WINGBusiness 02/2013
48
WING ISSN 0256-7830; 46. Jahrgang, Verlagspostamt A-8010 Graz; P.b.b. 02Z033720M 2/13 Materialflusskos- tenrechnung - eine Weiterentwicklung des Life Cycle As- sessments 18 Lebenszyklus kosten von Pro- duktionsanlagen 10 Life Cycle Ma- nagement 360° + 14 Life Cycle Management business
description
Â
Transcript of WINGBusiness 02/2013

WINGISSN 0256-7830; 46. Jahrgang, Verlagspostamt A-8010 Graz; P.b.b. 02Z033720M
2/13
Materialflusskos-tenrechnung - eine Weiterentwicklung des Life Cycle As-sessments 18
Lebenszyklus kosten von Pro-duktionsanlagen
10
Life Cycle Ma-nagement 360° +
14
Life Cycle Management
business

http: // www.oevia.at
Österreichische technisch-wissenschaftlicheVereinigung für Instandhaltungund Anlagenwirtschaft
Folgende Themenstellungen stehen im Mittelpunkt:
Ressourcen- und PersonaleinsatzplanungRessourcenoptimierte Ersatzteilplanung
Effizienzsteigerung im IH-ControllingEffizientes Partnerfirmenmanagement
Diskutieren Sie mit anerkannten Experten richtungsweisendeEntwicklungen für erfolgsorientierte Unternehmen!
Weitere Informationen:Dr. Werner SCHRÖDER
+43 (0) 3842 402 [email protected]
http: // www.oevia.at
Weitere Informationen:Dipl.-Ing. Markus GRAM+43 (0) 3842 402 [email protected]: // www.oevia.at
Maintenance AwardAustria – MA²
RessourceneffizientesAnlagenmanagement
Der Beitrag von Instandhaltung und Anlagenwirtschaftzu einem effizienten Umgang mit Ressourcen
1.–2. Oktober 2013Hotel Panhans, Semmering
4aat
e AwardA²
19. September 2013
http: // smi.unileoben.ac.at
Montanuniversität LeobenThemenschwerpunkt RESSOURCENEFFIZIENZ
5. Kongress Sustainability Management for Industries (SMI)
MAINTENANCEAWARD AUSTRIA
2
Veranstalter:ÖVIA in Kooperation mit dem Lehrstuhl Wirtschafts-und Betriebswissenschaften sowie dem „INDUSTRIEMAGAZIN“
Zielgruppe:Unternehmen mit Instandhaltungstätigkeiten am Standort Österreich
Nutzen für die Teilnehmer:• Detaillierte Analyse der Instandhaltung• Aussagekräftige Benchmark-Daten
Ablauf (Bewerbungsfrist bis Ende Juli):• Ausfüllen des Fragenkatalogs• „Site-Visits“ durch eine Fachjury bei den bestgereihten Unternehmen• Preisverleihung im Rahmen des ÖVIA-Instandhaltungsforums sowie Vorstellung des Preisträgers im „INDUSTRIEMAGAZIN“
INSTANDHALTUNG – Unsere gemeinsame Herausforderung
•
•
•
Energieeffizienz und betriebliches Energie-management: Erneuerbare Energien,Energiespeicherung, ...Rechtliche Rahmenbedingungen: Öko-Bilanzierung, Life-Cycle-Assessment, ...Nachhaltige Unternehmensführung:Effizienz-Indikatoren, Ersatzbrennstoffe, ...
Ort: Impulszentrum für Werkstoffe (IZW), Montanuniversität Leoben
Kostenbeitrag für Kongress, Tagungsband & Verpflegung:
Anmeldung und weitere Informationen:[email protected]
DI (FH) Carina GALLIEN +43 (0) 3842 402 6030DI (FH) Stefan LEICHTENMÜLLER +43 (0) 3842 402 6005
250,–60,–
(200,– Frühbucher bis 5. Aug.)(40,– ohne Tagungsband)
NormalpreisStudierende
Mit dem Ziel, den Wissensaustausch zu Themenbereichen der Ressourceneffizienz unter Wissenschaftern und Praktikern zufördern, stehen folgende Themenschwerpunkte im Mittelpunkt:
Frühbucherbonus bis 5. August!

3WINGbusiness 2/2013
Life Cycle Management
EdItorIAL
Liebe Leserin, lieber Leser,
es wird Sommer. Der Regen wird wärmer. Es scheint, als ob sich der Sommer heuer doch noch zwischen Frühling und Herbst zwängen kann. Was hat mein Wetterbericht mit „Life Cycle Management“ zu tun? Mehr als man glauben mag. Jedes Jahr zu dieser Zeit kommt unsere Gartensitzgar-nitur aus heimischem und trotzdem nicht regenunempfind-lichem Edelholz zum Einsatz. Wie jedes Jahr stellt sich das Problem einer abbaubaren Überdachung, die einigermaßen hell und lichtdurchlässig ist, damit der Sitzplatz nicht allzu dunkel wird. Diese einfachen Grundanforderungen treiben mich regel-mäßig an den Rand der Verzweiflung: Offenbar gibt es dafür nur die Baumarktvariante mit weißem Polyesterplanendach. Für 15 - 20 Euro bekommt man erstaunlich viel: weiß lackier-te Stahlrohre, Abspannschnur, Heringe, Anleitung, Kunst-stoffgelenke, Plane und eine stabile Kartonverpackung. Der Haken daran ist die filigrane Konstruktion und die Tatsache, dass die Plane durch die Sonneneinstrahlung nach einem Jahr brüchig und unbrauchbar wird.Leider ist die Plane nicht zu erneuern und kann auch nicht aus besserem Material gefertigt werden, ohne die trotz des geringen Preises sicherlich 1000%ige Marge zu zerstören. Es bleibt nur der Neukauf.Vom wirtschaftlichen Standpunkt ist ein Neukauf noch im-mer ein gutes Geschäft für beide Teile. Unter dem Aspekt des Produktlebenszyklus und besonders aus Umweltge-sichtspunkten ist es der blanke Wahnsinn!Heuer versuchte ich wieder eine Ersatzplane zu kaufen – wieder ohne Erfolg. Was ich denn wolle, fragte mich die ge-nervte Verkäuferin beim Baufritz-MegaSuperstore: „20 Euro sind ja eh so billig!“ Da könnten Sie sich ja gleich wieder eine neue Überdachung kaufen und die alte in den Müll werfen.“ „Genau das ist der Punkt!“, entgegnete ich. „Ich bezahle Ih-nen gerne die 20 Euro für die Plane, die ich gleich hier aus dem Paket nehme. Sie behalten dann die weiß lackierten Stahlrohre, die Abspannschnur, die Heringe, die Anleitung, die Kunststoffgelenke und eine stabile Kartonverpackung.“Das ginge natürlich nicht, meinte sie, Müll im Geschäft zu lassen.Wer mich kennt, weiß, dass ich in solchen Situationen nicht locker lasse. Außer in diesem Fall: Erstens konnte die arme Verkäuferin ja nichts dafür und zweitens, viel wichtiger, hat-
te ich das Gefühl, sie würde bald laut schreiend um Hilfe – oder gar um die Polizei rufen. Und das wollte ich um jeden Preis vermeiden.Die wenigsten Unternehmen denken den Lebenszyklus ih-rer Produkte, ihrer Produktionsanlagen oder von sich selbst von Anfang bis zu Ende durch. Teilweise ist es kurzfristiges Denken, teilweise ist es Kurzsichtigkeit, teilweise sind es viel-leicht auch noch zu billige Rohstoff- und Energiepreise oder immer noch zu weiche Umweltgesetze. Warum sonst würde man wertvolle Rohstoffe wegen einer rissigen Plastikplane auf den Müll werfen?In unserer Wirtschaft sind Lebenszyklusbetrachtungen zu einem wichtigen Denkansatz geworden, der einerseits zur Rohstoff- und Energieeffizienz beiträgt und andererseits auch signifikante Kosteneinsparungen bringen kann – was nicht immer gemeinsam auftritt.Damit sind wir mitten im aktuellen Heftthema „Life Cycle Management“, welchem wir uns mithilfe verschiedener Bei-träge nähern wollen.Unser erster Artikel dazu mit dem Titel „Berücksichtigung von Logistikkosten innerhalb von Lebenszyklusmodellen“, stammt von Dipl.-Ing. Markus Gram und Dipl.-Ing. Harald Koch, vom Lehrstuhl für Wirtschafts- und Betriebswissen-schaften der Montanuniversität Leoben.Assistenzprofessor Dipl.-Ing. Dr.mont. Werner Schröder, vom selben Institut und Ing. Leo Springer, Bereichsleiter An-lagen-, Sicherheits- und Ideenmanagement der Constantia Teich GmbH, stellen in ihrem Beitrag ein Modell zur Aus-wahl von Investitionsalternativen von Maschinen und Anla-gen unter dem Aspekt einer Life-Cycle Betrachtung vor.Danach beschreibt Dipl.-Ing. Dr.mont. Manfred Fuchs, MBA, Leiter des Bereiches International Customer Service der KNAPP AG, in seinem Beitrag mit dem Titel „Life Cycle Management 360°+“, das Service-Konzept für die Logistikau-tomation seiner Firma.
Den Abschluss unseres Themenschwerpunktes bildet der Artikel „Materialflusskostenrechnung - eine Weiterentwick-lung des Life Cycle Assessments“, von Dipl.-Ing. (FH) Carina Gallien und Markus Gram, vom Lehrstuhl für Wirtschafts- und Betriebswissenschaften der Montanuniversität Leoben.
Ich hoffe, dass Ihnen die Artikel, die wir in diesem Heft wie-der für Sie zusammengestellt haben, gefallen, Denkanstöße geben und wünsche im Namen des Redaktionsteams einen schönen Sommer.
Ihr Sieg fried Vössner
Univ.-Prof.
dipl.-Ing. dr.techn.
Siegfried Vössner

4
top-thema: Life Cycle Management
Markus Gram, Harald KochBerücksichtigung von Logistikkosten innerhalb von Lebenszyklusmodellen von Anlagen 6
Werner E. Schröder, Leo SpringerLebenszykluskosten von Produktionsanlagen 10Modell zur Auswahl von Investitionsalternativen von Maschinen und Anlagen am Beispiel der Constantia teich GmbH
Manfred FuchsLife Cycle Management 360° + 14Hochleistungs-Service-Konzept für die Logistikautomation
Carina Gallien, Markus GramMaterialflusskostenrechnung - eine Weiterentwicklung des Life Cycle Assessments 18
WINGbusiness 2/2013

�WINGbusiness 2/2013
Inhaltsverzeichnis
EdItorIAL Life Cycle Management 3
CALL For PAPErS Smart Buildings in WINGbusiness Heft 4/2013 13
WINGpaper Markus F. Rothbauer, Andreas Indermühle, Sara Fischer Lebenszykluskosten als Entscheidungsgrundlage bei der Beschaffung sicherheitstechnischer Systeme 23
Stefanie Volland Flexiblere Produktionsplanung und -steuerung in hybriden Produktionssystemen durch Anwendung des 3-Phasen-Konzepts 26
FACHArtIKEL Bernd Kleindienst outsourcing von Entwicklungsleistungen in der Automobilindustrie – Ein Weg voller risiken 32
LEUtE/KÖPFE dipl.-Ing. dr.techn. Georg Zinell 3�
UNINACHrICHtEN Werner Schröder Arbeitsgruppe Asset Life Cycle Management 36
Christian Rainer �0 Jahre Wirtschafts- und Betriebswissenschaften an der Montanuniversität Leoben 37
Harald Wipfler Formum techno-Ökonomie 40 Lukas Schwendinger Karrieremesse tECoNoMY Graz 2013 43
WINGintern 60 Geburtstag von dipl.-Ing. dr. Hans-Jörg Gress 38
WINGnet das Kongressteam für 2014 stellt sich vor 39
Moritz Gräfe LookIN doka 2013, Graz 41
Martin Tripolt Exkursion zum Flughafen Wien 41
Ein bisschen fix! - IMC-Main-Event 2009-2013 42
MEdIENCorNEr Buchrezensionen 44
IMPrESSUM Impressum 46

6 WINGbusiness 2/2013
toP-tHEMA
Markus Gram, Harald Koch
Berücksichtigung von Logistikkosten innerhalb von Lebenszyklusmodellen von Anlagen Der folgende Beitrag behandelt das Thema der Logistikkosten innerhalb von Lebenszyklusmodellen von Anlagen. Hierzu wird zuerst auf den polymorphen Begriff der Logistikkosten eingegangen und im Weiteren die bestehenden Life-Cycle-Costing Modelle verglichen. Weiters werden die Modelle auf das Vorhandensein von den zuvor definierten Logistikkos-ten überprüft und ein darauf basierendes Logistikkostenlebenszyklusmodell erstellt. Die einzelnen Blöcke des Modells wurden auf ihre Relevanz und auf ihre Berücksichtigung in der bestehenden Kostenrechnung der Unternehmen evaluiert.
I. EINFÜHRUNG
Die Betrachtung der Lebenszyklus-kosten von Anlagen spielt in einem immer dynamischeren Umfeld in der sich die Anlagenbetreiber befinden eine entscheidende Rolle und liefert bei Senkung dieser Kosten einem Un-ternehmen einen Wettbewerbsvorteil gegenüber seinen Konkurrenten. Dies zeigt sich vor allem durch die zuneh-mende Internationalisierung und welt-weite Zerstreuung der Produktions-stätten. Besonders im Anlagenbau ist der Trend der Fernostverlagerung in den letzten Jahren deutlich zu erken-nen. Diese Entwicklung hat erhebliche Auswirkungen auf den Betrieb einer Anlage und die Anlagenbetreiber sind bestrebt die Lebenszykluskosten ihrer Maschinen zu senken. Im folgenden Artikel wird auf Basis bestehender Le-benszykluskostenmodelle ein Logistik-kostenmodell erstellt. Dieses Modell soll Anlagenbetreiber unterstützen besonders die Logistikkosten einer An-
lage über den gesamten Lebenszyklus strukturiert zu dokumentieren. Ein sol-ches Modell bietet vor allem bei dem zuvor angegebenen Veränderungen ei-nen Vorteil für die Unternehmen.
Die erfassten Logistikkosten können als Entscheidungsgrundlage herangezo-gen werden. Zusätzlich zu der Model-lerstellung wird eine Evaluierung der einzelnen Kostenblöcke veranschauli-cht. Die in diesem Artikel erörterten Ergebnisse und das erstellte Logisti-kostenmodell wurden im Rahmen der am WBW und des Asset Life Cycle Ar-beitskreises der ÖVIA durchgeführten Bachelorarbeit „Evaluierung der Logis-tikkosten innerhalb von Lebenszyklus-modellen von Anlagen“ erarbeitet.
II. LOGISTIKKOSTEN
Die Definition der Logistikkosten ist in der Literatur nicht eindeutige. Dies ist durch die unterschiedlichen Einzeldefi-nitionen und Verständnisse der Logis-
tik wie auch von Kosten zu begründen. Jedoch kann man die Logistikkosten nach einer gewissen Systematik eintei-len.
Die erste Einteilungsart leitet sich aus der Finanzbuchhaltung ab. Hier-bei ergeben sich aufwandsgleiche und kalkulatorische Logistikkosten. Durch die Bereinigung des Aufwands für Lo-gistik durch den betriebsfremden, pe-riodenfremden und außerordentlichen Aufwand ergeben sich die aufwands-gleichen Logistikkosten. Kosten denen kein Aufwand und Aufwand in unglei-cher Höhe gegenüberstehen werden als kalkulatorische Logistikkosten be-zeichnet. Aus dieser Ableitung ergeben sich z.B. die kalkulatorische Miete für Lagerhallen, Kfz- Steuer, Abschreibung für Gabelstapler,…1
Neben der finanzbuchhalterischen Ableitung ist es auch möglich die Lo-gistikkosten nach kostenrechnerischen Gesichtspunkten zu systematisieren. Hierbei spielt die Zurechenbarkeit auf
1 Vgl. Siepermann (2003): 879–881.
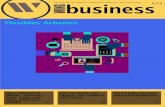
Foto: http://antonov-an.com/antonov-an-124/, http://images.vesseltracker.com/images/vessels/midres/Blue-Marlin-253977.jpg, http://www.p-s-p.de/uploads/images/grosseBilder/Kessel_Maaden_2.jpg, http://www.cycot.biz/cycot/allplan.nsf/biming-plaene-333x308.jpg, http://www.jaschek-gmbh.de/images/bild_8.jpg

7WINGbusiness 2/2013
toP-tHEMA
ein Bezugsobjekt und die Abhängigkeit der Kostenhöhe von der Kostenein-flussgröße eine Rolle. Nach Ersterem unterscheidet man die Logistikkosten nach Einzel- und Gemeinkosten und weiters nach der Kostenhöhe in Abhän-gigkeit zum Beschäftigungsgrad nach variablen und fixen Logistikkosten. Unter Logistikeinzelkosten versteht man z.B. Verpackungsmaterialkosten und Frachtkosten die direkt dem Kos-tenträger zugerechnet werden können. Logistikgemeinkosten fallen für meh-rere Objekte an, wobei man zwischen echten und unechten Gemeinkosten unterscheidet. Echte Logistikkosten sind z.B. Beförderungskosten eines ein-zelnen Gutes innerhalb einer Sendung. Unechte Logistikgemeinkosten z.B. Verpackungshilfsmittel können theo-retisch dem Objekt direkt zugerechnet werden, jedoch wird dies aus wirtschaft-lichen Gründen unterlassen.2 Für die Verrechnung der Logistikleistung und Preisbildung ist die Kostenspaltung in fixe und variable Logistikkosten not-wendig. Variable Logistikkosten sind abhängig vom Leistungsdurchsatz und sind z.B. Betriebskosten, Verbrauchs-kosten, Bestandskosten,… Im Gegen-satz dazu sind Durchsatz unabhängige Kosten wie z.B. Mieten, nutzungsun-abhängige Abschreibungen, konstante Bestandskosten, …als fix anzusehen.3
Neben den oben genannten Syste-matiken Logistikkosten einzuteilen, kann man diese auch nach logistischen Inhalten unterteilen. Hierzu zählen vor allem die logistischen Basistätigkeiten wie z.B. Transport, Umschlag, Lager, Kommissionieren,…. Neben diesen fin-det auch eine Klassifizierung nach den Phasen des Güterflusses statt wie z.B. Beschaffungslogistikkosten, Produkti-onslogistikkosten,…4
Eine weitere Systematisierung kann aufgrund der für die Leistungserstel-lung benötigten Produktionsfaktoren vollzogen werden. Diese Kosten werden nach den eingesetzten Produktionsfak-toren innerhalb des Logistiksystems bzw. Logistiksubsystems klassifiziert. Hierzu zählen z.B. Personalkosten (Löhne und Gehälter für Mitarbeiter mit logistischen Aufgaben), Anlagen-
2 Vgl. Weber (2002): S. 106ff.3 Vgl. Gudehus (2010): S. 150ff.4 Vgl. Siepermann (2003): 879ff.
kosten (Abschreibungen, Mieten für Lagergebäude und Transportmittel).5
Für die Erstellung des Logistikkos-tenlebenszyklusmodells und die Evalu-ierung innerhalb der bestehenden Mo-delle werden diese Systematisierungen herangezogen. Sie sollen sowohl als Verständnisgrundlage als auch zur Festlegung der Kostenblöcke innerhalb des Modells behilflich sein.
III. LOGISTIKKOSTEN IN DEN LIFE-CYCLE-COSTING MODEL-LEN
In der Literatur ist eine große Anzahl von Lebenszyklusmodellen beschrie-ben. Hierzu zählen vor allem Bran-chenmodelle, individuelle Projektmo-
delle, Leitfäden zur Berechnung der Lebenszykluskosten und genormte Standardmodelle.6 Zur weiteren Ana-lyse werden die Modelle VDMA 346107, VDI 28848 und DIN EN60300-3-39 her-angezogen. Das LCC-Modell der VDI 2884 Richtlinie ist vorkonfiguriert und erweiterbar und dient zur Berechnung der Lebenszykluskosten von Produkti-onsmitteln. Die DIN EN60300-3-3 ist jedoch nur ein Leitfaden zur Analyse von Lebenszykluskosten und dem Er-stellen eines Modells. Eine der Umfang-reichsten Modelle liefert das VDMA Einheitsblatt 34160:2006. Dieses spezi-ell für Anlagen und Maschinen konzi-
5 Vgl. Pfohl (2000): S. 20.6 Vgl. Geissdörfer/ Gleich/ Wald (2009): 693–715.7 Vgl. Verband Deutscher Maschinen- und Anlagenbau e.V. (VDMA) (2006).8 Vgl. VDI-Fachbereich Fabrikplanung und -betrieb (2005).9 Vgl. DIN EN (2004).
pierte Prognosemodell ist vordefiniert und erweiterbar. Für einen Praxisein-satz zur Berechnung der gesamten Le-benszykluskosten ist dieses Modell am besten geeignet. Zur Erstellung eines Logistikkostenlebenszyklusmodells werden diese drei Modelle verglichen und auf das Vorhandsein von Logistik-kostenelementen überprüft.10
Tabelle 1 zeigt die Ergebnisse der Evaluierung der Lebenszyklusmodelle. Es ist zu sehen, dass die Logistikkosten innerhalb dieser Modelle nur wenig berücksichtigt werden. Aus diesem Grund ist die Erstellung eines praxis-nahen Logistikkostenlebenszyklusmo-dells mit aus den Modellen gewonnen Erkenntnissen nicht möglich.
Deshalb erfolgt die Zuordnung der
Logistikkosten zu den einzelnen Pha-sen des Lebenszyklus nach der in Kapi-tel II getroffenen Systematik. Als Basis für den Aufbau und Gliederung des Logistikkostenlebenszyklusmodells dient das VDMA 34160 Einheitsblatt. Dieses als eines der umfangreichsten und praktikabelsten Lebenszyklusmo-delle ist wie bereits erwähnt beliebig erweiterbar und bietet eine sehr gute Grundstruktur für die Eingliederung der Logistikkosten in den Lebenszyk-lus.
IV. LOGISTIKKOSTENLEBENS-ZYKLUSMODELL
Das Logistikkostenlebenszyklusmo-dell basiert auf der Grundstruktur des VDMA 34160 Einheitsblattes. Es wird weitestgehend auf die Aufspaltung der Logistikkosten in Einzel- und Ge-meinkosten, fixe- und variable Kosten,
10 Koch (2012): S. 58f.
Modell Lebenszyklusphase Berücksichtigte Logistikkosten DIN 60300 Entwurfs- und
Entwicklungsphase Kosten für Lieferantenauswahl Kosten für logistische Entwicklungen
Betriebs- und Instandhaltungsphase
Kosten für die Beschaffung für die Instandhaltung Austauschteile, Instandhaltungseinrichtung Kosten für logistische Unterstützung Ersatzteile, Instandhaltungsausrüstung, Instrumente und Werkzeuge
VDMA 34160 Entstehungsphase Frachtkosten, Zollkosten Betriebsphase Lagerkosten, Kosten für Hilfs und Betriebsstoffe Verwertungsphase Kosten für Abtransport der Maschine zum
VerwertungsortVDI 2884 Vor der Nutzung Frachtkosten Während der Nutzung Kosten für Hilfs- und Betriebsmittel
Kosten für die Entsorgung von Hilfs und Betriebsstoffen
Nach der Nutzung Kosten für die Auflösung des Lagerbestandes Endlagerungskosten
Tabelle 1 Logistikkosten in etablierten Lebenszyklusmodellen10

