exakt gefertigte Stromquelleist deshalb ein Muss. Ein Tensor-SL-Schraub-system sichert die benötigte Fertigungsqualitätbei iie ganz ohne Nacharbeit. Der Herstellerelektronischer Baugruppen verwendet denSchrauber sogar zum Bohren, Gewindeschneidenund Einsetzen von Helicoils.
«Alle Montageplätze bieten viel Flexibilität», sagt GeschäftsführerEkkehard Kress (hinten). So lassen sich beispielsweise an einemMontageplatz für eine Laser-Stromquelle der Baureihe MLP insgesamt 262 Schraubfälle mit Drehmomenten von 1,1 bis 4 Nmleicht per Software abrufen. Hinterlegt sind dort 71 Parametersätze,acht mehrstufig arbeitende Anziehprozesse sowie zwölf kompletteJobs. (Bilder: Atlas Copco Tools)
44 technica 03- 08
Helicoils. Die Gewindeschneid-funktion beispielsweise war vonden Konstrukteuren gar nicht vor-gesehen. «Aber mit einem pas-senden Schnellspannfutter erle-digt der Tensor SL auch das höchstgenau», freut sich Kress.In der Steuerung eines einzigenWerkzeugs sind 112 Parameter-sätze hinterlegt, 31 Jobs und 22 sogenannte Mehrstufenfunk-tionen. Diese sind für Verschrau-bungen nötig, die mehrere Maleangezogen und (ein Stück weit)wieder gelöst werden müssen, umeine maximale Genauigkeit zu er-zielen. Drei Arbeitsplätze sind beiden Oberbayern mit den Tensor-schraubern ausgestattet.Peter Lorenz, Leiter der Software-abteilung, erläutert die Vielfalt dererforderlichen Montageschritteanhand einer Laser-Stromquelleder Baureihe MLP: «Bei diesenStromquellen kommen insgesamt262 Schraubfälle mit Drehmo-menten von 1,1 bis vier Newton-meter vor. Im Werkzeug sind 71Parametersätze hinterlegt, achtmehrstufig arbeitende Anziehpro-zesse sowie zwölf kompletteJobs.» Montiert würden nicht nurBlech-, Gewinde- und selbstfor-mende Schrauben in verschiede-nen Grössen, sondern auch Heli-coil-Gewindeeinsätze. «Ausser-dem muss der Bedienungsmannhier einige Gewinde schneiden.»In einem Job seien dazu ein Para-metersatz und die entsprechende
Automations- und Antriebstechnik I Automation

überdrehte und damit lockere oderauch abgerissene Schrauben, de-formierte Bauteile, gebrocheneKunststoffelemente, schlechtethermische Verbindungen zumKühlkörper oder Gewindefresser.«Der daraus resultierende Auf-wand zum Erreichen der ge-wünschten Fertigungsqualität warnicht mehr akzeptabel, und wir
mussten neue Wege suchen», er-klärt Kress.Sämtliche Produkte der Ober-bayern unterliegen der Klassifizie-rung für Medizinprodukte nachIEC 601/EN 60601, die die Si-cherheit medizinisch-elektrischerGeräte regelt. Alle Fertigungs-schritte, einschliesslich derSchraub- und Montagedaten, sind
zu dokumentieren. Eine iie-eigeneSoftwarelösung gibt dem Bedie-ner über einen Monitor die einzel-nen Montage- und Arbeitsschrittevor, der so Parametersätze oderJobs für seinen aktuellen Auftragschnell anwählt. Nach jeder «IO-Verschraubung» (IO = in Ordnung)und nach jedem korrekt abgear-beiteten Job werden die Ferti-gungsdaten über die Ethernetver-bindung von der Tensor-Steuerungzum Server übertragen. So er-reicht iie eine Prozesssicherheitder Stufe 4, die zu 100 % sichereFertigungsabläufe in einer doku-mentationspflichtigen Montagegewährleistet. Stufe 4 heisst auch:Alle Anziehdaten werden gespei-chert und sind am Arbeitsplatz abrufbar, um Fehleranalysen vor-nehmen zu können. Da dieSchrauber ihre eigene Internet-adresse haben, können sie auchonline zentral überwacht werden.
Aus Fertigungsfehlern resultierende Spannungsschwankungen derLaser-Stromquelle könnten fatale Folgen für einen Patienten haben.Der Tensor SL zieht deshalb mit seinem bürsten-losen Motor sicher-heits- und funktionskritische Verbindungen präzise an und doku-mentiert die Ergebnisse.
Zum Einsetzen von Helicoil-Gewinden werden in einemsogenannten «Job» ein Parame-tersatz (Aufziehen) und eineMehrstufe (Eindrehen, Ausdre-hen) kombiniert. Auch das über-nimmt der Tensor SL.
Elektronische BaugruppenDie Gesellschaft für innovative Industrieelektronik mbH aus Soyenkonzentriert sich auf die Entwicklung und Produktion von elektroni-schen Baugruppen industrieller und medizinischer Systeme. Seit1985 werden Stromquellen für Laser gefertigt, die mittlerweile mitallen für ein Lasersystem erforderlichen elektronischen Komponenteninklusive Steuerung und Software geliefert werden. Zudem beschäf-tigt sich das Unternehmen mit aktiven Kühlsystemen auf Basis vonWärmepumpen sowie Vorschaltgeräten für Hoch- und Mitteldruckent-ladungslampen. iie verfügt über Messtechnik bis in den 40-GHz-Be-reich und ein eigenes EMV-Labor (EMV =elektromagnetische Verträg-lichkeit); komplexe mechanische Teile werden auf einem eigenen Be-arbeitungszentrum gefertigt.
InfosAtlas Copco Tools Schweiz2557 Studen032 374 16 [email protected]
NEU AUCH MITPRECISE ECM
Wir sind Entwicklungs- undFertigungspartner für Ihrekomplexen mechanischen Komponenten. Als Technologieführer setzen wir auf neuste Verfahren und Automation – zu Ihrem Nutzen. Neu auch mit Precise ECM. Interessiert? Dann fragen Sie uns an.
Lerzenstrasse 4, CH 8953 Dietikon Tel. 044 746 46 46 [email protected]
www.gebrbraem.ch

46 technica 03-08
Ein wichtiges Element, das dieVerbreitung derartiger PC-Sys-teme geradezu explosionsartig
beschleunigt, ist die zunehmendeVerfügbarkeit grosser, preisgünstigerFlachdisplays für Multimedianwen-dungen. Mit einem kleinen, kompak-ten Box-PC in Kombination mit einemLCD-Flachdisplay können sehr ein-fach und preisgünstig leistungsfähigemit grossen Bildschirmen ausgestat-tete Multimediaplayer aufgebaut wer-den, die in zahllosen Anwendungeneingesetzt werden können. Beispielehierfür sind vernetzte Informations-terminals in Flughäfen, multimedialeinteraktive Präsentationsterminals inMuseen, Verkaufs- und Info-Termi-nals in Supermärkten und Baumärk-ten, Informationsterminals in der Tou-ristikbranche etc. Ein weiteres Element das dazu bei-trägt, dass die Wachstumsraten beiBox-PCs zweistellig sind, ist die zu-nehmende Verbreitung von Ethernetin der Automatisierungstechnik. Hier-durch verändert sich die Architekturvon industriellen PC-Installationen inder Industrie dramatisch. Klassische19"-Industrie-PC-Lösungen werdendurch kompakte Controller, basierendauf einem Box-PC, ersetzt. Industrielle
E/As sind nicht mehr im IPC, sondernausserhalb installiert und werdenüber Ethernet angekoppelt.
Zuverlässigkeit und Wartungsfreiheit im BlickpunktBei allen derartigen Systemen, die inden unterschiedlichsten Umgebun-gen, weit verteilt, meist unbeobach-tet betrieben werden, liegt es nahe,dass der Anwender hohen Wert aufZuverlässigkeit und Wartungsfreiheitlegt. Ein niedriger Geräuschpegel istbei zahlreichen Applikationen darü-ber hinaus eine wichtige Randbedin-gung. Ein lüfterloses PC-Systemscheint hier die Lösung des Problemszu sein, ist es doch völlig abgeschlos-sen gegenüber der Umwelt, damit ver-schmutzungsunempfindlich, war-tungsfrei und sehr leise. Doch auch hier gibt es Probleme, diees zu berücksichtigen gilt und die zuEinschränkungen im Einsatzspek-trum für derartige PC-Systeme füh-ren. In diesem Artikel werden die Ein-satzgrenzen lüfterloser Systeme kurzerläutert und ein neu entwickeltesBox-PC-System vorgestellt, das lüf-terlos oder mit Lüfter betrieben undsomit dem Einsatzzweck optimal an-gepasst werden kann.
Hitze contra Lebensdauer Der grösste Feind der Zuverlässigkeitbei vielen Komponenten, die in einemPC eingebaut sind, ist die Hitze. Mit
steigender Betriebstemperatur sinktdie Lebensdauer teilweise dramatischauf ein nicht mehr akzeptables Ni-veau ab. Bei Festplatten verhält essich erfahrungsgemäss so, dass jedesGrad Celsius über der Normtempera-tur, die bei 25 °C liegt, ein Absenkender Zuverlässigkeit um zwei bis dreiProzent zur Folge hat.Bei lüfterlosen PC-Systemen könnensich während des Betriebs im Innernlokale Wärmenester bilden, da dort ei-ne Luftzirkulation meistens fehlt.Dies kann zu sehr hohen Betriebstem-peraturen an Komponenten im Gerätführen, was wie oben geschildert zueiner dramatischen Absenkung vonderen Lebensdauer führen kann.Wenn ein System mit Erweiterungs-steckplätzen ausgestattet ist, könnendurch die Integration von Erweite-rungskarten weitere Wärmequellen indas System «eingebaut» werden, wel-che die ganze thermodynamischeKonzeption eines Systems ohne Lüf-ter ad absurdum führen können. Weitere Probleme bezüglich der Tem-peratur im Innern eines lüfterlosenSystems können sich durch die Ein-bausituation des Geräts ergeben. Lüf-terlose Systeme werden in der Regelgekühlt, indem Wärme aus dem Inne-
Automations- und Antriebstechnik I Automation
Leistungsfähige kleine Box-PCs sind derzeit dabei, einen sehr hohen Ver-breitungsgrad zu erreichen. Grund hierfür ist die zunehmende Verfügbar-keit von hochintegrierten Embedded Einplatinencomputern mit leistungs-fähiger Grafikfunktionalität und vielen E/A-Schnittstellen sowie vonimmer leistungsfähigeren stromsparenden Prozessoren mit relativ gerin-ger Verlustleistung. Dies erlaubt den Bau von kleinen, kompakten unddennoch leistungsfähigen PC-Systemen für Anwendungen z. B. in derAutomatisierungs- und Medizintechnik oder als Multimedia-PC-Einheiten– kurz überall dort, wo Rechenpower, leistungsfähige Grafikfunktiona-lität und E/A-Schnittstellen bei geringen Abmessungen benötigt werden.
Leistungsfähige Box-PCs für Automationsaufgaben
Lüfterlos mit Notbremse
AutorBruno Schait, El.-Ing. HTL/STV Geschäftsführer, Spectra (Schweiz) AG, Egg Der Box-PC eignet sich für Automations- wie für
Multimedia-Anwendungen.

ren durch Strahlung und Konvektionan die Umgebung abgegeben wird.Dies erfordert eine Einbaussituation,die es ermöglicht, dass eine ungestör-te Luftzirkulation an denjenigen Ober-flächen des Geräts stattfinden kann,die für die Kühlung des Gesamtsys-tems wichtig sind. Oft gestattet dieAnwendung dies jedoch nicht. Es istsehr wohl möglich, ein lüfterloses PC-System mit hoher Betriebssicherheitfür einen ganz bestimmten Einsatzfallzu entwickeln, soll das System aller-dings skalierbar, erweiterbar, unterwechselnden Umgebungs- und Ein-baubedingungen verwendbar sein, istdies eher ein schwieriges oder extremteures Unterfangen.
Hybridkühlung schafft SicherheitDie neuen industriellen Mini-PCs derSpectra PowerBox-Serie wurden pri-mär mit dem Ziel entwickelt, höchsteLanglebigkeit und Betriebssicherheitauch bei 24h Dauerbetrieb und hoherSystembelastung zu garantieren. Dasbedeutet im Innern der Geräte musses kühl bleiben. Sie sollten skalierbar,durch PCI-Karten erweiterbar sein undunter den unterschiedlichsten Einbau-situationen sicher betrieben werdenkönnen. Ein weiteres Ziel bei der Ent-wicklung war ein geräuscharmer Be-trieb, mit einem derart niedrigen Ge-räuschniveau, dass Multimedia-Appli-kationen nicht durch Eigengeräuschedes Geräts gestört werden. Randbe-dingungen der oben geschilderten Artgibt es bei fast allen Multimedia-An-wendungen. Dort muss in der Regelmit hoher Systembelastung, langenBetriebszeiten und den unterschied-lichsten Einbausituationen gerechnetwerden. Grundsätzlich wird eine Spec-tra PowerBox lüfterlos betrieben. DieKühlung wird in diesem Fall durch ei-
ne grosszügig ausgelegte Heatpipe mitaussenliegendem Kühler durch Kon-vektion sichergestellt. Überschreitetdie Temperatur im Inneren ein gewis-ses Niveau, schaltet sich der Lüfter zu.Damit das System dann trotzdem sehrgeräuscharm betrieben werden kann,wird ein langsam laufender, tempera-turgesteuerter Lüfter mit grossemQuerschnitt eingesetzt. Dieser Lüfterläuft selbst bei hoher Luftleistung ex-trem leise und garantiert einen sehrgeräuscharmen Betrieb. Der Lüftersaugt die Luft durch das Gehäuse desGeräts an und bläst sie durch denaussenliegenden Kupferkühler einerHeatpipe. Die Spectra PowerBox istsozusagen mit einer Hybridkühlung, d. h. einer Kühlungseinrichtung diemit und ohne Lüfter betrieben werdenkann, ausgestattet. Erlaubt die An-wendung eine optimale Einbaulagemit guter Konvektionsströmung, kanndie Spectra PowerBox gänzlich ohneLüfter betrieben werden.Die Spectra PowerBox-Serie bestehtaus mehreren Grundmodellen, diesich durch die angebotenen Optionenideal an die jeweiligen Anforderungenanpassen lassen. Die Box-PCs der Se-rie sind mit Mini-ITX-Boards ausge-stattet und können modellabhängigeine CPU von Pentium M, über Ce-leron M bis Core 2 Duo besitzen. DieSpectra PowerBox-12xx-Serie verfügtüber zwei freie PCI-Steckplätze, dieSpectra PowerBox-11xx-Serie bieteteinen PCI-Steckplatz. Alle SpectraPowerBox-PCs verfügen über ein ro-bustes Aluminiumgehäuse und sindwie folgt ausgestattet: 40 GB Fest-platte, analog VGA-Grafik, DVI-Grafikmodellabhängig als Standard oderOption, 6 USB-Schnittstellen, 2 x RS-232, Gigabit-LAN, Audio inkl. SPDIF-coax und SPDIF-optisch. Im Liefer-umfang der Geräte ist ein externesNetzteil mit 12 VDC Ausgangsspan-nung enthalten. Die Abmessungendes kleinsten Modells betragen (B x H x T) 190 x 75 x 250 mm undgehen bis 200 x 110 x 250 mm.
Die Lüftungseinheit innerhalb des Box-PCs.
InfosSpectra (Schweiz) AGIndustrie-PC & Automation8132 Egg ZH043 277 10 [email protected]
Sie verdienen das Beste!
• 600 namhafte Hersteller
• Spezialist für Kleinmengen
• 24-Stunden-Lieferservice
• Kein Kleinmengenzuschlag
• Jetzt Katalog kostenlos bestellen!
www.distrelec.ch
Geben Sie sich nicht mit weniger zufrieden!
Die Distrelec Produktvielfalt.
Jetzt bestellen!
Der neue Katalog
ist da!

