G32 - Verlag Handwerk und Technik · 2016. 11. 29. · bersetzungen Formel Formel-zeichen Erklrung...
10
Fachrechnen Ƞbersetzungen Formel Formel- zeichen ErklȨrung Riementrieb einfache Ƞbersetzung n 1 d 1 ¼ n 2 d 2 i ¼ n 1 n 2 ¼ d 2 d 1 Keilriemen: d ¼ d w Kettentrieb: d ¼ Teilkreis [ i > 1: Ƞbersetzung ins Langsame i < 1: Ƞbersetzung ins Schnelle n 1, 3 n 2, 4 n A n E d 1, 3 d 2, 4 i i ges d w Drehzahl, Umdrehungsfrequenz treibende Scheiben z. B. in 1/min Drehzahl, Umdrehungsfrequenz getriebene Scheiben z. B. in 1/min Anfangsdrehzahl z. B. in 1/min Enddrehzahl z. B. in 1/min Durchmesser treibende Scheiben z. B. in mm Durchmesser getriebene Scheiben z. B. in mm ȠbersetzungsverhȨltnis Gesamt-ȠbersetzungsverhȨltnis wirksamer Durchmesser z. B. in mm n 1 d 1 d 3 ¼ n 4 d 2 d 4 n A d 1 d 3 ... ¼ n E d 2 d 4 ... i ges ¼ i 1 i 2 i ges ¼ n 1 n 3 n 2 n 4 ¼ n 1 n 4 i ges ¼ d 2 d 4 d 6 d 1 d 3 d 5 ¼ n A n E Beispiel: n 1 ¼ 1500 min –1 , d 1 ¼ 120 mm, d 2 ¼ 180 mm. n 2 ¼ ?, i ¼ ? n 2 ¼ 1500 min 1 120 mm 180 mm n 2 ¼ 1000 min 1 i ¼ 180 mm 120 mm i 51,5 i 51,5 : 1 Zahntrieb einfache Ƞbersetzung n 1 z 1 ¼ n 2 z 2 i ¼ n 1 n 2 ¼ z 2 z 1 n 1 z 1 z 3 ¼ n 4 z 2 z 4 n A z 1 z 3 ... ¼ n E z 2 z 4 ... i ges ¼ i 1 i 2 i ges ¼ n 1 n 3 n 2 n 4 ¼ n 1 n 4 i ges ¼ z 2 z 4 z 6 z 1 z 3 z 5 ¼ n A n E n 1, 3 n 2, 4 n A n E z 1, 3 z 2, 4 i i ges Drehzahl, Umdrehungsfrequenz treibende RȨder z. B. in 1/min Drehzahl, Umdrehungsfrequenz getriebene RȨder z. B. in 1/min Anfangsdrehzahl z. B. in 1/min Enddrehzahl z. B. in 1/min ZȨhnezahlen treibender RȨder ZȨhnezahlen getriebene RȨder ȠbersetzungsverhȨltnis Gesamt-ȠbersetzungsverhȨltnis Beispiel: n 1 ¼ 3000 min –1 , z 1 ¼ 36, z 2 ¼ 24. n 2 ¼ ?, i ¼ ? n 2 ¼ 3000 min 1 36 24 n 2 ¼ 4500 min 1 i ¼ 24 36 i 50,66 i 51 : 1,5 Zahnstangentrieb = p m p = p m p Zahnrad (Ritzel) Teilkreis-ø : = d mz n v Zähnezahl z Zahn- stange Geschwindigkeit in m/min v v ¼ n z p v ¼ p d n Beispiel: p ¼ 12,56 mm, z ¼ 24, n ¼ 18 1/min. v ¼ ? v ¼ 18 1=min 24 12,56 mm v 55426 mm=min 55,426 m=min ðc 90 mm=sÞ n z p d v Drehzahl: Zahnrad in min –1 ZȨhnezahl Teilung in mm Teilkreisdurchmesser z.B. in mm Vorschubgeschwindigkeit der Zahnstange in mm/min, m/min Schneckentrieb n 1 z 1 ¼ n 2 z 2 i ¼ n 1 n 2 ¼ z 2 z 1 n 1 n 2 z 1 z 2 i Drehzahl, Umdrehungsfrequenz Schnecke z. B. in 1/min Drehzahl, Umdrehungsfrequenz Schneckenrad z. B. in 1/min ZȨhnezahl Schnecke ZȨhnezahl Schneckenrad ȠbersetzungsverhȨltnis G 32 handwerk-technik.de Theoretische Grundlagen G Technische Kommunikation K Werkstoffe W Bauelemente B Metallbau- konstr. M Fertigungs- technik F Informations-/ Steuerungstk. I Anhang A
Transcript of G32 - Verlag Handwerk und Technik · 2016. 11. 29. · bersetzungen Formel Formel-zeichen Erklrung...
-
Format: A4 596 x 842 pts Original: 496.063 x 671.811 pts *setpagedevice*M:/Buch/HuT/3195/Win/umbruch/3195_g32.3d***21.4.2015***12:12:47
Fachrechnen
�bersetzungen
Formel Formel-zeichen
Erkl�rung
Riementriebeinfache �bersetzung
n1 �d1 ¼ n2 �d2
i ¼ n1n2¼ d2
d1
Keilriemen: d ¼ dwKettentrieb: d ¼Teilkreis [i > 1: �bersetzung ins Langsamei < 1: �bersetzung ins Schnelle
n1,3
n2,4
nAnEd1,3
d2,4
iigesdw
Drehzahl, Umdrehungsfrequenztreibende Scheiben z.B. in 1/minDrehzahl, Umdrehungsfrequenzgetriebene Scheiben z.B. in 1/minAnfangsdrehzahl z.B. in 1/minEnddrehzahl z.B. in 1/minDurchmesser treibende Scheibenz.B. in mmDurchmesser getriebeneScheiben z.B. in mm�bersetzungsverh�ltnisGesamt-�bersetzungsverh�ltniswirksamer Durchmesser z.B.in mm
n1 �d1 �d3 ¼ n4 �d2 �d4
nA �d1 �d3 � . . .¼ nE �d2 �d4 � . . .