8 WINGbusiness 2/2013
toP-tHEMA
wie auch auf deren Ableitung aus der Finanzbuchhaltung verzichtet. Dies ist notwendig um die Praktikabilität zu gewährleisten wie auch um die Kom-plexität zu reduzieren. Die Elemente des Einheitsblattes werden untersucht inwiefern sie einen Logistikbezug auf-weisen. Falls dies der Fall ist, wird das Modell um mögliche Logistikkostene-lemente erweitert.
Abbildung 1 zeigt die Phasen Entste-hung und Betrieb des Modells. Da das Modell sehr ausführlich aufgebaut ist (Mehrere Ebenen), wird hier nur der Gesamtüberblick dieser Phasen exemp-larisch dargestellt.
Nachdem das Modell erstellt wor-den ist und jeder Phase (Entstehung, Betrieb und Verwertung) die entspre-
chenden Logistikkosten zugewiesen wurden, erfolgte eine Industrieevaluie-rung des aufgestellten Modells. Hierzu wurden die Mitglieder des Asset Life Cycle Managements Arbeitskreises ge-beten das Modell nach Relevanz für das Unternehmen und der Erfassung in der bestehenden Kostenrechnung zu bewerten. Die Mitglieder des Arbeits-kreises sind vorwiegend Unternehmen die Anlagen betreiben.
Abbildung 2 zeigt die Ergebnisse der Evaluierung. Es ist ersichtlich, dass ein Großteil der Kostenelemente momen-tan von den Anlagenbetreibern nicht erfasst wird. Jedoch besteht durch den Einsatz von Betriebsdatenerfassungs-systemen und Kostenrechnungssyste-
men die Möglichkeit der Erfassung und Auswertung der Logistikkosten.11
V. SCHLUSSFOLGERUNG
Die Relevanz der Betrachtung von Anlagen aus logistischer Sicht ist mo-mentan noch nicht gegeben. Dies spie-gelt sich durch das vorranging nicht Vorhandensein von Logistikkostenele-menten innerhalb der bestehenden Le-benszykluskostenmodellen wieder.
Durch die in der Einleitung beschrie-benen Entwicklungen, denen die Anla-genhersteller und Betreiber bereits aus-gesetzt sind und in Zukunft verstärkt ausgesetzt werden, ist der Einsatz eines solchen Modells durchaus anzustre-ben. Hierzu ist die Ausarbeitung eines Berechnungsblattes, das die Kostenele-mente des Logistikkostenlebenszyklus-modells beinhaltet und diese auswertet noch notwendig.
VI. LITERATUR
EN DIN. “60300-3-3 Zuverlässigkeits-management- Teil 3-3:Anwendungs-leitfaden Lebenszykluskosten.” Beuth, Berlin 2004.VDI-Fachbereich Fabrikplanung und -betrieb. “VDI 2884 Beschaffung, Be-trieb und Instandhaltung von Produk-tionsmitteln unter Anwendung von Life Cycle Costing (LCC)”. VDI-Gesell-schaft Produktion und Logistik, 2005.
Geissdörfer, Klaus, Ronald Gleich, and Andreas Wald. “Standardisie-rungspotentiale lebenszyklusbasierter Modelle des strategischen Kostenma-nagements.” Zeitschrift für Betriebs-wirtschaft 79, no. 6 2009: 693–715.Gudehus, Timm. Logistik. Springer DE, 2010.Koch, Harald. “Evaluierung der Logis-tikkosten innerhalb von Lebenszyklus-modellen von Anlagen”. Bakkalaure-atsarbeit, Leoben: Montanuniversität, 2012.Pfohl, Hans-Christian. Logistiksyste-me: Betriebswirtschaftliche Grundla-gen. Springer DE, 2000.Siepermann, Christoph. “Logistikkos-ten.” Das Wirtschaftsstudium 32, no. 7 2003: 879–881.Verband Deutscher Maschinen- und Anlagenbau e.V. (VDMA). “VDMA 34160:2006-06 Prognosemodell für die
11 Quelle: Koch (2012): S. 61ff.
Abbildung 1 Logistikkostenlebenszyklusmodell Ausschnitt (Entste-hungsphase und Betriebsphase)11

9WINGbusiness 2/2013
toP-tHEMA
dipl.-Ing.
Harald Koch
Industrielogistik mit Schwerpunkt Logis-tikmanagement an der Montanuniversität Leoben.
Lebenszykluskosten von Maschinen und Anlagen”: 2006.Weber, Jürgen. Logistik-Controlling und Supply Chain Controlling. Schäf-fer-Poeschel Verlag, 2002. 12
Autoren:
Dipl.-Ing. Markus Gram ist seit Mai 2010 als wissenschaftlicher Mitarbeiter im Schwerpunktbereich Anlagen- und Produktionsmanagement am Lehr-stuhl für Wirtschafts- und Betriebs-wissenschaften der Montanuniversität
12 Quelle: Koch (2012): S. 65ff.
Leoben beschäftigt. Nach Abschluss der HTL für Elektrotechnik mit dem Schwerpunkt Energietechnik und Leis-tungselektronik in St. Pölten studierte er Industrielogistik mit dem Schwer-punkt Logistikmanagement an der Montanuniversität Leoben. Während des Studiums konnte er bereits Erfah-rungen durch Praktika bei der AUDI AG und Daimler AG als auch durch Abschlussarbeiten bei KNAPP AG und REHAU AG+CO sammeln. In seiner Dissertion bearbeitet er das Thema der Wandlungsfähigkeit in der Grundstoff und Prozessindustrie.
dipl.-Ing.
Markus Gram
Wissensch. Mitarbeiter im Schwerpunktbereich Anlagen- und Produk-tionsmanagement am Lehrstuhl für Wirt-schafts- und Betriebswis-senschaften der Montan-universität Leoben
Dipl.-Ing. Harald Koch absolvierte im März 2013 das Studium der Indus-trielogistik mit Schwerpunkt Logistik-management an der Montanuniversität Leoben. Er besuchte weiters die HTL mit dem Schwerpunkt Metallurgie in Leoben. Während seiner Ausbildung und Studiums konnte er bereits prak-tische Erfahrungen durch Tätigkeiten bei BMW Motorrad AG, München und AUDI AG, Ingolstadt sammeln. In seiner Bachelorarbeit bearbeitete er das Thema Evaluierung der Logistikkosten innerhalb von Lebenszyklusmodellen von Anlagen.
Abbildung 2 Evaluierungsergebnis der Lebenszyklusphasen Entstehung und Betriebsphase12

10 WINGbusiness 2/2013
toP-tHEMA
Werner E. Schröder, Leo Springer
Lebenszykluskosten von Produktionsanlagen
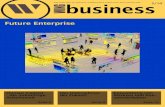
Modell zur Auswahl von Investitionsalternativen von Maschinen und Anlagen am Beispiel der Constantia teich GmbH Die Constantia Teich, mit Sitz in Weinburg, 60 km westlich von Wien, ist ein Unternehmen der global agierenden Unter-nehmensgruppe Constantia Flexibles. Die Firma beschäftigt rund 800 Mitarbeiter und ist ein führender Anbieter flexibler Verpackungsmaterialien für die Milchwirtschaft, Süßwaren-, Lebensmittel- und Tiernahrungsindustrie, sowie internati-onale Pharmakonzerne. Der vorliegende Beitrag beschäftigt sich mit der Formulierung eines umfassenden Lebenszyklus-kostenmodells für Betriebsmittel (Maschinen und Anlagen) und dessen praktische Anwendung am Beispiel der Constan-tia Teich. Ziel ist es, dadurch die wesentlichen Kostentreiber von alternativ angebotenen Maschinen bzw. Anlagen in der Investitions-, Betriebs- und Desinvestitionsphase zu identifizieren, um so eine kosten- und leistungswirksame Optimie-rung von Anlagenneuinvestitionen zu möglichen. Das hier gezeigte Modell soll vorrangig für die Berechnung der Lebens-zykluskosten von neuen Druck-, Extrusions-, Kaschier- und Lackieranlagen sowie von Walzgerüsten eingesetzt werden.
Einleitung
Die zunehmende Komplexität von Be-triebsmitteln bewirkt einen ausgedehn-ten Entscheidungsbereich hinsichtlich Neu-, Ersatz-, Rationalisierungs- und Erweiterungsinvestitionen von Ma-schinen und Anlagen. Die Investitions-rechnung soll helfen, Unternehmens-entscheidungen, die eine langfristige Kapitalbindung hervorrufen, in Hin-blick auf finanzwirtschaftliche Ziele zu prüfen und zukunftsbezogen zu begründen. Das Rechnungsergebnis geht in den Planungs- und Entschei-dungsprozess ein und wird dort mit Wertungen, insbesondere in Bezug auf
strategische Absichten, verknüpft. Die praktische Erfahrung zeigt, dass un-ternehmerische Investitionsentschei-dungen zugunsten eines alternativen Maschinen- oder Anlagenangebotes häufig auf Basis des Anschaffungs-preises getroffen werden. Die reine Betrachtung dieser Einmalkosten birgt jedoch Gefahren und führt mitunter zu einer suboptimalen Beschaffungs-entscheidung. Eine objektivere und vor allem transparentere Entscheidung kann nur unter Berücksichtigung und Gegenüberstellung aller im Lebenszyk-lus von Investitionsgütern (Anlagen und Maschinen) auftretenden Kosten erfolgen. Neben den Verfahren der klas-
sischen Investitionsrechnung (statische und dynamische Verfahren) finden sich in Literatur und Praxis hersteller- als auch betreiberseitig Lebenszykluskos-tenmodelle (Life-Cycle-Costing bzw. LCC Modelle) bzw. Leitfäden für eine entsprechende LCC-Betrachtung.
Grundidee der Lebenszykluskosten-rechnung
Die Lebenszykluskostenrechnung er-weitert in diesem Zusammenhang die klassische Kostenrechnung um eine periodenübergreifende Sichtweise und versucht die gesamten Lebenszyklus-kosten eines Betriebsmittels, begin-
Foto: Constantia Teich GmbH

11WINGbusiness 2/2013
toP-tHEMA
nend ab der Projektierung, über die Nutzung bis zur Stillsetzung des Be-trachtungsgegenstandes zu ermitteln. Lebenszyklusmodelle abstrahieren da-bei einen Ausschnitt der für die Investi-tionsentscheidung relevanten Umwelt aus Sicht des Betrachters. Sie struktu-rieren den Bilanzrahmen in zeitlicher und sachlogischer Art und ermögli-chen eine Zuordnung der Systemele-mente Kosten, Zeit und Leistung für das zu bestimmende Bewertungsob-jekt. Tabelle 1 zeigt die wesentlichen Vor- und Nachteile der Lebenszyklus-kostenberechnung.
Strukturierung des Kostenmodells
Für die Herleitung des unternehmens-spezifischen Gesamtmodells (nach Abb. 1) wurden zu Beginn branchen-spezifische LCC Berechnungsmodel-le für Maschinen und Anlagen der deutschen Industrieverbände (VDMA 34160 und VDI 2884), sowie Anwen-dungsleitfäden für die Erstellung un-ternehmensspezifischer LCC Modelle für die Berechnung der Lebenszyklus-kosten von Maschinen und Anlagen (nach Riezler sowie dem Deutschen Institut für Normung: DIN EN 60300-3-3) analysiert. Kritik an diesen beste-henden Ansätzen richtet sich vor allem an die unterschiedliche Kostenkatego-risierung, die ungleiche und teilweise fehlende Abbildungstiefe als auch an die Nichtberücksichtigung nicht direkt monetär quantifizierbarer Faktoren.
Aus diesen Erkenntnissen und un-ternehmensinternen Anforderungen wurde ein Kostenmodell konzipiert. Die Strukturierung des unternehmens-spezifischen Kostenmodells erfolgt
über vier Detailierungsebenen, wobei sich die beiden ersten Ebenen (E1 und E2) vor allem an den Phasen und Ak-tivitätsfeldern der Anlagenwirtschaft orientieren. Insgesamt gewährleistet der modulare Aufbau eine individu-elle Festlegung von unterschiedlich tief detaillierten Berechnungsebenen. Zusätzlich sind auch monetär nicht direkt quantifizierbare Faktoren im Strukturmodell berücksichtigt, welche für Investitionsentscheidungen mit in Betracht gezogen werden sollten. Ab-bildung 2 zeigt das Strukturmodell bis Ebene E2.
Anschließend erfolgte die Evaluie-rung der einzelnen Elemente nach de-ren Relevanz. An diesem Bewertungs-
prozess beteiligten sich die technische Projektierung, der technischer Ein-kauf, das technische Anlagen-, Sicher-heits- und Ideenmanagement sowie die Endfertigung. Als letzter Schritt ist die Berechnungsmethodik festgelegt worden (Abbildung 3 zeigt die beispiel-hafte Berechnung des Kostenelements Druckluft). Folgende Punkte liefern
eine kurze allgemeine Erklärung zu den Berechnungsvorschriften:
Das Modell wird entsprechend dem modularen Aufbau in vier unterschiedlich tief detaillierte Be-rechnungsebenen gegliedert, deren Kostenelemente schrittweise auf-summiert werden können. Dadurch ergibt sich die Möglichkeit, die ge-samten Lebenszykluskosten in un-terschiedlichen Detaillierungsebe-nen zu ermitteln.Für die Elemente der vierten Ebene sind fallweise spezifische Projekt-daten des Herstellers für die Aufstel-lung von Einflussgrößenfunktionen (Berechnungsformeln) erforderlich, um die jeweiligen Ursachen-Wir-kungsbeziehungen abbilden zu können. Falls in diesem Zusam-menhang keine zweckmäßigen Einflussgrößenfunktionen gebildet werden können, bzw. sich eine de-taillierte Berechnung als zu aufwen-dig erweist, ist auch eine Abschät-zung dieser Kosten möglich.Um die relevanten monetär nicht di-rekt quantifizierbaren Faktoren zu berücksichtigen, fließen diese mit Gewichtungsfaktoren in die Berech-nung mit ein.
Resümierend kann festgehalten wer-den, dass insbesondere die Kosten für immaterielle Leistungen (das sind
v.a. Kosten für administrative und distributive Tätigkeiten) in der Inves-titions- und Betriebsphase durch die verantwortliche Personengruppe der Constantia Teich als weniger relevant für Investitionsentscheidungen einge-stuft wurden. Ebenfalls weniger wich-tig ist die Relevanz der Kostenelemente „Logistik“ in der Investitionsphase
Vorteile Nachteile + Bereitstellung wichtiger Informationen für
Planungszwecke (einschließlich strategischer Einkaufentscheidungen)
- Aufwendige Datenermittlung (Datenverfügbarkeit und -genauigkeit)
+ Berücksichtigung der Vorlauf- und Folgekosten sowie deren Abhängigkeiten zu den Kosten in der Betriebs- und Desinvestitionsphase
- Viele Schnittstellen und Medienbrüche über den Anlagenlebenszyklus (vor allem zwischen Anlagenhersteller und -betrieber)
+ Identifikation tatsächlicher Kostentreiber und somit Vermeidung suboptimaler Einkaufentscheidungen von Maschinen und Anlagen
- Schwierige Quantifizierbarkeit der Kosten vor allem in der Investitions- und Desinvestitionsphase des Lebenszyklus
+ Zusätzliches Controlling-Instrument (durch den Vergleich von Plan- und Ist-Daten)
- Offenlegung sensibler Daten (vor allem in Bezug auf Interessenskonflikte zw. Anlagenhersteller und -betreiber)
Tabelle 1: Vor- und Nachteile der Lebenszykluskostenrechnung
Analyse von LCCKonzepten
Strukturierung desModells
Bewertung derKostenelemente
Festlegung vonBerechnungsvorschriften
Phase 1 Phase 2 Phase 3 Phase 4
Abb. 1: Prinzipielle Schritte der Vorgehensmethodik
Lebenszykluskosten
Kosten derInvestitionsphase
Anlagenprojektierungskosten
Anlagenbereitstellungskosten
Anlagenerrichtungskosten
Kosten derBetriebsphase (B)
Betriebs undNutzungskosten (B1)
Instandhaltungskosten (B2)
Verbesserungskosten (B3)
Kosten derDeinvestitionsphase
Kosten der Anlagenaussonderung
Kosten der Anlagenverwertung
Nicht direktquantifizierbare
Faktoren
Ebene 1 (E1)
Ebene 2 (E2)
...
Marktstellung
ZertifizierungenHersteller
Abb. 2: Grobstruktur des Lebenszykluskostenstrukturmodells

12 WINGbusiness 2/2013
toP-tHEMA
bzw. der Kostenelemente „Lager“ in der Betriebsphase als Entscheidungspa-rameter für die Anlagenauswahl. Die Kosten der Desinvestitionsphase sind gesamtheitlich als überdurchschnitt-lich bedeutend bewertet worden. Auch nicht direkt monetär quantifizierbare Faktoren finden Eingang in die Bewer-tung der Lebenszykluskosten.
Zusammenfassung
Für die Berechnung der Lebenszyklus-kosten von Maschinen oder Anlagen stehen der industriellen Praxis bereits vordefinierte Berechnungsmodelle und Anwendungsleitfäden zur Verfügung, die jedoch unterschiedliche Kostenka-tegorien definieren, sowie wesentliche Kostentreiber und monetär nicht un-mittelbar quantifizierbare Faktoren nur teilweise berücksichtigen.
Aus diesen Erkenntnissen wurde ein für das Unternehmen Constantia Teich spezifisches Lebenszykluskostenstruk-turmodell abgeleitet und erweitert. Die durchgeführte Identifikation und Be-wertung der unternehmensspezifisch relevanten Kostenelemente sowie die Festlegung der Berechnungsmethodik und der detaillierten Berechnungsvor-schriften für die Kostenelemente und
nicht direkt quantifizierbaren Faktoren zeigen, dass diese individuelle Anpas-sung zwar einen hohen Aufwand verur-sacht, der daraus resultierende Nutzen jedoch maßgeblich zur Verbesserung und Optimierung von Investitions-
entscheidungen bei Maschinen- oder Anlagen im Unternehmen Constantia Teich beiträgt.
Generell zeigt die industrielle Pra-xis, dass vor allem bei Anlagenher-stellern das Thema Lebenszykluskos-ten noch nicht in der gewünschten Intensität angekommen ist, vor allem was die verfügbare Datenbasis betrifft. Daten für Lebenszyklusprognosen bereitzustellen kann jedoch auch für Anlagenhersteller ein möglicher Wett-bewerbsfaktor sein, sodass dadurch auch Win-Win Situationen zwischen Betreiber und Hersteller generiert wer-den können. Führen betreiberseitig
Ebene Definition der Lebenszykluskosten Beschreibung und Berechnungsformel
B (E1) Kosten der Betriebsphase Gesamtkosten der Betriebsphase
B1 (E2) Betriebs- und Nutzungskosten Kosten für den Betrieb und die Nutzung der Anlage
B1.1(E3) Flächen- und Raumkosten Kosten für die benötigte Fläche bzw. den Raum
B1.1.1(E4) Flächenkosten Kosten für die benötigte Fläche = (((FB1.1.1n * FK1.1.1n) + Pauschale pro Jahr und
Fläche) * P1)
B1.1.2 Raumkosten Kosten für den benötigten Raum = (((RB1.1.2n * RK1.1.2n) + Pauschale pro Jahr und Raum) * P1)
B1.2 Material- und Rohstoffkosten Kosten für Rohstoffe, Halbfabrikate, Werkstoffe, etc.
B1.2.1 Kosten für den Material- und Rohstoffverbrauch
Material- und Rohstoffkosten für die Herstellung der Produkte = ((K1.n * (MP1.2.1n * MV1.2.1n)) + (Pauschale pro Jahr und Materialart * P1))
B1.3 EnergiekostenKosten für den Energiebedarf der Anlage und der Anlagenkomponenten: B1.3.n = (K2 * (EP1.3.n * EV1.3.n)) oder alternativ (Pauschale pro Jahr und Energiekostenelement * P1)
B1.3.1 Druckluftkosten Druckluftkosten für den Betrieb der Anlage
B1.3.2 Wasserkosten Wasserkosten für den Betrieb der Anlage
... ... ...
B1.3.6 Kosten für Öl Ölkosten für den Betrieb der Anlage
B1.4 Kosten für Hilfs- und Betriebsstoffe
Kosten für die Betriebsstoffe der Anlage: B1.4.n = (K2 * (HP1.4.n * HV1.4.n)) oder alternativ (Pauschale pro Jahr und Hilfs- und Betriebsstoffkostenelement * P1)
... ... ...
FB...benötigte Flächen [m²] RB...benötigte Räume [m³]
FK...kalkulierte Flächen- bzw. Raumkostensätze [ €/m²] bzw. [ €/m³] P1...Betrachtungszeitraum [Jahre]
K1...notwendige Gesamtproduktionsmenge pro Produkttyp, z.B. Gesamtproduktionsmenge Schmelzkäsefolie [in 1000 m²] = ((1/M1 * P2) * P1) MV...durchschnittliche Materialverbräuchen pro 1000 m² Produktionsmengentyp
MP...durchschnittliche Materialpreise pro Materialart und Einheit [€/Einheit] P2...geplante durchschnittlichen Gesamtproduktionsmenge pro Jahr
M1...Qualitätsgrad M2...Gesamtanzahl von produzierten Einheiten pro Stunde
K2...Notwendige Gesamtarbeitsstunden [in Stunden] = K1/M2 EP...durchschnittliche Energiepreise pro Einheit und Kostenelement [ €/Einheit]
EV...durchschnittliche Energieverbräuchen pro Produktionsstunde und Kostenelement [Einheiten] HP und HV analog zu EP und EV
Tabelle 2: Auszug aus dem Gesamtstrukturmodell Ebenen E1-E4
detaillierte Informationen bezüglich der auftretenden Kosten in der Inves-titions-, Betriebs- und Desinvestitions-phase von Betriebsmitteln zu aussage-kräftigen Prognosen und ermöglichen den Betreibern Rückschlüsse auf einen wertorientierten Einsatz des zur Verfü-gung stehenden Investitionskapitals zu ziehen, so können auch herstellersei-tig Wettbewerbsvorteile (Differenzie-rungsmerkmal) durch die zur Verfü-gung Stellung von Lebenszyklusdaten generiert werden.
Literatur und Quellenangaben:
Koch, H. (2013): Erstellung eines unter-nehmensspezifischen LCC Modells als Entscheidungshilfe für Investitionsal-ternativen von Maschinen und Anla-gen. Masterarbeit, Montanuniversität Leoben.
Autoren:
Dipl.-Ing. Dr.mont. Werner SchröderAssistenzprofessor am Lehrstuhl Wirt-schafts- und Betriebswissenschaften, Montanuniversität Leoben.
Werner Schröder studierte Wirt-schaftsingenieurwesen-Maschinenbau an der FH Wien sowie der TU-Wien mit der Vertiefung Managementwis-
senschaften. Er promovierte 2009 im Bereich Instandhaltungsmanagement und ist seit 2011 Assistenzprofessor mit den Arbeitsfeldern Anlagenmanage-ment sowie Industrielles Risikomanage-ment. Werner Schröder ist außerdem seit 2006 Geschäftsführer der Österrei-chischen technisch-wissenschaftlichen Vereinigung für Instandhaltung und Anlagenwirtschaft (ÖVIA).
Ing. Leo SpringerBereichsleiter Anlagen-, Sicherheits- u. Ideenmanagement, Constantia Teich GmbH. Leo Springer ist seit 1981 bei der Constantia Teich GmbH tätig und star-
KB Teich GmbH AnbieterB1.3.1 4.745,58 €
Energiepreis pro Einheit EP1.3.1 [€/Einheit]
Energie-verbrauch pro Stunde EV1.3.1 [Einheiten]
Pauschale pro Jahr [€]
Gesamtsumme [€]
1011299
FormelBeschreibung und BeispieleLCC KostenB1.3.1 = (K2 * (EP1.3.1 * EV1.3.1)) oder alternativ (Pauschale pro Jahr * P1)
0,0014 € 300m³Betrachtungszeitraum (P1) [Jahre]Notwendigen Gesamtarbeitsstunden (K2) [h]
4.745,58 €
Einheit
Druckluftkosten für den Betrieb der Anlage.Druckluftkosten
Berechnungsgrundlagen
Abb. 3: Beispielhafte Berechnung des Kostenelements „Druckluftkosten“