48 technica 03-08
Die neue Produktionshalle amStandort Meisenheim wurdegezielt als ein integriertes Fer-
tigungszentrum für die Herstellungund das Finish von Regalstützen, Tra-versen und Bauteilen der neuen Pa-lettenregalfamilie Pro konzipiert undausgerüstet. Die neue Halle und de-ren Ausrüstung dokumentieren aberauch die stetige Entwicklung von Bi-to zum Komponenten- und System-hersteller mit höchstmöglicher Ferti-
gungstiefe. Der hohe Grad an Eigen-fertigung führt zu einer reproduzier-bar hohen Produktqualität sowie ineiner hohen Leistungs-, Liefer- undServicequalität. Aktuelles Beispieldafür ist die Produktion des neuenSchwerlastregals Pro, dessen Bautei-le innerhalb des neuen Produktions-ablaufs quasi ab Coil entstehen undals montagefertige Komponentennach Aufträgen kommissioniert denWerkplatz Meisenheim verlassen.
Vollautomatische Stützen-und TraversenfertigungKernstücke der neuen Produktions-zentrale sind die Profilieranlagen undStanz-/Umformmaschinen für die Re-galstützen, die Traversen und die da-zugehörigen Komponenten wie dieHakenlaschen. Die Produktion derBauteile erfolgt, entsprechend denAuftragseingängen, flexibel und dem-nach chargenweise in bestimmtenLosgrössen, eben ab dem Coil und biszur Palettierung der fertig beschich-teten Stützen und Traversen, weitge-hend automatisiert. Die hochmoder-ne Fertigung der Bauteile beginnt imCoil-Lager mit der Bevorratung undVorbereitung der Coils, die dann derProduktionsstrasse für die Stützenoder der Produktionsstrasse für dieTraversen oder dem Stanz-/Umform-automat für die Hakenlaschenferti-gung zugeführt werden.
Fördertechnik + Logistik I Lagertechnik
Wenn es gelingt, die Produktion von Gütern so effizient und flexibel zu automatisieren, dass die Lohnkosten keinen entscheidenden Faktor der Produktionskosten darstellen, gibtes auch keine Veranlassung, diese Produktion in Billiglohnländerzu verlagern. Die praktische Umsetzung dieser Erkenntniserfordert oft neue Ansätze bei Produktionsprozessen und Fertigungseinrichtungen. So war dies auch bei der neuen Fertigungsstrasse für Palettenregale von Bito in Meisenheim.
Automatisierte Regalstützen- und Traversenfertigung
Coils rein – Palettenregallager raus
In der neuen Halle 7 im Bito-Werk Meisenheim entstehen Palettenregalträger und -stützen in flexibler mannarmer Fertigung direkt aus den Stahlcoils.

Die Palettenregalfamilie Pro umfasst auch alleserforderliche Zubehör.
Für die Herstellung der Regalstützenund der Traversen ist je eine Profilier-anlage des italienischen SpezialistenGasparini im Einsatz. Gasparini hatsein Profilieranlagenkonzept speziellauf die Bedürfnisse von Bito ange-passt. Die Profilierwalzen können indieser Anlage über die Steuerung ver-stellt werden, was das Umrüsten we-sentlich schneller macht. Damit ent-stand in der «Pro-Halle» bei Bito einflexibles, automatisiertes Produk-tionssystem mit extrem tiefem Perso-nalbedarf und hoher Produktivität.Insgesamt konnten die Produktions-
kosten im zweistelligen Prozentbe-reich gesenkt werden.Die Coils werden zunächst auf soge-nannte Wendehaspeln aufgesetzt undvon dort dann sukzessive abgerollt.Für einen durchgängigen Arbeitspro-zess sind an den Haspeln Bandenden-Schweissvorrichtungen installiert.Nach dem Abrollen des Coilbandes er-folgt ein Richtvorgang und erst dannwird der Blechstreifen einem separatzuschaltbaren Stanzautomaten (fürzusätzliche Lochungen nach Kunden-bedarf) bzw. der Profilieranlage zuge-führt. Die profilierten Stützen undTraversen werden durch in die Anlageintegrierte fliegende Sägen auf dierichtige Länge abgesägt. Danach erfolgt in weiteren Stationen die Kom-plettierung durch Verschweissen derProfile bzw. durch Anschweissen vonLaschen in einer Roboterschweiss-zelle.
Produkt- und kunden-flexible AuftragsfertigungAls Nächstes gelangen Traversen inden Finish-Bereich und werden dortwahlweise zunächst gepuffert, odergleich gereinigt, pulverbeschichtet,eingebrannt, abgekühlt und schliess-lich palettiert. Die profilierten Stützenwerden anschliessend am Montage-platz zu einem fertigen Stützrahmenmontiert. Beide Profilieranlagen sind so flexibelausgelegt, dass die jeweiligen Stüt-zen- und Traversenlängen und Profilesowie die Lochbilder für spezielle Anforderungen ohne grossen Rüst-aufwand auftragsbezogen produziertwerden können. Die Möglichkeit derZwischenpufferung zwischen Stüt-zenfertigung und Finish ermöglichteine unabhängige Losgrössenoptimie-rung nach Profil und anschliessendnach Farbe. Die neue Produktionshalle mit ihrenEinrichtungen fertigt ausschliesslichTeile für die Palettenregale Pro. Diesgarantiert einen schnellen Auftrags-durchlauf, eine reduzierte und vor al-len Dingen kostensparende Bevor-ratung bzw. Zwischenlagerung, eine hohe Verfügbarkeit zur schnellen Be-lieferung und nicht zuletzt eine stö-rungsfreie, zeitoptimierte Hochregal-lager-Montage. Der Bau der Halle 7 begann im März2006 und im Herbst 2007 erfolgtedie Inbetriebnahme. Die Anlaufzeit
In der Roboterschweisszelle werden die Haken-laschen automatisch an die Twin-Top-Traversengeschweisst.
PRÄGETECHNIKwww.zwahlenag.ch
Nadelprägen elektronisch, individuell,schnell, sauber
Schlagprägen, vielseitig und schnell
Abrollprägen für runde Werkstücke
Nummeratoren, Stahlprägetypen,Spezialausführungen
Dank unserem breiten Fachwissenbauen wir auch Spezialanfertigun-gen nach Ihren Anforderungen.Fragen Sie uns an!
Bruno Zwahlen AGHandling Maschinen Spezialwerkzeuge
8716 Schmerikon
Tel. +41 55 286 30 70 www.zwahlenag.chFax +41 55 286 30 79 [email protected]
PRÄGETECHNIKwww.zwahlenag.ch
Nadelprägen elektronisch, individuell,schnell, sauber
Schlagprägen, vielseitig und schnell
Abrollprägen für runde Werkstücke
Nummeratoren, Stahlprägetypen,Spezialausführungen
2_Praegetechnik_bearb.indd 1 18.2.2008 14:24:11 Uhr

50 technica 03-08
ist beendet und die Produktion läuftnun auf vollen Touren. Mit den neuenTechnologien, dem hohen Automati-sierungsgrad und den Produktions-kapazitäten verbinden sich für Bito-Lagertechnik der Ausbau des Markt-anteils im Bereich Palettenregale, die Forcierung des Grossprojektege-schäfts und die Stärkung der Wettbe-werbskraft als Komplettanbieter derLagertechnik.
Die neue Palettenregal-familie Pro Auf der Grundlage von Palettenregal-technik werden vielfach auch Palet-tendurchlaufregale, Einfahrregalsys-teme, Stückgutdurchlaufregale mitÜberfliesslager oder Mehrgeschoss-anlagen mit eingezogenen Laufgän-gen etc. konstruiert und ausgeführt.Betrachtet man nun die Lager- undRegaltechnik-Entwicklungen der vergangenen Jahre, so zeichnet sichein kontinuierliches Streben nachkompakter Hochregal-Lagertechnik –salopp gesagt in Gestalt von möglichstkleinen Grundflächen bei möglichstgrossem Lagervolumen – ab. Um die-sen hohen und nach wie vor steigen-den Ansprüchen moderner Lager- und
Logistiksysteme auch in der Zukunftgerecht werden zu können, wurde imHause Bito die gesamte Palettenre-galtechnik auf den Prüfstand gestellt.Das Projekt verfolgte das Ziel, nun-mehr über eine homogene Familie anStützen und Traversen zu verfügen,um für die Lastanforderungen derKunden optimal abgestimmte Lösun-gen anbieten zu können. Das Resul-tat: die neue Palettenregalfamilie Pro.
Für Feldlasten von 6000bis 30 000 kgIntegriert in den Bito-Palettenregal-Baukasten, in dem sogenannteschwere Stützen bisher fehlten oderdie «Sprünge» von Stütze zu Stützesowie von Traverse zu Traverse zu kleinbzw. zu gross waren (bezogen auf ty-pische Feldlasten bei Standard-Fach-abständen und gängigen Traversen-profilen), gibt es jetzt eine umfassen-de, perfekt abgestimmte Auswahl anStützen und Traversen. Der Berech-nung der Stützen und Traversen sowieder Tragfähigkeit des gesamten Palet-tenregalstützrahmens legten die Ent-wickler und Ingenieure die effektiveQuerschnittsfläche des Pro-Profils,dessen Werkstoffeigenschaften, dieMaterialdicke, die Streckgrenze, dieEinbringung von Aussteifungssickenund schliesslich die Steifigkeit des(vergitterten) Gesamtsystems zugrun-de. Die Stützenfamilie Pro bestehtaus neun verschiedenen Stützen mit80 bis 140 mm Breite und für Feld-lasten von 6000 kg bis 30 000 kg. In besonderen Fällen und mit speziel-ler Verbandkonstruktion sind sogar 40 000 kg möglich, womit dann derweite Bereich der Schwerlast-Palet-tenregale komplett abgedeckt ist.
Individuelle Schwerlast-Palettenregale aus dem BaukastenIn der neuen Palettenregalfamilienehmen die Traversen vom Typ Bito-Twin-Top eine zentrale Rolle ein. DieTraversen gibt es in sechs verschiede-nen Höhen von 95 bis 170 mm undfür Belastungsfälle mit Europaletten600, 800 und 1000 kg Einzellast,ausgehend von Fachlasten bezogenauf 3300 mm Feldbreite. Ansonstenfungieren auch bei der Palettenregal-familie Pro die Stützen als Basis fürden Palettenregal-Baukasten. Folge-richtig ist in die Stützen bei Bedarfein seitliches Schlitzbild für die Auf-nahme von Bito-Durchlaufrahmeneinzubringen, oder es ist das Einfügenvon Schlitzen zur Aufnahme von Kon-solen machbar. Des Weiteren sindRundlochungen möglich, etwa fürden Einbau von Rollenbahnen undFördertechnik zum Ausbau als auto-matische Lagersysteme. ZahlreichesSicherheitszubehör wie z. B. Anfahr-schutz, Durchfallsicherung, Schutz-planken, Herabfallsicherungen etc.erlaubt die Ausrüstung der Paletten-regale nach Mass und Wunsch, wovonsich bereits die ersten Kunden ausverschiedenen Branchen überzeugenkonnten und können. mg
Fördertechnik + Logistik I Lagertechnik
Eine der ersten Applikationen der Pro-Familie,das neue DachserPalettenregallager. (Fotos: Bito)
InfosBITO-LagertechnikBittmann GmbH6343 Rotkreuz041 790 20 [email protected]
Bekenntnis zum Produktionsstandort DeutschlandDer mittelständische Spezialist für Lagertechnik und Kunststoffbehälter, Bito-LagertechnikBittmann GmbH, Meisenheim, setzt auf die konzentrierte Fertigung am Standort Deutsch-land. Zwar gibt es seit dem Jahr 2007 auch in Indien eine Fertigung für entsprechendeMetallprodukte, jedoch beschränkt sich diese auf die Produktion von Regaltechnik für dieregionalen Märkte in Südostasien. Dass Metall- und Kunststoffteile in grossem Umfangbis heute auch oder gerade im Hochlohnland Deutschland absolut rationell und hochwirt-schaftlich hergestellt werden können, beweisen die Mitarbeiterinnen und Mitarbeiter vonBito tagein, tagaus in den beiden Produktionswerken Meisenheim (Metallverarbeitung)und Lauterecken (Kunststoffverarbeitung). Beide Standorte erfahren seit Jahren einen ste-tigen Ausbau in Technologien und Produktivität. Dabei wird vor allem auch auf Arbeits-und Umweltaspekte geachtet, wobei dies keineswegs nur als Lippenbekenntnis zu verste-hen ist, zumal sich Effizienz, Produktivität, Wirtschaftlichkeit und Umweltverträglichkeitkeineswegs ausschliessen müssen.

03-08 technica 51
Die Problematik bei Kieswerkenist, dass der gewonnene Kiesfast nie direkt am Gewinnungs-
ort verarbeitet werden kann. Folgesind oft kilometerlange Förderanlagen,um das Steingut zur Waschung undSortierung zu transportieren. Da dieFörderbänder auf Grund des zu trans-portierenden Gewichtes nicht unend-lich lang sein können, sind sehr vielehintereinander geschaltet. Jedes ein-zelne Förderband muss durch einenMotor angetrieben werden, dessenAntriebswelle geschmiert werdenmuss.
Schwierige EinsatzbedingungenZudem sind an jeder Umlenkrolle zweiSchmierpunkte, die ebenfalls regel-mässig mit Schmierstoff versorgt wer-den müssen. Die Einsatzbedingungengelten als rau, da der Einsatz im Freienerfolgt und die extremen Temperatur-schwankungen, Schlamm, Schmutzsowie Feuchtigkeit und Nässe den La-gern zu schaffen machen. Eine konti-nuierliche Schmierstellenversorgungist deshalb unabdingbar. Die Lösungmit Zentralschmieranlagen ist aufGrund der sehr langen Distanzen zwi-schen den einzelnen Schmierpunktentechnisch sehr aufwändig. Die ma-nuelle Schmierung ist wegen des ex-tremen Zeitaufwandes, bedingt durchdie weiten Wege, sehr kostenintensiv.Für die Wartung und den Unterhaltder Anlagen ist deshalb der Simalube-
Schmierstoffspender die ideale Alter-native. Der Einsatz des Simalube isteine intelligente Lösung, da dieserunabhängig von feuchter Umgebungbei Temperaturen zwischen –20°C bis+55 °C eingesetzt werden kann. Einweiterer Pluspunkt des Simalube ist,dass dieser durch seine stufenlos regulierbare Entleerung dem Saison-betrieb eines jeden Kieswerkes ange-passt werden kann. Kieswerke stellenab ca. 0 °C den Arbeitsbetrieb ein.
Automatisch schmieren –Kosten reduzierenBei der Abschmierung von Hand istimmer ein Mitarbeiter gebunden, derfür andere Instandhaltungsaufgabennicht zur Verfügung steht. Der Zeit-aufwand ist immens, die Kosten hoch.Selbst bei grösster Sorgfalt wird beim Schmiervorgang oftmals zuvielSchmierstoff in die Lagerstelle ge-drückt, eine unnötige Überhitzungdes Lagers ist die Folge. Ein anderes Problem ist: werden über-haupt alle Schmierstellen in regel-mässigen Abständen besucht, odermüssen aufgrund Zeitmangels Ein-schränkungen vorgenommen werden?So entstehen Lagerschäden durchMangelschmierung.Mit dem Simalube-Schmierstoffgeberkönnen diese Schmierstellen automa-tisch versorgt werden. Der Fett- undÖlspender wird nur anstelle desSchmiernippels eingeschraubt, fallsnötig mit dem entsprechenden Ge-windeanschlussteil. Durch einen pa-
tentierten Gasentwicklungsantriebmit Trockenzellen wird im Simalubeder notwendige Arbeitsdruck aufge-baut, um die zu schmierende Stellemit ausreichend Schmierstoff zu ver-sorgen. Dabei wird nur die vom An-wender eingestellte Menge pro Tagabgegeben, die Entleerung ist sehr linear. Der manuelle Aufwand wird aufein Minimum reduziert, der Kosten-faktor gedrückt.
Fördertechnik I Fördertechnik + Logistik
Ein sehr wichtiges und häufig unterschätztes Thema in derInstandhaltung von Förderanlagen ist die korrekte Versorgungvon Schmierstellen. Aufgrund der oft grossen Länge und derrauen Einsatzbedingungen ist diese Problematik bei Förder-anlagen in Kieswerken besonders virulent. Zur automatischenSchmierstellenversorgung bieten sich hierzu ideal auto-matische Einzelpunkt-Schmierstoffgeber an.
Instandhaltung von Förderanlagen beginnt bei der Schmierung
Gut geschmiert ist halb gefördert
Transportbänder in Kieswerken benötigen einezuverlässige Schmierung.
Simalube garantiert auch bei rauen Einsatz-bedingungen eine zuverlässige Schmierung.

