Rapid Prototyping und Rapid Tooling - imw.tu-clausthal.de · Rapid Prototyping und Rapid Tooling...
50
Praktikum Rapid Prototyping und Rapid Tooling FRITZ-SÜCHTING-INSTITUT FÜR MASCHINENWESEN DER TECHNISCHEN UNIVERSITÄT CLAUSTHAL Professor Dr.-Ing. Norbert Müller Bearb.: D. Trenke Datum: 14.02.2002 IMW TU Clausthal
Transcript of Rapid Prototyping und Rapid Tooling - imw.tu-clausthal.de · Rapid Prototyping und Rapid Tooling...

Praktikum
Rapid Prototyping und Rapid Tooling
FRITZ-SÜCHTING-INSTITUT FÜR MASCHINENWESEN DER TECHNISCHEN UNIVERSITÄT CLAUSTHAL
Professor Dr.-Ing. Norbert Müller
Bearb.: D. Trenke Datum: 14.02.2002
IMWTU Clausthal

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
23.07.01 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 1/2
Inhaltsverzeichnis
1. Einleitung 01
2. Rapid Tooling Verfahren 02 2.1 Stereolithographie (STL) 03 2.2 Selective Laser Sintering (SLS) 04 2.3 Fused Deposition Modelling (FDM) 05 2.4 Layer Objekt Manufacturing (LOM) 06 2.5 Model Maker (MM) 07
3. Der DMLS-Bauprozess 08
4. Konstruktionsregeln 12 4.1 Geometrien 12 4.2 Bohrungen 13 4.3 Genauigkeit 14 4.4 Minimale Strukturen 14 4.5 Nuten / Entformungsschrägrn 14 4.6 Rippen 15 4.7 Stifte 15 4.8 Angusskanäle 15 4.9 Kühlkanäle 16 4.10 Bearbeitungszugaben 16 4.11 Einbau ins Stammwerkzeug 16
5. Datenaufbereitung 17 5.1 Das CAD-Konstruktionsprogramm 17 5.2 Erzeugen der STL-Daten 19
6. Erzeugen der Schichtinformationen 20
7. Einrichten des Bauprozesses 21 7.1 Einrichten des „Jobs“ 21 7.2 Einrichten der RT-Anlage 22
7.2.1 Prozessparameter 23 7.2.2 Laserleistung 23 7.2.3 Schichtdicke 23 7.2.4 Belichtung 23

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.02 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 2/2
8. Auswirkungen auf die Bauteileigenschaften 26 8.1 Mechanische Festigkeit 26 8.2 Oberflächenqualität 27
9. Belichtungsparameter 28 9.1 Begriffsbestimmung 28 9.2 Strahlkompensation 28
9.2.1 Strahlkompensation der Kontur 28 9.2.2 Strahlkompensation beim Füllen 29
9.3 Hatchvarianten 30 9.4 Fülltypen 30
9.4.1 Sorted / Unsorted 30 9.4.2 Up-Down-Skin 32 9.4.3 Square 33 9.4.4 Shifted 34 9.4.5 Stripes 34 9.4.6 UpDown-Stripes 35
9.5 Zusammenfassung 35
10. Nachbearbeitung Lasergesinterter Bauteile 36 10.1 Infiltration mit Hochtemperatur-Epoxid-Harz 36 10.2 Weitere Infiltrationsmethoden 37
10.2.1 Infiltration mit Zinn 37 10.3 Verdichtendes Strahlen 38 10.4 Zusammenfassung 38
11. Qualitätserzeugung bei der Produktentstehung 39
Anhang A) Verfahrensübersicht 40
Anhang B) Prozessparameter und ihr Einfluss 41
Anhang C) Verwendete Abkürzungen 42
Anhang D) Literatur 43

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 1/43
1. Einleitung:
Beim Rapid Prototyping und Rapid Tooling handelt es sich um ein generierendes Fertigungsverfahren, bei dem ein Laser dünne Materialschichten aufsintert und so schichtweise ein Bauteil erzeugt. Vorraussetzung hierfür ist, dass die 3D-CAD-Konstruktion zuvor in entsprechende Schichtinformationen zerlegt wurde, die dann vom Laser abgefahren werden.
In diesem Praktikum wird speziell das Verfahren des Direct Metal Laser Sinterings (DMLS) der Firma EOS betrachtet. Als Metallpulver dient dabei eine Bronze-Nickel-Vermischung mit der Handelsbezeichnung DirectMetal 50-V2.
Der große Vorteil dieses RT-Verfahrens liegt in der Möglichkeit, sehr schnell Werkzeuge (z. B. Formen für Vorab- und Kleinserien) oder Prototypen mit seriennahen Materialeigenschaften herzustellen. Diese Bauteile müssen dementsprechend hohe Maß- und Formgenauigkeiten, mechanische Festigkeitswerte, Strukturen und Oberflächenbeschaffenheiten aufweisen.
Die Qualität der gesinterten Bauteile wird dabei nicht nur vom eigentlichen Bauprozess oder dem verwendeten Werkstoff bestimmt, sondern beginnt bereits bei der Rapid Tooling gerechten Konstruktion und der sorgfältigen Datenaufbereitung. Anschließend muss die richtige Wahl der Belichtungsparameter und der Belichtungsstrategie erfolgen. Am Ende dieser Kette können die Werkstücke durch entsprechende Nachbearbeitungstechniken noch veredelt werden.
Die Güte der Erzeugnisse hängt also nicht nur von rein maschinentechnischen Gesichtspunkten ab, sondern wird von einer ganzen Reihe von Faktoren bestimmt, die in der Produktentwicklung beginnen und beim „Finishing” enden.
In diesem Praktikum wird beschrieben, wie speziell vom Konstrukteur und dem Maschinenbediener Einfluss auf die Qualität genommen werden kann. Die rein mechanischen und physikalischen Aspekte des Prozessablaufs stehen im Hintergrund. Dabei wird auf zahlreiche praktische Erfahrungen zurückgegriffen, die beim Konstruieren, der Datenaufbereitung und Maschinenbedienung gewonnen wurden.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 2/43
2. Rapid Tooling Verfahren
Unter Rapid Tooling versteht man alle Verfahren zur Herstellung von Werkzeugen und Formen für den Prototypenbau. Hierfür werden gleiche bzw. ähnliche Verfahren wie beim Rapid Prototyping eingesetzt. Dies gilt sowohl für das Modell (Positiv) als auch für die Form (Negativ), die meist für nachgeschaltete Gieß- bzw. Spritzverfahren verwendet werden. Beim Rapid Tooling können die vorliegenden CAD-Daten jedoch häufig nicht direkt verwendet werden: sie müssen aus fertigungstechnischen Gründen nochmals überarbeitet werden (z. B. Formschrägen, Schrumpffaktoren usw.). Die bisherigen Verfahren zur Herstellung von Werkzeugen verursachen bis zu 80 % der Kosten der Serienwerkzeuge. Mit Hilfe der Rapid-Verfahren wird ein Modell des späteren Werkzeuges erstellt. Diese Werkzeugmodelle können direkt verwendet werden oder die Modelle können als Werkzeuge in Metall abgegossen werden. Nach der Fertigbearbeitung der Werkzeuge stehen sie für die unterschiedlichen Verarbeitungsvorgänge zur Verfügung. Die Bandbreite möglicher Prozessketten umfasst nicht nur die Rapid-Technologien an sich, sondern auch zahlreiche Mischformen und Kombinationen mit herkömmlichen Techniken wie z. B. dem HSC-Fräsen. Das Rapid Prototyping Verfahren ist das Bindeglied zwischen Entwurf und Produktion. Dabei werden vor dem eigentlichen Fertigungsprozess die 3D-Geometriedaten einer CAD-Konstruktion in viele horizontale Schichten zerlegt (Slice-Prozess). Diese Schichten dienen den unterschiedlichen Verfahren als Fertigungsinformation. Danach werden die einzelnen Querschnitte durch eines der unten aufgeführten Verfahren in reale Schichten zusammen-gesetzt. Dabei baut sich Schicht für Schicht ein vollständig generiertes Modell der CAD-Daten auf: es lassen sich auf diese Weise die kompliziertesten Konturen und räumliche Geometrien in kürzester Zeit realisieren. Zur Zeit gibt es sechs unterschiedliche Prozesse im Rahmen der Rapid Prototyping Verfahren die wirtschaftlich von Bedeutung sind:
• Stereolithographie (STL) • Selective Laser Sintering (SLS) • Fused Deposition Modelling (FDM) • Layer Object Manufacturing (LOM) • Model Maker (MM) • Direct Metal Laser Sintering (DMLS)

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 3/43
2.1 Stereolithographie ( STL ) Grundprinzip: Materialien:
Schichtweises Aushärten von flüssigen Polymeren durch UV-Laser Epoxid- und Acrylharze
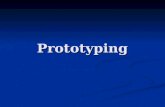
Bei der Stereolithographie wird das Modell auf einer höhenverstellbaren Bauteilplattform aufgebaut. Durch den Einsatz von UV-Licht wird das verwendete Harz vernetzt und die Bauteilgeometrie härtet Schicht für Schicht aus. Nach der Belichtung einer Schicht wird die Bauteilplattform um eine Schichtdicke in den Harzbehälter abgesenkt. Um eine glatte Oberfläche des Harzes zu erreichen, wird die Oberfläche mit Hilfe eines Wischervorganges geglättet. Nun kann die nächste Schicht ausgehärtet werden. Die so hergestellten Bauteile sind allerdings nur gering belastbar. Sie dienen als erstes Einbaumuster oder als Urmodell für das Vakuumgießen.
Spiegel Plattform- bewegung
Laser
Bauplattform
Bad- ober- fläche
Abb. 2.1) Stereolithographie ( STL )
Harzbad