iges ¼ i1 � i2
iges ¼n1 �n3n2 �n4
¼ n1n4
iges ¼d2 �d4 �d6d1 �d3 �d5
¼ nAnE
Beispiel: n1 ¼ 1500 min–1, d1 ¼ 120 mm,d2 ¼ 180 mm. n2 ¼ ?, i ¼ ?
n2 ¼1500 min�1 �120 mm
180 mmn2 ¼ 1000 min�1
i ¼ 180 mm120 mm
i 51,5 i 51,5 : 1
Zahntriebeinfache �bersetzung
n1 � z1 ¼ n2 � z2
i ¼ n1n2¼ z2
z1
n1 � z1 � z3 ¼ n4 � z2 � z4
nA � z1 � z3 � . . .¼ nE � z2 � z4 � . . .
iges ¼ i1 � i2
iges ¼n1 �n3n2 �n4
¼ n1n4
iges ¼z2 � z4 � z6z1 � z3 � z5
¼ nAnE
n1,3
n2,4
nAnEz1,3z2,4iiges
Drehzahl, Umdrehungsfrequenztreibende R�der z.B. in 1/minDrehzahl, Umdrehungsfrequenzgetriebene R�der z.B. in 1/minAnfangsdrehzahl z.B. in 1/minEnddrehzahl z.B. in 1/minZ�hnezahlen treibender R�derZ�hnezahlen getriebene R�der�bersetzungsverh�ltnisGesamt-�bersetzungsverh�ltnis
Beispiel: n1 ¼ 3000 min–1, z1 ¼ 36, z2 ¼ 24.n2 ¼ ?, i ¼ ?
n2 ¼3000 min�1 �36
24n2 ¼ 4500 min�1
i ¼ 2436
i 50,66 i 51 : 1,5
Zahnstangentrieb
=p mp
=p
mp
Zahnrad (Ritzel)
Teilkreis-ø :=d m z
n
v
Zähnezahl z
Zahn-stange Geschwindigkeit
in m/minv
v ¼ n � z �pv ¼ p �d �n
Beispiel: p ¼ 12,56 mm, z ¼ 24,n ¼ 18 1/min. v ¼ ?v ¼ 18 1=min �24 �12,56 mmv 55426 mm=min
55,426 m=min ðc 90 mm=sÞ
nzpdv
Drehzahl: Zahnrad in min–1
Z�hnezahlTeilung in mmTeilkreisdurchmesser z.B. in mmVorschubgeschwindigkeit derZahnstange in mm/min, m/min
Schneckentrieb n1 � z1 ¼ n2 � z2
i ¼ n1n2¼ z2
z1
n1
n2
z1z2i
Drehzahl, UmdrehungsfrequenzSchnecke z.B. in 1/minDrehzahl, UmdrehungsfrequenzSchneckenrad z.B. in 1/minZ�hnezahl SchneckeZ�hnezahl Schneckenrad�bersetzungsverh�ltnis
G 32 handwerk-technik.de
Theo
retis
che
Grun
dlag
enG
Tech
nisc
heKo
mm
unik
atio
nK
Wer
ksto
ffeW
Baue
lem
ente
BM
etal
lbau
-ko
nstr.
MFe
rtigu
ngs-
tech
nik
FIn
form
atio
ns-/
Steu
erun
gstk
.I
Anha
ngA
-
Format: A4 596 x 842 pts Original: 496.063 x 671.811 pts *setpagedevice*M:/Buch/HuT/3195/Win/umbruch/3195_k02-18.3d***21.4.2015***12:24:58
Theo
retis
che
Grun
dlag
enG
Tech
nisc
heKo
mm
unik
atio
nK
Wer
ksto
ffeW
Baue
lem
ente
BM
etal
lbau
-ko
nstr.
MFe
rtigu
ngs-
tech
nik
FIn
form
atio
ns-/
Steu
erun
gstk
.I
Anha
ngA
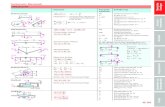
Schnitte an Grundk�rpern und deren Abwicklung (Fortsetzung)
Schnitte an Kegeln mit Abwicklung und wahrer Schnittfl�che
M
S2
S1 M
S2
S1
Waagerechte Schnittlage(mit 6er-Teilung)� Notwendig: Vorder-
ansicht und Draufsicht.` Draufsicht in 6 gleiche
Teile teilen, Mantel-linien eintragen und indie Vorderansicht �ber-tragen.
´ Kreisbogen um M mitden Radien MS1 undMS2; 6er-Teilung aufden Kreisb�gen abtra-gen.
ˆ Letzte Teilung mit Mverbinden.
Senkrechte Schnittlage (mit 12er-Teilung)
wahr
e Lä
nge
M M
S2S3
S1
wahre Fläche
L
Höhe
H
wah
re L
änge
M
S1
S3S2
� Notwendig: Vorder-, Seiten- und Draufsicht. Schnitt senkrecht zur Grundfl�che in Vorder- und Draufsicht.` Draufsicht in 12 gleiche Teile teilen und Mantellinien in den drei Ansichten eintragen.´ Schnittpunkte der Mantellinien mit K�rperschnittlinie von der Vorderansicht in die Seitenansicht �bertragen;
Schnittpunkte verbinden. Es bildet sich die wahre Schnittfl�che ab.ˆ Kreisb�gen um M mit den Radien MS1, MS2 und MS3 zeichnen; Kantenl�nge des 12-Ecks auf dem �ußeren
Kreisbogen 12-mal abtragen und Mantellinien zeichnen. Schnittpunkte der Mantellinien mit den Kreisb�gen er-geben die Abwicklung.