52 technica 03-08
Fördertechnik + Logistik I Fördertechnik
Simalube-Schmier-stoffspender sind mit unterschiedlichenFüllmengen erhältlich.
Höhere Betriebssicherheitdurch stufenlose Regulierung und Kontroll-möglichkeitVerschiedene Punkte erhöhen die Be-triebssicherheit und die Standzeitendes Lagers:mit dem Simalube-Schmierstoffgeberkann die Fett- oder Ölabgabe stufen-los reguliert werden, von 4,2 ccm bisherunter auf 0,3 ccm pro Tag bzw. aufeine Laufzeit von 1 – 12 Monaten.
Über- und Unterversorgung der zuschmierenden Stelle wird verhindert,das Gerät kann sogar während des Be-triebes nachreguliert werden.Sichtfenster erlauben dem Anwendereine jederzeitige Funktionskontrolle.Durch den direkten Einbau an derSchmierstelle oder mittels Peripheriewird verhindert, dass Schmutz in dasLager gelangt.
Flexibilität durch Selbstbefüllung Der Simalube-Schmierstoffgeber isterhältlich mit verschiedenen Fett- undÖlfüllungen (auch mit Sonderfüllun-gen auf Kundenwunsch), aber auch ineiner leeren Version zum Selber-Befül-len mit geprüften Schmierstoffen. Sobesitzt der Anwender die Möglichkeit,kurzfristig auf Anforderungen in seinerProduktion zu reagieren, ohne seineWerksvorschriften zu verletzen.Das Befüllen ist vom Handling herdenkbar einfach mit jeder handelsüb-lichen Handhebelpresse, Fetteimer-oder Pneumatikpumpe durchführbar.Nach Entleerung des Schmierstoff-gebers kann das Gehäuse mehrfachwiederbefüllt werden. Es muss nur die ca. 1x1 cm grosse Antriebsein-heit, der sog. Antriebskopf, zu jedemneuen Einsatz ausgetauscht werden.Auch zur Erstausrüstung einer An-lage wird der Simalube von Maschi-nenbauern gerne verwendet. Oft sindReklamationen während der Garan-tiezeit auf die mangelhafte oder feh-lerhafte Schmierung durch die An-wender zurückzuführen. Mit demautomatischen Fett- und Ölspenderkann dieses Problem oft kostengüns-tiger als mit einer Zentralschmierunggelöst werden.
Infossimatec ag3380 Wangen a. Aare032 636 50 [email protected]
Baumer Electric AG · CH-8501 Frauenfeld · Phone +41 (0)52 728 [email protected] · www.baumerelectric.com
MAGRES BMMH 30Der robuste Absolut-Multiturn-Drehgeberim Miniaturgehäuse
Der MAGRES BMMH 30 mit patentierter Abtastung bietet Ihnen:■ Platzsparende Baugrösse ø 30 mm■ Höchste Zuverlässigkeit und Lebensdauer auch in rauer Umgebung■ Beste Wirtschaftlichkeit■ Hohe Flexibilität durch grosse Variantenvielfalt
Haben auch Sie beengte Platzverhältnisse?Lösungen unter www.baumerelectric.com/de/212.html
Sensor SolutionsMotion ControlVision Technologies
2_MAGRES_CH_bearb.indd 1 22.2.2008 9:36:16 Uhr

03-08 technica 53
prx
.ch
|S3
_5d
H I G H - T E C H B L E C H V E R A R B E I T U N G A U S D E M G L A R N E R L A N D
Hans Eberle AG MetallwarenfabrikCH-8755 Ennenda /Glarus www.hans-eberle.chTel. 055 645 26 26 Fax 055 645 26 64
anspruchsvoll
inkl. WerkzeugherstellungStanzen+AbkantenZUSCHNEIDEN
mit neuestenTechnologien
bis 8 mm Blech
voller Entwick-lungs-Support
Just-in-time
50 JahreKnow-how
ISO 9001:2000
LASERN
DRÜCKENTIEFZIEHEN
STANZENABKANTEN
BESCHICHTENAPPARATEBAU
KleinGross_bearbeitet.indd 1 3.4.2006 9:58:55 Uhr

54 technica 03-08
Den elektronischen Druck- und Va-kuumschalter PE5 von Rexroth gibtes in zwei Ausführungen: mit zweidigitalen Schaltausgängen und alsDruckschalter mit einem digitalenSchaltausgang und einem Analog-ausgang. Die digitalen Schaltaus-gänge sind entweder PNP- oderNPN-schaltend erhältlich. Das Ana-logausgangssignal ist umschaltbarzwischen Spannung (0...10 V) undStrom (4...20 mA). Der PE5 ist zurMessung von Relativdruck über
einen piezoresistivenDrucksensor ausgelegtund ist in den Druckmess-bereichen –1 bis 10 barverfügbar. Der Druckwird auf dem hinter-leuchteten LCD-Displayin einer Zeichengrössevon 11 mm angezeigt.Der Druckschalter mitKunststoffgehäuse(IP65), mit den kompaktenMassen 35 x 64 x 33 mm,kann über einen optionalerhältlichen Halter oderüber eine Hutschiene be-festigt werden. Zudem ister mit den Rexroth-War-tungseinheiten der SerieAS und NL über einenDoppelnippel kombinier-bar. Der Pneumatikan-schluss erfolgt, je nachAusführung, über einen
Steckanschluss von 4 mm an derUnterseite oder über ein G1/4"-Innengewinde an der Unter- oderRückseite des Gehäuses. Der elek-trische Anschluss erfolgt über einen4-poligen M12x1-Stecker.
Bosch Rexroth Schweiz AG 8863 Buttikon 055 464 61 11 [email protected] www.boschrexroth.ch
Elektronischer Druck- und Vakuumschalter
Die druckluftbetriebenen Turbo-schleifmaschinen des Typs GTG 21von Atlas Copco Tools sind bei derAluminium Werke GmbH Villingen(AGVS) tagtäglich, teilweise sogar indrei Schichten, in Betrieb. Die Wer-ker putzen damit komplexe Guss-stücke aus Aluminium und dessenLegierungen, die im Sandgussver-fahren hergestellt werden.Die Antriebsturbine des GTG 21, diemit ölfreier Druckluft arbeitet, hat
keine Lamellen, die sich ab-nutzen. Zudem ist das in ei-nem Ölbad laufende Getriebespeziell abgedichtet und da-mit, wie andere Atlas-Copco-Werkzeuge auch, für den Ein-satz unter rauen Bedingun-gen prädestiniert. Weiterpunktet der GTG-21-Schlei-fer mit hoher Leistung bei ge-ringem Gewicht. Das Werk-zeug liefert z. B. als ModellF120-13 eine max. Leistungvon 2,1 kW bei einem Ge-wicht von 1,8 kg. Mit einer125er-Schleifscheibe er-reicht sie eine max. Drehzahlvon 12000 U/min. Hinzu kommt, dass durchden automatischen Un-wuchtausgleich, den Autoba-lancer, der Vibrationspegeldes GTG 21 unter 2,5 m/s2
liegt und damit unter demAuslösewert der seit 2007
gültigen Lärm- und Vibrationsver-ordnung. Gleichzeitig sinkt derSchleifmittelverbrauch um bis zu30 %.
Atlas Copco (Schweiz) AGGeschäftsbereich Tools2557 Studen BE032 374 16 [email protected]
Robuster Druckluftschleifer
Produkte
Mit einer Genauigkeit von bis zu 1% messen die neuen Dehnungs-sensoren von Baumer die Längen-änderung in Holmen und somit den indirekten Kraftverlauf derSchliesskraft bei Produktionspro-zessen. Abnützungen beim Werk-zeug von Stanzmaschinen oder ei-ne unvorhergesehene Erhöhung derStempelkraft, z. B. hervorgerufendurch Materialstau, werden perma-nent und zuverlässig detektiert. Eindaraus resultierender Anstieg desAusgangssignals und die Anbin-dung an die Maschinensteuerungverhindern so Schäden an Werk-
zeug und Maschine. Deh-nungen bis zu 1000 µ�werden sicher detektiert.Spritzgiessprozesse kön-nen ebenfalls zuverlässigund präzise überwacht wer-den. Die hochgenauenMessringe von Baumerzeichnen sich durch ihreschnelle und äusserst ein-fache Montage aus und dieMesslanzen sind die pas-sende Lösung bei knappenPlatzverhältnissen. DieMesslanzen werden ein-fach in die Bohrung einge-
führt, vorgespannt, angeschlossenund die Messung kann bereits be-ginnen. Der DABU AD2T ist, dankseiner erstklassigen Signalverarbei-tung, die ideale Messkettenergän-zung zu Dehnungssensoren. Für Ka-librierungsarbeiten an der Maschi-ne wurden die Messzangen DSRVund Extensometer DSRM entwi-ckelt.
Baumer Electric AG8501 Frauenfeld052 728 11 [email protected] www.baumerelectric.com
Zuverlässige permanente Kraftmessung
Die neue Generation der Beckhoff-Steuerungen ist standardmässigmit zwei Ethernet-Schnittstellenausgerüstet, die eine saubere Tren-nung zwischen Automatisierungs-und IT-Anwendungen ermöglichen.Während der 100-MBit-Ethernet-Port die optimale Performance füralle Aufgaben der EtherCAT-Steue-rung bietet, steht für den An-schluss des übergeordneten Netz-werks ein Gigabit-Port zur Verfü-gung. Die Typen der Industrie-PC-SerieC69xx unterscheiden sich bezüg-lich ihrer Prozessorleistung und der
Kühlung. Letztere erfolgtbei beiden Industrie-PCsdurch innenliegendeKühlrippen. Die PCs kön-nen bei einer Umge-bungstemperatur von biszu 55 °C betrieben wer-den: Der C6925, mit In-tel Celeron M ULV 1 GHz,ist lüfterlos ausgeführt,der C6920, mit Intel Ce-leron M 1,5 GHz oder In-tel Pentium M 1,8 GHz,verfügt über eine zusätz-liche Lüfterkassette ander Gehäuseunterseite.
Durch die Grundausstattung mitFlash-Disk entsteht ein PC ohnemechanisch bewegte Teile. DieFlash-Disk, die optionale Festplat-te sowie die CMOS-Batterie sindhinter der Frontklappe leicht zu-gänglich. Zusätzlich kann der An-wender auch eine 21/2-Zoll-Fest-platte oder eine zweite Flash-Diskhinter der Frontklappe integrieren.
Beckhoff Automation AG8200 Schaffhausen052 633 40 [email protected] www.beckhoff.ch
Industrie-PC für den Schaltschrankeinbau

Mit dem «iKôn» lanciert Psion Tek-logix einen Industrie-PDA, der mo-bile Arbeitskräfte mit einer einzigenBatterieladung einen ganzen Taglang bei unterschiedlichsten Aufga-ben zuverlässig unterstützt. Dankseiner umfassenden Ausstattung füreine flexible Sprach- und Daten-kommunikation auf der Basis si-multan funktionsfähiger WiFi-,GSM-, GPRS- oder UMTS- sowieBluetooth-Konnektivität liefert der
iKôn die Voraussetzung für ein zu-verlässiges Real-time-Informations-management im mobilen Einsatz.Damit trägt er entscheidend zu einerweiteren Steigerung der unterneh-mensweiten Effizienz bei. Der «iKôn»ist u.a. mit einem Imager und einemBarcode-Scanner sowie einer digita-len Kamera mit einer Auflösung von 2Megapixeln ausgerüstet. Dashochauflösende 3,7-Inch-VGA-Dis-play ist in der Lage, Fotos und kom-plexe Grafiken abzubilden. Ein netz-werkunabhängiger GPS-Empfängerergänzt das Anwendungsspektrum.Der «iKôn» ist mit einem Intel Xsca-le Prozessor PXA270 (624 MHz)und 128 MB RAM/128 MB ROMausgerüstet und für verschiedeneMicrosoft-Betriebssysteme vorberei-tet: Windows CE5.0, Mobile 6.0Classic und Mobile 6.0 Professional.
Psion Teklogix Switzerland8406 Winterthur052 209 00 [email protected]
Die Ikone unter den Industrie-PDAs
In der energie- und kostenintensi-ven Produktion von hochwertigenStählen ist es besonders wichtig,dass die Produktionskette nieunterbrochen wird. Genau deshalbsetzt das Luzerner Traditionsunter-nehmen Steeltec AG seit Jahren aufdie Kompetenz und Zuverlässigkeitder ausgereiften Krantechnik vonMarti-Dytan aus Horw.Jüngstes Beispiel ist ein leistungs-fähiger Scherenhubkran für denTransport von Drahtringen zurDrahtringziehanlage. Die neue An-lage weist eine Spannweite von20,24 m auf und trägt Lasten bis zueinem Maximalgewicht von 3200 kgin den Dimensionen von bis zu 1,55 m Durchmesser und 2,5 mLänge. Die Bedienung erfolgt ma-nuell über Funkfernsteuerung. DasTransportgut kann an acht ver-
schiedenen Stationen abgeholt wer-den, und die Anlage ermöglicht diePositionierung an drei unterschied-lichen Punkten zur Weiterverarbei-tung. Der Scherenhubkran erlaubtdabei eine Drehung um 90°, um dieDrahtzugmaschinen warenflussge-recht zu beschicken. Diese Sche-renhubkrananlage wurde von Marti-Dytan massgeschneidert auf die Bedürfnisse von Steeltec AG konzi-piert und installiert. Und einschnelles Spezialisten-Team ver-hinderte unproduktive Stillstand-zeiten.
MARTI-DYTAN AG6048 Horw041 209 61 [email protected]
Steeltec AG setzt auf zuverlässige Krantechnik
������������
��� �
���������
�����
������������������ ������������������������������������������ � �!����������������� ��������������������������������������������������������������� ! �"��"�!#$���%&��#'� ! �"��"���
�������������� ������ �� �� �������� ��!��"���#$% &'((�������)�*���������� *��������+��&� ������&*������,%�����-#��./01�2/01�3�%�� �)���&���,�%�� �$��! �����&$���4(����������� *����5���1��&�����&���(%���1�#��������,�%�� ��! & *���#���� ,��,&�� *� ���*&������! ���6#� �����$�,&�)&�#������/� �7��� ���*&$���� ���%�&
2_M71ch MH1_bearb.indd 1 18.2.2008 9:28:50 Uhr
AROFLEX AG · CH-8560 Märstetten
T 071 657 19 28 · F 071 657 21 51www.aroflex.ch
Wege- und Druckventile direkt und vorgesteuert auch
in EEx emII T4
01d/0
8
Proportional- ventile
Die Technik für mehr Saugkraft
SpäneKühlemulsionStaubdas alles saugen dieBVC-Industriesauger
BVC VAKUUMTECHNIK AG5412 Gebenstorf AG Telefon 056/223 50 80
Telefax 056/223 13 22
www.bvc-vakuumtechnik.choder: SEOR SERVICE SA
1304 Cossonay-Ville, Tel 021/638 22 63
03-08 technica 55
BlechverarbeitungLaserschneiden
Hölzlistrasse 1b 9100 Herisau Tel. 071 351 33 11 Fax 071 351 31 91 [email protected] gruettermetallwaren.ch
2_technica2_bearb.indd 1 20.2.2008 16:13:52 Uhr