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 4/43
2.2 Selective Laser Sintering ( SLS ) Grundprinzip: Materialien:
Lokales Aufschmelzen von pulverförmigem Material durch einen CO2 - Laser Nylon, Polycarbonat, Polyamid, Polystyrol
Beim Verfahren des Selective-Laser-Sintering wird pulverförmiges Material mit einer Rolle auf eine Bauteilplattform mit einer Schichtdicke von 0,1 – 0,3 mm aufgebracht. Danach wird die Prozesskammer bis knapp unterhalb des Schmelzpunktes des eingesetzten Pulvers erhitzt. Ein Laser überstreicht hierbei die zu bauende Kontur und erhitzt das Pulver dabei lokal auf Sintertemperatur und die Bauteilkontur verschmilzt in dieser Ebene. Nun wird die Bauteilplattform um eine Schichtdicke abgesenkt, durch die Rolle neues Pulver aufgebracht und der Prozess kann von neuem beginnen, bis zur Fertigstellung des kompletten Bauteils.
Abb. 2.2) Selective Laser Sintering ( SLS )

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 5/43
Rolle mit drahtförmigem
Material
2.3 Fused Deposition Modelling ( FDM ) Grundprinzip:
Materialien:
Schichtweises Auftragen von aufgeschmolzenem Material
ABS
Bei diesem Verfahren wird drahtförmiges Material in einer beheizbaren Extruderdüse aufgeschmolzen. Der Düsenkopf bewegt sich durch einen 2D-Mechanismus in X-Y-Richtung und hinterlässt Material entlang der Bauteilgeometrie. Danach wir die Bauteilplattform um eine Schichtdicke abgesenkt und die nächste Schicht wird erzeugt. Mit dieser Technologie können Bauteile innerhalb kürzester Zeit produziert werden. Das äußerst feste Bauteil kann für Einbau- und Funktionsversuche verwendet werden.
Abb. 2.3) Fused Deposition Modelling ( FDM )
Düse
Absenkbare Bauplattform
Prozesskammer

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 6/43
2.4 Layer Object Manufacturing ( LOM ) Grundprinzip:
Materialien:
Schichtweiser Aufbau durch Verkleben des Materials
Papier, Kunststoffe und Keramiken in Folienform
Das Modell wird auf einer Bauteilplattform aufgebaut. Hierzu schneidet ein CO2-Laser entlang der Bauteilkontur das folienförmige Material aus. Der Laser wird hierbei durch einen 2D-Mechanismus in X-Y-Richtung geführt. Durch eine beheizbare Rolle erfolgt die Aktivierung des auf die Folie einseitig aufgebrachten Klebstoffes und verbindet so die Schichten miteinander. Die Bauteilplattform wird danach um eine Schichtdicke abgesenkt und eine neue Folienschicht aufgebracht. Der Prozess beginnt von neuem bis zur Fertigstellung des kompletten Bauteils.
Abb. 2.4) Layer Object Manufacturing ( LOM )

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 7/43
2.5 Model Maker Grundprinzip:
Materialien:
Tropfenweises Auftragen von aufgeschmolzenem Material
ABS, wachsähnlicher Thermoplast
Bei diesem Verfahren wird das Ausgangsmaterial in einer beheizbaren Extrudierdüse aufgeschmolzen. Der Düsenkopf bewegt sich durch einen 2D-Mechanismus in X-Y-Richtung und hinterlässt das Material tropfenförmig entlang der Bauteilgeometrie. Anschließend erfolgt ein Abfräsen des Bauteils auf die gewünschte Schichtdicke. Danach wird die Bauteilplattform um eine Schichtdicke abgesenkt und der Prozess kann erneut beginnen, bis zur Fertigstellung des kompletten Bauteils.
Abb. 2.5) Model Maker

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 8/43
3. Der DMLS-Bauprozess
Der DMLS-Prozess beginnt damit, dass die 3D-CAD-Konstruktion des zu generierenden Bauteils in dünne Schichtinformationen von gewöhnlich 0,05 mm zerlegt wird (Abb. 3.1). Dieser Vorgang des „Slicens“ geschieht noch am CAD-Arbeitsplatz mit einer dafür speziell programmierten Software. Anschließend werden diese Schichtinformationen zur eigentlichen Rapid Tooling Anlage (EOSINT M 250) übertragen, wo dann - entsprechend diesen Informationen - das stoffliche Modell mittels eines Lasers schichtweise generiert wird.
Abb. 3.1) Erzeugen der Schichtinformationen für den Bauprozess Die Rapid Tooling Anlage selbst besteht im Wesentlichen aus den folgenden 5 Komponenten:
1. dem Laser, zum Aufschmelzen des Metallpulvers, 2. der Trägerplattform mit aufgesetzter Bauplattform, 3. der Dosierplattform, zur Bevorratung des Metallpulvers, 4. dem Abstreifer, zum Auftragen des Metallpulvers auf die Bauplattform und 5. dem Prozessrechner mit der Steuersoftware. Zu Beginn des Sinterprozesses wird die Bauplattform erstmalig mit einer dünnen Metallpulverschicht (0,05 mm) bedeckt. Diese Schicht wird dann, entsprechen der ersten

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 9/43
Schichtinformation über die Geometrie des herzustellenden Bauteils, von einem CO2-Laser aufgeschmolzen (Abb. 3.2).
Abbildung 3.2) Schichtweiser Aufbau des Werkstücks Nachdem so der erste Layer belichtet wurde, wird die Bauplattform um die nächste Schichtdicke (0,05 mm) abgesenkt und der Abstreifer bis zum Anschlag - rechts von der Dosierplattform - gefahren. Das Absenken der Bauplattform ist erforderlich, da durch die hohe Oberflächenspannung des Metallpulvers jede Schicht nach der Belichtung eine unregelmäßige, raue Oberfläche besitzt, an der der Abstreifer hängen bleiben könnte. Hat der Abstreifer seine Position rechts vom Werkstück erreicht, wird die Dosierplattform soweit angehoben, bis genügend Pulver zur Verfügung steht, um die Bauplattform erneut vollständig zu bedecken. Jetzt fährt der Abstreifer wieder nach links, und trägt so die nächste Pulverschicht auf, die dann entsprechend der zweiten Schichtinformation über das Bauteil aufgeschmolzen wird. Bei dieser Verfahrbewegung glättet der Abstreifer gleichzeitig die Oberfläche des Bauteils. Überflüssiges Pulver fällt über den links neben der Bauplattform befindlichen Schacht in die Auffangbehälter.
Anheben der DosierplattformAuftragen der nächsten Metallpulverschicht, Abstreifer fährt nach links
Absenken der Bau- und Dosierplattform, Abstreifer fährt nach rechts Belichten der Metallpulverschicht
LaserSpiegel

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 10/43
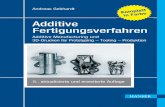
Die Belichtungsparameter werden dabei so gewählt, dass sich die neue Schicht mit der darunter liegenden fest verbindet. Dieser Vorgang wiederholt sich jetzt solange, bis aus den CAD-Informationen ein vollständiges, dreidimensionales, stoffliches Bauteil entstanden ist. Ein großer Nachteil dieser Arbeitweise ist, dass der Abstreifer pro Belichtung zweimal durch die gesamte Prozesskammer fährt. Dies verlängert nicht nur die Bauzeit sondern kann auch dazu führen, dass der Abstreifer das Bauteil beschädigt, oder an diesem hängen bleibt. Im letzteren Fall muss der Bauprozess unterbrochen und die Bauplattform solange abgesenkt werden, bis der Abstreifer wieder frei fahren kann. Ehe mit dem Bauprozess fortgefahren wird ist es erforderlich, eine neue Pulverschicht aufzutragen. Bei Beschädigung eines Bauteils muss dieses aus der Prozesssoftware gelöscht und mögliche Bruchstücke aus dem Bauraum entfernt werden, da diese ansonsten weitere Bauteile zerstören könnten. Grundlage für die maximal erreichbare Qualität von lasergesinterten Bauteilen sind die Materialeigenschaften des verwendeten Metallpulvers. Hierbei spielen insbesondere das Sinterverhalten und die Partikelgrößenverteilung eine entscheidende Rolle (Abb. 3.3).
Abb. 3.3) Partikelgrößenverteilung von DirectMetal 50-V2
Das am IMW verwendete Metallpulver (DirectMetal 50-V2) wurde speziell für das direkte Lasersintern entwickelt und besteht überwiegend aus einer Bronze-Nickel-Vermischung mit einem geringen Kupfer-Phosphid (Cu-P) Anteil, der als niedrigschmelzender Binder dient. Trifft der Laserstrahl während des Bauprozesses auf die Metallpulveroberfläche wird durch elektronische Prozesse im Metall ein Teil der Laserenergie absorbiert, wodurch sich das Pulver erwärmt. Sobald die eingebrachte Energie groß genug ist, um das Pulver auf eine