Berechnungen:L�nge L der Mantellinie Zentriwinkel a in der Abwicklung
L¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
D2
2
� �
þH2s
a¼DL�180�
Geometrische Grundkonstruktionen
K 8 handwerk-technik.de
-
Format: A4 596 x 842 pts Original: 496.063 x 671.811 pts *setpagedevice*M:/Buch/HuT/3195/Win/umbruch/3195_w33-41.3d***21.4.2015***13:33:11
Blanker Flachstahl (S235JR) DIN EN 10278 : 1999-12
Breite bin mm
L�ngenbezogene Masse m' inkgm
bei Dicke h in mm (berechnet)Dicke h in mm!2 2,5 3 4 5 6 8 10 12 16 20 25 32 40 50
5 0,077 0,096 0,1166 0,092 0,116 0,138 0,1848 0,124 0,154 0,184 0,246 0,308 0,37
10 0,154 0,192 0,232 0,308 0,386 0,46212 0,184 0,232 0,278 0,370 0,462 0,554 0,74014 0,216 0,270 0,324 0,432 0,540 0,646 0,86216 0,246 0,308 0,370 0,492 0,616 0,740 0,981 1,2418 0,278 0,347 0,416 0,554 0,694 0,832 1,11 1,38 1,6720 0,308 0,386 0,462 0,616 0,770 0,942 1,24 1,54 1,84 2,4622 0,338 0,508 0,678 0,848 1,02 1,35 1,7 2,0325 0,386 0,482 0,578 0,770 0,962 1,16 1,54 1,92 2,32 3,08 3,8628 0,432 – 0,646 0,862 1,08 1,29 1,73 2,16 2,59 3,45 4,3232 0,492 0,616 0,740 0,981 1,24 1,48 1,97 2,46 – 3,94 4,92 6,1636 0,554 0,694 0,832 1,11 1,38 1,67 – 2,78 3,33 – 5,5440 0,616 – 0,924 1,24 1,54 1,84 2,46 3,08 3,7 4,92 6,16 7,7 9,8145 0,694 – 1,04 1,38 1,74 2,08 2,78 3,46 – 5,54 6,94 8,66 11,0950 0,77 – 1,16 1,54 1,92 2,32 3,08 3,86 4,62 6,16 7,7 9,62 12,3656 – – 1,29 1,73 2,16 – 3,45 4,32 5,18 6,9 8,62 10,78 13,8363 – – 1,45 1,94 2,42 2,91 3,88 4,86 5,82 7,76 9,7 12,16 15,5 19,4270 – – – 2,16 2,7 3,24 – 5,4 6,46 8,62 10,79 13,44 – 21,5880 – – – – 3,08 3,7 – 6,16 7,4 9,81 12,36 15,4 – – –90 3,46 4,16 – 6,94 8,32 11,09 13,83 17,36
100 3,85 4,62 – 7,7 9,24 12,36 15,4 19,23125 4,82 5,78 7,7 9,62 11,58 15,4 19,22 24,03 30,8 38,55 48,16140 6,46 – 10,79 12,95160 12,36 24,62 30,8
Beispiel: 1,5 t Flach EN 10278 – 20 � 12 Lager 3000 – EN 10027-1 S235JR(¼Masse in Tonnen, Breite 20 mm, Dicke 12 mm, Lagerl�nge 3 m)
Warmgewalzter Flachstahl (S235JR) DIN EN 10058 :2004-02
Breite bin mm
L�ngenbezogene Masse m' inkgm
bei Dicke h in mm (berechnet)Dicke h in mm!5 6 7 8 9 10 12 14 16 18 20 30 40 50 60
10 0,3912 0,47 0,5714 0,55 0,66 0,77 0,8816 0,63 0,75 0,88 1 1,13 1,2618 0,71 0,85 – 1,13 1,27 1,4120 0,79 0,94 1,10 1,26 1,41 1,57 1,8825 0,98 1,18 1,37 1,57 – 1,96 2,36 2,75 3,1426 1,02 1,22 1,43 1,63 – 2,04 2,45 2,86 3,27 3,67 4,0828 1,10 1,32 1,54 1,76 – 2,20 2,64 3,08 3,52 3,9630 1,18 1,41 1,65 1,88 2,12 2,38 2,83 3,30 3,77 4,24 4,7132 1,26 1,51 – 2,01 – 2,51 3,01 3,52 4,02 5,0235 1,37 1,65 1,92 2,20 – 2,75 3,30 3,85 4,12 4,85 5,5040 1,57 1,88 2,20 2,51 2,83 3,14 3,77 4,40 5,02 5,65 6,28 9,4245 1,77 2,12 2,47 2,83 – 3,53 4,24 4,95 5,65 7,07 10,650 1,96 2,36 2,75 3,14 3,53 3,93 4,71 5,50 6,28 7,07 7,85 11,8 15,755 2,16 2,59 – 3,45 – 4,32 5,18 6,04 6,91 7,77 8,84 13,060 2,36 2,83 3,30 3,77 4,24 4,71 5,65 – 7,54 8,48 9,42 14,1 18,865 2,55 3,06 – 4,08 4,59 5,10 6,12 – 8,16 10,2 15,3 20,470 2,75 3,30 3,85 4,40 – 5,50 6,59 – 8,79 9,89 11,0 16,5 22,0 27,580 3,14 3,77 4,40 5,02 – 6,28 7,54 – 10,0 12,6 18,8 25,1 31,490 3,53 4,24 5,65 6,36 7,07 8,48 – 11,3 14,1 21,2 28,3 35,3 42,4
100 3,93 4,71 6,28 – 7,85 9,42 11,0 12,6 15,7 23,6 31,4 38,3 47,1110 6,91 7,77 8,84 10,4 12,1 13,8 17,3 25,9 34,5 43,2120 7,54 – 9,42 11,3 – 15,1 18,8 26,3 37,7 47,1 56,5130 8,16 9,18 10,2 12,2 14,3 16,3 20,4 30,6 40,8 51,0140 8,79 11,0 13,2 17,6 22,0 33,0 44,0 55,0150 9,42 11,8 14,1 16,5 18,8 23,6 35,3 47,1 58,9 70,7
Beispiel: 2,5 t Flach EN 10058 – 20 � 12 � 600 – Stahl EN 10027-1 S235JR(¼ Masse in Tonnen, Breite 20 mm, Dicke 12 mm, L�nge 600 mm)
St�be, Flachstahl, Bleche
W 36 handwerk-technik.de
Theo
retis
che
Grun
dlag
enG
Tech
nisc
heKo
mm
unik
atio
nK
Wer
ksto
ffeW
Baue
lem
ente
BM
etal
lbau
-ko
nstr.