13WINGbusiness 2/2013
toP-tHEMA
tete dort seine berufliche Laufbahn im Technischen Büro. 1992 übernahm er die Verantwortung für den Bereich der Instandhaltung sowie für das Sicher-
dipl.-Ing. dr.mont.
Werner Schröder
Assistenzprofessor am Lehrstuhl Wirtschafts- und Betriebswissen-schaften, Montanuni-versität Leoben
Ing.
Leo Springer
Bereichsleiter Anlagen-, Sicherheits- u. Ideen-management, Constantia teich GmbH
heitsmanagement (inkl. Brandschutz, Arbeitssicherheit und Werksschutz). 1995 kamen die Aufgabengebiete der Energieversorgung sowie der Werks-
planung hinzu. Seit 1999 verantwortet Leo Springer zusätzlich noch das Ide-enmanagement. Er ist verheiratet und hat zwei Kinder.
Call for Papers
themenschwerpunkt: Smart Buildings
in WINGbusiness 04/2013
Beschreibung
Für die Ausgabe 04/2013 laden wir Au-toren ein, wissenschaftliche Artikel (WINGpaper) zum Thema “Smart Buildings” einzureichen.
Unter diesem Titel wird versucht, das immer breiter werdende Spektrum hochtechnischer Gebäude sowohl in bautechnischer Hinsicht, als auch unter dem Aspekt technischer Ge-bäudeausrüstung, näher zu betrach-ten. Darunter fallen alle Bereiche intelligenter Werkstoffe, ebenso wie die moderner Konstruktionen, alle energetisch / bauphysikalisch opti-mierten Lösungen, sowie moderne
Fassadentechnologien. Dieses Spektrum wird durch all jene Aspekte erweitert, die in das Feld der sog. „Operations of Buildings“ fallen, wie die gesamte Ge-bäudeautomation, smart grids / smart metering und der große Bereich des Multimediaeinsatzes in der Gebäude-nutzung.
Es stehen Ihnen folgende zwei Möglich-keiten zur Übermittlung eines Beitrages für das WINGbusiness 04/2013 offen:
Die Verfassung eines Textes als Be-richt aus der Praxis.Die Einreichung eines wissenschaft-lichen Beitrages in Form eines Pa-pers für unser WINGbusiness- Jour-nal (mit Reviewverfahren;
Die Ergebnisse des Reviewverfahrens erhalten Sie 4-8 Wochen nach der Einreichfrist.
Hinweise für Autoren:
Vorlagen zur Erstellung eines WING-papers und konkrete Layout-Richtli-nien sind als Download unter: http://www.wing-online.at/wingbusiness/medienfolder.html oder per E-Mail verfügbar. Autoren können ihre Bei-träge zum Themenschwerpunkt als pdf an [email protected] über-mitteln.
Annahmeschluss: 30.09.2013

14 WINGbusiness 2/2013
toP-tHEMA
Manfred Fuchs
Life Cycle Management 360° +
Hochleistungs-Service-Konzept für die Logistikautomation Wenn Firmen sich entschließen, ihr Geschäft über ein modernes hochautomatisiertes Warenlagerlogistiksystem abzu-führen, sind die Gründe für solch eine Entscheidung meistens in extrem verkürzten Durchlaufzeiten, stark reduzierten Prozesskosten, sehr hoher Prozessgenauigkeit bzw. Zuverlässigkeit zu suchen. Neben der technischen Umsetzung des Ab-wicklungskonzeptes ist der Betreuung der Anlage während der gesamten Lebensdauer extremes Augenmerk zu verleihen.
Damit ein Anlagenbauer alle diese Themen erfüllen und gewährleis-
ten kann, müssen neben den allgemei-nen, konservativen und individuellen Themen eines professionellen Service auch die Zusammenhänge und Abhän-gigkeiten der Anlage und ihrer Kompo-nenten zu den Serviceprodukten mit-einander als auch untereinander genau verstanden werden. Serviceprodukte müssen genau ausgewählt, angepasst und in Verbindung gebracht werden, sodass die gewünschten Synergien ent-stehen, um betriebsunterstützend wir-ken zu können. Nur dann kann dem Kunden und seinen geschäftlichen Prozessen der nötige Nutzen, die Erfül-lung seiner Kaufentscheidung, geboten werden.
Ein solches Hochleistungs-Service-paket, welches die Anlage und ihre Belegschaft während der gesamten Le-bensdauer und darüber hinaus unter-stützt, hat die KNAPP AG mit ihrem
„Life Cycle Management 360°+“ entwi-ckelt. Dieses Hochleistungspaket dient sowohl der präventiven und reaktiven Serviceunterstützung der Anlage als auch als wertvoller Lieferant für Statis-tikdaten. Input-Daten aus dem Betrieb der Anlage führen zu wertvollen Rück-schlüssen und dadurch Output-Daten zur Regelung der Prozesse.
Sowohl Schlüsselfragen in fast allen wirtschaftlichen Bewertungen einer Anlage als auch technische Fragen über die Verfügbarkeit, Nutzung und Leistung der Anlage können aus den Resultaten der einzelnen Servicepro-dukte und ihrem Zusammenspiel be-antwortet werden.
Im Weiteren kann durch die Resul-tate aus dem Serviceleistungspaket in das Betreiben der Anlage eingegrif-fen werden, technische oder opera-tive Mängel frühzeitig erkannt und durch gezielte Maßnahmen optimiert werden. In diesem Service-Konzept
beschreiben die „360°“ eine Service-betreuung rund um das hochautoma-tisierte Logistiksystem und das „+“ be-schreibt die einzelnen Verbindungen und Ergänzungsprodukte zwischen den Serviceleistungen, welche nötig sind, um das Service ganzheitlich ein-setzen zu können.
Life Cycle Management 360° + 360°(360 Grad)
Die in diesem Paket enthaltenen Serviceleistungen sind nach der Not-wendigkeit zum Betrieb der Anlage gestuft. Die zur Verfügung gestellten Leistungen sind Hotline, Ersatzteil-versorgung, präventive und reaktive Wartung inklusive Technikereinsätze, welche sich aus Hotlinefällen ergeben, IT-Services, Modernisierungen und Upgrades inklusive des component-roadmap-managements (Komponen-tenlebenszyklus Management), zusätz-
Fotos und Grafiken: Knapp AG

1�WINGbusiness 2/2013
toP-tHEMA
liche Kleinserviceleistungen (service add-ons) inklusive condition-monito-ring, Operational Logistik Support, Training und dem anlagenübergreifen-den Servicelevel-Management.
1. Hotline:
Neben den Ersatzteilen und Techni-kern ist die Hotline die wichtigste reaktive 24/7 Unterstützung in allen technischen sowie operativen Problem-fällen, welche die Verfügbarkeit des Logistiksystems negativ beeinflussen. Anlagenstillstände werden mit hin-terlegten und garantierten Reaktions- und Lösungszeiten behandelt und - wenn nötig - durch eine Eskalations-matrix unterstützt. Jeder Störfall in der Anlage wird über ein Ticketing-System genau aufgezeichnet. Symptome, be-troffene Komponenten, Problemursa-che, Problemlösung als auch die für die Lösung notwendigen Materialien und Bearbeitungszeiten werden genau-estens in einer Datenbank hinterlegt, um für weitere Analysen in der Zu-kunft bereitzustehen.
Vorrangig werden diese Störfall-daten für die Fehlerprävention, die Produktweiterentwicklung und die Reduktion der Störfallzeiten verwen-det. Die Resultate, welche wir aus die-sen Input-Daten erhalten, beeinflussen direkt die Ersatzteillogistik und die Ar-beiten des Wartungsteams.
Während die Ersatzteile in ausrei-chender Menge zur richtigen Zeit am richtigen Ort sein müssen (entweder vor Ort gelagert oder angeliefert), um entweder reaktive Reparaturen oder präventive Instandhaltung zu unter-stützen, müssen auch die Techniker mit der nötigen Qualifikation umge-hend bereitstehen. Komponentensta-tistiken, Mean Time to Repair (MTTR) oder Mean Time before/between Fai-lure (MTBF), um nur einige wichtige zu nennen, können direkt als Output-Daten aus den Aufzeichnungen der Hotline und den Technikereinsätzen erhalten werden.
2. Ersatzteilversorgung:
Die richtigen Teile zur richtigen Zeit am richtigen Ort zu haben, ist eine der größten Herausforderungen, neben einer ausreichenden Anzahl an hoch-qualifizierten Servicetechnikern. Die wichtigsten Ersatzteile (inklusive der Verschleißteile) muss ein Kunde selbst auf Lager halten. Diese Teile sind im Falle eines Versagens für einen Still-stand der Anlage verantwortlich und legen die Produktion still. Die haus-eigenen Techniker des Kunden sind darin geschult, diese Teile entweder selbst oder mit Hilfe der Hotline aus-zutauschen, im schlimmsten Falle die Arbeiten eines sofort entsandten Anla-genspezialisten vorzubereiten. Im Wei-
teren ist der Kunde bei Hochverfüg-barkeitsanlagen angehalten, spezielle Komponenten mit langer Wiederbe-schaffungszeit vor Ort zu lagern. Alle anderen Ersatzteile werden aus den Ersatzteilhaltungen des Anlagenbauers versorgt. Globale Ersatzteilversorgung durch Zulieferfirmen, inklusive not-wendiger Reparaturen in naher Um-gebung zum Kunden sind wesentliche Erfolgskriterien. Ersatzteilverbräuche über die Zeit zeigen die Lebensdauer, Schwachstellen und Überbelastungen von Teilen als auch die damit verbun-denen Kosten auf. Dies sind extrem wichtige Daten, welche sich aus diesem Serviceelement ablesen lassen.
3. Wartung und andere Technikereinsät-ze:
14 Niederlassungen und 5 Servicepart-ner sind mit der Prämisse der Nähe zum Kunden eingerichtet worden. Strategisch gelegen, können Techni-ker zur präventiven Wartung und im Notfall alle Kunden in kürzester Zeit erreichen.
Ein und dieselben Techniker, welche für die Erfüllung von Wartungsverträ-gen bei den Kunden wiederkehrend eingesetzt sind, rektifizieren auch die Probleme bei diesen Kunden im Falle von Störfällen. Dadurch wird gewähr-leistet, dass der Techniker die Anlage bereits kennt und auch das kundensei-

16 WINGbusiness 2/2013
toP-tHEMA
tige Personal zur Störfallbehebung ge-zielt einbeziehen kann.
Falls notwendig steht den Techni-kern vor Ort auch ein audiovisuelles Werkzeug zur Verfügung, welches zur Behebung von Spezialfällen dient. Durch dieses Werkzeug, dem KNAPP Web-Eye, kann hochspezialisiertes Technikpersonal kontaktiert werden, die Problematik visuell und akustisch dargestellt werden und im Gegenzug die Problemlösung dem vor Ort sitzen-den Techniker oder Anlagenbetreiber auf einem Bildschirm gezeigt und die nötigen Rektifikationsarbeiten ange-wiesen und überwacht werden.
4. IT-Services:
Wie die mechanischen und elek-trischen Komponenten eines Logis-tiksystems bedürfen auch die elektro-
nischen Systeme, einschließlich der darauf laufenden Softwarepakete, einer reaktiven und präventiven War-tung. Diese Betreuung, Themen wie continuity management, capacity ma-nagement, system administration, sys-tem monitoring, usw. werden durch das IT-Service gewährleistet. Während sich die Hotline der reaktiven Störfall-behebung annimmt, gewinnt die prä-ventive Wartung der IT-Systeme immer mehr Bedeutung. Über VPN (virtual private network) –Verbindungen, kön-nen die IT-Spezialisten von der Tech-nikzentrale aus alle Kundennetzwerke datensicher und störungsfrei bedienen. Back-up-Systeme müssen regelmäßig auf ihre einwandfreie Funktion und Übernahmefähigkeit im Falle von Stö-rungen des Primärsystems geprüft wer-den. Alle laufenden Softwarestände werden durch dieses Service am letzten Stand gehalten.
Durch den Einsatz spezieller Pro-gramme werden die laufenden Soft-warekomponenten, wie zum Beispiel Datenbasen und Speicherplätze per-manent auf ihre Leistung und Kapa-zitäten überprüft. Im Falle von sich anbahnenden Gefahren werden Alar-me aktiviert, und der für den Kun-den verantwortlich IT-Manager kann präventiv in das Geschehen eingrei-fen und die Probleme noch vor ihrem Entstehen beheben. Durch den konti-nuierlichen Kontakt des IT Managers mit dem operativen Personal des Kun-den können auch Optimierungsmaß-nahmen und Anpassungen, welche aus sich ändernden Geschäftsbedingungen entstehen, sofort im Kundensystem umgesetzt werden.
5. Modernisierungen und Up-grades:
Alle Komponenten, einschließlich der zuvor genannten IT Systeme des hochautomatisierten Logistiksystems unterliegen einem Alterungs- und Weiterentwicklungsprozess. Im Zuge des life-cycle-managements erhält je-der Kunde nach der Inbetriebnahme seiner Logistikanlage eine sogenannte Component-Road-Map.
Durch diese Road-Map können Kun-den jederzeit erkennen über welchen Zeitraum hinweg alle Komponenten der Anlage und die dazugehörenden Serviceleistungen uneingeschränkt bis hin zu eingeschränkt am Markt verfüg-
bar sind. Rechtzeitig vor Ablauf dieser Zeiträume werden mit dem Kunden gemeinsam die Modemisierungen und Up-grades der Anlage initiiert und um-gesetzt.
6. Zusätzliche Kleinserviceleistungen:
Dichtheitsprüfungen an Druckluft-systemen, thermische Überprüfung an elektrischen und elektronischen Komponenten wie Schaltschränken und Energieleitungen, Geräuschpegel-messungen, sicherheitsrelevante Über-prüfungen von Anlagenteilen, um nur einige zu nennen, bis hin zur Reini-gung der Anlage können und werden durch das Serviceteam des Anlagen-bauers wenn nötig organisiert und die Lösungen zur Rektifizierung der Pro-blemzonen bereitgestellt.
7. Operational Logistik Support:
Kunden, welche ein hochautomatisier-tes Lager zum ersten Mal betreiben müssen, brauchen eine professionelle Unterstützung von erfahrenen Logis-tikern, um die Anlage mit ihrem eige-nen Personal bis zur Design-Leistung hochzufahren. Dieses ramp-up Service ist ein wesentlicher und entscheidender Erfolgsfaktor zu Beginn eines Anlagen-lebens.
Über die Jahre hinweg, können sich operative Mängel in den Betrieb der Anlage einschleichen, oder es ändern sich Geschäftsmodelle der Kunden und es bedarf einer Adaptierung des Betriebes oder der Anlage selbst. Das Operational Logistik Support Team analysiert in einem solchen Falle die neue Situation und vergleicht sie mit den Designleistungsfaktoren und den Ausgangsdaten.
Während den Einsätzen an der Kun-denanlage, welche sowohl Beobach-tungen, Gespräche mit dem Kunden als auch anonyme „bench-markings“ beinhalten können, werden gemeinsam mit dem Kunden Lösungsvorschläge erarbeitet. Im Rahmen des 360°+ Life Cycle Managements werden alle diese Dienstleistungen zur Verfügung ge-stellt und in Form von mehrwöchigen Betreuungsphasen vor Ort realisiert.
Die richtige Nutzung der Anlage und das Erreichen der Höchstleistung stehen hier im Mittelpunkt.

17WINGbusiness 2/2013
toP-tHEMA
8. Training:
Initiale Schulungen bis hin zu spe-ziellen Trainingseinheiten und Auf-frischungsschulungen müssen von einem modernen Anlagenbauer in umfassender Art und Weise zur Ver-fügung gestellt werden. Sowohl Kun-dentechniker als auch die hauseigene Servicetechniker können/müssen die Schulungen durchlaufen, bevor sie an der Anlage praktizieren. Die Themen gehen von rein technischer Natur, wie komponentenspezifische Schu-lungen (Reinigung, Einstellungen, Wartung, Reparatur, etc.) bis hin zu sicherheitstechnischen und operativen Themen, die sich mit der Schulung des Betreibens der Anlage beschäfti-gen. Richtiges Verhalten im Falle von Anlagenstillständen, der Umgang mit der Hotline und der darin verknüpften systematischen Problemsuche müssen trainiert werden um die Verfügbarkeit der Anlage auf einem Höchstmaß zu halten. Die Schulungseinheiten kön-nen, je nach Sinnhaftigkeit, sowohl in der Trainingsakademie des Anal-genbauers oder direkt beim Kunden durchgeführt werden. Im Weiteren steht auch das Thema e-training im Probebetrieb, wo Trainingseinheiten über das Internet, mit Hilfe des Web-Eyes oder anderer elektronischer Hilfs-mittel durchgeführt werden. Anforde-rungen an das Training kommen nicht nur, aber vor allem aus der Hotline, der Wartung und dem Operational Logis-tik Support.
9. Service Level Management:
Alle Informationen und Anforde-rungen an das Hochleistungs-Service-paket, alle Serviceleistungen und daran geknüpften Bedingungen und Voraus-setzungen, einschließlich aller vertrag-lichen Ausprägungen werden in einem Service Level Agreement (SLA) mit dem Kunden abgeschlossen. Durch die zentrale Akkumulation aller Aufwän-
de betreffend der Betreuung der Lo-gistikanlage kön-nen wichtige Daten für die TCO (total cost of ownership) Analysen aus den Aufzeichnungen aller Servicelevels errechnet werden
+ (Plus)
Die sich in diesem Teil des Hochleistungs-Servicepaketes reflektierenden Zusatzleistungen sind alle jene wertvollen Ergänzungen, wel-che aus den Hauptserviceleistungen ein umfassendes, lückenloses Service-program kreieren. Eine interaktive world-wide-web basierende Kommu-nikationsplattform KNAPP e-insight, ein internationales Service-Niederlas-sungs- und Servicepartner-Netzwerk mit einem professionell auf- und einge-stelltem Serviceteam, das audiovisuelle Servicewerkzeug KNAPP Web-Eye zum schnellst möglichen Austausch wichtiger Daten im Falle eines Stör-falles und weltweit veranstaltete Benut-zer- bzw. Networking-Foren, realisieren die für eine optimale Serviceleistung notwendige Kundennähe. Lückenlo-se und individuelle Datenaufzeich-nungen und Datentransparenz mit an-onymen Benchmarking-Möglichkeiten erweitern die Möglichkeiten aller Ser-viceprodukte. Dolmetsch- und Über-setzungsfähigkeiten im Serviceteam integriert spielen hier zusammen mit einem sehr funktionstüchtigen CRM-(Customer Relation Management) Sys-tem. Multilinguale Fähigkeiten ergän-zen das professionelle CRM-(Customer Relation Management) System.
Das „Life Cycle Management 360°+“ist ein von der KNAPP AG spe-ziell entwickeltes Servicekonzept, um dem Namen eines Anlagenbauers in Kombination mit einem Dienstleis-
dipl.-Ing. dr.mont.
Manfred Fuchs, MBA
Leiter des Bereiches International Customer Service der KNAPP AG
tungsgebers voll und ganz gerecht zu werden. Durch den Umstand, dass alle Dienstleistungen dem Kunden Nutzen bringen müssen, werden die Dienst-leistungen permanent beobachtet und analysiert. Rücksprachen mit dem Kun-den resultieren in Optimierungen und Änderungen der Serviceprodukte bzw. Servicepakete sowie Ergänzungen und Neuentwicklungen. Kunden erwerben ein hochautomatisiertes Warenlager-logistiksystem, um in ihrem Geschäft Höchstleistungen zu erbringen. Die KNAPP AG baut diese Anlagen und stellt alle nötigen Dienstleistungen zur Verfügung, damit sich der Kunde nur mehr um sein tägliches Geschäft küm-mern muss.
Autor:
Dipl.-Ing. Dr.mont. Manfred Fuchs, MBA
Leiter des Bereiches International Cus-tomer Service der KNAPP AG. Der Autor studierte Montanmaschi-nenbau, Fachrichtung Berg- und Erdöl-maschinenbau an der Montanuniversi-tät Leoben. Seit über 7 Jahren ist er bei der KNAPP AG als Leiter des Bereiches International Customer Service tätig und betreut mit seinem internationa-lem Team via 14 Niederlassungen und 5 Servicepartnern über 1500 Logistik-anlagen in mehr als 56 Ländern der Welt.

18 WINGbusiness 2/2013
toP-tHEMA
P1: Energie
P2: Eisenerz
T1: Eisenerzabbbau
P3: gefördertes Eisen
T2: Erz-Aufbereitung
P4: Wasser
P5: aufbereitetes Eisenerz T3: Erz-Agglomeration
P6: Kalkstein
P7: agglomeriertes Eisenerz T4: Hochofen
P8: Roheisen
P9: Koks
T5: Kokerei
P10: Steinkohle
P1: Energie
P4: Wasser
P10: Steinkohle
P1: Energie
P4: Wasser
Carina Gallien, Markus Gram
Materialflusskostenrechnung - eine Weiterentwick-lung des Life Cycle Assessments Dieser Artikel geht auf die Materialflusskostenrechnung als Teil des Life Cycle Assessments (Ökobilanz) ein. Hierzu wird am Beginn die historische Entwicklung der Materialflusskostenrechnung und deren Verbindung zu dem Life Cycle Assessment gezeigt. Weiters wird auf die Durchführung der Materialflusskostenrechnung nach ISO 14051 ein-gegangen. Mithilfe eines Fallbeispiels wird die Durchführung einer Materialflusskostenrechnung veranschaulicht. Die veranschaulichte Produktion ist eine Roheisenproduktion deren Stoffströme mit UMBERTO visualisiert wurden.
I. EINFÜHRUNG
Durch die boomenden Schwellenlän-der ist in den letzten Jahren eine ste-tige internationale Nachfrage an Roh-stoffen zu verzeichnen. Das trifft vor allem das rohstoffarme Europa dessen Industriestaaten zunehmend impor-tabhängig werden. Die Industrie ist ge-zwungen ihre Produktionen möglichst ressourceneffizient zu gestalten. Um dieses Ziel zu erreichen ist es notwen-dig die Material- und Energieverbräu-che von Unternehmen systematisch zu erfassen, auf Verschwendungen zu analysieren, zu Bewerten und dement-sprechend Maßnahmen abzuleiten. Für diesen Zweck existieren eine Vielzahl an Methoden und Ansätze. In diesem Beitrag wird auf die nach ISO 14051 de-finierten Materialflusskostenrechnung (MFKR) näher eingegangen. Hierzu wird zu Beginn dessen Entwicklung und deren Integration in das Life Cyc-
le Assessment veranschaulicht. Dar-auffolgend wird der Ablauf der MFKR und dessen Schritte dargestellt. Zuletzt wird anhand eines Beispiels auf die An-wendung der MFKR Mithilfe von Um-berto eingegangen.
II. MATERIALFLUSSKOSTENRE-CHUNG UND LIFE CYCLE ASSESS-MENT
Der Ursprung der Materialflusskos-tenrechnung liegt in der am Ende der 80iger Jahre entwickelten betrieblichen Ökobilanzierung. Unter Ökobilanz ver-steht man die „Zusammenfassung und Bewertung der ökologisch relevanten Aktivitäten eines Unternehmens in Form einer Bilanz. Die Ökobilanz ist Teil eines ökologischen Management-Informationssystems, welches eine con-trollinggerechte Planung, Kontrolle und Steuerung von ökologischen Ziel-setzungen unterstützt. Voraussetzung
ist eine ökologische Buchhaltung, die alle ökologisch relevanten Aktivitäten erfasst und bewertet. Auch zur Kom-munikation nach außen (Kunden, Lie-feranten etc.) kann das Unternehmen die Ökobilanz einsetzen.“1
Die Ökobilanzierung ist im Rah-men des Umweltmanagements in der ISO Norm 14040 beschrieben. Wobei die Ökobilanzierung als die Betrach-tung des gesamten Lebenswegs eines Produktes beschrieben wird. Weiters ist ein Kerninhalt die Erstellung einer Sachbilanz bzw. Massebilanz mit Input Output Definition des Systems. In der Norm wird die Ökobilanz auch als Life Cycle Assessment bezeichnet.2
Parallel zu der Entwicklung der betrieblichen Ökobilanz /Life Cyc-le Assessment wurde Mitte der 90er
1 URL: http://wirtschaftslexikon.gab-ler.de/Definition/oekobilanz.html (22.05.2013)2 Vgl. EN ISO 14040 (2006).
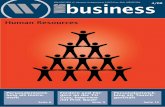
Quelle: Sankey Diagramm aus dem Umberto Fallbeispiel