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 11/43
Temperatur von 660°C zu erwärmen, schmilzt das Kupfer-Phosphid. Als nächstes dringt die nun flüssige Cu-P-Phase in die umgebenden Hohlräume und benetzt dabei die Bronze- und Nickelteilchen. Es kommt zu weiteren Phasenbildungen. Oberhalb von 850°C findet durch Poren- und Mischkristallbildung eine Expansion des makroskopischen Pulvervolumens zur Kompensation des bis dahin erfolgten Sinterschwundes statt. Im Idealfall ist das Volumen des Körpers jetzt wieder identisch mit dem Volumen der losen Pulverschüttung. Durch diesen Aufschmelzprozess und das anschließende Abkühlen, entsteht die stabile metallische Matrix des gesinterten Bauteils, welche - bei optimaler Wahl der Belichtungsparameter und Belichtungsstrategie - folgende Materialeigenschaften aufweist: Allgemeine Materialdaten:
Schüttdichte 5,1 g/cm³ Maximale Partikelgröße 50 µm Allgemeine Prozessdaten:
Empfohlene Schichtdicke 50 µm Typische Genauigkeit ± (0,07% + 30 µm) Mechanische Eigenschaften der lasergesinterten Bauteile:
Dichte 6,3 g/cm³ Zugfestigkeit MPIF 10 120 N/mm² Biegebruchfestigkeit MPIF 41 300 N/mm² Randfaserdehnung bei Bruch 4,2 % Rauhigkeit RZ ohne Nachbearbeitung 50-60 µm Rauhigkeit RZ nach Polieren 1-3 µm Mechanische Eigenschaften nach Infiltration mit Epoxid-Harz:
Dichte 6,5 g/cm³ Zugfestigkeit MPIF 10 200 N/mm² Biegebruchfestigkeit MPIF 41 400 N/mm² Randfaserdehnung bei Bruch 4,2 % Rauhigkeit RZ 30-40 µm Rauhigkeit RZ nach Polieren 1-3 µm Thermische Eigenschaften nach Infiltration mir Epoxid-Harz:
Wärmeausdehnungskoeffizient 25 10-6/K Wärmeleitfähigkeit 15 W/mK Die lasergesinterten Bauteile können zur Nachbearbeitung geschweißt, gelötet, erodiert, spanend bearbeitet, gestrahlt, poliert oder beschichtet werden. Dies gilt sowohl für infiltrierte als auch für uninfiltrierte Werkstücke.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 12/43
4. Konstruktionsregeln Beim Bau von Formen durch Rapid Tooling sind verfahrensbedingt einige konstruktive Besonderheiten zu beachten. Die Einhaltung dieser Kriterien ist erforderlich, um die Vorteile des DMLS-Prozesses in seiner Gesamtheit ausnutzen zu können und eine möglichst hohe Prozessqualität zu erreichen. Allgemeine Gestaltungsregel
4.1 Geometrien: Wie bei allen generativen, schichtweisen Herstellverfahren ist auch beim DMLS-Prozess nicht die Komplexität der Geometrie ausschlaggebend für die Herstellzeit, sondern das aufgebaute Volumen. Die Bauteile sollten daher sowohl in x-y als auch in z-Richtung so klein wie möglich sein, um den Bauprozess kurz und damit kostengünstig zu halten. Um dies zu erreichen, muss bei der Konstruktion berücksichtigt werden, dass es möglich ist, die Bauplattform als Teil des Werkstücks zu verwenden (Abb. 4.1). Der Lasersinterkörper wird dabei mit der Stahlplatte fest verbunden aufgebaut. Anschließend wird die Platte um den Körper herum zersägt und gefräst. Dieses Verfahren hat den Vorteil, dass die stabile Stahlplatte als Befestigung im Stammwerkzeug dienen kann und Bauzeit gespart wird, da das entsprechende Werkstückvolumen nicht mehr aufgebaut werden muss.
Abbildung 4.1) Bauplattform und Bauteil
Ebenfalls ist es möglich, die Werkstücke auf Stützstrukturen (Supports) aufzubauen, die während des Bauprozesses immer fest mit der Grundplatte verbunden sind. Es ist beim DMLS-Bauprozess aber nicht möglich, „freischwebende“ Teile oder Strukturelemente herzustellen, wie dies beim Kunststoffsintern realisiert werden kann.
Bauplattform
Bauteil

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 13/43
Überhänge können bis zu einem Winkel von 25° oder 3 mm generiert werden, ohne dass eine Supportstruktur erforderlich ist.
Abbildung 4.2) maximaler rechtwinkeliger Überhang
Abbildung 4.3) minimaler Bauwinkel 4.2 Bohrungen: Beim DMLS-Prozess werden die Werkzeuge in einer sogenannten Hülle-Kern-Struktur aufgebaut. Dies bedeutet, dass das Bauteilvolumen in einen Hüllbereich (Skin) und einen Kernbereich (Core) aufgeteilt wird, die mit unterschiedlichen Belichtungsparametern - und sogar mit unterschiedlichen Schichtdicken - aufgebaut werden. Sinn dieser Unterscheidung ist es, eine harte Oberfläche bei gleichzeitig weichen Bauteilinneren zu erreichen. Typischerweise besitzt der Hüllenbereich eine Schichtdicke von 0,05 mm. Die Schichtdicke des Kernbereichs beträgt 0,1 mm, wodurch sich die Bauzeit, ohne Qualitätsverlust an der Oberfläche, wesentlich verkürzt.
Abb. 4.4) Ansicht einer Bauteilschicht mit Hülle-Kern-Struktur
> 25°
Hülle
Kern
< 3mm

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 14/43
Aufgrund dieses Hülle-Kern-Aufbaus sollten Bohrungen für Auswerfer oder Zapfen, Löcher für Befestigungsschrauben, Kühlkanäle, usw. bereits in der CAD-Konstruktion berücksichtigt werden. Werden diese Bohrungen im CAD-File nicht vorgesehen und erst nachträglich eingebracht, verläuft die Materialaussparung durch den mechanisch wesentlich instabileren Kernbereich. Dies kann zur Folge haben, dass z. B. nachträglich geschnittene Gewinde ausbrechen. Zusätzlich wird der Randbereich der einzelnen Schichten, also die Kontur, mit sehr hoher Laserleistung belichtet, was zu einer höheren Festigkeit führt. Dieser Bereich ist ausgehend vom Rand etwa 1 mm tief. Wird eine mechanische Nachbearbeitung innerhalb dieser Tiefe durchgeführt, werden die besten Ergebnisse hinsichtlich Oberflächenqualität und -härte erreicht. Bei der Konstruktion sollten die Durchmesser der gewünschten Bohrungen deshalb ca. 0,6 mm kleiner sein und dann nachträglich aufgebohrt werden. Die Seitenwände befinden sich dann im höchsten Festigkeitsbereich der Kontur.
4.3 Genauigkeit: Da beim DMLS-Prozess die Werkstücke aus Metallpulver generiert werden, liegt die Rauhigkeit der Oberflächen und die Maßhaltigkeit im Bereich der Pulverkorngröße. So sind beim Metallpulver DirectMetal 50-V2 (Pulvergröße 50 µm) Genauigkeiten von ±(0,07 % + 50 µm) erreichbar. Senkrecht zu den einzelnen Schichten ist die Auflösung durch die Schichtdicke bestimmt. Diese beträgt bei DirectMetal 50-V2 0,05 mm.
4.4 Minimale Strukturen: Beim DMLS-Prozess ist der fokussierte Laserstrahl, mit einem Durchmesser von ca. 0,3 mm, das Werkzeug beim Aufbau der Geometrien. Durch Wärmeleitungseffekte beträgt die Aushärtebreite (Aushärtezone) etwas mehr als der Fokusdurchmesser. Die minimale Aushärtebreite liegt bei DirectMetal 50-V2 zwischen 0,6 mm und 0,7 mm. Strukturen die kleiner sind, können deshalb nicht hergestellt werden. Dieses ist besonders bei spitzen Ecken und Kanten oder dünnen Stegen zu beachten.
4.5 Nuten / Entformungsschrägen: Befinden sich im Werkstück tiefe Nuten, muss berücksichtigt werden, dass aufgrund der Oberflächenrauhigkeit der vertikalen Flächen von Rz ≈ 50 µm eine Nachbearbeitung erforderlich ist oder die Entformungsschrägen dementsprechend ausgelegt werden. Ist die Nut in Entformungsrichtung polierbar, genügen Entformungswinkel von 0,5° bis 1,0°. Ist sie nicht zugänglich, muss dieser Wert erhöht werden. Falls dieses aus geometrisch-konstruktiven Gründen nicht möglich ist, sollte an dieser Stelle eine Trennebene vorgesehen werden, um dann die Flächen einzeln nachbehandeln zu können.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 15/43
4.6 Rippen:
Beim Lasersinterprozess mit DirectMetal 50-V2 entstehen poröse Metallteile, die nach dem Bauprozess mit Epoxid-Harz infiltriert werden. Diese Werkstücke reagieren aufgrund der Inhomogenitäten auf Zugbelastungen, im Vergleich zum Vollmaterial, empfindlicher. Die an Rippen auftretenden Belastungen können, bei einem zu großen Höhen-Breiten-Verhältnis, zum Verbiegen oder zum Abriss der Struktur führen. Bei den in der Tabelle 4.1 dunkel dargestellten Seitenverhältnissen zwischen Rippenhöhe und -breite sollten deshalb Stahlstege in die Rippen eingesetzt werden. Die dazu erforderlichen Aussparungen müssen schon im CAD-File vorgesehen werden.
Höhe [mm] Breite [mm] < 1 1 2 5 10 > 10
< 1 1 2 3 5
> 5
Tabelle 4.1) Seitenverhältnisse bei Rippen
4.7 Stifte:
Das gleiche gilt für Stifte, die sich in dem aufzubauenden Werkzeug befinden. Bei zylindrischen Geometrien ist es in den meisten Fällen zu empfehlen, Stahlstifte in vorher im CAD-File konstruierte Bohrungen einzusetzen. Der Aufwand für die Nachbearbeitung wird dadurch wesentlich reduziert. Bei nicht rotationssymmetrischen Geometrien sollten bei den in Tabelle 4.2 dunkel markierten Höhen-Durchmesser-Verhältnissen ebenfalls Stahlverstärkungen eingesetzt werden.
Höhe [mm] ∅ [mm] < 1 1 2 5 10 > 10
< 1 1 2 3 5
> 5
Tabelle 4.2) Geometrieverhältnisse bei Stiften 4.8 Angusskanäle:

