
Technica Dezember 2010
68
12/2010 www.marktspiegel.ch www.technica-online.ch Aus- und Weiterbildung: Schwebende Metallplatte Grüne Technologien: «Cleantech ist ein Markt der Zukunft» Messe-Nachschau: Euroblech FÜGEN-TRENNEN-FORMEN
description
Zeitschrift für die Maschinen-, Elektro- und Metallindustrie
Transcript of Technica Dezember 2010
Front12/2010www.marktspiegel.ch www.technica-online.ch
Aus- und Weiterbildung: Schwebende MetallplatteGrüne Technologien: «Cleantech ist ein Markt der Zukunft»
Messe-Nachschau:Euroblech
FÜGE
N-T
REN
NEN
-FOR
MEN
Mit den SIRIUS Innovationen passt alles zusammen: Klick und fertig.
Schalttechnik neu definiert? Mit dem neuen SIRIUS Portfolio profitieren Sie von Platzersparnis, Variantenreduzierungund einfachster Montage. Auch die Applikationsüberwachung, die Anbindung an die Steuerungoder auch die Anlagenprojektierung und -dokumentation werden zum Kinderspiel. Einfacher geht‘s nicht.Setting standards with Totally Integrated Automation.
Siemens Schweiz AG, Industry Sector, Industry Automation and Drive Technologies, Freilagerstrasse 40, CH-8047 Zürich,Tel. +41 (0)848 822 844, [email protected], www.siemens.de/sirius-innovationen
Answers for industry.
Wie geht Schaltschrankbau einfach schneller?
RZ_IA&DT_Ins_SIRIUS Innovationen_A4_d.indd 1 3.8.2010 14:21:36 Uhr

12-10 technica 1
Editorial
Werde reich, werde Stift!Die Aufregung um die seltsame Forderung aus dem «Elfenbeinturm», die Maturaquo-ten in unserem Land müssten angehoben werden, hat sich inzwischen gelegt. Die Schlussfolgerungen aus Rudolf Strahms Buch «Warum wir so reich sind» scheinen sich langsam in den Köpfen der Bildungspolitiker einzunisten. Er weist darin be-kanntlich nach, dass die Arbeitslosigkeit insgesamt und die Jugendarbeitslosigkeit im Besonderen in jenen Ländern am tiefsten ist, die wie die Schweiz ein Berufsbil-dungssystem kennen. Zudem zeigt er auf, dass innerhalb der «Bildungspyramide» (Ungelernte, Gelernte, HF-, FH- bis zu Hochschulabschluss) das Arbeitslosigkeits-risiko von Ungelernten zu Gelernten rapid sinkt, bei den HF-Absolventen den abso-luten Tiefpunkt erreicht und dann wieder leicht ansteigt. Gleichzeitig ist das Bil-dungssystem so transparent geworden, dass auch Spätberufenen selbst nach der Lehre noch alle Wege offen stehen. Es ist in diesem Zusammenhang nachvollziehbar, wenn auch schon fast kurios, wenn unsere «Wirtschaftsvordenker» von Avenir Suisse nun eine neue Variante der «Pyra-midentransparenz» proklamieren: Gymnasiasten sollen sich nach der Matur einen Lehrbetrieb suchen und während einer praktischen Ausbildung statt einer Berufs-schule eine Fachhochschule besuchen. Damit will Avenir Suisse die «schleichende Akademisierung» der Fachhochschulen bremsen. (Wie wenn diese schleichende Aka-demisierung von unten käme – Anmerkung des Schreibenden.) Diese «Maturastiften» sollen dann für die Theorie statt der Berufsschule die Fachhochschule besuchen.
«Menschenverstand kann fast jeden Grad von Bildung ersetzen, aber kein Grad von Bildung den gesunden Menschenverstand. »
(Arthur Schoppenhauer)
Als Begründung für den kuriosen Vorschlag verweisen die Avenir-Strategen auf die stagnierende Berufsmaturaquote. Das ist doch logisch, wenn gleichzeitig die «klas-sische» Maturaquote steigt! Der Anteil der «maturfähigen» Jugend lässt sich leider nicht beliebig steigern, ohne gleichzeitig das Anforderungsniveau zu senken. Ein FH-Studium neben der Lehre? Berufskundeunterricht an der FH? Lehre light + FH light = Ingenieur light! Ist das der Weg? Ist dies das Ziel? Obiges Zitat von Schop-penhauer gilt offensichtlich auch für die Bildungspolitik! Noch vor wenigen Jahren galt für unentschlossene Jugendliche mit entsprechend gu-tem Oberstufenabschluss: «Mach die Matura, dann stehen dir immer noch alle Wege offen!» Wenn man obige Bildungsthese von Avenir Suisse ernst nimmt, müsste man nun folgerichtig empfehlen: «Mach gleich eine Lehre, so kommst du am schnellsten zu einer guten Berufskarriere!»
Martin Gysi Redaktion technica
2 technica 12-10
Inhaltsverzeichnis
Seite 18
Schwebende Metallplatte mehrfach preisgekrönt
Seite 24
Cleantech ist ein Markt der Zukunft
Für die Berufsfachschule BBB in Baden ist eine neue Ära angebrochen: Zum ersten Mal zeichnete «Schweizer Jugend forscht» (SJf) dieses Jahr zwei Projekte junger Talente aus dieser Schule aus. Den Weg der geziel-ten Talentförderung will die Schule konsequent weiterverfolgen.
Bundespräsidentin Doris Leuthard präsentierte anlässlich der 3. Innovationskonferenz am 4. November den «Masterplan Cleantech Schweiz» mit 50 Massnahmen und Empfehlungen.
Panorama ■ 4–6
Swissmem ■
Hans Hess ist neuer Swissmem-Präsident 7
Export-Forum ■
Exportstützpunkt für Schweizer KMU in Südkorea 8Neuer Swiss Business Hub in Korea
Planung + Produktion ■
Kommt das Ende der «Ichlinge»? 9Editorial
Die Mitarbeiterumfrage bringts an den Tag 10Die Mitarbeiterumfrage als Grundlage einer problemorientierten Führungspolitik im Unternehmen
Abstracts für p-p-plus 14Go and click and read
Sticks – die kleinen Kriminellen 15Private USB-Sticks gefährden Daten durch Missbrauch und Diebstahl
Märkte und Unternehmen ■
Vielseitiger Technologie- und Anwenderkongress 17National Instruments «Virtuelle Instrumente in der Praxis» war wieder ein Erfolg
Aus- und Weiterbildung ■
Schwebende Metallplatte mehrfach preisgekrönt 18Projekte der Berufsfachschule BBB in Baden von «Schweizer Jugend forscht» ausgezeichnet
Deshalb ist die Schweiz so reich! 21Rekord: 160 Diplome der ABB-Technikerschule verliehenAnalyse und Optimierung der Produktionslogistik 22Eine gute Möglichkeit für Firmen, Aufträge an Studentinnen und Studenten zu vergeben
Ausgezeichnete Möglichkeiten für Mechatroniker 23
Cleantech ■«Cleantech ist ein Markt der Zukunft» 24Die Schweiz ist grundsätzlich gut aufgestellt, aber zu wenig dynamisch
Der Energieverbrauch wird zum Kostenfaktor 26Nachhaltige Energieträger im Fokus der Automatisierung
«Einige Projekte reichen weit in die Zukunft» 29Auch an den Fachhochschulen sind grüne Technologien ein Thema
Neue Druckluftzentrale in vier Jahren amortisiert 31Halbierung der Energiekosten durch Optimierung des Leerlaufbetriebes angepeilt
100 Prozent saubere und wirtschaftliche Druckluft 32Ökobilanz von Lithium-Ionen- Akkus für Elektroautos 33Wasserwirbelkraftwerk «Piccard» 33
Die Hochzeitstorte mit dem Rüstmesser schneiden? 52 Der Universallaser bleibt eine Illusion
Euroblech 2010 – die Zukunft ist Blech! 54 Nachlese zur Euroblech 2010 in Hannover
Fügen-Trennen-Formen

12-10 technica 3
Halle 1.1 Stand F 15
Werkzeugmaschinen ■und Werkzeuge(Fast) alles ist möglich … 34Präzisionsmechanik im Dienst der Kunden
Härten ohne Verzug 36Laserhärten hat Produktivitäts- und Qualitätsvorteile
Highlights ■Optimale Beschichtungen für harsches Klima 38Kernfusion als mögliche Alternative zu konventionellen Energieerzeugungstechnologien
Nicht nur das Design ist neu … 40EvoDeco 16a: Die Erfolgsgeschichte der Deco 13a geht weiter
Automations- und ■AntriebstechnikRobotik einfach gemacht: «plug & automate» 41Kuka Roboter Schweiz AG stellte eine neue Produktgeneration vor
Mit Prozessverständnis zu besseren Lösungen 4225 Jahre Cymax AG: 200 Mannjahre Hydraulik-Geschichte
Wie lange hält die Energiekette? 44Energieketten: Testlabor vergrössert, erste Lebensdauer-Berechnung weltweit
Fördertechnik + Logistik ■Flexibilität in allen Dimensionen 46Maximale Effizienz durch automatisches Blechlager
Seite 54
Euroblech 2010 – Die Zukunft ist Blech
Mit 1450 Ausstellern aus 43 Ländern sowie 78 500 m2 Netto-Ausstellungsfläche markierte die vergangene Euro-blech in Hannover erneut Bestmarken; die Schweiz belegt den 4. Platz in den Top Ten der Ausstellerländer.
Gefahrgut sicher lagern 48Regaltechnik sorgt für optimale Lagerhaltung brandschutzgefährdeter Güter
Produkte ■ 49–51
Lieferanten- ■verzeichnis 58–63
Impressum ■ 64
TechniKnacknuss ■ US 3

4 technica 12-10
Panorama
Rationeller Filtereinkauf aus 16’000 Typen!Kein langes Suchen ... 24-h-Lieferservice!Verlangen Sie die SF-Filterkataloge oder die CD. Per Telefon oder www.sf-filter.com
Tel. 044 864 10 68
SF – für alle Filterfälle
CH-8184 BachenbülachSF-Filter AG
2_Bauberger_Banner_bearb.indd 1 30.03.09 12:15
www.brtec.eu
Nachschleifservice
BR TEC Bühler AGCH-8488 TurbenthalTel. +41 (0)52 397 27 00
Den Innovationen voraus.
Ihr Partner für
BR TEC Röschli AGCH-8483 KollbrunnTel. +41 (0)52 397 00 11
– CNCFräsen
& Bohren
– Laserhärten
– Auftragsschweisse
n
Mit dem Green-IT Best Practice Award werden Konzepte prämiert, die eine möglichst grosse Breiten-wirkung zur Umsetzung von Green-IT erzielen. Dieses Jahr wa-ren 35 Unternehmen und Institu-tionen nominiert. Dachser wurde für die Kombination verschiede-ner innovativer Konzepte zu einer nachhaltig wirksamen Gesamtlö-sung ausgezeichnet:1. Energieeffizientes RechenzentrumDas neue Dachser-Rechenzent-rum wartet gleich mit mehreren umweltfreundlichen Ausstat-tungsmerkmalen auf: Die Argon-Brandschutzanlage verdrängt nur im Brandfall den Sauerstoff aus der Luft und verhält sich dabei ökologisch neutral, da das Edel-gas Argon ohnehin ein fester Be-standteil der Luft ist. Das Re-chenzentrum wird zudem statt auf die üblichen 20 °C nur auf 24 °C gekühlt, was den Energie-bedarf um rund 15 Prozent ab-senkt. Für Hochleistungsserver verwendet der Logistikdienstleis-
ter wassergekühlte Racks. Die energieoptimierte Rechenzent-rumsarchitektur mit separaten Kälte- und Wärmegängen sowie die 100 Zentimeter hohen Dop-pelböden mit Strömungskanälen reduzieren den Kühlungsbedarf zudem spürbar.2. Einsatz von NetworkClients (NCs)Das Rechenzentrum wurde erst dadurch notwendig, dass im Rah-men der Ablösung klassischer Workstations statt auf Personal Computer vermehrt auf Network-Clients gesetzt wurde. Diese kom-pakten Geräte verbrauchen ledig-lich ein Zehntel der Energie, die ein PC benötigt. Heute hat Dach-ser rund 7000 NCs im Einsatz. Das Unternehmen spart so 920 000 Kilowattstunden ein und vermeidet gleichzeitig eine grosse Menge an Elektroschrott.3. Abwärmenutzung für neues HauptgebäudeÜber zwei Wärmetauscher wird die Abwärme des Rechenzentrums auf-genommen und für die Beheizung
des 2010 fertiggestellten Haupt-gebäudes genutzt. Mit einer Leis-tung von 300 Kilowatt werden so bis zu 50 Prozent des gesamten Heizbedarfes des Gebäudes abge-deckt. Die übrigen 50 Prozent gewinnt Dachser über Erdwärme-Sonden. So reduziert der Logistikdienstleis-ter den jährlichen CO2-Ausstoss um 144 Tonnen und spart die kosten-intensive Beheizung mit fossilen Brennstoffen ein.
«Das Thema Nachhaltigkeit ist bei Dachser fest in den Unterneh-menswerten verankert», sagt Mi-chael Schilling, Geschäftsführer European Network Management & Logistics Systems bei Dachser. «Wir konnten durch die Kombina-tion unterschiedlicher Sachver-halte sowohl ökologisch als auch ökonomisch eine nachhaltige Wir-kung entfalten», sagt Stefan Sel-bach, Dachser-Bereichsleiter In-formationstechnologie.
GreenIT Best Practice Award für DachserStaatssekretärin Cornelia Rogall-Gro-the, Beauftragte der Bundesregierung für Informationstechnik und Stefan Selbach, Dachser-Bereichslei-ter Informationstech-nologie bei der Ver-leihung des Green IT Award in Berlin.

12-10 technica 5
Panorama
Zum Titelbild
«Einige Projekte reichen weit in die Zukunft»
Projekte wie der «SwissKitePower» (siehe Bild) oder die Analyse und Optimierung von Produktionslogistik sind eine Chance für Unternehmen, gemeinsam mit der Fachhochschule Nordwestschweiz an neuen Techno-logien und Produkten zu arbeiten. Und nebenbei lässt sich so auch etwas frischer Wind in eine Firma holen.
Siehe Berichte auf Seite 22 (Produktionslogistik) und Seite 29 (SwissKitePower/Cleantech)
Hochschule für Technik FHNW5210 Windisch056 462 44 [email protected]/technik
Front
Front
12/2010www.marktspiegel.ch www.technica-online.ch
Aus- und Weiterbildung: Schwebende MetallplatteGrüne Technologien: «Cleantech ist ein Markt der Zukunft»
Messe-Nachschau:Euroblech
FÜGE
N-T
REN
NEN
-FOR
MEN
Der Innovationspreis 2010 der Zentralschweizerischen Handels-kammer (HKZ) geht an Maxon Mo-tor. Das Unternehmen überzeugte die Jury mit dem Präzisionsmotor für Extrembedingungen, dem ma-xon EC 22 HD. Dieser hält 200 °C, 100 G und 1700 bar aus.«Es ist in erster Linie der einma-lige Mix an Kompetenzen bezüg-lich Elektrotechnik, Mechanik, Miniaturisierung und Werkstoff-verwendung, welcher überzeugt», schildert Werner Steinegger, Jury-Präsident der HKZ. Mit dem EC 22 HD (Heavy Duty) lanciert Ma-xon Motor als weltweit erster An-bieter einen Standardmotor für extrem raue Einsatzbedingungen. Für die ausserordentlich hohen Anforderungen in der Tiefbohr-
technik entwickelt, eröffnet der Antrieb neue Möglichkeiten in einer Vielzahl von Anwendungen, welche ebenso hohe Ansprüche stellen. Für Felix Howald, Direk-tor der HKZ, ein weiterer Sieger-Aspekt: «Die Innovation ist markt-reif und stärkt die Wettbewerbs-fähigkeit von Maxon Motor.»Die verschiedenen Varianten des EC 22 HD sind für den Betrieb in Luft oder Öl ausgelegt. So ist die Typenleistung abhängig vom um-gebenden Medium und beträgt 80 Watt in Luft und, aufgrund der we-sentlich höheren Wärmeabfuhr, 240 Watt in Öl. Sie sind für Um-gebungstemperaturen von über 200 °C und atmosphärische Drü-cke bis zu 1700 bar ausgelegt. Zudem sind die 22-mm-Durch-
messer-Motoren resistent gegen Vibrationen bis zu 25 grms sowie gegen Schläge und Stösse bis zu 100 G – als Vergleich dazu: ein Formel-Kampfflugzeug ist mit bis etwa 13 G belastet.
Bereits zum zweiten MalDer Innovationspreis der Zent-ralschweizerischen Handelskam-mer wird seit 1986 jährlich ver-liehen. Öffentliche Anerkennung erhält, wer innovative und einzig-artige Produkte, Dienstleistungen oder Prozesse entwickelt und zur Marktreife bringt. Im Kern geht es um Originalität und Komplexität sowie aussergewöhnliche unter-nehmerische Leistungen. Basis der Preisvergabe bilden Faktoren wie volkswirtschaftliche Bedeu-
tung und die Schaffung von Ar-beitsplätzen.«Die Innovationskraft der Maxon Motor AG wird durch die Tatsache dokumentiert, dass das Unterneh-men den Preis nach 1996 bereits zum zweiten Mal erhält», schreibt die HKZ in ihrem Communiqué. Damals hat der Antriebsspezialist eine preisoptimierte DC-Motoren-reihe mit dem Namen A-max ent-wickelt. Dabei ist es ihm gelun-gen, Variantenvielfalt beizubehal-ten, gleichzeitig aber eine sinnvolle Automatisierung zu er-reichen. Mit der A-max-Reihe konnte Maxon Motor sein Wachs-tum weiter ankurbeln.
www.maxonmotor.ch
Maxon Motor gewinnt Innovationspreis
Ab der EPMT 2011 (vom 24. bis 27. Mai) werden die Organisato-ren in Partnerschaft mit der Tech-nischen Hochschule Lausanne (EPFL), den Organismen BioAlps, Micronarc und A3P Suisse, dem Cluster Médical und weiteren Or-ganisationen einem der dyna-mischsten und leistungsstärksten Wirtschaftsbereiche der Schweiz eine Plattform geben: dem Med-tech-Sektor.
PräzisionsmechanikDie Schweiz, die im Ausland ein Symbol für Präzision und Qualität ist, ist in vielen Bereichen dieser Industrie weltweit führend und war es sich schuldig, eine Messe, ein Schaufenster zu besitzen, um ihr Know-how auf diesem Gebiet zu zeigen. Ziel ist es, alle Ausstel-ler zusammenzubringen, die sich auf medizinische Gerätschaften spezialisiert haben, die vollstän-
dige Supply Chain der Technolo-gien im Bereich der medizini-schen Ausrüstung, ein Treffpunkt für alle Player dieser Supply Chain zu werden, angefangen von R&D bis hin zu den Zulieferern, von re-nommierten Unternehmen bis hin zu kreativen Start-ups. Dies sind die Gründe für die Lancierung ei-nes «Swiss Medical Technologies»-Pavillons, der immer mehr an Be-deutung gewinnen und zum jähr-
lichen Schweizer Rendezvous der Medtech Branche werden soll.
EPMT Lausanne 24. bis 27. Mai 2011022 798 [email protected]
«Swiss Medical Technologies» an der EPMT

6 technica 12-10
Panorama
Datum Ort Thema Kosten Veranstalter/Infos
31.1.28.2.16.5.
jeweilsDietikon
Sichere Konstruktion von Maschinen und AnlagenGrundlagen der HydraulikGrundlagen speicherprogrammierbarer Steuerungen
auf Anfrage Festo Didactic8953 Dietikon044 744 55 44www.festo.ch
– – Alle Termine auf www.technica-online.ch – /category/vk oder Rubrik «Termine»
23.–24.2. 5. Landshuter Leichtbau-Kolloquium auf Anfrage Hochschule Landshut+49 871 506134www.leichtbau-cluster.de
1.3. Zürich NI Days auf Anfrage National Instruments Schweiz5408 Ennetbaden, 056 200 51 51ni.com/switzerland
Mit der wohl grössten Hausmesse der Welt startet DMG bei der De-ckel Maho Pfronten GmbH vom 1. bis 5. Februar 2011 traditionell das neue Messejahr. Im besonderen Fo-kus steht dabei das Zukunftsthema der flexiblen Komplettbearbeitung mit Dreh-Fräs- sowie Fräs-Dreh-Ma-schinen und 5-Achs-Technologien von Gildemeister und Deckel Maho.Exemplarisch dafür steht die Welt-premiere der DMU 85 monoBLOCK. Mit dieser Innovation erschliesst Deckel Maho das zukunftsweisende Monoblock-Konzept der neuen Ge-neration nun auch für den Bereich grösserer Werkstückdimensionen. Des Weiteren wird die Weltpremi-ere DMU 80 eVo linear erstmals dem Fachpublikum vorgestellt. Hier überzeugt die optimierte Gant-ry-Bauweise für maximale Perfor-mance und höchste Dynamik in al-len Achsen.
Die Doppelpräsentation des impo-santen Dreh-Fräszentrums CTX delta 4000 TC und des Mega-Fräszentrums DMU 600 P findet im Rahmen der zeitgleich stattfin-denden XXL-Tage statt. Hier wer-den die Besucher im Detail über die beeindruckenden Möglichkei-ten der beiden Neuentwicklungen informiert. Mit den neuen XXL-Dreh-Fräszentren CTX delta 4000 TC und CTX delta 6000 TC ver-vollständigt DMG sein Programm im Bereich der 6-Seiten-Kom-plettbearbeitung bis 6 m Drehlänge und unterstreicht damit den An-spruch des einzigartigen Full-Li-ners im Bereich der Dreh-Techno-logie. Die DMU 600 P ergänzt die bestehende Portalbaureihe für Werkstücke bis 40 t nach oben und wird dank einzigartiger Kons-truktionsmerkmale, hoher Flexibi-lität und unschlagbarer Leistungs-daten im Prozess den Markt der
Grossteilebearbeitung, beispiels-weise im automobilen Werkzeug- und Formenbau, revolutionieren.Den mehr als 5000 erwarteten Fachbesuchern aus aller Welt prä-sentieren sich im grössten Produk-tionswerk des Gildemeister-Kon-zerns insgesamt 65 Maschinen-Highlights live unter Span und ein vielseitiges Seminarprogramm, was einen imposanten Einstieg in die neue Messesaison verspricht.
Programm der Branchen- und TechnologieseminareMittwoch, 2.2.2011
Aerospace• HSC – High-Speed-Cutting• Verzahnungsfräsen auf Univer-• salmaschinen
Donnerstag, 3.2.2011HBZ – Horizontale Bearbei-• tungs-ZentrenKomplettbearbeitung – Dreh-• Fräs- und Fräs-Dreh-Technologie
DMG Lifecycle Services zur • Maximierung der ProduktivitätAutomation für kleine und mit-• telständische Unternehmen
Freitag, 04.02.2011Dental / Medical• LASERTEC – Texturieren von • OberflächenstrukturenLASERTEC – Precision Tool für • PKD- / CVD- / CBN-Werkzeuge
Täglich LIVE im XXL-CenterDie neue Dimension in der • Grossteile-Komplettbearbei-tungGrossbauteile bis 40 t, • Verfahrwege bis 6 m
DECKEL MAHO Pfronten GmbHD-87459 PfrontenTel.: +49 8363 89-0www.dmg.com
Innovationen für eine erfolgreiche Zukunft
Die DMG-Hausmesse in Pfronten ist jedes Jahr ein beliebter Treff-punkt von Fertigungsspezialisten aus ganz Europa.
Hightech in idyllischer Landschaft: Deckel Maho in Pfronten.

12-10 technica 7
Swissmem
Mit Hans Hess übernimmt eine äusserst kompe-tente Unternehmerper-
sönlichkeit mit langjähriger Füh-rungserfahrung in der MEM-In-dustrie das Präsidium des grössten Industrieverbandes der Schweiz.Nach seiner Ausbildung zum Werkstoffingenieur an der ETH Zürich begann er seine berufliche Laufbahn 1981 als Entwicklungs-ingenieur bei Sulzer AG in Win-terthur. Mit seinem Wechsel 1983 zu Huber+Suhner AG in Pfäffikon (ZH) übernahm er erste Führungsverantwortung. Nach ei-nem MBA-Studium an der Uni-versity of Southern California in Los Angeles (USA) trat er 1989 als Direktor und Leiter einer Busi-ness Unit in die damalige Wild Heerbrugg ein. Hans Hess ist schon seit über 11 Jahren eng mit Swissmem ver-bunden. Als CEO von Leica Geo-systems wurde er 1999 in den Vorstand und 2004 in den Vor-standsausschuss gewählt. 2007 übernahm er das Vize-Präsidium und vertrat Swissmem von 2007 bis 2010 im Vorstandsausschuss des Schweizerischen Arbeitgeber-verbandes (SAV) und ist seit 2009 im Vorstandsausschuss der eco-nomiesuisse. Aus Anlass seines Amtsantritts stellte ihm Technica ein paar Fra-gen:
Welches sind Ihre Ziele für die Branche und für den Verband? Hans Hess: Mein Ziel ist, dass un-sere Branche auch in 10 Jahren mehr als 300 000 attraktive Ar-beitsplätze in der Schweiz anbie-ten und 10 Prozent des BIP er-wirtschaften kann. Ich will der Po-litik und der Bevölkerung immer wieder aufzeigen, wie wichtig die Exportindustrie für unser Land ist. Sie trägt viel zum Wohlstand in unserem Land bei. Gerade an den Beispielen Islands oder Irlands sehen wir, wie gefährlich die ein-seitige Abhängigkeit eines Landes vom Finanz- oder Dienstleistungs-sektor ist. Wir müssen deshalb zur Industrie Sorge tragen.
Welche Schwerpunkte setzen Sie im 2011?Hess: Für unsere 1000 Mitglied-firmen ist es wichtig, dass die glo-balen Absatz- und Beschaffungs-märkte offenbleiben. Das ist heute leider nicht mehr selbstverständ-lich. Ich werde mich dafür einset-zen, dass der Bund sich dies-bezüglich aktiv in den interna-tionalen Gremien einbringt. Im Weiteren will ich die Jugend über-zeugen, dass die Schweizer Ex-portindustrie ein attraktiver Ar-beitsort ist – nicht nur für Absol-venten von Fachhochschulen oder Hochschulen, sondern insbeson-dere auch für Berufsfachleute.
Welche Entwicklung erwarten Sie für 2011?Hess: Ich reche mit einer grund-sätzlich positiven Entwicklung. Allerdings wird sich das Wachs-tum im nächsten Jahr abschwä-chen.
Wie beurteilen Sie das zu Ende gehende Jahr? Hess: Der Auftragseingang in der Maschinen-, Elektro- und Metall-Industrie entwickelte sich im 2010 insgesamt zufriedenstel-lend. Die Unterschiede innerhalb der Branche sind jedoch be-trächtlich. Viele Unternehmen haben sich von der Krise gut er-holt. Andere, vor allem spätzyk-
lisch geprägte Unternehmen, spüren die Krise erst jetzt in vol-lem Umfang.
Wie schätzen Sie die Situation um den starken Franken ein?Hess: Der starke Franken ist zur-zeit die grösste Herausforderung. Er verschlechtert unsere Wettbe-werbsfähigkeit im Ausland und lässt die Margen wegschmelzen. Kaum sind einzelne Firmen wie-der aus der Krise raus, drohen we-gen des starken Frankens neue Verluste. Das ist dramatisch. Ich habe Angst, dass sich die Situa-tion noch weiter verschlechtern könnte. Ich erwarte von der Schweizerischen Nationalbank, dass sie laufend sämtliche ver-nünftigen Massnahmen prüft, die helfen könnten, die für die Export-industrie schwierige Wechselkurs-situation zu entspannen.
Was ist im Bereich Aus- und Wei-terbildung noch zu tun? Hess: Mit der Umsetzung des neuen Berufsbildungsgesetzes wurde in jüngster Vergangenheit viel erreicht. So ist beispielsweise das Bildungssystem sehr viel durchlässiger geworden. Hand-lungsbedarf besteht noch im Be-reich der Finanzierung der höhe-ren Berufsbildung (Tertiär B). Ich bin der Ansicht, dass die öffentli-che Hand hier zusätzliche Mittel investieren müsste, jedoch ohne die Beiträge an die Hochschulen zu kürzen. (mg)
Interview: Barbara Fischer
Hans Hess ist neuer Swissmem-PräsidentDer Vorstand des Verbandes der Schweizer Maschinen-, Elektro- und Metall-Industrie, Swissmem, hat Hans Hess zum neuen Präsidenten gewählt. Technica-online.ch berichtete darüber. Hess tritt die Nachfolge des in den Bundesrat gewählten Johann N. Schneider-Ammann an.
ScHwEIzErIScHE MAScHINEN-, ElEkTro- uND METAll-INDuSTrIE kirchenweg 4, 8008 zürich Tel. 044 384 41 11, Fax 044 384 42 42 [email protected]
Swissmem-Präsident Hans Hess.

8 technica 12-10
Export-ForumExport-ForumExport-ForumIN ZUSAMMENARBEIT MIT OSEC BUSINESS NETWORK SWITZERLAND
Die offizielle Bekanntgabe der Er-öffnung des neuen Swiss Busi-ness Hub Korea erfolgte am 16. November in Zürich anlässlich einer KMU-Veranstaltung, bei der den Teilnehmern das Marktpoten-zial von Südkorea aufgezeigt und dazu Studien über Geschäftsmög-lichkeiten in der MEM-, Clean-tech- und Medtech-Industrie prä-sentiert wurden. Der neue Swiss Business Hub in Seoul, der in Räumlichkeiten der Schweizer Botschaft angegliedert ist, hat be-reits anfangs November seine Ak-tivitäten aufgenommen. Er soll Schweizer und Liechtensteiner KMU den Sprung nach Südkorea vereinfachen. Thomas M. Wicki, bisher Regionaldirektor Asia & Pa-cific bei der Osec, wird den Auf-bau des neuen Business Hub eigenhändig leiten. Die Eröffnung dieses Stützpunkts für Schweizer KMU in Seoul ist ein weiterer strategischer Schritt
der Osec, die Schweizer Exportin-dustrie in Wachstums- und Schwerpunktmärkten mit direkter Hilfestellung bei der Expansion in diese Märkte zu unterstützen. Mit dem Swiss Business Hub Korea führt die Osec in ihrem Aussen-netz neu 17 solcher Aussenstel-len, die meisten von ihnen zusam-men mit dem Eidgenössischen Departement für auswärtige An-gelegenheiten (EDA).
Südkorea – ein Markt mit grossem GewichtMit über 50 Millionen Einwohnern verfügt Südkorea über ein breites Segment von anspruchsvollen Konsumenten und ist ein attrak-tiver Markt für international tätige Unternehmen. Südkoreas nomi-nales BIP liegt weltweit an 15. Stelle, die Kaufkraftparität sogar an 12. Stelle. Das Land gilt somit aus Schweizer Sicht als wichtiger Zielmarkt mit grossem Geschäfts-
potenzial. Nicht zuletzt auch da-rum, weil der «Green New Deal», das Anfang 2009 ins Leben geru-fene Stimulierungsprogramm der südkoreanischen Regierung, und dessen Erweiterung bis 2013 Mit-tel im Umfang von rund CHF 100 Mrd. zur Verfügung stellt. Im Vor-dergrund stehen dabei Baupro-jekte, der Ausbau der Transport-infrastruktur und die Umwelt- und Energietechnik. Viel Potenzial gibt es gemäss der Osec auch in der Elektronikbranche, im Halb-leiter- und Cleantech-Bereich, im Hightech-Segment, bei den Med-tech-Komponenten und in den Bereichen Schiffbau, Automotive und Konsumgüter.Daniel Küng, CEO der Osec, sagt zur Hub-Eröffnung: «Mit dieser neuen Aussenstelle in Südkorea erfahren Schweizer und Liechten-steiner Unternehmen zusätzliche Unterstützung, wenn sie in Asien ihre Geschäftsbeziehungen auf- oder ausbauen wollen. Südkorea – zwischen den beiden Weltmärk-ten Japan und China gelegen – ist ein strategisches Tor zu Nordost-asien und wird in naher Zukunft noch an Bedeutung gewinnen.» Ein Freihandelsabkommen zwi-schen Südkorea und der EFTA (inkl. Schweiz) ist seit 2006 in Kraft und hat den Schweizer Ex-porteuren starken Auftrieb verlie-hen. Es beinhaltet Regeln zum Handel mit Industrieprodukten und Dienstleistungen sowie geis-tigem Eigentum, zur staatlichen Beschaffung und zum staatlichen Wettbewerb.
Reger bilateraler Handel zwischen der Schweiz und SüdkoreaDer bilaterale Handel zwischen der Schweiz und Südkorea hat sich in den letzten Jahren – trotz der schwierigen weltwirtschaftli-chen Bedingungen – gut entwi-ckelt. Während die Exporte nach Südkorea 2000 noch bei rund ei-ner Milliarde Schweizer Franken lagen, betrugen sie Ende 2009 fast CHF 1,9 Mrd. Wichtigste Ex-portgüter sind die Maschinen, pharmazeutische Erzeugnisse, Uhren, optische und medizinische Instrumente und chemische Pro-dukte. Der positive Trend hält an, zumal auch in den ersten neun Monaten 2010 die Exporte nach Südkorea um über 23 Prozent angestiegen sind. Die Schweizer Direktinvestitionen in Südkorea haben sich seit 2004 mehr als verdoppelt; per Ende 2008 lagen sie bei CHF 3,1 Mrd. Um diesen Markt den Schweizer Firmen näher zu bringen, plant die Osec zusammen mit der Wirt-schaftskammer Schweiz-Asien und der Korea Trade-& Investment Promotion Agency (KOTRA) vom 9. bis 15. Januar 2011 eine Un-ternehmerreise nach Südkorea. Schweizer Unternehmen können sich dadurch vor Ort ein umfas-sendes Bild über die Geschäfts-möglichkeiten in diversen Bran-chen verschaffen und im Rahmen eines speziell organsierten Match-Making-Events mit potenziellen Kunden, Kooperationspartnern und Entscheidungsträgern aus der Wirtschaft in Kontakt treten. Dazu erhalten die Schweizer KMU auch die Chance, sich am Swiss Pavi-lion der KINTEX-Messe zu präsen-tieren. (mg)
Exportstützpunkt für Schweizer KMU in SüdkoreaOsec eröffnete anfangs November in Seoul einen weiteren Swiss Business Hub. Ziel des neuen Swiss Business Hub Korea ist es, Schweizer und Liech-tensteiner KMU beim Markteintritt in Südkorea bestmöglich mit der Vermitt-lung von Informationen und Geschäftskontakten sowie mit umfassender Beratung zu unterstützen. Zum Leiter des Swiss Business Hub Korea wurde Thomas M. Wicki ernannt.
Neuer Swiss Business Hub in Korea
Daniel Küng, CEO der Osec: «Südkorea – zwischen den beiden Welt-märkten Japan und China gelegen – ist ein strategisches Tor zu Nord-ostasien und wird in naher Zukunft noch an Bedeutung gewinnen.»