19WINGbusiness 2/2013
toP-tHEMA
Jahre die so genannte Reststoffkosten-rechnung konzipiert. Diese Methodik hat das Ziel die Kosten für Reststoffe der Produktion transparent zu ma-chen. Ende der 90er Jahre wurde die Flusskostenrechnung von Industrie-unternehmen ausgearbeitet und in der Praxis erprobt. Hierzu wurden zwei Leitfäden für deren Umsetzung veröf-fentlicht.3
Diese beiden Konzepte, Reststoff-kostenrechnung und Flusskostenrech-nung wurden vor allem in Japan mit großem Interesse aufgenommen. An-fang des 21. Jahrhunderts ist aus die-sen beiden europäischen Konzepten in Japan das sogenannte Material Flow Accounting entwickelt worden. Japan hat darauffolgend die Entwicklung einer eigenen Norm zu Material Flow Accounting angestrebt. Jedoch wurde 2009 beschlossen einen internationa-len Standard auf Basis des Material Flow Accountings zu entwickeln. Das Resultat dieser Entscheidung ist die im Oktober 2011 erschienene NORM ISO 14051.4
Aus dieser historischen Entwick-lung ist zu erkennen, dass die Mate-rialflusskostenrechnung als ein fixer Bestandteil des Life Cycle Assessments anzusehen ist. Die MFKR ist demzu-folge eine Weiterentwicklung der in der klassischen Ökobilanzierung an-gewendeten Sachbilanz um eine Kos-
3 Vgl. Wagner/ Nakajima/ Prox (2010): 197–202.4 Vgl. Schmidt (2012): 241–255.
tenbewertung der in der Produktion vorkommenden Verbräuche.
III. MATERIALFLUSSKOSTEN-RECHNUNG NACH ISO 14051
Die in der Norm beschriebene Vorge-hensweise hat vor allem das Ziel die Transparenz der Material- und Ener-gieflüsse zu erhöhen wie auch deren Kosten zu bestimmen. Daraus kann es zu einer Erhöhung der Umwelt- und kostenbezogenen Leistungsfähigkeit der Produktion durch Senkung der identifizierten Verluste kommen. Um eine Materialflusskostenrechnung durchführen zu können sind folgende Grundsätze zu beachten. Neben dem Verständnis von Materialfluss und Energieeinsatz in der Produktion ist vor allem die Verknüpfung der physi-kalischen und finanziellen Daten als primär anzusehen. Es muss weiters sichergestellt werden, dass die Daten fehlerfrei, vollständig und vergleich-bar sind und den Materialverlusten die entsprechenden Kosten zugeordnet
werden können. Der Ablauf und die Implemen-tierung in die Organisation der Mat e r i a l f lu s s -kostenrechnung erfolgt durch die Anwendung eines PDCA Kreislaufes der in Abbildung 1 dargestellt ist.5 6
Es ist beson-ders wichtig, wie in jedem Verbes-serungsprozess das Management in den Ablauf mit einzubeziehen. Dieses soll die Einführung der MFKR unterstüt-zen, Ressourcen
bereitstellen und den Fortschritt kont-rollieren. Neben der Führungsunter-stützung wird von allen beteiligten an dem Verbesserungsprozess eine Fach- und Sachkenntnis gefordert. Benötigt werden z.B. betriebliche, technische, umweltbezogene und kostenrech-nungsbezogene Fach- und Sachkennt-nisse. Ein wichtiger Schritt nach der
5 Vgl. DIN EN ISO 14051 (2011).6 Vgl. DIN EN ISO 14051 (2011).
MFKR ist die Abgrenzung der System-grenzen. Das betrachtete System kann die ganze Produktion umfassen aber auch nur einen Prozess beinhalten. Während der Systemabgrenzung wird weiters der Betrachtungszeitraum, in dem die Datenerfassung stattfindet festgelegt. Nachdem das System defi-niert ist, werden sogenannte Mengen-stellen bestimmt. Eine Mengenstelle können verschiedene Prozesse wie z.B. Reinigen, Schneiden, Erhitzen,… sein. Neben diesen wertschöpfenden Tätig-keiten können auch Mengenstellen für den innerbetrieblichen Transport und Lagerung festgelegt werden. Eine Men-genstelle ist wie bereits erwähnt ein Prozess bzw. ein Teil eines Prozesses von dem die Inputs und Outputs phy-sikalisch und finanziell mit Einheiten belegt werden. Daten über den Mate-rialfluss und die Energieverbräuche wie auch die entstehenden Kosten sind zur Definition der Mengenstelle wichtig. Zusätzlich werden die allge-meinen Systemkosten und die Kosten für das Abfallmanagement erfaßt. Das Bestimmen der Inputs und Outputs einer Mengenstelle ist der erste Schritt der Ausführungsphase des Verbesse-rungsprozesses. Die vorhin genannten Aktivitäten fallen unter Planung der Implementierung. Bei der Mengen-bestimmung der Materialflüsse muss beachtet werden, dass die Inputs und Outputs ausbalanciert sind. Bei ver-fahrenstechnischen Prozessen kann es vorkommen, dass dieses Gleichgewicht durch z.B. chemische Reaktionen, Sau-erstoffaufnahme nicht erreicht wird. Dies muss geklärt und in der Materi-albilanz einer Mengenstelle berück-sichtigt werden. Nachdem die physika-lischen Größen bestimmt worden sind werden diese in monetäre Einheiten überführt. Es werden drei Kosten-arten verwendet: Materialkosten, Sys-temkosten und Abfallmengenkosten. Die Energiekosten einer Mengenstelle werden den Materialkosten durch Kos-tenallokation zugewiesen. System und Energiekosten werden mithilfe eines geeigneten Schlüssels zu den Material-kosten zugerechnet. Die Energiekosten können auch mithilfe von z.B. der Aus-lastung der Anlage, Anlaufverluste,… verrechnet werden. Die Abfallmanage-mentkosten werden direkt den Materi-alverlusten zugerechnet. Am Ende der Kostenzuordnung liegt eine detaillierte Auflistung der Kosten der gefertigten
Abbildung 1 Ablauf der Implementierung der Materi-alflusskostenrechnung6

20 WINGbusiness 2/2013
toP-tHEMA
Produkte und der Materialverluste vor. Auf dessen Basis werden Maßnahmen zur Reduzierung der Verluste abgelei-tet. Der Vorteil dieser Berechnungsart liegt vor allem bei der verursachungs-gerechten Verrechnung der Kosten auf Produkte und Materialverluste. Jegli-cher Ressourcenverlust innerhalb der Produktion wird systematisch monetär dargestellt und für Entscheidungen wie z.B. Investitionen und Verbesserungen zur Erhöhung der Ressourceneffizienz und dementsprechend der Wirtschaft-lichkeit herangezogen.7
Im folgenden Kapitel wird die Durchführung einer Materialflusskos-tenrechnung anhand eines Fallbei-spiels veranschaulicht. Die untersuchte Produktion ist eine Roheisenherstel-lung, die mithilfe von Umberto model-liert und dessen Stoffströme berechnet worden sind.
IV. EIN FALLBEISPIEL ZUR AN-WENDUNG DER MFKR IN EINEM STAHLWERK
Der Ansatz der Materialflusskostenrech-nung kann durch die Unterstützung einer etablierten Software anhand des Beispiels der Stahlproduktion veran-schaulicht werden. Nach einer kurzen Einführung in die Software Umberto erfolgt eine detaillierte Beschreibung der Prozessschritte, der verwendeten Material- und Energieströme und ab-schließend wird eine Auswertung der Ergebnisse der Materialflusskosten-rechnung mithilfe der Berechnungen und Visualisierungen aus der Software dargestellt.
Software zur Erstellung einer Material-flusskostenrechnung
Mit dem Programm Umberto ist es möglich vernetzte Stoff- und Energie-ströme abzubilden. Diese Software liefert neben der Modellierung der Stoffstromnetze auch eine Auswer-tung der Stoffstrommodelle. Ziel dabei ist es, die Mengenflüsse im Stoff- und Energiestromsystem in ihrer ganzen Komplexität abzubilden. Die grafische Darstellung und Simulation der Stoff-ströme erfolgt mit der Petri-Netz-The-orie. Ein Bestandteil der Stoffstrom-analyse-Software Umberto sind Materiallisten in denen die relevanten Stoff- und Energiearten strukturiert
7 Vgl. DIN EN ISO 14051 (2011).
hinterlegt werden. Zudem besteht die Möglichkeit die Maßeinheiten mit ei-ner vereinfachten ökologischen sowie ökonomischen Einteilung (Gut, Übel, Neutrum) festzulegen und mit Hilfe anderer Eigenschaften zu beschreiben. Einen wesentlichen Bestandteil der Software bietet ein graphischer Netze-ditor; mit diesem können interaktiv Stoff- und Energiestromnetze model-liert werden. Wesentlich für die Er-stellung einer Materialflusskostenrech-nung sind die Funktionsmöglichkeiten der Software betreffend der produkt- und prozessspezifischen Bilanzierung der Material- und Energieflüsse sowie der Kosten. Die Kostenrechnungsfunk-tion ermöglicht die Berechnung der gesamten Lebenszykluskosten eines Produktes, Verfahrens, Prozesses oder einer gesamten wirtschaftlichen Ein-heit.8 9
Fallbeispiel: Erzeugung von Roheisen
Das Fallbeispiel stellt einen vereinfach-ten Roheisenproduktionsprozess dar unter der Annahme, dass keine Abfall-kosten berücksichtigt werden sondern eine Berechnung der Material- und Energieflusskosten nur anhand der In-putströme erfolgt. Die schematische Prozesskette zur Produktion von Roh-eisen ist der nachfolgenden Abbildung zu entnehmen:
8 Vgl. ifu Institut für Umweltinforma-tik (2011)9 Vgl. Holger, Rohn, Liedtke, Christa (2002)
Die benötigten Stoff- und Energie-mengen, sowie Kosten der einzelnen Materialien liefern die Basisdaten für die Erstellung der Materiaflusskosten-rechnung in Umberto. Die MFKR soll insgesamt für 150 t produziertes Rohei-sen ein Ergebnis liefern. Nachfolgend werden die einzelnen Prozessschritte detailliert mit Mengenangaben be-schrieben.
Für die Herstellung von einer Ton-ne gefördertes Eisenerz (FE-Gehalt 46 %) werden 1,47 kWh Strom, 0,27 kg Sprengstoff, 58 MJ Diesel und 1882 kg Eisenerz und Deckmantel benötigt. Im nächsten Schritt wird das Eisen-erz (FE-Gehalt 46 %) aufbereitet und liefert als Output Eisenerz mit 65 % FE-Gehalt. Zusätzlich werden noch 18,71 kWh Strom und 1.519 kg Wasser benötigt. Für 1 Tonne aufbereitetes Eisenerz erfolgt eine Beanspruchung von 1.685 kg In der Erz-Agglomeration werden 1.033 kg Eisenerz (65 % FE-Gehalt) zu einer Tonne agglomeriertes Eisen-erz (Sinter und Pellets) verarbeitet. Dazu sind 46,50 kg Kalkstein, 228 MJ Erdgas, 2,20 Nm³Luft (1 Nm³ Luft -> 1,293 kg), 41,10 kWh Strom und Wasser mit einer Menge von 379 kg erforderlich.Als weiterer Bestandteil wird Koks für die Roheisenproduktion benöti-
gt. Dafür müssen 1350 kg Steinkohle aus dem Bergbau und Brennstoffe sekundär in der Höhe von 3500 MJ zur Verfügung gestellt werden. Zu-
Abbildung 2: Prozessschritte Roheisenproduktion9

21WINGbusiness 2/2013
toP-tHEMA
nächst ist noch bekannt, dass 50 kg Wasser, 33,06 kWh Strom und 1.600 kg Druckluft für die Herstellung von Roheisen beansprucht wird.Im letzten Schritt für die Herstel-lung von einer Tonne Roheisen wer-den folgende Stoffe benötigt: Zum einen 1.034 kg Sinter, 404 kg Pellets und 475 kg Koks und zum anderen Kalkstein mit einer Menge von 13 kg, weiters 57 kg Steinkohle, 12.032 kg Waser und 92 kWh Strom. 10
Zusätzlich zur Stoffmengenberech-nung in Umberto erfolgt auch die Aufstellung einer Kostenrechnung. Die spezifischen Materialpreise für die Erstellung der Materialflusskostenrech-nung wurden aus verfügbaren Markt-preisen erhoben. Die Visualisierung und Modellierung der Stoff- und Ener-gieströme basierend auf Mengendaten wird in der Abbildung 6 dargestellt.
Die Ergebnisse der Mengenbi-lanzierung basieren auf den Berech-
nungen der Energie- und Stoffströme des Produktionsprozesses zur Rohei-senerstellung. In der Betrachtung der Materialmengen auf der Inputseite
10 Vgl. Holger, Rohn, Liedtke, Christa (2002)
zeigt Abbildung 7, dass die größten Mengenstellen durch das verwendete Wasser und das Eisenerz mit Deckmantel verursacht werden. Alle weiteren Inputmaterialen liegen im einstelligen Prozent-bereich.
Die Auswertung der visualisierten Mengen-verhältnisse der einge-setzten Energieträger liefern als Ergebnis, dass der eingesetzte Se-kundärbrennstoff in der Kokerei mit rund 75 % den größten Anteil ein-nimmt. Der Einsatz von Strom als Energie kann verhältnismäßig nur mit 9 % beziffert werden während der Energieträger Erdgas einen Anteil von 15 % erreicht - durch den Einsatz in der Erz-Agglo-
meration.Die Materialflusskos-
tenrechnung liefert als Ergebnis, dass der Groß-teil der Kosten auf den Dieselkraftsoff – benö-tigt für den Abbau des Eisenerzes – entfällt, der mit 95 % der vari-ablen Gesamtkosten zu beziffern ist. Die rest-lichen 5 % werden auf die in Abbildung 9 dar-gestellten Materialien aufgeteilt. Dabei sind die beiden wesentlichen Einflussfaktoren noch der Sekundärbrennstoff
- eingesetzt in der Kokerei - und die Steinkohle – verwendet im Hochofen und in der Kokerei. Unterstützt durch die Software Umberto konnten die Material- und Energiekosten nach ISO 14051 berechnet werden.
Die Materialflusskostenrechnung der Roheisenproduktion kann in einer Fortführung des Fallbeispiels durch Abfallmengen, Rückgewinnungspro-zesse und Material- und Energieverlus-te erweitert werden. Essentiell ist dabei aber die Erhebung von realitätsnahen Daten um diese in der Bewertung mit der Software zu berücksichtigen. Aus diesem Grund wurde derzeit nur die Input-Seite der Stoff- und Energiebi-lanz betrachtet und als Output das er-stellte Roheisen dargestellt.
V. SCHLUßFOLGERUNG
Das primäre Ziel der Materialflusskos-tenrechnung ist die Darstellung und monetäre Bewertung aller Material- und Energieverbräuche und Gegenü-berstellung der Verluste. Aus der histo-rischen Entwicklung ist zu erkennen, dass die MFKR ein neuer Bestandteil des Life Cycle Assessments (Ökobi-lanz) ist. Dies veranschaulicht auch die ISO Norm 14051 die in der Praxis noch nicht oft eingesetzt worden ist.
Eine Anwendungsmöglichkeit soll Mithilfe des Fallbeispiels veranschauli-cht werden. Ziel des Fallbeispiels war es die Software auf die Möglichkeiten der Visualisierung und Materialfluss-kostenberechnung nach ISO 14051 zu testen und die Potentiale dafür dar-zustellen. Wesentlich dafür ist, dass die Software gute Basiseigenschaften aufweist und die Erstellung einer Ma-terialflusskostenrechnung erleichtert, und neben der Kostenrechnung auch die ökologische Bewertung berück-sichtigen kann um eine ganzheitliche
Abbildung 3: Materialflussmodellierung und Visualisierung in Umberto
Abbildung 4: Visualisierung der Mengenverhält-nisse der Input-Materialmengen
Abbildung 5: Visualisierung der Verhältnisse der Energiemengen

22 WINGbusiness 2/2013
toP-tHEMA
dipl.-Ing. (FH)
Carina Gallien
Wissensch. Mitarbei-terin am Lehrstuhl für Wirtschafts- und Be-triebswissenschaften der Montanuniversität Leoben
Lebenszyklusbetrachtung zu ermögli-chen.
VI. LITERATUR
EN ISO 14040. „Umweltmanagement-Ökobilanz-Grundsätze und Rahmen-bedingungen (ISO 14040: 2006)“. Deutsche und Englische Fassung EN ISO 14040 (2006).EN ISO 14051, DIN. „Materialflusskos-tenrechnung- Allgemeine Rahmenbe-dingungen“: 2011.Gabler Verlag (Herausgeber), Gabler Wirtschaftslexikon, Stichwort: Ökobi-lanz, online im Internet: http://wirtschaftslexikon.gabler.de/Ar-chiv/57090/oekobilanz-v12.html
Holger, Rohn, Liedtke, Christa: „MIPS berechnen Ressourcenproduktivität
von Produkten und Dienstleistungen“, Wup-peral Institut für Klima, Umwelt, Energie GmbH im Wissenschaftszent-rum Nordrhein-Westfa-len , 2002
ifu Institut für Umwelt-informatik : „Umberto - Benutzerhandbuch“, Version 5, Hamburg, 2011
Schmidt, Mario. „Ma-terial Flow Cost Ac-counting in der produ-zierenden Industrie“. In Industrial Ecology Management, 241–255. Springer, 2012. http://link.springer.com/chap-
ter/10.1007/978-3-8349-6638-4_15.
Simon, Franz-Ge-org, und Klaus Dosch. „Verbesse-rung der Material-effizienz von klei-nen und mittleren Unt er neh men“. Wirtschaftsdienst 90, Nr. 11 (2010): 754–759.
Wagner, Bernd, Michiasu Nakajima, und Martina Prox. „Materialflusskostenrechnung–die in-
ternationale Karri-ere einer Methode zu Identifikation von Ineffizienzen in Produktionssys-temen“. uwf-Um-weltWirtschaftsFo-rum 18, Nr. 3 (2010): 197–202.
Autoren:
Dipl.-Ing. Markus Gram ist seit Mai
2010 als wissenschaftlicher Mitarbeiter im Schwerpunktbereich Anlagen- und
Abbildung 6: Materialflusskosten im Verhältnis der Material- und Energiemengen (ausgenommen Diesel)
Produktionsmanagement am Lehr-stuhl für Wirtschafts- und Betriebs-wissenschaften der Montanuniversität Leoben beschäftigt. Nach Abschluss der HTL für Elektro-technik mit dem Schwerpunkt Ener-gietechnik und Leistungselektronik in St. Pölten studierte er Industrielogistik mit dem Schwerpunkt Logistikma-nagement an der Montanuniversität Leoben. Während des Studiums konnte er be-reits Erfahrungen durch Praktika bei der AUDI AG und Daimler AG als auch durch Abschlussarbeiten bei KNAPP AG und REHAU AG+CO sammeln. In seiner Dissertation bearbeitet er das Thema der Wandlungsfähigkeit in der Grundstoff- und Prozessindustrie.
Dipl.-Ing. (FH) Carina Gallien ist
seit Oktober 2011 als wissenschaftliche Mitarbeiterin im Schwerpunktbereich Energie- und Nachhaltigkeitsmanage-ment am Lehrstuhl für Wirtschafts- und Betriebswissenschaften der Mon-tanuniversität Leoben beschäftigt.
Nach Abschluss der Handelsakademie mit Schwerpunkt Controlling studier-te sie Infrastrukturwirtschaft mit der Vertiefung Energie- und Umwelttech-nik an der Fachhochschule Joanneum. Während des Studiums konnte sie be-reits Erfahrungen als Projektassistentin an der TU Graz und Andritz AG sam-meln sowie auch durch Praktika und ihre Abschlussarbeit bei der AEE – Ins-titut für nachhaltige Technologien.
dipl.-Ing.
Markus Gram
Wissensch. Mitarbei-ter am Lehrstuhl für Wirtschafts- und Be-triebswissenschaften der Montanuniversität Leoben

23WINGbusiness 2/2013
WING-PAPEr
Abstract— Die Schweizerischen Bundesbahnen SBB als größ-tes Reise- und Transportunternehmen der Schweiz verwendenLebenszykluskosten als wesentliche Entscheidungsgrundlage beider Beschaffung von Investitionsgütern. Im folgenden Artikelwird die Anwendung von Lebenszykluskosten und damit ver-bundener Besonderheiten bei einer öffentlichen Beschaffung imBereich sicherheitstechnischer Anlagen dargestellt.
Index Terms— Ausschreibung, LCC, RAM, Sicherheitssy-stem.
I. EINFÜHRUNG
ODERNE Eisenbahnen benötigen hochkomplexe tech-nische Systeme, um die Kundenbedürfnisse in hoher
Qualität unter Einhaltung höchster Sicherheitsstandards zuerfüllen.
Eine besondere Herausforderung bei technischen Systemenim Bahnbereich ist deren erforderliche lange Nutzungsdauer,meist deutlich über zwanzig Jahre. Mit der Auswahl einesProdukts in der Beschaffung werden damit die Kostenstruktu-ren für große Zeiträume weitgehend festgelegt.Aufgrund der langen Einsatzdauer haben dabei selbst geringeKostenunterschiede in den jährlichen Betriebs- und Instand-haltungskosten in Summe große Auswirkungen. Da Investi-tionen und Betrieb budgetär in unterschiedlichen Töpfen ab-gebildet werden, kann ein falscher Anreiz entstehen, bei Be-schaffungen einseitig die Anschaffungsausgaben zu optimie-ren. Eine Fokussierung auf die Anschaffungsausgaben kannhierbei hohe Kosten im Betrieb erzeugen, die zu wirtschaftli-chen Gefährdungen des Unternehmens führen können.
Daher ist die Anwendung von Lebenszykluskosten als Zu-schlagskriterium bei der Beschaffung eine wichtige Maßnah-me, um den langfristigen wirtschaftlichen Erfolg des Unter-nehmens sicherzustellen.
II. SPEZIALFALL ZUGBEEINFLUSSUNGSSYSTEME
Zugbeeinflussungssysteme sind Investitionsgüter, die nicht
Manuskript empfangen am 30. April 2013, reviewed am 24. Mai 2013und freigegeben durch Hubert Biedermann.
Markus F. Rothbauer arbeitet für die Schweizerischen Bundesbah-nen SBB und ist unter [email protected] erreichbar.
unmittelbar zur Wertschöpfung des Unternehmens beitragen,sondern dazu dienen, (hohe) Schäden abzuwenden. Die An-schaffung rechtfertigt sich daher im wesentlichen durch dieEigenverantwortung des Unternehmens sowie durch die An-sprüche und Erwartungen der Kunden und der Öffentlichkeitan die Betriebssicherheit. Die qualitativen Eigenschaften vonZugbeeinflussungssystemen (wie Betriebssicherheit, Zuver-lässigkeit des Bahnbetriebs, Einfluß auf die Produktionskapa-zität) sind nur sehr schwer monetarisierbar. Darum müssendiese Systeme als reine Kostenfaktoren betrachtet werden.Typisch sind daher negative Barwerte einer Investition inZugbeeinflussungssysteme.
III. PROJEKT ETCS ZWEITE WELLE
A. Das Zugbeeinflussungssystem ETCSDie Schweizerischen Bundesbahnen SBB sind Pioniere bei
der Einführung des neuen europäisch einheitlichen Zugbeein-flussungssystems ETCS (vergleiche Bolli et al 2009) undbetreiben heute mit mehr als 500 mit ETCS ausgerüstetenFahrzeugen die weltweit größte derartige Flotte. Im Zuge derInbetriebnahme weiterer Streckenabschnitte mit ETCS ab2015 ist die Ausrüstung von zusätzlich bis an die 350 Fahr-zeugeinheiten mit ETCS-Fahrzeuggeräten erforderlich. DieBeschaffung dieser Fahrzeuggeräte und deren Einbau undInbetriebnahme erfolgt im Rahmen des Projekts ETCS zweiteWelle, das 2012 gestartet wurde.
B. Ausschreibung1) Ausschreibungsverfahren
Der erste Schritt des Projekts war die Durchführung einerAusschreibung. Da die SBB grundsätzlich dem Bundesgesetzüber das öffentliche Beschaffungswesen (BöB) und der Ver-ordnung über das öffentliche Beschaffungswesen (VöB) un-terliegen (vergleichbar in Österreich mit dem Bundesverga-begesetz), wurde eine öffentliche Ausschreibung durchge-führt.
Wesentlicher Kern einer Ausschreibung ist die Bestim-mung des Bestbieters, mit dem anschließend der Vertrag ge-schlossen wird. Dazu dient ein Bewertungssystem, um das„wirtschaftlich günstigste Angebot“ (vergleiche Gauch 1999)anhand von Zuschlagskriterien zu bestimmen. Das Gesetz
Lebenszykluskosten als Entscheidungsgrund-lage bei der Beschaffung sicherheitstechnischer
SystemeMarkus F. Rothbauer, Andreas Indermühle, Sara Fischer
M