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 16/43
Um im Bereich des Angusskanals Auswaschungen beim Einspritzvorgang zu vermeiden, sollte dieser im CAD-File vorbereitet sein. Durch die Belichtung der Kontur wird eine Steigerung der Oberflächenhärte - und damit des Verschleißverhaltens - erreicht. 4.9 Kühlkanäle
Durch den schichtweisen Aufbau ist es möglich, Kühlkanäle dreidimensional und an die Geometrie der Kavität angepasst, durch das Werkzeug verlaufen zu lassen: hierdurch wird eine wesentlich effektivere Kühlung erreicht. Während der Konstruktion der Kühlkanäle sollte darauf geachtet werden, dass die Anschlüsse so liegen, dass kein unnötiges Volumen aufgebaut wird. So ist es beispielsweise möglich, die Anschlüsse direkt an die Stahlplatte zu legen. Nach dem Generieren der Form werden dann die entsprechenden Zuleitungen durch die Stahl-platte gebohrt.
Abbildung 4.5) Bauteil mit integrierten 3D-Kühlkanälen
4.10 Bearbeitungszugaben
Beim Einpassen der Formeinsätze werden diese in den meisten Fällen umfräst oder geschliffen. Dazu ist in der Konstruktion ein Übermaß von 0,2 mm bis 0,5 mm auf jeder relevanten Fläche vorzusehen. An Trennebenen reicht ein Übermaß von 0,2 mm. Diese können später mechanisch nachbearbeitet oder aufeinander erodiert werden. Die eine Formhälfte wird dann als Elektrode und die andere als Werkstück verwendet. 4.11 Einbau in Stammwerkzeugen
Beim Aufbau des Stammwerkzeuges ist darauf zu achten, dass die Trennflächenbelastung bzw. der Zuhaltdruck der Spannvorrichtung zumindest teilweise am Stammwerkzeug anliegt.
Kühlkanäle
Bauteil
Bauplattform

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 17/43

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 18/43
5. Datenaufbereitung
Neben der Rapid Tooling gerechten Konstruktion ist die sorgfältige Datenaufbereitung ein wesentlicher Faktor für den Erfolg des Bauprozesses. Dabei kommt es auf das verwendete CAD-Konstruktionsprogramm, die STL-Datengenerierung und die korrekte Erzeugung der Schichtinformationen für den eigentlichen Bauprozess an.
5.1 Das CAD-Konstruktionsprogramm Die Grundlage aller Rapid Prototyping Verfahren bildet ein vollständiges dreidimensionales CAD-Volumenmodell, aus dem die Schichtinformationen für den Belichtungsprozess gewonnen werden. In der Praxis wird immer wieder versucht, aus unzureichenden Daten hochwertige Bauteile zu generieren. Die Bauteile können aber niemals besser sein, als die ihnen zugrunde liegenden CAD-Informationen. Wer im Zuge seiner Produktentwicklung Rapid Tooling Erzeugnisse herstellen will, muss daher durchgehend und konsequent ein 3D-CAD-Volumen-Programm einsetzen.
Abbildung 5.1) Unterschiedliche Arten von CAD-Geometriemodellen
Grundsätzlich können 2D-Flächenmodelle (VDA, IGES, DXF, ...) zwar in 3D-Volumen-modelle konvertiert werden, dabei kommt es in den meisten Fällen aber zu Fehlern: zeigt z. B. der Flächennormalenvektor in das Bauteilinnere, kann dies bei der Erzeugung der Maschinendatensätze zu Problemen führen, da eventuell Innen- und Außenseite des

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 19/43
zu fertigenden Bauteils nicht unterschieden werden können, d. h. es kommt zu einer falschen Orientierung der Oberflächen (Abb. 5.2).
Abb. 5.2) Beispiel für eine falsche Flächenorientierung Werden die Einzelflächen im CAD-Modell nicht genau aufeinander berandet, so führt dies zwangsläufig zu Lücken im Rapid Tooling Datensatz, die spätestens beim Erstellen der Schichtinformationen geschlossen werden müssen (Abb. 5.3).
Abb. 5.3) Lücken im konvertierten CAD-Volumenmodell Das am IMW verwendete Programm zur Datenaufbereitung (Magics RP) verfügt zwar über eine Fehlertoleranz, d. h. Lücken werden innerhalb eines vorgegebenen Toleranzfeldes automatisch als geschlossene Volumen akzeptiert - dies ist aber auch nur in gewissen Grenzen möglich. Ein nachfolgendes manuelles „Reparieren“ der Daten ist sehr zeitaufwendig und ungenau, da exakte Informationen über die Bauteilgeometrie in den meisten Fällen fehlen.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 20/43
5.2 Erzeugen der STL-Daten
Zur Steuerung des Lasers beim Bauprozess muss das 3D-CAD-Volumenmodell mathematisch in gleiche Schichten zerlegt werden, die dann in der Rapid Tooling Anlage materiell umgesetzt werden. Grundlage hierfür ist das Vorhandensein eines STL-Datensatzes. Dieser entsteht, indem die Oberfläche des CAD-Modells mit kleinsten Dreiecken überzogen wird und so eine Annäherung an die tatsächliche dreidimensionale Geometrie erfolgt. Diese Annäherung stellt in jedem Fall eine Ungenauigkeit dar, die um so größer ist, je geringer die Anzahl der Dreiecke ist. Aus diesem Grund muss die Netzdichte, d. h. die Anzahl der Dreiecke, beim Generieren der STL-Daten im CAD-Programm möglichst hoch eingestellt werden, um eine best-mögliche Auflösung, z. B. einer Kurve oder Kugel, zu erreichen. Bei sehr feinen Auflösungen steigt dabei die Datengröße und erforderliche Rechenkapazität aber auf Werte an, die nur noch von besonders leistungsfähigen Computern zu beherrschen sind. Dennoch hat sich diese Triangulationsmethode als Standart für alle Rapid Tooling Verfahren durchgesetzt.
Abbildung 5.4) Annäherung einer Kugel durch Dreiecke

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 21/43
6. Erzeugen der Schichtinformationen Ausgehend von den STL-Daten des CAD-Computermodells werden als nächstes die Schichtinformationen für den eigentlichen Bauprozess erzeugt. Dieser Vorgang setzt sich aus zwei Schritten zusammen: • Im ersten Schritt wird das gesamte Werkstück in Schichten von üblicherweise 0,05 mm
zerlegt. Das Ergebnis ist eine SLI-Datei, die im Prinzip schon alle Schicht- bzw. Geometrieinformationen enthält.
• Im zweiten Schritt kommt eine Besonderheit des DMLS-Bauprozesses hinzu: um eine harte Werkstückoberfläche bei gleichzeitig weichen Bauteilinneren zu erreichen, werden die SLI-Schichtinformationen noch einmal in einen Hülle- und Kernbereich aufgeteilt, denen dann unterschiedliche Belichtungsparameter oder sogar Schichtdicken zugeordnet werden. Das Ergebnis sind zwei EOS-spezifische SLI-Dateien, die zur Rapid Tooling Anlage übertragen werden. Die gleiche Umwandlung findet auch mit den Supportdaten statt.
Um diesen Datensätzen automatisch die entsprechenden Belichtungsparameter zuzuordnen und um die richtige Baureihenfolge sicherzustellen, erfolgt abschließend noch eine Namensänderung der SLI-Daten:
Datensatz Original Umbenennung Parametersatz Support Teil_0.sli Teil_0m.sli 0_Magics: DirectMetal 50 Kern Teil_krn.sli Teil_2c.sli 2_Core: DirectMetal 50 Hülle Teil_hll.sli Teil_3s.sli 3_Skin: DirectMetal 50
Tab. 6.1) Umbenennung der SLI-Daten und Parameterzuordnung Unabhängig von der inhaltlich-konstruktiven Gestaltung der Rapid Tooling Werkstücke ist also die Verwendung eines CAD-Volumen-Programms und die sorgfältige Generierung der STL-Daten Grundlage für die Qualität eines jeden Bauprozesses. Beim Erzeugen der STL-Files muss dabei berücksichtigt werden, dass je höher die Datenqualität des CAD-Modells ist, d. h. je sorgfältiger die Konstruktion vorgenommen wurde, um so kürzer werden die Zeiten für die Datenaufbereitung und um so höher ist die Bauteilqualität. Es ist also unbedingt erforderlich, dass vor der STL-Generierung alle über-flüssigen Informationen aus der CAD-Konstruktion entfernt werden und zur Vermeidung von z. B. Hinterschneidungen alle Flächen eindeutig zueinander stehen.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 22/43
7. Einrichten des Bauprozesses
Neben der Konstruktion, Datenaufbereitung und Wahl der Belichtungsstrategie hat natürlich auch die Maschineneinrichtung einen Einfluss auf die Bauteilqualität. Da der eigentliche Bauprozess dann weitestgehend automatisiert abläuft, spielt die Maschinenbedienung eher eine untergeordnete Rolle. Aus diesem Grund werden in diesem Kapitel überwiegend die vorbereitenden Arbeiten beschrieben, die notwendig sind, bevor der Bauprozess beginnt. 7.1 Einrichten des „Jobs“
Diese Tätigkeit umfasst zum einen das Zuordnen der Belichtungsparametern zu den erzeugten Schichtinformationen, als auch das Anordnen der Werkstücke auf der Bauplattform. Dabei muss folgendes beachtet werden:
• die Werkstücke müssen innerhalb der gewählten Bauplattformgröße (160x160 oder 250x250) liegen,
• die maximale Bauhöhe von 180 mm darf nicht überschritten werden, • der Abstand zwischen den Werkstücken sollte mindestens 4 mm betragen, um ein
anschließendes zersägen der Bauplattform zu ermöglichen, • die Befestigungsschrauben der Bauplattform dürfen nicht überbaut werden, • die erste Bauteilschicht muss genau auf der Bauplattform liegen, d. h. die Z-Koordinate
muss Null sein, • die Werkstücke dürfen sich über die gesamte Bauhöhe nicht berühren, • Belichtungen am Rand der Bauplattform führen häufig zu schlechteren Ergebnissen.
Fernerhin sollten die einzelnen Schichten vor Baubeginn noch einmal durchgeblättert werden, um einen möglichen Versatz der Schichten in Z-Richtung oder Abweichungen von der geplanten Bauteilgeometrie (minimale Strukturen) festzustellen. Um diesen Vorgang zu erleichtern, werden von der Prozesssoftware alle vom Laserstrahl zu belichtende Geometrien, entsprechend der Parameterzuordnung, mit verschiedenen Farben dargestellt:
Linien Kontur Rasterung Schicht dunkelblau Originalkontur schwarz Downskin hellblau Innenkontur kompensiert rot Upskin hellgrün Außenkontur kompensiert grün Inskin dunkelblau Originalkontur - -
Tab. 7.1) Zuordnung von Kontur und Farbe