MFe
rtigu
ngs-
tech
nik
FIn
form
atio
ns-/
Steu
erun
gstk
.I
Anha
ngA
-
Format: A4 596 x 842 pts Original: 496.063 x 671.811 pts *setpagedevice*M:/Buch/HuT/3195/Win/umbruch/3195_w62.3d***21.4.2015***13:13:49
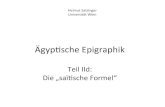
Zerst�rungsfreie Pr�fverfahren
Farbeindringverfahren DIN EN 571-12. Arbeitsgang1. Arbeitsgang 3. Arbeitsgang 4. Arbeitsgang
Aufbringen des
Kontrastrotes
Entfetten mitReiniger
Entfernen des Kontrastrotes
mit Wasseroder Reiniger
Aufbringendes
Entwicklers
Es ist eine Standardmethode zur Feststellung von Rissen und Material-fehlern bei allen Metallen.Das Verfahren besteht aus vier Arbeitsg�ngen:– Reinigung der Oberfl�che,– Auftragen der Kontrastfarbe, die in Risse eindringt,– Entfernen der Kontrastfarbe, Reinigen der Oberfl�che,– Auftragen des Entwicklers – Risse werden sichtbar.
Ultraschallpr�fungDIN EN 583-1 :1998-12
Impuls
Echo
Dicke s
Laufzeit t
v s
Rissabstand
Riss
Prüfkopf
Prüfling
Rückwand-signal
Fehler-signal
Oszillographenschirm
Ein-gangs-signal
Probe fehlerfrei Probe mit Fehler
t=
Es ist eine Standardmethode zur Feststellung von innenliegendenFehlern.Pr�fablauf:– Reinigen– Pr�fkopf aufsetzen– Schallwellen durchlaufen den Pr�fk�rper und werden an Fehlern und
Grenzschichten reflektiert.– Bildschirmauswertung– Pr�fprotokoll erstellen.
Magnetisches Streufluss-Verfahren DIN 54130 :1974-04
Streufeld Eisenpartikel
Magnetfeld Riss
Geeignet zur Feststellung von Oberfl�chenfehlern von magnetisierbarenWerkstoffen.– Ein Magnetfeld wird erzeugt oder geeignet eingebracht (Joch, Spule
oder Stromdurchflutung).– Aufbringen von magnetisierbaren trockenem, farbigen oder fluores-
zierendem Pulver oder entsprechenden Fl�ssigkeiten.– An Oberfl�chenrissen bilden sich lokale Streufelder mit deutlicher
erh�hter Feldst�rke.– Pr�fprotokoll erstellen.
Durchstrahlungspr�fung mit R�nt-gen- oder Gammastrahlen
DIN EN ISO 5579 :2014-04
belichteter Film
Bauteil
Fehler
Strahlen-quelle
Röntgen-film
Schweiß-naht
Geeignet zur Feststellung von innen liegenden Fehlern; �berwiegendquer zur Strahlungsrichtung.– Film auf vermuteter Fehlerstelle auflegen (z.B. durch US-Pr�fung fest-
gestellt).– Durchstrahlen mit R�ntgenr�hre oder Radioisotop– Filmauswertung– Pr�fprotokoll erstellen.Strahlenschutzregeln beachten!
Wirbelstrompr�fungDIN EN ISO 15549 :2011-03
Geeignet zur Feststellung von oberfl�chenoffenen Rissen und Porensowie von oberfl�chennahen Defekten an elektrisch oder magnetischleitf�higen Oberfl�chen sowie von Gef�gefehlern.– Die Oberfl�che wird mit einer ber�hrungsfreien oder ber�hrenden
Pr�fsonde abgescannt, die durch eine mit Wechselstrom durch-flossene Spule Magnetfelder erzeugt, durch die Wirbelstr�me auf derOberfl�che induziert werden.
– Diese Wirbelstr�me erzeugen wiederum elektromagnetische Felder,die vom Empfangsteil der Pr�fsonde erfasst werden.
– Pr�fprotokoll erstellen.
Werkstoffpr�fung
W 62 handwerk-technik.de
Theo
retis
che
Grun
dlag
enG
Tech
nisc
heKo
mm
unik
atio
nK
Wer
ksto
ffeW
Baue
lem
ente
BM
etal
lbau
-ko
nstr.