24 WINGbusiness 2/2013
WING-PAPEr
kennt dabei „...insbesondere Termin, Qualität, Preis, Wirt-schaftlichkeit, Betriebskosten, Kundendienst, Zweckmässig-keit der Leistung, Ästhetik, Umweltverträglichkeit, techni-scher Wert“ (BöB Art. 21) als Zuschlagskriterien. Die ver-schiedenen Zuschlagskriterien wurden dabei als Faktoren imBewertungssystem zusammengeführt (siehe Tabelle 1).
Tabelle 1: Bewertungssystem (Prinzip)
Kriterium Gewichtung1. Qualität 45%
1.1 Umsetzung Soll-Forderungen
5%
1.2 Bewertung der Kon-zepte
10%
1.3 Projektmanagement 10%1.4 Zuverlässigkeit 10%1.5 Akzeptanz besondere
Vertragsklauseln10%
2. Wirtschaftlichkeit 55%2.1 Lebenszykluskosten 55%
2) LebenszykluskostenprognoseZur Bewertung des Kriteriums der Wirtschaftlichkeit wur-
den dabei Lebenszykluskosten, welche die Investition, denBetrieb und die Instandhaltung umfassen, verwendet. Dabeiwurde der Grundsatz beachtet, daß nur Kosten betrachtetwerden, die zum Vergleich der Angebote beitragen und diespäter auch gemessen und überprüft werden können.
Um die Vergleichbarkeit der Angebote zu gewährleisten,haben die SBB den Bietern zur Bestimmung der Lebens-zykluskosten im Zuge der Ausschreibung ein genau definier-tes Lebenszykluskostenmodell, das in Anlehnung anVDI 2884 entwickelt wurde, vorgegeben. Dabei haben dieBieter die Instandhaltungsstrategie für ihr Produkt festgelegtund in der Folge die entsprechenden Parameter für das Le-benszykluskostenmodell festgelegt.
Ein wichtiges Kernelement des Lebenszykluskostenmo-dells ist hierbei die Prognose der Betriebs- und Instandhal-tungskosten. Um eine gültige Voraussage dieser Kosten zuerhalten, ist es insbesondere erforderlich, die zu erwartendenInstandhaltungsaufwände präzise zu bestimmen. Da für Zug-beeinflussungssysteme zwingend die Norm SN EN 50126-1anzuwenden ist, ist dies vergleichsweise einfach möglich. Sofordert die Norm weitgehende RAM-Modellierungen unddamit vor allem die erforderlichen Zuverlässigkeitsprogno-sen, mit denen die Ausfallsraten der Komponenten vorausge-sagt werden können. Diese Vorhersagen stellen für die SBBein wichtiges Instrument dar, um frühzeitig mögliche Pro-blemquellen bezüglich betrieblicher Verfügbarkeit und damitverbundener Zugsverspätungen zu identifizieren. Dazu wen-det die SBB einen systematischen Ansatz an, der sich an be-trieblichen Verfügbarkeitszielen orientiert (vergleiche dazuWüthrich et al 2012).
Durch die Ausfallsraten der Komponenten ist die zu erwar-
tende Häufigkeit von Instandhaltungstätigkeiten bestimmt.Die Kosten der einzelnen korrektiven Instandhaltungstätigkei-ten sind durch die jeweiligen Ersatzteilkosten, den jeweilsnotwendigen Personaleinsatz, die Lohnkosten und die Dauerder jeweiligen Instandhaltungstätigkeit bestimmt. Analogesgilt für die präventiven Instandhaltungstätigkeiten.
Die Kosten der jeweiligen Instandhaltungstätigkeiten wur-den unter Anwendung des Mengengerüsts anhand der herge-leiteten Ausfallsraten (korrektive Instandhaltung) bezie-hungsweise der festgelegten Periodizitäten (präventive In-standhaltung) im Lebenszykluskostenmodell periodenrichtigzugeordnet und über einen Zeitraum von zwanzig Jahren dis-kontiert und summiert.
Weitere berücksichtigte Kosten in der Betriebs- und In-standhaltungsphase waren insbesondere auch die Kosten fürden laufenden Systemsupport von Seiten des Lieferanten unddie zu erwartenden Kosten für Aktualisierungen der Softwaredes Systems.
3) Bestimmung des BestbietersAnhand des definierten Bewertungssystems wurde der
Bestbieter bestimmt. Dabei wurden die nach dem vorhin be-schriebenen Verfahren bestimmten Lebenszykluskosten fürdie Bewertung des Kriteriums der Wirtschaftlichkeit herange-zogen.
C. VertragsabschlußEin wesentlicher Faktor, um die Einhaltung der Lebens-
zykluskosten dauerhaft sicherzustellen, war die vertraglicheVerankerung der Lebenszykluskosten in Form einer Garantie.Sollten diese nicht über den gesamten Lebenszyklus eingehal-ten werden, so sind entsprechende Strafmaßnahmen vertrag-lich vorgesehen.
D. Überprüfung der LebenszykluskostenIm weiteren Verlauf des Projekts und im späteren betrieb-
lichen Einsatz kommt der Überprüfung der Lebenszyklusko-sten erhebliche Bedeutung zu.
Phasen 1-4Konzept ... System-
anforderungen
Phase 5Zuteilung der Sys-temanforderungen
Phase 6Entwicklung/
Konstruktion undImplementierung
Phase 7Fertigung
Phase 8Installation/Montage
Phase 9Validation des
Systems
Phase 10Abnahme des
Systems
Phase 11Betrieb und
Instandhaltung
Phase 14Stillegung und
Entsorgung
Lebenszyklus-kostenmodell
Vorevaluierung derLebenszyklus-
kosten
Evaluierung derLebenszyklus-
kosten
Projektmanager Lebenszyklusmanager
Abb. 1. Ansatz der SBB für Lebenszykluskostenprognose und –evaluierungauf Basis des RAMS-Lebenszyklus nach SN EN 50126-1 (vereinfacht dar-gestellt)

2�WINGbusiness 2/2013
WING-PAPEr
Zur ersten Abschätzung der Lebenszykluskosten dienenDaten, die für im Rahmen der RAM-Tätigkeiten durchzufüh-rende Nachweise, wie dem „In Service Reliability andMaintainability Demonstration Test“ (ISRMDT), gewonnenwerden.
Die laufende Überprüfung der Lebenszykluskosten istdurch verschiedene Maßnahmen sichergestellt. So müssen dieKomponenten des Zugbeeinflussungssystems aufgrund ge-setzlicher Vorgaben rückverfolgbar sein. Der Lieferant mußein sogenanntes „Failure Reporting, Analysis and CorrectiveAction System“ (FRACAS) betreiben. Sämtliche Instandhal-tungstätigkeiten werden im bei den SBB eingesetzten ERP-System (SAP) erfaßt. Wie die Erfahrungen aus vergleichba-ren Projekten zeigen, ergibt dies die notwendige Datengrund-lage für die Lebenszyklusmanager, um die Einhaltung dervereinbarten Lebenszykluskosten laufend zu prüfen und dieLebenszykluskosten kontinuierlich zu verbessern.
IV. FAZIT
Die Schweizerischen Bundesbahnen SBB wenden Lebens-zykluskostenmodelle nach dem in Abbildung 1 dargestelltenAnsatz an, selbst bei sicherheitstechnischen Systemen. Dabeiwerden Prognosen und Daten, die im Bereich RAM gewon-nen werden, als Grundlage zur Vorhersage und Überprüfungder Kosten erfolgreich angewendet.
GLOSSARERP Enterprise Resource Planning (Unternehmens-
ressourcenplanung)ETCS European Train Control System (Europäisches
Zugbeeinflussungssystem)RAM Reliability, Availability, Maintainability (Zuver-
lässigkeit, Verfügbarkeit, Instandhaltbarkeit)RAMS Reliability, Availability, Maintainability, Safety
(Zuverlässigkeit, Verfügbarkeit, Instandhaltbarkeit, Betriebs-sicherheit)
REFERENZEN
1. Bolli, Markus und Rothbauer, Markus F. 2009: ERTMS/ETCS – dieZukunft hat begonnen. In: Signal + Draht (101) 3/2009, S. 6 ff.
2. BöB: Bundesgesetz über das öffentliche Beschaffungswesen (BöB). SR172.056.1
3. Gauch, Peter 1996: Vergabeverfahren und Vergabegrundsätze nachdem neuen Vergaberecht des Bundes. In: Baurecht/Droit de la Con-struction (BR/DC) 4/1996, S. 99 ff.
4. SN EN 50126-1 (1999): Bahnanwendungen : Spezifikation und Nach-weis der Zuverlässigkeit, Verfügbarkeit, Instandhaltbarkeit, Sicherheit(RAMS) : Teil 1: Grundlegende Anforderungen und genereller Prozess.1999 – inklusive Korrigenda bis 10/2012
5. VDI 2884 (2005): Beschaffung, Betrieb und Instandhaltung von Pro-duktionsmitteln unter Anwendung von Life Cycle Costing (LCC). VDI-Richtlinie 12/2005
6. Wüthrich, Samuel und Kehrli, Melchior 2012: Ansatz eines systemati-schen RAM-Managements von Sicherungsanlagen. In: Signal + Draht(104) 12/2012, S. 11 ff
Markus F. Rothbauer (1971), Dipl.-Ing. (Wirt-schaftsingenieurwesen Maschinenbau, TU Wien,2000).
Nach Stationen am Institut für Managementwis-senschaften der TU Wien und bei den Wiener Linienseit Mai 2005 bei SBB Infrastruktur Zugbeeinflus-sung in Bern als Senior Systems Engineer tätig. ZurZeit Technischer Projektleiter ETCS zweite Welle.
Dipl.-Ing. Rothbauer arbeitet aktiv im Rahmen von CENELEC an der eu-ropäischen Normung zu RAMS im Bahnbereich mit.
Andreas Indermühle (1964), Dr. phil.nat. (Physik,Universität Bern).
Er beschäftigt sich seit Juni 2000 mit dem ThemaETCS in verschiedenen Positionen, zur Zeit als Ge-samtprojektleiter ETCS zweite Welle bei SBB Perso-nenverkehr, Flottentechnik in Bern.
Sara Fischer (1982), Dr. phil. nat. (Mathematik,Universität Bern).
Seit 2011 bei SBB Infrastruktur Sicherungsanla-gen in Bern als RAM-Engineer tätig. Mitarbeit imProjekt ETCS zweite Welle, insbesondere Erstellungdes Lebenszykluskostenmodells.

26 WINGbusiness 2/2013
WING-PAPEr
Die Individualisierung der Kundenbedürfnisse, die steigende
Dynamik des Marktes, eine Vielzahl von Anbieter und gesättigte Märkte sind mitunter wesentliche Gründe, weshalb in den letzten Jahren die Forderung nach einer möglichst flexiblen Produktion, welche vor allem rasch auf unvorhergesehene bzw. kurzfristige Ereignisse bzw. Nachfrageschwankungen reagieren kann, um sich u.a. durch Differenzierung gegenüber der Konkurrenz am Markt hervorheben zu können, stark gestiegen ist. Im Nachfolgenden wird ein Konzept vorgestellt, welches die flexible Abstimmung der Produktionslosgrößen- und Reihenfolgeplanung auf die Logistikleistung und -kosten in einem hybriden Produktionssystem ermöglicht und somit einen wertvollen Beitrag zur Erreichung einer flexibleren Produktionsplanung und -steuerung leisten kann.
Index Terms - hybrides Produktionssystem, Logistikleistung und -kosten, Produktionslosgrößen- und Reihenfolgeeinfluss, flexible Bewertung und Abstimmung
I. DIE AUSGANGSSITUATION - WISSENSCHAFTLICHE ENTWICKLUNGSPOTENZIALE UND INDUSTRIELLER
HANDLUNGSBEDARF ie durchgeführte Analyse bestehender Konzepte und Verfahren zur Planung der Produktionslosgröße und Reihenfolge als
Teilaufgabe der Produktionsprogrammplanung in Unternehmen brachte die Erkenntnis, dass fast alle der im Zeitraum 2000 bis 2012 publizierten Verfahren mit der Analyse und/oder Optimierung der Losgrößen- und Reihenfolgeplanung in einem speziellen Produktionssystem hinsichtlich einer logistischen Zielgröße (meist Bestände) und/oder Kosten in Zusammenhang stehen (Pfahl et al., 2007). Zur Kontrolle der Zielerreichung bzw. zur Messung des Erfolges des angewandten Verfahrens wird großteils ein Zielwert verwendet. Eine Betrachtung aller logistischen Zielgrößen wurde meist nicht durchgeführt, ebenso fand die Berücksichtigung der Wechselwirkungen zwischen den einzelnen Zielgrößen und die Beeinflussung kostenspezifischer Aspekte nicht zur genüge statt, was Potenzial zur Weiterentwicklung mit sich bringt. Die Frage, wie die Losgrößen- und Reihenfolgeplanung durchgeführt werden soll, um logistische Zielgrößen und kostenspezifische Aspekte gleichermaßen zu berücksichtigen, wurde bis dato kaum bzw. unzureichend beantwortet. Obwohl die Tatsache belegt ist, dass die Wahl der Produktionslosgröße und Reihenfolge einen erheblichen Einfluss auf die Logistikleistung und -kosten eines Produktionssystems ausübt (Nyhuis, 1991), existieren in der Literatur kaum Veröffentlichungen zur Darstellung, Bewertung und Verbesserung der Losgrößen- und Reihenfolgeeinflussnahme auf das Leistungsverhalten einer Produktion. Fokussiert wird in diesem Beitrag die Thematik am Beispiel eines Hüttenwerkes, wo der Übergang von einer kontinuierlichen auf eine diskrete Fertigung (sogenannte Hybridfertigung) auftritt.
All diese Kritikpunkte sind ein Indiz dafür, dass im Bereich der Darstellung und Bewertung sowie der flexibleren bzw. verbesserten
Handhabung des Losgrößen- und Reihenfolgeeinflusses auf die logistischen Zielgrößen in einem hybriden Produktionssystem (siehe dazu Abb. 1.) Potenzial zur Weiterentwicklung besteht.
Abb. 1. Hybrides Produktionssystem - schematische Darstellung
Ebenso konnte durch Expertenbefragungen die Losgrößenplanung in der Hybridfertigung als bis dato kaum erforschtes Gebiet identifiziert werden. Die Losgrößenplanung an der Schnittstelle bzw. dem Übergang von der Stoffumwandlung zur Stoffumformung, wie es beispielsweise in einem Stahlwerk, wo der Übergang vom kontinuierlichen Stahlguss zum diskontinuierlichen Walzprozess der Halbzeuge erfolgt oder in der Gießerei eines Hüttenwerkes, wo der Übergang vom kontinuierlichen Kupferaufschmelzungsprozess zum diskontinuierlichen Prozess des Stranggusses geschieht, stellt eine eindeutige Problemstelle in der betrieblichen Praxis dar (siehe dazu Abb. 2.), wo entsprechender Handlungsbedarf gefordert wird.
Abb. 2. Problematiken - Losgrößenplanung in der betrieblichen Praxis
So führten die durch die Expertenbefragung gewonnenen Erkenntnisse hinsichtlich der herrschenden Problematiken bei der Losgrößen- und Reihenfolgeplanung in der betrieblichen Praxis zu dem Schluss, dass die Entwicklung eine Konzepts zur Abstimmung der Produktionslosgrößen- und Reihenfolgeplanung auf die logistischen Zielgrößen einen wertvollen Beitrag zur Verbesserung
Flexiblere Produktionsplanung und -steuerung in hybriden Produktionssystemen durch
Anwendung des 3-Phasen-Konzepts S. Volland
D
Paper was accepted on 02/12/2013 by Siegfried Vössner. The paper was revised once.

27WINGbusiness 2/2013
WING-PAPEr
der Produktionsplanung und -steuerung in Unternehmen leisten kann.
II. BESONDERHEITEN DER HYBRIDFERTIGUNG Die Logistikleistung und -kosten eines hybriden Produktionssystems (aus unternehmensinterner Sicht) werden durch die im Nachfolgenden dargestellten wesentlichen Faktoren, welche auf Basis einer Literaturrecherche und mittels Expertenbefragungen identifiziert werden konnten, bestimmt (siehe dazu Abb. 3.).
Abb. 2. Zielgrößen eines hybriden Produktionssystems
Dabei wird die Logistikleistung durch die Zielgrößen Termintreue, Durchlaufzeit, dem Produktmix und die Produktionslose beeinflusst und die Logistikkosten durch die Zielgrößen Auslastung, Bestand, den Umstellaufwand und die Anlagenverfügbarkeit bestimmt.
Die Wahl der Produktionslosgröße und Reihenfolge bzw. deren Einfluss und Auswirkungen auf die produktionslogistischen Zielgrößen und den dabei anfallenden Kosten unterscheidet sich dahingehend, ob es sich beim zugrunde liegenden Prozess um eine Stoffumwandlung oder eine Stoffumformung handelt, da je nachdem welche Art der Fertigung vorliegt, andere Restriktionen und Vorgaben zur Bestimmung dieser entscheidend sind.
Generell kann bei der Stoffumwandlung zwischen den nachfolgend angeführten Fällen differenziert werden:
A. Bestimmung der Produktionslos- bzw. Chargengröße je Produktqualität durch die maximale Inputmenge der Aggregate Zum einen kann die Größe des Produktionsloses bzw. der Charge durch die maximale Kapazität der Fertigungsaggregate bestimmt sein, welche die mögliche Inputmenge begrenzen (siehe Abb. 4.). Dies bedeutet, dass die Größe des Produktionsloses bzw. der Charge je Produktqualität durch den Input, d.h. die maximale Füllmenge eines Aggregates festgelegt ist. Dabei wird stets ein mengenmäßig konstantes Los/Charge je Produktqualität (bestimmt durch die Beschickung bzw. den Input des Aggregats) über ein betrachtetes Zeitintervall produziert. Dabei spricht man von einer Losgröße eins, welche beispielsweise bei einem Elektrolichtbogenofen auftritt. Aus produktionslogistischer Sicht muss die Produktionslosgröße als konstant bzw. fest angenommen werden. Jedoch die Zeitdauer für die notwendigen Umstellungen als auch die Herstellungsdauer, welche durch produktionslogistische Maßnahmen kaum beeinflussbar sind, können je zu erzeugender Produktqualität stark variieren.
Abb. 3. Bestimmung der Produktionslos- bzw. Chargengröße I
B. Bestimmung der Produktionslos- bzw. Chargengröße (Kampagne) durch den kontinuierlichen, mengenmäßig variablen Output eines Aggregats je Produktqualität Des Weiteren kann die Produktions- oder Chargengröße durch den kontinuierlichen, mengenmäßig variablen Output je Produktqualität eines Fertigungsaggregats festgelegt bzw. bestimmt sein (siehe dazu Abb. 5.). Beispielhaft tritt dies bei einer Sinteranlage in der Stahlindustrie oder bei einem Drehrohrofen in der Grundstoffindustrie (Baustoff(Zement)- und Feuerfestindustrie) auf. Im Gegensatz zu der zuvor beschriebenen Situation wird hier kontinuierlich eine variierbare Outputmenge je Produktqualität (sogenannte Kampagne) bei gleichzeitiger Beschickung aus dem Fertigungsaggregat abgezogen. Die Umstellung von einer Produktqualität auf die nächste erfolgt dabei meist fließend.
Abb. 4. Bestimmung der Produktionslos- bzw. Chargengröße II
C. Bestimmung der Produktionslos- bzw. Chargengröße je Produktqualität durch den Output eines Aggregats in konstanten Zeitabständen Zudem kann die Wahl der Produktionslos- bzw. Chargengröße durch den intervallmäßig konstanten Output des Fertigungsaggregats je Produktqualität beeinflusst werden (Abb. 6.). Dies tritt beispielhaft beim Abstich am Hochofen auf. Dabei wird je Abstich eine bestimmte Menge (konstant oder variabel) an Output aus dem Aggregat abgezogen. Die Outputmenge und somit die Größe des Produktionsloses bzw. der Charge wird dabei durch technologische Vorschriften bzw. der zugrundeliegenden Fertigungstechnologie bestimmt. Aus produktionslogistischer Sicht muss somit (vorausgesetzt die darauf basierende Fertigungstechnologie bleibt unverändert) die Produktionslos- bzw. Chargengröße als fest angenommen werden. Variabel und somit steuerbar ist der Zeitpunkt bzw. die Intervalldauer der Entnahme je Produktqualität. Auch hierbei erfolgt die Umstellung von einer Produktqualität auf eine andere meist fließend.

28 WINGbusiness 2/2013
WING-PAPEr
Abb. 5. Bestimmung der Produktionslos- bzw. Chargengröße III
Tatsache ist, dass bei hybriden Produktionssystemen alle angeführten Fälle eintreten können. In der Regel wird versucht die Produktionslosgröße so zu steuern bzw. festzulegen, dass der zur termintreuen Erfüllung der Produktionsaufträge notwendige Umstellaufwand so gering wie möglich ist.
Die Wahl der Produktionslosgröße bei Prozessen der Stoffumformung kann im Wesentlichen auf Basis der im Nachfolgenden aufgelisteten Parameter erfolgen und variiert je nach den zugrundeliegenden Produktionszielen und -vorgaben. So erfolgt die Bestimmung bzw. Festlegung der Produktionslosgröße bzw. Charge und Reihenfolge meist unter Berücksichtigung, dass dabei minimale Rüst-, Auftragswechsel- und Kapitalbindungskosten, maximale Liefertreue, maximale Auslastung oder eine Maximierung der Lieferflexibilität erzielt werden können. Abschließend sei angemerkt, dass für die Bestimmung einer geeigneten Produktionslosgröße und Reihenfolge in einem hybriden Produktionssystem unbedingt die Berücksichtigung der produktionslogistischen Interdependenzen zwischen den Stoffumwandlungs- auf die Stoffumformungsprozesse zu erfolgen hat.
III. KONZEPT ZUR VERBESSERUNG DER PRODUKTIONSLOSGRÖßEN- UND REIHENFOLGEPLANUNG AUF LOGISTISCHE ZIELGRÖßEN IN
HYBRIDEN PRODUKTIONSSYSTEMEN Um nun den Einfluss der Produktionslosgröße und Auftragsreihenfolge eines hybriden Produktionssystems bestimmen zu können, wurde das in Abb. 7. dargestellte, relative Bewertungsinstrumentarium entwickelt.
Abb. 6. Bewertungsinstrumentarium
Die im Bewertungsinstrumentarium enthaltenen Faktoren sind wie folgt definiert (siehe dazu Gleichungen 1 bis 11). Diese werden durch die paarweise Gegenüberstellung der ermittelten Zielgrößen bei verschiedenen Losgrößen- und Reihenfolgealternativen, hier
beispielsweise A und B, ermittelt. Nehmen die Faktoren den Wert 1 an, so hat die Produktionslosgrößen- und Reihenfolgewahl keinen Einfluss auf die betrachtete Zielgröße. Je weiter die Werte für diese Einflussfaktoren von 1 abweichen, desto stärker (positiv oder negativ) werden die logistischen Zielgrößen durch die Produktionslosgrößen- und Reihenfolgewahl beeinflusst (siehe dazu Abb. 8).
Abb. 8. Methodik der Bewertung
Zeiteinheit
Mengeneinheit
Geldeinheit
Anzahl der zu produzierenden Aufträge in einer Zeitspanne z [ME]
Termintreue T:
termintreu produzierter Auftrag [-]
zu produzierender Auftrag [-]
Termintreue bei Produktionslosgröße und Reihenfolge x, y [%]
Einflussfaktor auf Termintreue von Produktionslosgröße und Reihenfolge x auf y [-]
Durchlaufzeit:
Wartezeit je Auftrag [ZE]
Rüstzeit je Auftrag [ZE]
Durchlaufzeit bei Produktionslosgröße und Reihenfolge x,y in Messstrecke m [ZE]
Einflussfaktor auf Durchlaufzeit von Produktionslosgröße und Reihenfolge x auf y [-]
Produktmix (je Aggregat):
Produktionslos je Aggregat x [ME]
Anzahl herzustellender Erzeugnisse je Aggregat ohne Umrüsten [ME]
Variatenerzeugungskoeffizient je Aggregat x [-]
Auslastung:

29WINGbusiness 2/2013
WING-PAPEr
Leerkosten je Auftrag [GE]
Leerkosten bei Produktionslosgröße und Reihenfolge x,y [GE]
Einflussfaktor auf Auslastung von Produktionslosgröße und Reihenfolge x auf y [-]
Bestände:
Lagerhaltungskosten je Auftrag [GE]
Kapitalbindung je Auftrag [GE]
Lagerkosten bei Produktionslosgröße und Reihenfolge x,y [GE]
Einflussfaktor auf Bestand von Produktionslosgröße und Reihenfolge x auf y [-]
Umstellaufwand:
Umstellaufwand je Auftragswechsel [GE]
Umstellaufwand bei Produktionslosgröße und Reihenfolge x,y [GE]
Einflussfaktor auf Umstellaufwand von Produktionslosgröße und Reihenfolge x auf y [-]
Das hier vorgestellte Bewertungsinstrumentarium kann in der betrieblichen Praxis herangezogen werden, um so eine Antwort auf die Fragen
a) welchen Einfluss die betrachteten Losgrößen- und Reihenfolgealternativen auf die einzelnen logistischen Zielgrößen ausüben und wie sich diese somit auf das Leistungsverhalten eines Produktionssystems auswirken,
und
b) wie die Losgrößen- und Reihenfolgeplanung zu erfolgen hat um eine bessere Abstimmung dieser hinsichtlich einer spezifischen Zielgröße oder eine Gesamtverbesserung hinsichtlich mehrerer betrachteter Zielgrößen (siehe dazu Vorgehenskonzept),
zu erhalten.
Die Fragestellung a) kann wie bereits erwähnt durch den paarweisen Vergleich aller aus den Losgrößen- und Reihenfolgealternativen resultierenden Zielgrößen beantwortet werden. Ebenso kann der Grad bzw. das Ausmaß der Beeinflussung der Produktionslosgrößen- und Auftragsreihenfolgealternative auf die Zielgrößen abgebildet und bewertet werden. Des Weiteren lässt sich durch die Anwendung des entwickelten Instrumentariums eine Aussage darüber treffen, ob der Einfluss der Produktionslosgrößen- und Auftragsreihen-folgealternative auf die betrachteten Zielgrößen in einer positiven oder negativen Richtung bzw. Auswirkung erfolgt. Weiters ist die Übertragung dieser Erkenntnisse in die Kennlinientheorie möglich, da durch die Ermittlung der Einflussfaktoren die Änderungen der Kennlinienverläufe der einzelnen Zielgrößen dargestellt werden können, wodurch eine Bewertung des Losgrößen- und Reihenfolgeeinflusses auf die Logistikleistung und die Logistik-kosten eines Produktionssystems vorgenommen werden kann.
Eine zweite Analyse zur Beantwortung der oben angeführten Fragestellung b) erfolgt durch die Anwendung des entwickelten Vorgehenskonzepts (siehe dazu Abb. 9).
Abb. 9. Überblicksdarstellung - Vorgehenskonzept
Das Vorgehenskonzept umfasst dabei drei Phasen: die Vorbereitung, die Durchführung und die Auswertung.
Phase 1 - Vorbereitung
In der ersten Phase – der Vorbereitung – sind alle Tätigkeiten und Vorarbeiten, welche zur Durchführung des Abstimmungsprozesses der Produktionslosgrößen- und Reihenfolgeplanung auf die logistischen Zielgrößen eines hybriden Produktionssystems notwendig sind, zu erbringen. Ebenso muss in dieser Phase zunächst die Entscheidung getroffen werden, ob der Einsatz des 3-Phasen-Konzepts für die jeweils vorliegende Situation sinnvoll ist und wirtschaftlich realisiert werden kann.
Phase 2 - Abstimmung
Nach der Durchführung der Vorbereitungstätigkeiten erfolgt der eigentliche Kernprozess bzw. die Hauptphase des 3-Phasen-Konzepts: die Abstimmung des Produktionslosgrößen- und Reihenfolgeeinflusses auf, je nach gewählter Variante A oder B (siehe dazu Abb. 10), eine spezifische oder mehrere Zielgrößen eines Produktionssystems.
Abb. 10. Phase 2: Abstimmungsprozess - Variante B
Nach erfolgreicher Abstimmung der Produktionslosgrößen- und Reihenfolgeplanung auf die logistischen Zielgrößen erhält man, je nach gewählter Variante A oder B, eine Aussage bzw. Schlussfolgerung darüber, wie die Produktionslosgrößen- und/oder Reihenfolgeplanung zu geschehen hat, um entweder die Maximierung bzw. Minimierung einer prioristierten Zielgröße zu erhalten oder um eine Gesamtverbesserung aller der im betrachteten Produktionssystem relevanten Zielgrößen durchführen zu können.