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 23/43
7.2 Einrichten der RT-Anlage
Das rein „handwerkliche“ Einrichten der Rapid Tooling Anlage beschränkt sich auf wenige Tätigkeiten, die hier nur stichwortartig aufgeführt werden sollen:
1. Horizontales Ausrichten der Bauplattform 2. Annäherung der Bauplattform zum Abstreifer auf erste Schichtdicke 3. Entleeren der Auffangbehälter für überflüssiges Metallpulver 4. Auffüllen des Dosierbehälters mit neuem Metallpulver 5. Verdichten des Metallpulvers 6. Starten des Jobs
Nach dem Starten des Jobs wird zunächst nur die erste Schicht belichtet und dann der Bauprozess unterbrochen. Dies soll dem Bediener ermöglichen, die richtige Anordnung und Belichtung der Bauteile zu kontrollieren. Im weiteren Bauprozess kann es vorkommen, dass der Abstreifer an einer neu gesinterten Schicht hängen bleibt. In diesem Fall muss die Bauplattform etwas abgesenkt werden (0,01 mm bis 0,05 mm) und eine neue Pulverschicht durch eine manuelle Abstreiferfahrt aufgetragen werden. Sollte sich einmal zuwenig Metallpulver im Dosierbehälter befinden, schaltet sich der Bauprozesses automatisch ab und neues Pulver kann nachgefüllt werden. Da während dieser Unterbrechung das Werkstück abkühlt und etwas in Z-Richtung schwindet, muss die Bauplattform solange nach oben verfahren werden, bis die zuletzt belichtete Schicht an ein paar Punkten durch die neu aufgetragene Metallpulverschicht schimmert. Die Ausführungen in diesem Abschnitt haben gezeigt, dass das Einrichten der Rapid Tooling Anlage und die Maschinenbedienung nur wenig Qualifikation und Arbeitsaufwand vom Maschinenbediener verlangen. Dies ist ein weiterer Vorteil des DMLS-Bauprozesses, da hierdurch Produktionszeiten und Lohnkosten gespart werden. Zudem wird die Qualität der Erzeugnisse weitestgehend unabhängig von den Fähigkeiten und der „Tagesform“ des Bedienpersonals.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 24/43
7.2.1 Prozessparameter
Im folgenden werden zunächst die Prozessparameter beschrieben, die einen Einfluss auf das Sinterverhalten bei der Belichtung des Metallpulvers ausüben. Anschließend wird aufgezeigt, welche Wechselwirkungen diese Parameter aufeinander ausüben und wie dadurch die Eigenschaften der gesinterten Bauteile manipuliert werden können. 7.2.2 Laserleistung
Um eine möglichst geringe Bauzeit zu erhalten, wird die Laserleistung im allgemeinen auf den maximalen Wert gesetzt. Sie kann aber durch den Einsatz immer leistungsstärkerer Laser nicht beliebig verkleinert werden, da die physikalischen Prozesse im Metallpulver eine gewisse Zeit benötigen, um vollständig abzulaufen. 7.2.3 Schichtdicke
Mit der Schichtdicke wird die Genauigkeit bestimmt, mit der das Werkstück in Z-Richtung aufgebaut werden kann. Die Untergrenze ergibt sich aus dem maximalen Partikeldurchmesser der Pulverteilchen. Ist die eingestellte Schichtdicke kleiner, so kann es zum Abriss der Struktur während des Beschichtungsprozesses kommen, da sich Partikel zwischen Bauteil und Abstreifer verklemmen. Ist die Schichtdicke zu groß, kann durch die Belichtung keine optimale Verbindung zwischen den einzelnen Schichten hergestellt werden, da die Aushärtetiefe nicht groß genug ist. Dadurch ist wiederum die Wärmeleitung nach unten nicht mehr optimal gewährleistet. Es kommt während des weiteren Bauprozesses zu einer Erwärmung der ungenügend befestigten Schicht, wodurch aufgrund des einsetzenden Schwundes, mechanische Spannungen erzeugt werden, die zu einem Abriss der Schicht von der darunter liegenden Struktur führen. Die Folge davon ist ein nicht brauchbares, verzogenes Bauteil oder der Prozessabbruch. Die Standardschichtdicke, die ein Optimum an Genauigkeit, Prozesssicherheit und Bauzeit darstellt, beträgt 0,05 mm. 7.2.4 Belichtung
Bei der eigentlichen Belichtung wird zunächst die Kontur der Schichtstruktur ein erstes mal, mit der Konturgeschwindigkeit Vk1 und einer Laserleistung Plaser, abgefahren. Da der fokussierte Laserstrahl eine Verfestigung des Pulvers mit einer gewissen Aushärtebreite (0,6 mm) bewirkt, muss um sicherzustellen, dass die Kontur des späteren Bauteils genau dem Maß der CAD-Konstruktion entspricht, der Fokuspunkt um die Hälfte der Aushärtebreite - von der Kontur aus nach innen - versetzt werden. Diese

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 25/43
Positionskorrektur des Fokuspunktes bezeichnet man als Strahlkompensation. Sie entspricht bei der ersten Konturbelichtung etwas mehr als die Hälfte der Breite einer durch den Laserstrahl verfestigten Spur.
Abbildung 7.1) erste Konturbelichtung Nach der Belichtung der Kontur wird der gesamte Innenbereich verfestigt. Der Laserstrahl fährt dabei die Fläche Linie für Linie ab: dies geschieht mit sehr hoher Füllgeschwindigkeit. Der Abstand der Linien, der sogenannte Füllabstand, beträgt nur etwa ein Viertel des Fokusdurchmessers. Dadurch fährt der Laserstrahl mehrmals über einen zu belichtenden Punkt und gewährleistet, dass hier über einen längeren Zeitraum die Temperatur auf einem hohen Niveau gehalten wird, um sicherzustellen, dass die Sinterprozesse vollständig ablaufen können (Abb. 7.2).
Abbildung 7.2) Belichtung des Innenbereiches
BK1/2
SB1
Vk1
Außenkante der CAD-Daten
VH
hH

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 26/43
Nachdem der gesamte Innenbereich verfestigt wurde, erfolgt eine zweite Belichtung der Außenkontur des Bauteils. Hier wird die Konturkompensation des Lasers auf den exakten Wert eingestellt, um zu gewährleisten, dass die Kanten des Bauteils genau den CAD-Daten entsprechen und somit maßgenaue Teile aufgebaut werden können (Abb. 7.3).
Abbildung 7.3) zweite Konturbelichtung
Diese doppelte Belichtung der Kontur hat zwei wesentliche Vorteile: 1. Durch die höhere Wärmeleitung des bereits verfestigten Materials im Bereich der ersten
Kontur entstehen aufgrund höherer Temperaturgradienten schärfere Bauteilkonturen: dadurch sinken die Rauhigkeiten der vertikalen Flächen.
2. Da das Material bereits bei der Belichtung der ersten Kontur und des Innenbereichs in x-y-Richtung geschwunden ist, erzeugt die zweite Belichtung eine Kontur, die den Maßen der Konstruktion entspricht. Die Genauigkeit des Bauprozesses wird gesteigert.
Vk2
SB1
BK2/2