MFe
rtigu
ngs-
tech
nik
FIn
form
atio
ns-/
Steu
erun
gstk
.I
Anha
ngA
-
Format: A4 596 x 842 pts Original: 496.063 x 671.811 pts *setpagedevice*M:/Buch/HuT/3195/Win/umbruch/3195_b24-30.3d***24.2.2015***14:33:56
Nicht vorspannbare Schraubengarnituren (SB-Garnituren) DIN EN 15048-1 :2007-07
Typische Standard-Metallbaugarnituren Deutsche Stahlbau-Garnitur
Mit Schaft Ohne Schaft
8lk
> 1p
Schraube nachDIN 7990
Mutter nachDIN EN ISO 4032 oder DIN EN ISO 4034
Scheibe nach DIN 7989-1, -2
Schraube nachDIN EN ISO 4014
Mutter nachDIN EN ISO 4032
Scheibe nachDIN EN ISO 7089 / -7090
Schraube nachDIN EN ISO 4017
Mutter nachDIN EN ISO 4032
Vorteile:– kleines Lagersortiment, da keine
enge L�ngenabstufung
Nachteile:– Geringere Abschertragf�higkeit
(da Gewinde in der Scherfuge)
Vorteile:H�here Abschertragf�higkeit (Schaftin der Scherfuge)Nachteile:Wegen kurzer Gewindel�nge feineL�ngenabstufung (5 mm) und dickeScheiben (8 mm) erforderlich
In „normalen runden L�chern“ (vgl. DIN EN 1090-2, folgende Seite)keine Scheiben notwendig
Klemml�nge lK Kennzeichnung von Schraubengarnituren nach DIN EN 15048-1
Bei nicht vorspann-baren Schrauben-garnituren bemisstsich die Klemm-l�nge lK ausschließ-lich �ber die gef�g-ten Bleche
HerstellerXYZ
4.6 SB
s
e
SchraubeHersteller
Mutter
XYZ
5 SB
d
d1
2
ohneKennzeichnung
ø
ø
Scheibe Momentan ist auchdie Deutsche Stahl-bauschraube nochohne „SB“-Kenn-zeichen auf demMarkt
Notwendige Angaben: Hersteller, Festigkeitsklasse, „SB“-Kennzeichen
Vorspannbare Schraubengarnituren (System HV und HR)nach DIN EN 14399-1 :2006-06
tS
Schraube nachDIN EN ISO 14399-4
Mutter nachDIN EN ISO 14399-4
Scheibe nach DIN EN ISO 14399-5, -6
System HV: System HR:
– Kurze Gewindel�nge! enge Klemm-l�ngenabstufung! teure Lagerhal-tung, Einbau fehleranf�lliger
– Garnitur erreicht ihre Vorspannungdurch plastische Verformung der ge-paarten Gewinde
– Gr�ßere Gewindel�nge als HV-Schrauben! weniger enge Klemm-l�ngenabstufung als bei HV
– HR-Mutter hat gr�ßere H�he– Garnitur erreicht Vorspannung durch
plastische Verl�ngerung der Schraube
Klemml�nge/PaketdickeP
t :
Bei allen vorspannbaren Schraubengarnituren wird als Klemml�nge die Paket-dicke
P
t inklusive der Scheiben bemessen
HerstellerXYZ
10.9 HV
s
e
SchraubeDIN EN 14399-4
Hersteller
MutterDIN EN 14399-4
XYZ
10 HV
d
d1
2ø
ø
Scheibe
Hersteller
DIN EN 14399-5
XYZ
H
Scheibe mit Fase
Hersteller
DIN EN 14399-6
XYZ
H
Kennzeichnung von vorspannbaren Schraubengarnituren nach DIN EN 14399-1-9:Notwendige Angaben: Hersteller, Festigkeitsklasse, „HV“- oder „HR“-Kennzeichen bei Schraubenbzw. „H“-Kennzeichnung bei Scheiben
Schraubenverbindungen im Stahl- und Metallbau
B 26 handwerk-technik.de
Theo
retis
che
Grun
dlag
enG
Tech
nisc
heKo
mm
unik
atio
nK
Wer
ksto
ffeW
Baue
lem
ente
BM
etal
lbau
-ko
nstr.
MFe
rtigu
ngs-
tech
nik
FIn
form
atio
ns-/
Steu
erun
gstk
.I
Anha
ngA
-
Format: A4 596 x 842 pts Original: 496.063 x 671.811 pts *setpagedevice*M:/Buch/HuT/3195/Win/umbruch/3195_m11-19.3d***10.6.2015***13:28:42
Gel�nder
Gel�nder an Treppen und Balkonen
Bauvorschriften – Sicherheitstechnische Anforderungen
b
„Sicherheitswürfel“150mm Kantenlänge
a
e
h
a
a
senkrechte Füllstäbe(durchschlupfsicher)
Geländerverlauf überden Treppenstufen
Han
dlau
fhöh
e
iTreppenlaufbreitei
50
800-
1150
Geländerverlauf neben den Treppenstufen
1/2 Auftritt
700
Tafel m
it
Öffnun
gen
d
Geflecht
ac
waagerechte Füllstäbe(klettersicher)
gg
ca
h
f
waagerechteStäbe nachaußengezogenund/oder Handlaufnach innenabgekröpft
größere, waagerechteAbstände zulässig,wenn:
f
Maße Aufgabe/Funktion Regelwerk/Bauvorschrift
h
Gel�nderh�he (senkrecht zur Stufen-vorderkante gemessen)! Absturzsicherung
Absturzh�he Ab 1 m Absturzh�he bzw. ab 5 Stu-fen ist ein Gel�nder notwendig!� 12 m � 12 m
90 cm 110 cm nach LBO und DIN 18065
100 cm 110 cm nach ArbSt�ttV
F�r Sonderbauvorschriften gilt100 cm nach KiGaR
110 cm nach MVSt�ttV, MSchulbauR
aMax. lichte Weite zwischen Gel�nder-f�llungen bzw. anderen Gel�nderbauteilen! „Durchschlupfsicherung“
� 120 mm nach LBO�s und DIN 18065
� 180 mm nach ArbSt�ttV (keine Kleinkinder anwesend)
bWandanschluss! Durchschlupfsicherung, damit Kindernicht mit dem Hals vorbeischl�pfen k�nnen
Uneinheitlich und nicht �berall in den LBO�s geregelt:40, 60, 80, 120 mm
cMax. lichte Weite zwischenwaagrechten F�llungen
„Kletter-schutz“ f�rKleinkinder
Uneinheitlich und nicht �berall in den LBO�s geregelt:� 15 . . .20 mm
dMaschenweite bei Geflecht-F�llung � 40 mm
eHandlauf – Abkr�pfung, beiwaagrechten F�llungen mitgr�ßeren Abst�nden
Nicht generell geregelt:� 150 mm – LBO Bremen� 160 mm – LBO Bayern
f Auftrittsh�he! �bersteigschutz Uneinheitlich in den LBO geregelt: 500 . . .600 mm
gBodenabstand! Durchschlupfschutz f�r Kinder! Durchfallschutz f�r Flaschen
Uneinheitlich in den LBO geregelt: 40 . . .120 mmeinige europ�ische Nachbarl�nder: 50 mm
i Trittschutz f�r Kinderf�ße Uneinheitlich in den LBO geregelt: � 40 . . .60 mmLegende: LBO ¼ Landesbauordnung der jeweiligen Bundesl�nder; ArbSt�ttV ¼Arbeitsst�ttenverordnung; KiGaR ¼Kindergarten Richtlinie; MVSt�ttV ¼Muster-Versammlungsst�ttenverordnung; MSchulbauR ¼ Schulbaurichtlinie
handwerk-technik.de M 11
Theo
retis
che
Grun
dlag
enG
Tech
nisc
heKo
mm
unik
atio
nK
Wer
ksto
ffeW
Baue
lem
ente
BM
etal
lbau
-ko
nstr.