30 WINGbusiness 2/2013
WING-PAPEr
Phase 3 - Auswertung
Im Anschluss daran hat die Phase 3 - die Überprüfung bzw. Auswertung der Ergebnisse des Abstimmungsprozesses hinsichtlich Plausibilität, Richtigkeit und Machbarkeit der Umsetzung zu erfolgen. Ebenso muss die Bewertung der durch die Umsetzung entstehenden Auswirkungen auf das Produktionssystem durch das Einsetzen der erhaltenen Losgröße- und Reihenfolge in das Bewertungsinstrumentarium zur Berechnung der anderen Einfluss-faktoren erfolgen, bevor die Implementierung vorgenommen werden kann. Nach erfolgreicher Auswertung und Überprüfung der Ergebnisse des Abstimmungsprozesses kann die Umsetzung erfolgen.
IV. UMSETZUNG IN DER GIEßEREI EINER KUPFERHÜTTE Durch die Anwendung des entwickelten 3-Phasen-Konzepts sowie des Bewertungsinstrumentariums an einem konkreten Fallbeispiel aus der betrieblichen Praxis – der Gießerei einer Kupferhütte – wird nun aufgezeigt, dass durch die Anwendung der oben beschriebenen Modelle erhebliche Verbesserungs- und Einsparungspotenziale durch eine sowohl die Logistikleistung als auch die Logistikkosten im Unternehmen berücksichtigende Produktionslosgrößen- und Reihenfolgeplanung erzielt werden können. Der größte Vorteil bzw. das wesentliche Potenzial der hier beschriebenen Instrumentarien gegenüber den bisher in der Literatur vorhandenen Ansätzen wird in der bei der Produktionsprogrammplanung stattfindenden gleichmäßigen Berücksichtigung sowohl der bei der Produktion tatsächlich anfallenden Kosten als auch der logistischen Zielgrößen wie beispielsweise der Termintreue, Auslastung, Durchlaufzeit etc. gesehen.
So war es im Zuge der Implementierung in der Kupferhütte Aufgabenstellung, eine flexible Produktionsplanung und -steuerung zu generieren, welche sowohl die Auslastung und Termintreue als auch die bei der Produktion anfallenden Herstellkosten fokussiert. Um dies zu verwirklichen wurde ein Permutationsalgorithmus entwickelt, welcher durch eine variable Anzahl an Sortier-, Schlichtungs- und Bündelungsvorgängen jene Produktionslosgröße und Reihenfolge ermittelt, bei welcher die durch den Benutzer ausgewählten Zielgrößen ein Maximum (für z.B. die Auslastung und Termintreue) bzw. Minimum (der Produktionskosten) annehmen.
Wie die nachfolgenden Abb. 11 und 12 zeigen, konnten so für den Beispielmonat Oktober eine Verbesserung der Termintreue um 3.42% gegenüber der bestehenden Planung, eine Erhöhung der Auslastung um 8,72% erreicht und eine Durchlaufzeitreduzierung von 216,11 h erzielt werden. Ebenso wurden die Produktionskosten um ein Vielfaches gesenkt.
Abb. 11. Verbesserungspotenziale durch Anwendung des 3-Phasen-Konzepts
Abb. 12. erreichte Auslastung und Termintreue im Vergleich
Durch die Übertragung der aus der bestehenden Produktionslosgrößen- und Reihenfolgeplanung resultierenden Zielgrößen (Variante B in Abb. 13) im Vergleich zur neu generierten Alternative und der daraus erreichten Zielgrößen (Variante A in Abb. 13) lassen sich der Einfluss und die Auswirkungen der Planung auf die einzelnen Zielgrößen mittels der in III. definierten E-Faktoren je Zielgröße messen und somit bewerten.
Abb. 13. Anwendung des Bewertungsinstrumentariums am Fallbeispiel
Oktober
Daraus kann der Benutzer auf einen Blick erkennen, dass die Produktionslosgrößen- und Reihenfolgeplanung einen erheblichen Einfluss (für den Beispielmonat Oktober) auf die Zielgrößen der Durchlaufzeit, dem Produktmix, der Auslastung und dem Umstellaufwand ausübt, welche alle durch die neu generierte Alternative positiv im Vergleich zum bestehenden Produktionsprogramm beeinflusst bzw. verbessert werden können.
V. ZUSAMMENFASSUNG UND AUSBLICK Durch das vorgestellte Bewertungsinstrumentarium können
einerseits der Einfluss und die Auswirkungen einer gewählten Produktionslosgröße und Reihenfolge sowohl auf die einzelnen logistischen Zielgrößen als auch die gesamten Produktionskosten rasch ermittelt und bewertet werden. Ebenso ist die Übertragung der ermittelten Einflussfaktoren auf die bestehenden Ansätze der Kennlinientheorie möglich, wodurch die Weiterentwicklung der Kennlinientheorie durch Übertragung des Produktionslosgrößen- und Reihenfolgeeinflusses auf diese realisiert werden kann. Zum anderen wurde durch das 3-Phasen-Konzept und dessen Umsetzung in Form eines Abstimmungsalgorithmus ein Werkzeug geschaffen, welches neben der Entscheidungsuntersützung hinsichtlich der Losgrößen- und Reihenfolgeplanung ebenso die rasche Anpassung an veränderliche Rahmenbedingungen (Unternehmensziele, Marktsituation etc.) bzw. die Fokussierung beliebiger Zielgrößen bei der Planung ermöglicht.
Durch die Adaptierung bzw. Erweiterung des bestehenden Konzepts auf die Unternehmensbereiche der Beschaffung und Distribution sollen zukünftig auch Verbesserungspotenziale in der Materialbereitstellung durch die Abstimmung der Bestell- und Produktionsmengen sowie eine Minimierung in den benötigten Lagerflächen durch eine verbesserte Lagerhaltung erschlossen werden.

31WINGbusiness 2/2013
WING-PAPEr
REFERENCES 1. Pahl, J.; Voß, S.; Woodruff, D. L. 2007. Production planning with load
dependent lead times: an update of research. In: Annals of Operations Research, 153 (1), S. 297-345.
2. Nyhuis, P. 1991. Durchlauforientierte Losgrößenbestimmung. Dissertation, Universität Hannover. Fortschritts-Berichte VDI, Reihe 2, Nr. 225, Düsseldorf.
Stefanie Volland, Jahrgang 1985, ist seit November 2009, nach Abschluss des Bachelor- und Masterstudiums der Industrielogistik (Schwerpunkt: Logistik Management) an der Montanuniversität Leoben am Lehrstuhl für Industrielogistik, Department Wirtschafts- und Betriebswissenschaften, als wissenschaftliche Mitarbeiterin tätig. Die Lehr- und Forschungsschwerpunkte der Autorin liegen im Bereich der Produktionsplanung und -steuerung, Modellierung und Simulation logistischer Systeme sowie im Bereich des Operations Research für Logistik. Im November 2012 promovierte Frau Volland zum Thema „Produktionslosgrößen- und Reihenfolgeeinfluss auf logistische Kennlinien“ bei Univ.-Prof. Helmut E. Zsifkovits.
v.l.n.r.: Philipp Schnabl, Carmen Grandits, Sylvia Müller-Trenk, Sylvia Grote, Romana Resch, Gabriele Hödl
www.catro-sued.at Schillerplatz 4 8010 Graz Tel.: (+43 316) 81 97 59
ist Teil der internationalen CATRO-Unternehmensgruppe und spezialisiert auf Human Resources Management.
legt allerhöchsten Wert auf sehr hohe Qualitätsstandards und die intensive Beratung seiner Kund/innen und Bewerber/innen.

32 WINGbusiness 2/2013
FACHArtIKEL
Bernd Kleindienst
outsourcing von Entwicklungsleistungen in der Automobilindustrie – Ein Weg voller risiken Outsourcing erfreut sich in den letzten Jahren zunehmender Popularität und sogar die Fremdvergabe von Entwick-lungsleistungen ist mittlerweile gängige Praxis. Dies ist unter anderem auf die Globalisierung als auch das Aufkom-men neuer Informationstechnologien zurückzuführen. Aufgrund zunehmender Konkurrenz werden kurze Ent-wicklungszeiten und somit schnelle Markteinführung immer wichtiger. Outsourcing kann zahlreiche Vorteile und Chancen für eine Organisation generieren, jedoch ist damit auch ein beträchtliches Risiko verbunden. Planung und koordiniertes Vorgehen helfen dieses zu minimieren. Dieser Beitrag behandelt Risiken, welche beim Outsourcing von Entwicklungsleistungen zu beachten sind. Des Weiteren werden Methoden und Vorgehensweisen vorgestellt, welche bei der Auswahl des Lieferanten unterstützen und somit helfen, das Risiko des Outsourcings zu reduzieren.
Einführung
Ein moderner PKW besteht aus über 12.000 Teilen. Infolgedessen ist es fast unmöglich für Original Equipment Manufacturers (OEMs) alles selbst zu entwickeln und zu produzieren. (Con-tractor et al., 2011) OEMs lagern rund 70% ihrer Wertschöpfung an Zuliefe-rer aus. (Wildemann, 2004) In jüngster Zeit wurde es immer gängiger neben reinen Produktionsaufgaben an Liefe-ranten auch Entwicklungsleistungen an Dienstleister zu vergeben. Solche Dienstleister werden im Folgenden auch als Lieferanten bezeichnet. Diese sourcen wiederum Teile der Entwick-lung von anderen Parteien im Zulie-fernetzwerk. Aus diesem Grund ist das Thema Outsourcing von Entwicklungs-leistungen für zahlreiche Teilnehmer
des Wertschöpfungsnetzes von Interes-se. Mit zunehmendem Umfang der zu sourcenden Leistung nimmt allerdings meistens auch die Komplexität zu.
Der Trend hin zu Outsourcing wur-de unter anderem durch die Globalisie-rung, neue Informationstechnologien als auch dank niedriger Lohniveaus in Entwicklungsländern verstärkt. Zunehmende Bedeutung gewinnt die Möglichkeit durch Outsourcing welt-weit Wissen zu beziehen. Viele Unter-nehmen distribuieren heutzutage ihre Produkte international. Dies macht es notwendig, diese an lokale Bedürf-nisse der Kunden anzupassen, wofür Ingenieure mit unterschiedlichem kulturellem Hintergrund notwendig sind. Des Weiteren hat sich die Kom-plexität von Fahrzeugen erhöht und für die Entwicklung sind Spezialisten
verschiedenster Felder notwendig. Es ist nicht immer zielführend all diese Kompetenzen in der Organisation auf-zubauen. Outsourcing ermöglicht es, von außerhalb des Unternehmens be-findlichem Know-How zu profitieren. (Bardhan & Jaffee, 2011) Abbildung 1 zeigt, dass mit zunehmender Komple-xität der outgesourcten Tätigkeit die Bedeutung des Kosteneinsparungsef-fekts geringer wird und der Zugang zu Wissen an Einfluss gewinnt. Orga-nisationen stehen vor der Herausforde-rung, Produkte mit hoher Qualität zu geringen Kosten schnellstmöglich zu entwickeln.
Risiken
Outsourcing ist verbunden mit zahl-reichen Risiken, von denen einige
Foto: Fotolia

33WINGbusiness 2/2013
FACHArtIKEL
durch vorrausschauendes Handeln und Management verringert oder ver-mieden werden können. Generelle Risiken von Outsourcing gelten auch für Entwicklungsleistungen, wobei manche davon hier einen besonders hohen Einfluss haben. Bei der Vergabe von solchen Leistungen spielt die Ge-fahr der Abhängigkeit vom Lieferanten eine äußerst große Rolle. Bei Entwick-lungsleistungen handelt es sich um wissensintensive Tätigkeiten und das Outsourcing solcher Aktivitäten kann dazu führen, dass Kompetenzen im Haus verloren gehen und nach einiger Zeit nicht mehr vorhanden sind. Dies versetzt das Unternehmen in eine schlechte Verhandlungsposition und begrenzt die Möglichkeiten im Fall einer Preiserhöhung oder mangelnder Leistung durch den Lieferanten (Zahn et al., 2007). Hinzu kommt, dass eine Insolvenz des Lieferanten ernste Folgen haben könnte. (Hermes & Schwarz, 2005)
Dass extremes Outsourcing von Entwicklungsleistungen zu ernsthaf-tem Know-How-Verlust führen kann, zeigt die Erfahrung eines Automobil-herstellers, welcher in allen Marktseg-menten tätig ist. Dieser vollführte eine radikale Veränderung des Produktent-wicklungsprozesses und lagerte bis zu 85 Prozent seiner Entwicklungsleistun-gen aus. Nach einiger Zeit war das Un-ternehmen nicht mehr in der Lage, die Funktionsweise und das Zusammen-wirken kritischer Komponenten zu ver-
stehen. Die Manager dieses Automobil-herstellers hoben in Interviews hervor, dass es nahezu unmöglich ist, Systeme zu integrieren, ohne detailliertes Wis-sen über die einzelnen Komponenten zu haben. Zusätzlich kommt hinzu, dass ein opportunistisches Verhalten des Lieferanten nur schwer verhindert werden kann. (Zirpoli & Becker, 2011)
In der Vorentwicklungs-phase müssen sehr oft Kom-promisse für Trade-Off-Entscheidungen gefunden werden. Wenn diese vom Lieferanten gefällt werden, kann das zu Problemen im Zuge der Entwicklungspha-se führen. Um frühe Desi-gnentscheidungen fällen zu können, ist neben spezi-alisiertem Wissen auch ein generelles Verständnis des Zusammenwirkens der ein-zelnen Systeme und Kom-ponenten notwendig. Steigt der Grad des Outsourcings über ein kritisches Level, geht diese Fähigkeit ver-loren. (Zirpoli & Becker, 2011)
Eines der Hauptargumente für Outsourcing sind die Kostenvorteile die damit generiert werden können. Unzureichende Planung und man-gelhafte Realisation können jedoch zu erhöhten Kosten führen. Transak-tionskosten fallen zusätzlich zu den
Kosten für die outgesourcte Leistung an und werden oftmals unterschätzt. (Hermes & Schwarz, 2005) Zu solchen Kosten zählen unter anderem Kosten für die Anbahnung, die Übergabe an den Lieferanten sowie Überwachungs- und Koordinationskosten. Es ist meist schwierig diese Kosten exakt zu be-stimmen und deshalb ist oft nur eine grobe Abschätzung möglich. (Contrac-tor et al., 2011) Die Vergabe von Ent-wicklungsleistungen ist zudem durch eine hohe Unsicherheit geprägt, da sich die Rahmenbedingungen sehr schnell ändern können.
Verminderung des Risikos
Ein koordiniertes Vorgehen und Pla-nung vor Beginn des Outsourcings machen es möglich, Risiken zu verrin-gern bzw. zu verhindern. Dazu ist eine detaillierte Analyse der zu sourcenden Tätigkeit notwendig. Abbildung 2 zeigt eine Vorgehensweise, welche beim Outsourcing von Entwicklungsleistun-gen in der Anbahnungsphase unter-stützen soll. Der Betrachtungszeitraum beginnt hierbei nach der Make-or-Buy-Entscheidung. Zu Beginn ist es wich-tig, Ziele und Anforderungen für die
Vergabe zu definieren. Diese werden in späteren Schritten dem Lieferanten kommuniziert und fließen bei der Lieferantenauswahl ein. In der Mo-dellierungsphase wird bestimmt, wie die Zusammenarbeit mit dem Dienst-leister aussehen soll. Das Wertschöp-fungsnetzwerk und die Beziehungs-
Abbildung 1: Treiber von Outsourcing bezogen auf das Personal (Farrell, 2003)
Abbildung 2: Risikominimierung durch koor-diniertes Vorgehen in der Anbahnungsphase

34 WINGbusiness 2/2013
FACHArtIKEL
konstellationen können mit Hilfe von Baumdiagrammen gut dargestellt werden. Solche Diagramme geben ei-nen Überblick über die einzelnen Lie-feranten sowie Sub-Lieferanten und zeigen, wie diese eingebunden sind. Dies fördert das Verständnis beim Lie-feranten als auch in der outsourcenden Organisation. Ein weiteres Hilfsmittel sind Schnittstellenvereinbarungen, wel-che alle Tätigkeiten, die für die fremd zu vergebende Leistung durchgeführt werden müssen, auflisten und festle-gen, ob diese vom Lieferanten oder vom Unternehmen selbst ausgeführt werden. Umfassendere Schnittstellen-vereinbarungen regeln zudem, ob Par-teien über den Verlauf und Ergebnisse in Kenntnis gesetzt werden müssen, ob die andere Partei Unterstützung leistet und ob eine Freigabe notwendig ist. (Schneider, 2011)Erfahrungen zeigen, dass mit dem Outsourcing von Entwicklung oftmals nur unzufriedenstellende Ergebnisse erzielt werden. Dabei können bereits einfache und bewährte Qualitätstech-niken helfen, Risiken vorzeitig zu erkennen. Nachdem die Rahmenbe-dingungen geklärt sind, sollte eine Ri-sikoanalyse durchgeführt werden. Ein Tool, welches sich dazu anbietet, ist die Fehlermöglichkeits- und -einflussa-nalyse (FMEA). Diese hilft sowohl all-gemeine als auch lieferantenbezogene Risiken zu erkennen und zu bewerten. Dadurch ist es möglich, den Risiken
entgegenzuwirken und sie bei der Aus-wahl des Lieferanten zu berücksichti-gen. Abbildung 3 zeigt eine vereinfach-te FMEA, in der die Bedeutung (B) des Risikos und die Auftretenswahrschein-lichkeit (A) bewertet werden. Eine zu-sätzliche Risikomatrix hilft kritische Punkte zu erkennen. (Brückner, 2012) Die Ergebnisse der Risikoanalyse flie-ßen in die Verhandlungen mit dem Lieferanten ein. Da die Resultate aus den Verhandlungen einen Einfluss auf die Risikoanalyse haben, muss diese während des Verhandlungsprozesses adaptiert werden.
Um unnötiges Risiko zu vermeiden, müssen Lieferanten mit Bedacht und Vorsicht ausgewählt werden. Bei der Wahl sind mehrere Stakeholder mit un-terschiedlichen Sichtweisen involviert. Die Einkaufsabteilung beispielsweise verfolgt andere Ziele als die Entwick-lungsabteilung. Es besteht die Gefahr, dass Parteien voreingenommen sind und einen Lieferanten von vorneher-ein bevorzugen. Jedoch sollte jeder die gleiche Chance haben und der am besten geeignete Lieferant den Auftrag erhalten. Eine Nutzwertanalyse kann bei der Wahl des Lieferanten unterstüt-zen und erhöht die Objektivität. Als Kriterien für die Lieferantenauswahl können unter anderem der Preis, der zeitliche Rahmen, die Qualität, die Kompetenz als auch die Zuverlässig-keit dienen.
Erfahrungen aus vergangenen Pro-jekten sind sehr hilfreich bei der Wahl des Lieferanten. Dies gilt besonders für den Fall, dass das Unternehmen nicht die Kompetenz hat, den Lieferanten zu bewerten. (Liao et al., 2010) Aus die-sem Grund sollten nach Abschluss des Outsourcingprojektes die gewonnenen Erfahrungen in eine Datenbank einge-pflegt werden. Dabei sollte der Liefe-rant nach den zu Beginn des Projektes festgelegten Anforderungen bewertet werden.
Das hier vorgestellte Handlungsmo-dell eignet sich von Seiten der Komple-xität eher für das Outsourcing von Ent-wicklungstätigkeiten im System- und Komponentenumfang. Wollen OEMs ganze Fahrzeuge sourcen, sind um-fangreichere Modelle zu empfehlen.
Management Summary
In den letzten Jahren hat sich Outsour-cing auch im Bereich von Entwick-lungsleistungen etabliert. Es bietet zahlreiche Chancen für Unternehmen, ist aber nicht ohne Risiko. In der Au-tomobilindustrie sind kurze Entwick-lungszeiten essentiell. Probleme bei outgesourcenten Leistungen können die Entwicklung verzögern und ho-hen Kosten verursachen. Um Risiken zu minimieren, ist eine durchdachte Vorgehensweise zwingend notwendig. Einfache Hilfsmittel können dabei un-terstützen.
Literatur
Bardhan, A., & Jaffee, D. (2011). Glo-balization of R&D: Offshoring inno-vative activity to emerging economies. In F. Contractor, K. Vikas, K. Sumit, & T. Pedersen (Eds.), Global Outsourcing and Offshoring: An Integrated Ap-proach to Theory and Corporate Stra-tegy (S. 48-72). Cambridge: Cambridge University Press.
Brückner, C. (2012). Fehlermöglich-keits- und -einflussanalyse (FMEA). In G. Kamiske (Hrsg.), Handbuch QM-Methoden – Die richtige Methode auswählen und erfolgreich umsetzen (S. 689-705). München: Carl Hanser Verlag.
Contractor, F., Vikas, K., Sumit, K., & Pedersen, T. (2011). Global outsour-cing and offshoring: in search of the optimal configuration for a company. In F. Contractor, K. Vikas, K. Sumit, &
Abbildung 3: Risikoanalyse & Risikomatrix