12-10 technica 9
Offi zielles Organ des Schweizerischen Verbandes für Betriebsorganisation und Fertigungstechnik – svbf
Nr. 12-10
In der guten alten Zeit, als das Wünschen noch geholfen hat, ging man davon aus, dass die
Zukunft auf jeden Fall besser, schö-ner und angenehmer werde. Heut-zutage sind die Zukunftsperspekti-ven eher mit Grautönen unterlegt, Skepsis dominiert und Untergangs-szenarien sind en vogue. Nun nahm sich Professor Horst W. Opaschow-ski von der deutschen «Stiftung für Zukunftsfragen» des Themas «Wer-tewandel» an, um die Bedürfnislage der Deutschen auszuloten. Dabei förderte er Verblüffendes zutage. Eine repräsentative Umfrage, deren
Ergebnisse mutmasslich auch für Schweizer und Schweizerinnen zu-treffen, zeigte, dass das Ende der «Ichlinge» heraufdämmert. Besin-nen wir uns kurz: Was sind «Ich-linge»? Diese Gattung menschlicher Wesen macht ihre eigene Befi nd-lichkeit zum Massstab allen Tuns und ist überdies von der eigenen Einzigartigkeit überzeugt. Ihr Auf-tritt ist jeweils grossartig, ehrgeizig und umwerfend. Gleichgültig ob auf der Bühne, im Sitzungszimmer oder im Team, sie spielen sich in den Mittelpunkt. Dass in Deutschland die Unternehmensform einer Ich-
AG geschaffen wurde, ist nur noch die juristische Vervollkommnung. Und nun hat man offensicht-lich die Nase voll von ih-nen.88 Prozent der Befragten bekennt kategorisch: «Für Egoismus ist in unserer Gesellschaft immer weni-ger Platz. Wir müssen zu-sammenhalten.» Gemein-sinn, Gemeinschaftsfä-higkeit und Geborgenheit durch Gemeinsamkeit sind die von Opaschowski aus den Umfrageresulta-ten herausgearbeiteten neuen Werte. Realisiert werden die G-Maximen in einem sozialen Netzwerk, in dem jeder ausserhalb der fremd bestimmten Ar-
beit und Arbeitsstrukturen den Nächsten – Familienmitglieder, Nachbarn, Freunde und Kollegen – beisteht und selbst materiellen und sozialen Beistand im Rahmen klei-ner privater Gruppen erhält. Dazu Opaschowski: «Der Einstellungs-wandel der Bevölkerung hat existen-ziellen Charakter. Dahinter verbirgt sich die Zukunftsangst vor einer Ge-sellschaft ohne soziale Sicherung, ohne sicheres Einkommen, ohne sicheren Job und ohne sichere Rente.» Wenn man den Ergebnis-sen der Umfrage – skeptischen – Glauben schenken darf, dann ist eine Wendezeit angesagt: Selbst-hilfe im kleinen Kreis sichert die existenziellen Grundlagen. Ansätze von Gemeinwirtschaft entstehen pa-rallel zur Markt- und Wettbewerbs-wirtschaft. Vernichtungskonkurrenz wird als das demaskiert, was sie ist: Tummelplatz von narzisstischen Egomanen, welche die Welt zum Ausleben ihres Grössenwahns in Be-schlag nehmen. Die Welt-Finanz-krise wird nicht das letzte Beispiel einer ihrer grandiosen Bruchlandun-gen bleiben. Leider. Aber mit mehr Gemeinsinn könnte man Gegen-steuer geben. In diesem Sinne wün-sche ich allen Leserinnen und Le-sern einen sorgenfreien Jahres-wechsel und ein bekömmliches 2011.
Alois Altenweger, Redaktor P+P
Editorial
Kommt das Ende der «Ichlinge»?
www.fraisa.com
www.ch.trumpf.com
www.interpers.ch
www.igm.at
www.3marbreitschutz.ch
allfi.com
www.waterjet.chEiner lichten Zukunft entgegen? (Bild: aa)
Planung + Produktion | Dossier Betrieb
10 technica 12-10
Interviews oder Fragebogen? Der Kunde hatte sich für die Variante «Interviews» entschieden. So wur-
den 80 Mitarbeiter an zwei Standor-ten in je einstündigen Interviews mit-tels eines massgeschneiderten und
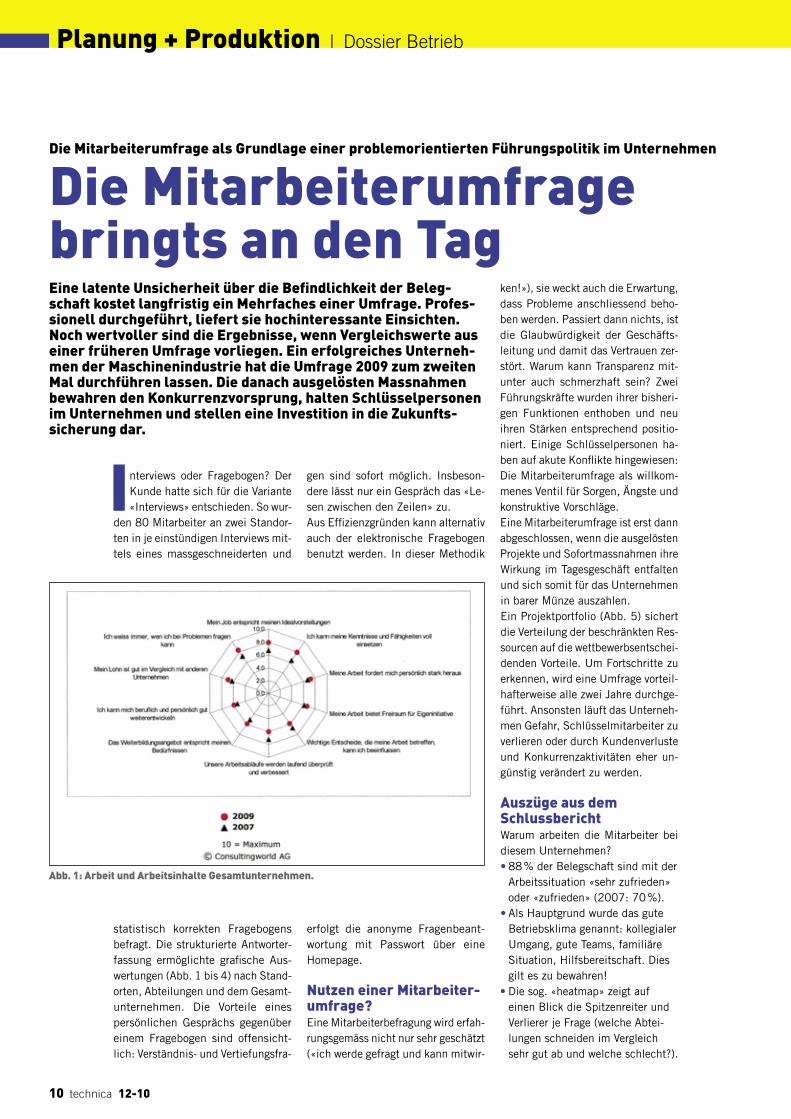
statistisch korrekten Fragebogens befragt. Die strukturierte Antworter-fassung ermöglichte grafische Aus-wertungen (Abb. 1 bis 4) nach Stand-orten, Abteilungen und dem Gesamt-unternehmen. Die Vorteile eines persönlichen Gesprächs gegenüber einem Fragebogen sind offensicht-lich: Verständnis- und Vertiefungsfra-
gen sind sofort möglich. Insbeson-dere lässt nur ein Gespräch das «Le-sen zwischen den Zeilen» zu. Aus Effizienzgründen kann alternativ auch der elektronische Fragebogen benutzt werden. In dieser Methodik
erfolgt die anonyme Fragenbeant-wortung mit Passwort über eine Homepage.
Nutzen einer Mitarbeiter-umfrage?Eine Mitarbeiterbefragung wird erfah-rungsgemäss nicht nur sehr geschätzt («ich werde gefragt und kann mitwir-
ken!»), sie weckt auch die Erwartung, dass Probleme anschliessend beho-ben werden. Passiert dann nichts, ist die Glaubwürdigkeit der Geschäfts-leitung und damit das Vertrauen zer-stört. Warum kann Transparenz mit-unter auch schmerzhaft sein? Zwei Führungskräfte wurden ihrer bisheri-gen Funktionen enthoben und neu ihren Stärken entsprechend positio-niert. Einige Schlüsselpersonen ha-ben auf akute Konflikte hingewiesen: Die Mitarbeiterumfrage als willkom-menes Ventil für Sorgen, Ängste und konstruktive Vorschläge.Eine Mitarbeiterumfrage ist erst dann abgeschlossen, wenn die ausgelösten Projekte und Sofortmassnahmen ihre Wirkung im Tagesgeschäft entfalten und sich somit für das Unternehmen in barer Münze auszahlen. Ein Projektportfolio (Abb. 5) sichert die Verteilung der beschränkten Res-sourcen auf die wettbewerbsentschei-denden Vorteile. Um Fortschritte zu erkennen, wird eine Umfrage vorteil-hafterweise alle zwei Jahre durchge-führt. Ansonsten läuft das Unterneh-men Gefahr, Schlüsselmitarbeiter zu verlieren oder durch Kundenverluste und Konkurrenzaktivitäten eher un-günstig verändert zu werden.
Auszüge aus dem SchlussberichtWarum arbeiten die Mitarbeiter bei diesem Unternehmen?
88 % der Belegschaft sind mit der • Arbeitssituation «sehr zufrieden» oder «zufrieden» (2007: 70 %).Als Hauptgrund wurde das gute • Betriebsklima genannt: kollegialer Umgang, gute Teams, familiäre Situation, Hilfsbereitschaft. Dies gilt es zu bewahren!Die sog. «heatmap» zeigt auf • einen Blick die Spitzenreiter und Verlierer je Frage (welche Abtei-lungen schneiden im Vergleich sehr gut ab und welche schlecht?).
Eine latente Unsicherheit über die Befindlichkeit der Beleg-schaft kostet langfristig ein Mehrfaches einer Umfrage. Profes-sionell durchgeführt, liefert sie hochinteressante Einsichten. Noch wertvoller sind die Ergebnisse, wenn Vergleichswerte aus einer früheren Umfrage vorliegen. Ein erfolgreiches Unterneh-men der Maschinenindustrie hat die Umfrage 2009 zum zweiten Mal durchführen lassen. Die danach ausgelösten Massnahmen bewahren den Konkurrenzvorsprung, halten Schlüsselpersonen im Unternehmen und stellen eine Investition in die Zukunfts-sicherung dar.
Die Mitarbeiterumfrage bringts an den Tag
Die Mitarbeiterumfrage als Grundlage einer problemorientierten Führungspolitik im Unternehmen
Abb. 1: Arbeit und Arbeitsinhalte Gesamtunternehmen.
140 Millionen Tonnen weniger CO2-Ausstosspro Jahr?
Absolut.
Allein im Jahr 2008 haben unsere Niederspannungsantriebe den CO2-Ausstossweltweit um rund 140 Millionen Tonnen verringert. Diese intelligenten Steuerungenregeln die Drehzahl von Elektromotoren und senken so den Energieverbrauchin der Industrie und in Gebäuden. Das ist nur eine von vielen Technologien vonABB, um den CO2-Ausstoss und die Kosten bei unseren Kunden zu senken.www.abb.ch/betterworld
ABB_Ins_CO2_210x297mm_Technica_D_V1.indd 1 9.9.2010 14:30:40 Uhr

Planung + Produktion | Dossier Betrieb
12 technica 12-10KOSTENLOSE Online Registrierung unter: www.easyFairs.com/MAINTENANCESCHWEIZ
WIR LADEN SIE EIN!
INNOVATIEVE TECHNOLOGIEËN VOORENERGIEPRESTATIE EN BINNENKLIMAATINNOVATIEVE TECHNOLOGIEËN VOORLOGIEËN VOORINNOVATIEVE TECHNOLOGIEËN VOOR
BINNENKLIMAAT EN ENERGIEPRESTATIE BINNENKLIMAATBINNENKLIMAAT EN ENERGIEPRESTATIE
MAINTENANCESchweiz2011
DIE MESSE FÜR DIE TECHNISCHE INSTANDHALTUNG,
SAUBERKEIT / HYGIENE, UMWELTTECHNIK / ENTSORGUNG
UND DAS FACILITY MANAGEMENT
09. & 10. FEBRUAR 2011
MESSE ZÜRICH - ZÜRICH
Besuchen
Sie uns!
Eine hohe Mitarbeiterzufrieden-•heit ergibt sich aus einer span-nenden Arbeitstätigkeit, einem günstigen Abteilungs-Mikroklima und einem angenehmen direkten Vorgesetzten.
Vergleich mit der Umfrage von 2007
Deutlich verbesserte Zufriedenheit •im Jahre 2009 («Beruhigung»).Fehlender Fortschritt seit der Um-•frage 2007: Pannenanfälligkeit des gesamten Maschinenparkes.Qualitätsprobleme werden akzep-•tiert und als «normal» bezeichnet. Trotzdem: hohe Bewertung der gelebten Qualitätsorientierung. Fremd- und Eigenbild als Problem?Die zentrale Herausforderung be-•steht in den folgenden zwei Jah-ren darin, die extrem hohe Zufrie-denheit von 88 % zu halten.
FührungKonsequente Entscheidumsetzung •in einer Abteilung als Problem erkannt.Zwei Führungskräfte wurden neu •entsprechend ihren Stärken im Unternehmen positioniert.Einarbeitung neuer Mitarbeiter •sollte professioneller erfolgen.Mit einigen Führungskräften und •
Mitarbeitern wurden keine Jahres-zielbesprechungen durchgeführt. (Diese wurden als Sofortmass-nahme nachgeholt.)Vergleich der aktuell suboptima-•len Arbeitsteilung im Verkauf (Produktmanagement, Innen-dienst, Aussendienst, Kunden-dienst) mit den modernsten Modellen.Konstruktive Rückmeldungen •über die geleistete Arbeit in einer Abteilung erwünscht.
Abb. 3: Zufriedenheit mit der Arbeitssituation im Gesamtunternehmen.
Abb. 2: Informationsgrad über Relevantes (Standortvergleich 2009).
Dossier Betrieb | Planung + Produktion
12-10 technica 13
NEWEMAG WerkzeugmaschinenTelefon +41 (0)41 798 31 00E-Mail [email protected] www.newemag.ch
Zielorientiert und partnerschaftlichUNsErE LEIsTUNGEN – Ihr VorTEIL
Wir gehören zu den führenden Anbietern von Werkzeug-maschinen in der schweiz. Dank unserem breiten sortimentund der fachkundigen Projektleitung sind wir der richtigePartner für sie.
Interessiert? Für Ihre Fragen und Anliegen nehmen wir unsgerne Zeit!
«Die Kunden erhalten bei uns Serviceleistungen auf höchstem Niveau.»
Newemag_Correa-Anayak_de.indd 1 02.02.10 16:07
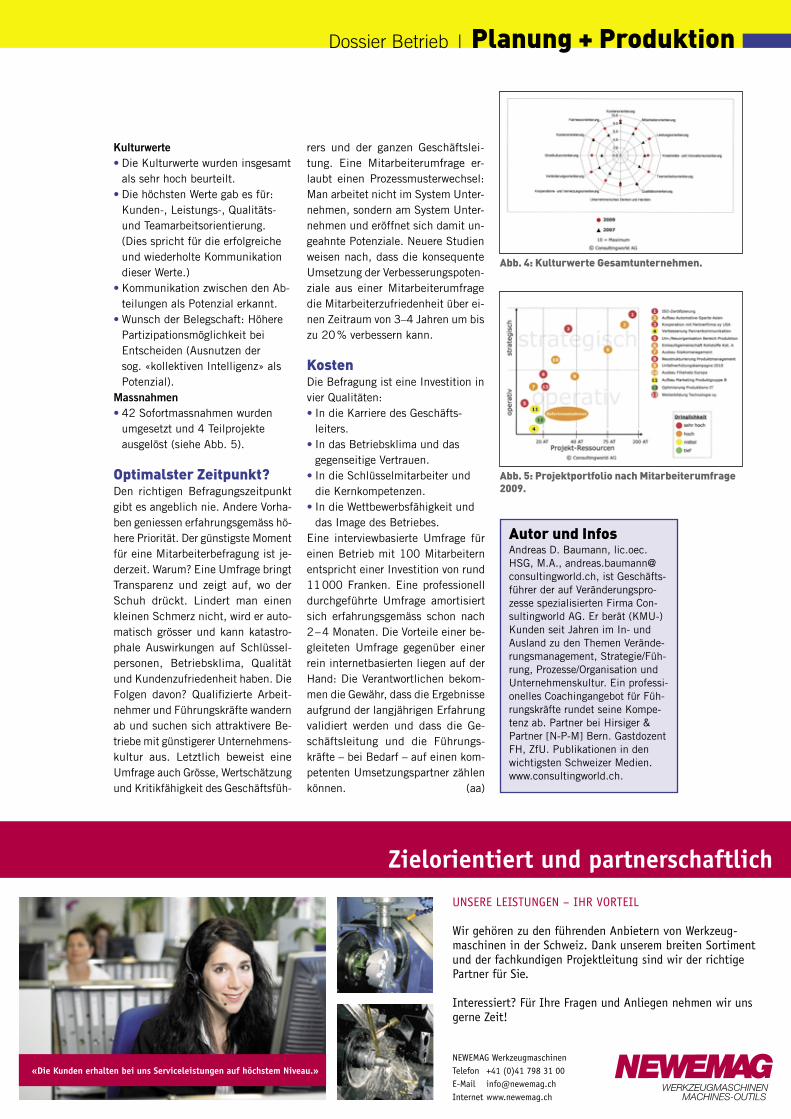
KulturwerteDie Kulturwerte wurden insgesamt •als sehr hoch beurteilt.Die höchsten Werte gab es für: •Kunden-, Leistungs-, Qualitäts- und Teamarbeitsorientierung. (Dies spricht für die erfolgreiche und wiederholte Kommunikation dieser Werte.)Kommunikation zwischen den Ab-•teilungen als Potenzial erkannt.Wunsch der Belegschaft: Höhere •Partizipationsmöglichkeit bei Entscheiden (Ausnutzen der sog. «kollektiven Intelligenz» als Potenzial).
Massnahmen42 Sofortmassnahmen wurden •umgesetzt und 4 Teilprojekte ausgelöst (siehe Abb. 5).
Optimalster Zeitpunkt?Den richtigen Befragungszeitpunkt gibt es angeblich nie. Andere Vorha-ben geniessen erfahrungsgemäss hö-here Priorität. Der günstigste Moment für eine Mitarbeiterbefragung ist je-derzeit. Warum? Eine Umfrage bringt Transparenz und zeigt auf, wo der Schuh drückt. Lindert man einen kleinen Schmerz nicht, wird er auto-matisch grösser und kann katastro-phale Auswirkungen auf Schlüssel-personen, Betriebsklima, Qualität und Kundenzufriedenheit haben. Die Folgen davon?Qualifizierte Arbeit-nehmer und Führungskräfte wandern ab und suchen sich attraktivere Be-triebe mit günstigerer Unternehmens-kultur aus. Letztlich beweist eine Umfrage auch Grösse, Wertschätzung und Kritikfähigkeit des Geschäftsfüh-
rers und der ganzen Geschäftslei-tung. Eine Mitarbeiterumfrage er-laubt einen Prozessmusterwechsel: Man arbeitet nicht im System Unter-nehmen, sondern am System Unter-nehmen und eröffnet sich damit un-geahnte Potenziale. Neuere Studien weisen nach, dass die konsequente Umsetzung der Verbesserungspoten-ziale aus einer Mitarbeiterumfrage die Mitarbeiterzufriedenheit über ei-nen Zeitraum von 3–4 Jahren um bis zu 20 % verbessern kann.
KostenDie Befragung ist eine Investition in vier Qualitäten:
In die Karriere des Geschäfts-•leiters.In das Betriebsklima und das • gegenseitige Vertrauen.In die Schlüsselmitarbeiter und •die Kernkompetenzen.In die Wettbewerbsfähigkeit und •das Image des Betriebes.
Eine interviewbasierte Umfrage für einen Betrieb mit 100 Mitarbeitern entspricht einer Investition von rund 11 000 Franken. Eine professionell durchgeführte Umfrage amortisiert sich erfahrungsgemäss schon nach 2 – 4 Monaten. Die Vorteile einer be-gleiteten Umfrage gegenüber einer rein internetbasierten liegen auf der Hand: Die Verantwortlichen bekom-men die Gewähr, dass die Ergebnisse aufgrund der langjährigen Erfahrung validiert werden und dass die Ge-schäftsleitung und die Führungs-kräfte – bei Bedarf – auf einen kom-petenten Umsetzungspartner zählen können. (aa)
Autor und InfosAndreas D. Baumann, lic.oec.HSG, M.A., [email protected], ist Geschäfts-führer der auf Veränderungspro-zesse spezialisierten Firma Con-sultingworld AG. Er berät (KMU-)Kunden seit Jahren im In- und Ausland zu den Themen Verände-rungsmanagement, Strategie/Füh-rung, Prozesse/Organisation und Unternehmenskultur. Ein professi-onelles Coachingangebot für Füh-rungskräfte rundet seine Kompe-tenz ab. Partner bei Hirsiger & Partner [N-P-M] Bern. Gastdozent FH, ZfU. Publikationen in den wichtigsten Schweizer Medien. www.consultingworld.ch.
Abb. 4: Kulturwerte Gesamtunternehmen.
Abb. 5: Projektportfolio nach Mitarbeiterumfrage 2009.
Planung + Produktion | Abstracts für p-p-plus
14 technica 12-10
«System Unternehmen»
Und bist du nicht willig, so missbrauch’ ich meine MachtZwei Gruppen von Machtmissbrauch lassen sich unterscheiden: der bewusste und der unbewusste. Gerade die zweite Form des Macht-missbrauchs wird selten erkannt, weil sie nicht mit dem gängigen Bild von Schädigung übereinstimmt. Von sexueller Belästigung über Dis-kriminierung bis zu Mobbing, Begünstigung, Korruption, Gewalt- oder Sanktionsandrohungen, das Ignorieren oder Verletzen von Firmen regeln usw. ist in einem Unternehmen an Machtmissbrauch nicht nur alles möglich, sondern kommt vor. Eine speziell perfi de Variante des Macht-missbrauchs ist Bossing: der Chef, der einen Mitarbeiter oder eine Mit-arbeiterin mobbt. Mehr bei www.p-p-plus.ch
Key Performance Indicators (1): Auf die wichtigen Kennzahlen kommt es anIn vielen Unternehmen müssen sich Manager durch einen Wust von Kennzahlen und Berichten aus dem Controlling arbeiten. Dabei kommt es am Ende nur auf wenige zentrale Erfolgsfaktoren an. Geschäftsfüh-rer und jeder Teamleiter können mit wenigen Schlüsselkennzahlen, den Key Performance Indicators, ihren Verantwortungsbereich planen und steuern und sich mit ihren Mitarbeitern verständigen. Wichtig ist, dass dabei die Ziele geklärt sind und allen bewusst ist, was ein Key Perfor-mance Indicator leisten kann. Mehr bei www.p-p-plus.ch
Key Performance Indicators (2): Nicht im Datenmeer ertrinkenDas Controlling hat Spass am Zählen und muss immer wieder unter Beweis stellen, wie wichtig seine Aufgabe ist. So erfi ndet es regelmäs-sig neue Leistungskennziffern. Manager schleppen Aktentaschen vol-ler Berichte mit sich, die sie abends noch studieren sollen. Ihr Kenn-zahlencockpit gleicht dem Kontrollzentrum für Weltraummissionen. Längst gibt es spezialisierte Software-Anbieter, die aus nackten Zah-len schöne Diagramme machen, die sich auf Knopfdruck anpassen, verfeinern, umwandeln, vergleichen und verbinden lassen. Doch der Anwender ist damit überfordert. Er hätte es gerne einfach, klar und übersichtlich – und am liebsten mit nicht mehr als drei Kennzahlen. Wie schafft man das? Mehr bei www.p-p-plus.ch
Go and click and readDie Website www.p-p-plus.ch bietet etliche Texte zu diesen und weiteren Themen und ist eine ideale Ergänzung zu «Planung und Produktion» in der Technica sowie zu www.technica-online.ch
Abstracts für p-p-plus Key Performance Indicators (3): Ohne konkrete Ziele keine KPISchwierig ist meist, aus vielen Zielen die wirklich wichtigen herauszu-fi nden. Es muss eine Auswahl und eine Beschränkung auf ein zentra-les oder maximal drei Ziele erfolgen. Das setzt Mut voraus, den nicht jeder verantwortliche Manager mitbringt. Mehr bei www.p-p-plus.ch
Key Performance Indicators (4): Was Key Performance Indicators leisten müssenWirklich gute Key Performance Indicators schaffen Vertrauen. Der ver-antwortliche Bereichsmanager weiss, dass er sich auf das Bild, das diese Schlüsselkennzahl gibt, verlassen kann. Denn sie macht sicht-bar, wie es um die Leistungsfähigkeit seines Bereichs und seiner Mit-arbeiter bestellt ist. Mehr bei www.p-p-plus.ch
«Forschung und Entwicklung»
Nicht nur Models schauen auf jedes Gramm: Mit Leichtbau Energie sparenAuch Autobauer und Flugzeughersteller achten penibel auf das Ge-wicht ihrer Modelle. Denn jedes Pfund weniger auf der Waage bedeu-tet weniger Spritverbrauch und Kohlendioxid-Emissionen. Neue Ma-terialien, Fügetechniken und Leichtbaukonzepte helfen Flugzeugen und Autos beim Abspecken. Verbundwerkstoffe sind ein Leichtbauma-terial mit grossem Potenzial. Mehr bei www.p-p-plus.ch
«Zukunft»
Das Ende der Ichlinge, WIR ist TrumpfGefragt ist offensichtlich ein neues Wir-Gefühl, mehr Zusammenhalt und weniger Egoismus. Dies zeigt eine Grundlagenstudie zum Werte-wandel in Deutschland. «Für Egoismus ist in unserer Gesellschaft im-mer weniger Platz. Wir müssen mehr zusammenhalten», sagen 88 Pro-zent der Bevölkerung in einer Repräsentativumfrage. Vertrauen, Gemeinschaftsgefühl und Familie sind die neuen oder wieder aufer-standenen Werte. Mehr bei www.p-p-plus.ch
Aufgelesen«Wir Geschäftsleute machen keine Gefangenen, wie man so schön sagt. Das heisst, wir sind hart, aber wir vermeiden persönliche Gefühle. Denn wer heute mein Feind ist, kann morgen mein Partner sein. Sobald persönliche Gefühle ins Spiel kommen, macht man schlechte Geschäfte.» Tito Tettamanti, Tagesanzeiger, 27.11.10

12-10 technica 15
Aus- und Weiterbildung | Planung + Produktion
Correa-Anayak: Zwei Marken, ein Leader in ZuverlässigkeitDie Fräsmaschinen des spanischen herstellers CorrEA-ANAYAKsind für Grobzerspanung als auch fürs Genaue konzipiert.
• Bettfräsmaschinen bis 4m• Fahrständermaschinen bis 20m• Portalfräsmaschinen bis 14.5m• Gantry bis 30m
NEWEMAG WerkzeugmaschinenTelefon +41 (0)41 798 31 00E-Mail [email protected] www.newemag.ch
Newemag_Correa-Anayak_de.indd 2 02.02.10 16:07
«Die häufigste Antwort, die ich von IT-Verantworlichen auf diese Frage bekomme, ist ein ‹Ich weiss es nicht›», so Stephan Neumeier von SanDisk Enterprise Division. «Eine von uns im 2007 durchgeführte Stu-die ergab allerdings, dass über drei Viertel aller Angestellten (77 %) per-sönliche USB-Sticks im Firmennetz-werk für ihre Arbeit nutzen.»IT-Verantwortliche schätzen diese Zahl hingegen auf lediglich 35 %. Fa-tal, wenn man bedenkt, welche Si-cherheitsrisiken Unternehmen da-durch eingehen. Die Daten sind nicht mehr geschützt, können verloren ge-hen oder gestohlen werden. Und auch Viren und Trojaner gelangen so ins fir-meneigene Netzwerk.
Wie wird diese Sicher-heitslücke geschlossen?1. «Zuerst einmal muss die Unter-nehmensführung eine klare Aussage zur Nutzung von privaten USB-Sticks am Arbeitsplatz treffen», sagt Neu-meier. «Jeder sollte diese Richtlinien kennen und auch verstehen.» Den Angestellten zu erklären, warum pri-vate Sticks verboten sind und welche Risiken sie für das Unternehmen und letztlich auch für den Arbeitsplatz be-deuten, erspart eine Menge Unmut. So fand SanDisk heraus, dass 44 % der Arbeitnehmer Verständnis für eine solche Richtlinie hatten, nach-dem ihnen die Problematik bewusst wurde. 23 % hatten sich zuvor noch nie mit dieser Thematik befasst.2. Statt private Sticks zu nutzen, sollte das Unternehmen interne USB-Sticks zur Verfügung stellen, die ge-managed werden und nur mit einer Autorisierung funktionieren. «Da-durch wird Verantwortung geschaffen und die Thematik immer wieder in den Vordergrund gestellt», ergänzt Neumeier.
3. Es ist wichtig, dass die internen Unternehmens-Sticks komplett ver-schlüsselt sind, damit die Daten, die mittels Sticks transportiert werden, auch sicher sind. Die Verschlüsselung sollte so stark wie möglich sein, am besten ist eine Hardware-Verschlüs-selung. In der Regel ist ein 256-bit-AES-Algorithmus die stärkste legal erwerbbare Verschlüsselung.4. Automatisieren Sie die Verschlüs-selung, sodass sie nicht vergessen
Wissen Sie eigentlich, wie viele Ihrer Mitarbeiter private USB-Sticks in Ihrem Unternehmen nutzen und ob diese sicher sind?
Sticks – die kleinen Kriminellen
AutorStephan Neumeier (Head of Enterprise Channels Central in Zentral, Süd- und Osteuropa von SanDisk), www.sandisk.com/enterprise
Private USB-Sticks gefährden Daten durch Missbrauch und Diebstahl
77 Prozent der Angestellten nutzen persönliche USB-Sticks (wie diesen) im Firmennetzwerk. Doch wer von ihnen hat welche Hintergedanken?

16 technica 12-10
Planung + Produktion | Aus- und Weiterbildung
oder umgangen werden kann. «Oft ist Angestellten nicht bewusst, dass es bereits ausreicht, die Daten nur ein-mal nicht zu verschlüsseln, um sie zu verlieren», erklärt Neumeier.5. Verwenden Sie Hardware-, nicht Software-Verschlüsselung, damit die Daten unversehrt bleiben. Hard-warebasierte Verschlüsselung benö-tigt keinen Treiber und keine Instal-lation auf einem Host-PC. Zudem hält sie IT-Bedrohungen aller Art ab und ist einfach zu verwalten.6. Behalten Sie einen Audit-Trail der Daten und Dateien, die auf die Flash-Laufwerke des Unternehmens kopiert werden. Die Management-Software für die Flash-Laufwerke sollte diese Informationen liefern. Der SanDisk-Umfrage zufolge werden am häufigs-ten folgende Daten auf ein Flash-Laufwerk kopiert: Kundendaten (25 %), Finanzinformationen (17 %), Geschäftspläne (15 %), Mitarbeiter-daten (13 %) und Marketingpläne (13 %). Sie müssen also unbedingt wissen, was verwendet wird und von wem.7. Verlorene oder gestohlene USB-Sticks sollten zerstört werden können bzw. die darauf enthaltenen Informa-tionen sollten sich selbst zerstören. 8. Ein zentrales Management der Laufwerke ist sinnvoll, da Updates notwendig sind, die Information ge-sichert dokumentiert werden muss oder Zugangspasswörter vergeben werden müssen.
Welche Lösung bietet sich an?«Beispielsweise eine, welche die ein-fache und vor allem sichere Kontrolle und Verwaltung von USB-Flash-Lauf-werken mit einer Management-Soft-ware ermöglicht», sagt Neumeier. Un-ternehmen können mit solch einem Managed Service die Flash-Lauf-werke als sogenannte «Cooperate Drives» definieren. Nach der Festlegung können lediglich diese USB-Sticks im Unternehmen eingesetzt werden. «Ein unbefugtes Entwenden mithilfe privater Sticks ist damit un-möglich», erklärt Neumeier. Auch die Vergabe unterschiedlicher Rechte ist möglich. Der IT-Admini s-trator kann verschiedene User-Grup-pen einrichten, die verschiedene
Nutzungsmöglichkeiten der Daten haben. So könnten der einen User-Gruppe beispielsweise nur Lese-rechte eingeräumt werden, während die andere uneingeschränkten Zugriff hat. (aa)
B + I-Seminar «Schwachstellen und Sicherheitslücken im Netzwerk: Wie sicher sind Ihre Unternehmensdaten?»
Datum: Donnerstag, 10. Februar 2011.Kurszeit: 16.30–18.30 Uhr.Zum Thema: Früher wurden wichtige Dokumente im Tresor aufbewahrt, doch heute liegen diese oft ungesichert im Firmennetzwerk. Eigentlich kein Wunder, dass Datendiebstahl je länger je mehr zunimmt! Die Melde- und Analysestelle Informationssicherung (MELANI) in Bern bestätigt diese Aussage und gab im zweiten Halbjahr 2009 bekannt, dass die Vorfälle, bei welchen mittels Schadsoftware Daten entwendet wurden, zugenom-men haben. Der immer härtere Wettbewerbskampf von Unternehmen ist ein treibender Faktor für die Wirtschaftskriminalität. Die Bereitschaft steigt, etwas Illegales zu tun, und da heute Daten ganz einfach auf einen Speicherstick zu kopieren sind, ist eine solche Tat in ganz kurzer Zeit er-ledigt. Wie sieht es in Ihrem Unternehmen aus? Wie leicht kann Ihr Ka-pital – sprich Ihre Unternehmensdaten – in fremde Hände gelangen?
InhaltSchwachstellen und Sicherheitslücken im Netzwerk.• Traditionelle Lösungen inkl. Vor- und Nachteile.• Verschlüsselungstechnologien und deren Vor- und Nachteile.• Ein Ausblick in die Zukunft: Welche Herausforderungen kommen • auf uns zu?
Seminarziel: Aufdecken von Schwachstellen und Sicherheitslücken sowie Kennen-lernen von entsprechenden Lösungen und Technologien.
Referent: Bernhard Kather, Direktor Vertrieb & Marketing bei Barclay Technologies AG.B + I-Moderator: Walter Wipfli.Zielgruppe: Führungskräfte und Fachkader, Personal aus dem IT-Bereich. Kursort: 6020 Emmenbrücke, Oberhofstrasse 45, BBZE Berufsbildungszentrum (Berufsschule) Emmen, Aula.Teilnahmegebühr: Fr. 80.– für B + I-Mitglieder sowie SVBF-Mitglieder, Fr. 140.– für Nichtmitglieder.Anmeldeschluss: Donnerstag, 3. Februar 2011.Anmeldung: Walter Wipfli, [email protected], Pfisterer Sefag AG, Tel. 041 499 72 72, www.b-i-seminare.ch
InfosDie Studie kann bei www.enisa.europa.eu mit dem Kennwort «ENISA Report» bestellt werden.