MFe
rtigu
ngs-
tech
nik
FIn
form
atio
ns-/
Steu
erun
gstk
.I
Anha
ngA
-
Format: A4 596 x 842 pts Original: 496.063 x 671.811 pts *setpagedevice*M:/Buch/HuT/3195/Win/umbruch/3195_m43-52.3d***10.6.2015***13:27:26
Beschl�ge f�r H�ngeschiebetor mit Hangrollapparaten (Fortsetzung)
Untere F�hrung: Außenf�hrungsrollen Untere F�hrung: Bodenf�hrung
775
65
75
ø50
13
ø8,5
82
60
h 1
d
h
dB
s
Hh
1
Montagevarianten von H�ngeschiebetoren
a 3a 1
a2 B
x
dc
e
fmax.
e
dc
a
fWandbefestigung mit Doppelkonsole
Wandbefestigungmit Einfachkonsole
Wandbefestigung Deckenbefestigung
f
Tb
g
b
v
LK
bK
dK
HK
h
Tb
g
LK
h
b
v
ef
Tb
ef
Tb
H
s 1g g
La
d
a1
d1
L 1
B
s
b
H
d
a 1
T
d 1 a2
B1
ha 3
Wandmontage mit Doppelkonsole
LS HK BK LK dK c d fmax x v h b e f g TB
0 50 60 100 13 15 25 95 40– 70 20– 45 38 38 90–130 25 M10 25– 30
1 80 70 155 17 18 37 135 50–110 30– 70 45 50 124–189 30 M12 35– 46
2 80 70 155 17 18 37 135 60–110 30– 70 55 60 140–205 40 M16 44– 66
3 106 95 206 17 30 45 185 80–140 30–105 75 80 175–300 50 M20 50– 75
4 109 90 208 18 25 56 185 100–122 30–105 85 100 230–285 60 M24 55–105
5 25 55 177 118–120 124 118 300–450 70 M30
Wandmontage mit Einfachkonsole
LS HK BK LK dK c d a v h b e f g TB
0 50 60 53 13 15 25 24–38 20– 45 38 38 90–130 25 M10 25– 30
1 80 70 75 17 18 37 30–55 30– 70 45 50 124–189 30 M12 35– 46
2 80 70 75 17 18 37 35–55 30–105 55 60 140–205 40 M16 44– 66
3 100 95 106 17 25 45 45–82 30–105 75 80 175–300 50 M20 50– 75
4 110 90 100 18 25 56 55–74 45–155 85 100 230–285 60 M24 55–105
Tore
M 48 handwerk-technik.de
Theo
retis
che
Grun
dlag
enG
Tech
nisc
heKo
mm
unik
atio
nK
Wer
ksto
ffeW
Baue
lem
ente
BM
etal
lbau
-ko
nstr.
MFe
rtigu
ngs-
tech
nik
FIn
form
atio
ns-/
Steu
erun
gstk
.I
Anha
ngA
d h110 1319 2532 39
Gr�ße 1–2 3–4
B 25 40
H 25 40
s 2 3
d 19 32
h1 26 36
h 46 54
M M10 M14
Gr�ße passend zuDR-Gr�ßen
-
Format: A4 596 x 842 pts Original: 496.063 x 671.811 pts *setpagedevice*M:/Buch/HuT/3195/Win/umbruch/3195_f02-18.3d***27.4.2015***14:55:24
F�gen durch Schweißen
Schweißeignung von unlegierten und legierten St�hlen
Die Schweißeignung l�sst sich mithilfe des Kohlenstoff�quivalents CEV 1) (fr�her mit K bezeichnet) bestimmen.