3�WINGbusiness 2/2013
FACHArtIKEL
T. Pedersen (Eds.), Global Outsourcing and Offshoring: An Integrated Ap-proach to Theory and Corporate Stra-tegy (S. 3-47). Cambridge: Cambridge University Press.
Farrell, D. (2003). Offshoring: is it a win-win game? McKinsey Global Insti-tute. San Francisco.
Hermes, H.-J., & Schwarz, G. (2005). Outsourcing: Chancen und Risiken, Erfolgsfaktoren, rechtssichere Umset-zung. München: Rudolf Haufe Verlag.
Liao, Y., Liao, K., & Hutchinson, R. (2010). A conceptual framework for prototyping outsourcing in new pro-duct development: A knowledge-based view. Journal of Manufacturing Tech-nology Management, 21(1), 122-138.
Schneider, K. (2011). Modernes Sour-cing in der Automobilindustrie. Wies-baden: Gabler.
Wildemann, H. (2004). Entwick-lungstrends in der Automobil- und Zu-lieferindustrie: Eine empirische Studie, München: TCW.
Zahn, E., Ströder, K., & Unsöld, C. (2007). Leitfaden zum Outsourcing von Dienstleistungen. Stuttgart: Indus-
trie- und Handels-kammer Region Stuttgart.
Zirpoli, F., & Becker, M. C. (2011). The limits of design and en-gineering outsour-cing: performance integration and the unfulfilled pro-mises of modulari-ty. R&D Manage-ment, 41(1), 21-43.
Autor:
Dipl.-Ing.Bernd Kleindienstwiss. Mitarbeiter am Lehrstuhl für Wirtschafts- u. Betriebswissenschaften, Montanuniversität Leoben Dipl.-Ing. Bernd Kleindienst ist seit Ok-tober 2012 als wissenschaftlicher Mit-arbeiter im Schwerpunktbereich An-lagen- und Produktionsmanagement am Lehrstuhl für Wirtschafts- und Betriebswissenschaften der Montan-
dipl.-Ing.
Bernd Kleindienst
Wiss. Mitarbeiter am Lehrstuhl für Wirt-schafts- u. Betriebswis-senschaften, Montanu-niversität Leoben
universität Leoben beschäftigt. Nach Abschluss der Matura an der HTBLu-VA Graz Gösting (Bulme) studierte er Wirtschaftsingenieurwesen-Maschi-nenbau mit Schwerpunkt Production Science and Management an der Tech-nischen Universität Graz. Im Laufe seiner Ausbildung konnte Herr Klein-dienst bereits praktische Erfahrung in verschiedenen Bereichen durch diverse Praktika (u.a. Epcos OHG, Thyssen-Krupp Aufzüge GmbH, BMW Motoren GmbH, Teer Coatings Ltd.) und seine Diplomarbeit (MAGNA STEYR Fahr-zeugtechnik AG & CoKG) sammeln.
dipl.-Ing. dr.techn. Georg Zinell - neuer Partner bei Blue Corporate Finance AG
Die BlueCF berät vorwiegend Mittelständische Unternehmen bei Mergers&Acquisitions, MBO, MBI und kapitalseitigen Restrukturierungen. Da-bei hat die Blue Corporate Finance in den letzten Jahren über 110 Transaktionen mit einem Gesamtwert von über 3,5 Mrd. EUR abgewickelt.Dr. Georg Zinell kommt, wie fast alle Partner der BlueCF, aus dem operativen Geschäft in der Industrie. Vor seiner Partnerschaft bei BlueCF war er Mitglied der Geschäftsführung von Humanic einer Schuh-Einzelhandelsgruppe mit über 1.000 Mitarbeitern und ei-ner voll entwickelten Multi-Channel-Retailing-Suite. Als Berater bei McKinsey & Company (Wien) war er zuvor in der Automobil-, Elektrizitäts- und Telekommunikationsindustrie tätig. Während seiner Universitätszeit an der TU-Graz assistierte er an der Abteilung für Betriebswirtschaftslehre und BetriebssoziologieDr. Georg Zinell hat Expertise im Bereich Retailing, e-Business, Logistik, Auto-motive & Assembly und wird sich auch bei der BlueCF verstärkt in den Sektoren Handel & E-Commerce sowie Automotive & Industrials einbringen. Dazu hat die BlueCF neben Zürich, München, Leipzig und London nunmehr ein Büro in Graz eröffnet.
LEUtE/KÖPFE

36 WINGbusiness 2/2013
UNINACHrICHtEN
Werner Schröder
Arbeitsgruppe Asset Life Cycle Management
Seit Ende 2010 beschäftigt sich eine Arbeitsgruppe der Österreichischen
technisch-wissenschaftlichen Vereini-gung für Instandhaltung und Anlagen-wirtschaft (ÖVIA) mit dem Themenge-biet des Asset Life Cycle Managements. Ziel des Arbeitskreises ist es, vor allem den Knowhow-Transfer von der Nut-zungsphase in die Neuinvestitionspha-se von Anlagen zu verbessern.
Der Fokus liegt dabei in der Erar-beitung von Struktur-, Vorgehens- und Bewertungsmodellen, die den Wissens-transfer von einem Anlagenlebenszyk-lus auf die nächste Anlagengeneration sicherstellen bzw. verbessern sollen.
Die Themenschwerpunkte umfassen dabei:
LebenszykluskostenmodelleInstandhaltungsgerechte Konstruk-tion (Maintainability Checklisten)TPM-gerechte AnlagenEnergieeffizienz in der Konstrukti-on sowieRüstzeitoptimierung und Flexibili-sierung
Vor allem dem Anlagenbetreiber sol-len dadurch Tools zur Verfügung ge-stellt werden, um bei Neuinvestitionen
die Kosten über den gesamten Anlagenle-benszyklus besser ab-schätzen zu können. Zu Beginn wurde ein Kostenmodell for-muliert, welches als Grundstruktur für die Erfassung und Verar-beitung der Lebens-zykluskosten dient. Ziel ist es, mögliche Unsicherheiten bei einer Neuinvestition frühzeitig zu erkennen, um bereits in der Entwicklungs- und Projektierungs-phase gegenzusteuern zu können.
Auf Basis dieses Kostenmodells wer-den immer wieder Themengebiete aus den oben genannten Schwerpunkten aufgegriffen und unternehmensspezi-fisch diskutiert sowie Lösungsverschlä-ge erarbeitet und praktisch erprobt.
Zur Organisation:
Arbeitskreistreffen finden ca. 3-4 Mal jährlich statt, alternierend bei den teilnehmenden Unternehmen. Die Teilnehmer kommen dabei aus ver-schiedenen Branchen (Automotiv,
Pharmaindustrie, Lebensmittelin-dustrie sowie Dienstleister).
Als fachlich-wissenschaftlicher Inputgeber beteiligt sich auch der Lehrstuhl Wirtschafts- und Be-triebswissenschaften der Montanu-niversität Leoben, wobei ganz klar anwendungsorientierte Lösungen im Vordergrund stehen. Die organi-satorische Leitung übernimmt die ÖVIA.
Für Fragen rund um den Arbeits-kreis steht ihnen Hr. Dr. Werner Schröder ([email protected]) von der Montanu-niversität Leoben gerne zur Verfü-gung.

37WINGbusiness 2/2013
UNINACHrICHtEN
Christian rainer
�0 Jahre Wirtschafts- und Betriebswissenschaften an der Montanuniversität Leoben
Am 28. Februar 2013 feierte das De-partment für Wirtschafts- und Be-
triebswissenschaften (WBW) der Mon-tanuniversität Leoben sein 50-jähriges Bestehen. Die Universitätsprofessoren Albert Oberhofer als Gründervater und Hubert Biedermann als derzei-tiger Leiter des Departments eröffne-ten den Festakt mit einem Rückblick auf 50 Jahre WBW. Es folgten interes-sante Interviews und eine spannende Podiumsdiskussion mit Teilnehmern aus Forschung, Industrie und Politik.
Prof. Josef Wohinz von der TU Graz hob in seinem Interview die Entwick-lung des sehr spezifischen Arbeitsfeldes der Wirtschafts- und Betriebswissen-schaften an Technischen Universitäten hervor. Unter dem Begriff Techno-ökonomie werden dabei ökonomische Problemstellungen auf Basis technisch-naturwissenschaftlicher Grundlagen bearbeitet. Vor allem in den Bereichen Anlagen- und Qualitätsmanagement, sowie im Wissens- und Generic Ma-nagement hat das WBW hierbei Pio-nierarbeit geleistet.
Der Rektor der Montanuniversität Leoben Prof. Wilfried Eichlseder be-
tonte, dass Techniker bzw. Ingenieure von heute neben naturwissenschaft-lich-technischer Problemlösungs-kompetenz zur Produkt- und Prozes-sinnovation auch Fertigkeiten und Fähigkeiten besitzen müssen, um den Anforderungen von Ökonomie und Ökologie Rechnung tragen zu können. Zusammen mit Führungs- und Sozi-alkompetenz wird damit am WBW jedem Absolventen das Rüstzeug zur wirtschaftlichen Begründung seines Handelns vermittelt.
Der Bürgermeister von Leoben Dr. Matthias Konrad strich den Bei-trag des WBW zur wirtschaftlichen Entwicklung der Stadt in den letzten Jahrzehnten hervor. Bereits Mitte der 90er Jahre erkannte man, dass Logistik eine wesentliche Rolle in der globalen Wirtschaftsentwicklung spielt, und so entstand die Idee Logistik in Leo-ben zu etablieren. Der im Jahr 2002 erfolgreich eingeführte Studienzweig „Industrielogistik“ ist ein Beweis für die Richtigkeit des Weges, und vor allem auf die gute Zusammenarbeit zwischen Stadt und Montanuniversität zurückzuführen, meinte Konrad.
Dr. Hannes Androsch, Vizekanz-ler und Finanzminister a. D., wies in seinem Interview darauf hin, dass das einzige was man jungen Menschen mitgeben kann, um ihren Lebensweg erfolgreich zu gestalten, die Bildung sei.
Er erwähnte, dass innerösterrei-chische als auch internationale Bewer-tungen die hohe Qualität der Mon-tanuniversität bestätigen, und hob die Wichtigkeit von Innovation als Treibstoff für die wirtschaftliche Ent-wicklung und Wachstum hervor. Die Genialität und Inspiration der Ingeni-eurwissenschaften müsse man mit den ökonomischen Begrenzungen verbin-den, erklärte er.
Der Vorstandsvorsitzende der vo-estalpine AG, Dr. Wolfgang Eder, und der langjährige ehemalige Präsident der Industriellenvereinigung und Auf-sichtsratsvorsitzende der Mondi AG, Dr. Veit Sorger hielten Impulsvorträge zum Thema „Techno-ökonomische“ Dynamik und den Fragestellungen, welche Herausforderungen – insbeson-dere hinsichtlich Bildungs- und Stand-ortpolitik – zu bewältigen sind, um
Foto: Montanuniversität Leoben

38 WINGbusiness 2/2013
UNINACHrICHtEN
österreichische Industrieunternehmen wettbewerbsfähig zu halten. Beide waren sich einig, dass der Wirtschafts-standort Österreich nur durch massive Investitionen in Bildung und verstärk-te Forschungsaktivitäten langfristig ab-zusichern sei.
Die anschließende Podiumsdiskus-sion mit Dr. Hannes Androsch, Maga Kristina Edlinger-Ploder (steirische Landesrätin für Wissenschaft und For-schung), Dr. Helmut Langanger (Auf-sichtsratsmitglied mehrerer internati-onaler Erdölunternehmen), Dr. Georg Pölzl (Generaldirektor der Österrei-chischen Post AG), Dr. Veit Sorger,
Dr. Klaus Woltron (Unternehmer) und Prof. Hubert Biedermann widmete sich derselben Thematik. Kristina Edlinger-Ploder meinte, man müsse die Technik attraktiver für Jugendliche machen: „Es bringt nichts Schülern zu sagen, dass sie in technischen Berufen mehr ver-dienen werden. Sie brauchen mehr Be-geisterung!“ Helmut Langanger, selbst Absolvent der Montanuniversität, be-tonte, dass die Beziehungen zwischen der Industrie und den Hochschulen ein Geben und Nehmen sein muss: „Hoch-schulen und Industrie müssen sich glei-chermaßen bewegen und aufeinander zugehen.“ Klaus Woltron und Hubert
Biedermann verwiesen ebenfalls auf die Wichtigkeit der Kooperation mit der Industrie: „Die Durchlässigkeit zwischen Industrie und Universitäten bei gleichbleibend hoher Qualität in Ausbildung und Forschung wird ein Schlüsselfaktor für die Zukunft sein“.
Vor dem geselligen Ausklang fan-den noch Ehrungen, sowie die erst-malige Verleihung von Forschungssti-pendien und des ersten MBA-Awards statt. Letzterer zeichnet hochkarätige wissenschaftliche Arbeiten im Rah-men des MBA-Programms „Generic Management“ an der Montanuniversi-tät Leoben aus.
60. Geburtstag von dipl.-Ing. dr. Hans-Jörg Gress
WING-Präsident Dipl.-Ing. Dr. Hans-Jörg Gress feierte am 30. März 2013 seinen 60. Geburtstag. Der gebürtige Innsbrucker und nach wie vor bekennende Tiroler studierte an der TU Graz Wirtschaftsingenieurwesen-Maschinenbau und schloss sein Diplom 1979 ab. Anschließend war er als Universitätsassistent bei Prof. Veit am Institut für Betriebswirtschaftslehre und Betriebssoziologie tätig, wo er 1983 im Fachgebiet Controlling promovierte.Bereits in seiner Zeit als wissenschaftliche Hilfskraft und seiner Assistentenzeit an der BWL war er aktiv für den Wirtschaftsingenieurverband tätig.1984 wechselte er zur Firma Adidas Austria AG nach Klagenfurt, wo er bis 1990 die Funktion eines kaufmännischen Leiters innehatte. Ab 1990 war er für die Jungbunzlauer Gruppe, zuerst als Chief Operating Officer, dann als Chief Financial Officer und von 2003 bis 2012 an der Konzernspitze als Chief Executive Officer tätig. Er leitete den internationalen Konzern sehr erfolg-reich von Wien und von Basel aus und übergab 2012 seine Funktion an seinen Nachfolger.Seit dieser Zeit ist Hans-Jörg Gress in beratenden Funktionen, als Investor und in verschiedenen Aufsichtsrats- und Beiratsfunktionen tätig.Nicht zu vergessen natürlich seine Tätigkeit als Präsident des Österreichischen Verbandes der Wirtschaftsingenieure, den er seit 2006 sehr aktiv leitet.Auf seine Initiative ist u.a. der enge Schulterschluss mit den Schwesterverbänden in Deutschland und der Schweiz zurückzuführen, dem vor allem die Etablierung und Qualitätssicherung der Marke „Wirtschaftsingenieur“ zu verdanken ist.Der Österreichische Verband der Wirtschaftsingenieure gratuliert sehr herzlich und wünscht dem Jubilar noch viele aktive Jahre und viel Freude im Kreise seiner Familie, Freunde und Kollegen.
Ulrich Bauer
WING-INtErN

39WINGbusiness 2/2013
WINGNEt
Der Kongress der Wirtschaftsinge-nieure ist eine Veranstaltung, die
alle zwei Jahre abwechselnd in Wien oder Graz stattfindet.
Der 20. Kongress der Wirtschafts-ingenieure wird nächstes Jahr in der Geburtsstadt des WING, Graz, statt-finden
Nach dem sehr erfolgreichen letz-ten Kongress sind die Erwartungen für diese Veranstaltung dementsprechend hoch. Dem Kongressteam, welches aus sechs Personen besteht, ist daher eine große Verantwortung aufgetragen worden.
Fünf Studenten sind für Organisati-on, Sponsoring und Marketing in Graz verantwortlich. Die sechste Person ist ein Mitglied des WINGnet Wien und ist für den organisatorischen Aufwand in Wien zuständig.
Falls Sie Interesse haben, den Kongress zu unterstützen, beziehungsweise zu sponsern, dann kontaktieren Sie uns bitte. Unsere Kontaktdaten finden Sie anbei.
Das Kongressteam freut sich auf die herausfordernde Organisation dieses einmaligen Jubiläumsevents.
WINGnet GrazKopernikusgasse 24/2A-8010 GrazEmail: [email protected]: www.wing-online.at/kon-gress
Projektleitung:
Jovo GajicTel.: +43 664 9700911Email: [email protected]
Sponsoring:
Moritz GräfeTel.: +43 680 5579587Email: [email protected]
Johannes GasserTel.: +43 680 5065253Email: [email protected]
Marketing:
Miguel PachecoTel.: +43 664 2409448Email: [email protected]
Jan SachtlebenTel.: +43 664 2276897Email: [email protected]
Organisatorische Angelegenheiten in Wien:
Helmut SchwarzeTel.: +43 680 5014338 Email: [email protected]
Jubiläumskongress der Wirtschaftsingenieure
22.–24. Mai 2014 in Graz Der 20. Kongress der Wirtschaftsingenieure Österreichs wird vom 22.–24. Mai 2014 in Graz mit dem Thema „Erfolgsmodell Wirtschaftsingenieur: Unternehmerische Herausforderungen und Lösungen“ stattfinden. Bei dieser Veranstaltung handelt es sich um ein Doppeljubiläum. Zum einen feiert der WING den 20. Kongress, zum anderen auch sein 50-jähriges Bestehen. Dieses Event wird vom Kongressteam (Bild), bestehend aus Studenten des WINGnet Graz und WINGnet Wien, organisiert.
Kongressteam 2014 (von links nach rechts): Johannes Gasser, Jovo Gajic, Miguel Pacheco, Jan Sachtleben, Moritz Gräfe, Helmut Schwarze (Bild unten)

40 WINGbusiness 2/2013
Harald Wipfler
rückblick Forum techno-Ökonomie 2013 Die Zukunft von Unternehmen wird maßgebend von Fragestellungen an der Schnittstelle von Technik und Wirtschaft geprägt. Das Forum Techno-Ökonomie der Technischen Universität Graz präsentierte das breite Spektrum techno- ökonomischer Aufgabenstellungen und zeigte, welche Themen aktuell bearbeitet werden und künftig an Bedeutung gewinnen.
Das Fachgebiet der Techno-Ökono-mie liefert wichtige Beiträge für
die zukunftsorientierte Entwicklung von Technologieunternehmen. Grund-lage dafür bildet die interdisziplinäre Auseinandersetzung in Bereichen wie Technologiemanagement, Innovation, Industrielogistik, Betriebsinformatik oder Betriebssoziologie. An der Fa-kultät für Maschinenbau und Wirt-schaftswissenschaften der Technischen Universität Graz arbeiten fünf Institute an techno-ökonomischen Fragestellun-gen. Ihr Ziel, angewandte Forschung mit Praxis zu verbinden, wurde nun erstmals auch in einem neuen Veran-staltungsformat realisiert. Am 11. April 2013 konnten Führungskräfte aus ver-schiedenen Unternehmen das Arbeits-spektrum der Wirtschaftsinstitute ken-nenlernen.
Die große Bandbreite techno-öko-nomischer Aufgabenstellungen wurde bereits in den einleitenden Vorträgen der Professoren deutlich: Wie können Technologieunternehmen ein schlag-kräftiges Einkaufs- und Beschaffungs-management entwickeln? Wie sieht die Zukunft der Produktion in Hochlohn-
ländern aus? Was bedeutet Unterneh-mensführung im Spannungsfeld von Strategieentwicklung, Technologiema-nagement und Innovationsmanage-ment? Und welche Rolle haben Hypes und wie kann das Management damit umgehen?
Im Anschluss unternahmen die Teilnehmerinnen und Teilnehmer eine Reise durch die Forschungslandschaft der Institute. In 15 Kurzvorträgen er-
hielten sie einen kompakten Überblick zu den aktuellen wissenschaftlichen Projekten des Fachbereichs. Ausführ-
liche Informationen konnten dann bei der Poster-Session ausgetauscht wer-den.
Den vielleicht wichtigsten Teil der Veranstaltung bildete die abschlie-ßende Diskussionsrunde, in der die Gäste ihre Sicht auf die im Moment für Unternehmen wichtigen Themen und Herausforderungen darlegen konnten. Dabei ging es auch um Fra-gen zur Ausbildung künftiger Wirt-
schaftsingenieurinnen und -ingenieure und die Anforderungen an angehende Führungs-kräfte. Ein zentrales Ziel des Forums Tech-no-Ökonomie war es, mit Vertretern der Wirtschaft in Kontakt zu treten. Hoffentlich kann dieser positive Austausch weiterge-führt und auch in der einen oder anderen Kooperation umge-
setzt werden. Eine jährliche Wiederho-lung der Veranstaltung ist geplant.<http://techno-oekonomie.tugraz.at>
Grafik: ©M.studio-Fotolia
UNINACHrICHtEN
Foto: Martin Zinkanel

41WINGbusiness 2/2013
WINGNEt GrAZ
Moritz Gräfe
LookIN doka 2013, Graz
Am Donnerstag den 14. März 2013 durften wir die Firma Doka, ein
Unternehmen der Umdasch Gruppe, zu einem LookIN bei uns an der Tech-nischen Universität Graz willkommen heißen.
Wie bei den von uns veranstalteten Firmenpräsentationen üblich, wurde nicht nur ein Überblick über die Struk-turen eines namhaften und internatio-nal tätigen Unternehmens gegeben, sondern außerdem ein spannender Fachvortrag gehalten. In diesem Fall war das Thema eine neue „kathodische Tauchlackieranlage“ die am österrei-chischen Firmensitz von Doka in Ams-tetten installiert wurde.
Wieder einmal hatten sich zahl-reiche Studenten im Hörsaal H, der passend zu Doka ganz in gelbes Licht gehüllt war, auf dem Campus der neu-en Technik versammelt um sich weder den Vortrag noch das anschließende Buffet entgehen zu lassen.
Frau Claudia Pituely, HR Manager, begann den Abend mit einem sehr in-
teressanten Einblick in die Unterneh-menswelt der Umdasch Gruppe und insbesondere der Firma Doka. Dabei zeigte sie besonderes die Internationa-lität und Vielseitigkeit ihres Unterneh-mens auf. Doka ist einer der weltweit führenden Hersteller von Schalungslö-sungen für die Bauwirtschaft und be-schäftigt derzeit rund 5600 Mitarbeiter in 70 Ländern. Dennoch pflegt Doka als Familienunternehmen eine beson-dere Kultur in der Stabilität und Ver-lässlichkeit groß geschrieben werden.
Weiters informierte Frau Pituely über die vielfältigen Möglichkeiten die sich für Junge Technikerinnen und Techniker bei Doka bieten, sei es im Rahmen eines Praktikums, einer Abschlussarbeit oder eines Direktein-stiegs.
Dipl.-Ing. Werner Hillinger, Leiter Doka-Metallbau, referierte im An-schluss über das von ihm geleitete Projekt zur Einführung einer „katho-dischen Tauchlackieranlage“. Mit die-ser kann eine sehr effiziente, umwelt-
freundliche und qualitativ hochwertige Lackierung von Schalungsteilen er-reicht werden. Neben der technischen Komponente beleuchtete er auch die wirtschaftliche Dimension eines Pro-jektes dieser Tragweite. Durch die sehr persönliche Atmosphäre konnten auch schon während des Vortrages detail-lierte Fragen des interessierten Publi-kums beantwortet werden.
Nach den Präsentationen bot sich den Studierenden wie immer die Mög-lichkeit bei einem lockeren und form-losen Zusammenkommen individuelle Fragen zu klären und in direkten Kon-takt mit Führungspersönlichkeiten zu treten. Bestens gestärkt durch das reichhaltige Buffet diskutierten Stu-denten und Referenten noch bis in die späten Abendstunden.
Rückblickend betrachtet war der Abend ein voller Erfolg für alle Betei-ligten und wir hoffen die Vertreter von Doka bald wieder bei uns begrüßen zu dürfen.
WINGNEt WIEN
Martin tripolt
Exkursion zum Flughafen Wien
Am Donnerstag den 14.03.2013 folgten rund 30 Studenten der
Einladung des WINGnet Wien zur Ex-kursion des Flughafen Wiens. Dabei wurde hinter die Fassade des Flugha-fenbetriebs geblickt und aufgezeigt welche Komplexität beim ineinander-greifen der notwendigen Organisati-onen entsteht.
Mit einem derzeitigen Passagier-aufkommen von etwa 20 Millionen Reisenden pro Jahr stellt der Flugha-fen Wien einen bedeutenden Wirt-schaftsfaktor für die Region dar. Pro 1.000 abgefertigten Passagieren wird in Westeuropa bzw. in den USA ein Vollzeitarbeitsplatz mit vielfältigen Betätigungsgebieten am Standort ge-
schaffen. Neben den für den Passagier ersichtlichen Abläufen ist eine Viel-zahl von Prozessen im Hintergrund notwendig, um einen reibungslosen Betrieb sicher zu stellen. Auszugswei-se können hier Logistikaufgaben wie Gepäckbeförderung, Essensbereitstel-lung, Reinigungstätigkeiten oder auch die Betankung genannt werden.
Um die gewünschte Bodenzeit des Flugzeuges bei etwa 45 Minuten zu halten, bedarf es einer genauen Ko-ordination der beteiligten Organisa-tionen. Die Fluglinien haben hier die Auswahl aus mehreren Anbietern für die jeweilige Dienstleistung zu wählen, sei es das Catering oder auch der Ge-päcktransport.
Im „VISITAIR Center“, dem Besu-cherzentrum des Flughafen Wiens, hielt Ing. DI (FH) Bernhard Winter einen etwa einstündigen Vortrag über den täglichen Betriebsablauf und sich daraus resultierenden Herausforde-rungen. Besonders das Thema Sicher-heit spielt in der Luftfahrt eine große Rolle und ist mit den internationalen „ICAO Standards“ niedergeschrieben, dadurch wird ein einheitliches Vorge-hen auf den globalen Flughäfen sicher gestellt.
Für die Landung gibt es auszugs-weise drei grundlegende Systeme die dem Piloten beim Aufsetzen mit etwa 3° Neigungswinkel auf der Landebahn