Produkte
56 technica 03- 08
Mit dem neuen Panel-PC CP72xxder «Economy»-Serie bietet Beck-hoff einen Tragarm-Industrie-PC,der rundum in Schutzart IP65 aus-geführt ist. Der wasser- und staub-dichte IPC im Aluminiumgehäuseverfügt über ein von Beckhoff ent-wickeltes Motherboard, das ein sehrschlankes Gehäusedesign mit einerGehäusetiefe von nur 98 mm er-möglicht. Der integrierte Anbau-PCenthält einen Intel Celeron M mit1,5 GHz und kann optional mit Intel-Pentium-M-Prozessoren bis1,8 GHz ausgestattet werden. In derzweiten Jahreshälfte ist der PC mitIntel-Core-Duo- sowie Core2-Duo-Prozessoren bis 2,16 GHz verfüg-bar.
Durch dieVielzahl derverfügbarenControl Pa-nels stehen38 Variantendes IP65-Panel-PCszur Auswahl.Der CP72xxist mit TFT-Displays inden Grössen12, 15 oder19 Zoll, op-tional mitTouchscreenoder mit
Touchpad erhältlich. Die möglichenFrontvarianten reichen vom einfa-chen Display ohne Tasten über eineFrontgestaltung mit Funktionstastenoder numerischer Tastatur bis zuralphanumerischen Volltastatur inkl.SPS-Sondertasten. Auch kunden-spezifische Frontfolien sind reali-sierbar. Der neue Panel-PCs kannbis zu einer Umgebungstemperaturvon 45°C betrieben werden.
Beckhoff Automation AG8200 Schaffhausen052 633 40 [email protected] www.beckhoff.ch
Tragarm-Industrie-PC in IP 65
Auf der Basis der automatischenBandsäge HBM440A, präsentiertBehringer eine Ergänzung der hoch-leistungsfähigen Maschinenserie.Die Bandsäge HBM540A eignetsich hervorragend zum wirtschaft-lichen und präzisen Trennen unter-schiedlichster Vollmaterialien, Roh-re oder Profile aus Metall. ImSchnittbereich von 540 mm imRundmaterial und 630 x 540 mmim Flachmaterial sägt sie problem-los und schnell mit Bimetall- undHartmetall-Sägebändern. Interessant an dieser Maschine ist z.B. die Neigung des Sägerahmenshin zum Bediener, was den Säge-bandwechsel erleichtert. Im Weite-ren sichert die Nachschubzange denreibungslosen Schnittguttransport,selbst wenn es sich um unebenesMaterial, Materialpakete oder
schwere Schmiedestücke handelt,da auch die Festbacke beim Rück-hub des Nachschubschlittens vomMaterial abgerückt wird. Der Nachschubgreifer kann nah andas Sägeband herangefahren wer-den. Dadurch können die Rest-stücklängen um über 50% reduziertwerden. Der Greifer ist linear geführtund wird über einen frequenzgere-gelten Antrieb positioniert. Die Ma-schine ist mit grossdimensioniertenSchwenktüren ausgestattet, die deneinfachen Zugang für Reinigungs-und Wartungsarbeiten erlauben.
BEHRINGER GmbHD-74912 Kirchardt0049-7266-20 [email protected] www.behringer.net
Vollverkleidete, flexible Bandsäge
Distrelec vertreibt ab sofort die neu-en Wärmebildkameras von Fluke.Die Ti10/25 sind speziell für die Industrie konzipiert. Für die Ge-bäudethermografie hat Fluke dieTiR/TiR1 entwickelt. Alle vier Ka-meras verfügen über die IR-Fusion-Technologie und haben eine Auflö-sung von 160 x 120 Pixel. IR-Fu-sion erlaubt das Verschmelzen vonInfrarot- und Sichtbildern für eineeinzigartige Darstellung der Pro-blemzonen. Die SD-Karte bietetPlatz für 1200 IR-Fusionbilder.Weiter ist die Kamera so robust ge-baut, dass Sie einen Sturz aus 2 mHöhe unbeschadet übersteht. Undder Preis von 6605 bzw. 9911Franken setzt neue Massstäbe.
Distrelec AGBereich der Dätwyler Schweiz AG8606 Nänikon/Greifensee 044 944 99 [email protected]
Wärmebildkameras für die Industrie und Gebäudethermografie
Mit der FlexTemp-Serie bietet Bau-mer innerhalb des Produktseg-ments Process Instrumentationkonfigurierbare Temperatur- undMesskopfverstärker, die über denstandardmässigen 4...20 mA-Sig-nalausgang oder die HART-Schnitt-stelle kommunizieren. Die Geräteeignen sich für die Lebensmittelin-dustrie, Pharma- und Biotechnolo-gie, die chemische und petroche-mische Industrie sowie für Heizung,Lüftung und Klima. Der FlexTemp 2301 ist ein Mess-kopfverstärker, der für Pt100-Widerstandsthermometer ausgelegtist und mit einer Genauigkeit vonmax. 0,25 °C Toleranz misst. Bei
den universellen Flex-Temp-Ausführungen2311 und 2321 kannder Eingang sowohl fürRTD-Sensoren als auchfür Thermoelemente,Widerstandssensorensowie für Strom- undSpannungssignalekonfiguriert werden.Die Universalmess-kopfumformer habeneine galvanische Trenn-
schicht zwischen Eingang und Ausgang. Ihre Genauigkeit liegt bei0,1 °CAlle drei Modelle können mit demneuen FlexProgrammer 9701 kon-figuriert werden. Beim FlexTemp2321 ermöglicht das HART-Porto-koll die Online-Prozesskalibrierungund -justage, die Messkopfverstär-kerkonfigurierung sowie eine Mehr-fachsteuerung im 2-Leiter-Netz-werk.
Baumer Bourdon-Haenni AG3303 Jegenstorf031 764 99 [email protected]
Konfigurierbare Temperaturverstärker und Messumformer

Bei der Neuentwicklung der Kabelverschraubung Progress EMVSerie 85 verfolgte man ein Haupt-ziel: der Schirmklemmbereich proKabelverschraubungstyp sollte
grösstmöglich werden, um den An-wendern mehr Flexibilität zu ermög-lichen. Um diesem Anspruch zu ge-nügen, wurde eine vollkommenneue Spannzange entwickelt, die füreine optimale Schirmkontaktierungverantwortlich ist. Diese wird durcheine ausgeklügelte Segmentierungder Spannzange erreicht. Die ein-zelnen Segmente gleiten beim Mon-tieren der Verschraubung so zusam-men, dass ein konzentrischerSchirmabgriff resultiert. Eine vibra-tionssichere und ausreissfeste Ein-führung ist gewährleistet.Die neuen EMV-Kabelverschrau-bungen (Patent angemeldet) de-cken mit wenigen Typen einen gros-sen Schirmklemmbereich ab und
eignen sich sehr gut für hohe Ab-leitströme. Sie finden deshalb ins-besondere in der Energietechnik,der Bahntechnologie und im Anla-genbau usw. typische Einsatzmög-lichkeiten. Die neue Typenreihe umfasst metri-sche Ausführungen von M16 bisM63 für Schirmdurchmesser von 3bis 44 mm und Pg 11 bis Pg 29 für Schirmdurchmesser von 6 bis 33 mm und ist ab April 2008 ab La-ger lieferbar.
AGRO AG5502 Hunzenschwil062 889 47 [email protected]
Kabelverschraubung mit weitem Schirmklemmbereich
Die Kamera Simatic HawkEye1600T in der hohen SchutzartIP67 und mit der M12-Stecker-technik für die industrielle Bildver-arbeitung erlaubt bis zu 3600 Aus-wertungen pro Minute. Es lassensich unterschiedliche Beleuch-tungskomponenten direkt an-
schliessen undtriggern. DieKamera verfügtüber multipleSchnittstellenwie Ethernet,RS232 undacht digitale,frei konfigu-rierbare I/Os.Es gibt Kame-ravarianten inXGA- und VGA-Auflösung, je-weils mit und
ohne «Intellifind-Funktion». Pro-jektiert wird die Kamera per PC mitder neuen Visionscape SoftwareVersion 3.7. Die Kamera unter-stützt zudem die Visionscape-Tools,etwa Intellifind, OCR und OCV. Derdigitale CameraLink FramegrabberVisionscape 0800 eignet sich für
Hochgeschwindigkeits- und hoch-auflösende Anwendungen. Zudemlässt er sich für Linescan-Applika-tionen einsetzen, z. B. zur Über-prüfung von Etiketten auf zylinder-förmigen Objekten wie Flaschen.Zwei monochrome Progressive-Scan-Analogkameras mit VGA-Auf-lösung für maximal 90 und SXGA-Auflösung für maximal 16 Bilderpro Sekunde ergänzen das neueAngebot. Die Bildverarbeitungs-software Visionscape bietet mit derneuen Version 3.7 erweiterte Funk-tionen zur Bildanalyse und -verar-beitung.
Siemens Schweiz AGA&D8047 Zürich058 558 46 [email protected]
Bildverarbeitung für sehr schnelle Anwendungen
Ein innenliegendes Schlauch-paketund gesteigerte Achsgeschwindig-
keiten sind die charakteristi-schen Merkmale des neuenSchweissroboters ARC Mate100iC von FANUC Robotics.Das schlanke Design hatkaum noch Störkonturen, so-dass sich der Roboter trotzgrosser Reichweite auch inengen Schweisszellen frei be-wegen kann. Und 10 kg Trag-last bei einer Reichweite von1420 mm bedeuten Spitzen-werte unter «Kollegen». DenArc Mate 100iC gibt es aberauch noch in einer Versionmit längerem Arm, damitsteigt die Reichweite auf1632 mm bei immerhin noch6 kg Traglast. Dass der ARC Mate als typischer Bahn-
schweiss-Roboter konzipiert wurde,ist am intern verlegten Schlauchpa-
ket zu erkennen. Vom Robotersockelbis zum Brenner werden Draht, Gasund Energieversorgung verdeckt ge-führt. Das soll vor allem längereStandzeiten mit sich bringen, dennin der Praxis sind «frei fliegende»Leitungen und Schläuche gefährdet.Hinzu kommt, dass die Programmie-rung erleichtert wird, weil keine Frei-räume für lose Kabel berücksichtigtwerden müssen. Zusammen mit demschlanken Design lässt sich der FA-NUC-Roboter ideal in Multiarm-An-lagen integrieren.
FANUC Robotics Europe SA2555 Brügg BE056 641 03 [email protected]
Schweissroboter mit innenliegendem Schlauchpaket
Sägen mit
Biss!Zeigen Sie Zähne. Ob in Alu, Stahl
oder vergleichbaren Werkstoffen –
mit uns kriegen Sie jedes Material
klein. Noch einfacher. Noch prä-
ziser. Und noch schneller. Mit
höchsten Schnittleistungen. Profi-
tieren Sie von der Stärke unserer
Hochleistungsband- und Kreissä-
gen. In bewährter Spitzenqualität
von BEHRINGER und BEHRINGER
EISELE. Ihrem führenden Anbieter
für innovative Sägesysteme. Damit
Sie sich locker überall durchbeißen
können.
Behringer GmbH
74910 KirchardtTel.: +49 7266 207-0
www.behringer.net
Besuchen Sie uns auf der Metav 2008in Halle 5, Stand C24