12-10 technica 17
Automation | Märkte und Unternehmen
Den teilweise weit ausein-anderliegenden Interes-sen und Ansprüchen der
Teilnehmer des Kongresses «Vir-tuelle Instrumente in der Praxis» wurde Rechnung getragen, indem sich jeder – genau seinen Bedürf-nissen entsprechend – an teil-weise parallel angebotenen Sessi-ons, in zwei Ausstellungsfoyers und verschiedenen Aufenthalts-bereichen informieren und aus-tauschen konnte. Dabei ergänzten sich die Produktinformationen des Veranstalters mit den Anwen-derberichten aus konkreten Pro-jekten und vielen interessanten Fragen aus dem Fachpublikum – was nicht selten zu recht grossen und angeregten Diskussionsrun-den führte.
Wider die MINT-LückeDen ersten Tag eröffnete Michael Dams mit der obligaten Keynote und präsentierte ein paar Fakten und Zahlen zu National Instru-ments. Bald verliess er jedoch den eher trockenen Teil und wandte sich der Zukunft zu, insbesondere der sogenannten MINT-Lücke. Denn in Deutschland fehlen – ge-nau gleich wie in der Schweiz – Zigtausend Ingenieure bzw. Fach-
leute aus dem Bereich Mathema-tik, Informatik, Naturwissenschaft und Technik (MINT). Dazu äus-serte sich auch Johannes Lack-mann, ehemals Präsident des Bundesverbandes Erneuerbare Energie e.V. (BEE) und einer der Mitbegründer des Erneuerbare-Energien-Gesetzes (EEG). Einer seiner Ansätze, wie die MINT-Lü-cke zu schliessen sei, lautet: «Na-turwissenschaftler und Ingenieure müssen sich selbst stärker in den gesellschaftspolitischen Gestal-tungsprozess, z.B. bei neuen Energien und effizientem Res-sourceneinsatz, einbringen. Sie gewinnen dadurch mehr politi-sche Relevanz und machen als ak-tive Zukunftsgestalter den eige-nen Berufsstand attraktiver».National Instruments tischte je-doch nicht nur mit Technik gross auf, sondern sorgte sich auch um das leibliche Wohl aller Anwesen-den und um ein stimmiges Rah-menprogramm: Am Abend des ersten Kongresstages beispiels-weise spielte sich eine siebenköp-fige Band durch die vergangenen 30 Jahre Popgeschichte und ani-mierte das Publikum – insbeson-dere die National-Instruments-Belegschaft – zum Tanzen. Als
Alternative standen im oberen Be-reich des Hauptgebäudes mehrere Spieltische bereit, wo sich die Teilnehmer «auf Kosten» des Gastgebers im Glücksspiel versu-chen konnten.Den zweiten Tag eröffnete Rah-man Jamal, Technical Director Central Europe, ebenfalls mit ei-ner Keynote, wo er einerseits die Produktgeschichte erörterte, an-dererseits aber auch einen Blick in die Zukunft wagte und einiges an Neuheiten und Updates prä-sentierte.
Gesammelte AnwendungenWie gewohnt gibt es auch vom diesjährigen Kongress einen Ta-gungsband mit allen im Vorfeld
eingesandten Themenvorschlä-gen. Mit dem «Best Paper Award» ausgezeichnet wurde der Beitrag von Schönhofer Sales and Engi-neering GmbH, der im 580 Sei-ten starken Wälzer auf Seite 198 nachgelesen werden kann.
Dozenten- und AusbildertagIm Anschluss an den VIP-Kon-gress 2010 fand am 29. Oktober speziell für Teilnehmer aus Aus-bildungsstätten und Hochschulen ein kostenfreier Dozenten- und Ausbildertag statt. Dabei stellte NI in einem breit gefächerten Vortrags- und Kursprogramm zu-kunftsweisende Lehrinhalte und Technologien vor und ermöglichte Einblicke in das Engagement von National Instruments im Bil-dungsbereich. (bf)
Vielseitiger Technologie- und AnwenderkongressDer zum 15. Mal von National Instruments durch-geführte Technologie- und Anwenderkongress «Virtuelle Instrumente in der Praxis» VIP zog über 600 Kunden, Entwickler, Ausbilder und Inter-essenten nach Fürstenfeldbruck bei München.
National Instruments «Virtuelle Instrumente in der Praxis» war wieder ein Erfolg
InfosNational Instruments 5408 Ennetbaden056 200 51 [email protected]/switzerland
Johannes Lackmann sprach zur Eröffnung des Kongresses über das Selbstverständnis der Ingenieure und dessen Einfluss auf die MINT-Lücke.
Michael Dams, Geschäftsführer von National Instru-ments Deutschland, scherzt mit seinem amerikani-schen Kollegen Owen Golden.
«It’s about time» war der Leitspruch von Rahman Jamals Keynote am zweiten Kongresstag.

18 technica 12-10
Aus- und Weiterbildung | Nachwuchsförderung
Eine schwebende Metallplatte war Publikumsmagnet am na-tionalen Wettbewerb «Schwei-
zer Jugend forscht» und am interna-tionalen Jungforscherwettbewerb in Lissabon. Christian Meier und Tho-mas Vögeli gehören dank ihres aus-sergewöhnlichen Projekts zur Elite der Jungforscher. Auszeichnungen und Preise gabs dafür in der Schweiz und in Europa. Zudem sind die bei-den um viele berufl iche Erfahrungen reicher geworden.
Anlässlich des nationalen Wettbe-werbs «Schweizer Jugend forscht» (SJf) und am European Union Con-test for young Scientists (EUCYS) zeigten die begabtesten Jugendlichen ihre Siegerprojekte. Dasjenige mit dem futuristisch an-mutenden Namen «Magnetic Trans-port System MTS» der beiden 20-jäh-
rigen Tüftler Christian Meier aus Sulz und Thomas Vögeli aus Klingnau ver-setzte das Publikum in Basel und Lis-sabon ins Staunen. Der mit vier Ma-gneten versehene Greifarm eines In-dustrieroboters steuerte präzise eine Metallplatte an. Wer nun glaubte, dass der Roboter an diese Platte an-docken würde, sah sich eines Besse-ren belehrt. Berührungslos transpor-tierte «Robo» den Stahl von A nach B, in der Luft schwebend sozusagen. Faszination pur!
Simpel und doch komplexDabei ist das Prinzip eigentlich recht simpel, wie Christian Meier erklärt: «Wir verwendeten Elektromagnete, mit welchen wir die Platte anziehen. Mit optischen Sensoren wird die Dis-tanz der Platte zu den Magneten ge-messen. Aus den Daten dieser Dis-tanzsensoren wird dann exakt der be-nötigte Strom für die Elektromagnete berechnet, sodass der Gegenstandin der Schwebe bleibt.» Thomas Vö-geli sagt dazu: « Das klingt zwar recht einfach, doch die eigentliche Umset-zung präsentierte sich hochkomplex: Die Schwerpunkte dieser Arbeit la-gen in der präzisen Regelung und der Sensorik. Das Besondere daran war, dass wir nicht mit standardisierten Sensoren arbeiten konnten, zumal diese im magnetischen Feld gestört werden. Aus diesem Grund kamen optische Refl exions-Sensoren zum Einsatz.»In der wissenschaftlich fundiert verfassten Dokumentation ist nach-zulesen: «Der Kern des Systems sind vier Module, eines pro Magnet, welche miteinander und mit dem
Computer vernetzt sind. Diese Mo-dule be herbergen die Ansteuerung für den Magneten sowie einen eigens programmierten Mikrocontrollers für die Regelung des Haltestromes. Durch die Vernetzung über ein Bus-system können die Module zusam-menarbeiten.»
Nach praktischem Nutzen gesuchtDie zwei jungen Erwachsenen haben dieses System «nicht einfach so zum Plausch» entwickelt. Sie haben sich vielmehr überlegt, wo ihre Entwick-lung in der Industrie zur Anwendung kommen könnte – und sind dabei fündig geworden, wie Christian Meier ausführt: «Die Eigenschaften des be-rührungslosen Transportierens ma-chen das System ideal für automati-sierte Lackiervorgänge, beispiels-weise in der Automobilindustrie. Zudem könnte man damit kontami-nierte Gegenstände befördern, weil diese nicht mit Menschenhand in Be-rührung kommen dürfen.» Bis die industrielle Reife erreicht werden könnte, wären noch sehr viel mehr Entwicklungsarbeit, Kontakte zu den richtigen Leuten und letztlich grosse fi nanzielle Ressourcen erforderlich, sind sich die beiden einig. Im Mo-ment habe ohnehin das Elektrotech-nik- und Systemtechnik-Studium an der Fachhochschule Nordwest-schweiz in Windisch erste Priorität.Die Jungforscher dürfen zu Recht stolz auf ihre Leistung sein. In 500 Stunden haben sie – basierend auf einem Vorprojekt – das Magnetic Transport System (MTS) geplant, ent-wickelt und selber gebaut. Sie haben
Für die Berufsfachschule BBB in Baden ist eine neue Ära ange-brochen: Zum ersten Mal zeichnete «Schweizer Jugend forscht» (SJf) dieses Jahr zwei Projekte junger Talente aus dieser Schule aus. Den Weg der gezielten Talentförderung will die Schule konsequent weiterverfolgen.
AutorDaniel Wagner, Journalist/Fotograf8640 Rapperswil SG
Stolze Preisträger: Christian Meier (l) und Thomas Vögeli entwickelten ein System zum berührungs-losen Transport von Metallplatten. Bild zVg
Projekte der Berufsfachschule BBB in Baden von «Schweizer Jugend forscht» ausgezeichnet
Schwebende Metallplatte mehrfach preisgekrönt

12-10 technica 19
Weiterbildung, die sich lohnt!Master MAS und CAS Lehrgänge in
–Automation Management– Business Engineering Management BEM– Internationales Logistik-Management ILM– InformationTechnology IT– Kunststofftechnik– Mikroelektronik
Infoabend in Brugg-Windisch:Montag, 24. Januar 2011, 18.15 - 20.00 Uhr
T +41 56 462 46 [email protected]
www.fhnw.ch/wbt
Die Zukunft gestalten!Mit dem Master- und den Zertifikatslehrgängen der FHS St.Gallen erwerben Siedie nötigen Kompetenzen, um auch in Zukunft erfolgreich zu bleiben.
Master of Advanced Studies (MAS)Business Administration and Engineering (Wirtschaftsingenieur) | Corporate Inno-vation Management | Real Estate Management (Immobilienökonomie)
Zertifikatslehrgänge (CAS)Angewandte Informatik | Immobilienbewertung | Immobilienmanagement |Immobilienplanung | Innovation-Design | Strategisches Innovationsmanagement
Informieren Sie sich über diese attraktiven Bildungschancen.
FHS St.Gallen,Weiterbildungszentrum Technik, Tellstrasse 2, CH-9001 St.Gallen,Tel. +41 71 226 12 04, [email protected]
Mitglied der FHO Fachhochschule Ostschweiz www.fhsg.ch
die Software sowie die Elektronik eigenhändig entwickelt, die Pro-gramme geschrieben, aber auch den mechanischen Aufbau selber hergestellt.
500 Stunden investiertVorprojekt? «Ja, im Rahmen unse-res Abschlussprojektes im Fach Auto mation an der Berufsfach-schule BBB in Baden bauten wir während unserer Ausbildung zum Automatiker ein Transportsystem, welches eine Kugel schwebend transportieren konnte», blickt Tho-mas Vögeli zurück. Christian Meier doppelt begeistert nach: «Als wir von der Stiftung ‹Schweizer Ju-gend forscht› zur Teilnahme am Wettbewerb eingeladen wurden, brauchten wir nicht lange zu über-legen.»
Die beiden Jungforscher wollten allerdings nicht einfach ihr ur-sprüngliches Kugelprojekt einrei-chen. Nach Abschluss der Ausbil-dungszeit entschieden sie sich da-rum, noch einmal ganz von vorne anzufangen. «Bei der Umsetzung des ausgereiften Projektes konn-ten wir das bisherige Wissen, un-sere Stärken und die guten Erfah-rungen in Sachen Teamwork opti-mal einbringen», erklärt Meier.Hat es sich ausbezahlt, 500 Stun-den zu investieren? «Ja klar, keine Frage», sagt Vögeli überzeugt. «Wir haben das System stark ver-bessert. Mit den gewonnenen Er-kenntnissen haben wir eine kom-pakte Steuerung entwickelt. Mit der verbesserten Regelung und den neuen Elektromagneten ha-ben wir eine um einiges grössere
BBB will Jugendliche gezielt fördernDie Stiftung «Schweizer Jugend forscht» (SJf) hat den Begriff For-schung neu defi niert, indem sie seit einiger Zeit auch Projekte von Lernenden zulässt. Sie hat mit diesem Schritt ihr Spektrum erweitert und öffnet diese Plattform somit auch für begabte und interessierte Berufsschüler. In den Jahrzehnten zuvor seit der Gründung vor über 40 Jahren lag der Fokus weitgehend bei den Maturanden, welche den nationalen Wettbewerb historisch bedingt nach wie vor dominie-ren. Im Rahmen dieser Erfolg versprechenden Öffnung wurde der Projektverantwortliche und Stiftungsrat Andres Binder auch bei der Berufsfachschule BBB in Baden fündig.
Bedenken ausgeräumtErnst Mösching ist Mitglied der fünfköpfi gen Schulleitung und zeich-net für die neuen technischen Berufe verantwortlich. Er erinnert sich noch gut an den ersten Kontakt mit SJf vor zwei Jahren: «Ich hatte anfänglich gewisse Vorbehalte, weil unsere Lernenden ja keine Grundlagenforschung im herkömmlichen Sinn betreiben.» Die Öff-nung hin zur praxisorientierten Forschung und Entwicklung liess Mö-sching allerdings aufhorchen: «Ich erlebte in der Vergangenheit im-mer wieder, dass unsere Schüler mit ihren genialen Ideen kaum zu bremsen waren. Ihnen fehlte bislang das passende Gefäss, ihren Tatendrang im Rahmen eines wissenschaftlichen Wettbewerbs ziel-orientiert auszuleben und auszuschöpfen, was mit der Teilnahme am nationalen Jungforscherwettbewerb nun möglich ist.»
Potenzial gezielt ausschöpfenDie innerhalb des Schulbetriebes ohnehin bereits stark verankerte und institutionalisierte Projektarbeit wird durch die Einsetzung eines SJf-Ambassadors zusätzlich gefestigt. Der Berufsfachschullehrer Daniel Füglistaler – er betreute die beiden Jugendlichen Christian Meier und Thomas Vögeli bei der Umsetzung des Projektes «Magne-tic Transport System MTS» – möchte in seiner neuen Funktion als Botschafter eine integrative Rolle wahrnehmen: «Die Information zu-handen der Schüler und Lehrpersonen ist dabei das A und O, damit in Zukunft kein Potenzial mehr verloren geht.» Das sieht auch der SJf-Geschäftsführer Stefan Horisberger so: «Wir freuen uns sehr über die neu lancierte Zusammenarbeit mit der Berufsfachschule BBB in Baden im Interesse dieser konsequenten Förderung unseres Nach-wuchses.»

20 technica 12-10
Aus- und Weiterbildung | Nachwuchsförderung
Zürcher Fachhochschule www.engineering.zhaw.ch
Unsere praxisnahen Weiterbildungsangeboteführen zum Master, Diploma oder Certificateof Advanced Studies.
Aktuelle Kurse:• Integriertes Risikomanagement (MAS)• Risikomanagement und Recht (CAS)• Instandhaltungsmanagement (CAS)• Embedded Software Engineering (WBK)• Grundlagen der Hochfrequenztechnik (WBK)• Medientraining für Führungskräfte(WBK)
www.engineering.zhaw.ch/weiterbildungTelefon +41 58 934 74 [email protected]
Spitzenplatz dank Weiterbildung.
Haltekraft erreicht, und das erst noch bei einem deutlich niedrigeren Strom-verbrauch.»
In Lissabon ausgezeichnetChristian Meier erkennt noch ein an-deres Plus dieser interdisziplinären Arbeit, bei der verschiedene Fachbe-reiche wie Mechanik, Elektronik und Informatik involviert waren: «Wir konnten uns mit komplexen techni-schen Themen auseinandersetzen, mit denen wir an der Berufsschule und in der praktischen Ausbildung am PSI Villigen und im Kernkraftwerk
Beznau nicht konfrontiert worden wä-ren.» Dankbar sind die beiden für die finanzielle Unterstützung durch ihre früheren Lehrbetriebe sowie auch weiteren angefragten Firmen bei der Materialbeschaffung: Thomas Vögeli: «Möglich wurde das Projekt in dieser Form nur, weil uns die Firma Kuka ihren sehr teuren Roboter leihweise zur Verfügung gestellt hatte.» Den Roboter nicht eingerechnet, sprechen die beiden «Jungs» von «einigen Tau-send Franken» alleine für die mate-riellen Aufwendungen.Entsprechend reich belohnt für ihr aus sergewöhnliches Engagement wur-den die Jungforscher von der Stiftung «Schweizer Jugend forscht» an der Preisverleihung in Basel: Das höchst-mögliche Prädikat «Hervorragend» war im Sinne einer Wertschätzung mit ei-nem Geldpreis verbunden. Der zusätz-lich verliehene Sonderpreis beinhal-tete die Einladung zur Teilnahme am European Union Contest for young Sci-entists (EUCYS). An diesem europäi-
schen Jungforscherwettbewerb in Lis-sabon trugen die beiden den vom Eu-ropäischen Patentamt in München offerierten Sonderpreis für die origi-nellste Entwicklung nach Hause. Im kommenden Herbst dürfen sie hinter die Kulissen dieser Institution schauen. Christian Meier und Thomas Vögeli kehrten voller Begeisterung aus Portu-gal zurück: «Wir waren beeindruckt vom internationalen Flair mit den zahl-reichen weltoffenen Teilnehmern aus Europa und mehreren Gastländern wie China und Kanada. Die zahlreichen ausgefallenen Projekte versetzten uns ins Staunen.» (bf)
Berührungslos von A nach B: Das Magnetic Trans-port System zweier Aargauer Tüftler macht dies möglich. Bild zVg
InfosBerufsfachschule BBB5400 Baden056 222 02 [email protected]
Schweizer Jugend forschtwww.sjf.ch

12-10 technica 21
Berufsbildung | Aus- und Weiterbildung
MECHATRONIK
EIDG. DIPL. TECHNIKER/IN HÖHERE FACHSCHULE
SYSTEM-ENGINEERING ERLEBEN
www.bzd.ch
LOGISTIKLOGISTIK MANAGEN - WELTWEIT
Der ehemalige Preisüberwacher und alt Nationalrat sowie Präsident des SVEB
(Schweizerischer Verband für Weiterbildung) Rudolf Strahm sprach zum Thema «Warum wir Schweizer so reich sind: Die volkswirtschaftliche Bedeutung der Berufslehre». Rudolf Strahm verglich die Arbeitslosenquoten verschiedener Industrieländer und kam zum Schluss, dass diese in den Ländern mit Berufsbildungssystem (DE, DK, NL, AU, CH) mit durchschnittlich 7 % weniger als
halb so hoch ist, wie in zehn vergleichbaren Industriestaaten (19 %). Dieser markante Unterschied hat sich in der Krise im letzten Jahr noch weiter akzentuiert (8 % zu 25 %).Dass auch innerhalb der Schweiz das Arbeitslosigkeitsrisiko stark von der «Bildungskarriere» abhängt, ist nachvollziehbar. Es mag aber erstaunen, dass es mit zunehmendem Bildungsniveau nicht grundsätzlich abnimmt, sondern eine «Badewannenkurve» beschreibt. Sie ist bei den Ungelern
ten mit Faktor 170 (Durchschnitt = 100) am höchsten, sinkt bei den Lehrabgängern auf 60 % und bei den Absolventen einer höheren Fachschule HF (wie z. B. den ABBTSAbsolventen) weiter auf 45 % und steigt dann mit höheren Studienabschlüssen wieder an! Für Rudolf Strahm ist es nicht erstaunlich, dass gerade die HFAbsolventen so gefragt sind. Denn die Technologiediffusion von der Forschung in die Industrie funktioniert stärker über die höhere Berufsbildung als über die universitäre Schiene.
Diplome, Preise AuszeichnungenAls einzige Frau bekam Ursula Hofmann ihr Diplom im Fachbereich Energietechnik überreicht. Frauen sind leider noch immer eine Seltenheit unter den Technikern. Eine weitere Ehre kam Patrick Filoni zuteil. Dieser erfuhr zu seiner grossen Überraschung, dass er der 3000. Absolvent seit der Gründung der Schule im Jahr
1971 ist. Bei der Diplomierung gab es zudem eine Premiere: Zum ersten Mal konnten Absolventen der Studienrichtung Logistik ihr Diplom entgegennehmen. Nach der Verteilung der Preise für die besten Abschlussarbeiten folgte ein letzter Höhepunkt der stimmungsvollen Feier im Badener Martinsberg: Die Verleihung des ODECPreises für den Absolventen mit dem höchsten Notendurchschnitt über die letzten drei Semester. Er ging an Gerd Bär aus der Fachrichtung Energietechnik. Er erreichte einen stolzen Notendurchschnitt von 5,66! (mg)
Deshalb ist die Schweiz so reich139 Absolventinnen und Absolventen erhielten dieses Jahr ihr HF-Diplom der ABB-Technikerschule in Baden. Das sind laut Rektor Urs Keller «so viele wie noch nie zuvor». Hinzu kamen dieses Jahr 21 Absolventen des Nach-diplomstudiums Executive in Business Engineering. Rudolf Strahm, Autor des Buches «Warum wir so reich sind», betonte in seiner Diplomansprache die besondere volkswirtschaftliche Bedeutung dieses Ausbildungsgangs.
Rekord: 160 Diplome der ABB-Technikerschule verliehen
InfosABB Technikerschule, Baden5400 Baden058 585 33 [email protected]
Alt-Nationalrat Rudolf Strahm bei seiner Diplomansprache.
Als einzige Diplomandin erhielt Ursula Hofmann selbstverständ-lich einen Blumenstrauss zum Diplom.

22 technica 12-10
Aus- und Weiterbildung | Ingenieurausbildung
� Mechatronik
� Software Engineering
� Mikro- und Nanotechnologie� Optische Systemtechnik
� EnergiesystemeNTB
� Master of Science in Engineering(MSE)
Kursbeginn ab Februar/
April in Bern, Basel, Dietikon,
Emmenbrücke, Langenthal,
Olten, Lachen, Sargans,
St. Gallen, Winterthur
Ihr Erfolg – unser Ziel!sfb Bildungszentrum
Höhere Fachschule
Bernstrasse 394
8953 Dietikon
Tel. 0848 80 00 84
Bildungszentrum fürTechnologie und Managementwww.sfb.ch
Lehrgänge:
Automation, Energie und Umwelt, Informatik
Logistik, Management, Prozesse, Technik
Die Fischer Rista AG produ-ziert seit 1961 Bewehrun-gen für die Betonvorfab-
rikation und die Bauindustrie. In den letzten Jahren war die Ten-denz auszumachen, dass immer mehr auftragsspezifi sche Pro-dukte und kleinere Losgrössen nachgefragt wurden und dies bei immer kürzeren Lieferfristen. Da die Produktion bisher sehr perso-nalintensiv war und das Umrich-ten der verwendeten Anlagen äus-serst aufwändig und zeitintensiv, ergriff das Unternehmen Mass-nahmen, um die Bedürfnisse der Kunden auch in Zukunft erfüllen zu können. Zu den bedeutendsten Veränderungen, welche bereits im Vorfeld des Projekts in die Wege geleitet wurden, zählen die Be-schaffung einer vollautomati-schen Mattenschweissanlage und eines ERP-Produktionsplanungs-moduls sowie der altersbedingte Führungswechsel in der Produkti-onsleitung.
ProjektzielDas Ziel des Projekts ist die Re-duktion der Produktdurchlaufzei-ten wie auch der Produktionskos-ten, indem die gesamte Produkti-onslogistik analysiert wird und Vorschläge zur Verbesserung erar-beitet werden. Das Projektziel wurde bewusst offen formuliert, da das Unternehmen bestrebt ist, sich in allen Bereichen der Pro-duktionslogistik zu verbessern.
VorgehenWährend in der Analysephase die gesamte Wertschöpfungskette un-
tersucht wurde, fokussierten die Grobkonzeptphase auf die Verbes-serung der Materialfl üsse inner-halb der Produktion und die De-tailkonzeptphase anschliessend auf den Materialfl uss, von der Ein-lagerung der Betonstahlringe bis zur Produktion der Betonstahl-matten.
ErgebnisseIn der Arbeit werden Möglichkei-ten aufgezeigt, wie die Produk-tionskosten und die Durchlauf-zeiten gesenkt werden können. Das Projektziel soll erreicht wer-den durch eine übersichtlichere und klarer strukturiertere Anord-nung der Betonstahlringe im Roh-materiallager, als auch eine ver-besserte Zuführung der Beton-stahlringe zu den Richtanlagen sowie die gerichteten Stäbe zu den Mattenschweissanlagen. (bf)
Analyse und Optimierung der ProduktionslogistikStudierende bearbeiten für Projekte oder Diplom-arbeiten meist reale Aufträge aus Industrie und Wirtschaft. So auch an der Fachhochschule Nord-westschweiz, wo sich ein angehender Wirtschafts-ingenieur mit der Tendenz zu immer kleineren Los-grössen für die Firma Fischer Rista beschäftigt hat.
Eine gute Möglichkeit für Firmen, Aufträge an Studentinnen und Studenten zu vergeben
InfosHochschule für Technik FHNWStudiengang WING 5210 Windisch056 462 44 [email protected]/technik
Projektleiter: Marcel TroxlerProjektcoach: Paul Fort

12-10 technica 23
Ingenieurausbildung | Aus- und Weiterbildung
ISO
9001
•ed
uQ
ua
Die IBZ Schulen bilden Sie weiter.Höhere Fachschule (eidg. anerkannt)
Dipl. Techniker/in HFMaschinenbauBetriebstechnikNeu! LogistikHochbau und TiefbauElektrotechnik(Techn. Informatik, Elektronik, Energie)
Informatik (Software Entwicklung,Systemmanagement, Wirtschaftsinformatik)
KunststofftechnikGebäudetechnikMetallbau
Dipl. Wirtschaftsinformatiker/in HF
NachdiplomstudienHF NDS Betriebswirtschaftslehre fürFührungskräfte: (Managementkompetenz)
Höhere BerufsbildungVorbereitungsschulen auf eidg.Berufs- und Höhere FachprüfungenProzessfachmannNeu! LogistikfachmannIndustriemeisterBauleiter TiefbauBauleiter HochbauMetallbau-Werkstatt- und MontageleiterMetallbaukonstrukteurMetallbaumeisterElektro-InstallateurElektro-ProjektleiterElektro-SicherheitsberaterPraxisprüfung gemäss NIV2002
Kursbeginn: Oktober/April
Kursorte: Zürich Bern Basel AarauSargans Sursee Winterthur Zug
IBZ Schulen für Technik Informatik WirtschaftTelefon 062 836 95 00
E-Mail [email protected], www.ibz.ch
Die Erfolgsgeschichte der heutigen eidg. anerkann-ten Höheren Fachschule
HF in Dietikon begann 1987 als Technikerschule für den ersten Studiengang «Mechatronik TS». Obwohl man damals diese neue Fachrichtung den Interessenten noch erklären musste, wusste man um deren Potenzial. Und so legte sich die seit Jahrzehnten bestehende Berufsschule und Schule für Weiterbildungskurse an der Schöneggstrasse ein drit-tes Standbein zu.
Mechatroniker gesuchtDie Durchdringung von Maschi-nenbau, Elektronik, Elektrotech-nik, Automatisierungstechnik und Informatik hat die Technikdiszip-lin Mechatronik in den vergange-nen zwei Jahrzehnten zur Königs-disziplin im Engineering wachsen lassen. Intelligente Sensoren füh-ren im Zusammenwirken mit Pro-zessrecheneinheiten und Aktoren komplexe technische Systeme. In-dustrieroboter und Antiblockier-systeme sind typische Beispiele für mechatronische Systeme.Die innovative schweizerische In-dustrielandschaft bietet ausge-
zeichnete Beschäftigungs- und Karrierechancen. Fachleute für dieses spannende Arbeitsgebiet benötigen Kenntnisse in Konst-ruktionstechnik, technischer Dy-namik, Modellbildung, Mess-, Steuer- und Regeltechnik, An-triebstechnik, Mikroprozessor-technik und Informatik. Die Ausbildung an der Höheren Fachschule in Dietikon besteht aus fünf berufsbegleitenden Se-mestern und einem Semester für die Diplomarbeit.
DiplomarbeitenNeben der Möglichkeit, Industrie-labors für den Unterricht zu nut-zen, werden sämtliche Diplomar-beiten als Aufträge für Industrie-unternehmen durchgeführt. Damit ist eine interessante, praxisnahe Zusammenarbeit zwischen HF und Industrie gewährleistet.
Rückmeldung der AbsolventenUm am Puls der Zeit zu bleiben, befragt das BZD auch regelmässig Absolventen der HF. So sagte zum Beispiel Roberto de Miguel (3. Studiengang Logistik, 2000 bis 2003) 2007 in einem Inter-
view: «Das Studium an der HF Dietikon hat mir eine starke Basis für weiterreichende Erfolge ge-bracht.» Abgesehen von der fach-lichen Weiterbildung habe er auch an seiner persönlichen Entwick-lung gearbeitet. «Ein breites Spektrum an Themen und Wissen unterstützt die Vogelperspektive. Und die Erfahrung und das Wis-sen verschiedenster Dozentinnen und Dozenten war eine grosse Be-reicherung für meine persönliche Entwicklung. Das alles hat dazu beigetragen, dass ich heute ein Repair-Center samt Logistik mit rund 50 Mitarbeitenden führen darf.» (bf)
Ausgezeichnete Möglichkeiten für Mechatroniker
Ein Jahr arbeiteten mehr als 150 Personen in Ausbildung an der mechatronischen Kon zeption, Entwick-lung, Montage und Fertigstellung des F-Cell-Roadsters mit Brennstoffzellen-antrieb. (Quelle: mercedes-fans.de)
InfosBerufsbildungszentrum Dietikon8953 Dietikon044 745 84 [email protected]

24 technica 12-10 24 technica 12-1024 technica 12-10
Cleantech | Markt
Obwohl die Sache bei verschie-denen Namen genannt wird – Greentec, Cleantech, Grüne
Technologien oder Grüne Wirtschaft – geht es stets um dasselbe: Um den Schutz und die Erhaltung der natür-lichen Ressourcen und Systeme so-
wie die Erschliessung neuer Märkte.Im Editorial des Masterplan Clean-tech kritisiert Leuthard den (zu) gros-sen ökologischen Fussabdruck der Schweiz und formuliert ihre klaren Vorstellungen davon, was zu tun ist, unter anderem so: «Als eines der in-
novativsten Länder in Europa hat die Schweiz beste Chancen, mit Clean-tech, das heisst mit sauberen Tech-nologien und Dienstleistungen, zur Lösung der globalen Herausforderun-gen beizutragen und zugleich den Wirtschaftsstandort Schweiz zu stär-ken. Die Fakten und Zahlen zeigen: Cleantech ist einer der interessantes-ten Märkte der Zukunft und ver-spricht hohe Wachstumsraten. Das Wissen über Cleantech ist in unseren Hochschulen und Unternehmen vor-handen, es wird geforscht und erfun-den, es werden Cleantech-Produkte und Dienstleistungen entwickelt, her-gestellt und exportiert. Aber dem Auf-schwung fehlt die Dynamik. Die Schweiz hat im Cleantech-Bereich nach einem vielversprechenden Boom in den 1990er-Jahren im letz-ten Jahrzehnt an Boden verloren. Die Konkurrenz ist stärker geworden und hat uns in Teilbereichen überholt. Diesen Trend gilt es, umzukehren. Die Schweiz soll wieder an die inter-nationale Spitze.»
Der Masterplan Cleantech Schweiz im DetailDer mit 106 Seiten sehr umfangrei-che und ausführliche Masterplan bie-tet sowohl grundlegende Informatio-nen zu Cleantech als auch konkrete Analysen, z. B. SWOT-Analysen und daraus abgeleitete Massnahmen und Empfehlungen an Bund, Kantone, Wirtschaft und Wissenschaft in den zentralen Handlungsfeldern:
Forschung sowie Wissens- und • TechnologietransferRegulierung und marktorientierte • FörderprogrammeInternationale Märkte• Umfeld von Cleantech-Innovatio-• nenQualifi kation: Bildung und Weiter-• bildung
Bundespräsidentin Doris Leuthard präsentierte anlässlich der 3. Innovationskonferenz am 4. November den «Masterplan Cleantech Schweiz» mit 50 Massnahmen und Empfehlungen. Damit soll die Vision wahr gemacht werden, dass die Schweiz ihren Fussabdruck auf «eins» verringert und ausserdem im Cleantech-Bereich als Wirtschafts- und Innovationsstandort eine führende Position einnimmt und damit weltweit Impulsgeberin für Ressourceneffizenz und -ökonomie wird.
«Cleantech ist ein Markt der Zukunft»
AutorinBarbara FischerRedaktion Technica
Die Schweiz ist grundsätzlich gut aufgestellt, aber zu wenig dynamisch
Bundespräsidentin Doris Leuthard hat ein ganz klares Ziel: «Die Schweiz hat beste Chan-cen, mit Cleantech zur Lösung der globalen Herausforderungen beizutragen und zugleich den Wirtschaftsstandort Schweiz zu stärken und soll wieder an die internationale Spitze.»