CEV¼CþMn6þCrþMoþV
5þNiþCu
15
f�r C � 0,40 %, Mn � 1,6 %, Cr � 1,0 %, Ni � 3,5 %, Mo � 0,60 %, Cu � 1,0 %
CEV in % Schweißeignung Vorw�rmen Elektrodentyp
0 . . .0,40 gut nicht notwendig alle geeignet
0,40 . . .0,45
bedingt geeignet
100 �C . . .150 �C basische Typen mit geringem Wasserstoff-gehalt
0,45 . . .0,60 150 �C . . .250 �C basische Typen mit geringem Wasserstoff-gehalt, austenitische Elektroden
> 0,60 nicht gew�hrleistet 250 �C . . .370 �C basische Typen mit geringem Wasserstoff-gehalt, austenitische Elektroden
1) nach Dearden und Neill
Schweißpositionen DIN EN ISO 6947:1997-05 (zur�ckgezogen: DIN 1912-2:1977-09)
Rohr festAchse waagerechtRohrposition fürFallendschweißen(5F fallend)
Rohr festAchse waagerechtRohrposition fürFallendschweißen(5F fallend)
Rohr festAchse waagerechtRohrposition fürFallendschweißen(5F fallend)
BlechWannenposition(1F)
BlechWannenposition(1F)
BlechWannenposition(1F)
Rohr rotierendAchse geneigtWannen-position(1FR)
Rohr rotierendAchse geneigtWannen-position(1FR)
Rohr rotierendAchse geneigtWannen-position(1FR)
BlechHorizontalposition(2F)
BlechHorizontalposition(2F)
BlechHorizontalposition(2F)
Rohr festAchse senkrechtHorizontalposition(2F)
Rohr festAchse senkrechtHorizontalposition(2F)
Rohr festAchse senkrechtHorizontalposition(2F)
Rohr rotierendAchse waagerechtHorizontalposition(2FR)
Rohr rotierendAchse waagerechtHorizontalposition(2FR)
Rohr rotierendAchse waagerechtHorizontalposition(2FR)
Rohr rotierendAchse waagerechtWannenposition(1G)
Rohr rotierendAchse waagerechtWannenposition(1G)
Rohr rotierendAchse waagerechtWannenposition(1G)
Rohr festAchse waagerechtRohrposition fürFallendschweißen(5G fallend)
Rohr festAchse waagerechtRohrposition fürFallendschweißen(5G fallend)
Rohr festAchse waagerechtRohrposition fürFallendschweißen(5G fallend)
Rohr festAchse waagerechtRohrposition fürSteigendschweißen(5G steigend)
Rohr festAchse waagerechtRohrposition fürSteigendschweißen(5G steigend)
Rohr festAchse waagerechtRohrposition fürSteigendschweißen(5G steigend)
Rohr festAchse senkrechtHorizontal-Überkopfposition(4F)
Rohr festAchse senkrechtHorizontal-Überkopfposition(4F)
Rohr festAchse senkrechtHorizontal-Überkopfposition(4F)
BlechFallposition(3G fallend)
BlechFallposition(3G fallend)
BlechFallposition(3G fallend)
BlechSteig-position(3G steigend)
BlechSteig-position(3G steigend)
BlechSteig-position(3G steigend)
BlechÜberkopfposition(4G)
BlechÜberkopfposition(4G)
BlechÜberkopfposition(4G)
BlechÜberkopf-position
BlechÜberkopf-position
BlechÜberkopf-position
BlechHorizontal-Überkopfposition(4F)
BlechHorizontal-Überkopfposition(4F)
BlechHorizontal-Überkopfposition(4F)
Rohr festAchse senkrechtQuerposition(2G)
Rohr festAchse senkrechtQuerposition(2G)
Rohr festAchse senkrechtQuerposition(2G)
BlechQuerposition(2G)
BlechQuerposition(2G)
BlechQuerposition(2G)
PAPAPAPJPJPJ
PHPHPH
PBPBPB
PCPCPC
PDPDPDPEPEPE
PFPFPF
PGPGPG
BlechQuerpositionBlechQuerpositionBlechQuerposition
J-L045Rohr festAchse geneigtFallposition(6G fallend)
J-L045Rohr festAchse geneigtFallposition(6G fallend)
J-L045Rohr festAchse geneigtFallposition(6G fallend)
H-L045Rohr festAchse geneigtSteigposition(6G steigend)
H-L045Rohr festAchse geneigtSteigposition(6G steigend)
H-L045Rohr festAchse geneigtSteigposition(6G steigend)
BlechFallposition(3F fallend)
BlechFallposition(3F fallend)
BlechFallposition(3F fallend)
BlechSteigposition(3F steigend)
BlechSteigposition(3F steigend)
BlechSteigposition(3F steigend)
BlechWannenposition(1G)
BlechWannenposition(1G)
BlechWannenposition(1G)
Rohr festAchse waagerechtRohrposition fürSteigendschweißen(5F steigend)
Rohr festAchse waagerechtRohrposition fürSteigendschweißen(5F steigend)
Rohr festAchse waagerechtRohrposition fürSteigendschweißen(5F steigend)
handwerk-technik.de F 3
Theo
retis
che
Grun
dlag
enG
Tech
nisc
heKo
mm
unik
atio
nK
Wer
ksto
ffeW
Baue
lem
ente
BM
etal
lbau
-ko
nstr.