58 technica 03-08
Produkte
Mehr Drehmoment bei kleinenBaugrössen zu erzeugen, ist das Zielder meisten Motorentwicklungen.Dabei reduzieren sich die zu bewe-genden Lasten nicht im gleichenMass, und die Verschlechterung desTrägheitsverhältnisses zwischen Lastund Motor geht auf Kosten der Re-gelgüte. Um das Trägheitsverhältniszu optimieren, eignet sich der Ein-satz eines Getriebes. Durch die re-duzierte mögliche Drehzahl kann diegewünschte Geschwindigkeit oftnicht mehr erreicht werden, sodassman zu einem grösseren Motor undRegler greifen muss. Um diese Kos-
ten zu vermeiden, präsentiertBeckhoff die neue Motorbau-reihe AM3500.Diese Motoren eignen sich fürhochdynamische Anwendun-gen mit grossen Lasten, fürbearbeitende Werkzeugach-sen oder getriebelose Appli-kationen. Verbunden mit ei-nem höheren Rotorträgheits-moment bieten sie diepolgewickelte Statorwick-lung, wodurch sich das Bau-
volumen stark reduziert. Angebotenwird die, zu den AM3000-Motorenflansch-, stecker- und wellenkompa-tible Baureihe AM3500 vonFlanschgrösse 3 bis 6, mit Drehmo-menten von 1,9 bis 15 Nm. DieNenndrehzahlen liegen bei 3000 bis6000 U/min. Als Feedbacksystemstehen Resolver oder Absolutwertge-ber zur Verfügung.
Beckhoff Automation AG8200 Schaffhausen052 633 40 [email protected] www.beckhoff.ch
Erhöhtes Trägheitsmoment spart zusätzliches Getriebe
Bei genieteten und verschraubtenVerbindungen treten Spannungenauf, Schweissen und Löten verän-dern die Metallstruktur. Material-oberflächen werden verletzt und anfällig auf Korrosion und Risse.Verbindungen ermüden schnell.Kleben jedoch schont die Material-oberfläche, verteilt und absorbiertSpannungen und stabilisiert Ver-bunde.Hochfeste und elastische Klebever-bindungen bieten eine hohe Si-cherheit, sie sind ästhetisch, da we-der Nähte noch Löcher entstehen,sie bieten Komfort, z. B. durch ihreschalldämmende Wirkung und siesind wirtschaftlich, denn flächigeKlebeverbindungen ermöglichenein rationelles Arbeiten und die Ver-wendung von leichteren und dün-neren Materialien.
Das Anwendungsgebiet umfasstden Metallbau und die Blechverar-beitung, den Karosserie-, Fahrzeug-und Schiffsbau, Klimaanlagen undLüftungen, Fassadenelemente,Eckverbindungen von Alu-Fenster-profilen sowie das Kleben von Glasund Kunststoff in Kombination mitHolz und Metall.Die Collano AG bietet dazu die ent-sprechenden Klebstoffe: CollanoRS 8500 (2K-Reaktivsystem), Col-lano A8 4810 (2K-Reaktivsystem),Washprimer Collano RS 8502.Technische Datenblätter sind er-hältlich unter:
Collano AG6203 Sempach-Station041 469 91 [email protected]
Kleben statt Nieten, Schweissen, Löten
Mit der TE2-Baureihe bietetBaumer innerhalb des Pro-duktsegments Process In-strumentation einen kom-pakten Temperaturaufneh-mer, der optional mit einemintegrierten Messumformererhältlich ist. Entsprechendder Bedürfnisse des Kundenkann der TE2 individuellkonfiguriert werden. Er kannmit einer Vielzahl an indu-striell einsetzbaren wie auchhygienegerechten Prozess-anschlüssen geliefert werden. DieTE2-Baureihe verfügt über ein hy-gienegerechtes Edelstahlgehäusemit integriertem Steckerteil. AlleAusführungen sind mit einem inte-grierten, konfigurierbaren Messum-former mit 4...20-mA-Signalaus-gang erhältlich, der sich mit Hilfedes FlexProgrammers 9701 pro-grammieren lässt. Ausserdem kannder Kunde die Genauigkeit des Sen-sorelements, eine optionale Kühl-strecke, die elektrischen Anschlüs-se und die Fühlerrohrlänge indivi-duell festlegen.
Als Option sind auch schnell an-sprechende Fühlerspitzen für dasgenaue und schnelle Messen vonProzesstemperaturen erhältlich:Standard DIN A oder B, Einfach-oder Doppelelemente mit einem 2-oder 4-Leiter-Anschluss können jenach Kundenwunsch geliefert wer-den.
Baumer Bourdon-Haenni AG3303 Jegenstorf031 764 99 [email protected]
Kompakter Temperatursensor und -Messumformer
Die Besonderheit der R+W Elasto-merkupplung «Servomax» liegt vorallem in der Masshaltigkeit der auf-wändig gefertigten Kupplungshälf-ten. Damit ist eine besonders hoheRundlaufgenauigkeit gewährleistet.Sie sind spielfrei steckbar und elek-trisch isolierend. Die Elastomer-kupplungen sind überall da einsetz-bar, wo es in erster Linie auf gute Dämpfung bei akzeptabler Ver-drehsteifigkeit ankommt. Beide Fak-toren lassen sich durch die Auswahleines geeigneten Elastomersternesoptimal auf den jeweiligen Anwen-dungsfall abstimmen. Es gibt Aus-führungen mit Klemmnaben,Klemmringnaben und reinen Pass-federverbindungen. Bei den Model-
len mit Klemmnaben steht zusätz-lich noch eine Kompaktversion fürbesonders enge Einbausituationenzur Verfügung. Weitere Produktei-genschaften sind: spiel- und war-tungsfrei, gute Dämpfung von Spit-zenspannungen und stossartigenBelastungen, sehr genau gefertigteEinzelkomponenten (keine Gusstei-le) für eine exakte Drehmoment-übertragung und hohe Rundlaufge-nauigkeit sowie ein sehr gutes Preis-Leistungs-Verhältnis.
Servotronic AG6373 Ennetbürgen041 610 67 [email protected]
Elastomerkupplungen bis 2150 Nm

An
trim
on
AG
Lu
zern
ers
tra
ss
e 9
1 ·
CH
-56
30
Mu
ri A
GTe
lefo
n +
41
(0
)56
67
5 4
0 3
0 ·
Fa
x +
41
(0
)56
67
5 4
0 3
1in
fo@
an
trim
on
.ch
· w
ww
.an
trim
on
.ch
BE
RA
TU
NG
·
E
NG
IN
EE
RI
NG
·
V
ER
KA
UF
Kra
ft 3
0 –
88
0 N
Hub
pro
Sch
ritt
3 –
12
7 μ
mse
hr k
ompa
kt
� � �Do
ub
leS
tac
kd
op
pe
lte
Po
we
rTe
st
en
Sie
An
tr
imo
n,
Sie
we
rd
en
be
ge
ist
er
t s
ein
!
Hau
smes
se 2
00
8
antr
imon
.ch
2_antrimon_bearb.indd 1 18.2.2008 9:46:52 Uhr
Einen neuen Controller für hoch-verfügbare Anwendungen und si-chere, fehlertolerante Applikatio-nen in der Prozessindustrie hatSiemens Automation and Drives(A&D) entwickelt. Die SimaticCPU S7-412-3H ergänzt das Pro-duktspektrum der Simatic-S7-
400H-Controller-Familie im unte-ren Leistungsbereich. Das neueGerät eignet sich für Applikatio-nen mit hochverfügbaren Überwa-chungen und Regelungen vonTemperaturen, Füllständen undNotstromaggregaten bis zu siche-ren, fehlertoleranten Lösungen
mit höchster Sicherheitsstufe bisSIL 3, z. B. für Brenner. Die Er-weiterung um Sicherheitsfunktio-nen erfolgt mit dem SoftwarepaketS7 F Systems. Die Sicherheits-funktionen parametriert der An-wender in CFC (Continuous Func-tion Charts) mittels bereitgestell-ter Funktionsbausteine oder imSafety-Lifecycle-Tool Simatic Sa-fety-Matrix per Cause & Effect-Me-thode. Wie bei allen Controllernder S7-400H-Familie lassen sichauch beim S7-412H Standard-und Sicherheitsfunktionen in Con-troller und E/A-Ebene kombinie-ren.
Siemens Schweiz AGA&D8047 Zürich058 558 46 [email protected]
Hochverfügbarer, sicherer, fehlertoleranter Controller
Wer Festplatten ein- und ausbau-en muss, weiss, wie heikel die Sa-che sein kann. Ungewollte Er-schütterungen oder ein Kurz-schluss können grossen Schaden
anrichten. Diepreisgünstige Fest-plattenschutzhüllevon ARP bietetjetzt mehr Sicher-heit und Funktio-nalität.Interne 3,5"- und2,5"-Festplattenlassen sich beimEin- und Ausbauoder bei einemTransport ab sofortbesser schützen.
Die elastischen und widerstands-fähigen Gummischutzhüllen sindsehr einfach zu montieren, und siesind wärme- und luftdurchlässig,sodass kein Hitzestau entstehen
kann. Die Schutzhülle ist zudemäusserst praktisch beim Einsatzvon USB-to-IDE/SATA Adaptern,wenn die interne Festplatteausserhalb des Rechners betrie-ben wird. ARP liefert das Schutz-hüllen-Set für 3,5"- und 2,5"-Festplatten (Art. Nr. 423520) absofort für CHF 15.–. Weitere In-formationen wie technische Spe-zifikationen oder Lieferumfang er-hält man bei:
ARP DATACON AG6343 Rotkreuz041 799 09 09www.arp.com
Festplatten ausserhalb des Rechners gut geschützt
Der neue Schlepper EZS 570, denJungheinrich im Sommer 2008auf den Markt bringt, kann Anhän-ger mit einer Gesamtmasse von biszu sieben Tonnen bewegen undkann mit verschiedenen Kupplun-gen ausgerüstet werden. Durch dasAnkoppeln mehrerer Anhänger istes zudem möglich, die Ladeflä-
chen beliebig zu variieren. DieKupplung selbst kann vom Fahreraus jeder Position gut eingesehenwerden, und eine optional erhält-liche halbautomatische Fernent-riegelung der Kupplung ermöglichtes dem Fahrer, Anhänger an- undabzukuppeln, ohne die Fahrer-plattform zu verlassen.Der leistungsstarke 48-Volt-Fahr-motor, in Jungheinrich-Dreh-stromtechnik, sorgt für eine kraft-volle Beschleunigung und hoheEndgeschwindigkeit. Der energie-sparende Drehstrommotor, einsehr hoher Wirkungsgrad, eine ef-fiziente Abstimmung zwischenFahrmotor und Fahrsteuerung so-wie das generatorische Abbrem-sen (Rückspeisung in die Batterie)
führen zu einer deutlich verlän-gerten Einsatzzeit.Ein sicheres und bequemes Fah-ren ermöglichen die Impulssteue-rung SpeedControl und die auto-matische elektrische Bremse. Sowird z. B. die am Fahrpedal vorge-gebene Geschwindigkeit in jederFahrsituation, also auch an Stei-gungen und Gefällen, beibehal-ten.
Jungheinrich AG5042 Hirschthal0848 330 [email protected]
7-Tonnen-Schlepper

60 technica 03-08
Produkte
Zustimmtaster sind handbetätigteSteuereinrichtungen, die Befehlefür gefahrbringende Zustände zu-sätzlich mit anderen Befehlsgebernwirksam werden lassen, solange siekontinuierlich betätigt werden. Siewerden überall dort eingesetzt, woBedienpersonal unmittelbar im Ge-fahrenbereich von laufenden Ma-schinen und Anlagen arbeitenmuss. Das ist z. B. bei Einrichte-,Programmier-, Test- oder Service-arbeiten notwendig. Die Euchner GmbH + Co. KG istseit Jahrzehnten Spezialist in derEntwicklung von Zustimmtastern.Mit seinem neuen ZustimmtasterZSM bringt das Unternehmen einneues Highlight auf den Markt,denn der ZSM ist mehr als ein ge-wöhnlicher Zustimmtaster. Durchseinen modularen Aufbau lassensich viele zusätzliche Funktionenintegrieren. Erweiterungsbauteilewie z. B. eine Stopp-Befehlsein-richtung, eine Anzeige-LED oder einSchlüsselschalter machen den ZSMzum Multitalent und fast schon zumkleinen Handbediengerät. Als Be-sonderheit gilt das neuartige Vibra-tionssignal, welches dem Bedienermitteilt, ob sich der Zustimmtasterin Zustimmstellung befindet. Um die entsprechende Akzeptanzbeim Anwender zu erreichen, liegtdas Hauptaugenmerk im sicherenund ausgewogenen Handling.Durch die gummierte Griffflächeliegt der Taster sicher in der Hand.Das durchdachte Design und dasgeringe Gewicht ermöglichen einermüdungsfreies Arbeiten, auchüber längere Zeiträume hinweg.
Mehr als ein gewöhnlicher ZustimmtasterZwei Türen, jedoch nur ein Schal-ter zur Absicherung, geht das über-haupt? Wo bisher zwei Sicherheits-schalter zur Absicherung vonSchutztüren (Dreh- und Schiebetü-ren) benötigt wurden, kann nun mitden neuen Twin-Ausführungen derBaureihen SGP und STP von Euch-ner richtig gespart werden. BeideBaureihen haben, wie die bewähr-ten und bekannten Sicherheits-schalter STP und SGP, ein Kunst-stoffgehäuse und einen Metallkopf. Die Vorteile der Twin-Ausführungenliegen auf der Hand: Nicht nur dieEinsparung von einem Sicherheits-schalter, sondern auch die Reduzie-rung des Verdrahtungsaufwandes so-wie die Möglichkeit, den Aufwand fürdie Auswertung zu verringern, ma-chen die Twin-Ausführungen zur re-gelrechten «Sparlösung». Durch diegleiche Betätigerfamilie und die ein-heitlichen Anbaumasse kann, je nachAnwendungsfall, zwischen dem SGPTwin ohne Zuhaltung und dem STPTwin mit Zuhaltung gewählt werden.Optional gibt es für den STP Twineine Schlüsselhilfsentriegelung, die
gleichzeitig als Sperre für die Zu-haltefunktion genutzt werden kann.Dadurch wird ein unbeabsichtigtesAktivieren der Zuhaltung verhin-dert. Das Einschliessen von Reini-gungs- und Wartungspersonal beimversehentlichen Zufallen derSchutztür ist damit ausgeschlos-sen. Die Stellung der Zuhaltungwird in einem Sichtfenster amSchalterkopf angezeigt.Für den SGP Twin ist auf Anfrageein Schloss für eine manuelle Zu-haltefunktion erhältlich. Damit istdie Schutzeinrichtung in geschlos-sener Stellung sozusagen ab-schliessbar. Die Betätiger lassensich nicht mehr aus dem Schalter-kopf ziehen.Weitere Informationen rund um dasUnternehmen findet man auf derHomepage.
EUCHNER AG8887 Mels081 720 45 [email protected]
Aus zwei mach eins
Sicherheitsschalter überwachen Maschinen und Schutztüren

Bestände deutlich zu senkenund gleichzeitig die Lieferfä-higkeit zu verbessern ist keinunlösbarer Widerspruch. Unterder Bezeichnung «add*ONEKMU 3.0» präsentiert Informeine leistungsstarke undgleichzeitig preisgünstige Be-
standsoptimierungmit festen Preisstruk-turen und kurzer Ein-führungszeit. Als Add-on-System lässt sichdie Software schnellund einfach überStandardschnittstel-len in jede IT-Umge-bung integrieren undsetzt dort an, wo ERP-und Warenwirt-schaftssysteme an ih-re Grenzen stossen.So ergänzt «add*ONE»
vorhandene Systeme um lei-stungsstarke Prognoseverfah-ren, praxiserprobte Optimie-rungsalgorithmen, effektiveControllingfunktionen und ei-nen effizienten Workflow.Durch die grafische Darstellungder Bedarfsverläufe und des
Bestandsniveaus werden Be-stände transparent. Bestellzeit-punkte und -mengen werdennach Kostengesichtspunktenoptimiert, so dass bedarfsge-rechte Lagermengen sicherge-stellt sind. Die Disponentenwerden spürbar entlastet in-dem sie optimierte Vorschlägeerhalten, die sie bestätigen,oder auch jederzeit durch eige-ne Entscheidungen ersetzenkönnen. «add*ONE» hat sichbereits in zahlreichen Indu-strie- und Handelsunterneh-men bewährt.
CASIO Europe GmbHD-22848 Norderstedt0049-40-528 654 [email protected] www.casio-b2b.com
Günstiges Optimierungstool
Der Seilkraftaufnehmer SK-02der Magtrol SA basiert auf derDehnmessstreifentechnologie
und ist der ideale Aufneh-mer für eine rasche Instal-lation ohne mechanischeÄnderungen der bestehen-den Anlage. Einsetzbar fürSeile mit Durchmessern von8 bis 22 mm ist dieser ganzaus rostfreiem Stahl herge-stellte Aufnehmer, zusam-men mit der Auswerteelek-tronik LMU, das Hauptele-ment für die Überlast-kontrolle von Kränen oderanderen Hebeanlagen.Ebenfalls in der Produktpa-lette der Magtrol SA ist dieZuglasche ZL-03 für dieMessung aufgehängter La-
sten erhältlich. Dieser hält dyna-mischen Langzeitbelastungenstand und ist auch eine ausge-
zeichnete Alternative für die Ver-wendung unter schwierigen Um-gebungsbedingungen. In ver-schiedenen Versionen von 10 bis100 kN verfügbar, bietet dieserAufnehmer eine grosse Über-lastkapazität, eine ausgezeich-nete Langzeitstabilität sowie ei-ne hohe Genauigkeit.Diese Grenzlastaufnehmer ver-vollständigen die Magtrol Last-Kraft-Gewichts-Palette, welcheschon aus Lastmessbolzen,Lastmesszellen, Lastmessver-stärker und Anzeigen besteht.
MAGTROL SA 1728 Rossens026 407 30 [email protected]
Grenzlastaufnehmer aus rostfreiem Stahl
Sitrans LG200 von Siemens(A&D) ist ein Hart-Füllstand-messumformer in Zweileiter-technik mit Spannungsversor-gung über die Stromschleife.Das Gerät mit geführtem Radareignet sich für Materialien miteiner Dielektrizitätszahl von1,4 und mehr, für Temperatu-ren bis zu 427 °C (800 °F) und
Drücken bis 6250psig (431 bar). Füll-stand und Trenn-schichten in Flüs-sigkeiten misst Si-trans LG200zuverlässig, selbstbei korrosivenDämpfen, Schaum,hoher Viskosität,Materialbewegun-gen an der Oberflä-
che, hoher Befüll-/Entleerge-schwindigkeit, niedrigem Füll-stand und schwankenderDielektrizitätszahl oder Dichte.Die neue Produktreihe umfasstfünfzehn Ausführungen mit Ko-ax-, Mono- und Doppelstab- so-wie Seilsonden. Alle Ausfüh-rungen gibt es mit den Zulas-sungen eigensicher, druckfeste
Kapselung oder Non-Incendive(Betriebsmittel für Zone 2). Mitden vielen Varianten an Gewin-de- und Flanschprozessan-schlüssen lässt sich SitransLG200 einfach einbauen. Ein-gestellt wird der Messumformerschnell mittels dreier Program-miertasten am Gerät oder überein Hart-konformes Handpro-grammiergerät. Zusätzlich lässter sich mit dem Process DeviceManager Simatic PDM überHart-Protokoll aus der Ferneprogrammieren.
Siemens Schweiz AGA&D8047 Zürich0585 584 [email protected]
Füllstandmessumformer mit geführtem Radar
2_Technica_bearbeitet.indd 1 28.2.2006 16:48:17 Uhr