12-10 technica 25
Markt | CleantechMit unseren Kompressorensparen Sie einfach unddirekt Energie und Geld
Wie unsere drehzahlgeregelten KompressorenIhre Stromkosten senken, erfahren Sie unter:www.prematic.ch
Wir bieten Ihnen eine derumfangreichsten Produktpaletten imDruckluftmarkt:
Schraubenkompressoren,ölfrei und öleingespritzt (2,2–500 kW)
Kolbenkompressoren (0,55–45 kW)
Druckluft-Aufbereitung
Energie-Bilanzierungs-Systeme
Druckluft-Zubehör /Rohrleitungssysteme
Pneumatik-Zylinder /-Ventile /-Systeme
Fordern Sie uns!www.prematic.ch
Für nahezu jeden Anwendungsbereich haben wireine kundenspezifische Lösung – auch was unserenService betrifft.
Prematic AGDruckluft-Elementeund KompressorenCH-9556 Affeltrangen
Tel. 071 918 60 60Fax 071 918 60 40
501961–2011
J A H R E
Umsetzung des Plans• Die Massnahmen und Empfehlun-gen sind teilweise sehr allgemein for muliert (z. B. «gleichberechtig-ter Zugang für Firmen zu staatli-chen Fördermitteln» oder «um-weltorientiertes öffentliches Be-schaffungswesen»), jedoch wird der Masterplan stellenweise auch sehr konkret, zum Beispiel was die weiteren Schritte angeht:
Phase 1: Konsultation zum • Masterplan Cleantech. Konkret laufen bis 28. Februar 2011 Anhörung bei interessierten Kreisen, Auswertung der Ergeb-nisse und Aufbereitung zuhan-den des Bundesrates.Phase 2: Im Frühjahr 2011 soll • der Bundesrat den Masterplan als Grundlage für die Umset-zung in den entsprechenden Politikbereichen (BFI, Energie, Umwelt, Wachstum usw.) ver-abschieden.Phase 3: Durchführung der • Massnahmen durch die jeweili-gen Politikbereiche bzw. Insti-tutionen in eigener Verantwor-tung.Phase 4: Einführung eines • Cleantech-Monitoringsystems zur systematischen und auf Dauer angelegten Beschaffung und Aufbereitung von Informa-tionen über Cleantech in der Schweiz. Dies dient als Grund-lage für die Weiterentwicklung der Planung und für politische Entscheide sowie für die Re-chenschaftslegung und die öf-fentliche Diskussion.
Damit alle am gleichen Strick ziehenDie im Masterplan formulierten Vi-sionen (Fussabdruck 1, 2000-Watt-Gesellschaft und 1 Tonne CO2-Aus-stoss pro Person und Jahr) sind zwar sehr ehrgeizig, aber immer-hin konkret und machen jedem klar, in welche Richtung es geht. Wenn man dabei berücksichtigt, dass allein in der Schweiz über 150 000 Personen im Bereich Cleantech tätig sind, müssten diese Klimaziele eigentlich er-reichbar sein. (bf)
CleantechUnter Cleantech werden die-jenigen Technologien, Herstell-verfahren und Dienstleistungen zusammengefasst, die zum Schutz und zur Erhaltung der natürlichen Ressourcen und Systeme beitragen.Cleantech umfasst den Um-welt- und Energiebereich sowie die natürlichen Ressourcen. Dazu zählen beispielsweise Messtechnik, Ressourceneffi -zienz, Wasser- und Abfallwirt-schaft, Recycling, Energieeffi zi-enz, erneuerbare Energien und Elektrizitätsspeicher. Cleantech ist keine Branche im herkömm-lichen Sinne, sondern zieht sich quer durch alle Branchen.In seiner Gesamtheit umfasst Cleantech sämtliche Stufen der Wertschöpfungskette von For-schung und Entwicklung über die Produktion von Anlage-gütern bis hin zur Anwendung.(Auszug aus dem Masterplan Cleantech Schweiz)
Infoswww.cleantech.admin.ch
Weitere Angaben, z. B. zum Fussabdruck sowie den Master-plan Cleantech Schweiz zum Download fi nden Sie auf Tech-nica Plus.

26 technica 12-10
Cleantech | Markt
Öl hält die Weltwirtschaft am Laufen. So jedenfalls lautete die Überschrift eines Beitra-
ges der deutschen Bundeszentrale für politische Bildung. Als wichtigste Quelle am internationalen Energie-markt und als wertvoller Grundstoff in der Textil-, Pharma- und Chemie-industrie deckt das Erdöl heute den Grossteil des weltweiten Primärener-giebedarfs ab. Bei unverändertem Konsum reichen die Reserven allge-meinen Schätzungen zu Folge aller-dings nur noch für 40 Jahre – eine alarmierende Prognose angesichts der globalen Bedeutung.Ähnliche Probleme zeigen sich in der Nutzung von Kohle und Erdgas. Vor-wiegend zur Stromerzeugung verwen-det, steht die Kohle an zweiter Stelle der fossilen Energieträger. Verfügbar für weitere 150 Jahre zeichnet sich auch hier eine Erschöpfung der Vor-kommen ab. Noch schneller wird dies für das Erdgas der Fall sein. Exper-ten rechnen damit, dass die beste-henden bekannten Weltreserven bei gleichbleibendem Verbrauch und gleicher Förderung bereits nach 60 Jahren aufgebraucht sein werden. Auch das in Kernkraftwerken als Pri-märenergieträger genutzte Uran wird keine dauerhafte Entspannung der Energiediskussion bringen. Schon heute ist eine begrenzte Nutzung ab-sehbar.
Während die fossilen Energieträger in naher Zukunft verbraucht sein wer-den, steht die Sonne als grösste Ener-giequelle für weitere 5 Mrd. Jahre zur Verfügung. 99,98 Prozent des ge-samten Energiebeitrages zum Erd-klima stammen von der Sonne. Die jährliche Energiemenge entspricht etwa dem 10000-fachen des Welt-primärenergiebedarfs. «Hier liegt ein enormes Nutzungspotenzial für die Weltwirtschaft. Derzeit nur in gerin-gem Masse ausgeschöpft, gehört die Sonnenergie zu den Hauptthemen der Zukunft», erklärt Franz Enhuber, Key Project Agent bei B&R.
Effiziente Anlagen durch RetrofitNeben der Betrachtung verfügbarer Ressourcen lohnt aber auch ein Blick auf die Energieerzeugungsanlagen selbst. «Etwa ein Drittel aller Anla-gen gilt nach heutigen Standards als veraltert. Schlechter Wirkungsgrad bzw. hohe Verlustleistung wirken sich kostspielig auf die Energiegewinnung aus. Durch ein Retrofi t ist es möglich, den Wirkungsgrad und die Verfügbar-keit der Anlagen deutlich zu verbes-sern und eine ressourcenschonende Energieerzeugung zu gewährleisten», weiss Franz Enhuber. In Kooperation mit einem österreichischen Anbieter von Erd- und Biogasanlagen enga-giert sich B&R bereits seit vielen Jah-
ren im Bereich der Energieerzeugung. Auch Alstom, ein weltbekannter Her-steller von Energieerzeugungsanla-gen, setzt auf B&R-Technologie. Ge-meinsame Ziele sind die Optimierung und Erhöhung der Anlageneffi zienz.Modernste Automatisierungstechno-logie und wertvolle Projekterfahrung
Die begrenzte Verfügbarkeit fossiler Rohstoffe und der weltweit ansteigende Energiebedarf machen den Energieverbrauch im Maschinenbau zu einem entscheidenden Kostenfaktor. So be-stimmen innovative Konzepte zur Energienutzung mehr denn je die Gestaltung wettbewerbsfähiger Automatisierungsbausteine. Während die Umsetzung nachhaltiger Konzepte heute wesentli-cher Bestandteil der Produktstrategie ist, schreitet die Entwick-lung moderner Nutzungsformen erneuerbarer Energieträger mässig voran. Mit verstärktem Engagement und zahlreichen Vorzeigeprojekten im Bereich der sauberen Energie leistet B&R bereits seit mehreren Jahren einen wichtigen Beitrag zur Lösung der dringlichen Energiefrage.
Der Energieverbrauch wird zum Kostenfaktor
Nachhaltige Energieträger im Fokus der Automatisierung
Die effizienteste Form Energie zu sparen ist, sie erst gar nicht zu verbrauchen. Mit integrierter Netzrückspeisung sorgt der ACOPOSmulti seit mehr als drei Jahren für einen optimierten Ener-gieverbrauch.
Von der Brise bis zum Sturm – Windkraftanlagen sind grossen Schwankungen und enormen Belas-tungen ausgesetzt. Intelligente Regelalgorithmen von B&R tragen entscheidend zur Beherrschung der turbulenten Kräfte bei und halten die Produk-tivität der Anlagen am Höchststand.

12-10 technica 27
Markt | Cleantech
InfosB&R Industrie-Automation AG8500 Frauenfeld052 728 00 55www.br-automation.choffi [email protected]
Holz ist gespeicherte Sonnenkraft, die Verbrennung erfolgt daher CO2-neutral. Die B&R- Prozessautomatisierung regelt und überwacht die Energiegewinnungskette von der Ver-brennung bis zur Verbraucherübergabe und sichert so einen optimalen Wirkungsgrad.
in der Energieerzeugung machen B&R zu einem bedeutenden Partner im Bereich erneuerbarer Energien. Heute noch wenig genutzt, treten nachhaltige Energieträger immer stärker in den Fokus der Weltwirt-schaft. Gefragt sind Technologien, die einen hohen Anlagenwirkungs-grad bei gleichzeitiger Schonung der Energieressourcen gewährleisten.
Technologische Kompe-tenz für saubere Energie«Wind, Wasser, Sonne, Biomasse und Biogas helfen dabei, die Abhängig-keit von Erdöl, Kohle und Erdgas zu verringern und eine langfristige Ener-gieversorgung sicherzustellen. Ein weiterer Vorteil von sogenannten «grünen Anlagen» liegt aber auch im verbesserten Klimaschutz. Umwelt-belastende CO2-Emissionen drastisch zu senken oder ganz zu meiden, sind wichtige Themen», so Enhuber. Zahlreiche Pilotprojekte belegen heute eindrucksvoll das Engagement sowie die hohe Kompetenz von B&R im Bereich des Umweltschutzes. Als Experte in der Automatisierungstech-nik stellt das Unternehmen nicht nur energieeffi ziente Produkte für den Maschinenbau bereit, sondern unter-stützt auch kürzeste Innovations-zyklen bei der Umsetzung moderner Energieerzeugungsprojekte im Neu-bau und für Retrofi t.
Wind- und Wasserkraft besser regeln«Auf den Gebieten der Wind- und Wasserkraft spielen vor allem mo-dernste Regelungstechnik und leis-tungsfähige Diagnose- und Fernwar-tungssysteme eine entscheidende Rolle», erklärt Enhuber und verweist auf die erfolgreiche Kooperation mit der Firma Andritz, einem österreichi-schen Experten in Sachen Wasser-kraft. Die universelle Turbinenrege-lung erfüllt alle Anforderungen mo-dernster Regel- und Steuerungskon-zepte von Klein- bis Grossturbinen. Höchste Ansprüche an betriebliche Sicherheit, Regelgüte und Verfügbar-keit unterstreichen den Nutzen der Integration in einem System. Im Bereich der Windkraft, wo unge-heure Kräfte auf die Anlage wirken, bedarf es strukturschonender Rege-lungen, um die hohe Belastung me-chanischer Teile wie Getriebe, Lager und Turm signifi kant zu reduzieren
und damit die Lebensdauer der Wind-krafträder zu erhöhen. Der enorme Energieeintrag und das damit verbun-dene Zerstörungsrisiko erfordern un-bedingt eine anspruchsvolle und zu-verlässige Sicherheitstechnik. (mg)
Eine ausführlichere Version dieses Beitrags fi nden Sie auf unserer Website www.technica-online.chunter der Rubrik Technica Plus.

28 technica 12-10
(Ressort wählen) | XXX
Très chic: die Designer-Pumpe.
Kann eine Pumpe schön sein? Wir finden: Sie sollte sogar! Wir haben unser Kompaktaggregat
Typ KA deshalb so designed, dass sie das Auge erfreut. Aber nicht nur das: Zu einem perfekten
Pumpendesign gehören vor allem die flexiblen Einsatzmöglichkeiten. Im Aussetzbetrieb, etwa
bei Werkzeugmaschinen, Hydraulikwerkzeugen oder Hubarbeitsbühnen, entfaltet das Kom-
paktaggregat Typ KA stehend und liegend seine volle Kraft von 700 bar. Ob Sie es mobil oder
stationär und mit Dreh- oder Wechselstrom einsetzen, entscheiden Sie. Das abgestimmte
Motoren-,Ventil- und Zubehörprogramm aus dem Baukasten sorgt dafür, dass das Kompakt-
aggregat Typ KA alles erfüllt, was Sie von einer individuell gestylten Pumpe erwarten. Mehr
Infos unter Tel. 041 747 40 00 oder im Internet: www.hawe-hydratec.ch
HAWE-PRO-10-1018 Chic_A4.qxd:HAWE-PRO-10-1018 Chic_A4 10.11.2010 11:26 Uhr Seite 1

12-10 technica 29
Forschung | Cleantech
Technica: Das Thema «Grüne Tech-nologien» ist in aller Munde. Inwie-fern beschäftigt sich die Fachhoch-schule Nordwestschweiz (FHNW) mit dieser Thematik?
Prof. Rainer Schnaidt: Dieses Gebiet ist in den letzten fünf Jahren zuneh-mend in den Fokus der Hochschule für Technik der FHNW, insbesondere ihrer Forschungsaktivitäten, gerückt.
Was heisst das konkret? Schnaidt: Der Klimawandel mit sei-nen immer deutlicher werdenden negativen Folgen und die absehbare Energieknappheit, insbesondere we-gen der rasanten wirtschaftlichen Entwicklung in den Schwellenlän-dern China und Indien, schaffen neue Geschäftsfelder für Unternehmen. Zudem erwartet die Gesellschaft als Ganzes von den Ingenieurinnen und Ingenieuren Antworten auf diese drängenden Fragen.
Wie lautet die Antwort der Hoch-schule für Technik auf dieses Bedürf-nis der Gesellschaft resp. der Indus-trie und Wirtschaft? Schnaidt: Wir stellen uns diesen He-rausforderungen. Deshalb haben wir das Leitthema Energie- und Ressour-ceneffi zienz in unserer Hochschul-strategie verankert und verstärken laufend unsere Anstrengungen, einen Beitrag zur Lösung der Ressourcen-knappheit zu leisten. Dies erstreckt sich über alle Aktivitäten der Hoch-schule – von der Aus- und Weiterbil-dung bis zur angewandten F&E.
Wie wird dieses Leitthema im For-schungsbereich konkret umgesetzt? Gibt es eine Konzentration auf ge-wisse Forschungsfelder oder sind die Kompetenzen der einzelnen Institute sehr breit angesiedelt? Schnaidt: Die Lösungsansätze erfor-dern eine Vielzahl unterschiedlicher Kompetenzen aus dem gesamten Spektrum der Technik. Praktisch alle Institute können ihre ausgeprägten Kompetenzen einbringen. Wir sind heute in folgenden Themen tätig: Re-duktion der C02-Emission und Effi zi-enzerhöhung bei der Energieerzeu-gung, intelligente Verteilung der Energie und Effi zienzerhöhung bei der Nutzung, speziell im Bereich der Mobilität.
Können Sie uns ein Beispiel eines Forschungsprojektes nennen im Be-reich der Optimierung der Energie-versorgung? Schnaidt: Gemeinsam mit Energie-versorgungsunternehmen und unter-stützt durch das Bundesamt für Ener-gie suchen wir nach Lösungen, wie das elektrische Energieversorgungs-netz besser ausgenutzt werden kann.
Ziel ist dabei, dass Geräte in Haus-halten und Unternehmen eher dann Energie beziehen, wenn diese auch kostengünstig und mit möglichst we-nig CO2-Emission erzeugt werden kann. Darunter darf der Komfort na-türlich nicht leiden.
Zur globalisierten Wirtschaft gehört das Bedürfnis nach totaler Mobilität von Menschen wie auch von Rohstof-fen und Waren. Haben Ihre Forscher Antworten auf die negativen Auswir-kungen dieser Entwicklung, bei-spielsweise im Flugverkehr?Schnaidt: Im Flugverkehr werden wir auf absehbare Zeit noch nicht auf fossile Brennstoffe verzichten kön-nen. Hingegen besteht ein grosses Potential bei der Reduktion des Ener-gieverbrauchs und der CO2-Emission, beispielsweise durch die Reduktion des Luftwiderstands und des Ge-wichts der Flugzeuge. Unser Institut für Kunststofftechnik forscht an vor-derster Front nach leichten und kos-tengünstig produzierbaren Bauteilen aus faserverstärkten Kunststoffen.
Stichwort Klimaschutz: Bei der CO2-Problematik können ja Kompensati-onsmassnahmen alleine keine Lö-sung darstellen. Gibt es Forschungs-ansätze, die zu einer effektiven Reduktion der CO2-Emissionen füh-ren können? Schnaidt: Es existiert eine Vielzahl von aussichtsreichen Ansätzen: Ne-ben der Erhöhung der Energieeffi zi-enz, welche zu einem Minderausstoss von CO2 führt, steht der Ersatz der fossilen Brennstoffe im Vordergrund, insbesondere im Gebäudebereich, in den heute mehr als 50 Prozent der Energie fl iessen. Das energieautarke Haus, welches die benötigte Energie und Wärme selbst erzeugt, ist heute machbar. Nun geht es vor allem darum, kostengünstigere Lösungen zu ermöglichen.
Prof. Rainer Schnaidt, Vizedirektor der Hochschule für Technik der Fachhochschule Nordwestschweiz und Leiter Transfer, erklärt, wie grün eine Fachhochschule heute sein kann.
«Einige Projekte reichen weit in die Zukunft»
Auch an den Fachhochschulen sind grüne Technologien ein Thema
Prof. Rainer Schnaidt, FHNW: «Es existiert eine Vielzahl von aussichtsreichen Ansätzen.»

30 technica 12-10
Cleantech | Forschung
Fachhochschule Nordwestschweiz FHNW lanciert den zukunftsweisenden Studien-gang «Energie- und Umwelttechnik»
Die neue Bachelor-Ausbildung* der Hochschule für Technik der FHNW startet im Sep-tember 2011 und ist ab dem ersten Semester ein eigenständiger Studiengang.
Interdisziplinäre KompetenzenDie Studierenden erwerben neustes Wissen und interdisziplinäre Kompetenzen in Öko-logie, Ökonomie, Clean Technologies und Energietechnik sowie in Projektmanagement und Fachkommunikation. Die Vertiefungsrichtungen sind: Energiesysteme, Energie in Gebäuden sowie Umwelt und Management.
Einblick in neuste technologische EntwicklungenPraxisorientierte Projektarbeiten bieten den Studierenden spannende Kontakte zu Wirt-schaft und Industrie und damit Einblick in neuste technologische Entwicklungen auf dem Gebiet der Energie- und Ressourceneffi zienz.
Vielseitige Berufsbilder mit KarrierepotenzialDie Absolventinnen und Absolventen können anspruchsvolle Aufgaben in den Fachge-bieten Fotovoltaik, Windenergie, Gasturbinen oder Wasserkraft, Energie in Gebäuden und Management lösen. Die Ausbildung in Energie- und Umwelttechnik eröffnet den Ingenieurinnen und Ingenieuren Berufsfelder mit Karrierepotenzial im In- und Aus-land, sei dies in der Industrie, in Energie- oder Beratungsunternehmen oder in Insti-tutionen der öffentlichen Hand.
* Der Ausbildungsgang befi ndet sich im Bewilligungsverfahren beim Eidgenössischen Volkswirtschaftsdepartement.
www.fhnw.ch/technik/eut
Mit dem Projekt «SwissKitePower» wird geprüft, wie Winde in grossen Höhen zur Energiegewinnung genutzt werden können.
Kürzlich wurde vom Bund der Mas-terplan «Clean Tech» lanciert. Hat diese Initiative Auswirkungen auf Ihre Forschungsaktivitäten? Schnaidt: Ich gehe davon aus, dass die bereits laufenden Aktivitäten mit der Umsetzung dieses Plans eine zu-sätzliche Intensivierung erfahren, insbesondere wird dies das Interesse der Industrie für dieses Geschäftsfeld erhöhen.
Viele Ihrer Forschungsprojekte wer-den mit namhaften Geldern von der KTI und der EU unterstützt. Werden von diesen Organisationen Clean-Tech-Projekte bevorzugt behandelt? Schnaidt: Diese Förderinstrumente sind prinzipiell breit angelegt und offen für alle Innovationsvorhaben. Ich rechne damit, dass die Experten der KTI und der EU den Vorschlägen aus dem Bereich Clean Tech grosses Potenzial beimessen und solche Pro-jekte prioritär behandeln.
Eine Hochschule ist ja immer auch ein «Think Tank» mit Visionen für eine bessere Zukunft mit nachhalti-geren Technologien. Gibt es an der FHNW Projekte, deren Umsetzung zwar noch weit entfernt ist, die Ihre Forscher aber als Vision aktiv verfol-gen? Schnaidt: Die meisten unserer Pro-jekte sind auf einen eher kurzfristigen Markteintritt angelegt. Einige Pro-jekte reichen jedoch weit in die Zu-kunft, wie beispielsweise unser Pro-jekt «SwissKitePower». Hier wird ge-prüft, wie man mit hochfl iegenden Drachen die Windgeschwindigkeiten, welche in grösseren Höhen ab 1000 m doppelt so hoch wie am Boden sind, zur effi zienten Gewinnung von Ener-gie nutzen kann.
Wir haben von der Forschung gespro-chen. Das Kerngeschäft einer Fach-hochschule ist jedoch die Ausbil-dung. Wie werden technologische, ökonomische und gesellschaftliche Fragen zur Energie- und Ressour-ceneffi zienz in Ihren Studiengängen umgesetzt? Schnaidt: Der Bedarf der Wirtschaft an gut ausgebildeten Ingenieurinnen und Ingenieuren mit Problemlösungs-kompetenz im Bereich der Ressour-
ceneffi zienz nimmt stetig zu. Die gros se Bedeutung dieses Themas hat uns zum Aufbau einer neuen Bache-lor-Ausbildung bewogen: Wir arbeiten mit Hochdruck an der Vorbereitung des Studiengangs Energie- und Um-welttechnik, welcher im Herbst des nächsten Jahres die ersten Studie-renden aufnehmen wird. Die Ab-solventen dieses Studiums werden einen entscheidenden Beitrag bei der
Ausrichtung der Gesellschaft auf eine nachhaltige Ressourcennutzung leis-ten. (Details siehe Kasten.) (bf)
InfosFachhochschule NordwestschweizHochschule für Technik5210 Windisch056 462 44 [email protected]/technik

12-10 technica 31
Markt | Cleantech
Imbach + Cie AG, Solutions in Me-tal, ist ein Betrieb der Massivum-formung mit Sitz im luzernischen
Nebikon. Das Unternehmen setzt Druckluft zum Antreiben von Luft-hämmern (Schmieden), für Türan-triebe der Öfen sowie für allgemeine Arbeiten (z. B. Schleifen) in der Um-formtechnik ein. Zusätzlich wird Druckluft für Werkzeugmaschinen in der mechanischen Bearbeitung be-nötigt. Die grossen Schmiedehämmer sind sehr grosse Druckluftverbrau-cher mit ausgeprägten Lastspitzen.
Halbierung der Energie-kosten angepeiltDer ganze Betrieb wird über ein ein-ziges Druckluftnetz versorgt. Sechs wassergekühlte Kompressoren der Jahrgänge 1961 bis 1977 waren auf-geteilt in zwei Kompressorenräume. Eine Auslastungsmessung hatte ge-zeigt, dass der Energieverbrauch der Kompressoren im Lastbetrieb teil-weise geringer war als der Energie-verbrauch im Leerlaufbetrieb. Eine Optimierung des Leerlaufanteiles auf den Stand der Technik würde die spe-zifi schen Energiekosten somit bei-nahe halbieren.
MassnahmenDie Aufteilung der Drucklufterzeu-gung in eine Hauptzentrale und eine Werkstattanlage ermöglichte die Op-timierung des Betriebes so weit, dass die grossen Kompressoren nur bei Schmiedebetrieb laufen. Für die Werkstatt genügt ein kleiner Kom-pressor mit 22 kW. Die Druckluftzen-trale sieht einen Teillastkompressor, welcher mit einer Frequenzregelung ausgestattet ist, sowie jeweils zwei
Mittellast- und zwei Grundlastkom-pressoren vor. Diese fünf Kompresso-ren werden über eine übergeordnete Druckbandregelung in einem mini-malen Druckband gefahren. Dadurch kann nahe am benötigten Betriebs-druck ge fahren werden. Die Betriebs-sicherheit ist auch bei einem Ausfall eines Kompressors in jedem Fall ge-währleistet.Durch den Einsatz eines Kältetrock-ners mit Energiesparregelung wird nur die Energie verbraucht, welche für die Trocknung des momentanen Druckluftbedarfs notwendig ist. Und mit luft- statt wassergekühlten Kom-pressoren fallen die Wasserkosten (20 000 Franken im Jahr) für die Druckuft komplett weg. Die Kompres-sorenabluft unterstützt im Winter die Heizung einer Betriebshalle.Die Druckluftleitungen waren bei der Erstellung bereits nach hohem Stan-dard ausgeführt worden und konnten unverändert weiter betrieben werden. Leckagen wurden keine festgestellt. Betriebskontrollen wurden bereits in der Vergangenheit sorgfältig aus-geführt.
Die wichtigsten ResultateDie Einsparungen an elektrischer Energie durch den Totalersatz der ver-alteten Drucklufterzeugung ist erheb-lich und beträgt rund 15 Prozent des gesamten elektrischen Energiever-brauchs der Firma.
Anschub durch die EnAWEin kostenoptimierter Betrieb ver-langt neben der sorgfältigen Anlagen-wartung auch eine Anlagenüber-prüfung in grösseren zeitlichen Ab-ständen.Stefan Imbach, Leiter Engineering bei Imbach + Cie AG, streicht dabei die Zusammenarbeit mit der EnAW hervor: «Energieverbrauch und Ener-giekosten waren für unsere energiein-tensive Unternehmung immer zent-rale Punkte. Die Zusammenarbeit mit der EnAW gab uns den Abschub, ver-schiedene bereits geplante Projekte konkret anzupacken.» (bf)
Eine Auslastungsmessung bei Imbach + Cie AG hatte gezeigt, dass der Energieverbrauch der Kompressoren im Leerlaufbe-trieb teilweise höher war als der im Lastbetrieb. Deshalb wurde die Anlagen zweigeteilt und teilweise erneuert und aufgerüstet.
Neue Druckluftzentrale in vier Jahren amortisiert
InfosKAESER KOMPRESSOREN AG8105 Regensdorf044 871 63 [email protected]
Energieagentur der [email protected]
Halbierung der Energiekosten durch Optimierung des Leerlaufbetriebes angepeilt
Stefan Imbach, Leiter Engineering bei Imbach + Cie AG: «Mit der neuen Druckluftversorgung konnten wir den gesamten elektrischen Energie-verbrauch um 15 Prozent reduzieren.»
Beispiel einer Investitionskostenrechnung
Investition total: CHF 330 000.–
Einsparung Elektrizität p.a.: 430 MWh
Pay-Back-Zeit total: 4 Jahre

32 technica 12-10
Cleantech | Markt
Für ölfreie, hochwertige Druckluft bietet Prematic die wassereinge-spritzten Lento-Schraubenkom-pressoren im Leistungsbereich 15 – 85 kW an. Sie arbeiten dank der ausgezeichneten Kühleigen-schaften von Wasser nahezu relativ nahe an der isothermischen Ver-dichtung, ohne Druckluftnachküh-ler, mit höchster Wirtschaftlichkeit und Zuverlässigkeit (drehzahlgere-gelt 0,86 – 12,26 m³/min; mit fes-ter Drehzahl 2,55–5,73 m³/min; stufenlos einstellbare Drücke 5 – 13 bar). Die Anlagen sind die idealen Druckluft-Erzeuger als Ein-zelanlagen oder für Mehrmaschi-nenlösungen. In schon bestehen-den ölfrei verdichtenden Stationen können sie als Master-Anlagen durch Abpufferung der Verbrauchs-spitzen «per Drehzahlregelung» und Minimierung der Leerlaufzei-ten sofort die Wirtschaftlichkeit der Gesamtstation deutlich erhöhen.
Kein Nachteil bezüglich LebensdauerDie hochpräzise gefertigten Ver-dichterstufen wurden nach neues-ten Forschungsergebnissen entwi-ckelt und erreichen eine vergleich-bare Lebensdauer wie öleingespritzte Verdichterstufen (rechnerische Le-bensdauer von 35 000 Bh). Die Ge-häuse bestehen aus einer hochwer-
tigenkorrosionsfesten Bronzelegie-rung. Prematic lagert die Rotoren aus einem hochfesten Kunststoff-compound für höchste, maximale Betriebssicherheit Sicherheit in fettgeschmierten Zylinderrollen- und Schrägkugellagern und experi-mentiert nicht mit wasserge-schmierten Gleitlagern. Mechani-sche Dichtungen und zusätzliche atmosphärische Zwischenräume zwischen Verdichtungsraum und Lagern garantieren eine einwand-freie Abdichtung.
Geschlossener Kühl wasserkreislaufDie Anlagen arbeiten mit einem geschlossenen Kühlwasserkreis-lauf und integrierter Aufbereitung. Druckluft und Wasser werden in einem Zyklon-Vorabscheider aus Edelstahl weitgehend getrennt. Ein elektronischer Kondensatab-leiter regelt die optimale Wasser-menge. Überschüssiges Konden-sat kann direkt in die Kanalisation eingeleitet werden. Die zu 100 % gesättigte Druckluft wird in dem in der Anlage integrierten Kältet-rockner (= auch «Wasserprodu-zent») wirksam zurückgekühlt. Deshalb kann in vielen Fällen auf einen zusätzlichen bauseitigen Trockner verzichtet werden. Im Trockner ausfallendes Kondensat
wird als Frischwasser in den inter-nen Wasserkreislauf zurückge-führt. Das macht die externe Zu-fuhr von Frischwasser überfl üssig. Eine Opferanode im Wasserkreis-lauf gibt im Prozess verbrauchte Mineralien an das Wasser zurück und verhindert, dass sich Kalk im System absetzen oder anlagern kann. Ein Wasserfi lter fi ltert Schwebstoffe aus. Der schnelle Wasserwechsel im System durch permanente Erzeugung von Frisch-wasser sorgt für eine optimale bio-logische, chemische und bakteri-enfreie Wasserqualität.
Hohe Energie-einsparungDie Prematic-Sensorsteuerung Air Control 3 steuert die Anlagen mit hoher Energie-Einsparung. Sie bietet eine einfache Bedienung über ein Tableau zur Eingabe al-ler Parameter, ein grosses LCD-Display, kontinuierliche Klartext-anzeige aller wichtigen Parame-ter, Selbsttests, kontinuierliche Überwachung, Warnanzeigen, die Dokumentation aller wichtigen Betriebsdaten, Timerkanäle, eine
optionale Zubehörverwaltung und eine Grundlast-Wechselschaltung. Die drehzahlgeregelten Lento-An-lagen laufen energieschonend ohne Stromspitzen an und werden ohne Schaltspiele und ohne teure Last-Leerlauf-Zeiten exakt an den jeweiligen Druckluft-Bedarf ange-passt. (bf)
100 Prozent saubere und wirtschaftliche Druckluft
Der wassereingespritzte Lento-Schraubenkompressor für höchste Wirtschaftlichkeit und Zuverlässigkeit.
Der Schraubenkompressor Lento 45 in «Röntgenansicht».
InfosDetaillierte Auskünfte und Prospekte zur neuen Lento-Baureihe erhalten Sie bei
Prematic AGDruckluft-Technik 9556 Affeltrangen071 918 60 60, www.prematic.ch, [email protected]