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 27/43
8. Auswirkungen auf die Bauteileigenschaften
8.1 Mechanische Festigkeit
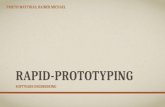
Durch Variation der Scangeschwindigkeit vh und des Fülllinienabstands h wird das Bauteilvolumen bzw. die Bauteildichte beeinflusst (Abb. 8.1). Bei einer niedrigen Scangeschwindigkeit und kleinen Fülllinienabstand steigt die Dichte des gesinterten Werkstücks: damit erhält man höhere mechanische Festigkeiten. Im einzelnen sind dies: • Biegebruchfestigkeit, • Zugfestigkeit, • Härte und • Druckfestigkeit. Zudem steigt die Wärmeleitfähigkeit λ. Bei hohen Scangeschwindigkeiten und großen Fülllinienabständen verringert sich die Dichte und damit die Festigkeit des Werkstücks. Gleichzeitig sinkt aber die benötigte Bauzeit.
Abb. 8.1) Abhängigkeit der Bauteildichte von der Scangeschwindigkeit

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 28/43
8.2 Oberflächenqualität
Die Qualität der horizontalen Oberflächen (x-y) hängt ebenfalls von der Scangeschwindigkeit vh und dem Fülllinienabstand h ab. Bei kleinen Scangeschwindigkeiten und geringen Fülllinienabständen erhält man niedrige Oberflächenrauhigkeiten. Die Güte der vertikalen Oberflächen (z) wird unter anderem durch die Konturgeschwindigkeit vk bestimmt. Eine niedrige Geschwindigkeit bedeutet hier ebenfalls eine geringe Oberflächenrauhigkeit.
Abb. 8.2) Auswirkungen der Prozessparameter auf die Werkstückeigenschaften Die Bauteilqualität wird aber nicht nur von den verschiedenen Prozessparametern beeinflusst, sondern auch wesentlich von den unterschiedlichen Belichtungsstrategien und Belichtungsparametern.
Volumen
Oberfläche
Horizontale Oberflächen xy
Vertikale Oberflächen z
Scangeschwindigkeit vh Fülllinienabstand h
Kontur- geschwindigkeit vk
Rauhigkeit
Scangeschwindigkeit vh Fülllinienabstand h
Dichte
A hat Ein- fluss auf B
A B
Biegebruch- festigkeit
Härte
Druck- festigkeit Baugeschwindigkeit

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 29/43
9. Belichtungsparameter
Wie bereits erwähnt hängen die Eigenschaften und Qualitäten lasergesinterter Werkstücke nicht nur von den eigentlichen Prozesswerten, sondern auch wesentlich von der Wahl der Belichtungsstrategie und Belichtungsparametern ab. Nach einer kurzen Begriffsbestimmung werden diese vorgestellt und ihre Bedeutung für den Sintervorgang erläutert. 9.1 Begriffsbestimmung
Im Bereich des Lasersinterns werden zahlreiche Fachbegriffe benutzt die zum besseren Verständnis der folgenden Ausführungen zunächst erklärt werden.
Vorkontur: Kontur des Bauteils in jeder Schicht, vorgegeben durch den oder die Polygonzüge.
Hatchen: Das Belichten des Bereichs innerhalb der Kontur mit einem regelmäßigen Muster zur Er-zeugung einer gesinterten und damit verfestigten Schicht wird als Hatchen bezeichnet. Das Hatchen lässt sich mit unterschiedlichen Fülltypen erzeugen.
Hatchabstand: Abstand der einzelnen Hatchstrahlen.
Überlappung: Bereich zur besseren Verbindung zwischen den Schichten.
Nachkontur: Zweite Belichtung der Kontur zur Verbesserung der Oberfläche.
Schwund: In Folge von Schwund können beim Lasersintern in jeder Schicht Abweichungen von der Sollkontur entstehen. Durch Eingabe von Schwundfaktoren in Prozent kann man eine zentrische Streckung der vorliegenden Polygonzüge vornehmen und dadurch den Schwund ausgleichen. 9.2 Strahlkompensation
Das Prinzip der Belichtung sieht vor, dass in jeder Schicht der gesamte Bereich mit einer Kontur umrandet wird und zum Schluss das Bauteil mit Hatchlinien gefüllt wird. 9.2.1 Strahlkompensation der Kontur
Würde der Scanner den Laserstrahl beim Belichten der Kontur auf einer Mittelpunktbahn steuern, die genau den CAD-Geometriedaten entspricht, käme es durch den Laserdurchmesser (∅ ≈ 0,4 mm) und der Aushärtezone (∅ ≈ 0,6 mm) zu einem Aufmaß auf

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 30/43
das Bauteil. Dieses Aufmaß kann mit Hilfe der Strahlkompensation ausgeglichen werden (Abb. 9.1).
Abbildung 9.1) Strahlkompensation bei der Konturbelichtung
9.2.2 Strahlkompensation beim Füllen
Auch hier muss der wirksam vorhandene Laserdurchmesser berücksichtigt und ausgeglichen werden. Allerdings ist in diesem Fall die Kompensation erforderlich, damit die Umkehrpunkte des Laserstrahls nicht außerhalb der Kontur liegen. Um eine ausreichende Verbindung zwischen der Kontur und dem Innenbereich zu erhalten, muss dieser Wert aber so klein wie möglich gewählt werden. Ansonsten besteht die Gefahr, dass sich die Kontur vom Füllbereich ablöst.
Abbildung 9.2) Strahlkompensation beim Füllen
Über die Strahlkompensation kann natürlich auch ganz bewusst Einfluss auf die Bauteilgröße genommen werden, um zum Beispiel ein Aufmaß für die anschließende Nachbearbeitung zu erzeugen.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 31/43
9.3 Hatchvarianten
Wie bereits erwähnt, dient das Hatchen zum Belichten der Fläche innerhalb einer Kontur. Dabei kann gewählt werden, ob der Scanner den Laser: • nur in X- oder nur in Y-Richtung, • in X- und Y-Richtung, • oder Schicht für Schicht in X- und Y-Richtung wechselnd (alternierend) bewegt (Abb. 9.3).
nur X nur Y X und Y alternierend
Abbildung 9.3) Hatchvarianten In Bezug auf die Bauteilqualität ist die Variante der „X- und Y-Richtung“ von Vorteil, da hier jede Schicht zweimal belichtet wird. Dadurch entsteht der geringste Verzug. Die Methode „alternierend“ ermöglicht einen festen Halt zwischen den Schichten, bei gleichzeitig kürzerer Bauzeit. Mit Belichtung in X- oder Y-Richtung werden die schlechtesten Ergebnisse erreicht. 9.4 Fülltypen
Zum Belichten des Bereichs innerhalb der Kontur existieren verschiedene Strategien, die Fülltypen genannt werden. Alle diese Fülltypen können mit den in Abschnitt 9.3 beschriebenen Hatchvarianten durchgeführt werden. Ziel ist es, die größtmögliche Bauteilqualität und Prozesssicherheit bei gleichzeitig minimaler Bauzeit zu erreichen. 9.4.1 Sorted / Unsorted
Wenn innerhalb der Bauteilgeometrie Gebiete vorhanden sind, die nicht belichtet werden müssen, muss der Scanner trotzdem sehr lange Wege zurücklegen. Abhilfe vermag hier der Fülltyp „Sorted“ schaffen, bei dem der kürzesten Belichtungsweg über das Bauteil gesucht wird. Dazu sind aber zahlreiche Richtungswechsel und Unterbrechungen der Belichtung erforderlich (Abb. 9.4).

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 32/43
Abbildung 9.4) Fülltyp „Sorted“ (sortiertes Füllen) Der Fülltyp “Unsorted” sucht nach dem einfachsten Weg über das Bauteil. Dadurch kann es zwar zu deutlich längeren Bearbeitungszeiten kommen, die Bauteiloberflächen sind aber wesentlich besser, weil die Ansatzlinien die beim Fülltyp „Sorted“ entstehen fehlen (Abb. 9.5).
Abbildung 9.5) Fülltyp „Unsorted“ (durchgehendes Füllen) Die beiden Fülltypen „Sorted“ und „Unsorted“ können noch mit den Optionen „Skywriting“ und „without Skywriting“ ausgeführt werden. Unter Skywriting versteht man dabei folgendes: Der Scanner der Rapid Tooling Anlage besitzt eine Beschleunigungs- und eine Abbremsphase. Wenn „Skywriting“ ausgewählt ist, liegen beide Phasen außerhalb des