Produkte
62 technica 03- 08
Zum Titelbild:
Sirius-Positionsschalter – für jede Anwendung kombinierbarSirius-Standard-Positionsschaltererfüllen nahezu alle Anforderun-
gen im Industriealltag zuverlässigund souverän – ob für das siche-
re Erfassen gefährlicher Bewe-gungen von Maschinenteilen oderzur Überwachung von Schutzein-richtungen. Standardisierte Bau-formen und Funktionen erleich-tern dabei nicht nur die Auswahldes passenden Schalters. Sie sor-gen auch für einfache und effi-ziente Lagerung, Montage, Ver-drahtung und Wartung. Alle Posi-tionsschalter sind modularaufgebaut und somit die Antriebs-köpfe untereinander austauschbarund kombinierbar.Auch für das sichere Erfassennach Kat. 4 gemäss EN 954-1bzw. SIL3 gemäss IEC 62061 bie-tet Ihnen unser Komplettpro-
gramm verschiedene Schalterty-pen, z. B. manipulationssicherePositionsschalter, Positionsschal-ter mit Zuhaltung oder Scharnier-schalter. Und wenn das Stillset-zen von Maschinen geschlosseneSchutztüren verlangt, sind Sirius-Positionsschalter mit getrenntenBetätigern und zusätzlicherelektromagnetischer Zuhaltungdie optimale Lösung.
Siemens Schweiz AGAutomation and Drives8047 Zürich084 882 28 [email protected]/sirius-erfassen
Surface finishing adds the value
Gleitschlifftechnik · Strahltechnik
Innovative Lösungen vom Weltmarktführer für Oberflächenbearbeitung
www.rosler.chRÖSLER Schweiz AG · CH-5054 KirchleerauTel.: +41/62/7385500 · Fax: +41/62/7385580 · [email protected]
www.cl-electronics.com
Stromversorgungen, Programmer, Messtechnik, Bildverarbeitung, Komponenten, EMV und Industrie Computer
Durch Effizienz gemeinsam zum Erfolg!
Furtbachstr. 4CH-8107 Buchs/ZHTel. +41 44 857 12 00Fax. +41 44 857 12 01

03-08 technica 63
Das neue Programmiergerät Sima-tic Field PG M2 von Siemens Auto-mation and Drives (A&D) zeichnetsich durch Wireless-Technologie,leistungsstarken Intel-Core-2-Duo-Prozessor, grosses 15-Zoll-Displayin XGA- oder SXGA+-Auflösung undintegrierte Datensicherung aus. Zu-dem verfügt das neue Gerät überlange Akkulaufzeit, schnellen Ar-beitsspeicher und alle gängigenSchnittstellen für Industrieanwen-dungen. Das Simatic Field PG M2 im Note-book-Format wird für die Projektie-rung, Inbetriebnahme, den Serviceund die Wartung von Automatisie-
rungsanlagen eingesetzt. Da-bei widersteht das robusteMagnesium-Druckgussgehäu-se den harten Anforderungendes rauen Automatisierungs-alltags. Die Wireless-Kommu-nikation basiert auf denWLAN-Standards 802.11 a, bund g. In der Fertigungsum-gebung wird Industrial WLANverwendet, um jederzeit einesichere Verbindung zum Auto-matisierungsgerät zu gewähr-
leisten. Der Mobile-Intel-GM-965-Express-Chipsatz und Intel-Core-2-Duo-Prozessor sowie die 160-Gigabyte-Serial-ATA-Festplatte unddie DDR2-Speichertechnologie mit667 Megahertz bieten eine hoheLeistung. Mit 15 Zoll verfügt das Si-matic Field PG M2 über das grös-ste Display in der Familie der Si-matic-Industrie-Notebooks.
Siemens Schweiz AGA&D8047 Zürich058 558 46 [email protected]
Programmiergerät im Notebook-Format
Mit ProfiCAM 2008 kommt die ers-te Version zur Auslieferung, dieüber die einzigartige Solid-Shape-Technologie von Coscom verfügt.Diese Technologie ist eine additiveErweiterung des bestehenden Stan-dard-CAM-Kerns im ProfiCAM. So-lid Shape fördert die ideale Werk-zeugbahngenerierung und die Dreh-bearbeitung am 3D-Modell. Solid Shape ist das Ergebnis einesCoscom-Entwicklungsprojektes, dasdie Erfahrungen und Anforderungender modernen Zerspanungstechnikberücksichtigt. Mit dieser Techno-logie erhält der Anwender wesent-lich mehr Kontrolle über die Ein-tauchposition und die Zustell-bewegung des Werkzeugs, Werk-
zeugbahnen werdennicht segmentiertund die Berech-nungszeiten verkür-zen sich um einVielfaches. Mit So-lid Shape erzeugteWerkzeugbahnenam 3D-Modell errei-chen höchste Qua-lität und können mit
Werkzeugbahnkorrektur ausgege-ben werden.ProfiCAM 2008 ist ein Produkt derCoscom-Prozesskette. In Verbin-dung mit den Coscom-MES-Lösun-gen, z. B. Werkzeugverwaltung oderDatenmanagement, erreicht dieNC-Programmierung eine bereichs-übergreifende Wertschöpfung in derOrganisationsstruktur der Ferti-gung.
COSCOM GmbH 6246 Altishofen062 748 10 [email protected] www.coscom.ch
Ideale Werkzeugwege in der 3D-Bearbeitung
pres
s/tc
/03/
08/i-
dBLECH IN FORM
UND QUALITÄT
GEBR. GYSI AG, 6340 BAARTelefon 041 761 41 41, Fax 041 761 71 00
Laser-, Stanz- &Abkantcenter• Laserschneiden• Kombinierte Stanz- und Laserarbeiten• Planrichten und Entgraten• Abkanten und Umformen• Oberflächen- und Kantenschleifen• CAD Datentransfer
www.gysi.ch
Ihr Partner für individuelle Lösungen
Bischofszellerstrasse 53Postfach9201 Gossau/SGT 071 388 95 95F 071 388 95 [email protected]
Max Mitschjeta AGDraht- und MetallwarenfabrikGalvanobetrieb

TRUMPF Maschinen AG · Ruessenstrasse 8 · 6340 Baar · www.ch.trumpf.com
Mit komplexen Fertigungsaufgaben kommen Sie am besten zu TRUMPF. In unseren Applikationslaboren zeigen wir Interessenten, dass unsere
Lasersysteme alle möglichen Materialien schneiden, schweissen, bohren, beschriften oder strukturieren. Und zwar schnell und wirtschaftlich.
Als Technologie- und Weltmarktführer im Bereich industrieller Lasersysteme bieten wir Ihnen einen Rund-um-Service, der von der Planung
Ihrer Konfiguration bis zur Optimierung Ihrer Arbeitsabläufe reichen kann. Testen Sie’s.
komplexe Aufgaben –
wir daspassende Lasersystem.
Sie haben

Schneller und effektiver denn je
Der neue Pemserter Series 3000 eröffnet völlig neue Dimensionen in puncto Produktion, Produktivitätund Prozesssicherheit beim Aufbringen von Verbindungselementen. Zusammen mit dem vielseitigenProgramm an PEM-Verbindungselementen wie Bolzen, Muttern, Distanzbuchsen oder Winkelbefesti-gern steht eine umfassende Lösung für das Verbinden und die Montage dünnwandiger Bleche zur Ver-fügung.
Siehe Bericht auf Seite 68
(Bild: KVT Koenig Verbindungstechnik AG, 8953 Dietikon)03-08 technica 65
www.kvt.ch
www.ch.trumpf.com
www.igm.at
www.allfi.com
www.waterjet.ch
www.3marbeitsschutz.ch
e
h.

66 technica 03- 08
Rohre und Profile bilden eingrosses Segment in der Metall-bearbeitung – sie sind aus dem
Alltag nicht wegzudenken. Ob siestützen, umrahmen, tragen oder alsLeitung dienen: Rohre und Profilepassen sich den jeweiligen Anforde-rungen an. Mit ihrer Form- und Mate-rialvielfalt sind sie hinsichtlich Funk-tion und Beanspruchung immer einegünstige Lösung.Rohrkonstruktionen, die durch denLaser erst möglich werden, vereinfa-chen und reduzieren nachfolgendeFertigungsschritte. Der Aufwand fürdas Schweissen nimmt beispiels-weise durch Knick- und Steckverbin-dungen deutlich ab. Positionierhilfenmit Zapfen und Durchbrüchen er-leichtern die Bauteilmontage, Kodier-hilfen verhindern Montagefehler. ImVergleich zu herkömmlichen Verfah-ren wie Sägen, Anreissen, Bohren,Fräsen sinken die Herstellkostendeutlich – bei höherer Flexibilität.In vielen Fällen wird die automatischeRohr- und Profilbearbeitung gefor-dert. Deshalb hat Trumpf seine Laser-Rohrbearbeitungsanlagen TruLaserTube mit den nötigen Automatisie-rungskomponenten versehen. AlleBaugruppen sind optimal aufeinanderabgestimmt: vom TruFlow-Laseraggre-gat und von der Strahlführungsanlageüber Dreheinheiten und Systemsteu-erung bis hin zu den Modulen für dieHandhabung der Rohre und Profile.
Fügen, Trennen, Formen I Rohrbearbeitung
Flexibilität mit der TruLaser Tube 5000Die TruLaser Tube 5000 ermöglichtes, in einer Aufspannung Rohre undProfile abzulängen sowie Aussparun-gen und Konturen mit dem Laser ein-zubringen. Einzelrohre können auf derFörderstrecke ausgerichtet oder vonHand in die Spannfutter eingelegtwerden. Die Spannfutter sind mitselbst zentrierenden Parallelspann-einheiten ausgestattet. Zusammenmit der Dreh- und Vorschubstationsorgen sie dafür, dass die Werkstückeder Laserstation präzise zugeführtwerden.Fertig geschnittene Teile werden übereinem materialschonenden Bürsten-tisch ausgeschleust, der zudem alsgut zugänglicher Fertigteilpufferdient. Kleinteile bis 300 mm Längebefördert eine Rutsche aus dem Ar-beitsbereich, grössere Teile könnendirekt der Ausschleusstation ent-nommen und bequem in Behälter ge-leitet werden.
Edelstahl für die «kleine Schwester»Neben der TruLaser Tube 5000 gibtes als «kleine Schwester» die Tru-Laser Tube 3000, deren typische An-wendung das Trennen von Qualitäts-rundrohren, insbesondere aus Edel-stahl, ist. Der gratfreie Schnitt ist einwesentlicher Vorteil gegenüber zer-spanenden Verfahren. Die Schnitt-
flächen sind oxidfrei und trocken, dakeine Kühlschmiermittel benötigtwerden. Diese hohe Schnittqualitäterreicht die TruLaser Tube auch beidünnwandigen Rohren. Die berüh-rungslose, kraftfreie Arbeitsweise desLasers macht es möglich.
Modernes Maschinen-ProgrammDie technologieorientierte Program-miersoftware TruTops Tube wurde spe-ziell für das Rohrbearbeitungszen-trum TruLaser Tube 5000 entwickelt.Es sind dabei Standardfälle für Ver-schneidungen aller Art, Lasertabellenund weitere Regelwerke hinterlegt.
Zur flexiblen Bearbeitung von Rohren bietet sich der Laser-strahl an. Dieses kohärente, monochromatische Licht schneidetbeinahe jede Kontur, mag sie auch noch so komplex sein. Seine Stärke im Vergleich zu zerspanenden Verfahren liegt in der nahezu verzugsfreien Bearbeitung unterschiedlichsterMaterialarten und Wandstärken. Denn der Laser schneidet ohne das Material zu berühren. Die Konturen sind glatt und die Teile meist ohne Nachbearbeitung montagefertig.
Der Laser als Alternative zum Sägen und Fräsen
Rohrbearbeitung der modernen Art
Auch komplizierte Konturen können mit demLaser ausgeschnitten werden – so wie bei diesem Konzept für eine Wasserwaage.

Im ersten Schritt wird die Rohrgeome-trie gezeichnet. Im zweiten Schritt de-finiert die Software die Bearbeitungund erzeugt NC-Daten. Dazu analy-siert TruTops Tube die Schnittgeome-trien und berechnet die Konturen.Auch komplexe Aufgaben, wie die Eckenbearbeitung von Rohren mitrechteckigem Querschnitt, meistertdas Programm automatisch. Zudemprüft das Programm eventuelle Kolli-sionen.Als Hardwareplattform braucht Tru-Tops Tube lediglich einen PC. DieSoftware lässt sich problemlos inhausinterne Netzwerke integrierenund mit der Online-Verbindung derTruLaser Tube 5000 koppeln.Rohrverbindungen liegen im Trend,denn das Rohr bietet völlig neue kons-truktive Möglichkeiten, mit denensich Kosten und Gewicht sparen las-sen. In der Automobilindustrie bei-
spielsweise werden immer mehr mas-sive Bauteile durch Rohre ersetzt, seies bei Kopfstützen, Querträgern oderauch als Kurbelwellen im Motorblockselbst. Dennoch kennen viele Kons-trukteure die neuen Möglichkeitender flexiblen Rohrbearbeitung mittelsLaser noch zu wenig. Trumpf-Semi-nare für laseroptimiertes Konstruierenbieten die Grundlagen, um Laser-,Rohr- und Profilbearbeitung effektiveinzusetzen – sozusagen «mit vollemRohr»!
Das Laser-Rohrschneiden ermöglicht völlig neue Konstruktionen, beispielsweise beidiesem Trimmrad, bei dem unter anderem D-Profile zum Einsatz kommen.
Die TruLaser Tube 5000 erlaubt es, in einer Aufspannung Rohre und Profile abzulängensowie Aussparungen und Konturen mit dem Laser einzubringen.
InfosTrumpf Maschinen AG6340 Baar041 769 66 [email protected]
Verwo Acquacut AG, Reichenburg
T +41 (0)55 415 84 84
www.va-ag.ch
Umfangreiche Kompetenzen in
Blechbearbeitung &Schneidtechnologie
Entsorgungssysteme
Fenster & Türen
Verlassen Sie sich aufunser Know-how.
Die Schweizerische Post tut es.
Verwo Acquacut – das Zentrum für Blech-
bearbeitung und Schneidtechnologie –
konstruiert, produziert und montiert
nach höchsten Qualitätsansprüchen.