12-10 technica 33
Markt | Cleantech
Batteriebetriebene Elektrofahr-zeuge dürften für die Mobilität der Zukunft eine wichtige Rolle spie-len. Bisher war jedoch nicht be-kannt, wie umweltverträglich Her-stellung, Betrieb und Entsorgung der Antriebsbatterie sind. Empa-Forschende haben nun erstmals den ökologischen Fussabdruck für den gebräuchlichsten Typ, die Li-thium-Ionen-Batterie, berechnet; der fällt geringer aus als befürch-tet. Anders ausgedrückt: Maximal 4 Liter Benzin pro 100 Kilometer darf ein herkömmliches Auto schlucken, um ähnlich umwelt-verträglich zu sein wie moderne Elektroautos.
Auf den Strom kommts an – weniger auf die Batterie Die Studie zeigt, dass der eigent-liche Li-Ion-Antrieb des Elektro-
autos die Umwelt nur mässig be-lastet; nur maximal 15 Prozent der Gesamtbelastung durch das Elektroauto entfallen auf die Bat-terie, durch deren Herstellung, Unterhalt und Entsorgung. Die Hälfte davon wiederum – also rund 7,5 Prozent der Belastung – machen die Gewinnung und Her-stellung der Batterierohstoffe Kupfer und Aluminium aus; die Lithiumgewinnung schlägt dage-gen nur mit 2,3 Prozent zu Bu-che. «Lithium-Ionen-Akkus sind also nicht so schlecht wie bisher angenommen», sagt Dominic Not-ter, Mitautor der Studie, die so-eben im Fachjournal «Environ-mental Science & Technology» publiziert wurde.Anders sieht es dagegen für den Betrieb des Elektromobils über eine erwartete Lebensdauer von 150 000 Kilometern aus: Die
grösste Umweltbelastung verur-sacht das regelmässige Laden der Batterie, also der «Sprit» des e-Autos. «Tankt» man einen in Europa üblichen Strommix aus Atom-, Wasser- und Kohlekraft-werken, wird die Umwelt dreimal mehr belastet als durch den Li-Ion-Akku an sich. Hier lohnt es sich, Alternativen zu prüfen: Während Strom, der voll-ständig in Kohlekraftwerken pro-duziert wird, die Ökobilanz noch-
mals um 13 Prozent mehr belas-ten würde, wird diese um 40 Prozent entlastet, wenn der Strom ausschliesslich aus Wasserkraft stammt.Die Bilanz der Empa-Forschen-den: Ein Benzinauto müsste zwi-schen drei und vier Liter auf 100 Kilometer verbrauchen, um etwa gleich umweltfreundlich zu sein wie das untersuchte, mit euro-päischem Strommix aufgeladene Li-Ion-Elektroauto. (bf)
Ökobilanz von Lithium-Ionen-Akkus für Elektroautos
Hoher Besuch in Schöftland Mitte September: Zur offi ziellen Inbe-triebnahme des ersten Schweizer Wasserwirbelkraftwerkes kamen auch der Aargauer Regierungsrat Urs Hofmann – und der Pionier Bertrand Piccard. Auf seinen Na-men schliesslich wurde das Kraft-
werk am Flüsschen Suhre getauft. Das Wasserwirbelkraftwerk ist von einer privaten Initiative gebaut worden. Diese bezeichnete Pic-card in seiner Rede als «Pioniere» – besonders angesichts des seiner Meinung nach generell fehlenden Pioniergeistes in der Schweiz.
Das Wasserwirbelkraftwerk in Schöftland ist weltweit erst das zweite seiner Art; das erste steht in Österreich. Diese innovativen, umweltfreundlichen Kleinkraft-werke haben jedoch grosses Po-tenzial. Sie benötigen lediglich ein Gefälle von 70 cm und Was-sermengen von etwa 1000 Litern pro Sekunde, um kontinuierlich Naturstrom zu erzeugen. Ihr Be-trieb ist wartungsarm, und weil die Konstruktion grösstenteils un-ter dem Boden liegt, stört die An-lage auch nicht das Landschafts-bild. Die Genossen schaft Wasser-wirbelkraftwerke Schweiz strebt in Zusammenarbeit mit der WWK Energie GmbH den Bau von jähr-lich fünf bis fünfzehn Projekten in der Schweiz an.Die Pilotanlage in Schöftland pro-duziert je nach Wassermenge eine elektrische Leistung von 10 bis 15 kW, was einer Jahresproduk-tion von 80 000 bis 130 000 kWh entspricht und den Bedarf von etwa 20 bis 25 Haushalten deckt.
Für die Amortisation der Kosten von rund 340 000 Franken rech-nen die Betreiber mit einer Dauer von rund 20 bis 25 Jahren.Franz Grüter, CEO von green.ch, begründet den Einsatz seiner Firma: «Uns faszinieren diese in-novativen, effi zienten und um-weltfreundlichen Kleinkraftwerke. Ich wünsche mir, dass sie Verbrei-tung fi nden – die Einsatzmöglich-keiten sind riesig. Wir verstehen die Unterstützung der GWWK als Beitrag zur vermehrten Produk-tion von erneuerbaren Energien im Einklang mit der Natur.»Mit einem eigenen Stand hat das Unternehmen anlässlich der Ein-weihungsfeier auch auf sein neues, hochmodernes Datacenter Zürich-West aufmerksam ge-macht, das planmässig am 30. März 2011 in Betrieb genommen wird. Mit einem PUE-Wert (Power Usage Effi cency) von deutlich un-ter 1,8 wird green.ch auch hier seinen eigenen, hohen ökologi-schen Ansprüchen gerecht. (bf)
Wasserwirbelkraftwerk «Piccard»
Green-CEO Franz Grüter (l.) mit dem Taufpaten Dr. Bertrand Piccard.
Literaturhinweis«Contribution of Li-Ion Batteries to the Environmental Impact of Electric Vehicles», D.A. Notter, M. Gauch, R. Widmer, P. Wäger, A. Stamp, R. Zah, H.J. Althaus, Environmental Science & Technology, 9 August 2010, DOI: 10.1021/es903729a.
Weitere InformationenDr. Dominic Notter, Technologie und Gesellschaft, Tel. +41 44 823 47 60, [email protected]

34 technica 12-10
Werkzeugmaschinen und Werkzeuge | Werkzeugmaschinen
«Schwierige präzisionsmechanische Werkstücke herstellen? Wir machen das!» Auf diesen einfachen aber aus-sagekräftigen Nenner bringt Dipl.-Masch.-Ing. HTL Kurt Müller-Wal-thert, Geschäftsführer der Profiform
AG seinen Anspruch, bei aller Be-scheidenheit in der Welt der Schwei-zer Präzisionsmechanik eine wichtige Rolle spielen zu wollen. In Abwand-lung des bekannten Slogans eines ja-panischen Automobilproduzenten «Nichts ist unmöglich …», stellt sich das Portfolio an Bearbeitungsmög-lichkeiten bzw. an kubischen sowie rotativen Präzisionsteilen denn auch als sehr hochwertig dar. Dies wiede-rum kommt nicht von ungefähr, denn
seit der Gründung des Unternehmens im Jahr 1985 hat sich hier ein Know-how angesammelt, das, in Verbin-dung mit den heutigen CNC-Techno-logien, dem modernen Maschinen-park und den besagten Fachkräften
als sehr schlagkräftiges Argument ge-genüber Wettbewerbern anzuführen ist. Dazu sagte Kurt Müller-Walthert: «Seit Beginn produzieren wir sowohl Präzisionsteile als auch komplette, präzisionsmechanische Module und Geräte für unser eigenes Programm und vor allem für Kunden aus unter-schiedlichsten Industriesegmenten. Zu nennen wären z.B. unsere Profi-form-Kleinmaschinen für die Blech-bearbeitung, multifunktionelle Werk-zeug-Griffe für kleine manuelle Ar-beiten oder auch kleine Präzisions-kreissägemaschinen sowie Geräte für die Kabelverarbeitung. Den grössten Teil unseres Geschäfts machen wir
jedoch mit Kundenaufträgen in Ge-stalt der Fertigung präzisionsmecha-nischer Werkstücke und Baugruppen, wobei hier natürlich die Kompetenz aus der wirtschaftlichen Herstellung der eigenen Teile und Geräte ein-fliesst». Die Profiform AG beschäftigt heute 15 Mitarbeiter, davon zwei Auszubildende, wobei es sich gene-rell um gelernte Berufsleute mit ent-sprechender Ausbildung und viel Be-rufserfahrung handelt, was eindeutig einen Erfolgsfaktor darstellt.
Die Erfolgsfaktoren: Menschen und MaschinenAls zweiter Erfolgsfaktor ist die nicht alltägliche Ausstattung des Maschi-nenparks anzusehen, und zwar vor al-len Dingen bezogen auf die Grösse des Unternehmens. Denn man setzt beim Fräsen und beim Drehen schon seit vielen Jahren auf Hightech- Bearbeitungszentren von Mazak, (Schweiz: Wenk AG, Biel) mit hohem Automatisierungsgrad bis hin zur Komplettbearbeitung in einer resp. möglichst wenigen Aufspannungen. Im Einzelnen handelt es sich um ein Vertikal-3-Achsen-Bearbeitungszent-rum mit 30 Werkzeugen und zusätz-licher 4. Achse, ein Horizontal-3-Achsen-Bearbeitungszentrum mit 60 Werkzeugen und Palettenwechsler (2 Paletten), ein FMS mit Horizontal-4-Achsen-Bearbeitungszentrum und 378 Werkzeugen sowie Paletten-wechsler und -system mit 16 Palet-ten, ein CNC-gesteuertes Dreh- und Fräsentrum mit 120 Werkzeugen, Y-Achse, zusätzlichem unterem Re-volver und Werkstück-Portallader, und schliesslich ein 3-Achsen-Dreh- und Fräszentrum mit zwei Spindeln für die Komplettbearbeitung. Zu erwähnen ist, dass der Einstieg von Profiform in die CNC-gesteuerten Hightech-Bearbeitungssysteme von Mazak schon im Jahr 1993 erfolgte. Seither besteht eine sehr erfolgreiche Zusammenarbeit, die vor gut einem Jahr in der Installation des erwähn-ten CNC Dreh- und Fräszentrums
Die Profiform AG realisiert mit qualifiziertem Fachpersonal und einem leistungsfähigen Maschinenpark Präzisionsmechanik für Eigenprodukte und Kundenteile. Ein wesentlicher Erfolgsfaktor ist dabei die nicht alltägliche Ausstattung des Maschinenparks. Denn man setzt bei Profiform beim Fräsen und Drehen schon seit vielen Jahren auf Hightech-Bearbeitungszentren von Mazak mit hohem Automatisierungsgrad bis hin zur Komplettbearbeitung.
(Fast) alles ist möglich …
AutorEdgar Grundler, Redaktor Technica.
Präzisionsmechanik im Dienst der Kunden
Dreh- und Fräszentrum Mazak Integrex 200 in der Draufsicht, links ist das Werkstück-magazin und darüber ist der Portallader angeordnet.

12-10 technica 35
Werkzeugmaschinen | Werkzeugmaschinen und Werkzeuge
12-10 technica 35
InfosProfiform AG6043 Adligenswil041 370 88 [email protected]
WENK AG Werkzeugmaschinen2504 Biel/Bienne032 344 98 [email protected]
Der grosszügige Arbeitsbereich der Integrex 200 mit 1495 mm Drehlänge und einem Drehdurch-messer von 660 mm; links ist die Hauptspindel (plus C-Achse), rechts die vollwertige 2. Spindel (W-Achse), oben der Hauptwerkzeugrevolver (B- und Y-Achse), und unten der 2. Werkzeug-revolver zu sehen.
Werkstück-Handlingsystem, bestehend aus Palet-ten-Werkstückmagazin und Portallader, ausgelegt zum Handhaben von Wellen- und Futterteilen.
Links Kurt Müller-Walthert und rechts René Breitenstein vor der Integrex 2004.
Mazak Integrex 200 IV ST U 1500 mit besagtem automatischen Werk-zeugwechselsystem (120 Plätze, Werkzeugaufnahme Capto C6) und erstmals einem Werkstück-Handling-system (Portallader Flex GL-100F) mündete. Weitergehend ausgerüstet mit zweiter Spindel, Y-Achse, zusätz-lichem unteren Revolver sowie einem Werkzeugmesssystem (Renishaw OMP 40), einer Werkzeugbruchkont-rolle (Renishaw TRS2) und einem Bandfilter mit 70-bar-Hochdruck-pumpe, ist somit die autarke, vollau-tomatische und damit mannlose Tei-lefertigung im Mehrschichtbetrieb möglich.
Universelle, vollauto-matische Mehrschicht-fertigung René Breitenstein, Verkaufsleiter Zentralschweiz und Tessin bei der Wenk AG, führte dazu aus: «Mit der Mazak Integrex 200 haben wir ein universelles Dreh- und Fräsbearbei-
tungssystem im Programm, das extra für die flexible Kleinserien- und Char-genfertigung anspruchsvoller bis sehr komplexer Teile ausgelegt ist. Dank ihrem grosszügigen Arbeitsbereich von 660 mm Schwingdurchmesser, der zugleich auch max. Drehdurch-messer bzw. der Drehdurchmesser über Schlitten (500 bis 660 mm) ist, einer max. Drehlänge bis 1.495 mm und einem max. Werkstückgewicht bis 300 kg inklusive Futter, können damit so gut wie alle bei Profiform vorkommenden rotativen Werkstücke in einer Aufspannung komplett bear-beitet werden. Zumal durch den Stangendurchlass bis 51 bzw. bis 65 mm auch die Stangenbearbeitung möglich ist, wodurch sich der Ein-satz- und Anwendungsbereich noch-mals deutlich erweitert. Für Profiform ist die Mazak Integrex 200 auch we-gen ihrer Baugrösse und der Möglich-keiten zum integrierten Drehen, Frä-sen, Bohren und Gewindeschneiden ideal, weil hier bis auf neue oder wie-derkehrende Chargenteile jeden Tag andere Werkstücke zu bearbeiten sind und damit andere Anforderun-gen vorherrschen. Für ein Unterneh-men in dieser Grösse stellt die Inte-grex-Technologie auch einen Schritt Zukunftssicherung dar, denn die Kunden kommen jeden Tag mit neuen Herausforderungen zu Profiform, vor allem auch mit solchen, die anderswo schon abgelehnt wurden.» Jedenfalls sind den «Präzisionsme-chanikern» mithilfe der Mazak Inte-grex 200 kaum mehr Grenzen hin-sichtlich der Anwendungsfantasie ge-setzt. Denn der «Mix» aus grossem Arbeitsbereich, umfassendem Werk-zeugmagazin mit 120 Werkzeugen, Hauptspindel mit 35 bis 5000 U/min stufenlosem Drehzahlbereich, 467 Nm Drehmoment und voller C-Ach-senfunktion (0,0001°), zweiter Spin-del mit fast identischen Leistungs-daten, oberem Werkzeugrevolver mit B-Achse und feststehenden/angetrie-benen Werkzeugen, unterem Werk-zeugrevolver mit nochmals 9 Werk-zeugplätzen, und zusätzlichen Ach-sen Y und W (2. Spindel) erlaubt eine Vielfalt von Werkzeuganstellungen und damit von individuellen Bearbei-tungsmöglichkeiten, die weltweit ih-resgleichen suchen.
Die Profiform-Leistungs-formel: 12 in 8Für Kurt Müller-Walthert ist zudem klar, dass mit der weitergehenden Au-tomatisierung in Gestalt des Portal-Handlingsystems und des Werkstück-speichers ebenfalls Pflöcke für die Zukunft eingeschlagen wurden: «Von einer noch so guten Substanz kann man in der heutigen Zeit sicher nicht lange leben. Wir haben nur dann eine Chance, wenn wir unsere erwiesene Kompetenz plus die aktuell verfüg-bare Hightech über einen möglichst langen Arbeitszeitraum maximal nut-zen. 5-Achsen-Bearbeitung ist gut und recht und sicher sehr wichtig, aber erst mit der Integrex-Technolo-gie sprich der kombinierten Mehrach-sen-Dreh- und Fräsbearbeitung und weitgehender Automation zum autar-ken Produzieren sehen wir uns auf dem richtigen Weg. Unser erklärtes Ziel lautet, pro Maschine und Fach-kraft mindestens 12 Stunden echte Fertigungszeit zu erreichen, wobei das Fachpersonal natürlich nur acht Stunden anwesend ist.» (mg)

36 technica 12-10
Werkzeugmaschinen und Werkzeuge | Wärmebehandlungen
«Neue Wege ausserhalb des Stan-dards» lautet einer der Slogans der BR TEC Bühler AG. Das Laserhärten ist ein typisches Beispiel dafür. Be-reits vor 15 Jahren investierte man in Turbenthal in eine 6-kW-CO2-Laser-anlage mit 4 m Verfahrweg für das Härten von Teilen wie Biegewerk-zeuge und Greiferfinger. Teile, die sich aufgrund ihrer Funktion, Form oder Dimension mit den klassischen Konkurrenzverfahren wie Flamm- oder Induktionshärten nicht oder nur
mit hohem Aufwand härten lassen. Seither hat man bei BR-TEC ein be-achtliches Know-how im Laserhärten – und parallel dazu auch im Laser-auftragsschweissen – aufgebaut, das heute von einem breiten Kundenkreis genutzt wird. Denn neben den eige-nen Produkten, Sägewerkzeuge für die Holzindustrie, werden auf den zwei Laseranlagen vorwiegend an-spruchsvolle Lohnarbeiten für Kun-den verschiedenster Branchen aus-geführt.
Richten und Vergüten entfälltWo liegt denn der besondere Charme des Laserhärtens? Er ergibt sich weit-gehend aus den Eigenschaften der
Strahlquelle. Der Laserstrahl wird über entsprechende Spiegel in eine Linie oder in ein Rechteck einstell-barer Breite – typischerweise 2 bis 35 mm – aufgefächert und über das Werkstück geführt. Dadurch wird die Oberfläche sehr schnell (>1000 °C/s) aufgeheizt. Die Abschreckung, d.h. die Härtung erfolgt über den Wärme-fluss ins kalte Grundmaterial. Damit erübrigt sich ein Abschrecken in Öl oder Wasser. Die Einhärtetiefe lässt sich über die Verfahrgeschwindigkeit in einem Bereich von 0,2 bis 2 mm einstellen. Dies hat zur Folge, dass das Werkstück kaum Wärmebelas-tung erfährt und deshalb seine Zähig-keit behält und sich praktisch nicht verzieht. Auch das nachträgliche Ver-güten entfällt aus diesem Grund. Zu-dem lassen sich exakt definierte Be-reiche der Oberfläche härten und dies an allen Werkstückzonen, die vom La-serstrahl bestrichen werden können. Damit ist es beispielsweise möglich, auch die Grundfläche einer Nute zu härten – was mit anderen Methoden unmöglich ist.Voraussetzungen für diese Methode des Randschichthärtens sind selbst-verständlich ein Mindestkohlenstoff-gehalt von 0,3 %, d.h. alle Stähle, die auch mit Induktion härtbar sind, so-wie eine Mindestwandstärke von 10 mm damit die Selbstabschre-ckung funktioniert.
Dass man mit dem Laser schweissen, schneiden und markieren kann, ist allgemein bekannt. Weit weniger verbreitet, aber min-destens so «lasertypisch» ist das Laserhärten. Denn die Vorteile dieses Verfahrens ergeben sich aus den Eigenschaften des La-serstrahls. Gezielte, schnelle Wärmeeinbringung ergibt weitest-gehend verzugsfreie Bauteile mit unveränderten Festigkeits-eigenschaften, aber mit definierten Härtezonen mit sehr hoher Härte, und dies auch an Bauteilzonen, die mit den üblichen Oberflächenhärtverfahren nicht härtbar sind.
Härten ohne Verzug
AutorMartin Gysi, Chefredaktor Technica
Laserhärten hat Produktivitäts- und Qualitätsvorteile
Geschäftsführer Jan Koop (links) mit Lasertechniker Walter Wehrli vor der automatisier-ten Laserhärtanlage.
Diese Klinge eines Billetschneiders bekommt ihre hohe Lebensdauer durch gezieltes Laserhärten.

12-10 technica 37
Wärmebehandlungen | Werkzeugmaschinen und Werkzeuge
InfosBR TEC Bühler AG8488 Turbenthal052 397 27 [email protected]
Qualitätssicherung im ProzessDamit dieses Verfahren seine präzis reproduzierbaren Ergebnisse liefern kann, muss es entsprechend gesteu-ert und geregelt werden. Dabei wird beim Härten nicht eine bestimmte Laserleistung vorgegeben, sondern die an der Werkstückoberfläche er-reichte Temperatur mittels Pyrome-ter kontinuierlich überwacht. Kommt nun der Laserstrahl an eine Kante, eine Bohrung oder an eine Werk-stückzone mit geringerer Wandstärke, wird die Laserleistung sofort und stu-fenlos geregelt. So werden ein Kan-tenabschmelzen oder Verbrennen wir-kungsvoll verhindert.Werkstücke lassen sich mit dem La-ser also gezielter, schneller und kon-trollierter härten, als mit anderen Ver-fahren. Das Verfahren ist aber – das sei nicht verschwiegen – relativ teuer. Der Kostenvorteil ergibt sich jedoch nicht in erster Linie beim Härten
selbst, sondern bei den gesamten Tei-lekosten, da dank der weitgehenden Verzugsfreiheit weitere Fertigungs-schritte wie Richten und Nachbear-beiten entfallen oder radikal mini-miert werden können. Mit dem Laser-härten lassen sich ganze Fertigungs-abläufe vereinfachen und straffen. Es löst die übrigen Verfahren nicht ab, sondern erschliesst neue Einsatzfel-der, bei denen beispielsweise Kom-ponenten erst am Schluss ganz ge-zielt partiell gehärtet und nach dem Laserhärten einsatzbereit zur Verfü-gung stehen werden.
Verzicht auf Nacharbeit bringt PreisvorteileAls Beispiel sei die Anschlagscheibe im Spannfutter einer Drehbank ge-nannt. Die Scheibe mit rund 700 mm Durchmesser und 120 mm Dicke wurde bis anhin einsatzgehärtet. An-schliessend musste der Verzug durch Schleifen kompensiert werden, an-schliessend mussten die H7-Bohrun-gen mit HSC-Fräsern in die gehärte-ten Flächen gebohrt werden. Die Dis-kussion mit dem Kunden hat dann gezeigt, dass auf der ganzen Fläche lediglich 35 klar definierte 6-mm-Punkte – die eigentlichen Anschlag-punkte – gehärtet sein müssen. Nun werden diese Scheiben vom Herstel-ler einbaufertig produziert und an-schliessend bei BR TEC unter Schutz-gas punktuell gehärtet. Der Preisvor-teil liegt in diesem Beispiel nicht primär beim Härten, sondern bei der Elimination der Nacharbeit, d.h. des Schleifens und des Bohrens in die gehärtete Oberfläche. Eingesetzt wird das Laserhärten bei BR TEC einerseits bei den eigenen Produkten wie auch bei Kunden-Bau-gruppen, bei denen das Härten Be-standteil des Auftrags ist, und and-rerseits bei Lohnaufträgen, bei denen es aber meist um die spezifischen Vorteile des Laserhärtens geht. (mg)
Das Einsparpotenzial liegt weniger beim Härten selbst, als bei der Vor- und Nachbearbeitung. Alte Prozesskette dieses Bauteils: Vordrehen, Vorboh-ren, Einsatzhärten, Richten, Löcher ausreiben, Nachdrehen, Aussenkontur überschleifen. Neu: Feinstanzen, Laserhärten der Zentralbohrung.
Der Laserhärt- und Qualitätssicherungsprozess in der automatisierten Anlage kann per Monitor beobachtet werden.
Von der Sägenproduktion zum Laserhärten1904 gründeten Emil Bühler und Alfons Bremer die Bühler Sägenfabrikation in Turbenthal. Die Produktion von Sägewerkzeugen für die Holzin-dustrie ist bis heute eine wichtige Sparte geblie-ben. In den 50er-Jahren kam die Produktion von Furnier- und Hackmessern hinzu und um 1970 die Produktion von Messern für die Me-tallindustrie – sprich Messer für Tafelscheren. Dieser Markt begann Mitte der 80er-Jahre zu schwinden, als das Laserschneiden aufkam. Bei der Ulrich Bühler AG nutzte man den vorhande-nen Maschinenpark und das damit verbundene Know-how für die Fertigung langer, leistenförmi-ger Werkstücke in der Folge für die Produktion von Führungsschienen und Linearachsen für den Sondermaschinenbau. Mit der Herstellung von Biegewerkzeugen für Abkantpressen wuchs auch der Bedarf nach Möglichkeiten zum Ober-flächenhärten. Das Induktiv- und Flammhärten erzeugte jedoch einen erheblichen Verzug und bedingte deshalb nachträglich stets einen ho-hen Aufwand zu Richten – mit dem Risiko eines Bruchs kurz vor der abschliessenden Schleif-operation. Da die Evaluation einer eigenen Induktionshärtanlage für Werkstücke bis 4 m Länge keine überzeugenden Resultate brachte, suchte man nach Alternativen und fand diese bei der bereits seit 1978 eingesetzten Laser-technik zum Schneiden der Sägeblätter. Es zeigte sich, dass das Laservergüten auf Hoch-schulebene schon lange ein Thema war, die in-dustrielle Umsetzung aber noch in den Kinder-schuhen steckte. Schliesslich fand man die Firma C. Stiefelmayer, die das Laserhärten be-reits für den Eigengebrauch einsetzte. Aus die-sem Kontakt entstand vor mittlerweile 15 Jah-ren das eigene Konzept: Man investierte in eine 4-m-Anlage mit einem 6-kW-CO2-Laser. Damit war der Grundstein gelegt, um diese Technik auch für Lohnarbeiten anzubieten, ohne die tra-dizionellen Härtereien konkurrenzieren zu müs-sen: Teile, die nur partiell gehärtet werden müs-sen und dies sehr oft erst nach den übrigen Ar-beitsschritten wie Bohren und Fräsen. Vor sechs Jahren kam die zweite Anlage, diesmal mit einem Diodenlaser, hinzu. Da der Festkörper-laser bezüglich Strahlführung und Energieein-kopplung ins Werkstück Vorteile bringt, wurde auch die CO2-Anlage vor zwei Jahren durch einen zweiten Diodenlaser ersetzt.Die heutige BR TEC Bühler AG entstand 2007 durch Zusammenschluss der Ulrich Bühler AG und der Röschli AG und beschäftigt unter ihrem Inhaber und Geschäftsführer Jan Koop rund 35 Mitarbeiter.
Die BR TEC-GruppeDie BR TEC-Gruppe besteht aus der BR TEC Bühler AG, Zulieferer und Spezialist für Lasertechnik, der BR TEC Röschli AG, Blechum-formwerkzeuge und der BR TEC Bühler SA, Holzbearbeitungswerk-zeuge.

38 technica 12-10
Highlight
Im Fusionsreaktor ist das Klima rau. Neutronen- und Ionen-strahlung sowie hohe Plasma-
temperaturen stellen enorme An-forderungen an die Materialien. An der Universität Basel werden neuartige Beschichtungen entwi-ckelt, damit die Primärspiegel ihre Aufgabe beim Anfahren und Betrieb des Fusionsreaktors erfül-len können: Sie müssen das Licht
aus der Vakuumkammer über wei-tere Spiegel zur installierten Dia-gnostik und Messtechnik leiten, denn durch den intensiven Neut-ronenbeschuss kann kein direkter Sichtkontakt gegeben werden.
Ein internationales GrossprojektAls erster Schritt zum Start der Fusionsreaktion müssen Luft und Verunreinigungen aus der Vaku-umkammer entfernt werden. Da-nach schaltet man die leistungs-starken Magnete ein und lässt den gasförmigen Brennstoff ein. Nun wird in der Kammer eine elektri-sche Spannung angelegt, sodass das Gas ionisiert und ein Plasma bildet. Dieses Plasma schafft dann die Grundlage für die Fusion von Deuterium und Tritium, also
den beiden Wasserstoff-Isotopen. Während des Betriebs muss vor allem verhindert werden, dass das heisse Fusionsplasma aus seinem «Magnetkäfig» ausbricht und die Wände berührt, da in diesem Fall Partikel aus der Wand verdamp-fen würden. Solche Verunreini-gungen kühlen das Plasma sofort ab und die Fusion kommt zum Er-liegen. Sowohl der Anfahrprozess
als auch der nachfolgende Betrieb des Fusionsreaktors werden nur machbar sein, falls geeignete Messeinrichtungen zur Verfügung stehen. Für die vielfältigen opti-schen Messungen sind gut funk-tionierende Primärspiegel, wie sie zurzeit an verschiedenen For-schungsinstituten, so auch am Physik-Departement der Universi-tät Basel, entwickelt werden, grundlegende Voraussetzung. Da-mit liegt ein wesentlicher Schlüs-sel für das Gelingen des im Bau befindlichen Experimental-Fusi-onsreaktors ITER offensichtlich bei diesen Forschungsgruppen.Mit dem Bau des ersten interna-tionalen Experimentalreaktors und seiner umfangreichen Infra-struktur wird im südfranzösischen Cadarache eine neue Phase ein-
geleitet. ITER wird der letzte For-schungsreaktor sein, bevor dann mit dem noch grösseren «Demo» die wirtschaftliche Energieerzeu-gung demonstriert werden soll. Sieben Partner, die USA, Russ-land, China, Indien, Japan, Korea und die Europäische Union, arbei-ten an diesem Vorhaben. Die Schweiz ist dank ihrer Koopera-tion beim europäischen Energie-programm Euratom eine voll be-rechtigte Partnerin bei diesem Grossprojekt. Unterstützung er-halten die Forschenden durch den Bund, durch das Staatssekretariat für Bildung und Forschung (SBF) sowie das Bundesamt für Energie (BFE). Neben dem Centre de Re-cherches en Physique des Plas-mas (CRPP) der ETH Lausanne, dem Schweizer Kompetenzzent-rum für Plasmaphysik, ist seit Langem auch die Universität Ba-sel mit Forschungsarbeiten des Teams um den Physiker Dr. Lau-rent Marot am Lehrstuhl von Prof. Ernst Meyer im Bereich von Ma-terialbeschichtungen tätig.
Chancen und GefahrenLaurent Marot: «Im Gegensatz zu den weltweit im Einsatz stehen-den Kernkraftwerken arbeitet ein Fusionsreaktor mit anderen und geringeren Mengen an Brennstof-fen. Die Gefahr einer unkontrol-lierten Kettenreaktion besteht nicht, da das Fusionsplasma nur bei genau den eingestellten Be-dingungen weiter brennen kann. Ansonsten erlöscht es sofort. Die Halbwertszeiten der bei der Fu-sion anfallenden radioaktiven Ab-fälle sind im Vergleich zu Uranium und Plutonium sehr klein. Somit sind die Abfälle nach wenigen Ge-nerationen ungefährlich und be-nötigen kein Endlager. Sowohl die
Betriebssicherheit als auch die langfristige Versorgung mit Brenn-stoffen sind wesentliche Plus-punkte. Neben den grossen tech-nologischen Herausforderungen bei der Entwicklung und der Re-alisierung des ITER geben auch die Prozessstabilität sowie die in-terne Erzeugung von Tritium in der Fachwelt immer wieder zu Dis-kussionen Anlass. Während Deu-terium aus Meerwasser gewonnen werden kann – also kaum limitiert ist – ist Tritium durch den aus dem Plasma erfolgenden Neutro-nenbeschuss aus den im Reaktor eingebauten Lithium-Modulen zu erzeugen.» Ist dieser Vorgang Ge-genstand ihrer Forschungsarbei-ten? Laurent Marot: «Nur indirekt, denn wir arbeiten zurzeit vor al-lem an den Primärspiegeln, die sich in der Vakuumkammer befin-den und dazu dienen, die opti-sche Überwachung und Messung des Plasmazustandes durchzu-führen. Im Rahmen der For-schungskooperation mit der ETH Lausanne und anderen Instituten, welche an Themen zur Fusionsre-aktion arbeiten, sind wir natürlich im gesamten Entwicklungspro-zess hin zum ITER und danach zum Demoreaktor eingebunden. Auf den Spiegeln liegt aber unser eigentlicher Fokus.»Marco Wisse, wissenschaftlicher Assistent, Postdoc: «Durch die Platzierung im Innern des Toka-mak werden die wassergekühlten Spiegel bei Temperaturen über 100 °C den Plasmapartikeln, der Neutronenstrahlung und Staub ausgesetzt. Damit werden an die Oberflächen extreme Anforderun-gen gestellt, die wir durch beson-dere Materialien und Oberflächen-strukturen erfüllen wollen.»
Mess- und Diagnostik-SystemeDie ringförmige Vakuumkammer des ITER, Tokamak genannt, wird mit rund 50 unterschiedlichen Mess- und Diagnostik-Systemen
Optimale Beschichtungen für harsches KlimaSeit rund 50 Jahren arbeitet die internationale Forschergemeinschaft an der Entwicklung eines Fusionsreaktorkonzepts, das für eine Stromerzeugung umgesetzt werden kann. Die Leistungsfähigkeit der Fusion hat sich so weit erhöht, dass mit dem Bau eines grossmassstäblichen Experimental- Fusionsreaktors begonnen werden konnte.
Kernfusion als mögliche Alternative zu konventionellen Energieerzeugungstechnologien
Das Forscherteam der Universität Basel (v.l.n.r.): Baran Eren, Marco Wisse, Laurent Marot und Roland Steiner. (Foto: Jürg Wellstein)