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 33/43
eigentlichen Laserweges und werden bei ausgeschaltetem Laser sozusagen in die Luft geschrieben (Abb. 9.6).
Abbildung 9.6) Fülloption „Skywriting“ 9.4.2 Up-Down-Skin
Bei diesem Fülltyp überprüft die Prozesssoftware bei jeder Schicht, ob sich über oder unter ihr ein weiterer Bereich befindet, bzw. in wie weit sie überdeckt wird. Das Ergebnis ist dann eine Aufteilung in Upskin-, Downskin- und Inskin-Schichten (Abb. 9.7), die mit unter-schiedlichen Parametern belichtet werden. Zu beachten ist dabei, dass der unterste Down-skin und jeder Upskin nur in Y-Richtung belichtet wird.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 34/43
Abbildung 9.7) Fülltyp „Up-Down-Skin“ Dieser Belichtungstyp ermöglicht die größtmögliche Bauteilqualität, da die Ober- und Unterseite des Werkstücks mit besonderen Parametern gesintert werden, und so auf deren spezielle Anforderungen und Belastungen eingegangen wird. 9.4.3 Square
Um einen Verzug des Bauteils zu vermeiden, wird die Belichtung in Streifen (ohne Skywriting) vorgenommen, bis Kästchen entstehen. Zwischen den Kästchen werden Spalten gelassen. Nachdem die gesamte Oberfläche mit so entstandenen Kästchen belichtet wurde, werden die verbliebenen Spalten mit einer zweiten Geschwindigkeit belichtet, dabei läuft der Laserstrahl über die gesamte Breite des Bauteils (siehe Abb. 9.8). Die nächste Schicht wird dann so aufgebaut, dass der Schnittpunkt der Spalten im Kästchenmittelpunkt der vorherigen Schicht zum Liegen kommt.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 35/43
Abbildung 9.8) Fülltyp „Square“
9.4.4 Shifted
Dieser Belichtungstyp ist mit Ausnahme einer Abweichung identisch mit dem Belichtungstyp „Unsorted with Skywriting“. Hier wird in jeder Schicht das Hatchgitter um den halben Hatchabstand verschoben, abhängig von der Aktivierung, sowohl in X- als auch in Y-Richtung.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 36/43
Abb. 9.9) Fülltyp „Shifted“
9.4.5 Stripes
Bei diesem Fülltyp erfolgt die Belichtung in Streifen ohne Skywriting. Dabei wird jede Schicht sowohl in X- und Y-Richtung gesintert. Um einen Halt zwischen den einzelnen Streifen zu gewährleisten, überlappen sich diese. Als Messpunkt für die Überlappung gilt der Mittelpunkt des Laserstrahls.
Abbildung 9.10) Fülltyp „Stripes“ 9.4.6 UpDown-Stripes
Dieser Fülltyp ist eine Kombination der Fülltypen „Up-Down-Skin“ und „Stripes“. Der „Inskin“ wird dabei in Streifen belichtet. Die Belichtung von Up- und Downskin-Flächen erfolgt mit Standartparametern ohne Streifen. Als Messpunkt für die Überlappung gilt wieder der Mittelpunkt des Laserstrahls.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 37/43
9.5 Zusammenfassung
Zunächst sei hier noch darauf hingewiesen, dass den unterschiedlichen Parametersätzen Skin, Core und Support unterschiedliche Fülltypen zugeordnet werden können. Die besten Prozessergebnisse in Bezug auf die Oberflächenqualität und die Maß- und Formgenauigkeit wird mit dem Fülltypen „UpDown-Stripes“ für die Hülle und „Square“ für den Bauteilkern erreicht. Für den Support ist „Sorted without Skywriting“ optimal. Daneben erreichten wir mit diesen Parametern die höchste Prozesssicherheit. Unter Prozesssicherheit versteht man, dass der Bauvorgang ohne Störungen abläuft.
Störungen können dabei sein:
• Ablösen des Bauteil von der Bauplattform, • Ablösen einzelner Bauschichten, • Hängenbleiben des Abstreifers an Oberflächenspitzen einzelner Schichten. 10. Nachbearbeitung lasergesinterter Bauteile
Beim Lasersintern wird das verwendete Metallpulver durch Belichtung mit einem Laserstrahl lokal erhitzt und verfestigt. Dadurch wird zwar ein festes Bauteil erzeugt, dieses besitzt aber eine poröse Struktur und eine raue Oberfläche. Durch die Nachfolgeprozesse des Infiltrierens und Strahlens können diese Materialeigenschaften verbessert werden. Gleichzeitig erhöhen sich die mechanischen Werkstückkennwerte.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 38/43
10.1 Infiltration mit Hochtemperatur-Epoxid-Harz
Das beim Infiltrieren verwendete Epoxid-Harz besteht aus drei Komponenten, die nach Tabelle 10.1 zunächst bei Raumtemperatur vermischt werden.
Funktion Bezeichnung Gew.-Anteil Harz Rütapox 1 Härter IPD 0,2556 Verlaufsmittel Modaflow 0,004
Tabelle 10.1) Harzkomponenten
Danach wird das Harzgemisch in einem Exsikkator (Vakuumglocke), bei etwa 10 mbar für 15 min entgast. In der Zwischenzeit muss das zu infiltrierende Bauteil auf 100°C vor-gewärmt werden. Ist dies geschehen, wird das Werkstück solange mit der Harzmischung eingepinselt, bis die Oberfläche leicht feucht erscheint. Anschließend wird das Bauteil in den Exsikkator gegeben und bis etwa 10 mbar evakuiert. Nach 10 min wird der Behälter langsam wieder belüftet. Dabei wird nun, durch den außerhalb des Bauteils steigenden Druck, das Harz in das Innere der Werkstückstruktur gepresst. Das Auftragen und Evakuieren muss jetzt solange erfolgen, bis der Körper sichtbar kein Harz mehr aufnimmt. Ist dies der Fall, wird das infiltrierte Bauteil, bzw. das Harz, in einem vorgeheizten Ofen für zwei Stunden bei 160°C ausgehärtet. Zu beachten ist noch, dass das Harz, durch den Temperaturanstieg beim Aushärten, kurzzeitig niedrigviskos wird. Dadurch kann ein Teil des Harzes wieder aus den Körper laufen und sich in Ecken und Kannten des Bauteils ansammeln. Durch die geringe Aushärttemperatur von 160°C ist die thermische Belastung des Bauteils beim Infiltrieren vernachlässigbar klein. Außerdem bleibt die im Bauprozess erreichte Maßhaltigkeit erhalten, da es zu keiner weiteren Schwindung kommt.
Durch die Infiltration sollte jetzt eine vollständig dichte Bauteilstruktur vorliegen. Erfahrungen zeigen aber, dass z.B. aus infiltrierten Kühlkanälen (bei einem Druck von 6 bis 7 bar) immer noch Wasser durch das Werkstück austritt. Abhilfe könnte hier eine Infiltration des Harzes unter Druck oder ein anderes Infiltrationsmittel (z.B. Zinn) bringen.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 39/43
Deutlich zu erkennen ist aber eine Verbesserung der Oberflächenqualität durch die Behandlung mit Epoxid-Harz. Die Oberflächenrauhigkeit Rz verringert sich durch das Infiltrieren von 50 - 60 µm auf Rz = 30 - 40 µm. Ebenso verbessern sich erfahrungsgemäß die mechanischen Eigenschaften der Bauteile. 10.2 Weitere Infiltrationsmethoden
Da die Infiltration mit Epoxid-Harz nur zu ungenügenden Ergebnissen in Bezug auf die Bauteildichte, Temperaturbeständigkeit, Verschleißverhalten und Wechselwirkung mit anderen Medien führt, wird nach Alternativen für diese Methode gesucht. 10.2.1 Infiltration mit Zinn
Für eine erfolgreiche Infiltration von lasergesinterten Bauteilen mit Zinn (Sn60PbAg) müssen die Werkstücke zunächst von Verunreinigungen und Pulverresten befreit werden. Außerdem ist es unumgänglich, ein Flussmittel zur Reduktion von Oxidschichten zu verwenden. Das Flussmittel (ZnCL2-Lösung) wird auf die Bauteiloberfläche aufgetragen und dringt sofort durch die offenen Oberflächenporen in den Körper ein, bis dieser vollständig durchtränkt ist. Das so vorbehandelte Sinterteil wird dann für etwa 10 bis 20 Minuten in die 300°C bis 400°C heiße Zinn-Schmelze gegeben. Dabei verdampft zunächst das Flussmittel, bevor das flüssige Zinn durch die Poren in das Bauteil eindringt. Ein wesentlicher Parameter bei dieser drucklosen Infiltration ist der Kapillardruck. Dieser sinkt mit steigendem Porendurchmesser. Auf der anderen Seite ist eine große Porosität erforderlich, um über offene Porenkanäle das gesamte Volumen infiltrieren zu können. Um diesen Widerspruch zu begegnen besteht die Möglichkeit, mit Druck zu infiltrieren, was aber einen größeren apparativen Aufwand zur Folge hat. Untersuchungen der Firma EOS haben weiterhin gezeigt, dass Bauteile mit unterschiedlicher Ausgangsdichte nur bis zu einem konstanten Restporenvolumen (12 % ± 1,5 %) aufgefüllt werden können. Körper höherer Dichte werden dabei, aufgrund der kleineren Porenkanäle, langsamer infiltriert erreichen aber dennoch die gleiche Enddichte wie Körper kleinerer Ausgangsdichte. Ein weiterer wichtiger Zusammenhang besteht zwischen der Infiltrationstemperatur und der Infiltrationszeit. Mit zunehmender Temperatur sinkt zwar die Infiltrationszeit, es kommt aber auch zu einem Bauteilschwund. Dieser beträgt bei einer Temperatur zwischen 300°C und 350°C etwa 1.5 %. In Bezug auf die Bedeutung der Form- und Maßhaltigkeit sollte daher immer mit der niedrigstmöglichen Temperatur infiltriert werden.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 40/43
Nach der Entnahme der Bauteile aus dem Zinnbad ist überflüssiges Infiltrationsmaterial und Flussmittel durch Abtupfen oder mit Pressluft zu entfernen. 10.3 Verdichtendes Strahlen
Eine weitere Möglichkeit der Oberflächenbehandlung von lasergesinterten Bauteilen stellt das Strahlen da. Durch Anwendung dieses Verfahrens können bei unbehandelten Werkstücken Rz-Werte von unter 20 µm erreicht werden. Anschließendes manuelles Schleifen führt zu Rz-Werten unter 3 µm.
Beim verdichtenden Strahlen handelt es sich um einen zweistufigen Prozess: In der ersten Phase wird die Oberfläche gereinigt und die Oberflächentopographie uniformiert. Hierzu wird als Strahlmedium Nussschalengranulat mit einem Durchmesser von 0,20 - 0,45 mm verwendet. In der zweiten Phase erfolgt eine Kaltumformung, bei der die Oberfläche verdichtet wird. Dazu werden Stahlkugeln mit einem Durchmesser von 0,60 - 1,00 mm, unter einem Druck von ca. 5 bar, auf die Oberfläche beschleunigt. Beim Auftreffen wird die Oberfläche durch Kaltumformung verdichtet und auf Rauhigkeiten von Rz < 20 µm eingeebnet.
Die Verdichtungszone besitzt dabei eine Tiefe von 200 µm. In Abhängigkeit von der Porosität des Bauteils senkt sich die Oberfläche durch das Strahlen, zwischen 20 und 100 µm ab. Zu beachten ist weiterhin, dass sich Ecken und Kanten leicht abrunden. Durch spezielle Düsengeometrien lassen sich mit diesem Strahlverfahren auch schwer zugängliche Schlitze, bis zu einer Breite von 1 mm, bearbeiten. Ein weiterer Vorteil ist, dass bei der Bearbeitung von infiltrierten Bauteilen, überstehende Epoxid-Harz-Reste einfach entfernt werden. 10.4 Zusammenfassung
Wie gezeigt wurde, lassen sich die Eigenschaften lasergesinterter Bauteile durch entsprechende Nachbearbeitungsverfahren verbessern. Die Auswahl des Verfahrens muss dabei in Abhängigkeit von den Anforderungen an das Bauteil erfolgen. Werden zum Beispiel sehr glatte Oberflächen verlangt, reicht eine Epoxidharz-Infiltration mit anschließendem Strahlen nicht mehr aus. Hier ist dann eine entsprechende Beschichtung oder ein manuelles Nachbearbeiten durch Schleifen und Polieren erforderlich. Eine Infiltration mit Zinn erhöht zwar die Dichte der Werkzeuge, gleichzeitig nimmt aber der Temperatureinsatzbereich ab. Zudem werden nicht das Verschleißverhalten und die Oberflächenhärte verbessert. Um dies zu erreichen, könnten die Bauteile z. B. Plasma-Flamm-Gestrahlt werden.