MFe
rtigu
ngs-
tech
nik
FIn
form
atio
ns-/
Steu
erun
gstk
.I
Anha
ngA
-
Format: A4 596 x 842 pts Original: 496.063 x 671.811 pts *setpagedevice*M:/Buch/HuT/3195/Win/umbruch/3195_f02-18.3d***27.4.2015***14:55:24
F�gen durch Schweißen
F�lldrahtelektroden zum Metall-Lichtbogenschweißen mit und ohne Schutzgas vonunlegierten St�hlen und Feinkornst�hlen (Auswahl) DIN EN ISO 17632:2008-08
Stabelektroden werden nach dem zu erzielenden Schweißgut ausgew�hlt bzw. bestimmt.Beispiel 1Schweißgut ISO 17632 – A T 46 3 1Ni B M 1 H5 Wasserstoffgehalt (siehe Seite F7)Normblatt Schutzgas (siehe Seite F19)
F�llungstyp (siehe Seite F7)Einteilung nach Streckgrenze Legierung Schweißgut (siehe Seite F7)und Kerbschlagarbeit von 47J Kerbschlagarbeit (siehe Seite F7)Kennbuchstabe f�r Schweißverfahren: Festigkeit und die Bruchdehnung (siehe Seite F7)T — F�lldrahtelektrode/Metall-LichtbogenschweißenBeispiel 2Schweißgut ISO 17632-A – T 3 T Z R C 3 H10 Wasserstoffgehalt (siehe Seite F7)
Schweißposition (siehe Seite F7)Festigkeitseigenschaften Schutzgas (siehe Seite F7)(siehe Tabelle unten) Typ der F�llungKerbschlagarbeit (siehe Seite F7)
Zuordnung Zusatzwerkstoff zu Bauteilwerkstoff
Bezeichnungdes Schweiß-gutesBezeichnungder Draht-elektrode,Schweißstab
Werkstoffe Min-dest-streck-grenzeinN/mm2
Min-dest-bruch-deh-nungin %
Min-dest-kerb-schlag-arbeitin Jbei �C
Schutz-gas
Strom-art
Schweiß-position
T 46 6 M M 1 H5 Baust�hle DIN EN 10025:S185…S355,Druckbeh�lterst�hle DIN EN10028: P235GH…P355GH,P235T1/T2…P460NL2,Rohrleitungsst�hle DIN EN10208: L210…L445MB, S235 –Verg�tete Feinkornbaust�hleDIN EN 10137:S460QL1,Schiffbaust�hle DIN EN10163: A, B, D, AH-32…EH 36
Dehn-grenze,Rp 0,2%� 460
26 27 J bei–60
C1 / M21 = + PA…PG
T 42 2 P M 1 H5 Baust�hle DIN EN 10025:S185…S355,Druckbeh�lterst�hle DIN EN10028: P235GH…P355GH,P235T1/T2…P460NL2,Rohrleitungsst�hle DIN EN10208: L210…L445MB,L290GA, L30GAVerg�tete Feinkornbaust�hleDIN EN 10137:S460QL1
Dehn-grenze,Rp 0,2%� 400
22 27 J bei–20
M21 = + PA…PF
T 42 2 B M 1 H5 Baust�hle DIN EN 10025:S185…S355,Druckbeh�lterst�hleDIN EN 10028: P235GH,P265GH, P295GH,P235…P355,Rohrleitungsst�hleDIN EN 10208: L210…L360,S(P)275…S(P)355, GP240R
480 27 J bei–40
M21 = – PA…PF
handwerk-technik.de F 17
Theo
retis
che
Grun
dlag
enG
Tech
nisc
heKo
mm
unik
atio
nK
Wer
ksto
ffeW
Baue
lem
ente
BM
etal
lbau
-ko
nstr.
MFe
rtigu
ngs-
tech
nik
FIn
form
atio
ns-/
Steu
erun
gstk
.I
Anha
ngA
-
Format: A4 596 x 842 pts Original: 496.063 x 671.811 pts *setpagedevice*M:/Buch/HuT/3195/Win/umbruch/3195_i02-12.3d***22.5.2015***11:30:16
Fluidtechnik: Pneumatik und Hydraulik ISO 1219-1 :2012-06, DIN EN 81346-2 :2009-10
0-AZ 0-QM1
ø4 / 2,5
ø4 / 2,5 ø4 / 2,5
ø4 /
2,5
ø4 /
2,5
ø4 /
2,5
ø4 /
2,5
ø4 /
2,5
1-MM11-SJ1 2-BG1
2-MM11-BG1 2-BG2
Steuerkette 1 (Schaltkreis 1) Steuerkette 2 (Schaltkreis 2)
1-QM1 2-QM1
2-RZ1
1-KH31-KH1 2-KH1
1-KH2
1-SJ1 1-SJ2 1-SJ3 1-BG1 2-BG1 2-BG2
Hinweis: Die Nummerierung der Schaltkreise durch vorangestellte Ziffern ist nicht genormt.
Schaltzeichen der Fluidtechnik ISO 1219-1 :2012-06
Fluidtechnik
I 8 handwerk-technik.de
Theo
retis
che
Grun
dlag
enG
Tech
nisc
heKo
mm
unik
atio
nK
Wer
ksto
ffeW
Baue
lem
ente
BM
etal
lbau
-ko
nstr.
MFe
rtigu
ngs-
tech
nik
FIn
form
atio
ns-/
Steu
erun
gstk
.I
Anha
ngA
Funktionssinnbilder
Hydrostrom
Druckluftstrom
Str�mungsrichtung
Drehrichtung
Verstellbarkeit
Pumpen, Kompressoren
Verdr�ngungsvolumenkonstant ver�nderlich
F�rderrichtung1 2
Kompressor mitkonstantem Verdr�n-gungsvolumen
Motoren
Konstantmotoren
pneumatisch hydraulisch
Motoren
Verstellmotoren
pneumatisch hydraulisch
Zylinder
einfachwirkender Zyl.mit Federr�ckstellung
doppeltwirkender Zyl.
doppeltwirkender Zyl.mit beidseitigeinstellbarer Endlagen-d�mpfung
Energie�bertragung/Aufbereitung
Druckquellehydraulisch
pneumatisch
Arbeitsleitung
Steuerleitung
Abfluss-/Leckleitung
Energie�bertragung/Aufbereitung
Flexible Leitung
Leitungsverbindung
Leitungskreuzung
Auslass�ffnung
mit ohne
Gewindeanschluss
Schnellkupplung,verbunden
Schnellkupplungverbunden,mit R�ckschlagventil
Ger�uschd�mpfer
Beh�lter, Rohrende�ber Fl�ssigkeits-spiegel
Druckbeh�lter
3195_032_g0323195_076_k0083195_174_w0363195_200_w062Seite B 263195_279_m0113195_316_m0483195_361_f0033195_375_f0173195_446_i014