12-10 technica 39
Highlight
ausgestattet, um das dort gebil-dete Plasma zu steuern, zu kont-rollieren und zu optimieren. Ge-messen werden Temperatur, Dichte, Helium-Menge, Verunrei-nigungen usw. Der Ausgangspunkt ist das gesamte sichtbare und auch Teile des unsichtbaren Lichtspektrums. Eingesetzt wird die komplette Bandbreite an be-kannten Instrumenten wie Lasern, Röntgengeräten, Spektrometern und Strahlungsmessgeräten. Zu-dem gibt es noch Neutronenkame-ras, Partikel-Monitoren, Druck- und Gas-Analysegeräte. Über Spie-gel lassen sich die Lichtwellen den einzelnen Systemen zuführen. Kann der Primärspiegel keine ein-wandfreie Funktion mehr gewähr-leisten, so werden Messwerte ver-fälscht und die Steuerung der Fu-sionsreaktion evtl. beeinträchtigt oder sogar verunmöglicht.
Arbeit an der Uni BaselBaran Eren, Doktorand: «Wir kon-zentrieren uns auf die Untersu-chung der Erosions- und Ablage-rungsmechanismen, welche die optische Reflexion von potenziel-len Materialien beeinflussen. Da-bei sind Stoffe mit einer hohen Dichte gefragt, wie Molybdän und Rhodium, welche auf ein Basis-metall aufgebracht werden kön-nen.» Laurent Marot: «Wir arbei-ten sowohl an mono- als auch po-lykristallinen Materialien und nutzen die seit Langem vorhande-nen Kompetenzen unseres Insti-tuts im Bereich der Nanokristalle. Denn sind die Kristallite kleiner als die auftreffende Wellenlänge, so werden durch Ionenätzen und Neutronenbeschuss die Spiegel-eigenschaften weniger stark ver-ändert.» Baran Eren: «Wird diese Schicht rau, so beeinträchtigt dies
die Reflexion der nutzbaren, kurz-welligen Strahlung, welche zur Messung der verschiedenen Para-meter genutzt wird. Im ITER sol-len diese Primärspiegel einen Durchmesser von ca. 40 cm und eine Dicke von 4 bis 5 cm aufwei-sen. Im Labor setzen wir heute als Prüflinge zum Teil beschichtete Proben mit einem Durchmesser von bis zu 3 cm ein.»Roland Steiner, Ingenieur und wissenschaftlicher Mitarbeiter: «In der Plasma-Abscheidungs-kammer erfolgt die Oberflächen-beschichtung mit den gewünsch-ten Materialien. Dazu nutzen wir das Magnetronsputtern, also die Kathodenzerstäubung im Vakuum, bei welcher durch Beschuss mit energiereichen Ionen einzelne Atome aus einem Festkörper her-ausgelöst werden, in die Gasphase übergehen und sich auf der Ge-genseite als Schicht ablagern. Diese Sputterdeposition stellt also eine Beschichtungstechnik dar, mit welcher wir gezielte Material-eigenschaften erzeugen. Um die Proben untersuchen zu können, ohne dass sie das Vakuum verlas-sen müssen, haben wir eine Direkt-verbindung in eine zweite Kammer geschaffen, wo die Messinstru-mente (z. B. Fotoelektronenspekt-rometer) eingesetzt werden.»Laurent Marot: «Zum Teil senden wir beschichtete Proben danach zur Bestrahlung an den europäi-schen Fusionsreaktor JET bei Ox-ford, zum TEX-TOR des For-schungszentrums in Jülich (D) oder in die USA. Die Proben wer-den anschliessend bei uns ausge-messen und analysiert. Auch in Basel können wir Ionenbestrah-lungen durchführen. Mit einer eigens dafür gebauten Plasma-quelle wird der Ionenbeschuss
nachgeahmt. Häufig muss aber mit Modellen gearbeitet werden. Beispielsweise sind wir hier nicht dafür eingerichtet, mit giftigem Berilium-Staub belastete Proben zu handhaben und zu testen. ITER soll in einer ersten Phase, wie heute schon JET, mit einer Berilium-Beschichtung ausge-führt und betrieben werden. Als Modellelement dient uns aber hierfür Aluminium, das sich phy-sikalisch und chemisch sehr ähn-lich verhält. Geplant sind ca. 80 Primärspiegel im Innern des To-kamak beim ITER, mit welchen die gesamte Diagnostik arbeiten soll. Wir stehen auch in engem Kontakt mit den für den Bau der Diagnostikelemente beauftragten Labors bzw. dem dafür verantwort-lichen Konsortium.»Marco Wisse: «Neben der Struk-turveränderung und Erosion durch die Bestrahlung ist auch der Staub ein ernst zu nehmendes Problem. Ein wirtschaftlich arbeitender Re-aktor muss einen kontinuierlichen Betrieb gewährleisten. Bei der favorisierten Methode sollen die Spiegel ohne Ausbau mit Laser-strahlen im Vakuum gereinigt wer-den. Im Moment testen wir dieses Verfahren unter atmosphärischen Bedingungen und definieren Wel-lenlängen, Leistungen usw.»
Zukunft der FusionsforschungDie technologischen und organi-satorischen Anforderungen zum Bau des ITER sind enorm. Es sind umfangreiche Ressourcen und Fi-nanzen nötig. Weltweit sind For-schung und Industrien daran, Lö-sungen zu finden und konkrete Elemente zu bauen. Wer behält schliesslich recht: die Kritiker oder die Optimisten? Hätten die
Forschungsarbeiten, wie sie an der Universität in Basel und am CRPP in Lausanne durchgeführt werden, auch einen Zweck ge-habt, falls ITER zeigt, dass das Ziel einer kommerziellen Fusions-energienutzung noch immer nicht erreichbar ist?Neben der Grundlagenforschung im Bereich der Beschichtungs-technologie, wie sie vom Team um Laurent Marot durchgeführt wird, sind damit auch Ausbildungsmög-lichkeiten für Physiker und Wis-senschaftler verbunden. Die bis-herigen Arbeiten zeugen darüber hinaus von einer Vielfalt an Nut-zungsoptionen. Dieses Know-how wurde beispielsweise vom frühe-ren Leiter der Gruppe Nanostruk-turen und Composites, Prof. Dr. Peter Oelhafen, auch für die Ent-wicklung von Sonnenschutzglä-sern und thermischen Sonnenkol-lektoren eingesetzt. Solche Pro-dukte sind heute auf dem Markt und tragen zur Einsparung bzw. Gewinnung von Energie bei. Vaku-umbeschichtungen, wie Magnet-ronsputtern, sind heute in der In-dustrie weitverbreitete Methoden zur Veredelung von Produkten. Dünnfilmtechnologie und nanostrukturierte Beschichtungen stel-len für die Lösung zahlreicher technologischer Problemstellun-gen eine wichtige Option dar. (bf)
InfosUniversität Basel, 4056 [email protected]
ExperimentalFusionsreaktor ITER, www.iter.org
Forschungsprogramm Kernfusion, 3003 Bern [email protected]
www.energieforschung.ch
Primärspiegel stellen die erste Station der Lichtwellen dar, welche im ITER für Diagnose und Messungen verwendet werden. (Bild: ITER)
Die Vakuumkammer für das Plasma-Sputte-ring wurde mit einer Diagnosekammer erwei-tert, sodass während des Prozesses Messun-gen an den erzeugten Oberflächen gemacht werden können. (Foto: Uni Basel)
Die kleinformatigen Spiegelproben sind nach der Exposition im Plasma teilweise mit Staub bedeckt. (Foto: Uni Basel)

40 technica 12-10
Highlight
Die Kunden werden ihre Werkstücke auch in Zu-kunft mit der gewohnten
Sicherheit und Effi zienz bearbei-ten können. Denn wichtige Eigen-schaften der Deco 13 wurden bei-behalten, insbesondere die Kine-matik sowie die vier unabhängigen Werkzeugsysteme. Die Kinematik gewährleistet das Arbeiten ohne Kollisionsrisiko zwischen den Werkzeugen und optimiert die Be-arbeitung im Hintergrund. Die vier unabhängigen Werkzeugsysteme ermöglichen das simultane Bear-beiten ab Stange und in der Ge-genbearbeitung mit bis zu vier gleichzeitig arbeitenden Werkzeu-gen. Ein zweiter wichtiger Vorteil, der bewahrt wird, besteht in der An-zahl Achsen. Die Maschine ver-fügt nach wie vor über 10 Achsen (und 2 C-Achsen) bei der Ausfüh-rung a und über 8 Achsen (und 2 C-Achsen) bei der Ausführung e.
Diese können simultan gesteuert werden und sind perfekt unterei-nander interpolierbar. Drittens wird auch die Kompatibilität der auf der Deco 13a verfügbaren Ap-parate, Werkzeughalter und Werk-zeuge aufrechterhalten.
Neue MotorspindelnDie Motorspindeln mit 12 000 U/min stehen für noch mehr Leis-tung:
Motorspindeltechnik mit integ-• rierter Kühlung Weniger unproduktive Zeiten • (Arretierung, Indexierung, Be-schleunigung, Abbremsung) Geringerer Geräuschpegel (bis • 12 dB bei 10 000 U/min) Reduzierte Wartung • Konstantes Drehmoment und • konstante Leistung in prak-tisch allen Drehzahlbereichen Halbierung der Zeit für das • Arretieren, Beschleunigen und Abbremsen der Spindeln.
Stangendurchmesser erhöht Ausser dem neuen Design, das so-fort auffällt, haben die Maschinen-ingenieure von Tornos eine wei-tere Änderung vorgenommen. Sie sind auf 16 mm Durchmesser um-gestiegen, um die Bearbeitung bis zu dieser Durchmessergrösse ohne Stangen-Vorbereitung zu er-möglichen. Der herkömmliche Stangenlader SBF-216 ist bereits dafür vorgesehen, den gesamten Durchmesserbereich der EvoDeco 16 abzudecken (Stangen von 2 bis 16 mm). Eine weitere wich-tige Entwicklung besteht darin, dass sämtliche Haupt- und Ge-genspindeln motorisiert sind. Zu-dem sind das Drehmoment und die Leistung im Vergleich zur Deco 13 erheblich höher.
Design aus technolo-gischer Sicht Die komplett überarbeiteten Ma-schinenbestandteile bestehen aus Fertigelementen, die eine genaue Berechnung der für das Maschi-nenbett ertragbaren Steifi gkeit und Frequenzen ermöglichen. Da-durch kann für sämtliche Maschi-nenelemente dasselbe Leistungs-niveau garantiert werden. Mit den modernen Werkzeugen und Schmiermitteln war es oft die Ma-schine selbst, die die Leistungen begrenzte. Dies ist heute nicht mehr der Fall. Erhöhte Steifi gkeit bedeutet auch eine bessere Ober-fl ächengüte sowie erheblich hö-here Werkzeugstandzeiten. Das thermische Verhalten hat be-kanntlich Einfl uss auf die Präzi-sion. Deshalb wurde besonderen Wert auf ein rasches Aufwärmen sowie auf die Fähigkeit der Tem-
peraturerhaltung in einem be-stimmten Bereich gelegt. Die Haupt- und Gegenspindeln wer-den über einen unabhängigen Kühlkreislauf gekühlt und der Schaltschrank wird durch einen unabhängigen Luft-Luft-Austau-scher ventiliert, dessen Tempera-tur keinen Einfl uss auf das Ma-schinenbett hat.
… ohne Führungs-buchse ... Je nach Art der zu fertigenden Teile ist die Führungsbuchse nicht unentbehrlich. Für die Fertigung von kurzen Werkstücken kann mit der EvoDeco 16 ohne Führungs-buchse gearbeitet werden. In die-sem Fall ist eine weniger hohe Werkstoffqualität erforderlich und die Stangenenden sind kürzer, was zu einer doppelten Einspa-rung führt.
… und neue Werkzeug-halter, weitere Vorteile Auch wenn die Kompatibilität zwi-schen den Produktgenerationen gewährleistet ist, wird mit der EvoDeco 16 auch eine neue Pro-duktreihe an Werkzeughaltern auf den Markt gebracht. Auf diesen können mehr Werkzeuge montiert werden, typischerweise drei Werk-zeuge auf zwei Positionen. Mit 18 Werkzeugen in der Hauptbearbei-tung und zehn in der Gegenbear-beitung sind die Bearbeitungs-möglichkeiten auf dieser Ma-schine erheblich grösser im Vergleich zur Verwendung der Werkzeughalter auf der Deco 13a. Die «absteigende» Kompatibilität ist auch mit der Deco 13a gewähr-leistet. Das Werkzeugvoreinstell-gerät kann entsprechend ange-passt werden. (mg)
Nicht nur das Design ist neu …An der Siams 2002 präsentierte Tornos die Maschine Deco 13a. Seither wurde diese Maschine nicht weniger als 1500-mal verkauft, um rund um die Welt hochtechnische Teile zu fertigen. An der Prodex zeigte Tornos mit der EvoDeco 16a einen neuen Schritt in der Entwicklung der Deco. Was sofort auffällt, ist das neue Design, das sich klar von den bisherigen, rundlichen Deco unterscheidet.
EvoDeco 16a: Die Erfolgsgeschichte der Deco 13a geht weiter
InfosTORNOS SA2740 Moutier032 494 44 44www.tornos.com
EvoDeco 16a: mehr Produktivität hinter neuem Design.
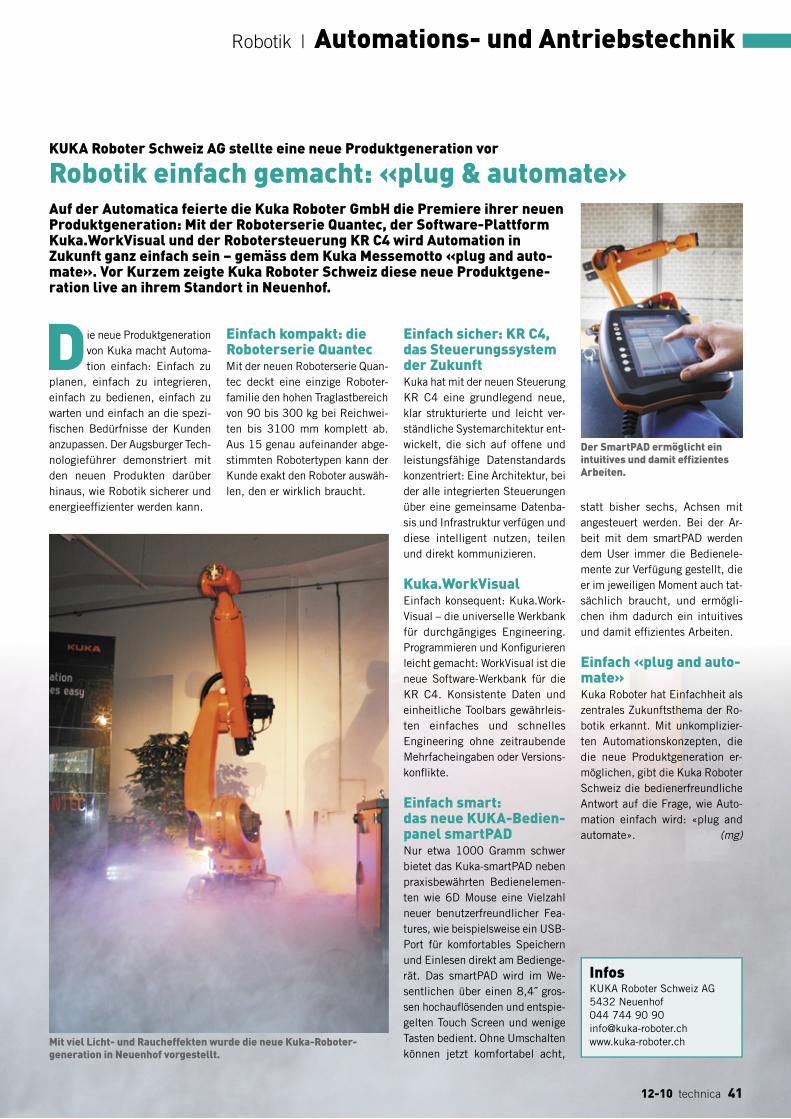
Robotik | Automations- und Antriebstechnik
12-10 technica 41
Die neue Produktgeneration von Kuka macht Automa-tion einfach: Einfach zu
planen, einfach zu integrieren, einfach zu bedienen, einfach zu warten und einfach an die spezi-fi schen Bedürfnisse der Kunden anzupassen. Der Augsburger Tech-nologieführer demonstriert mit den neuen Produkten darüber hinaus, wie Robotik sicherer und energieeffi zienter werden kann.
Einfach kompakt: die Roboterserie QuantecMit der neuen Roboterserie Quan-tec deckt eine einzige Roboter-familie den hohen Traglastbereich von 90 bis 300 kg bei Reichwei-ten bis 3100 mm komplett ab. Aus 15 genau aufeinander abge-stimmten Robotertypen kann der Kunde exakt den Roboter auswäh-len, den er wirklich braucht.
Einfach sicher: KR C4, das Steuerungssystem der ZukunftKuka hat mit der neuen Steuerung KR C4 eine grundlegend neue, klar strukturierte und leicht ver-ständliche Systemarchitektur ent-wickelt, die sich auf offene und leistungsfähige Datenstandards konzentriert: Eine Architektur, bei der alle integrierten Steuerungen über eine gemeinsame Datenba-sis und Infrastruktur verfügen und diese intelligent nutzen, teilen und direkt kommunizieren.
Kuka.WorkVisualEinfach konsequent: Kuka.Work-Visual – die universelle Werkbank für durchgängiges Engineering. Programmieren und Konfi gurieren leicht gemacht: WorkVisual ist die neue Software-Werkbank für die KR C4. Konsistente Daten und einheitliche Toolbars gewährleis-ten einfaches und schnelles Engineering ohne zeitraubende Mehrfacheingaben oder Versions-konfl ikte.
Einfach smart: das neue KUKA-Bedien-panel smartPADNur etwa 1000 Gramm schwer bietet das Kuka-smartPAD neben praxisbewährten Bedienelemen-ten wie 6D Mouse eine Vielzahl neuer benutzerfreundlicher Fea-tures, wie beispielsweise ein USB-Port für komfortables Speichern und Einlesen direkt am Bedienge-rät. Das smartPAD wird im We-sentlichen über einen 8,4˝ gros-sen hochaufl ösenden und entspie-gelten Touch Screen und wenige Tasten bedient. Ohne Umschalten können jetzt komfortabel acht,
statt bisher sechs, Achsen mit angesteuert werden. Bei der Ar-beit mit dem smartPAD werden dem User immer die Bedienele-mente zur Verfügung gestellt, die er im jeweiligen Moment auch tat-sächlich braucht, und ermögli-chen ihm dadurch ein intuitives und damit effi zientes Arbeiten.
Einfach «plug and auto-mate»Kuka Roboter hat Einfachheit als zentrales Zukunftsthema der Ro-botik erkannt. Mit unkomplizier-ten Automationskonzepten, die die neue Produktgeneration er-möglichen, gibt die Kuka Roboter Schweiz die bedienerfreundliche Antwort auf die Frage, wie Auto-mation einfach wird: «plug and automate». (mg)
Robotik einfach gemacht: «plug & automate»Auf der Automatica feierte die Kuka Roboter GmbH die Premiere ihrer neuen Produktgeneration: Mit der Roboterserie Quantec, der Software-Plattform Kuka.WorkVisual und der Robotersteuerung KR C4 wird Automation in Zukunft ganz einfach sein – gemäss dem Kuka Messemotto «plug and auto-mate». Vor Kurzem zeigte Kuka Roboter Schweiz diese neue Produktgene-ration live an ihrem Standort in Neuenhof.
KUKA Roboter Schweiz AG stellte eine neue Produktgeneration vor
InfosKUKA Roboter Schweiz AG5432 Neuenhof044 744 90 [email protected] viel Licht- und Raucheffekten wurde die neue Kuka-Roboter-
generation in Neuenhof vorgestellt.
Der SmartPAD ermöglicht ein intuitives und damit effizientes Arbeiten.

42 technica 12-10
Automations- und Antriebstechnik | Hydraulik
Über 200 Mannjahre Erfah-rung im Hydraulikge-schäft bringen alle Mitar-
beiter der Cymax AG mit sich. Die Firma ist aber immer noch auf Expansionskurs und hat auch den Süddeutschen Markt im Visier. Ist die gute, alte «Kraftübertragung durch Öl» überhaupt noch zu-kunftsfähig? Wir befragten den neuen Cymax-Geschäftsführer Thomas Kobler am Firmensitz in Hinwil.
Wohin entwickelt sich der Hyd-raulik-Markt?Thomas Kobler: Gefragt sind je länger je mehr steckerfertige Funktionsbaugruppen inklusiv Steuerungselektronik und Senso-rik. Man klärt mit dem Kunden ab, welches Bussystem und welche Schnittstellen er verwendet. Dies setzt entsprechende Flexibilität voraus. Als KMU haben wir dies-bezüglich gegenüber grossen Kon-
kurrenten gewisse Vorteile. Dies setzt aber andrerseits auch Know-how auf der elektrischen Seite vo-raus, das man sich aber nötigen-falls auch bei den eigenen Unter-lieferanten holen kann. Allerdings bleibt die Gesamtverantwortung für die ganze Baugruppe bei uns. Denn genau darum geht es dem Kunden schlussendlich – er will sich bei Problemen nicht in das Spiel einlassen müssen, ob die Ursache bei der Elektrik oder bei der Hydraulik liegt.
Bedeutet das andrerseits, dass Sie vermehrt bereits bei der Sys-tementwicklung beigezogen wer-den?Kobler: Ja, das ist so. Wir erhalten vom Kunden bisweilen eigentliche Baugruppen-Entwicklungspro-jekte bis zum Abnahmetest des Prototyps. Solche Entwicklungs-projekte werden vom Kunden selbstverständlich auch bezahlt,
während bei einfachen Projekten unsere Entwicklungsaufwendun-gen im Rahmen des Lieferauftrags Platz haben müssen.
Wie stark waren Sie in den letz-ten Monaten von der Krise betrof-fen?Kobler: Wir haben das Glück ge-habt, dass wir schon vor der Krise im Energiesektor aktiv waren. Die-ser Bereich hat während der Krise eher einen Boom erlebt. Damit konnten wir die Rückgänge aus den anderen Bereichen etwas ab-federn. Aber insgesamt haben wir selbstverständlich ebenfalls unter der Krise gelitten.
Wie entwickelt sich der Hydraulik-markt insgesamt im Vergleich zu anderen Antriebstechnologien?Kobler: Für die Hydraulik spricht sehr oft die Baugrösse. Gegenüber elektromechanischen Lösungen baut die Hydraulik oft um den
Faktor 20 kompakter. Dieser As-pekt wird immer wichtiger: Kom-paktheit, Integration von Funkti-onen, kleine Standflächen, das sind u. a. auch bei Werkzeugma-schinen Argumente, die für die Hydraulik sprechen. Ein eindrück-liches Beispiel für die hohe Leis-tungsdichte ist das Schiffshebe-werk, das wir vor Kurzem realisie-ren konnten. Eine Hydraulikanlage mit einem Gesamtgewicht von 150 Tonnen hebt eine Gesamtlast von 22 000 Tonnen. Das schafft keine andere Antriebstechnik. Es entstehen aber immer wieder auch völlig neue Anwendungsfel-der wie das Wasserstrahlskalpell für die Schönheitschirurgie oder Anwendungen in Wasserentsal-zungsanlagen oder Schneekano-nen.
Welche technischen Trends zeich-nen sich in der Hydraulik zurzeit ab?Kobler: Ein aktuelles Thema ist die Bus-Ankopplung der Hydrau-lik – und damit einhergehend die Digitalisierung und die Integration der Sensorik. Damit sind auch die Voraussetzungen geschaffen, um bei Hydraulikanlagen per Internet Fernwartung zu machen.
Mit Prozessverständnis zu besseren LösungenCymax ist ein etablierter Anbieter von Hydraulik-Systemen und Partner namhafter Schweizer Maschinen- und Anlagenbauer. Innovative Problem-lösungen in der Antriebs- und Steuerungstechnik bildeten die Basis für die erfolgreiche Geschäftsentwicklung. Just zum Firmenjubiläum zieht sich der Gründer Peter Freymond aus der Geschäftsführung zurück und übergibt die Leitung an seinen langjährigen Partner Thomas Kobler.
25 Jahre Cymax AG: 200 Mannjahre Hydraulik-Geschichte
Für die rationelle Serienmontage von Hydraulikzylindern, Ventil-steuerblöcken und Aggregaten – wie hier im Bild – verfügt Cymax über selbst entwickelte Wende-Montageböcke.
Komplette Hydraulikanlagen mit angebautem Steuerschrank durch-laufen bei Cymax einen abschliessenden Funktionstest.

12-10 technica 43
Hydraulik | Automations- und Antriebstechnik
Sicherheit hat vier Buchstaben.
Pilz Industrieelektronik GmbH, 5506 Mägenwil, 062 889 79 30, www.pilz.ch
AZ-Tec-12-10-210x29-ange.indd 1 27.10.2010 10:52:11 Uhr
Ein weiterer Trend ist bei den Werkstoffen und Oberflächenbe-schichtungen zu beobachten. Hier hat sich in den letzten Jahren ei-niges getan, das völlig neue Mög-lichkeiten eröffnet. Vom Vorhan-densein dieses Know-hows profi-tieren wir am Standort Schweiz
enorm. Nirgends auf der Welt fin-det man sonst auf so engem Raum so viele Firmen mit spezialisier-tem Know-how in dieser Richtung. Damit können wir unseren Kun-den Lösungen z. B. in Form von zusätzlichen Funktionen bieten, die vorher nicht möglich waren.
Was ist aus Ihrer Sicht Ihr USP? Was macht Sie gegenüber der Konkurrenz «einzigartig»?Kobler: Das ist eine Frage der Fir-menphilosophie: Wir wollen wis-sen, wie der Prozess des Kunden läuft. Erst wenn ich seinen Pro-zess verstehe, kann ich ihm die
beste Lösung anbieten. Das braucht etwas mehr Engagement, macht aber unseren Job auch in-teressanter als der rei ne Kompo-nentenverkauf. Genau diese Phi-losophie möchten wir mit unse-rem Slogan ausdrücken: «Die denken weiter!» (mg)
InfosCYMAX AG8340 Hinwil044 938 59 [email protected]
Eine Cymax-Spezialität: Alu-Blockzylinder mit integrierten Sperrven-tilen, Magnetfeldsensoren und druckdichten Näherungs-Schaltern.
Zylinder für den Lageregelkreis mit integriertem Wegmesssystem und Federrückstellung im Notbetrieb.
Die Cymax AG wurde im Oktober 1985 durch Peter Freymond in Zürich gegründet. Ziel war, ein umfassendes Angebot an Hydrau-likzylindern und peripheren Aus-rüstungen wie Ventilsteuerungen, Druckspeicher und Mengenteiler für alle Branchen der Maschinen-industrie anzubieten. Was damals als Einmann-Firma in einer Büro-gemeinschaft begann, ist heute eine Unternehmung mit 23 Mit-arbeitern und Domizil in Hinwil. 1993 war insofern ein Meilen-stein, als Thomas Kobler und Fred Ramseier als Mitaktionäre in die Unternehmung eintraten
und die Entwicklung massgeblich beeinflussten. Zum bisherigen Leistungsangebot kam der Aggre-gate- und Anlagenbau hinzu. Ne-ben dem Handel mit Komponen-ten konnten auch umfangreiche Engineering-, Konstruktions- und Produktions-Dienstleistungen er-bracht werden. Das Geschäftsmo-dell umfasste nun die Bereiche Hydraulikzylinder, Ventiltechnik und Anlagenbau sowie Enginee-ringleistungen.Seit 1999 ist die Unternehmung nach ISO 9001 zertifiziert und pflegt Geschäftsbeziehungen mit namhaftesten Partnern im Werk-
zeugmaschinen-, Fahrzeug- und Pressenbau. Viele Anwendungen sind in der Verfahrenstechnik für Walzwerk- oder Giesserei-Ausrüs-tungen, Kehricht-Verbrennungs-anlagen, Zentrifugen und Auto-klaven. Für die Energie-Produk tion werden Systeme für Gasturbinen, Generatoren und Turbinenrege-lungen gebaut. Die Aufzugs- und Schwerlast-Hebetechnik ist ein weiteres wichtiges Anwendungs-gebiet für Hydraulik-Antriebe. Dazu gehören auch Industrie-stossdämpfer deren Konstruktion den Charakter eines Hydraulikzy-linders hat.
25 Jahre Cymax

44 technica 12-10 44 technica 12-10
Automations- und Antriebstechnik | Energietechnik
Der Energieführungsexperte Igus GmbH hat sein Testlabor für Energieketten und Leitun-
gen umfassend erweitert auf jetzt 1030 Quadratmeter. An über 70 ver-schiedenen Prüfständen werden per-manent neue Standardprodukte und kundenspezifi sche Energieketten ge-testet. Viele Prüfstände werden da-bei selbst konstruiert und gebaut, da sie hoch testspezifi sch sind. Das Test-labor-Spektrum reicht von Klima-schrank, Tiefkühlcontainer und refl e-xionsarmen Schallmessraum, Tests an Sechsachs-Robotern und weiteren
Torsionsmaschinen über Prüfstände für dynamische Simulationen (Biege-wechsel u. a.) bis hin zu Aussentest-anlagen für lange Energieketten-Ver-fahrwege.
Über 10 000 Tests pro JahrJahr für Jahr führt Igus im fi rmen-eigenen Technikum mehr als 10 000 Versuche durch, Tendenz steigend. Neben 7500 Tests mit Polymergleit-lagern, -gelenklagern, -kugellagern und Lineargleitlagern sind das rund 3000 Energiekettentests zuzüglich 400 Leitungstests (1000 verschie-
dene Typen). Schwerpunkte der auf-wändigen Versuche sind Lebens-dauer, Zug- und Schubkräfte, Reib-werte, Verschleiss, Antriebskräfte/Energieeffi zienz und Abrieb unter verschiedensten Geschwindigkeiten und Belastungen sowie Faktoren wie
Als Verbindungsglied zwischen den stehenden und den beweg-ten Teilen einer Maschine oder Anlage kommt den Energiefüh-rungsketten eine strategische Bedeutung zu. Sie versorgen die bewegten Anlagenteile nicht nur mit Energie, sondern bilden auch die «Nervenbahnen» für Steuerungsbefehle und Sensor-signale. Die Qualitätssicherung ist für Energieführungsketten deshalb von besonderer Bedeutung.
Wie lange hält die Energiekette?
Energieketten: Testlabor vergrössert, erste Lebensdauer-Berechnung weltweit
Igus hat jetzt sein Testlabor für Energieketten und Leitungen umfassend erweitert auf 1030 Quadratmeter.
Über 10 000 Tests im Jahr führt Igus im firmen-eigenen Technikum durch – Tendenz steigend.

12-10 technica 4512-10 technica 45
Energietechnik | Automations- und Antriebstechnik
Schmutz, Witterung, Kälte oder auch Stösse und Schläge. Ziel ist es, die Anwendungsgrenzen ständig weiter nach oben zu verschieben. Vor Kur-zem wurde – Thema Lebensdauer – ein Dauertest abgeschlossen, der
über neuneinhalb Jahre lief; 270 Mil-lionen Doppelhübe wurden dabei nachgewiesen. Insgesamt fl iessen jährlich rund 9000 Testergebnisse in die elektro-nischen Datenbanken. Überdies lässt
Igus zahlreiche Produkte durch un-abhängige Stellen auf ausgewählte Eigenschaften (Reinraumtauglich-keit, Geräuschemissionen, ESD, Ex-plosionsschutz u. a.) hin überprüfen und zertifi zieren (Fraunhofer Insti-tute, TÜV).
Lebensdauer in Doppel-hüben und KilometernZudem bietet das Unternehmen rund 25 Online-Werkzeuge zum E-Engi-neering, darunter – neu – die welt-weit einzige Lebensdauerberechnung für Energieketten. Über den Quick-link www.igus.de/longer-life gehts di-rekt ins Programm. Dort können Kun-den zunächst die gewünschte Kette ins System eingeben und den Anwen-dungsfall «freitragend» oder «glei-tend». Nach Eingabe von Zusatzlast, Verfahrweg, Geschwindigkeit und Be-schleunigung wird dann automatisch die zu erwartende Lebensdauer in Doppelhüben und Kilometern ange-geben, fussend auf empirisch erfass-ten Daten. Optional wird auch die Eingabe von äusseren Einfl üssen wie Schmutz, Schlägen und der Umge-bungstemperatur angeboten.
3D-CAD-Konfiguratoren registrierungsfreiAuch können Energieketten-Anwender auf den Webseiten von Igus jede Kette individuell konfi gurieren. Hierfür ste-hen allein im Bereich Energiezufüh-rung CAD-Modelle in 11 verschiede-nen 3D-CAD-Formaten zur Verfügung zuzüglich 8 verschiedener 2D-CAD-Formate. Dazu bieten die Kölner schnelle Downloads der CAD-Daten an, ohne Registrierung. Beispielhaft zu nennen sind etwa die – ebenfalls neuen – 3D-CAD-Konfi guratoren für spiralför-mige «TwisterChain»-Energieketten so-wie für Kreisbewegungen mit rückwär-tigem Biegeradius (RBR). (mg)
Infosigus Schweiz GmbH4623 Neuendorf062 388 97 [email protected]
Die Messlatte wird ständig höher gelegt: Im Bild die Maxi-Kette «E4.350» beim Dauer-versuch auf einer Aussentestanlage.
Neu: die weltweit einzige Online-Lebensdauerberechnung für Energieketten, fussend auf empirisch erfassten Daten. Die zu erwartende Lebensdauer wird in Doppelhüben und Kilometern angegeben.

46 technica 12-10
Fördertechnik + Logistik | Lagertechnik
«Wir haben eine ganze Reihe von Blechlager-Anbietern angefragt, viele hatten jedoch keine Lösung für un-sere geringe Hallenhöhe. Remmert
hingegen bot uns ein schlüssiges Ge-samtkonzept», erinnert sich Dieter Sorg, Leiter CAM bei Hettich. Vor der Integration des automatischen Blech-lagers arbeitete Hettich mit einem selbst gebauten manuellen Lager, aus dem mittels Stapler die benötigten Bleche entnommen wurden. Diese Arbeitsweise war extrem zeitaufwän-dig, da das benötigte Blech oftmals im unteren Teil des Stapels lag und zur Auslagerung längere Rangierfahr-ten notwendig waren. Als Ende 2009 die Anschaffung einer neuen Laser-schneidanlage anstand, überlegten
die Verantwortlichen bei Hettich des-halb, wie einhergehend mit dieser In-vestition die Prozesse im Bereich der Blechbearbeitung effizienter gestal-
tet werden könnten. Das Fazit: Eine spürbare Rationalisierung der Abtei-lung war nur durch die Automatisie-rung des Blechlagers möglich. «Frü-her dauerte es oft 20 bis 30 Minu-ten, bis das gewünschte Blech an der Maschine war, jetzt benötigen wir da-für nur noch ein bis zwei Minuten», erläutert Sorg.
Automatisches LagersystemDas Material wird heute in 180 Kas-setten mit je drei Tonnen Nutzlast be-vorratet. An das Lager sind ein Byst-
ronic-Byspeed-3015-Laserschneider und eine Amada-Vipros 380 King an-gebunden. Eine Tafelschere wird über eine zusätzliche Auslagerstation ma-nuell mit Blechen aus dem Automa-tiklager versorgt. Bei diesem Projekt kommt die Remmert-Software PRO WMS Enterprise zum Einsatz. Die Lö-sung ist eine prozessorientierte Lo-gistiksoftware, die alle Lager- und Be-arbeitungsprozesse koordiniert. Die optimale Auslastung der CNC-Ma-schinen und ein perfektes Zusam-menspiel aller Arbeits- und Prozess-schritte sind so gewährleistet. «Letzt-endlich waren bei uns drei Anbieter in der engeren Auswahl. Das Gesamt-konzept, das Remmert uns vorgestellt hat, war im Hinblick auf das Raum-konzept und die problemlose Anbin-dung der vorhandenen Bearbeitungs-maschinen die optimale Lösung für uns», berichtet Klaus Günter Eberle, technischer Geschäftsleiter bei Het-tich. Ein ebenfalls ausschlaggeben-der Grund für die Auswahl von Rem-mert: Der Blechbearbeitungsexperte aus Löhne hatte bereits umfangrei-che Erfahrung mit dem eingesetzten Schachtelprogramm ActCUT von Alma und konnte das System ganz einfach über eine bestehende Stan-dardschnittstelle an PRO WMS Enter-prise anschliessen.
Blechteile für ZentrifugenDie Andreas Hettich GmbH produ-ziert mit 240 Mitarbeitern und zwölf Auszubildenden am Standort Tuttlin-gen im Zweischichtbetrieb Zentrifu-gen, Kühlinkubatoren und Vaku-umkonzentratoren. An den beiden Bearbeitungsmaschinen, die das Remmert-Lager beschickt, werden hauptsächlich hochpräzise Blechteile für Zentrifugen gefertigt. Die Hettich-Produkte kommen in verschiedenen sensiblen Bereichen zum Einsatz – unter anderem in Chemie, Physik, Pharmazie, Biologie, Biotechnologie
Nur 3,80 Meter – so niedrig ist eine der Lager- und Produktions-hallen der Andreas Hettich GmbH. Viel zu niedrig für ein Stan-dard-Regalbediengerät. Damit die Blechlagerung dennoch in dieser Halle automatisiert werden konnte, lieferte die Friedrich Remmert GmbH aus Löhne ein automatisches Blechlager mit besonders kompaktem Förderzeug und direkter Anbindung der beiden Blechbearbeitungsmaschinen.
Flexibilität in allen Dimensionen
Maximale Effizienz durch automatisches Blechlager
Das neue Blechlager ermöglicht Hettich trotz der geringen Hallenhöhe von nur 3,80 Metern die automatisierte, raumoptimierte Lagerung von rund 60 verschiedenen Blechsorten.