68 technica 03- 08
An der EMO, der weltgrössten Werk-zeugmaschinenmesse in Hannover,wurde der neue Pemserter Series3000 als Weltneuheit vorgestellt. DieEinpressmaschine ist mit einem völ-lig neuen Antriebskonzept ausgestat-tet und steht bei KVT in Dietikon fürLive-Präsentationen bereit. DieseNeuerung bezüglich Effizienz und Si-cherheit sollte man sich nicht entge-hen lassen.Hier einige wesentliche Vorteile:• Neuer Antrieb mit moderner
servo-elektromechanischer Tech-nologie: Dadurch lässt sich diePerformance von Einpressarbeitengegenüber konventionellen Ver-fahren um bis zu 30% steigern.
• ISS – Intelligent Setup System:Die benötigten Einpresskräftewerden automatisch berechnetund eingestellt. Der Einricht-aufwand reduziert sichdadurch auf ein absolutesMinimum.
• Optimale Einpressergebnisse:Das System OMP vermeidetdas üblicherweise notwendigeEinhalten einer Verweilzeit (z. B. bei Edelstahlblechen)und liefert ein optimales Ein-pressergebnis in kürzesterZeit. Daraus resultiert einezusätzliche erhebliche Produk-tivitätssteigerung.
• Moderne Steuerung: MS-Win-dows-gesteuertes System mitvielen interessanten Parame-tern für das schnelle Einrich-
Fügen, Trennen, Formen I Schweissen
Der neue Pemserter Series 3000 eröffnet völlig neue Dimensionenin puncto Produktion, Produktivität und Prozesssicherheit beimAufbringen von Verbindungselementen. Zusammen mit dem viel-seitigen Programm an PEM-Verbindungselementen wie Bolzen,Muttern, Distanzbuchsen oder Winkelbefestigern steht eineumfassende Lösung für das Verbinden und die Montage dünnwan-diger Bleche zur Verfügung.
Zum Fügen-Trennen-Formen-TitelbildVerbindungselemente einpressen, anschweissen und reflowlöten
Schneller und effektiver denn je
Beispiele von PEM-Einpress- und Anschweissteilen.
ten. Roboteranbindungsmöglich-keiten für die Automation.Rasch und leicht erlernbar.
PEM-Befestiger für jeden EinsatzfallDie weltweite breite Akzeptanz derPEM-Befestigungssysteme hat vieleKonstruktionen vereinfacht, Ferti-gungsverfahren revolutioniert, Kom-ponenten optimiert und Montagenwesentlich leichter gemacht. DasPEM-Lieferprogramm ist in den letz-ten Jahren aufgrund vieler neuerIdeen – auch in enger Zusammenar-beit mit Kunden und Anwendern –stetig angewachsen. Sämtliche PEM-Befestiger sindRoHS-konform erhältlich!
EMERSON. CONSIDER IT SOLVED.TM
Kompakte,
leistungsstarke
Frequenzumrichter für
Motoren von 0,25 kW bis
132 kW - 110, 230, 400,
575 und 690 Volt.
Commander SK - Jetzt noch vielseitiger
Große Kraft bei kleinen Abmessungen
- die neuen Hochleistungsmodule
sind bis zu 50% kleiner als die
Antriebe anderer Hersteller. Die
robusten und zuverlässigen Antriebe
bieten Kontinuität und
Bedienerfreundlichkeit von 0,25 kW
bis 132 kW.
Wahre Größe ist jetzt viel kleiner als
beim Mitbewerb.
Der Commander SK im Vergleich zu anderen 55 kW-Antrieben
Control Techniques AG,
Tel: 056 201 42 42
E-Mail: [email protected]

Pemserter Series 3000.
InfosKVT Koenig Verbindungstechnik AG8953 Dietikon044 743 33 [email protected]
Einpressenteile für Bleche, Printplatten und Kunststoffe:• Einpressmuttern• Einpressbolzen• Einpressbuchsen und
Distanzhalter• Unverlierbare Schrauben• «SPOTFAST»-Niete• WinkelbefestigerAnschweissmuttern mit überzeugenden Eigenschaften:• Positionierschaft für einfache
Zentrierung• Problemlose Automaten-Zuführung• Keine Schweissspritzer
im Gewinde• Keine ölige Arbeitsumgebung,
kein Rost, keine Rauch-entwicklung
• Stahl, verkupfert oder rostfreiReflow-LötenReelFast-SMT-Produkte auf Bändernund Rollen. Eine bewährte Technolo-gie für die Leiterplattenbestückung:• Muttern• Distanzbuchsen• Unverlierbare Schrauben• WinkelbefestigerSonderteileLaufend werden Sonderteile nach spe-ziellen Kundenwünschen und Anfor-derungen hergestellt. So entstehenKomponenten mit Spezialmassen,Spezialtoleranzen, Sonderbeschich-tungen, kamerasortierte Teile für diestörungsfreie Zufuhr mit Robotern etc.
Riedwiesenstrasse 16-18
Industrie - Aegert • CH-8305 Dietikon
Tel. 044/807 44 11 • Fax 044/807 44 00
E-Mail: [email protected] • www.thuer-co.ch
LÖSUNGSORIENTIERT,KOMPETENT, ERFAHREN.
Unsere neue Automaten-Generation
ermöglicht eine effiziente und
günstige Herstellung selbst
anspruchsvollster Teile.
FÜR SIE –AUF DRAHT!
Individuell und schnell.
Kisling AG Ringstrasse 30 CH–8317 TagelswangenTelefon +41 (0)52 354 33 33 [email protected] www.kisling.com
Denn jeder Tropfen zählt …
ergo■® Produkte mit dem
patentierten, drehbaren Dosierverschluss ermöglichen ein absolut präzises und sauberes Kleben. Kein Tropfen geht daneben, der Verschluss kann nicht verstopfen, der Klebstoff nicht in der Öffnung aushärten.
« Klebstoffe made
in Switzerland»

70 technica 03- 08
Im Gegensatz zur Einzelteilferti-gung – die heute hauptsächlich un-ter Einsatz hochmoderner CNC-
Maschinen erfolgt – heften undschweissen StahlbauunternehmenBauteile nach wie vor überwiegendkonventionell. Vor diesem Hinter-grund bietet der neu entwickelteSchweissroboter KWR 1001 erhebli-ches Rationalisierungspotenzial. DieSchweissgesamtzeit reduziert sich imVergleich zum konventionellen Vor-gang je nach Bauteilart auf ein Drit-tel bis ein Fünftel – bei gleichbleibendhoher Schweissnahtqualität. Durch
Fügen, Trennen, Formen I Schweissen
die effiziente Einbindung desSchweissprozesses in den innerbe-trieblichen Materialfluss verkürzensich darüber hinaus die Material-durchlaufzeiten. Folglich verringernsich die Personalkosten der Stahlbau-unternehmen pro Tonne Stahlbau er-heblich. Mit der Roboterschweissan-lage KWR 1001 ist die Bearbeitungvon bis zu 6000 kg schweren Bautei-len mit einer Länge von 2000 bis maximal 12000 mm, einer Breite von50 bis maximal 450 mm und einerHöhe von 100 bis maximal 1000 mmmöglich.
Automatisches Generierender RoboterprogrammeNach dem manuellen Heften derBauteile und dem anschliessendenAufspannen in der Roboterschweiss-anlage werden die Roboterprogram-me auf Basis der 3D-CAD-Datenautomatisch generiert. Die Über-nahme der Daten erfolgt basierendauf der Schweissbaugruppenschnitt-stelle Stahlbau, aufbauend auf NC-DSTV und der von Bocad neu ent-wickelten XML-Erweiterung. Zu denübertragenen Informationen gehörenneben der Geometrie sämtlicher Ein-zelteile einer Schweissbaugruppe,
Im Rahmen ihrer technologischen Partnerschaft präsentieren die Unternehmen Kaltenbach, Cloos,Autocam und Bocad eine neue, hochautomatisierteRoboterschweissanlage. Das innovative System mitder Bezeichnung KWR 1001 wurde speziell für denStahlbau entwickelt und trägt erheblich zur Automati-sierung von Fertigungsprozessen bei. Highlight derAnlage ist die automatische Programmgenerierungaus den 3D-CAD-Daten via DSTV-Schnittstelle mitXML-Erweiterung. Das Ergebnis für Stahlbauunter-nehmen: reduzierte Schweisszeiten und Personal-kosten sowie verkürzte Materialdurchlaufzeiten.
Neue Roboterschweissanlage für den Stahlbau
Grossteile automatisiert schweissen
Bis zu 12 m lange Stahlbaukonstruktionen lassen sich mit derRoboterschweissanlage KWR 1001 automatisiert schweissen.
Die Roboterschweissanlage KWR 1001 ermöglicht die automatische Programm-generierung aus den 3D-CAD-Daten via DSTV-Schnittstelle mit XML-Erweiterung.

03-08 technica 71
Bauteilart und Schweissnahtvorbe-reitungen auch die Orientierung derBauteile zueinander, Schweissnaht-geometrie, -grösse sowie -nahtart. Zur automatischen Generierung derSchweissfolge sind in der Autocam-Software Moses allgemein gültige Regeln hinterlegt, die jeweils an diekundenspezifischen Wünsche ange-passt werden können. Im Anschlusssorgt die KWR 1001 für die optimaleVermessung und anschliessende Ver-schweissung der Bauteile.
Erfahrungspool als KooperationsbasisBasis der technologischen Koopera-tion zwischen den vier Unternehmenist die jahrzehntelange Erfahrung von Kaltenbach bei der Konzeptionvon Maschinen und Anlagen für denStahlbau sowie das umfassendeKnow-how der Firma Cloos im BereichSonderanlagenbau mit Schweissrobo-tern. Autocam ist Spezialist auf demGebiet der Offline-Programmierungvon Schweiss- und Schneidprozessen.Bocad entwickelte die XML-Erweite-rung der DSTV-Schnittstelle. Der Soft-ware-Spezialist ist damit weltweit dereinzige CAD-Hersteller, der über eineSchnittstelle zum Ansteuern einesSchweissroboters für den Stahlbauverfügt.
InfosKaltenbach (Schweiz) GmbH5405 Baden-Dättwil 056 470 40 [email protected]
Carl Cloos Schweisstechnik GmbHDE-35708 Haiger0049 2773 85 [email protected]
AUTOCAM InformationstechnikGmbHD-44229 Dortmund+49 231 [email protected] www.autocam.de
bocad Software GmbHD-44793 Bochum+49 234 96417 [email protected]
Technische Daten der Roboterschweissanlage KWR 1001• Bauteillänge: 2000 mm (min.), 12000 mm (max.)• Bauteilbreite: 50 mm (min.), 450 mm (max.)• Bauteilhöhe: 100 mm (min.), 1000 mm (max.)• Bauteilgewicht: 6000 kg (max.)• Anzahl Roboterachsen: 6 + 2• Anzahl Stationen: 2• Anzahl Achsen Drehvorrichtung: 2 x 2• Abmessungen: 21 700 mm (Länge) x 8700 mm (Breite) x 7500 mm (Höhe)• Sensorik: taktiler Sensor, Lichtbogensensor
926
018
Mit 10 m/s sind sie unschlagbar schnell. Und das ohne kostenintensive Hybridtechnologie! Denn die neue KUVE-Generation erbringt diese Höchstleistung mit Stahlkugeln. Ohne Tragzahlverlust gegenüber der Standardausführung.
Vierreihige Kugelumlaufeinheiten KUVE..-B-HS sind robustund wartungsarm. Eine wirtschaftliche Lösung für Hoch-geschwindigkeitsanwendungen im DIN-Bauraum.
INA-Lineartechnik – Qualität aus dem Hause Schaeffler.Das weltweit vollständigste Linearprogramm erwartet Sie. Fordern Sie unser Informationspaket an!
Hydrel GmbH · Bereich Wälzlager/LineartechnikTel.: 071 4666666 · E-Mail: [email protected]
Getrimmt auf Höchstgeschwindigkeit

72 technica 03-08
Abdeckungen/Öl(nebel)abscheider
Abdeckungen/Öl(nebel)abscheider
Antriebe / FluidikAntriebe / Fluidik
Antriebe und SteuerungenAntriebe und Steuerungen
AntriebssystemeAntriebssysteme
AntriebstechnikAntriebstechnik
ArbeitsschutzArbeitsschutz
ArmaturenArmaturen
Automatisches Beladen und Entladen
Automatisches Beladen und Entladen
AutomatisierungAutomatisierung
Blechbearbeitung/Laserschneiden
Blechbearbeitung/Laserschneiden
Lieferantenverzeichnis und Internetadressen

03-08 technica 73
ALHO AGGebäude aus Modulen
Industriestrasse 8 · Postfach 17 · 4806 Wikon Tel. 0 62 746 86 00 · Fax 0 62 746 86 10e-mail: [email protected] · Internet: www.alho.ch
Blech- und RohrverarbeitungBlech- und Rohrverarbeitung
BodenmattenBodenmatten
Bohr- und FräswerkzeugeBohr- und Fräswerkzeuge
BohrerschleifmaschinenBohrerschleifmaschinen
BürogebäudeBürogebäude
CAD/CAM SystemeCAD/CAM Systeme
CAD-DienstleistungenCAD-Dienstleistungen
CNC-WerkzeugmaschinenCNC-Werkzeugmaschinen
DampfkesselvermietungDampfkesselvermietung
DecolletagearbeitenDecolletagearbeiten
Diamant- undBorazonwerkzeuge
Diamant- undBorazonwerkzeuge
DiamantwerkzeugeDiamantwerkzeuge
DienstleistungenDienstleistungen
Drehmoment-Schlüssel/-Prüfgeräte/-Service
Drehmoment-Schlüssel/-Prüfgeräte/-Service
Drehmoment-Torque ControlDrehmoment-Torque Control
DrehteileDrehteile
DruckschalterVakuumschalter
DruckschalterVakuumschalter