42 WINGbusiness 2/2013
helfen. Diese basieren auf Funk, GPS und optischer Technik.
Nach dem Vortrag ging es auf eine Busrundfahrt über das Vorfeld, für diese „VISITAIR Tour“ wurden die, für Flugpassagiere üblichen Sicher-heitskontrollen durchlaufen. Die Tour führte entlang der Technikhallen der Austrian Airline zunächst zum Areal der Privatflugzeuge und folglich zu den Abfertigungsterminals. Besonder-heiten stellten hier Informationen zur Bewältigung von Schnee und Eis dar, die aufgrund hoher Korrosionsanfor-derungen in der Luftfahrt speziellen Anforderungen genügen müssen. Die Schneeräumung der Flächen erfolgt dabei mit parallelversetzt fahren-den Pflügen und der Abtransport des Schnees zu ausgewiesenen Plätzen. Die Eisfreiheit des Bodenbelags wird
mit Ameisensäure gewährleistet und mit einem Anhänger der Reibbeiwert geprüft. Zur Enteisung der Flugzeuge wird eine gallertartige Glykolmi-schung verwendet, die auf deklarierten Plätzen mit Spezialfahrzeugen ver-sprüht, gesammelt, wiederverwendet und entsorgt wird. Die Betankung der Flugzeuge wird großteils durch ein unterirdisch verlaufendes und unter etwa 8 bar Druck stehendes Rohrsys-tem vollzogen, welches Tankfahrzeuge vermeidet. Dispenser-Fahrzeuge stellen die Schnittstelle zwischen Rohrauslass und Flugzeug dar und filtern das zu be-tankende Kerosin. Kommt es zu einem ungewollten Leck des Rohrsystems, wenn bspw. ein Bagger versehentlich die Leitung beschädigt, so wird dies vom System nicht erkannt und eine Treibstofffontäne entsteht. Der resul-
tierende Druckverlust könnte ja auch von einer weiteren Betankung stam-men und somit wird die Pumpleistung weiter erhöht, bis der „Not-aus“ betäti-gt wird.
Wir bedanken uns nochmals herz-lichst bei Ing. DI (FH) Bernhard Win-ter, der uns diese interessante Exkur-
sion ermöglicht hat und keine Frage unbeantwortet ließ.
Ein bisschen fix! - IMC-Main-Event 2009-2013
IMC
Begonnen hat alles mit dem Thema „Karriere in der Krise?!“. Erstmals
2009 schaffte es der Industrial Manage-ment Club (IMC) ein Main Event aus-zurichten. Zirka 80 Teilnehmer folgten damals einer Podiumsdiskussion von Direktoren und Geschäftsführern der Industrie mit Headhunters und Profes-soren. Zwei Stunden wurde sehr konträr und spannend über die Auswirkungen der Krise auf die Karrierechancen von Wirtschaftsingenieuren diskutiert. 2010 wurde die Veranstaltung auf die Burg Oberkapfenberg verlegt, welche dem Motto „Leidenschaftlich unter-nehmerisch“ folgte. Drei Unternehmer präsentierten damals den über hundert Teilnehmern ihre Visionen und Ideen, wie Unternehmen durch leidenschaft-liches Unternehmertum erfolgreich sein können – darunter waren der Geschäftsführer der Ringana Frische-kosmetik aus Hartberg sowie Walter
Arzberger mit seiner beeindruckenden Likörmanufaktur aus Mariazell. Doch ohne entsprechende Netzwerke geht heute gar nichts mehr und so referierte 2011 Dr. Magda Bleckmann über ihr neues Buch „Die geheimen Regeln der Seilschaften“ und stattete die Teilneh-mer mit vielen goldenen Regeln für erfolgreiches Netzwerken aus. „Zuerst geben, dann nehmen“ war ein davon, die besonders im Vordergrund stand und viele der Anwesenden zum inten-siven Nachdenken anregte. Im letzten Jahr feierte der IMC sein 10 jähriges Bestehen mit einem Zukunftsvortrag über die wirtschaftliche Entwicklung und einem anschließenden Kabarett zur Stärkung der Lachmuskulatur.
Der Industrial Management Club forciert über das Main Event hinaus noch eine Mehrzahl kleinerer Veran-staltungen, bei denen das persönliche Netzwerken im Vordergrund steht.
Ziel ist es, nach dem Studienabschluss den Kontakt untereinander, zur Hoch-schule und zu anderen Wirtschafts-ingenieuren zu halten, unter dem weiteren Aspekt das Berufsbild der Wirtschaftsingenieure bekannter zu machen. Daher sind bei allen IMC-Ver-anstaltungen WING-Mitglieder herz-lich willkommen.
Auch 2013 plant der Industrial Ma-nagement Club die Main-Event-Ver-anstaltungsreihe fortzusetzen. Unter dem Titel „Ein bisschen fix!“ laufen die Planungen bereits auf Hochtouren, um auch 2013 die, in der zweiten Jah-reshälfte stattfindende Veranstaltung zum Erfolg zu machen. Zudem wird 2013 die Netzwerkplattform des IMC‘s auf eine vollkommen neue technolo-gische Basis gestellt und gelauncht.
Details zum Main-Event 2013 folgen; nähere Informationen finden Sie unter: www.im-club.net.
WINGNEt/IMC

43WINGbusiness 2/2013
Lukas Schwendinger
Karrieremesse tECoNoMY Graz 2013
Ehrenamtlich, studentisch – ein Erfolg auf ganzer Linie Die TECONOMY Graz konnte sich auch dieses Jahr wieder als eine der größten Veranstaltungen unter den studentisch organisierten Events präsentieren.
Seit fast zwei Jahrzehnten organisiert der Studentenverein IAESTE Graz,
inzwischen in Kooperation mit der TU Graz, komplett ehrenamtlich die größ-te steirische Karrieremesse, die TECO-NOMY Graz. Auch dieses Jahr reprä-sentiert der Andrang der Firmen und Studierenden die Nachfrage an Absol-ventInnen der Natur- und Ingenieurs-wissenschaften auf dem Arbeitsmarkt. 86 Unternehmen aus ganz Österreich präsentierten sich auf drei Etagen der Alten Technik.
Am Donnerstag dem 25. April 2013 war es nach monatelanger Vorberei-tung soweit. Mehrere tausend Studie-rende und Interessierte besuchten die TECONOMY Graz. Nach einer offizi-ellen Eröffnung durch den Messeleiter Stefan Redl und den Rektor der TU Graz Harald Kainz begann ein lan-ger, sehr erfolgreicher Messetag. Die Kapazitäten der Räumlichkeiten wur-den durch die vielen Besucher an ihre Grenzen getrieben.
Ob nun beim Hantieren am Kran-simulator oder beim Falten des bes-ten Papierfliegers. Alle BesucherInnen kamen am Messetag auf ihre Kosten. Abgerundet wurde das ganze durch abwechslungsreiches Rahmenpro-gramm und verschiedene Vorträge zu den Themen neue Technologien, Wirt-schaftslage und Berufseinstieg. Ganz im Zeichen des Mottos der TECONO-MY – Technology meets Economy.
Exkursionen mit Recrutingcharak-ter zu Top-Unternehmen in ganz Öster-reich. Das Gegenstück zur TECONO-MY stellt das IAESTE Firmenshuttle dar. Die teilnehmenden Unternehmen bieten den Studierenden ein vielsei-tiges Programm, bei welchem sie sich ein Bild über Arbeitsplatz, zukünftige KollegInnen, Projekte und Herausfor-derungen machen können.
IAESTE Graz sieht sich mit der Or-ganisation der Karrieremesse TECO-NOMY Graz und dem Firmenshuttle als dynamische Schnittstelle zwischen Wirtschaft und Studierenden. Durch
die ehrenamtliche Arbeit der Studie-renden wird eine sehr viel persön-lichere Austauschplattform geschaffen, als z.B. durch Recrutingunternehmen. Der Austausch findet dabei direkt bei den Studierenden auf der Universität oder bei den Unternehmen selbst statt.
Zudem vermittelt IAESTE inter-nationale, bezahlte Praktika im tech-nischen und naturwissenschaftlichen Bereich. In Ländern über die ganze Welt verteilt können dabei Berufs- und Auslandserfahrung gesammelt wer-den.
Kontakt:
IAESTE LC GrazInffeldgasse 16b8010 GrazE-Mail: [email protected]: http://graz.iaeste.at
Foto: IAESTE, Graz
UNINACHrICHtEN

44
Chafour et. al.:Erfolgreich als SelbstständigerDbv-Verlag Graz, Graz 2008, 3. Auflage, 175 Seiten, EUR 11,99ISBN: 978-3-7041-0409-0
Das Buch ist ein überschaubarer Leitfaden zu den Bereichen Marketing, Finanzierung, Steuer und Recht. Es werden grundsätzliche Fachbegriffe beschrieben und anhand von Beispielen wird ein Bezug zur Praxis hergestellt.
Eignung/Leserschaft 1 (Anfänger) þoooo5(Experten)Theorie 1 (nicht behandelt) oþooo 5 (intensiv)Anwendung 1 (nicht behandelt) oþooo 5 (intensiv)
Empfehlung: neutralAndreas Flanschger
Gassner, Stefan:Instandhaltungsdienstleistungen in ProduktionsnetzwerkenSpringer Gabler Verlag, Wiesbaden 2013, 295 Seiten, EUR 61,67ISBN: 978-3-658-01366-0
Die in Produktionsnetzwerken erstellten Endprodukte führen zu verketteten und komplexen Produktionssystemen in welchen höchste Verfügbarkeits- und Zuverlässigkeitsanforderungen bestehen. Kleinere Lose und hohe Termintreue verlangen Just in Time Produktionskonzepte die darüber hinaus die Anforderungen an das Instandhaltungsmanagement erhöhen. In Produktions-netzwerken ist daher die Frage der überbetrieblichen Bereitstellung von Instandhaltungs(dienst)leis-tungen essentiell. Der Autor entwickelt theoretisch sehr fundiert ein Entscheidungsunterstützungs-tool zur kollektiven Bereitstellung dieser Leistungen bei Mehrfachzielen.
Eignung/Leserschaft 1 (Anfänger) oooþo5(Experten)Theorie 1 (nicht behandelt) oooþo 5 (intensiv)Anwendung 1 (nicht behandelt) oooþo 5 (intensiv)
Empfehlung: erstklassig, sehr empfehlenswertHubert Biedermann
Herrmann, C.:Ganzheitliches Life Cycle Management: Nachhaltigkeit und Lebenszyklusorientierung in Unter-nehmenSpringer Verlag, Heidelberg 2010, 474 Seiten, EUR 104,99ISBN: 978-3-642-01420-8
Das Buch zeigt einen Bezugsrahmen für die zur Umsetzung eines ganzheitliches Life Cycle Manage-ments benötigten Perspektiven auf. Bei seinen Überlegungen greift der Autor u.a. auch auf das St. Galler Management-Konzept zurück. Des Weiteren fließen sowohl Aspekte einer nachhaltigen Ent-wicklung als auch des gesamten Produktlebensweges in das Modell ein. Das Buch stellt wichtige Grund-lagen sowie Beispiele für die lebenszyklusorientierte Ausgestaltung von Managementdisziplinen dar.
Eignung/Leserschaft 1 (Anfänger) oooþo5(Experten)Theorie 1 (nicht behandelt) oooþo 5 (intensiv)Anwendung 1 (nicht behandelt) oþooo 5 (intensiv)
Empfehlung: gute Arbeit, empfehlenswertWerner Schröder
MEdIENCorNEr
WINGbusiness 2/2013

4�WINGbusiness 2/2013
Klinke, S.; Rohn H.:RessourcenKultur – Vertrauenskulturen und Innovationen für Ressourceneffizienz im Spannungsfeld normativer Orientierung und betrieblicher PraxisNomos Verlag, Baden Baden 2013, 405 Seiten, EUR 71,00ISBN: 978-3-8329-7482-4
Nachhaltiges Wirtschaften setzt insbesondere neue Geschäfts- und Organisationsmodelle, Lebens-stile und veränderte Nutzungsmuster; eine „RessourcenKultur“ voraus. Diese kann nur durch einen Übergang zu einer neuen Denkweise und einen Zuwachs an innerbetrieblichem Vertrauen erreicht werden. In sieben Abschnitten wird in Form eines Sammelbandes der Frage nachgegangen wie und unter welchen Bedingungen eine andere Kultur zur nachhaltigen Entwicklung erreichbar ist. Dabei liegt der Fokus auf kleinen und mittleren Unternehmen (KMU).
Eignung/Leserschaft 1 (Anfänger) oooþo5(Experten)Theorie 1 (nicht behandelt) oooþo 5 (intensiv)Anwendung 1 (nicht behandelt) oooþo 5 (intensiv)
Empfehlung: erstklassig, sehr empfehlenswertHubert Biedermann
Kreimeier D. (Hrsg.):Ressourcenorientierte Bewertung und Optimierung von ProzesskettenVDMA Verlag, Frankfurt/Main 2012, 188 Seiten, EUR 56,60ISBN: 978-3-8163-0627-6
Die Basis dieses Herausgeberbandes ist ein Verbundprojekt im Rahmenkonzept „Forschung für die Produktion von morgen“ mit dem Ziel der Entwicklung und Implementierung eines ganzheit-lichen Konzeptes zur umfassenden Bewertung und Optimierung von Prozessketten und Anlagen unter Ressourcengesichtspunkten. In dreizehn Beiträgen wird der Bogen vom Kennzahlensystem zur Bewertung und Analyse über die Problematik der Anwendung von Life Cycle Costing (LCC) bis zum Monitoring und der anwendergerechten Visualisierung von Ressourceneffizienzkenn-zahlen gespannt.
Eignung/Leserschaft 1 (Anfänger) ooþoo5(Experten)Theorie 1 (nicht behandelt) ooþoo 5 (intensiv)Anwendung 1 (nicht behandelt) ooooþ 5 (intensiv)
Empfehlung: gute Arbeit, empfehlenswertHubert Biedermann
Voegele, A.; Sommer, L.:Kosten- und Wirtschaftlichkeitsrechnung für Ingenieure – Kostenmanagement im Engi-neeringCarl Hanser Verlag, München 2012, 408 Seiten, EUR 30,80ISBN: 978-3-446-42617-7
Dieses Buch beschäftigt sich mit den Grundlagen zur Kosten- und Wirtschaftlichkeitsrechnung, mit denen jeder Ingenieur früher oder später einmal konfrontiert sein wird. Die Theorie wird anhand eines durchgehenden Fallbeispiels anschaulich erläutert. Ein didaktisch gut strukturiertes Buch für Einsteiger und auch Fortgeschrittene, um Kenntnisse auf diesem Gebiet zu erlangen bzw. zu ver-tiefen. Auf der beiliegenden CD-ROM finden sich auch weitere Übungsbeispiele und zusätzliche Inhalte zur Vertiefung sowie ein Excel-Sheet mit einem Demobeispiel.
Eignung/Leserschaft 1 (Anfänger) oþooo5(Experten)Theorie 1 (nicht behandelt) oooþo 5 (intensiv)Anwendung 1 (nicht behandelt) oooþo 5 (intensiv)
Empfehlung: gute Arbeit, empfehlenswertChristian Rainer
MEdIENCorNEr

46 WINGbusiness 2/2013
WINGNEt
WINGbusiness Impressum
Medieninhaber (Verleger)
Österreichischer Verband der WirtschaftsingenieureKopernikusgasse 24, 8010 Graz ZVR-Zahl: 026865239
Editoro.Univ.-Prof. Dipl.-Ing. Dr. Siegfried Vössner E-Mail: [email protected]
redaktion/LayoutChefin vom Dienst & Marketingleiterin:Mag. Beatrice FreundTel. +43 (0)316 873-7795, E-Mail: [email protected]
redakteureDipl.-Ing. Julia Soos E-Mail: [email protected]. Alexander Pointner E-Mail: [email protected]. Christiana Müller E-Mail: [email protected]. Wolfgang Lang E-Mail: [email protected]. Alexander Sunk E-Mail: [email protected]. Jörg Koppelhuber E-Mail: [email protected]
Anzeigenleitung/AnzeigenkontaktMag. Beatrice FreundTel. +43 (0)316 873-7795,E-Mail: [email protected]
druckMedienfabrik Graz,Steierm. Landesdruckerei GmbH, 8020 Graz, Dreihackengasse 20Auflage: 2.500 Stk.Titelbild: Fotolia
WING-SekretariatKopernikusgasse 24, 8010 Graz,Tel. (0316) 873-7795, E-Mail: [email protected]: www.wing-online.at
Erscheinungsweise4 mal jährlich, jeweils März, Juni, Oktober sowie De-zember. Nachdruck oder Textauszug nach Rücksprache mit dem Editor des „WINGbusiness“. Erscheint in wis-senschaftlicher Zusammenarbeit mit den einschlägigen Instituten an den Universitäten und Fachhochschulen Österreichs. Der Wirtschaftsingenieur (Dipl.-Wirtschafts-ingenieur): Wirtschaftsingenieure sind wirtschaftswis-senschaftlich ausgebildete Ingenieure mit akademischem Studienabschluss, die in ihrer beruflichen Tätigkeit ihre technische und ökonomische Kompetenz ganzheitlich verknüpfen. WING - Österreichischer Verband der Wirt-schaftsingenieure ist die Netzwerkplattform der Wirt-schaftsingenieure. ISSN 0256-7830
Mit einem Look IN der Konkurrenz voraus!Das WINGnet Graz bietet Ihnen in enger Kooperation mit der Technischen Universität Graz exklusiv die Möglichkeit einer Firmenpräsentation mit Recruitingzweck in den Räumen der Universität mit einem ausgewählten Fachpublikum. 1987 zum ersten Mal veranstaltet, stellt ein LookIn eine der besten Mög-lichkeiten dar - unserem Anliegen als Verein entsprechend - den Kontakt zwischen Unternehmen in der Wirtschaft und Studierenden, Professoren/innen und Universitätsassistenten/innen zu forcieren. Auf diesem Weg können Sie Ihr Unter-nehmen bei zukünftigen Mitarbeitern und Entscheidungsträ-gern positionieren und Sie erhöhen Ihren Bekanntheitsgrad bei angehenden Absolventen/innen, Professor/innen und Universitätsassistent/innen. Ein Look IN ist eine der besten Möglichkeiten aktives Recruiting bei zukünftigen, hoch qua-lifizierten Arbeitnehmer/innen zu betreiben. Darüber hinaus können Sie die angehenden Absolventen/innen auf aktuelle Probleme, Strategien und Erwartungen des Managements sensibilisieren, damit diese den Anforderungen von morgen besser entsprechen können. Dermaßen qualifizierte Arbeit-nehmer/innen bieten einen wettbewerbsentscheidenden Fak-tor, den Sie sich durch schnelles Entscheiden für unser Ange-bot sichern können.Einer unserer Projektleiter/innen wird die Organisation und Koordination der Veranstaltung übernehmen, sollten Sie un-
ser Angebot annehmen. Dazu gehört die Bereitstellung der Räumlichkeiten an der TU Graz, alle audio-visuellen Hilfs-mittel und Betreuung dieser durch einen Techniker/in wäh-rend der Präsentation und ein Buffet im Anschluss an die Veranstaltung. Wir übernehmen die Ankündigung der Ver-anstaltung mit Plakaten und Flyern, E-Mailankündigung, Eintragung auf Homepages und noch einige Möglichkeiten mehr. Wir dokumentieren für Sie die Veranstaltung mit Fo-tos, geben Ihnen ein Fragebogen-Feedback und sorgen für Berichterstattung in der Fachzeitschrift WING Business des WING Verbandes. Außerdem werden Sie auf der Partnerseite des TU Graz Career Info-Service mit Ihrem Logo und Firmen-profil für ein Jahr aufgenommen.In Ihrer Präsentation sollten Sie einen gesamtwirtschaftlichen Branchenüberblick schaffen, eine allgemeine Vorstellung Ih-rer Unternehmung, deren Produkte und Dienstleistungen, sowie die Berufsmöglichkeiten, die Sie den Studierenden anbieten können. Mit diesem Erfolgsrezept erreichen Sie ein großes Publikumsinteresse, welches Ihnen eine nachhaltige Reputation bei den Bediensteten und Studierenden sichert und Ihnen einen Zugang zu einem großen Angebot an zu-künftigen, hochqualifizierten Arbeitskräften bietet.Wir stehen Ihnen jederzeit unter [email protected] zur Verfügung.

Stellenanzeige Technischer Leiter (m / w)
Unser Kunde ist ein international tätiger Industriebetrieb im westlichen Niederösterreich. Das eigentümergeführte Industrieunternehmen beschäftigt 200 Mitarbeiter, hat einen Exportanteil von 95% und ist spezialisiert auf Metallverarbeitung sowie hochverschleißfeste Beschichtungstechnologien.
Als Marktführer für Qualität und Innovation beliefert das Unternehmen die Kunden weltweit mit Schneidkomponenten, Verschleißteilen und Spezialanwendungen, sowie Service- und Dienstleistungen.
Die Unternehmenskultur ist geprägt von langfristiger Ausrichtung, Absicherung der Unabhängigkeit, substantiellem Wachstum aus eigener Kraft, sowie Fairness und Zuverlässigkeit. Die eigene Aus- und Weiterbildung sichert die Top-Qualifikation der Mitarbeiter.
Sie übernehmen in dieser abwechslungsreichen Position Führungs- und Koordinationsverantwortung für die Bereiche Forschung und Entwicklung, Betriebsleitung, Produktionssteuerung und Qualitätssicherung.
Als belastbare und flexible Persönlichkeit, die kunden- und qualitätsorientiertes Denken mitbringt, sind Sie auch für die technische Betreuung der Großkunden in unseren Hauptmärkten Europa, USA, Kanada verantwortlich.
Sie sind Absolvent (m / w) des Franzisco Josephinums mit Spezialisierung Landtechnik, verfügen über einen technischen Studienabschluss mit Schwerpunkt Wirtschaftsingenieurwesen oder Schwerpunkt Maschinenbau mit Managementausbildung und über mehrjährige Berufserfahrung in technischen Führungsfunktionen, idealerweise in einem international tätigen Zulieferbetrieb.
Erforderlich sind analytische Fähigkeiten, Entscheidungsfreude, Eigenverantwortung, Durchsetzungsstärke sowie Anwendung moderner Managementmethoden. Verhandlungsfähiges Englisch wird erwartet, internationale Erfahrung ist von Vorteil.
Optimalerweise sollten Sie ab Herbst 2013 verfügbar sein, sodass eine gesicherte Übergabe erfolgen kann.
Unser Kunde bietet spannende Herausforderungen und ein auf Dauer ausgerichtetes, anspruchsvolles Betätigungsfeld mit sehr attraktiven persönlichen und finanziellen Rahmenbedingungen.
Bitte senden Sie Ihre vertrauliche Bewerbung mit Sperrvermerk per e-mail an [email protected] z.H. Herr Dr. Wolfgang Binder.

W I N GD i e W i r t s c h a f t s I N G e n i e u r e
Österreichischer Verband der Wirtschaftsingenieure
Netzwerkpartner inDeutschland, Schweiz
und Österreich
Jubiläumskongress Jahre Wirtschaftsingenieure»Erfolgsmodell Wirtschaftsingenieur«.-. Mai | Graz
Savethe date