12-10 technica 47
Lagertechnik | Fördertechnik + Logistik
Wunschkette. Ab 24 Stunden.*Neu... permanent umlaufen. Neu... 3000°. Neu... Öffner. Ihr Baukasten für jede Energiezuführung...einzeln bis konfektioniert.* Lieferzeit = Zeit bis zum Versand der Ware. Die Lieferzeit der Neuheiten kann länger sein.
Tel. 062 388 97 97 Fax 062 388 97 99Mo. - Fr. 8.00 bis 20.00h Sa. bis 12h ... .ch/kette+kabel
und in der Medizin. Auch auf der Raumstation ISS ist eine Hettich-Zentrifuge im Einsatz und unterstützt die Wissenschaftler bei ihren For-schungen.
Schnellere ProzesseIn dem 150 Quadratmeter grossen und nur 3,80 Meter hohen Lager wer-den 60 verschiedene Blechsorten in unterschiedlichen Qualitäten und Ab-messungen bevorratet. Im Vergleich zur vorhergehenden Lagerung in ma-nuell bedienten Regalen spart Het-tich rund 60 Prozent der benötigten Lagergrundfläche. Neben den klein- bis grossformatigen Blechen werden in dem Blechlager auch Zuschnitte in Stärken bis 20 Millimeter zwischen-gelagert. Das Regalbediengerät ist auf eine Leistung von bis zu 30 Doppel-spielen/Stunde ausgelegt. Es kann so problemlos den direkt angebundenen Bystronic-Byspeed-3015-Laser-schneider und die Amada-Vipros 380 King sowie die zusätzliche Auslager-station mit Blechen versorgen, ohne dass es zu Wartezeiten kommt. Drei-mal pro Woche wird in Tuttlingen aus-serdem neues Material angeliefert und parallel zur laufenden Produktion in das Remmert-System eingelagert. Laser und Stanzmaschine fordern nach Bedarf Rohmaterial für die an-stehenden Produktionsprozesse an. Der Laser wird direkt aus dem Lager beschickt, die Bestückung der Stanz-maschine wird mittels einer Hand-lingvorrichtung von Amada umge-
setzt. Bemerkenswert ist, dass die An-lage eine Redundanz von 90 Prozent aufweist: Die Lasermaschine kann im Störungsfall dieselben Teile herstel-len wie die Stanzmaschine. «Durch die Integration des Remmert-Lagers und die direkte Anbindung der Bear-beitungsmaschinen ist die Material-zufuhr heute rund 70 Prozent schnel-ler geworden», erläutert Dieter Sorg. Umgesetzt wurden die Integration des Lagers und die Anbindung der Blech-bearbeitungsmaschinen innerhalb weniger Wochen. «Auch in der Bau-phase hat uns Remmert sehr gut un-terstützt. So konnten wir mit nur ei-ner Woche Stillstand der Maschinen die komplette Abteilung umstruktu-rieren», beschreibt Dieter Sorg die Realisierungsphase.
Ergebnisse im ÜberblickDurch die Integration des automati-schen Remmert-Blechlagers erzielt die Andreas Hettich GmbH folgende Ergebnisse:
Implementierung eines kompak-• ten und leistungsstarken automa-tischen Blechlagers trotz der ge-ringen Hallenhöhe von nur 3,80 Metern.Raumoptimierte Lagerung von • rund 60 verschiedenen Blechsor-ten in unterschiedlichen Formaten.70 Prozent Zeitersparnis im Be-• reich Materialzufuhr zu den ange-schlossenen, direkt oder auch ma-nuell angebundenen Produktions-maschinen.
Schnelle Bereitstellung der Ble-• che an den beiden Bearbeitungs-maschinen und der zusätzlichen Auslagerstation durch das Flur-förderzeug mit bis zu 30 Doppel-spielen pro Stunde.Direkte Anbindung von CNC-• Blechbearbeitungsmaschinen unterschiedlicher Hersteller an das Lager.Vollständige Umstrukturierung der • Abteilung bei nur einer Woche Produktionsstillstand.
Die Eckdaten im ÜberblickLagergrösse: 30 m x 5 m x 3,8 m • (L x B x H)Lagervolumen: 180 Kassetten à • 3 t Nutzlast1 Regalbediengerät (Spezialkonst-• ruktion für eine Hallenhöhe von nur 3,80 m), 30 Doppelspiele pro Stunde2 Auslagerstationen• Direkte Anbindung von CNC-Ma-• schinen unterschiedlicher Herstel-lerRemmert-Lagersoftware PRO • WMS Enterprise (mg)
InfosFriedrich Remmert GmbH D-32584 Löhne+49 57 32-8 96-111 [email protected]

48 technica 12-10
Fördertechnik + Logistik | Lagertechnik
Als Folge stetigen Wachs-tums hat sich Schülke & Mayr für den Bau eines
eigenen Logistikzentrums ent-schieden – in direkter Nachbar-schaft zum Produktionswerk. Die Herausforderung bestand darin, die unterschiedlichen Gebindety-pen wie IBCs, Europaletten und Einzelgebinde unterzubringen. Dies alles unter der strikten Be-rücksichtigung brand- und um-weltschutztechnischer sowie be-hördlicher Vorschriften und Aufla-gen. Deshalb holte sich das Unternehmen ein in der Branche erfahrenes Planungsbüro ins Haus und führte dann im Team eine klassische Ausschreibung durch. In der intensiven Evaluation viel die Wahl schliesslich auf die Bito-Lagertechnik Bittmann GmbH. Holger Blöhs: «Wir sind ein an-spruchsvolles Projekt unter zeit-lich hohem Druck angegangen, weil wir verschiedene Aussenlager auflösen und Verfügbarkeits- so-wie Transportprobleme beseitigen mussten. Dafür brauchten wir einen leistungsfähigen, flexiblen und verlässlichen Partner. Den ha-
ben wir in Bito gefunden. Wir wur-den professionell betreut und be-kamen sehr gut ausgearbeitete Projektunterlagen. Der Lagerspe-zialist ging schnell auf unsere Wünsche ein und entwickelte selbst eigene Ideen. Die Projekt-abwicklung lief reibungslos.» Das Ergebnis der gemeinsamen Anstrengungen der drei Partner ist ein integriertes Logistikzentrum, das in vier Sektoren (Compart-ments) unterteilt ist und insge-samt 18 500 Palettenstellplätze aufweist. Davon sind 14 500 für Fertigware vorgesehen und 4000 für Packmittel. Zusätzliche 650 Stellplätze stehen im Kommissi-onierbereich und in einem weite-ren Zwischenlager bereit. Die Compartments sind so entworfen, dass sie mittels automatischer Brandschutztüren und Sprinkler-anlagen schnell hermetisch abge-riegelt und unter Wasser gesetzt werden können.
Kompaktheit durch Palettenregale Konzipiert sind die Lagerblöcke in den Compartments als Schmal-
ganglager mit Schienen-Zwangs-führung und mit induktiver Ein-spurhilfe. Sie haben eine Höhe von 13 500 (14 000) mm und sind in acht Ebenen (sieben plus Bodenplatz) eingeteilt. Für die Aufnahme der Ware, die in IBCs, auf Euro-Paletten oder auf Indus-triepaletten chaotisch zur Einla-gerung kommt, wurden Feldwei-ten mit 3600 mm und eine Fach-last von maximal vier Tonnen gewählt. Damit können wahlweise drei IBCs oder vier Euro- oder In-dustriepaletten platziert werden. Um die Anforderungen hinsicht-lich Brandschutz und Sprinkler-technik zu erfüllen, sind in jeder zweiten Ebene spezielle Blechbar-rieren eingebaut. Bito entwickelte hierzu einzelne Blechelemente, die zur Erhöhung der Steifigkeit und Stabilität mit Kantungen ver-sehen sind. Die Blechbarrieren sind zudem so konstruiert und ge-fertigt, dass sie 50 mm über das Fach hinausstehen und somit eine Palette komplett abdecken. Des Weiteren bilden sie zwischen den Stützen eine geschlossene Flä-che. Das Kommissionierlager stellt ei-nen weiteren zentralen Baustein des Logistikzentrums dar. Diese Anlage ist in einem anderen Hal-lentrakt aufgebaut. Sie umfasst ein Palettenregalsystem mit 650 Palettenplätzen zum Kommissio-nieren in zwei Etagen und eine aufgesetzte Bühne für die Lage-rung von Werbemitteln in Fachbo-denregalen. Zum einen ist hier ein Aufzug für die Paletten und für Handwagen installiert. Zum ande-ren gibt es eine geschlossene Pa-letten-Übergabestation, um Palet-ten per Hubstapler gefahrlos für die Kommissionierer anliefern
oder entnehmen zu können. Auf der Bühne ist zusätzlich zum Per-sonen-Schutzgitter auch ein Schutzblech gegen herabfallende Packstücke installiert.Als weiterer zentraler Baustein des Logistikzentrums ist in dersel-ben Halle zudem ein Palettenein-schubregal installiert. Dieses wird zur Zwischenlagerung und Auf-nahme von Sammellieferungen für ausländische Märkte einge-setzt. Auch dieser Lagerbereich wurde mit speziellen Schutzein-richtungen ausgestattet, die in diesem Fall die Sprinklersysteme beim Einfahren hoch beladener Paletten wirkungsvoll schützen. Eine weitere Besonderheit sind auch die in allen Rollenbahnen für jeden Palettenplatz installier-ten Bremstragrollen. Sie beugen Beschädigungen der Paletten-ladung und der verpackten Pro-dukte vor. Holger Blöhs ist mit der Lager-technik im neuen Logistikzentrum vollkommen zufrieden: «Bei bis zu 250 000 Paletten, die pro Jahr umzuschlagen sind, und vor allem auch bei der Art von Materialien, die wir hier logistisch betreuen, kommt es darauf an, dass die Logistikeinrichtungen nicht nur funktionieren, sondern dass auch genügend für die Sicherheit getan wird.» Die gewollt zentrale Funk-tion des Logistikzentrums für die Distribution wie zur Versorgung der Produktion und zur Zwischen-lagerung von Packmitteln verlangt nach einer maximalen techni-schen Verfügbarkeit – und zwar unter allen Aspekten des Brand- und Umweltschutzes sowie der betrieblichen Sicherheit. (mg)
Gefahrgut sicher lagernDie Lagerung und Kommissionierung von Gefahrgut wie Desinfektions- und Konservierungsmittel sowie Additive bringt spezielle brandschutztechni-sche Herausforderungen mit sich. Das chemisch-pharmazeutische Unter-nehmen Schülke & Mayr in Norderstedt setzt hier auf die Lagertechnik- und Anpassungs-Kompetenz von Bito.
Regaltechnik sorgt für optimale Lagerhaltung brandschutzgefährdeter Güter
InfosBito-Lagertechnik Bittmann AG6343 Rotkreuz041 790 20 [email protected]
Der Übergang vom einen zum nächsten Compartment ist durch automatische Brandschutztüren abgeschottet.

12-10 technica 49
Produkte
Mit der Lösungsplattform EasyHand-ling vollzieht Rexroth den nächsten Evolutionsschritt für die wirtschaftli-che Automatisierung von Handha-bungsaufgaben. Das perfekte Zusam-menspiel aller Antriebs- und Steue-rungstechnologien mit Linearsyste-men, standardisierte mechanische und elektrische Schnittstellen sowie neue Inbetriebnahmeassistenten ver-einfachen die Automatisierung von Grund auf. EasyHandling ist mehr als ein Baukasten und reduziert in Summe die Zeiten für Projektierung, Montage und Inbetriebnahme je nach Applikation um bis zu 80 Prozent.
Die Grundlage dafür bildet die drei-stufige Architektur der Systemlösung EasyHandling mit den Varianten ba-sic, comfort und advanced. Diese de-cken modular alle Automationsebe-nen von mechatronischen Aktoren über intelligente Achsen bis zur vor-konfigurierten Systemlösung ab und ermöglichen ein wirtschaftliches Up- und Downgrading.
Bosch Rexroth Schweiz AG8863 Buttikon055 464 61 [email protected]
Bis zu 80 Prozent weniger Engineeringaufwand ❚
Der innovative Claxan 3LCD-Pro-jektor vereint Beamer- und White-board-Funktionalität. Damit wird jetzt eine spannende Dialog-Präsen-tation möglich: So können in einem Meeting laufend neue Erkenntnisse oder Beschlüsse über den Zeigestab direkt auf der Projektionsfläche ein-gegeben werden. Auswirkungen bei-spielsweise auf Budgetplanungen sind sofort für alle sichtbar und nachvollziehbar. Interaktive Präsen-tationen erhöhen die Aufmerksam-keit und es können alle Beteiligten aktiv einbezogen werden. Mittels
mitgeliefertem Zeigestab oder Zei-gestift werden Handschrift- und Computereingaben direkt auf der Projektionsfläche bearbeitet. Via In-frarot werden die Daten zum Bea-mer übertragen und können auf Wunsch gespeichert und ausge-druckt werden. Mit einer Lichtstärke von 2600 ANSI-Lumen und einem Kontrast von 500:1 zählt der Claxan 3LCD-Projek-tor zu den absoluten Top-Geräten sei-ner Preisklasse. Zur Ausstattung ge-hört zudem eine digitale Keystone-Korrektur, welche eine präzise Pro-
jektions-Justierung auf der Leinwand erlaubt. Das Gerät eignet sich für Front-, Rück- und Deckenprojektion und das Bildformat 4:3 oder 16:9 ist frei wählbar. Mitgeliefert werden Software, Fernbedienung, Tragtasche und Anschlusskabel.ARP lanciert zudem ein Interactive-Kit, welches jeden beliebigen Bea-mer mit der gesamten Whiteboard-Funktionalität erweitern kann. Das kleine, kompakte ARP-Interactive-Kit passt zu allen handelsüblichen Beamern und ist mit zahlreichen Installationsoptionen ausgestattet.
ARP Datacon AG6343 Rotkreuz041 799 09 [email protected]
Lichtstarker Beamer und Whiteboard im Kombi ❚
Mit den neuen Induktivsensoren der Serien IFRR und IWRR ergänzt Bau-
mer sein Portfolio der Sensoren für Windkraftanlagen. Die Sensoren sind äusserst robust, absolut zuverlässig und mit einem grossen Temperatur-bereich sowohl für Onshore- als auch für Offshore-Anwendungen geeignet. Das Angebot umfasst schaltende und messende Sensoren.Alle Varianten der Induktivsensoren sind für einen Temperaturbereich von –40 bis +80 °C konzipiert, womit sie u. a. auch für Cold Climate-Applikati-onen geeignet sind. Für den Einsatz in Offshore-Windenergieanlagen sind die kompakten Sensoren im V4A-
Edelstahlgehäuse mit Schutzart IP 69K verfügbar, das Gehäuse der Onshore-Variante ist aus vernickeltem Messing mit Schutzart IP 67. Das pro-Tect+ Dichtigkeitskonzept garantiert die Dichtheit der Sensoren unter IP 69K-Bedingungen und zusätzlich unter wechselnden Temperaturbedin-gungen. So kann die zuverlässige Funktion auch nach vielen Tag-Nacht-Zyklen garantiert werden. Dies macht die Sensoren besonders wartungsarm und führt zu einer MTTF von über 100 Jahren. Der hohe Schaltabstand von bis zu 12 mm sorgt zudem für eine
einfache, schnelle und flexible Mon-tage in der Anlage.Schaltende induktive Sensoren wer-den vor allem zur Erfassung der Gon-delposition und der Rotordrehzahl eingesetzt. Messende Sensoren kom-men bei der Überwachung der Brem-sen und Wellendurchbiegung zum Einsatz.
Baumer Electric AG8501 Frauenfeld052 728 13 [email protected]
Induktive Sensoren für On- und Offshore-Windkraftanlagen ❚
Der neue Adept Quattro s800H überzeugt vor allem mit seiner ma-ximalen Tragkraft von 10 kg (bei Nutzung einer starren Plattform) und seiner extrem hohen Geschwin-digkeit und Beschleunigung über den gesamten Arbeitsbereich. Der Adept Quattro ist weltweit der ein-zige Roboter mit Vier-Arm-Design und wurde speziell für High-Speed-Aufgaben entwickelt. Mit einem Arbeitsbereich von 1600 mm im Durchmesser und einer Tragkraft von bis zu 10 kg, bei Nutzung einer starren Plattform, ist der Adept Quattro s800H in Verbindung mit dem Bildverarbeitungssystem Ad-
eptSight 3.0 und der Steuerung Ad-ept SmartController CX eine ideale Kombination für alle Anwendungen in der Verpackungs- und Solarindus-trie. Durch den Einsatz der Bildver-arbeitungssoftware wird der Quattro s800H zum «sehenden Roboter». Er kann Produkte flexibel aufnehmen, erkennen und vermessen und die gegriffenen Objekte mit hoher Ziel-genauigkeit und in kürzester Zeit po-sitionieren, wodurch das System eine erstklassige Performance und Flexi-bilität erreicht. Für einen Zyklus von z. B. 25/305/25 mm beträgt die ty-pische Zykluszeit lediglich 0,33 Se-kunden. Die Positionswiederhol-
genauigkeit beträgt dabei 0,15 mm. Die Programmiersoftware Adept ACE gehört wie bei allen anderen Systemen zum Standardlieferum-fang. Mit dieser Software werden so-wohl der Adept Quattro s800H als auch das Bildverarbeitungssystem AdeptSight 3.0 unter einer gemein-samen Oberfläche programmiert.Durch die Integration der Antriebs-verstärker und der ServoController in die Basis des Adept Quattro s800H entfällt eine aufwändige Ver-kabelung, wodurch Kosten reduziert werden und eine sehr einfache und kompakte Integration in die Produk-tionslinie ermöglicht wird.
Adept Technology GmbHD-44227 Dortmund+49 (0)231 75 89 [email protected]
Schneller Verpackungsroboter mit 1600 mm Reichweite ❚

50 technica 12-10
Produkte
2_Tankbau_bearb.indd 1 2.12.2008 15:56:02 Uhr
Audemars Piguet, die renommierte Uhrenmanufaktur in Brassus, hat die Firma Kubo Tech AG beauftragt, ein Gummiformteil für ihre Uhr Ro-yal Oak Offshore Diver herzustellen. Die Dichtung musste zwei Haupt-anforderungen erfüllen: die Uhr zu-verlässig abdichten und gleichzei-tig den hohen ästhetischen Ansprü-chen genügen.Die Aufgabe dabei war die Entwick-lung und Optimierung der neuen De-ckel-Gehäuse-Dichtung. Der Bau-raum bzw. Dichtungsraum war ge-geben, wobei die Platzverhältnisse sehr eng und auf kleinstem Raum waren. Die Uhrenteile sind hochprä-zise und mit feinsten Oberflächen. Elastomerdichtungen haben pro-zessbedingt grössere Fertigungsto-leranzen gegenüber hochpräzisen Metallteilen. Entstehen musste eine Gehäusedichtung, die in engeren Toleranzen als üblich den Anforde-rungen genügen musste.In einer engen Zusammenarbeit der Entwicklungsabteilungen beider Fir-men wurde eine spezielle Dichtungs-form entwickelt, die danach unter Zuhilfenahme von hochmoderner Berechnungs- und Simulationssoft-ware validiert wurde. Die Zielsetzung der einwandfreien Dichtheit wurde
erreicht, ohne dass sich die Kräfte zur Verschraubung des Deckels im Grenzbereich bewegen. Dabei wur-den auch die ästhetischen Kriterien – die Dichtung sollte nicht zwischen Gehäuse und Deckel hervorstehen – vollumfänglich eingehalten.Das Ergebnis ist eine hochwertige Uhr, die ihrem Träger lange Jahre Freude bereiten wird.
Kubo Tech AG8307 Effretikon052 354 18 [email protected]
Erfolgreiche Zusammenarbeit ❚
Wenn ein Unternehmen Qualitäts-daten zwischen den Fertigungs- und Business-Systemen aus-tauscht, kann es etliche Vorteile er-zielen: weniger Abweichungen und Ausnahmen, niedrigere Qualitäts- und Validierungskosten sowie eine schnellere Freigabe der Fertiger-zeugnisse mit entsprechender Stei-gerung der Kundenzufriedenheit. Dank der Integration von Auftrags-planung und -terminierung können Hersteller ihre Liefertermintreue, die Effizienz ihrer Lieferkette und ihre Ressourcennutzung verbessern und schneller auf veränderte Ge-schäftsanforderungen reagieren. Die Integration der Produktionskos-tenberechnung und des Materi-aleinsatzes reduziert die Durchlauf-zeiten und Lagerbestände und macht eine präzisere Ermittlung der Kosten möglich.Das ERP-Integrations-Gateway ba-siert auf dem Fertigungs-Services-Bus von Rockwell-Software. Der Fer-
tigungs-Services-Bus als Schlüs-selkomponente der betrieblichen Fertigungsplattform von Rockwell- Software bietet eine bewährte ser-vice-orientierte Architektur (SOA) für die sichere, robuste, skalierbare und hoch verfügbare Nachrichten-übermittlung zwischen den Applika-tionen. Er unterstützt sämtliche üb-lichen Integrationsmuster und über 30 verschiedene Transporttechnolo-gien, sodass die Implementierung in jede bestehende IT-Umgebung mit nur minimaler Betriebsstörung mög-lich ist. Die Architektur und Flexibi-lität des Nachrichtenbusses tragen zur maximalen Rentabilität der vor-handenen IT-Investitionen bei, ver-einfachen die Integrationsprojekte und beseitigen Abhängigkeiten zwi-schen den Systemen.
Rockwell Automation Schweiz5001 Aarau 062 889 77 77 www.rockwellautomation.ch
Gateway für die ERP-Integration ❚

12-10 technica 51
Produkte
www.verschlusstechnik.ch
Koenig Verbindungstechnik AG, 8953 Dietikon/ZürichT 044.743.33.33, www.kvt-koenig.com, [email protected]
Konsequente Verbindung von Kompetenz, Leistung und Service!
34.008D.4h.3f.10-90x125
Koenig Verbindungstechnik AG
Belastbare Gewinde für Kunststoffe
Für die Montage nach der Fertigung von Werkstückenund Formteilen aus Kunststoff. Sichere und belastbareAnschraub- und Befestigungspunkte anbringen, dienicht ab- oder ausreissen können!
TAPPEX®
Nicht in jedem steckt ein Mathema-tik-Genie. Deshalb gilt es die kom-plexe Berechnung von Sicherheits-funktionen nach EN ISO 13849-1 bzw. EN/IEC 62061 so weit wie möglich zu vereinfachen. So hat Pilz sein Softwaretool Pascal, mit dem sich die funktionale Sicherheit von Maschinen verifizieren lässt, erneut verbessert. Die neue Version v1.5.0 bietet durch verbesserte Bibliothe-ken, in denen die sicherheitstechni-schen Kenndaten zu allen Pilz-Pro-dukten hinterlegt sind, noch mehr Praxisnähe. Zudem erlaubt sie den Import von Bibliotheken anderer Hersteller im Sistema-Format, dem gleichartigen Software-Assistenten der IFA (Institut für Arbeitsschutz der Deutschen Gesetzlichen Unfall-versicherung).Die Bedienung von Pascal erfolgt zum Grossteil grafisch und ist damit intuitiv und einfach. Eine automati-
sche Prüfung stellt si-cher, dass auch bei abgeschlossenen Pro-jekten etwaige Ände-rungen in Biblio-thekseinträgen oder neue Bibliotheken berücksichtigt wer-den. Der normaler-weise sehr umfangrei-che Report fällt bei Pascal kompakt und übersichtlich aus. Für hohen Bedienkomfort
bietet der Safety Calculator bis in die Bibliotheken hinein sechs Spra-chen. Für Fragen von Anwenderseite steht Pilz mit entsprechendem Sup-port zur Seite.Der Safety Calculator Pascal berech-net den erreichbaren PL (Perfor-mance Level) bzw. SIL (Safety Inte-grity Level) von Sicherheitsfunktio-nen in Maschinen und Anlagen in Abhängigkeit der verwendeten Kom-ponenten. Anhand der grafischen Darstellung der Ergebnisse ist klar erkennbar, an welchen Stellen und wie gut der erforderliche Sicher-heitslevel mit welchen Komponen-ten erreicht werden kann bzw. wo Verbesserungen erforderlich sind.
Pilz Industrieelektronik GmbH5506 Mägenwil062 889 79 [email protected]
Import von Bibliotheken im Sistema-Format ❚
Präzise manuelle Profilbiegemaschine ❚
Mit der Arkus 12 hat die Profilbie-getechnik AG einen Volltreffer ge-landet. Die neue, manuelle Biege-maschine zeichnet sich durch ein sehr gutes Preis-Leistungs-Verhält-nis aus und ist im Markt auf ein sehr positives Echo gestossen.Überall dort, wo Aluminium- und Stahlprofile gebogen werden, im Metallbau oder in Schlossereien, leistet die neue Arkus 12 gute Dienste. Die kompakte und leis-tungsstarke Profilbiegemaschine ist vielseitig und erlaubt es, Profile in
höchster Qualität und extrem klei-nen Radien zu biegen.Drei einzeln angetriebene Rollen sind Standard. Von eins bis 30 Um-drehungen kann die Drehzahl der Frontwalze stufenlos angepasst werden. Stufenlos einstellbar ist auch der Frontwalzenabstand. Die Ist-Soll-Werte auf der X-Achse wer-den auf 1/100-Millimeter genau über-wacht. Damit ist die Arkus 12 die präziseste manuelle Profilbiegema-schine der Welt.Mit einer Digitalanzeige und einer Siemens S7 SPS-Steuerung ausge-stattet, macht die Arkus 12 beson-ders bei einfachen Anwendungen viel Freude. Eine Nachrüstung mit PC50- oder PC250-Steuerungen ist jederzeit möglich. Der Markt hat sehr positiv auf die Arkus 12 re-agiert. Sie ist, wie alle Maschinen der Profilbiegetechnik AG, ein 100-prozentiges Schweizer Pro-dukt und wird in Weinfelden herge-stellt.
Profilbiegetechnik AG8570 Weinfelden071 633 21 [email protected] www.pbt.ch

52 technica 12-10
Fügen-Trennen-Formen | Lasertechnik
Die Trumpf-Technologie-strategie zeigt, dass jeder Laser das tut, was er am
besten kann. Und zwar genau dort, wo es dem Anwender am meisten nützt. Das entspricht dem Selbstverständnis als appli-kationsorientierter Innovator, der auf wirtschaftliche Lösungen setzt. Dies gibt dem Kunden die Sicherheit, bei Trumpf auf die komplette Laserkompetenz aus einer Hand vertrauen zu können.Vordergründig ist der Gedanke des Universallasers verlockend: Eine Laserstrahlquelle für alle Applika-tionen bricht mit der vorherr-schenden Komplexität. Diese Hoffnung auf eine einfa-chere Welt ist trügerisch. Denn keine Strahlquelle kann alles rich-tig gut. Zu komplex ist das Zusam-menspiel der physikalischen Pa-
rameter mit der Vielzahl von Materialien, unterschiedlichsten Applikationen und ganz spezifi-schen Kundenanforderungen. In der Automobilbranche beispiels-weise schweisst der Laser Getrie-beteile unterschiedlicher Materi-algüte, schneidet Tailored Blanks, bearbeitet Aluminium ebenso wie höchstfeste Stähle, beschriftet Glas, Kunststoffe und Kautschuk. Der Blick in den Produktionsalltag zeigt also: Die Ultima Ratio in puncto Strahlquelle bleibt eine Illusion.
Die Innovationen zeigen den WegDiese Erkenntnis ist nicht neu – wird aber umso deutlicher, je wei-ter sich die einzelnen Technolo-gien entwickeln und den Ferti-gungsalltag durchdringen. Es
machen sich momentan zwei In-novationen auf, als neue Leucht-türme im Markt für Lasermateri-albearbeitung Zeichen zu set-zen.Zum einen der Ultrakurzpulslaser, der das Zeug dazu hat, klassische Fertigungsverfahren in vielen Be-reichen zu ersetzen und sich ganz neue Applikationen zu erschlies-sen. Weil er sehr effizient die Energie exakt dort einbringt, wo sie wirken soll, ist er beispiels-weise prädestiniert für die «kalte» Bearbeitung von temperatursen-siblen Bauteilen und neuen Ma-terialien. Zum anderen hat der Diodenlaser mit seinem enormen Steckdosenwirkungsgrad von mehr als 40 Prozent das Poten-zial, bisherige Technologien etwa beim Schweissen zu ersetzen – wenn die Strahlqualität das Ni-veau aktueller Festkörperlaser mit Scheibentechnologie erreicht.
Jedem Laser sein AnwendungsfeldBis dies so weit ist, müssen noch einige technische Herausforde-rungen auf dem Weg in den rauen Industriealltag gemeistert werden. Der Faserlaser behauptet sich als das probate Werkzeug für die un-teren Leistungsbereiche genauso, wie der Scheibenlaser sein Terrain im Multikilowatt-Bereich vertei-digt. Standard-Laser für das Blechschneiden bleibt in den nächsten Jahren der CO2-Laser. Denn möchten Anwender flexibel über alle Blechdicken hinweg mit sehr guter Schnittqualität schnei-den, ist der CO2-Laser die Strahl-quelle der Wahl – trotz seines ge-ringeren Wirkungsgrads. Bei An-wendungen im Dünnblech hin-gegen kann der Festkörperlaser seine Vorteile ausspielen. Dies liegt an den Absorptionsspektren der beiden Laserstrahltechnolo-gien – resultierend aus den Wel-lenlängen von 1 µm beim Festkör-perlaser und von 10 µm beim CO2-Laser.
Neue Strahlquellen für neue AnwendungenDie Vielfalt bleibt also erhalten. Enttäuschend? Mitnichten. Denn für alle Protagonisten gilt: In ih-nen steckt noch enormes Entwick-lungspotenzial. Die Technikplatt-form der verschiedenen Strahl-quellen bietet eine wahre Fülle an unterschiedlichsten Eigenschaf-ten rund um Wellenlänge, Puls-dauer, Fokuslage und Leistung. Im intensiven Dialog mit den An-wendern werden sich deshalb un-zählige neue Anwendungsgebiete aufdrängen und gemeinsam zur Praxisreife geführt. Gerade Berei-che, die derzeit Massstäbe setzen wie Photovoltaik, Elektromobili-tät, Halbleiterproduktion, der Um-gang mit Verbundwerkstoffen oder Leichtbau in Grossserie werden zur Domäne der Laserbearbeitung und profitieren von deren Produk-tivität. (mg)
Die Hochzeitstorte mit dem Rüstmesser schneiden?Niemand käme auf die Idee, die Hochzeitstorte mit dem Rüstmesser zu schneiden. Aber bei den Schneid- und Schweissspezialisten der Industrie haben viele immer noch den Traum, alles mit einem Universallaser bearbeiten zu können. Eine Illusion, wie der Branchenleader Trumpf unmiss-verständlich darstellt.
Der Universallaser bleibt eine Illusion
InfosTRUMPF Maschinen AG6340 Baar041 769 66 [email protected]
Durch die gute Fokussierbarkeit der Strahlung von CO2-Lasern und ihre hohe Eindringtiefe ins Bauteil können mit CO2-Lasern schlanke und tiefe Schweissnähte erzeugt werden, welche höchsten mechani-schen Belastungen standhalten.
Ungetaktete kontinuierliche Fertigungsprozesse, wie z.B. die Herstellung von Stahlrohren, verlangen nach einer Möglich-keit, Produkte zu markieren ohne diese anzuhalten. Trumpf bietet hierfür zu allen TruMark-Mar-kierlasern die Software-Option «Marking on the Fly» an.