Lieferantenverzeichnis und Internetadressen
74 technica 03-08
Aahusweg 8, Fänn Tel. 041 799 49 49 [email protected] Küssnacht Fax 041 799 49 48 www.atphydraulik.ch
Elektroschrauber undDrehmomentmessungElektroschrauber undDrehmomentmessung
Energiezuführungen mobilEnergiezuführungen mobil
Endoskope, industrielleEndoskope, industrielle
Etiketten und -druckerEtiketten und -drucker
GalvanikGalvanik
Gebläse/RadialventilatorenGebläse/Radialventilatoren
Gedruckte SchaltungenGedruckte Schaltungen
GravierenGravieren
Gummi-PUR-Walzen-RollenGummi-PUR-Walzen-Rollen
HärtemessgeräteHärtemessgeräte
HonmaschinenHonmaschinen
Honmaschinen, HonwerkzeugeHonmaschinen, Honwerkzeuge
HydraulikHydraulik
Hydraulikzylinder + SystemeHydraulikzylinder + Systeme
Industrie-PCsIndustrie-PCs
Infrarot-/UV-StrahlerInfrarot-/UV-Strahler
KabelKabel
KabelkonfektionierungKabelkonfektionierung

03-08 technica 75
Kalibrieren / PrüfenKalibrieren / Prüfen
KeilriemenKeilriemen
Klimageräte und VentilatorenKlimageräte und Ventilatoren
Kompressoren und ZubehörKompressoren und Zubehör
KorrosionsschutzKorrosionsschutz
KreissägemaschinenKreissägemaschinen
Kunststoffe / KlebstoffeKunststoffe / Klebstoffe
Kunststoffprofi le/-TeileKunststoffprofi le/-Teile
KunststoffteileKunststoffteile
KupplungenKupplungen
LagertechnikLagertechnik
LaserbeschriftungenLaserbeschriftungen

Lieferantenverzeichnis und Internetadressen
76 technica 03-08
LineartechnikLineartechnik
LötenLöten
Luft entfeuchten / Luft kühlenLuft entfeuchten / Luft kühlen
MagneteMagnete
Magnetsysteme, Permanent-magnete, Miniaturmagnete
Magnetsysteme, Permanent-magnete, Miniaturmagnete
MaterialanalysenMaterialanalysen
MaterialprüftechnikMaterialprüftechnik
Mechanische FertigungMechanische Fertigung
MesswerkzeugeMesswerkzeuge
Messen und PrüfenMessen und Prüfen
NormteileNormteile
Oberfl ächenbearbeitungOberfl ächenbearbeitung
Oberfl ächenbehandlungOberfl ächenbehandlung
Plasma- und Autogen SchneidenPlasma- und Autogen Schneiden
Profi lherstellungsmaschinen /-werkzeuge
Profi lherstellungsmaschinen /-werkzeuge
ProzessautomationProzessautomation

03-08 technica 77
PulverbeschichtungenLackierungen
PulverbeschichtungenLackierungen
PutztextilienPutztextilien
Reinigungs- undEntfettungsanlagen
Reinigungs- undEntfettungsanlagen
Sandstrahl-AnlagenSandstrahl-Anlagen
Sandstrahl-ZubehörSandstrahl-Zubehör
SchaltschranksystemeSchaltschranksysteme
Schichtdicken-MessgeräteSchichtdicken-Messgeräte
SchleifenSchleifen
Schleif- und PoliermaschinenSchleif- und Poliermaschinen
SchweisskonstruktionenSchweisskonstruktionen
SensorenSensoren
SicherheitstechnikSicherheitstechnik
Spindeln undHochfrequenzspindeln
Spindeln undHochfrequenzspindeln
Stanz- / BiegeteileStanz- / Biegeteile
Ultraschall-ReinigungsanlagenUltraschall-Reinigungsanlagen
USV UnterbrechungsfreieStromversorgung
USV UnterbrechungsfreieStromversorgung
Verladetechnik / AufzügeVerladetechnik / Aufzüge

Lieferantenverzeichnis und Internetadressen
78 technica 03-08
WälzlagerWälzlager
Wasserstrahl-SchneidenWasserstrahl-Schneiden
WerkstoffprüfmaschinenWerkstoffprüfmaschinen
WerkzeugmaschinenWerkzeugmaschinen
WerkzeugeWerkzeuge
ZahnräderZahnräder

technicadie Fachzeitschrift für die Maschinen-, Elektro-und Metallindustrie
ISSN 0040-086657. Jahrgang 2008
Redaktion«technica»Neumattstrasse 1, 5001 Aarau Tel. 058 200 5642 Fax 058-200 5661 ISDN 058 200 5656 www.technica-online.ch, www.marktspiegel.ch
ChefredaktorMartin Gysi, Masch. Ing. FHTel. 058 200 5629, [email protected]
Stellvertretender ChefredaktorMatthias Böhm, dipl.-Ing. FHTel. 058 200 5630, [email protected]
MediaberatungChristine GehrigTel. 056 631 22 20, Fax 056 633 56 23 [email protected]
Peter SpycherTel. 058 200 5631, [email protected]
Verena MüllerTel. 058 200 5642, [email protected]
Willi DennlerTel. 058 200 5643, [email protected]
Verlag© AZ Fachverlage AG, Neumattstrasse 1 5001 Aarau, Tel. 058 200 5650 Fax 058-200 5661, www.az-verlag.chEin Tochterunternehmen der AZ Medien Gruppe
VerlagsleitungIrene Frei
BereichsleitungJürg RykartTel. 058 200 56 04, [email protected]
LayoutThomas Furter, KonzeptUrsula Urech
DruckVogt-Schild Druck AG, Gutenbergstrasse 1, 4552 Derendingen
Erscheinung, Abonnementerscheint monatlich, 12 x jährlichzusätzlich je eine Sonderpublikation Innovation undMarktspiegelAbonnementspreis: Fr. 95.– inkl. 2.4% MwSt, Ausland zuzüglich PortiTelefon 058 200 55 70, Beatrice GmünderFax 058 200 55 [email protected]
Auflage12600 Ex.WEMF 2005: 11826 Ex,
VerlagsrechteMit der Annahme von Manuskripten durch die Redak-tion und der Autor-Honorierung durch den Verlag erwirbt der Verlag das Copyright und insbesondere alle Rechte zur Übersetzung und Veröffentlichung derentsprechenden Beiträge in anderen verlagseigenenZeitschriften sowie zur Herausgabe von Sonderdrucken.Für unverlangt eingesandte Bildunterlagen (Fotos, Dias) und Manuskripte übernimmt die Redaktion keine Gewähr.
Nachdruck nicht gestattet
Zeitschriften im selben VerlagBatitech – HK-Gebäudetechnik – Elektrotechnik ET –MegaLink PrecisionNatürlich – Kochen – Fit for Life
Impressum
ABB Technikerschule 8Acél & Partner 8Agathon AG Normalien 39Agro AG 57Antrimon AG 59Arofl ex AG 55ARP Datacon AG 59ASS AG Antriebstechnik 19Atlas Copco (Schweiz) AG 44,54Autocam GmbH 70B&R Industrie-Automation AG 5Baumer Electric AG 52,54,56,58Baumer IVO GmbH & Co. KG 40Baumgartner AG 10Baumüller Holding 7Beckhoff Automation AG 54,56,58BEHRINGER GmbH 56Bittmann GmbH 50Blum-Novotest GmbH 24Bocad Software GmbH 70Bosch Rexroth Schweiz AG 8,54Brütsch/Rüegger AG 19Bundesamtfür Energie (BFE) 6BVC Vakuumtechnik AG 55Carl Cloos Schweisstechnik GmbH 70CASIO Europe GmbH 61CL-Electronics GmbH 62CODEX 61Collano AG 58Condecta AG 39Control Techniques AG 68COSCOM GmbH 30,63Dirk Krahmann e.K. 55Distrelec 47,56Egli Maschinenbau AG 9EMC Schweiz 5Erowa AG 31Euchner AG 60Facton GmbH 8GE Fanuc CNC Europe S.A. 6,41Fanuc Robotics Europe S.A. 5,57Fehér AG 33Festo Didactic 8Forschungszentrum Jülich GmbH 6Gebr. Bräm AG 20,45Gebrüder Gysi AG 63Grütter Erich Metallbau 55Hans Eberle AG 53Helbling IT Solutions 5Helfi na AG 27HYDAC ENGINGEERING AG 23Hydrel AG 71IBL-Solutions 8Iftest 7
Ingersoll Werkzeuge GmbH 21INTEGRAL concept 53Intermess Dörgeloh AG 32Jakob Keller Verschlusstechnik AG 53Josef Binkert AG 33,37Jungheinrich AG 59Kaltenbach (Schweiz) GmbH 70Kisling AG 69Komax Systems AG 36KTR Kupplungstechnik AG 53Kurt Breuning 26KVT Koenig Verbindungstechnik 65,68,80Magtrol SA 61MAPAL Dr. Kress KG 13Marti-Dytan AG 55Messe Düsseldorf GmbH 32Mitschjeta Max AG 63Murrplastik AG 39National Instruments 8Neuma AG 55Newemag 4,14P.E. Schall GmbH 31Phoenix Mecano Komponenten AG 3.USPSION Teklogix Switzerland 55R. Arnold AG 14Robert Bosch GmbH 7Rockwell Automation 6Rösler Schweiz AG 62Saia-Burgess Controls AG 2,8Schenker AG 5Schneider MC SA 78Servo-Halbeck GmbH & Co. KG 43Servotronic AG 43,58Siemens Schweiz AG 57,59,63,61Simatec AG 51Spectra (Schweiz) AG 46,74Staufen AG 15Suhner Abrasive Expert AG 4,8,10Suvema AG 4.USSwissmem 12Thür & Co 69Trapo Küng AG 18TRUMPF Maschinen AG 64,66Univer AG 42Urma AG 11VDW 32Verwo Acquacut AG 67Walter Meier 43Wenk AG 2.USWolfensberger AG 42WUKO Maschinenbau 74ZT Fachmessen AG 7Zwahlen Bruno AG 49
In dieser Ausgabe
03-08 technica 79

TechniKnacknusssponsored by
Osterbraten
Die Auflösung von Ausgabe 02/08
������ �������� ������� ��� ���� ��������� ������ �������������� ����������� � ���������� ����������
�� ����� �� �������� �� ������� �� ������ � ! "�#����$
��� � %�#&� !� ����� �� '(
)� ����� � �� ��* *�#�& �+#�� !�,#�!���� �� �%��
�%� - ���# *.� �# �� �����#* �$
/�� �0�� ��� "����# � /����� �1 � � �.�&� �
����
��/�
����
����2
3�45
6�
2_54-005D_bearbeitet.indd 1 3.3.2008 14:49:22 Uhr
Gastwirt Bierbauch kauft zu Ostern einige Gänse für 24 Franken das Kilo unddas gleiche Gewicht an Gitzi (Ziegenfleisch) für 18 Franken das Kilo (Preiseohne Gewähr!).Ein Kollege erklärt ihm, dass er insgesamt 2 Kilo mehr gekriegt hätte, wenn erdie Regel in «Ratschläge für Gastwirte» befolgt hätte, die besagt: «Teile DeinGeld zu Ostern zu gleichen Teilen für Gänse- und Gitzibraten auf!»
Für welchen Betrag hat Bierbauch zu Ostern wie viel Kilo Fleisch eingekauft?
x = Entfernung [km]y = Zeit für den Hinweg [h]z = Zeit für den Rückweg [h]ergeben sich folgende Gleichun-gen:[1] x/y = 5 [2] x/z = 3 daraus z = x / 3[3] y + z = 7 daraus y = 7 – zin [1] eingesetzt: x / (7 – z) = 5
aus [2] folgt:x / (7 – x/3) = 5x = 35 – (5x/3)x + (5x/3) = 358x = 105x = 13,125 kmd. h. er hat insgesamt 3x = 39,375 km zurückgelegt.
Ein Forschungsteilnehmer einer Nordpolexpedition versuchte, sich eine Eskimo-Braut zu angeln. In dieser Gegend schlafen die Ein-geborenen in Säcken aus Robbenfellen. Der Brauch will es, dass sich der Freier anschleicht und den Sack mitsamt der künftigenBraut entführt. Der Liebhaber musste von seinem Camp eine ziemliche Strecke zu seiner Braut zurücklegen, er schaffte sie mit 5 km pro Stunde. Nach dem Raub kehrte er mit seiner Last mit 3 km/h zurück. Für das ganze Unternehmen brauchte er genau 7 Stunden. Als er jedoch – zurück im Camp – den Sack öffnete, stellte er fest, dass er irrtümlich die Grossmutter seiner Angebete-ten mitgenommen hatte. Welche Strecke hat denn der Glücklose zurückgelegt resp. wie weit musste er gehen, um die Grossmutter zurückzubringen?
Fertigung +Produktion
Werkzeugmaschinen, Werkzeuge, NC-, CNC-, DNC-Steuerungen, Werkzeug- und Werkstückspannsys-teme, Wärmebehandlung und Oberfl ächentechnik, Präzisions- und Mikrobearbeitung, Décolletage, Fertigungsautomatisierung, Fertigungsmesstechnik, Prüftechnik, QS
Automations- und Antriebs-technik
Steuerungen (SPS, Soft-SPS usw.), Handling, Robotik, Montagetechnik, Vision-Systems, Mo-toren, Hydraulik, Pneumatik, Antriebssteuerungen, mechanische Antriebselemente, Komponenten und Systeme zur EnergieversorgungHannover-Messe, Hannover, 21. bis 25.4.08Control, Stuttgart, 22. bis 25.4.08Sensor+Test, Nürnberg, 6. bis 8.5.08
Prozesstechnik Prozess-, Mess- und Regeltechnik, Prozess-Steuerungen, Prozessautomatisierung, Rohrlei-tungen und Armaturen, Anlagen- und Apparatebau, Pumpen, Ventile, Messausrüstungen, Sicherheitssys-teme für die Prozesstechnik
Industriebedarf +Zulieferindustrie
Formen- und Werkzeugbau, Zulieferteile, Décolleta-geteile, Lohnarbeit, Werkstoffe, Kunststofftechnolo-gien, Maschinenelemente, Schränke und Gehäuse, Industriebedarf
Aus- und Weiterbildung
Know-how für die Industrie
Industrial IT Engineeringtools für die Fertigungsindustrie
80 technica 03-08
Vorschau auftechnica 04-08

Phoenix MecanoKomponenten AG
Hofwisenstrasse 6Postfach 132CH-8260 Stein am Rhein
Telefon +41 (0)52 742 75 00Telefax +41 (0)52 742 75 90e-mail: [email protected]
ProfilmontagesystemSchutzgitter
www.phoenix-mecano.ch
www.rk-online.de
2_Blocan_High-2_bearb.indd 12 Bl Hi h 2 b b i dd 1 6.3.2008 8:19:01 Uhr6 3 2008 8 19 01 Uh
Hier vertrauen Siedem Service-Europameister.
Als Schweizer Pionierin für CNC-Werkzeugmaschinen ist SUVEMAseit 1974 erfolgreich im Geschäft. Von Anfang an wurde der CNC-Maschinenverkauf mit umfangreichen Serviceleistungen verbunden.Diese nachhaltige Geschäftspolitik zahlt sich heute aus: In 33 Jahrenwurden mehr als 2000 Werkzeugmaschinen verkauft und immer wie-der wird SUVEMA von OKUMA als Landesvertretung mit dem bestenService in Europa ausgezeichnet.
Werkzeugmaschinen und mehr.
Einfach gut betreut.Suvema AGGrüttstrasse 106, 4562 BiberistTelefon 032 674 41 11Fax 032 674 41 10Service Hotline 032 674 41 00Service Telefax 032 674 41 [email protected], www.suvema.ch


