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 41/43
11. Qualitätserzeugung bei der Produktentstehung
Bereits in der Ideenfindungsphase müssen die neuen Fertigungsmöglichkeiten des DMLS-Bauprozesses berücksichtigt werden, um eine optimale Lösung für die gestellte Aufgabe zu finden. Die beteiligten Personen dürfen dabei in ihrer Kreativität nicht durch Restriktionen konventioneller Fertigungsverfahren eingeschränkt sein. Erste Entwürfe sollten bereits mit dem späteren 3D-CAD-Konstruktionsprogramm erstellt werden. Dies ermöglicht zum einen ansprechende Präsentationen, zum anderen wird dadurch sicher gestellt, dass während der gesamten Produktenwicklung ein integrierter und verbindlicher Datensatz verwendet wird. Wichtig ist, dass alle Projektteilnehmer das gleiche Datenformat benutzen. Den entscheidenden Einfluss auf die Qualität übt aber der Konstrukteur aus. Er muss bei der Gestaltung der Bauteile ständig die Besonderheiten des Rapid Tooling Bauprozesses im Auge behalten, um so verfahrensgerecht zu konstruieren. Nicht zuletzt ist er auch für die Datenqualität und Datenaufbereitung verantwortlich. Der eigentliche Maschinenbediener bestimmt dann durch die Wahl der Belichtungsparameter, der Bauteilanordnung und der Anlageneinrichtung das Ergebnis des Bauprozesses. Durch abschließende Nachbearbeitungsmethoden können dann noch einzelne Werkstückeigenschaften wie - Festigkeit, - Härte, - Dichte, - Verschleißverhalten oder - Oberflächenrauhigkeit verbessert werden.
Die nachfolgende Tabelle zeigt noch einmal die Einflüsse der Prozesskette und der Rapid Tooling Anlage auf die Bauteilqualität:
Prozesskette RT-Anlage
Qualität der CAD-Konstruktion Genauigkeit der Führungen u. Antriebe
Qualitätsverluste durch Schnittstellen Temperaturdrift des Lasers
Positionierung des Teils im Bauraum Stellgenauigkeit des Scanners
Prozessparameter wirksamer Laserdurchmesser
Belichtungsparameter maximale Laserleistung
Einrichten von „Job“ und Maschine Eigenschaften des Metallpulvers
Qualität der Nachbearbeitung Ausrichtung der Bauplattform
Qualifikation des Personals Zustand der Abstreiferklinge

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 42/43
Tab. 11.1) Einflussgrößen auf das Fertigungsergebnis

Alle Rechte vorbehalten IMW Clausthal P
raktikum
WS
2001/2002
R
apid Prototyping und R
apid Tooling
14.02.2002 dt Institut für M
aschinenwesen - TU
Clausthal
Prof. Dr.-Ing. N
orbert Müller
Blatt 43/43
Anhang A) Verfahrensübersicht
Prototypen, Fertigteile
Modelle
Formen, Funktionsteile, Werkzeuge
Fertigteile, Prototypen
Modelle, Prototypen, Fertigteile
Modelle, Prototypen,
Modelle, Prototypen,
Modelle, Prototypen,
Modelle, Prototypen,
3D-Systems, EOS, DTM
Cubital
EOS DTM
Stratasys
Helisys
Kira
Sanders
3D-Systems
ITP
Vinylether-, Epoxid- und Acrylharze
Acrylharze
Nylon, Wachse, EPS, Metallpulver
ABS, Wachse
Papier, Kunststoffe
Papier + Toner
ABS, Wachse
Wachsähnliche Thermoplaste
schmelzflüssige Kunststoffgranulate
UV-Laser härtet Harzoberfläche aus (Photopolymerisation)
UV-Laser härtet schichtweise durch Masken Harzoberfläche aus (Photopolymerisation
Verschmelzen von pulverförmigen Material in einem Pulverbett mittels CO2-Laser Auftragen von thermoplastischem Material mittels einer Extrudierdüse
CO2-Laser schneidet Kontur aus einem folienförmigen Material (Schicht-Laminat-Verfahren)
Verklebung von Einzelschichten mittels thermisch aktivierbaren Toner (P i hi ht f h )Tropfenförmiger Auftrag von thermoplastischem Baumaterial durch eine Düse
Auftrag von thermoplastischem Baumaterial mittels eines Druckkopfes (96 Ei ldü )Schmelzflüssiger Auftrag von thermoplastischem Baumaterial durch einen beheizten Düsenkopf
STL
SLC
SLS
FDM
LOM
PLT
MM
MJM
MJS
Stereolithographie
Solid Ground Curing
Selektives Lasersintern
Fused Deposition Modelling
Layer Object Manufacturing
Paper Laminated Technology
Model Maker
Multi Jet Modelling
Multiphase Jet Solidification

Alle Rechte vorbehalten IMW Clausthal P
raktikum
WS
2001/2002
R
apid Prototyping und R
apid Tooling
14.02.2002 dt Institut für M
aschinenwesen - TU
Clausthal
Prof. Dr.-Ing. N
orbert Müller
Blatt 44/43
Anhang B) Prozessparam
eter und ihr Einfluss auf das Sinterergebnis
Mechanische Festigkeit
- Laserleistung - Laserfüllgeschw. - Fülllinienabstand - Schichtstärke
- Laserleistung - Laserfüllgeschw. - Fülllinienabstand - Laserkonturgeschw. - Korngröße
- Laserleistung - Laserfüllgeschw. - Laserkonturgeschw. - Fülllinienabstand - Schichtstärke - Belichtungsstrategie - Korngröße
- Laserleistung - Laserfüllgeschw. - Fülllinienabstand - Schichtstärke - Korngröße
Weitere Größen: • Eignung für Nachbearbeitungsverfahren • Prozesssicherheit • Bauzeit
Oberflächenqualität Maßhaltigkeit Porosität

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 45/43
Anhang C) Verwendete Abkürzungen
Schichtdicke d [mm]
Laserleistung PLaser [W]
Geschwindigkeit der ersten Kontur Vk1 [mm/s]
Strahlkompensation der ersten Kontur BK1 [mm]
Aushärtbreite der ersten Kontur SB1 [mm]
Füllgeschwindigkeit VH [mm/s]
Füllabstand hH [mm]
Geschwindigkeit der zweiten Kontur VK2 [mm/s]
Strahlkompensation der zweiten Kontur BK2 [mm]
Aushärtbreite der zweiten Kontur SB2 [mm]

Alle
Rec
hte
vorb
ehal
ten
I
MW
Cla
usth
al
Praktikum WS 2001/2002
Rapid Prototyping und Rapid Tooling
14.02.2002 dt Institut für Maschinenwesen - TU Clausthal Prof. Dr.-Ing. Norbert Müller
Blatt 46/43
Anhang D) Literatur
Rapid Prototyping Werkzeuge für die schnelle Produktentwicklung Andreas Gebhardt Hanser Verlag ISBN: 3-446-21242-6
Rapid Prototyping & Tooling Weltweite Branchenübersicht Terry Wohlers
Wohlers Associates Firmen:
http://www.eos-gmbh.de http://www.3dsystems.com/ http://www.aaroflex.com/ http://www.cubictechnologies.com http://www.kiracorp.co.jp http://www.stratasys.com http://www.deskproto.com http://www.zcorp.com/flash/index.html http://www.materialise.de Allgemeine RP-Seiten:
http://www.cc.utah.edu/~asn8200/rapid.html http://www.wohlersassociates.com http://home.att.net/~castleisland/home.htm http://www.rapidprototyping.fhg.de