12-10 technica 53
Fügen-Trennen-Formen | Blechverarbeitung
www.kvt.ch
www.ch.trumpf.com
www.igm.at
www.3marbreitschutz.ch
allfi.com
www.waterjet.ch
www.mtp-ag.ch
Schneiden, Fasen und Markieren
Mit dem neuen Plasma-Brennschneidsystem m3 Plasma plus PT-36 Brenner ist das Schneiden, Fasen und Markieren ohne Weiteres möglich. Der Clou dabei ist, dass sich auch bereits vorhandene sowie durchaus auch ältere Plasma-Brennschneidmaschinen mit dem neuen Brenner PT-36 ausrüsten lassen, was in vielen Fällen zu deutlich mehr Performance führt, ohne gleich in eine neue Anlage investieren zu müssen. Mehr dazu in der Euroblech-Nachschau.
Siehe Bericht auf Seite 54.
Bild: ESAB AG, 6340 Baar

54 technica 12-10
Fügen-Trennen-Formen | Fachmessen
Zum 10. Veranstaltungsjubiläum am Standort Hannover präsentierte sich
die Euroblech, die vom 26. bis 30. Oktober 2010 stattfand, buchstäblich in «alter Frische». Da sich das letzte Veranstaltungsjahr 2008 aus leidlich bekannten Gründen kaum für einen Vergleich heranziehen lässt, darf die Euroblech dieses Jahres für sich in Anspruch nehmen, die Weichen für die Zukunft neu gestellt sprich mehr als nur neu justiert zu haben. Denn gerade in den vergangenen beiden Jahren kamen solche Themen wie Ressourcenschonung und Energieeffizienz erst so richtig hoch, was im Bereich Fahrzeug und Automobilbau, z. B. durch konsequenten Leichtbau, zum Ausdruck gebracht wird, der ganz neue Produktions und vor allem Füge und Verbindungstechnologien erfordert. Aber nicht nur der Fahrzeug und Automobilbau, sondern auch der Apparate, Geräte und Maschinenbau erkennen mehr und mehr die Möglichkeiten, die moderne Blechkonstruktionen mit sich bringen. Zumal die fortschreitende Geräteminiaturisierung mit einer enormen Funktionsintegration einhergeht, was den Einsatz von pfiffigen Blechkonstruktionen geradezu herausfordert. Die notwendigen Produktionsmittel dafür zeigte die Euroblech in aller Breite und wir stellen unseren Lesern einen repräsentativen Auszug daraus vor.
Rekordverdächtiges High-Speed-Biegen Mit der Biegezelle TruBendCell 7000 stellt Trumpf nach eigenen Angaben die weltschnellste Biegemaschine für die umformende Bearbeitung von Kleinteilen vor. Mit einer BiegeTaktzeit von durchschnittlich 4(!) Sekunden
pro Kantung zeigt sie sich doppelt so schnell wie herkömmliche Biegezellen, sodass im direkten DurchsatzVergleich im Bestfall sogar zwei oder gar drei manuelle bis hal bautomatische Biegeeinheiten eingespart werden können. Die Biegezelle TruBendCell 7000 besteht aus einer Biegemaschine, einem Biegeroboter, einer Beladeeinheit, einer Systempalette und einer Verfahreinrichtung. Alle Komponenten kommen aus dem Hause Trumpf und damit erhält der Anwender aus einer Hand eine funktionierende Komplettlösung.
Da der Pressbalken auf 2 × 510 mm Länge teilbar ist, kann der Roboter mit dem Greifer links und rechts an der Klemmung vorbeifahren, in die Maschine hineingreifen und die Blechteile ohne zeitaufwändig «umgreifen» zu müssen entsprechend schnell und positionsgenaue platzieren.
Abkantpressen und Biegemaschinen automatisierenDer herstellerneutralen Automation von Abkantpresse und Biegemaschinen hat sich der Anlagenbauer Remmert verschrieben, in dem er den Kunden eine Roboterlösung offeriert, die aus den Komponenten Industrieroboter und Handlingwerkzeuge sowie Software besteht. Für die Kunden hat diese hochinteressante Offerte den Vorteil, dass sie sowohl bestehende als auch neue Pressen und Biegesysteme jederzeit nach oder aufrüsten können, wobei die Unabhängigkeit bzw. Freiheit der Wahl des Maschinenlieferanten gewahrt bleibt. Remmert bietet solche Lösungen zur Automatisierung von Biegezellen in drei Varianten: zum einen eine kompakte und kostengünstige Installation mit fest montiertem Roboter; zweitens als Alternative dazu einen Roboter, der auf einer zusätzlichen Linearachse verfährt und damit sowohl einen grösseren Arbeitsbereich analog zur Biegemaschine als auch das Einbeziehen weiterer Stationen ermöglicht; und drittens eine PortalVariante mit von oben arbeitendem Roboter, wodurch eine grösstmögliche Aktionsfreiheit bei vergleichsweise geringem Platz bzw. Flächenbedarf gegeben ist.
Euroblech 2010 – die Zukunft ist Blech!Mit 1450 Ausstellern aus 43 Ländern sowie 78 500 m2 Netto-Ausstellungsflä-che markierte die vergangene Euroblech in Hannover erneut Bestmarken; die Schweiz belegt den 4. Platz in den Top Ten der Ausstellerländer. Wie ein rotes Band zog sich eine positive Stimmungslage durch alle Messehallen, die über die gesamte Laufzeit den Ansturm von rund 61 300 Fachbesuchern zu bewältigen hatten.
Nachlese zur Euroblech 2010 in Hannover
AutorEdgar Grundler, Redaktor Technica.
Trumpf: Der Pressbalken der TruBend 7036 Cell Edition ist auf 2 x 510 mm teilbar, sodass der Greifer in die Maschine hineingreifen und die Teile auch von hinten platzieren kann.
Remmert: ProBend, die Lösung, die aus Industrieroboter, Handling-werkzeugen und Software besteht, ist in drei, auf unterschiedliche Kundenbedürfnisse ausgerichteten Varianten erhältlich.

12-10 technica 55
AROFLEX AG · CH-8560 MärstettenT 071 657 19 28 · F 071 657 21 51www.aroflex.ch
13d/
10
Klemm-einheiten
• Absturzsicherungen• Feststelleinheiten• Stangenblockierungen• Sicherheitsbremsen
Elektrische und thermische IsolationsmaterialienElastomere und Kunststoffe
Industriestrasse 16CH - 4222 Zwingenwww.durolaminat.ch
Fon: + 41 (0)61 761 25 26Fax: + 41 (0)61 761 25 28Mail: [email protected]
durolaminat ag...ihr professioneller partner, votre partenaire professionel
Zertifiziert 2009
Sie suchen eine externe Schweissaufsicht?
Dann zögern Sie nicht, und lernen uns kennen.Wir bieten Mandate als externe Schweissaufsicht,Dokumentation und Einführung in bestehendes
System, interne & externe Audits, Prüfplanung, etc..
Aluminiumschweisswerk E. NussbaumerFischbacherstrasse 95620 Bremgarten056 633 45 [email protected]
Blain Hydraulics GmbHwww.multi-presser.de
[email protected] f f ens t r aße 174078 HeilbronnTel. 07131 2821-0Fax 07131 485216
Multi Presser•schneiden•Pressen•Biegen•stanzen
Schneiden, Fasen und Markieren Mit dem neuen Plasma-Brenn-schneidsystem m3 Plasma plus PT-36 Brenner ist das Schneiden, Fasen und Markieren ohne Weite-res möglich, womit ESAB nach ei-gener Aussage «eine neue Formel für Präzision und Produktivität» kreiert hat. Der Clou dabei ist, dass sich auch bereits vorhandene sowie durchaus auch ältere Plasma-Brennschneidmaschinen mit dem neuen Brenner PT-36 ausrüsten lassen, was in vielen Fällen zu deutlich mehr Perfor-mance führt, ohne gleich in eine neue Anlage investieren zu müs-sen. Der Brenner PT-36 weist we-niger Bauteile und damit weniger Verschleissteile auf und zeigt sich in der Praxis als eine Art Multita-lent, weil man mit nur einer Düse eben Schneiden, Fasen und auch Markieren kann. Beschriften, senkrecht Schneiden, schräge Fa-sen, Unterwasserschnitte? Alles ist möglich, und zwar ohne zeit-raubenden Werkzeugwechsel und in verschiedenen Qualitätsmodi. Des Weiteren können die Schnitt-geschwindigkeiten signifi kant er-höht werden und trotzdem ist eine präzise Kantenqualität gewähr-leistet, was wiederum Nacharbei-ten überfl üssig macht oder zumin-dest im kalkulierbaren Rahmen hält.
Dickwandige Bauteile schweissenDas Verschweissen hoher Blech-dicken stellt selbst gestandene Schweissfacharbeiter immer wie-der vor Probleme. Mit dem neuen vollautomatisierten MSG-Eng-spaltschweissen für den Dick-blecheinsatz von Cloos könnten besagte Probleme schon in Kürze der Vergangenheit angehören. Denn die MSG-Engspaltechnolo-gie bietet beim Schweissen von Dickblechen nicht nur wirtschaft-lich Vorteile, sie verlangt zudem auch nicht nach besonderen Vor-kehrungen. An die Stelle der üb-lichen V-Naht-Vorbereitung tritt die MSG-Engspalttechnik mit ih-ren parallelen Nahtfl anken und mit einer vergleichsweise kleinen Spaltbreite, die selbst bei 300 mm dicken Blechen nur 20 mm be-trägt. Ausserdem ist zur Vorberei-
tung der Nahtfl anke lediglich ein qualitativ ausgeführter konventi-oneller Brennschnitt erforder lich. Gegenüber herkömmlichen Schweissnahtvolumen sind somit Einsparungen im Bereich von 60 bis 70 Prozent möglich, was für den Anwender eine drastisch ver-ringerte Schweisszeit und eine Menge an Einsparungen hinsicht-lich Schutzgas und Energie und natürlich auch Schweisszusatz-werkstoff bedeutet.
ESAB: M3 Plasma ist ein Hoch-leistungssystem für die effiziente Nutzung der modernen Plasma-technologie.
Cloos. Vollautomatisierte Stutzeneinschweissung mit der MSG-Engspalttechnik.

56 technica 12-10
Fügen-Trennen-Formen | Fachmessen
Hand-, Maschinen- und RoboterzangenMit Fügezangen lassen sich viele Produktionsprozesse in der pro-fessionellen bis hochindustriellen Fertigung von Blechteilen und Blechbaugruppen kostengünstig rationalisieren. TOX Pressotech-nik bietet ein umfassendes Liefer-programm an solchen Zangen, um für jeden Anwendungsfall die technisch wie wirtschaftlich opti-male Lösung darstellen zu kön-nen: sechs verschiedene Typen von TOX-Handzangen wie Mini-, Hand- und Flanschzangen, und mehrere Varianten an TOX-Robo-ter-, Maschinen- und stationären Zangen, wobei hier wiederum un-terschieden wird in Roboter- und Maschinen-Zangen vom Typ TZ und Roboter- sowie Maschinen-zangen mit Selbstausgleich. Wäh-rend die sechs TOX-Handzangen auf entsprechend unterschiedli-chen Baureihen basieren, liegt den TOX-Roboter-, Maschinen- und stationären Zangen ein Stan-dard-Baukastensystem zugrunde, bestehend aus C-Bügel und Werk-zeug, Antriebszylinder und Werk-zeug sowie zugehöriger Mess- und Steuerungstechnik.
Drei Maschinen in einerAls Weltneuheit präsentierte Eckold den MultiFormer MF 500.
Die drei Umformprozesse Glätten, Rollstrecken und Stauchen von Blechen lassen sich alle mit dem Multiformer MF 500 realisieren. Alle Umformarbeiten bauen auf dem gleichen C-Rahmen auf und werden dann durch die jeweiligen Werkzeugeinsätze für das Glätten, Rollstrecken und Stauchen er-gänzt. Der C-Rahmen kann auf dem Arbeitstisch festgeschraubt werden.Das Glätthammermodul kommt zum Beispiel zum Einsatz beim Glätten von Unebenheiten der Scheinwerferhalterung. Bereits vorhandene Eckold-Glätthämmer können nun im MF 500 stationär eingesetzt werden. Das Werkstück kann mit beiden Händen einfach geführt werden. Das Rollstreck-modul dient zum Rollstrecken
und Ausschlichten von Blechen. Es stehen eine Oberrolle und vier unterschiedliche Formrollen zur Auswahl.Stauchmodul: Mit dem integrier-ten Handformer ist es ein Kinder-spiel, die Werkstücke zu stauchen und zu korrigieren. Zudem können optional weitere Werkzeuge des Handformers HF 100 in dieses Modul montiert werden, mit wel-chen Bleche gestreckt, korrigiert, ausgeklinkt und gestanzt werden können.Die horizontale Ausladung des MF 500 beträgt 500 mm, die Verti-kale 495 mm. Das Gesamtgewicht beträgt rund 70 Kilogramm.
Gegen alle Wi(e)derstände…Geht es um industriell anwend-bare Füge- und Verbindungsver-fahren, kommt der bekannten Wi-derstands-Punktschweisstechno-logie nach wie vor eine tragende Rolle zu. Besonders gilt dies für
das innovative Widerstands-Punktschweissverfahren mit dem PS6000-Invertersystem von Bosch-Rexroth. Denn durch die Integration adaptiver Regelver-
fahren und intelligenter Servoan-triebslösungen ist das Wider-standspunktschweissen noch si-cherer und dabei noch wirtschaft-licher geworden, sodass aktuellen und künftigen Anwendungen, die ja alle auch unter dem Aspekt der Energieeffizienz zu betrachten sind, nichts im Wege steht. Zu-dem erlaubt die bewährte Rex-roth-Schweisssteuerung die freie Wahl zwischen der Ansteuerung servopneumatischer oder servo-elektrischer Zangenantriebe. Da bei mechanisch gleichem Aufbau Wechselstromsteuerungen oder Mittelfrequenzinverter eingesetzt werden können, lässt sich das System PS6000 in Leistung und Anwendungs-Funktionalität flexi-bel skalieren. Beherrscht werden das Punkt- und Buckel- oder Rollnahtschweissen und für an-spruchsvolle Schweissaufgaben an hochfesten Blechen sowie für Aluminiumblech- oder Dreiblech-Schweissungen kommen grund-
sätzlich die Mittelfrequenzinver-ter mit ihren zahlreichen Zusatz-funktionen zur Verwendung. (mg)
Den vollständigen Rückblick auf die Euroblech 2010 finden Sie auf unserer Website www.technica-online.ch unter der Rubrik TechnicaPlus.
Bosch-Rexroth: PS6000-Invertersystem: skalierbar und flexibel für unterschiedlichste Schweissaufgaben.
Eckold: Der Multi-Former MF 500 ermöglicht die drei Umformprozesse Glätten, Rollstre-cken und Stauchen von Blechen miteinem Gerät.
TOX-Mini-Handzange mit Antrieb HZ 40 bei der verschiedene Bü-gelausladungen möglich sind.
InfosTRUMPF Maschinen AG6340 Baar041 769 66 66 [email protected]
Friedrich Remmert GmbHD-32584 Löhne+49 57 328 96 [email protected]
ESAB AG 6340 Baar044 741 25 [email protected]
Carl Cloos Schweisstechnik GmbHD-35708 Haiger+49 2773 85 [email protected]
Tox-Pressotechnik AG 4460 Gelterkinden061 981 33 [email protected]
ECKOLD AG7203 Trimmis081 354 12 00 [email protected]
Bosch Rexroth Schweiz AG8863 Buttikon SZ055 464 61 [email protected]
TruLaser 5030 fiber:Ihr Vorsprung im Dünnblech.
Wirtschaftlicher kann man Dünnblech nicht schneiden: Der fasergeführte
TruDisk Festkörperlaser ist dank hoher Vorschübe extrem produktiv und
sorgt für konkurrenzlos niedrige Teilekosten. Ausserdem sparen minimale
Nebenzeiten sowie beste Energieeffizienz im Betrieb bares Geld. Dazu
besticht die TruLaser 5030 fiber durch ihre grosse Materialvielfalt. Sie meis
tert sogar Kupfer und Messing in höchster TRUMPF Qualität.
www.ch.trumpf.com
BB
DO
Trumpf_TruLaser5030_CH_210x297.indd 1 22.07.2010 17:22:03 Uhr
Die TruLaser 5030 fi ber zeigen wir Ihnen an denTechnologietagen Blechbearbeitung18. – 20. Januar 2011 in CH-6340 Baar

58 technica 12-10
Lieferantenverzeichnis und Internetadressen
Abdeckungen/Öl(nebel)abscheider
Abkantwerkzeuge
Antriebe und Steuerungen
Antriebstechnik
E Mikrotechnologie + Antriebstechnik GmbHAuf der Burg 5 Tel. +41 (0)44 6 80 46 00 [email protected] Meilen Fax +41 (0)44 6 80 46 01 www.emagmbh.ch
ngineering für
ZF Services Schweiz AG
Alfred Imhof AGJurastrasse 10, 4142 MüchensteinTel. 061 417 17 17, Fax 061 417 17 00
E-Mail: [email protected]: www.imhof-sew.ch
Arbeitsschutz
Hier könnte Ihr Eintrag erscheinen!Gerne berate ich Sie:
Susanna FranzonitechnicaFliederweg 460CH-5053 Staffelbach
Tel. +41 (0)62 721 00 00Fax +41 (0)86 062 721 00 [email protected]
Automatisches Beladen und Entladen
Automaten-Drehteile
Automatisierung
Bildverarbeitung
Blechbearbeitung/Laserschneiden

12-10 technica 59
Lieferantenverzeichnis und Internetadressen
Das MetallTechTeamwww.weso-gassner.ch
Bodenmatten
Hier könnte Ihr Eintrag erscheinen!Gerne berate ich Sie:
Susanna FranzonitechnicaFliederweg 460CH-5053 Staffelbach
Tel. +41 (0)62 721 00 00Fax +41 (0)86 062 721 00 [email protected]
CAD/CAM Systeme
Camtek GmbHWerkstraße 2471384 Weinstadt-Endersbach
Tel: +49-7151-979202Fax:[email protected]
CNC-Drehen
Hier könnte Ihr Eintrag erscheinen!Gerne berate ich Sie:
Susanna FranzonitechnicaFliederweg 460CH-5053 Staffelbach
Tel. +41 (0)62 721 00 00Fax +41 (0)86 062 721 00 [email protected]
CNC-Werkzeugmaschinen
Dampfkesselvermietung
Decolletagearbeiten
Diamant- undBorazonwerkzeuge
Diamantwerkzeuge
Dienstleistungen
CH-8863 Butt ikon · Chappel ihof 15Tel. 055 444 12 87 · www.filetopart.ch
· 3D-Scannen· CAD
· RapidPrototyping
Druck- und Vakuumschalter
Energiezuführungen mobil
Endoskope, industrielle

60 technica 12-10
Lieferantenverzeichnis und Internetadressen
Galvanik
Hier könnte Ihr Eintrag erscheinen!Gerne berate ich Sie:Susanna FranzonitechnicaFliederweg 460CH-5053 Staffelbach
Tel. +41 (0)62 721 00 00Fax +41 (0)86 062 721 00 [email protected]
Gebläse/Radialventilatoren
Gravieren
Gummi-PUR-Silikon-Schaum-cfk-Walzen-Rollen
Ritterquai 27 Tel. 032 625 58 58 www.typ-gummi-tgw.com CH-4502 Solothurn Fax 032 622 72 40 E-Mail: [email protected]
Honmaschinen
Hydraulik
Aahusweg 8, Fänn Tel. 041 799 49 49 [email protected] Küssnacht Fax 041 799 49 48 www.atphydraulik.ch
Hydraulikzylinder + Systeme
Industrie-PCs
Infrarot-/UV-Strahler
Kabel
www.heiniger-ag.ch
Heiniger Kabel AG, 3098 Köniz
Hier könnte Ihr Eintrag erscheinen!Gerne berate ich Sie:
Susanna FranzonitechnicaFliederweg 460CH-5053 Staffelbach
Tel. +41 (0)62 721 00 00Fax +41 (0)86 062 721 00 [email protected]
Keilriemen
Klimageräte und Ventilatoren
Hier könnte Ihr Eintrag erscheinen!Gerne berate ich Sie:Susanna FranzonitechnicaFliederweg 460CH-5053 Staffelbach
Tel. +41 (0)62 721 00 00Fax +41 (0)86 062 721 00 [email protected]
Kompressoren und Zubehör
Korrosionsschutz
BRUNOX AGCH-8732 Neuhaus SGTel. 055 285 80 80Fax 055 285 80 81 www.brunox.com
Kreissägemaschinen
12-10 technica 61
Lieferantenverzeichnis und Internetadressen
Kunststoffprofile/-Teile
����������� ��� ���������� ������������������������������ ��� ����������� ��� ����������� ��� �������������
���������������� ���� � ���� �������������������������
���� � �� ����� ��� �� ������ � �� ����� ��� �� ������� �������������������
����������� �������� ��������������� �������� ����� ���������� ������������
Hier könnte Ihr Eintrag erscheinen!Gerne berate ich Sie:Susanna FranzonitechnicaFliederweg 460CH-5053 Staffelbach
Tel. +41 (0)62 721 00 00Fax +41 (0)86 062 721 00 [email protected]
Kupplungen
KTR Kupplungstechnik AGBahnstrasse 60, 8105 RegensdorfTel. 043 311 15 55Fax 043 311 15 [email protected]
Lagertechnik
Laserbeschriftungen
Lasergraph AGDöttingerstrasse 115303 WürenlingenTel. 056 297 11 11, Fax 056 297 11 12www.lasergraph.chE-Mail: [email protected]
Lineartechnik
Hier könnte Ihr Eintrag erscheinen!Gerne berate ich Sie:
Susanna FranzonitechnicaFliederweg 460CH-5053 Staffelbach
Tel. +41 (0)62 721 00 00Fax +41 (0)86 062 721 00 [email protected]
Lohnfertigung
Flachhonen, Läppen, Honen
Ihr Partner für exakte Lohnfertigung:
Amsler Laeppfinish AGGurzelenstrasse 6 Telefon +41 (0)32 618 05 23CH-4512 Bellach Telefax +41 (0)32 618 05 27www.laepp-finish.ch E-Mail: [email protected]
Löten
Mechanische Fertigung
Messwerkzeuge
Normteile
Oberflächenbehandlung
Hier könnte Ihr Eintrag erscheinen!Gerne berate ich Sie:
Susanna FranzonitechnicaFliederweg 460CH-5053 Staffelbach
Tel. +41 (0)62 721 00 00Fax +41 (0)86 062 721 00 [email protected]
Oberflächenbearbeitung
Gleitschleifen • Trowalisieren • EntgratenPolieren • Entfetten • UltraschallreinigenKÄSER BIBERIST, Oberflächenfinish, Ulmenweg 64562 Biberist, Tel. 032 671 26 60, Fax 032 672 20 [email protected], www.kaeser-biberist.ch
Präzisions-Drehteile
62 technica 12-10
Lieferantenverzeichnis und Internetadressen
Putztextilien
Sandstrahl-Anlagen
Sandmaster AG4800 [email protected]
Sandstrahl-Zubehör
Schichtdicken-Messgeräte
Schleifen
Schleif- und Poliermaschinen
Hier könnte Ihr Eintrag erscheinen!Gerne berate ich Sie:
Susanna FranzonitechnicaFliederweg 460CH-5053 Staffelbach
Tel. +41 (0)62 721 00 00Fax +41 (0)86 062 721 00 [email protected]
Schweisskonstruktionen
Sensoren
Sicherheitstechnik
Stahl
Brütsch/Rüegger Metals AG
CH-8105 RegensdorfTel. +41 44 871 34 34Fax +41 44 871 34 [email protected]: www.brr.ch
Tieflochbohren/-Arbeiten
Ultraschall-Reinigungsanlagen
USV UnterbrechungsfreieStromversorgung
CTA Energy Systems AG3110 MünsingenTel. 031 720 15 [email protected]
usv.ch
VerbindungstechnikBefestigungstechnik
Hier könnte Ihr Eintrag erscheinen!Gerne berate ich Sie:
Susanna FranzonitechnicaFliederweg 460CH-5053 Staffelbach
Tel. +41 (0)62 721 00 00Fax +41 (0)86 062 721 00 [email protected]
Wälzlager
SKF (Schweiz) AGEschenstrasse 5, CH-8603 SchwerzenbachTel +41 (0)44 825 81 81, Fax +41 (0)44 825 82 82www.skf.ch, [email protected]

12-10 technica 63
Lieferantenverzeichnis und Internetadressen
Wasserstrahl-Schneiden
howatech agBäumliackerstrasse 10
8552 Felben-WellhausenTel +41 (0)52 770 10 31Fax +41 (0)52 770 10 32
[email protected] schneiden auch 3D...
micro waterjetMicrowaterjet AG, Mittelstrasse 8, CH-4912 AarwangenTel. 062 919 20 90, [email protected], www.microwaterjet.ch
Mikro- und Präzisionswasserstrahlschneiden
Werkstoffprüfmaschinen
Hier könnte Ihr Eintrag erscheinen!Gerne berate ich Sie:
Susanna FranzonitechnicaFliederweg 460CH-5053 Staffelbach
Tel. +41 (0)62 721 00 00Fax +41 (0)86 062 721 00 [email protected]
Werkzeuge
Werkzeugmaschinen
Zahnräder
www.hagmann.de [email protected]
Tel.: +49 (0) 71 64/94 30-0Fax: 94 30-31
Stirnräder, Kegelräder,Zyklo-Palloid-Spiralkegelräder,Hirth-Stirnverzahnung
Hier könnte Ihr Eintrag erscheinen!Gerne berate ich Sie:
Susanna FranzonitechnicaFliederweg 460CH-5053 Staffelbach
Tel. +41 (0)62 721 00 00Fax +41 (0)86 062 721 00 [email protected]
64 technica 12-10
ImpressumImpressum In dieser Ausgabe
ABB Schweiz AG 11
Adept Technology GmbH 49
Aluminiumschweisswerk E. Nussbaumer 55
Aroflex AG 55
ARP Datacon AG 49
Bauberger AG 4
Baumer Electric AG 49
ABB Technikerschule, Baden 21
Berufsbildungszentrum Dietikon 21, 23
Berufsfachschule BBB 18
Bito-Lagertechnik Bittmann AG 48
Blain Hydraulics GmbH 55
Bosch Rexroth Schweiz AG 49, 54
B&R Industrie-Automation AG 26
Brändle Werkzeugmaschinen GmbH 3
BR TEC Buhler AG 4, 36
Carl Cloos Schweisstechnik GmbH 54
Cymax AG 42
DECKEL MAHO Pfronten GmbH 6
Durolaminat AG 55
easyFairs Switzerland GmbH 12
ECKOLD AG 54
Energieagentur der Wirtschaft 31
ESAB AG 54
ETM professional control GmbH 27
Fachhochschule Nordwestschweiz 19, 30
FHS St. Gallen 19
Friedrich Remmert GmbH 46, 54
HAWE Hydraulik SE 28
Hochschule fur Technik, FHNW 5, 22, 30
IBZ-Schulen 23
igus Schweiz GmbH 44, 47
INTEGRAL concept 50
IST-Edelstahl-Anlagenbau AG 50
Jakob Keller Verschlusstechnik AG 51
KAESER KOMPRESSOREN AG 31
Kubo Tech AG 50
KUKA Roboter Schweiz AG 41
KVT Koenig Verbindungstechnik AG 51
maxon motor ag 5
National Instruments 17, US 4
Newemag Werkzeugmaschinen 13, 15
Pilz Industrieelektronik GmbH 43, 51
Prematic AG 25, 34
Profilbiegetechnik AG 51
Rockwell Automation Schweiz 50
sfb Bildungszentrum 22
SF-Filter AG 4
Siemens Schweiz AG US 2
TORNOS SA 40
Tox-Pressotechnik AG 54
TRUMPF Maschinen AG 52, 54, 57
Universität Basel 39
WENK AG Werkzeugmaschinen 34
ZHAW 20
Beilage: AZ Fachverlage AG
technicadie Fachzeitschrift für die Maschinen-, Elektro- und MetallindustrieISSN 0040-0866 59. Jahrgang 2010 www.technica-online.ch, www.marktspiegel.ch Total verkaufte Auflage: 1057 Exemplare Total Gratisauflage: 7368 ExemplareKontaktAlle Mitarbeiter erreichen Sie unter [email protected] Fachverlage AG Neumattstrasse 1 5001 Aarau Tel. +41 (0)58 200 56 50 Fax +41 (0)58 200 56 51GeschäftsführerDietrich BergLeiterin ZeitschriftenRatna IrzanRedaktion«technica», Neumattstr. 1, Postfach, CH-5001 Aarau, Tel. +41 (0)58 200 56 42, Fax +41 (0)58 200 56 61ChefredaktorMartin Gysi, Masch. Ing. FH, Tel. +41 (0)58 200 56 29 RedaktionBarbara Fischer, W.-Ing. FH, Tel. +41 (0)58 200 56 30 Externe redaktionelle MitarbeiterEdgar Grundler, Alois AltenwegerSVBF-Teil «Planung und Produktion»Offizielles Organ des Schweizerischen Verbands fur Betriebsorganisation und Fertigungstechnik SVBF Schweiz, 8021 Zurich, www.svbf.ch Redaktor: Alois Altenweger, lic. rer. pol., Tel. +41 (0)34 402 56 69, [email protected] der Annahme von Manuskripten durch die Redaktion und der Autor-Honorierung durch den Verlag erwirbt der Verlag das Copyright und insbesondere alle Rechte zur Übersetzung und Veröffentlichung der entsprechenden Beiträge in anderen verlagseigenen Zeitschriften sowie zur Herausgabe von Sonderdrucken. Fur unverlangt eingesandte Text- und Bildunterlagen übernimmt die Redaktion keine Gewähr. Produkte und Highlights sind kostenpflichtig. Nachdruck, auch auszugsweise, nicht gestattet.Leiter WerbemarktJurg Rykart, Tel. +41 (0)58 200 56 04 AnzeigenPeter Spycher, Tel. +41 (0)58 200 56 33 Thomas Kolbeck, Tel. +41 (0)58 200 56 31 Verena Muller, Tel. +41 (0)58 200 56 42 Anzeigentarif unter www.technica-online.chVerkauf MarktspiegelChristine Gehrig, Tel. +41 (0)56 631 22 20, Fax +41 (0)56 633 56 23Leiter Lesermarkt/OnlinePeter [email protected] Tel. +41 (0)58 200 55 70PreiseAbonnementspreis: Fr. 95.– Ausland: Fr. 95.– plus PostgebührenLayout/ProduktionPeter UtzDruckVogt-Schild Druck AG, 4552 Derendingen
Ein Produkt derVerleger: Peter Wanner CEO: Christoph Bauer www.azmedien.chNamhafte Beteiligungen nach Art. 322 Abs. 2 StGB: Aargauer Zeitung AG, AZ Anzeiger AG, AZ Crossmedia AG, AZ Fachverlage AG, AZ Management Services AG, AZ Vertriebs AG, Media Factory AG , Basellandschaftliche Zeitung AG, Berner Landbote AG, Mittelland Zeitungsdruck AG, Radio Argovia AG, Radio 32 AG, Radio 32 Werbe AG, Solothurner Zeitung AG, Tele M1 AG, TMT Productions AG, Vogt-Schild Anzeiger AG, Vogt-Schild Druck AG, Vogt-Schild Vertriebs GmbH, Weiss Medien AG
12-10 technica 67
TechniKnacknuss
TechniKnacknuss-KreuzworträtselDas Rätsel für technisch versierte Kreuz-worträtselfreunde.Umlaute: 1 BuchstabeDas Lösungswort können Sie auf unserer Homepage www.technica-online.ch in der Rubrik «TechniKnacknuss» eingeben.Einsendeschluss: Freitag, 10. Januar 2011.Unter den Einsendern der richtigen Lösung verlosen wir drei Exemplare des preisge-krönten Kochbuchs «Tobler Werner Cui-sinier» im Wert von Fr. 59.–. Das Restau-rant Braui in Hoch-dorf im Luzerner Seetal ist zur Pilger-stätte all jener Genies-ser und Geniesserin-nen geworden, die Werner Toblers unprä-tentiöse und leiden-schaftliche Koch-kunst lieben.
Das richtige Lösungswort des TechniKnacknuss-Kreuzworträtsels in Technica 10-10 lautete TRÄGHEIT.Die Gewinner des Buchs «Die schönsten Genusstouren» sind: Georg Frei, Theo Lechner und Tullio Kammermann.
Fähigk. z.visuellenWahr-nehmung
El.Wider-stand
Werk-stoffprüf-institut
Sache(engl.)
Katzen-rasse
Keim-zelle
Ge-wichts-einheit
Stimm-zettel-behälter
Getrei-deart
Rücken-stütze
Band fürHubauf-gaben
6
Berufs-bildungsgang
Dt.Bezeich-nung fürPLC
Land inAfrika
Ver-rückte
1 Speisezu
Kirchen-fest
Brenn-und
HeizgasSchnalle
negativgela-denesJon
Waren-ausstel-lung
nichtselten
islamis-tischeOrgani-sation
bierernstMaschi-nenele-ment
Flächen-mass
Schmierstoffappli-zieren
Strom inSibirien Ziffer
3 von wel-chemOrt?
Schweiz.Firma fürTunnel-vermes-sung
griechi-scherBuch-stabe
Dravideaus SriLanka
Urgross-vater
nichtdiesel-ben
4
Idealzu-standdes
Bleistifts
fein-löcherig
unbe-rührbar,verboten
5 Kurz-zeichenfür Mikro
nicht alt
Perso-nalpro-nomen
machen Wäld-chen
West-sibiri-scherFluss
Uran-munition
Metall-füge-mittel(Mz)
8
Radar-kuppel
7 Polyure-than
2 grössereAlgen-arten
Winkel-funktion
1 2 3 4 5 6 7 8
Vorschau auftechnica 01-11Werkzeugmaschinen und Werkzeuge Werkzeugmaschinen, Werkzeuge, NC-, CNC-, DNC-Steuerungen, Werkzeug- und Werkstück-
spannsysteme, Wärmebehandlung und Oberfl ächentechnik, Präzisions- und Mikrobearbeitung, Décolletage, Fertigungsautomatisierung, Fertigungsmesstechnik, Prüftechnik, QS.
Automations- und Antriebstechnik Steuerungen (SPS, Soft-SPS usw.), Handling, Robotik, Montagetechnik, Vision-Systems, Motoren, Hydraulik, Pneumatik, Antriebssteuerungen, mechanische Antriebselemente, Komponenten und Systeme zur Energieversorgung.
Fördertechnik und Logistik Fördertechnik, Krane, Lagertechnik, Materialfl usssysteme, Logistiksysteme, Logistikdienst-leistungen, Indentifi kationssysteme, Sensorik für die Fördertechnik.
Zulieferindustrie und Industriebedarf Formen- und Werkzeugbau, Zulieferteile, Décolletageteile, Lohnarbeit, Lohnfertigung, Werk-stoffe, Kunststofftechnologien, Maschinenelemente, Schränke und Gehäuse, Industriebedarf.
Fügen-Trennen-Formen Schweissen, Löten, Kleben, Schneiden, Trennen, mech. Fügeverfahren, Lasertechnik, umformende Werkzeugmaschinen, Blechverarbeitungsmaschinen.
Vorschau auf Fachmessen easyFairs Automation/Elektronik, Winterthur, LogiMAT, Stuttgart, easyFairs Maintenance Schweiz, Zürich.
S O E R T AS C H A D E N E R E I G N I SH M I D A E G L I IW M Ä K E L I G A U L A
S E R O T O N I N S T E N TI D L S B I T S
I S O B L A T T N B XS P A R E R M U S E U MR E I G U S A S M A R A
W A R A N B H N S T I LU E A U D I
A P P E L L N I LB E I S L Ä T N AN
©2010 National Instruments. Alle Rechte vorbehalten. LabVIEW, National Instruments, ni.com und NI TestStand sind Warenzeichen von National Instruments.Andere Produkt- und Firmennamen sind Marken oder Handelsbezeichnungen der jeweiligen Unternehmen. Druckfehler, Irrtümer und Änderungen vorbehalten. 2127
>> Mehr Informationen rund um PXI für Ihre automatisiertenPrüfanwendungen unter ni.com/beyond/d
Automatisierte Prüfsysteme –mehr als eine Ansammlung
vonMessgeräten
Anwender auf der ganzen Welt nutzen die software-definierte PXI-Plattform als Eckpfeiler ihrer Prüfsystem-architekturen. Über 8500 modulare Messgeräte von mehrals 70 Anbietern sorgen dafür, dass PXI die funktionellenAnforderungen für die Erstellung flexibler Prüfsystemeerfüllt und zudem Prüfkosten und Platzbedarf reduziert.
PRODUKTPLATTFORM
Modulare PXI-Messgeräte
Grafische ProgrammierumgebungNI LabVIEW
Software NI TestStand
056 2005151
National Instruments Switzerland Corporation Austin,Zweigniederlassung EnnetbadenSonnenbergstr. 53 • 5408 EnnetbadenTel: +41 56 2005151 • Fax: +41 56 2005155ni.com/switzerland • [email protected]
Ni_Technica_12.indd 1 08.11.10 13:18


















